
65 EL - Machine à laminer SEAL - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil 65 EL SEAL au format PDF.

| Caractéristiques techniques | Machine à laminer SEAL 65 EL, largeur de lamination jusqu'à 1650 mm, épaisseur maximale du film 0,5 mm, vitesse de lamination réglable jusqu'à 5 m/min. |
|---|---|
| Utilisation | Idéale pour le laminage de documents, affiches et supports graphiques, adaptée aux environnements de bureau et d'impression. |
| Maintenance et réparation | Nettoyage régulier des rouleaux et des surfaces, vérification des courroies et des composants électriques, remplacement des pièces usées selon les recommandations du fabricant. |
| Sécurité | Équipée de dispositifs de sécurité pour éviter les accidents, utilisation recommandée avec des gants et des lunettes de protection. |
| Informations générales | Poids de la machine : 85 kg, dimensions : 1800 x 800 x 1200 mm, garantie de 2 ans, support technique disponible. |
FOIRE AUX QUESTIONS - 65 EL SEAL
Questions des utilisateurs sur 65 EL SEAL
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine à laminer au format PDF gratuitement ! Retrouvez votre notice 65 EL - SEAL et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil 65 EL de la marque SEAL.
MODE D'EMPLOI 65 EL SEAL
Nous vous remercions d'avoir acheté un SEAL® 54/65 EL et vous souhaitons de longues années d'utilisation. Les directives de maintenance et d'utilisation fournies dans ce manuel vous permettront de rentabiliser votre investissement pendant de nombreuses années sans souci de fonctionnement. Votre laminateur 54/65 EL est conforme aux directives CE (2004/108/CE et 2006/95/CE) ainsi qu'à la directive RoHS. Il est également répertorié ETL aux États-Unis (UL 60950-1) et au Canada (CSA C22.2 60950-1).
Usage préconisé
Le laminateur 54/65 EL est conçu pour être utilisé avec des produits SEAL®. Lorsqu'il est employé avec ces produits, il permet des opérations de montage et de lamination. Comme il n'a pas été testé avec d'autres produits, il n'est pas conseillé de l'utiliser avec des marques différentes de SEAL®.

AVERTISSEMENT
CETTE MACHINE EST CONÇUE POUR LE MONTAGE ET LA LAMINATION. TOUT USAGE DIFFÉRENT POURRAIT ENDOMMAGER L'APPAREIL OU BLESSER L'UTILISATEUR.
Déclaration de responsabilité
Les détails fournis dans ce manuel sont basés sur les informations les plus récentes dont nous disposons. Toutefois, elles sont susceptibles d'être modifiées à l'avenir. Nous nous réservons le droit d'apporter des modifications à la fabrication ou à la conception de nos produits sans avoir l'obligation de modifier les versions antérieures déjà livrées.
Symboles normalisés

Les passages ainsi indiqués constituent des idées, des astuces ou d'autres informations pour une meilleure utilisation de la machine.

AVERTISSEMENT
VEUILLEZ FAIRE BIEN ATTENTION À TOUS LES PASSAGES AINSI INDIQUÉS. CES INFORMATIONS SONT CRUCIALES POUR ÉVITER TOUTE BLESSURE DE L'UTILISATEUR OU DÉTÉRIORATION DE LA MACHINE. LE NON-RESPECT DE CES INFORMATIONS POURRAIT ANNULER LES GARANTIES ET TRANSFÉRER À L'UTILISATEUR TOUTES LES RESPONSABILITÉS EN MATIÈRE DE SÉCURITÉ.
Table des matières
Introduction 30
1 Spécifications 33
1.1 Caractéristiques techniques 33
1.2 Options 34
2 Sécurité / Mesures de protection importantes 34
2.1 Symboles de sécurité utilisés sur l'équipement 34
2.2 Boutons d'arrêt d'urgence 35
3 Déballage et installation 35
3.1 Conditions ambiantes 35
3.2 Environnement 35
3.3 Alimentation électrique 35
3.4 Exigences relatives à l'espace de travail 35
3.5 Déballage du laminateur 36
3.6 Installation du laminateur 37
3.7 Transport 38
4 Description de la machine 39
4.1 Panneau de commande 40
4.2 Commandes du moteur 40
4.2.1 Mode lent 41
4.2.2 Inversion du sens de la machine 41
4.2.3 Freins de déroulement 42
4.2.4 Réglage de la ligne de contact des rouleaux 42
4.2.5 Rangement du guide d'image 42
5 Procédés d'application 43
5.1 Principe d'un procédé 43
5.2 Chargement de la machine 44
5.2.1 Retrait d'un mandrin de déroulement 44
5.2.2 Chargement d'un mandrin avec rouleau de film 44
5.2.3 Chargement du mandrin de déroulement dans la machine 45
5.3 Amorçage des films 45
5.3.1 Préréglage de la tension 45
5.3.2 Amorçage pour procédé à face unique 46
5.3.3 Amorçage pour procédé double-face 47
5.4 Procédés et réglages 48
5.4.1 Généralités 48
5.4.2 Prérevêtement des panneaux 48
5.4.3 Montage d'images ou de décalques 49
5.4.4 Surlamination 50
5.4.5 Lamination simple face 50
5.4.6 Décalques 51
5.5 Déchargement 51
6 Nettoyage/Maintenance 51
6.1 Nettoyage des rouleaux revêtus de silicone 52
6.2 Maintenance préventive 52
6.2.1 Mandrins antidérapants 52
7 Dépannage 53
7.1 Résolution des problèmes 53
10 Garantie limitée 57
11 Index 58
1 SPÉCIFICATIONS
1.1 Caractéristiques techniques
Unités anglo-saxones Unités métriques
Largeur utile max.
54 EL 54 po maximum 1400 mm max
65 EL 65 po maximum 1651 mm max
Vitesse max. 426,72 pi/min 4,25 m/min
Dimensions à l'expédition (H x I x P)
54 EL 58 x 74 x 29 po 1473 x 1880 x 737 mm
65 EL 61 x 88 x 30 po 1549 x 2235 x 762 mm
Poids
Poids net
54 EL 325 lbs 147 kg
65 EL 430 lbs 195 kg
Poids à l'expédition
54 EL 434 lbs 197 kg
65 EL 544 lbs 247 kg
Diamètre de rouleau maximum
Déroulement 8 po 200 mm
Appel 6 po 150 mm
Poids maximum de rouleau
Déroulement 85 lb 38,5 kg
Appel 35 lb 15,9 kg
Ouverture du rouleau (min. - max.) 0 - 1 po 0 - 25 mm
Pression de rouleau 3 lb/po 0,53 N/mm
Caractéristiques électriques
USA/Canada 115 V\~, 50/60 Hz, 1 A, 115 W - Fiche NEMA 5-15
Europe 230 V\~, 50/60 Hz, 0,5 A, 115 W - Fiche BS1363 ou fiche Europe continentale (de type Schuko)
Construction des rouleaux Deux rouleaux en acier recouverts de silicone
* Les spécifications peuvent être modifiées sans avis préalable.
1.2 Options
Le 54/65 EL version "A" a plusieurs options disponibles. Les options sont:
| article Description Numéro de pièce | ||
| 1 | 54 EL nourrir dans Plateau option | 5402A |
| 2 | 65 EL nourrir dans Plateau option | 6502A |
| 3 Pieds stabilisateurs Option 5406A | ||
| 4 | 54 EL-1 guide de l'image | 5411A |
| 5 | 65 EL-1 guide de l'image | 6511A |
Remarque: Certaines options peuvent être inclus avec votre modèle.
2 SÉCURITÉ / MESURES DE PROTECTION IMPORTANTES
2.1 Symboles de sécurité utilisés sur l'équipement

PIECES ROTATIVES
DANGER DE TYPE MÉCANIQUE. TOUTE IMPRUDENCE À PROXIMITÉ DES ROULEAUX EXPOSÉS PEUT ENTRAINER DES BLESSURES. ASSUREZ-VOUS QUE LES VÊTEMENTS AMPLES, LES CHEVEUX LONGS, LES BIJOUX, ETC., NE S'ENCHEVÊTRENT PAS DANS LES PARTIES TOURNANTES.

AVERTISSEMENT RELATIF AUX DECHARGES ELECTROSTATIQUES
PRENEZ DES PRÉCAUTIONS AUTOUR DES ROULEAUX. IL EXISTE UN RISQUE DE DÉCHARGE ÉLECTROSTATIQUE AVEC CERTAINS MATÉRIAUX. VEILLEZ À ÉVITER L'ACCUMULATION D'ÉLECTRICITÉ STATIQUE GRÂCE À UNE MISE À LA TERRE CORRECTE DE LA MACHINE, AU MAINTIEN D'UN TAUX D'HUMIDITÉ AMBIANTE ADÉQUAT ET À L'OBSERVATION DE MESURES ANTI-STATIQUES.
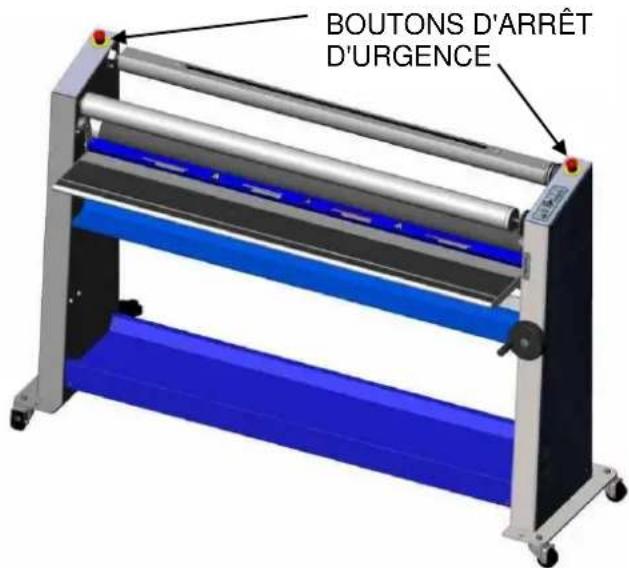
2.2 Boutons d'arrêt d'urgence
Deux boutons se trouvent sur la machine. Ils sont placés sur le dessus des boîtiers de droite et de gauche. Ils sont rouges sur fond jaune circulaire. Ces boutons interrompent la rotation des rouleaux et ne doivent être utilisés qu'en cas d'urgence. Ils se bloquent en position enfoncée et doivent être tournés afin de rétablir leur position et de pouvoir utiliser à nouveau la machine.
3 DÉBALLAGE ET INSTALLATION
Assurez-vous de lire et de comprendre parfaitement le contenu de ce manuel avant d'utiliser votre laminateur.
3.1 Conditions ambiantes
Les conditions ambiantes suivantes sont idéales pour un fonctionnement parfait du laminateur.
Température ambiante
Le 54/65 EL fonctionne parfaitement à des températures comprises entre 16° et 35 °C (50° et 95 °F). Il ne doit pas être exposé à la lumière directe du soleil sous risque d'altérer la qualité de la production.
Humidité relative
Pour garantir des résultats optimaux, l'humidité relative ambiante du 54/65 EL doit se trouver entre 50 et 70 %.
Eau et humidité
Si le laminateur est installé dans une pièce humide ou près d'un point d'eau, l'alimentation électrique doit être conforme aux normes en vigueur.
3.2 Environnement
Le laminateur doit être installé dans un environnement aussi propre et exempt de poussière que possible pour obtenir des produits de haute qualité. Les matériaux utilisés sur cette machine peuvent porter une charge électrostatique et attirer la poussière, ce qui nuirait à la qualité de la production.
3.3 Alimentation électrique
Cette machine doit être branchée conformément aux informations figurant sur sa plaque signalétique fixée à l'arrière. Reportez-vous également aux caractéristiques techniques de cette section pour plus de détails.
3.4 Exigences relatives à l'espace de travail
- Cette machine doit être placée loin de toute source de chaleur, telles que poêle ou bouche de chauffage.
• L'emplacement et la position du laminateur ne doivent pas interférer avec une bonne ventilation. - L'espace autour de la machine doit permettre l'introduction des produits, la sortie de la production et le découpage des images montées ou laminées.
- La poussière ambiante ne doit pas dépasser celle d'un environnement type de bureau ou de salle d'informatique.
- La zone de travail doit être plane, de niveau et bien éclairée.
3.5 Déballage du laminateur
- Coupez les bandes fixant la boîte à la palette.
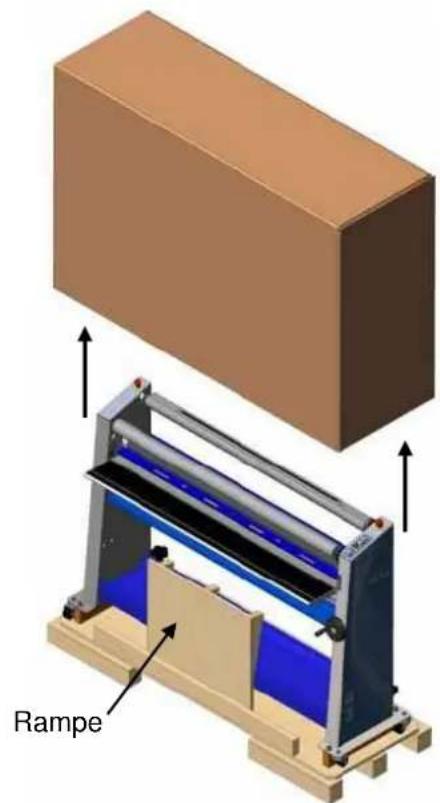
- À deux, soulevez avec précaution la boîte droit au-dessus de la machine (cf. figure 2).
- Retirez toute pièce d'emballage restante.
- Retirez les deux vis à bois détenant rampe en place.
- Retirez la rampe et l'emballage autour de celle-ci.
- Placez la rampe comme indiqué à la figure 3.
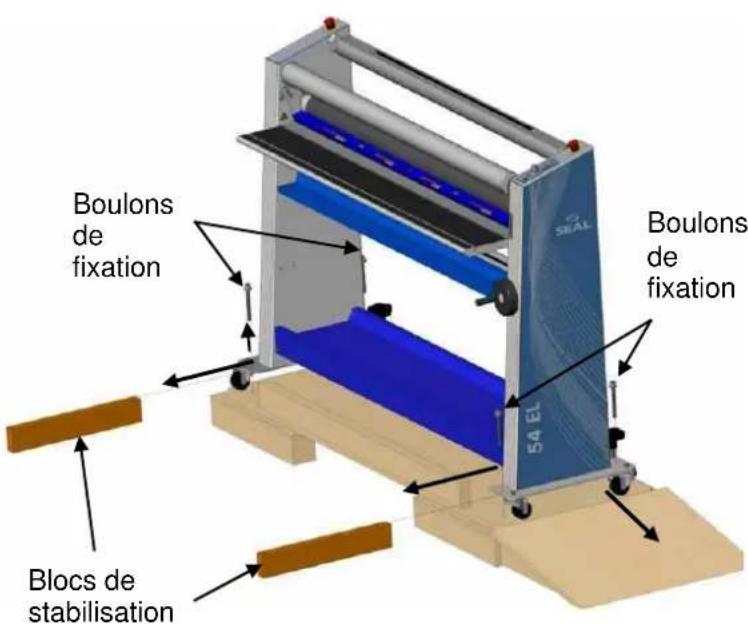
- Retirez les quatre boulons de fixation.
- Retirez les deux blocs de stabilisation.
- À deux, poussez avec précaution la machine afin de la faire descendre par la rampe.
- Retirez les matériaux d'emballage restants et déballez le tube d'appel.
- Inspectez la machine afin de vous assurer qu'elle n'a pas été endommagée.
text_image
RampeFigure 2 Figure 3
text_image
Boulons de fixation Boulons de fixation 54 EL Blocs de stabilisation3.6 Installation du laminateur
Votre 54/65 EL doit être assemblé là où il sera utilisé. Il doit être placé sur une surface plane et de niveau.
La machine doit être installée près d'une prise de courant. La fiche et la prise doivent être facilement accessibles. Assurez-vous de brancher le laminateur sur une prise mise à la terre. Il doit impérativement être branché sur une prise capable de fournir en toute sécurité la tension et l'intensité figurant sur la plaque signalétique.
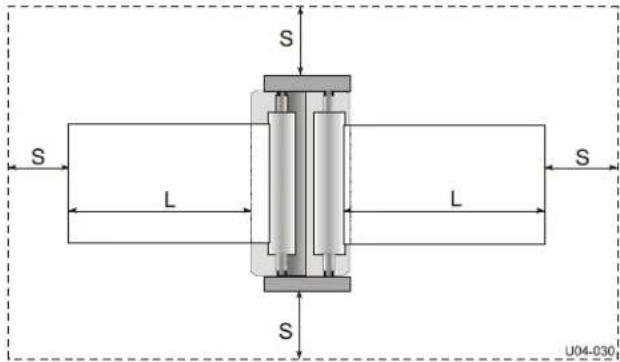
À l'emplacement choisi, vérifiez si l'espace autour de la machine est suffisant afin de pouvoir l'alimenter et réceptionner ou découper les images (cf. figure 4).
L = Longueur maximale de la planche
S = Espace minimum 60 cm (24 po)
Figure 4 : Espace de travail
- Placez la machine à l'endroit souhaité.
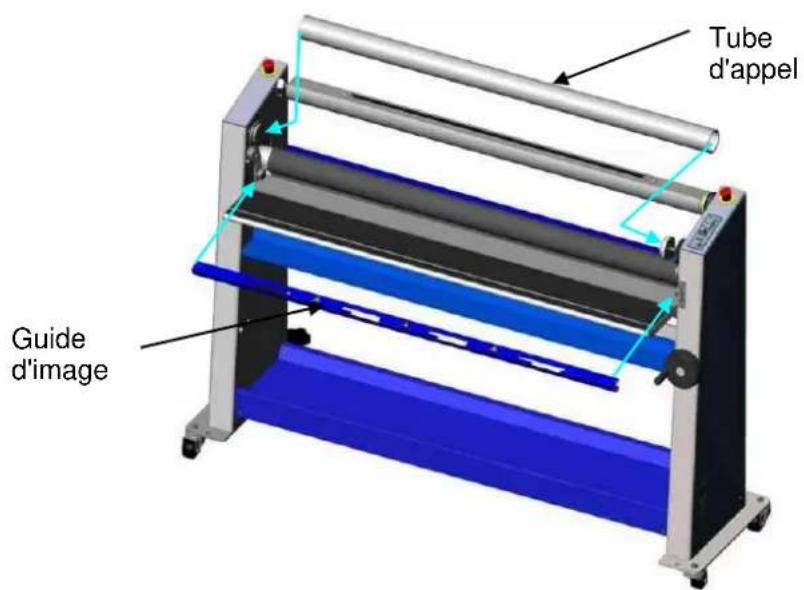
- Installez le guide d'image sur la table comme indiqué à la figure 5.
- Placez tout d'abord le tube d'appel sur le ressort de compression du côté droit, puis insérez le côté gauche sur l'entraînement (figure 5).
- Branchez le câble d'alimentation sur une prise de terre de la tension appropriée.
text_image
Tube d'appel Guide d'imageFigure 5
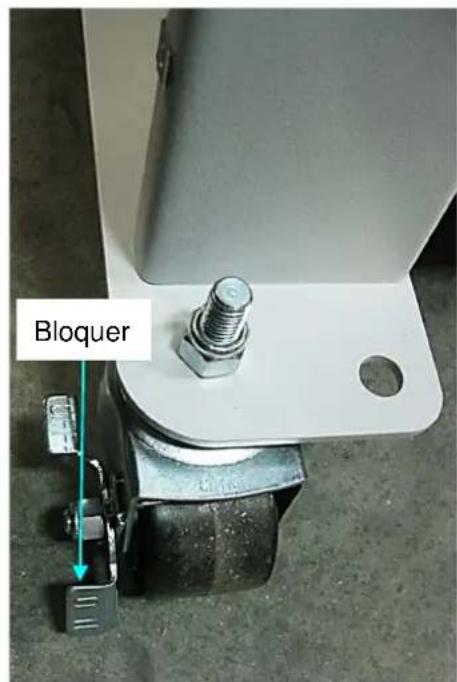
- Verrouiller la machine en place avec le pied en appuyant sur le mécanisme de verrouillage sur les roues avant (Voir la figure 6).
Remarque – Un sol inégal peut altérer la qualité de la lamination. Si le sol n'est pas plat, contactez l'assistance clientèle afin de vous renseigner sur la mise de niveau de la machine.

AVERTISSEMENT
MACHINE DOIT ÊTRE FIXÉ EN PLACE AVANT D'UTILISER.

text_image
OuvrirFigure 6
text_image
BloquerLevier de verrouillage

AVERTISSEMENT
ASSUREZ-VOUS QUE LE CORDON D'ALIMENTATION ÉLECTRIQUE OU DE RALLONGE NE VOUS GÊNE PAS POUR CIRCULER AUTOUR DE LA MACHINE.
3.7 Transport
Cette machine peut être déplacée sur ses roulettes sur une surface lisse.

MISE EN GARDE
Déverrouillez les roues avant de passer la machine.
Lors du déplacement de la machine sur des surfaces inégales ou sur de longues distances, utilisez la palette et l'emballage d'origine, ainsi qu'un transpalette ou un chariot élévateur à fourche.
4 DESCRIPTION DE LA MACHINE
Fonctions et avantages du 54/65 EL

text_image
Iloctions et avantages du 31/05 EE 1 2 3 4 5 6 7 8 9 10 SAEL Figure 7Figure 7
| Identification des pièces | ||
| 1 Tube d'enroulement Permet d'enrouler le liner. | ||
| 2 Boutons d'arrêt d'urgence Permettent d'arrêter la machine en cas d'urgence. | ||
| 3 Guide d'image Permet d'introduire les images. (En option sur certains modèles.) | ||
| 4 Mandrin de déroulement supérieur | Ce mandrin est compatible avec les rouleaux comportant un centre de 76 mm (3 po). | |
| 5 Frein de déroulement Un dispositif | simple pour régler la tension de déroulement. | |
| 6 Panneau de commande Permet de contrôler la rotation des rouleaux et l'état de veille. | ||
| 7 Manette de la ligne de contact Permet de régler la distance entre les rouleaux. | ||
| 8 Mandrin de déroulement inférieur | Ce mandrin est compatible avec les rouleaux comportant un centre de 76 mm (3 po). | |
| 9 Interrupteur à pied Permet de passer en mode lent. | ||
| 10 Table d'introduction Surface plane sur laquelle déposer le matériau à travailler. | ||
L'étiquette indiquant le numéro de série et les caractéristiques nominales se trouve à l'arrière de la machine, à côté de l'alimentation électrique.
4.1 Panneau de commande
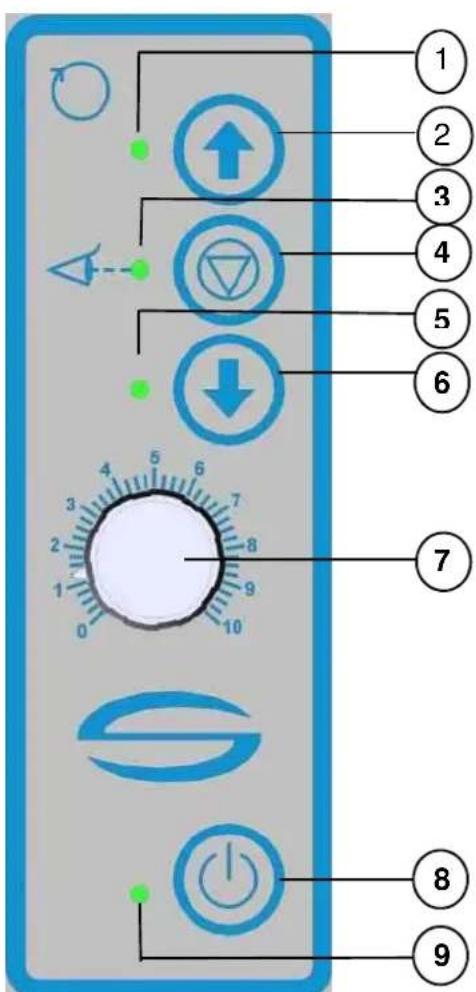
| 1 DEL de marche avant | S'allume lorsque l'entraînement fonctionne en avant. |
| 2 Bouton Avant Permet | d'enclencher le fonctionnement vers l'avant. |
| 3 Système de sécurité optique à DEL | S'allume lorsque le faisceau lumineux n'est pas bloqué. Clignotant lorsque enfoncé le bouton d'arrêt d'urgence. |
| 4 Bouton d'arrêt Permet | d'arrêter l'entraînement. |
| 5 DEL de marche arrière | S'allume lorsque l'entraînement fonctionne en arrière. |
| 6 Bouton Arrière Lorsqu'il est maintenu enfoncé, ce bouton permet de faire fonctionner la machine en marche arrière. | |
| 7 Bouton de réglage de la vitesse | Permet de régler la vitesse des rouleaux. |
| 8 Bouton de veille Bascule marche/arrêt (appuyez pendant 2 secondes) | |
| 9 DEL de mise sous tension | S'allume lorsque la machine est sous tension. |
4.2 Commandes du moteur
La vitesse des rouleaux est réglable en permanence entre 0 et 4,25 m/min (0 et 14 pi/min). L'activation du bouton fait tourner les rouleaux vers l'avant, tandis que le bouton inverse leur sens de rotation lorsqu'il est maintenu enfoncé. La touche d'arrêt interrompt le mouvement des rouleaux. La vitesse peut uniquement être réglée lorsque la machine fonctionne en marche avant, sans l'interrupteur à pied.

AVERTISSEMENT
VEILLEZ À CE QU'AUCUN VÊTEMENT LÂCHE, CHEVEUX LONGS, DOIGTS OU BIJOUX NE RISQUENT DE SE PRENDRE ENTRE LES ROULEAUX.
4.2.1 Mode lent
La machine dispose d'un mode lent qui peut être activé au moyen de l'interrupteur à pied. Pour rester en mode lent, maintenez la pression sur l'interrupteur à pied. Ce mode doit être utilisé lorsque la table d'alimentation est en position haute. Il est également conseillé lors du travail sur un matériau sans guide d'image. La vitesse peut être réglée lors de l'exécution en mode lent. La velocità può essere regolata giù a zero, ma non può essere regolata ogni superiore al massimo permesso in modalità lenta. La position de la molette de vitesse sera d'environ la même que dans le mode normal pour produire la même vitesse.

AVERTISSEMENT
LORSQUE LA MACHINE FONCTIONNE EN MODE LENT, LE PASSAGE DEVANT LES CELLULES PHOTO-ÉLECTRIQUES NE L'ARRÊTE PAS. EN MODE LENT, UN BIP SONORE EST ÉMIS ET LA VITESSE DES ROULEAUX EST RÉDUITE. LA MACHINE S'ARRÊTE LORSQUE L'INTERRUPTEUR À PIED EST RELÂCHÉ.
Procédez comme indiqué ci-dessous pour passer du mode lent au mode normal sans arrêter la machine (pour éviter une marque d'arrêt).
- En mode lent (avec l'interrupteur à pied utilisé), appuyez sur et maintenez le bouton (avant) du panneau
de commande. - Relâchez ensuite l'interrupteur à pied. La machine fonctionnera à la vitesse normale.
- Relâchez le bouton (avant).
Procédez comme indiqué ci-dessous pour passer du mode normal à lent sans arrêt.
- Appuyez sur l'interrupteur à pied.
Remarque – La machine s'arrête lorsque l'interrupteur à pied est relâché.
4.2.2 Inversion du sens de la machine

AVERTISSEMENT
RESTEZ LOIN DE LA LIGNE DE CONTACT ARRIÈRE LORS DU PASSAGE EN MODE DE FONCTIONNEMENT INVERSE.
Pour inverser le sens de rotation des rouleaux, appuyez sur le bouton ↓ (arrière). Tant que ce bouton est enfoncé, la machine fonctionne en sens inverse, à une vitesse approximative de 1 m/min. Elle s'arrête lorsque le bouton est relâché.
La rotation des rouleaux s'interrompt dans les cas suivants :
- les cellules photo-électriques placées devant les rouleaux principaux sont coupées ;
Remarque : ceci ne se produit pas lors de l'utilisation de l'interrupteur à pied (mode lent). - l'opérateur appuie sur un bouton d'arrêt d'urgence ;
- l'interrupteur à pied est brièvement actionné ;
- des tensions de déroulement excessives sont présentes (le moteur s'arrête électroniquement et la DEL de marche avant clignote ; appuyez sur le bouton d'arrêt du panneau de commande pour réinitialiser) ;
- l'opérateur appuie sur le bouton d'arrêt du panneau de commande.
4.2.3 Freins de déroulement
Serrez le frein de déroulement de manière à ce qu'il applique une tension suffisante pour la lamination. Le fait de tourner le collier de frein moleté dans le sens contraire des aiguilles d'une montre augmente la tension de freinage appliquée. Si vous le tournez dans le sens horaire, la tension diminue. Le meilleur réglage de la tension de frein est fonction du matériau utilisé et s'acquiert avec l'expérience.
4.2.4 Réglage de la ligne de contact des rouleaux
Lors d'un montage sur planche, etc., il est important de régler les rouleaux de manière à former un espace approximativement égal à l'épaisseur du substrat employé. Ceci permet d'appliquer une pression adéquate à tout ce qui passe entre les rouleaux afin d'éviter d'endommager le substrat monté (et éventuellement les rouleaux).
Si vous tournez la manette de ligne de contact dans le sens des aiguilles d'une montre, le rouleau supérieur s'élève, et si vous la tournez dans le sens inverse, il s'abaisse.
Réglage de la ligne de contact
Déterminez l'épaisseur du substrat utilisé pour le montage. Préréglez la hauteur de la ligne de contact en tournant la manette dans le sens horaire jusqu'à ce l'indicateur de hauteur soit au-dessus de l'épaisseur de la planche.
Insérez à la main la partie avant du substrat dans la ligne de contact. Abaissez le rouleau supérieur en tournant la manette dans le sens inverse des aiguilles d'une montre, jusqu'à ce que ce rouleau touche le substrat en appliquant une pression telle qu'elle l'empêche de bouger latéralement. Le cas échéant, utilisez la marche arrière pour retirer le substrat de la ligne de contact.
Pour les films, tournez la manette dans le sens contraire des aiguilles d'une montre jusqu'à fermer l'espacement, puis continuez jusqu'à ce que la manette tourne librement.
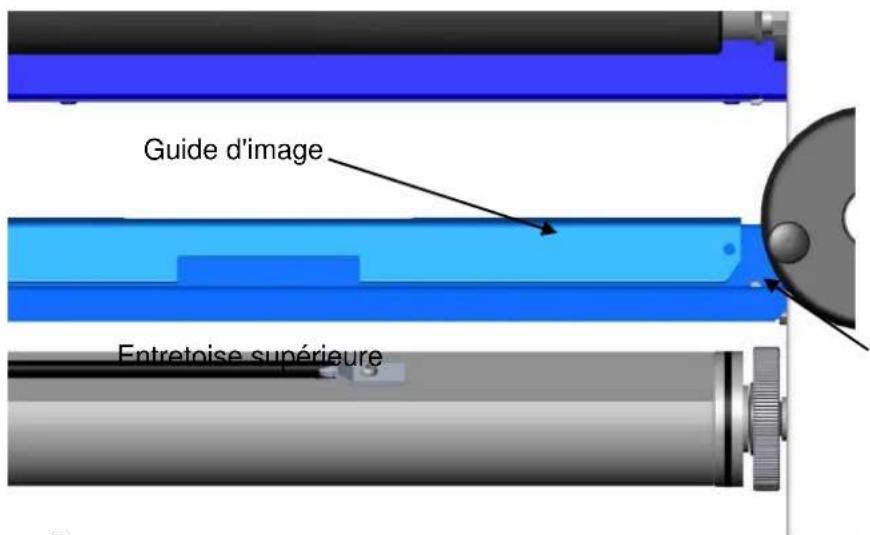
4.2.5 Rangement du guide d'image
Lorsqu'il n'est pas utilisé, le guide d'image peut être rangé sur l'entretoise supérieure ou inférieure. Nota: immagine Guide è opzionale su alcuni modelli.
text_image
Guide d'image Entretoise supérieureFigure 9
5 PROCEDES D'APPLICATION
5.1 Principe d'un procédé
Dans tous les procédés, les matériaux entrent par l'avant dans la ligne de contact afin d'être joints par pression.
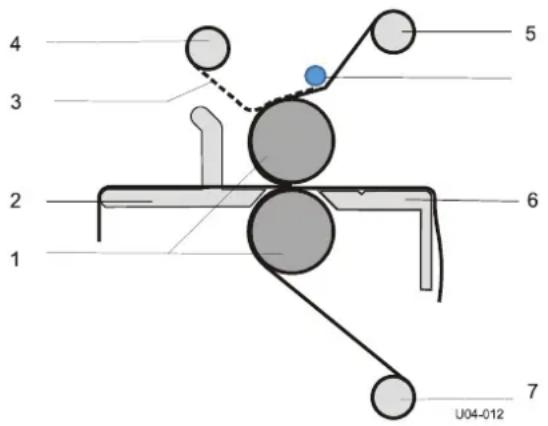
Un procédé utilisant la machine de manière optimale est illustré à la figure 11. Vous pouvez y observer un procédé de lamination (décalque) double-face.
Le film de revêtement supérieur est un film sensible à la pression doté d'un liner (3) obtenu d'un rouleau d'alimentation placé sur le mandrin de déroulement supérieur (à l'arrière) (5). Le film de revêtement inférieur est un film sensible à la pression (montage) obtenu à partir d'un rouleau d'alimentation placé sur le mandrin de déroulement inférieur (7). Certains modèles ont un séparateur de barre (8) pour aider à l'enlèvement des doublures de libération.
text_image
4 3 2 1 5 6 7 U04-012Figure 10 : Création d'un décalque
L'image à laminer est introduite entre les rouleaux principaux (1) par le biais de la table d'introduction (2).
Lors de l'utilisation d'un laminé sensible à la pression, un liner est souvent présent (3) et doit être retiré. Il est enroulé sur le mandrin d'enroulement (4) de la partie supérieure.
Un film de montage comporte deux côtés adhésifs et un liner sur un seul côté. Ce liner doit rester en place jusqu'au montage de l'image.
Les points suivants illustrent la procédure de base permettant de charger des matériaux, d'amorcer le laminateur et de régler la tension du frein en fonction des matériaux utilisés. Il est nécessaire de pouvoir accéder à la machine par l'arrière afin de charger et décharger les mandrins.
5.2 Chargement de la machine
Sélectionnez le ou les films que vous utiliserez sur le dessus (et le dessous) des images. Il est préférable de s'assurer que la taille du support et du laminé correspondent afin d'éviter des problèmes de lamination. Le support peut ainsi être découpé avec une bordure, mais les déchets sont réduits.

Travaillez toujours au centre de la machine.
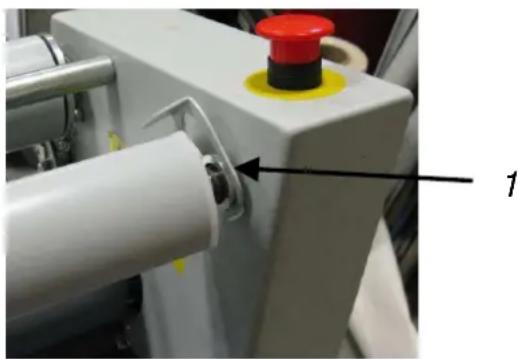
Figure 11 : Dispositif de verrouillage en haut Figure 12 : Dispositif de verrouillage en bas
5.2.1 Retrait d'un mandrin de déroulement
- Retirez le mandrin d'alimentation souhaité (supérieur ou inférieur) en plaçant le dispositif de verrouillage (1) en position haute (figure 11).
- Faites glisser le mandrin antidérapant vers la droite contre la pression du ressort.
- Soulevez le côté gauche du mandrin en l'éloignant tout d'abord du laminateur, puis de la droite.
5.2.2 Chargement d'un mandrin avec rouleau de film
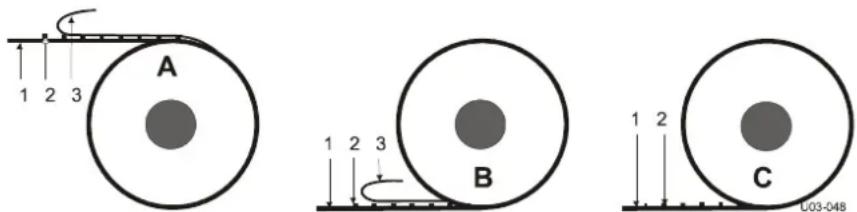
Le rouleau de film est placé sur le mandrin en fonction du type de film et de l'utilisation de la partie supérieure ou inférieure de la machine. En général, le film sensible à la pression avec liner (A) est enroulé avec le liner (3) et l'adhésif (2) sur l'extérieur du rouleau (1), tandis que le film sans liner (C) a sa couche adhésive à l'intérieur du rouleau. Néanmoins, les films sensibles à la pression généralement disponibles en Amérique du Nord ont le liner à l'intérieur du rouleau (B).
text_image
A 1 2 3 1 2 3 B 1 2 C U03-048Figure 13 : Rouleaux de film
- Dans la partie supérieure, le côté adhésif (2) en contact avec l'image et le liner (3) doivent se trouver sur le dessus lorsque vous déroulez le film à l'avant de la machine.
- Dans la partie inférieure, le côté adhésif (2) en contact avec l'image doit se trouver sur le dessous lorsque vous déroulez le film à l'avant de la machine.
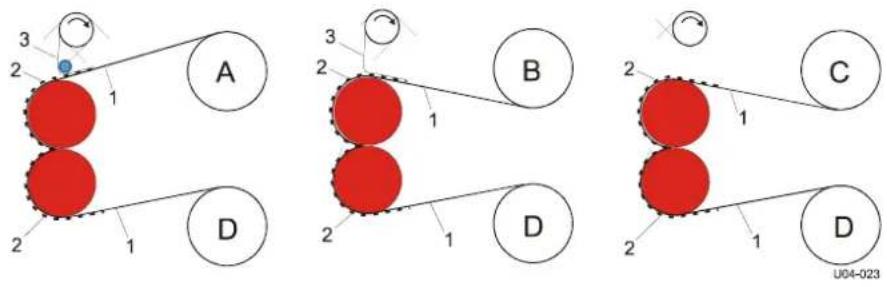
Figure 14 : Films adhésifs
5.2.3 Chargement du mandrin de déroulement dans la machine
- Placez le dispositif de verrouillage en position haute et alignez le support de mandrin droit, comme illustré à la figure 15.
- Saisissez fermement le mandrin de déroulement en plaçant les mains sur les extrémité du rouleau de film pour empêcher que ce dernier ne glisse sur le mandrin pendant le chargement.
- Placez le mandrin, matériau compris, dans le laminateur en l'insérant sur le support de déroulement de droite.
- Poussez contre la pression du ressort afin d'enclencher l'autre extrémité du mandrin dans le support de déroulement de gauche.
- Assurez-vous que le dispositif de verrouillage est en position basse (figure 12).
• Centrez le rouleau dans la machine.

Figure 15 : Position de chargement de déroulement
5.3 Amorçage des films
La machine doit être amorcée afin de pouvoir laminer des images. Il est possible de l'amorcer en vue d'un procédé double-face ou à face unique. Aucun amorçage n'est nécessaire pour le montage.
Remarque – Lors des procédés à face unique, des résidus adhésifs resteront sur le rouleau inférieur si le film est plus large que les images. Pour éviter ceci, il est possible d'utiliser, dans la partie inférieure, un liner de la même largeur que le film supérieur. Ce liner peut être retiré facilement par la suite. Il est également possible d'utiliser un film de la même largeur que les images.
Lors du traitement de panneaux, il est nécessaire d'employer un panneau d'amorce (une chute de taille égale au panneau à traiter) pour introduire le film.
5.3.1 Préréglage de la tension
Pour permettre au film de se dérouler sans former de plis, il est possible de régler la tension (frein). Sur la droite de la machine (côté du panneau de commande), vous trouverez une bague de contrôle de la tension sur chaque mandrin. Tournez cette bague dans le sens des aiguilles d'une montre (du haut vers l'avant) pour réduire la tension, et dans le sens contraire (du haut vers l'arrière) pour l'augmenter.
Lors de l'amorçage du film, il est recommandé de régler une faible tension sur chaque mandrin en tournant la bague dans le sens contraire des aiguilles d'une monte jusqu'à l'apparition d'une légère résistance. Le film doit être tendu, mais il doit être possible de le tirer à la main sans trop d'efforts.
Une trop forte tension de déroulement pourrait étirer le film et plisser le laminé. Une machine correctement réglée doit produire un film sans plis, avec une tension de frein minimale.
MISE EN GARDE
N'utilisez jamais de lame aux alentours des rouleaux. Toute coupure ou égratignure endommagerait les rouleaux, et affecterait la qualité du produit fini.
5.3.2 Amorçage pour procédé à face unique
Figure 16 : Amorçage de la partie supérieure
- Tirez le film vers l'avant jusqu'à ce que 10 cm (4 po) environ se trouvent sur la table d'introduction.
-
Si le film comporte un liner (B) :
-
installez le tube d'enroulement sur la machine ;
- Si votre machine a une barre de, web de la película debajo de la barra.
- décollez le coin du liner ;
- décollez le liner du film et collez-le sur le tube avec du ruban adhésif.
Un tube en carton vide provenant d'un rouleau de film utilisé peut être fixé au tube d'enroulement pour reprendre le liner. Ceci permet de retirer facilement le liner du tube d'enroulement et de le réutiliser, le cas échéant.
- Levez la table en position complètement ouverte.
- Levez le rouleau supérieur en position complètement ouverte.
- Depuis l'arrière de la machine, tirez le film à travers la ligne de contact et collez-le à la table de sortie. Assurez-vous que le film repose bien à plat contre le rouleau supérieur. Le cas échéant, serrez le frein de déroulement.
-
Si vous utilisez le mandrin de déroulement inférieur pour introduire des images ou le liner :
-
insérez le matériau dans la ligne de contact en vous assurant qu'il repose bien à plat sur le rouleau inférieur ;
- maintenez le matériau en place d'une main ;
- abaissez le rouleau supérieur en position entièrement fermée (zéro).
Remarque – Utilisez un liner sur le dérouleur inférieur ou une planche de transport lors du traitement d'images fines.
-
Descendez la table en position la plus basse.
-
Si vous introduisez des images découpées :
-
placez une chute de papier dans la ligne de contact égale à la largeur du laminé et d'environ 30 cm (12 po) de long ;
- maintenez la chute en place d'une main ;
- abaissez le rouleau supérieur en position entièrement fermée (zéro) ;
- introduisez les images sur la chute de papier ou la fin de la dernière image.

Lors de la découpe de feuilles d'images, laissez toujours assez de marge pour que du matériau se trouve toujours dans la ligne de contact tandis que vous coupez l'image laminée à l'arrière de la machine. Le film ne doit jamais entrer en contact avec le rouleau inférieur.
- Tirez le film de la table de sortie (point 6) et repliez-le sur le dessous de la lamination pour éviter qu'il ne recolle à la table.
- Utilisez l'interrupteur à pied pour lancer le fonctionnement, puis passez en vitesse normale avec le bouton de marche avant une fois prêt.
5.3.3 Amorçage pour procédé double-face
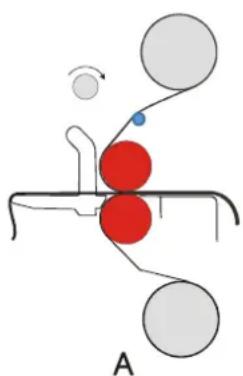
Figure 17 : Amorce des parties inférieure et supérieure
Il convient d'amorcer tout d'abord la partie supérieure.
- Tirez le film vers l'avant jusqu'à ce qu'il atteigne presque la table d'introduction, et placez-le à plat sur le rouleau supérieur.
-
Si le film comporte un liner (B) :
-
installez le tube d'enroulement sur la machine ;
- Si votre machine a une barre de, web de la película debajo de la barra.
- décollez le coin du liner ;
- décollez le liner du film et collez-le sur le tube avec du ruban adhésif.

Un tube en carton vide provenant d'un rouleau de film utilisé peut être fixé au tube d'enroulement pour reprendre le liner. Ceci permet de retirer facilement le liner du tube d'enroulement et de le réutiliser, le cas échéant.
Amorcez à présent la partie inférieure.
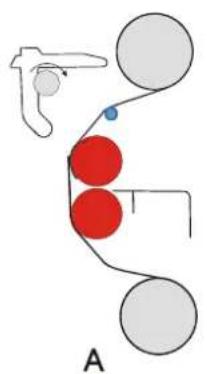
Figure 18 : Amorçage de la partie inférieure
- Soulevez la table d'introduction et placez-la en position haute (A).
- Déroulez le film du rouleau de déroulement inférieur.
- Tirez le film vers l'avant jusqu'à ce que l'extrémité atteigne la partie au-dessus de la ligne de contact et collez-la au film de la partie supérieure.
- Abaissez la table d'introduction.
- Réglez la hauteur de la ligne de contact en fonction de l'épaisseur approximative du panneau d'amorce.
- Poussez les films avec un panneau d'amorce (C) dans la ligne de contact en mode lent (B).
- Lorsque le panneau d'amorce est complètement sorti de la ligne de contact, abaissez le rouleau supérieur en position complètement fermée (hauteur de ligne de contact = 0).
- Utilisez l'interrupteur à pied pour lancer le fonctionnement, puis passez en vitesse normale avec le bouton de marche avant une fois prêt.
5.4 Procédés et réglages
5.4.1 Généralités
Pour obtenir les informations les plus récentes sur les procédés impliquant des matériaux SEAL®, consultez www.sealgraphics.com.
5.4.2 Prérevêtement des panneaux
Ce procédé permet de revêtir des planches (substrats) d'un film de montage sensible à la pression sur lequel des images seront montées. Il peut également être utilisé pour créer une planche de transport (traîneau). Dans ce cas, il convient d'utiliser un film adhésif double-face doté d'un liner.
Remarque – Le film de montage est normalement doté d'un liner. Placez le film dans la partie supérieure et amorcez-le comme s'il n'avait pas de liner (cf. 5.3.2).
- Placez le rouleau de film de montage sur le mandrin de la position de déroulement supérieure.
- Retirez le guide d'image.
- Levez le rouleau supérieur en position complètement ouverte.
- Tirez le film à travers la ligne de contact et fixez-le à la table de sortie.
-
Insérez un panneau d'amorce dans la ligne de contact ; le matériau, l'épaisseur et la largeur doivent être identiques à la largeur des panneaux à traiter.
-
Abaissez le rouleau supérieur jusqu'à ce qu'il touche le panneau d'amorce, puis continuez jusqu'à ce que l'amorce ne puisse plus être bougée latéralement à la main.
- Adossez le panneau à enduire du prérevêtement au panneau d'amorce, et utilisez l'interrupteur à pied pour lancer la machine. Lorsque tout fonctionne correctement, il est possible de passer en marche avant à l'aide du bouton correspondant.
Remarque – Lorsque plusieurs panneaux doivent subir le même traitement, adossez-les de la même manière sans laisser d'espace.
-
Au moyen d'un cutter, coupez les panneaux afin de les dégager lorsqu'ils sortent de la ligne de contact, à l'arrière de la machine.
-
Terminez avec un panneau d'amorce, et introduisez-le afin de faire sortir le panneau précédent de la ligne de contact.

MISE EN GARDE
Ne coupez pas le film sur les rouleaux ou près de ces derniers. Ceci risquerait d'endommager leur revêtement en silicone et annulerait la garantie.
-
Une fois terminé, retirez le panneau d'amorce en utilisant la marche arrière.
-
Coupez le film au moyen d'un cutter.
Le planche dispose désormais d'un revêtement adhésif et est prête pour le montage d'une image. Reportez-vous à la section 5.4.3 pour le montage des images.
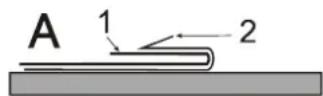
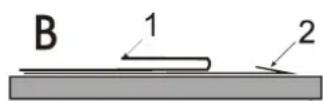
5.4.3 Montage d'images ou de décalques
Pour cette opération, aucun film n'est chargé sur la machine.
- Lors du montage d'images sur une planche revêtue au préalable (B), l'adhésif se trouve du côté montage.
- Lors du montage de décalques (A), l'adhésif se trouve au dos des images.
Le procédé de montage est identique dans les deux cas.
-
Retirez le mandrin de déroulement de sa position avant supérieure.
-
Retirez le guide d'image.
-
Réglez la ligne de contact (cf. section 4.4).
-
Placez la planche sur la table d'introduction.
-
Placez l'image sur la planche (côté image vers le haut). Retournez l'image sur le côté de la machine (1).
-
Retournez environ 25 mm (1 po) de liner (2) sur le côté de la machine et pliez-le uniformément de l'intérieur vers l'extérieur.
La qualité finale dépend de l'application du bord d'amorce de l'image sur la planche.
-
Appliquez l'image (3) sur la planche (C).
-
Insérez le bord avec l'image collé dessus dans la ligne de contact (D).
-
Placez délicatement l'extrémité lâche (4) de l'image sur le rouleau supérieur.
-
Utilisez l'interrupteur à pied pour lancer/arrêter en mode lent, de manière à garder les mains libres.

text_image
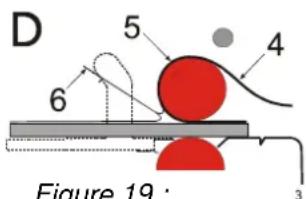
D 5 4 6 Figure 19 :Figure 19 : Montage d'images ou de décalques

AVERTISSEMENT
N'APPROCHEZ PAS LES DOIGTS DE LA LIGNE DE CONTACT. LE DISPOSITIF DE SÉCURITÉ À CELLULES PHOTO-ÉLECTRIQUES NE FONCTIONNE PAS LORS DE L'UTILISATION DE L'INTERRUPTEUR À PIED EN MODE LENT.
- De la main gauche, retirez le liner (6) de l'image ou de la planche tandis qu'elle est lentement introduite dans la ligne de contact sans marquer d'arrêt.
Remarque – Le retrait complet du liner expose l'adhésif aux saletés et à des poussières qui se retrouveront prisonnières sous l'image.
- De la main droite, maintenez l'image à plat contre le rouleau supérieur (5) afin qu'elle ne se plisse pas.

Pour obtenir des résultats optimaux, ne marquez pas d'arrêt pendant l'introduction de ge.
5.4.4 Surlamination
Lorsqu'une image est montée sur un panneau, il est possible d'appliquer un laminé de protection. Ce procédé est identique à celui utilisé pour appliquer le prérevêtement sur la planche (section 5.4.2). Un film de lamination sensible à la pression peut être employé pour la surlamination.
Remarque – SEAL® conseil de créer des décalques (cf. section 5.4.6), car cela permet une meilleure protection de l'image à monter.
5.4.5 Lamination simple face
Les images peuvent être laminées sur une seule face, avec ou sans planche de transport (traîneau). Ce laminé doit être un film sensible à la pression, avec ou sans liner.
L'inconvénient de la lamination simple face est le dépôt de résidus adhésifs sur les rouleaux là où il n'y a pas d'image.
Pour éviter ce problème, il est possible d'utiliser un liner ou des planches de transport. Ou alors l'image doit être plus grande que le laminé et des chutes de papier doivent être dans la ligne de contact pour lancer et terminer l'opération.
Utilisation du liner (recommandée)
- Utilisez un rouleau de liner dans la partie inférieure.
- Amorcez les parties inférieure et supérieure de la machine comme indiqué ci-dessus (section 5.3.2).
Lorsque les images sont coupées de l'ensemble produit, le liner se sépare automatiquement de l'image.
Utilisation de planches de transport (traîneaux)
- Amorcez la partie supérieure de la machine comme indiqué ci-dessus (section 5.3.2).
- Placez l'image sur une planche de transport, côté image vers le haut, et suivez la procédure de prérevêtement d'une planche (section 5.4.2).
5.4.6 Décalques
Pour les décalques, un laminé est placé sur l'image et un adhésif est placé à l'arrière.
- Chargez et amorcez les films de lamination dans les parties inférieure et supérieure, comme indiqué à la section 5.3.3.
- Introduisez les images dans la ligne de contact, en laissant un espace entre chacune.
- Coupez l'ensemble produit avec un cutter, lorsque les images sont loin des rouleaux.
Le décalque peut être ensuite monté sur un panneau ou un autre substrat.
5.5 Déchargement
Procédez comme indiqué ci-dessous pour décharger la machine.
- Coupez l'ensemble produit après la dernière image (ou le dernier panneau avant le panneau d'amorce).
- Avec un cutter, coupez les deux films 25 mm (1 po) au-dessus de la surface du rouleau.
- Ouvrez la ligne de contact et retirez les films (et le panneau d'amorce) des rouleaux à l'arrière.
Procédez comme indiqué ci-dessous pour retirer un rouleau d'un mandrin. - Sortez le mandrin antidérapant (cf. 5.2.1).
- Retirez le rouleau du mandrin.
La machine doit être nettoyée régulièrement. La poussière et les saletés auront des effets délétères sur la lamination.
MISE EN GARDE
N'utilisez pas de produits abrasifs pour nettoyer la machine. Ceci risquerait d'endommager les surfaces peintes ou le silicone recouvrant les rouleaux.
Utilisez un chiffon humide pour le nettoyage.
MISE EN GARDE
Assurez-vous que l'eau ne s'infiltre pas dans les boîtiers. Les circuits électriques pourraient être endommagés lors de la mise sous tension.
Nettoyez l'extérieur de la machine avec un chiffon humide selon les besoins. Le cas échéant, utilisez une solution de nettoyage domestique pour ôter les tâches difficiles.
Nettoyez les mandrins et les cordons en caoutchouc selon les besoins.
6.1 Nettoyage des rouleaux revêtus de silicone
Les rouleaux doivent être nettoyés régulièrement pour éviter l'accumulation de résidus. Cela peut finir par les endommager.
Utilisez un chiffon non pelucheux humide pour retirer la poussière et toute trace de saleté.
Pour les tâches difficiles, employez de l'alcool isopropylique et un chiffon non pelucheux propre.
Ne verser pas l'alcool isopropylique directement sur la machine.

AVERTISSEMENT
L'ALCOOL ISOPROPYLIQUE EST HAUTEMENT INFLAMMABLE. SON POINT D'ÉCLAIR EST DE 11 °C (51,8 °F), ET SA TEMPÉRATURE D'AUTO-INFLAMMATION EST DE 400 °C (752 °F).
6.2 Maintenance préventive
Les machines SEAL® sont conçues de façon à nécessiter peu de maintenance (préventive) en plus du nettoyage.
Il convient de procéder aux vérifications suivantes :
- mandrins antidérapants avec cordons de blocage.
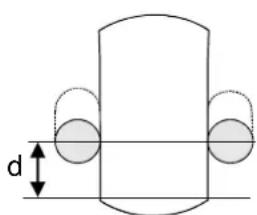
6.2.1 Mandrins antidérapants
Vérifiez le mécanisme antidérapage de chaque mandrin.
- La distance (d) entre le cordon en caoutchouc et le bord plat doit être de 8 ± 2,5 mm au minimum.
text_image
dA
text_image
3 2 1B
Figure 20 : Mandrin antidérapant
Dans le cas contraire, procédez comme indiqué ci-dessous :
• desserrez le dispositif de serrage (2) avec la vis (1) jusqu'à ce que le cordon soit libre d'un côté ;
- raccourcissez le cordon en coupant environ 10 mm (0,4 po) ;
- replacez l'extrémité du cordon sous le dispositif de fixation (2) ;
• serrez ce dernier en tournant la vis (1).
7 DÉPANNAGE
Liste des problèmes courants et des solutions possibles à apporter par l'utilisateur
| Problème Cause Solution | ||
| La DEL d'alimentation ne s'allume pas lorsque la machine est mise sous tension. | Absence d'alimentation électrique. | Vérifiez si le câble d'alimentation est bien branché sur la prise murale.Vérifier le fusible d'alimentation près de l'entrée d'alimentation. |
| à la fois vers l'avant et marche arrière LED clignotent | La tension de l'alimentation du moteur est trop basse ou trop élevée | Puissance de réinitialisation.Appelez votre technicien de service. |
| La DEL de marche avant ou arrière clignote. | Le moteur d'entraînement est surchargé. | Arrêtez-la, puis redémarrez-la.Puissance de réinitialisation.Essayez de diminuer la tension du film. |
Pour toute assistance technique, contactez votre représentant de service après-vente (cf. 8.2).
7.1 Résolution des problèmes
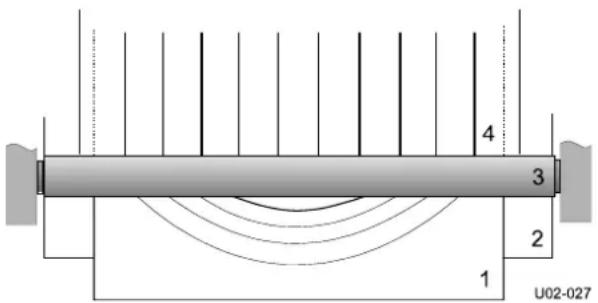
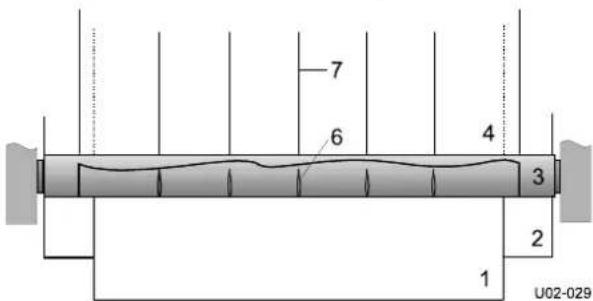
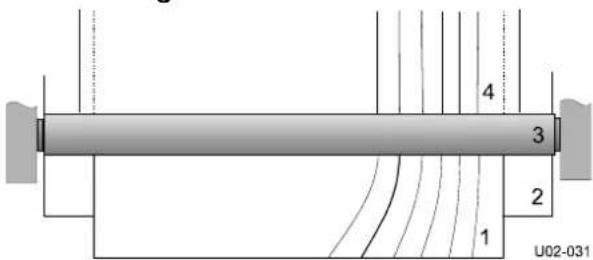
Pendant le fonctionnement de la machine, des plis peuvent se former sur l'image (1) sur la table d'introduction (2) et dans l'ensemble obtenu (4) sur la table de sortie.
Les figures ci-dessous illustrent des exemples où le problème provient des rouleaux principaux (3) et offrent une solution.
Attendez quelques mètres de production pour observer les résultats.
Pour garantir des résultats optimaux, travaillez toujours au centre de la machine.
Pression excessive
text_image
4 3 2 1 U02-027Figure 21 : Plis dus à une pression excessive
- Contactez votre représentant et demandez une assistance technique.
Pression trop faible
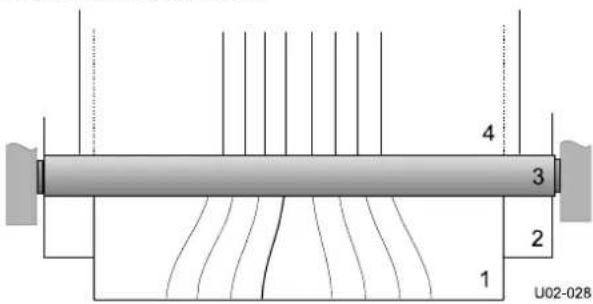
text_image
4 3 2 1 U02-028Figure 22 : Plis dus à une pression faible
- Contactez votre représentant et demandez une assistance technique.
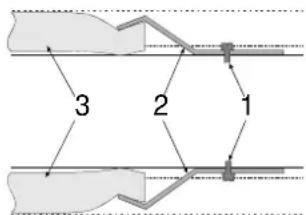
Tension de déroulement trop faible
text_image
7 6 4 3 2 1 U02-029Figure 23 : Plis dus à une tension de déroulement trop faible
- Augmentez la tension de déroulement jusqu'à la disparition des plis (6) du film sur le rouleau. Les lignes (7) visibles à la sortie disparaîtront également.
Défaut d'alignement de rouleau
text_image
4 3 2 1 U02-031Figure 24 : Plis dus à un mauvais alignement de rouleau
Les plis n'apparaissent que sur un côté (gauche ou droit).
- Contactez votre représentant et demandez une assistance technique.
Afin d'obtenir une assistance technique, contactez votre représentant ou consultez www.sealgraphics.com pour de plus amples informations. Soyez prêt à fournir une description claire du problème avant de contacter l'assistance technique.
Conservez le type et le numéro de série de votre machine à portée de main. Ces informations se trouvent sur la plaque signalétique, située à l'arrière du boîtier droit de la machine.
8 PROCESS CONTROL SHEET
Une image laminée sur le dessus (par chaleur ou pression), avec un dos adhésif.
Introduction
Le côté du laminateur où les images sont introduites.
Laminés sensibles à la pression
Laminés dotés d'un adhésif qui forme un lien entre le film de protection et la surface de l'image en cours de lamination lors de l'application d'une pression. Utilisés principalement pour les applications de montage rapide et recommandés pour les impressions photographiques et thermiques sensibles à la chaleur.
Ligne de contact
Endroit où se rencontrent les rouleaux inférieur et supérieur.
Liner
Support d'un laminé sensible à la pression ou d'un adhésif de montage qui empêche le film de coller à lui-même. Une fois le liner retiré, la couche adhésive est exposée.
Mil
Unité d'épaisseur du laminé équivalant à un millième de pouce.
Montage
Application d'une image sur un type de substrat ou de carton-mousse.
Panneau d'amorce
Une planche de carton-mousse d'environ 100 x 10 cm (40 x 4 po) permettant de pousser les films dans la ligne de contact. S'emploie également pour le montage ou le revêtement préalable des planches afin d'éviter que l'adhésif ne se fixe sur les rouleaux et les bords du film.
Planche de transport (traîneau)
Planche lisse, non déformable (Masonite de préférence), revêtue d'un adhésif de montage avec liner pour fournir la surface non adhésive nécessaire. Il est également possible d'utiliser une planche de carton-mousse, mais elle n'aura pas la longévité d'une planche Masonite. Les planches de transport s'emploient pour laminer uniquement un côté d'une image.
Prérevêtement
Application d'un revêtement sur un substrat avec un film de montage adhésif sur lequel une image peut être montée.
Presse
Quantité de force à distance appliquée sur tout ce qui passe entre les rouleaux inférieur et supérieur.
Sortie
Côté du laminateur où sortent les images terminées.
Substrat
Matériau sur lequel une image est placée ou montée.
10 GARANTIE LIMITÉE
SEAL® garantit à l'acheteur d'origine que tout laminateur SEAL® neuf faisant état d'un défaut de matériau ou de fabrication au cours de la période de garantie applicable sera réparé ou, à son gré, remplacé gratuitement. Les rouleaux principaux sont uniquement garantis en cas de défauts de fabrication ; ils sont sujet à l'usure en fonction de l'usage de la machine. Cette garantie ne s'applique pas s'il est déterminé à un moment ou à un autre que l'équipement n'a pas été utilisé aux fins prévues.
« L'acheteur d'origine » est la personne qui a acheté en premier le produit couvert par cette garantie dans un but autre que la revente. Cette garantie s'applique uniquement à l'acheteur d'origine, à qui elle confère un pouvoir exécutoire, et seulement pendant la période durant laquelle le produit demeure en sa possession (pendant la durée de garantie applicable).
La garantie imprimée dans ce manuel n'est pas obligatoire et peut ne pas s'appliquer à votre pays. Pour plus de détails concernant la garantie, veuillez contacter votre distributeur ou consulter www.sealgraphics.com.
ATTENTION!
TOUS CHANGEMENTS ET TOUTES MODIFICATIONS APPORTÉS À CET ÉQUIPEMENT ET QUI N'ONT PAS ÉTÉ EXPRESSÉMENT APPROUVÉS PAR LE FABRICANT PEUVENT ANNULER LA CAPACITÉ DE L'UTILISATEUR À UTILISER LEDIT ÉQUIPEMENT.
ATTENTION!
TOUS CHANGEMENTS ET TOUTES MODIFICATIONS NON AUTORISÉS APPORTÉS À CET ÉQUIPEMENT SANS NOTRE AUTORISATION ÉCRITE PRÉALABLE ANNULERONT LA GARANTIE DE L'UTILISATEUR ET TRANSFÉRERONT À CE DERNIER LES RESPONSABILITÉS EN MATIÈRE DE SANTÉ ET DE SÉCURITÉ.
Remarque
Cet équipement a réussi le test des limites des dispositifs numériques de classe A, en vertu de la partie 15 des réglementations de la FCC. Ces limites sont conçues de manière à garantir une protection raisonnable contre les interférences nuisibles lorsque l'équipement est utilisé dans un environnement commercial. Cet équipement crée, utilise et peut faire rayonner de l'énergie radiofréquence. S'il n'est pas installé et utilisé conformément au manuel de l'utilisateur, il risque de créer des interférences nuisibles pour les communications radio. Le fonctionnement de cet équipement dans une zone résidentielle risque de provoquer des interférences nuisibles, auquel cas il incombera à l'utilisateur de corriger le problèmes à ses frais.
11 INDEX
C
Caractéristiques techniques ..... 33
Conditions ambiantes 35
D
Déclaration de responsabilité ..... 30
Dimensions 33
dispositif de verrouillage 44
E
Exigences relatives à l'espace de travail 35
G
Glossaire 56
Guide d'image 42
L
Ligne de contact 33
P
Poids 33
Pression de rouleau 33
Procédés d'application 43
R
rouleau fou d'enroulement 42
S
Symboles normalisés .... 30
V
Vitesse 33
Vitesse max. 33

