
62 Pro S - Laminiermaschine SEAL - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts 62 Pro S SEAL als PDF.

Benutzerfragen zu 62 Pro S SEAL
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Laminiermaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch 62 Pro S - SEAL und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. 62 Pro S von der Marke SEAL.
BEDIENUNGSANLEITUNG 62 Pro S SEAL
Alle Rechte vorbehalten.
Alle Informationen in thisem Handbuch sowie Informationen in Ergänzungen oder Zusätzen zu thisem Handbuch unterliegen dem Urheberrechtsgesetz. Die Informationen dürfen ohne unsere Genehmigung nicht verwendet, kopiert, wiedergegeben, übertragen oder an Dritte weitergegeben werden.
Seal® haftet nicht für Fehler, die in thisem Dokument auftreten konnen, noch übernimmt Seal® keinerlei ausrückliche oder implizite Garantie in Bezug auf these Material, einschließlich, jedoch nicht begrenzt auf die implizierte Garantie der Marktgangigkeit und Eignung für einen bestimmen Zweck.
Seal® haftet nicht für auftretende oder Folgeschäden in Verbindung mit oder entstehend aus der Ausstattung, Leistung oder Benutzung these Dokuments und des Programmmaterials, das es beschriebt.
Espanol
Aufzieh- und Laminiermaschine

EINFUHRUNG
Vielen Dank für den Kauf Ihrer SEAL 62 Pro S.
Bei der Konstruktion dieser Maschine wurde alles getan, um eine lange Nutzungsdauer sicherzustellen.
Im täglichen Umgang mit ihrer Maschine werden Sie die hohe Qualität der Endprodukte und die hervorragende Konstruktion, die auch im eleganten Design zum Ausdruck kommt, schätzen lernen.
Die in thisem Handbuch beschriebene Maschine ist eine Mehrfunktionsmaschine, die sich für folgende Prozesse eignet:
- hochwertiges Laminieren
- Aufziehen von Bildern
- Aufziehen und Laminieren in einem Durchgang
Herstellen von Aufklebern.
Es steht eine Vielzahl von Laminierprodukten zur Verfugung. Alle haben ihre eigenen
Anwendungsbereiche und Verarbeitungsvorschriften.
Dieses Handbuch enthalt eine allgemeine Beschreibung der verschiedene Prozesse.
Weitere Einzelheiten zur Wahl der Folie und der Anwendungslösungen entnehmen Sieitte dem Seal-Produktkatalog Folien und Kleber.
An dieser Maschine konnen die Prozessergebnisse gesteuert werden durch:
- Einstellen der Geschwindigkeit
- Einstellen des Drucks
Abwickelspannung der Folie(n) - Einstellen der Temperatur.
ZU DIESEM HANDBUCH
Dieses Handbuch ist für den Benutzer der 62 Pro S bestimmt. Es ist vor Inbetriebnahme der Maschine sorgfältig durchzULEsen.
Dieses Handbuch enthalt wichtige Aufstellungs-, Betriebs- und Wartungsanweisungen.
Es enthalt auch wichtige Anweisungen zur Verhütung von Unfällen, Verletzungen und/oder Sachschäden vor bzw. während des Betriebs der Maschine.
Machen Sie sich gründlich mit den Funktionen und dem Betrieb der Maschine vertraut und beachten Sie strengstens die Anweisungen.
Wenn Sie irgendwelche Fragen haben oder mehr Informationen zu spezifischen Themen hinsichtlich dieser Maschine wünschen, stehen wirigeria zur Verfugung. Adresse und Telefonnummer finden Sie auf der Seite mit den Hinweisen zum Urheberrecht.
Kapitel 1 gibt Ohnen einen Überblick über die Garantieinformationen des Herstellers.
Es beschriebt auch die Sicherheitsmerkmale der Maschine und enthalt eine Reihe von Sicherheitsanweisungen und Warnhinweisen. Lesen Sie thesek Kapitel sorgfältig durch.
Kapitel 2 enthalt eine allgemeine Beschreibung der Maschine und der Prozessprinzipien, um auch Erstbenutzer mit der Bedienung der Maschine vertraut zu machen.
Kapitel 3 spezifiziert die Maschine, die Maschinenabmessungen sowie die Abmessungen der mit dieser Maschine zu verwendenden Materialien.
Kapitel 4 erlautert die Aufstellung der Maschine. Das Kapitel enthalt auch Informationen zum Bewegen, dem Transport und der Außerbetriebname der Maschine.
Kapitel 5 führ in den Betrieb der Maschine ein und vermittelt Grundwissen zu den verschiedene Prozessen.
Kapitel 6 enthalt die für eine lange problemfreie Nutzung der Maschine notwendigen
Wartungsverfahren. Der Abschnitt Fehlersuche enthalt eine Reihe von Vorschlagen für den Fall, dass die Ergebnisse nicht den Erwartungen entsprechen.
Kapitel 7 ist das Glossar und erläutert eine Reihe der in thism Handbuch verwendeten Begriffe.
INHALTSVERZEICHNIS
1. Garantie und Sicherheitsanweisungen 1
1.1 Garantee 1
1.1.1 Garantiebedingungen 1
1.1.2 Garantiezeit 1
1.2 Ende des Lebens-Anweisung 1
1.3 Sicherheit 2
1.3.1 Sicherheitsmerkmale 2
1.3.2 Sicherheitsanweisungen 3
1.4 Warnhinweise 3
1.4.1 Allgemeiner Warnhinweis zu elektrostatischer Entladung 3
1.4.2 In thisem Handbuch 3
1.4.3 An der Maschine 4
2 Beschreibung 5
2.1 Allgemeine Beschreibung 5
2.2 Teileidentification 6
2.3 Funktionsprinzip 7
3 Technische Daten 8
3.1 Identification 8
3.2 Maschinenabmessungen 9
3.3 Materialdaten 9
3.4 Technische Daten der Maschine 10
4 Aufstellung 11
4.1 Auspacken 11
4.2 Aufstellung 12
4.3 Transport 14
5 Bedienung 15
5.1 Bedienelemente 15
5.1.1 Bedientafel 15
5.1.2 Heizungsregelung 17
5.1.3Zusatzliche Bedienelemente 18
5.1.4Fehleranzeigen 20
5.2 Betriebsarten 21
5.2.1 Normaler Betrieb 21
5.2.2 Langsamer Betrieb 21
5.3 Einsetzen von Folienrollen 22
5.3.1 Auto-Grip-Achsen 22
5.3.2 Verwenden von Folien mit Silikonpapier 22
5.3.3 Achsen mit Folienrollen laden 23
5.3.4 VerwendeneinerUmlenkwelle 24
5.3.5 Voreinstellen der Folienspannung 24
5.3.6 Einstellen des Drucks 24
5.4 Einfadeln 25
5.4.1 Nur oberer Teil 26
5.4.2 Oberer und unterer Teil 26
5.4.3 Ergebnis-auf-Rolle oder Rolle-zu-Rolle 27
5.5 Verfahren und Einstellungen 28
5.5.1 Aufziehen von Bildern oder Aufklebern 28
5.5.2 Vorbeschachten von Platten 29
5.5.3 Decklaminierung 29
5.5.4 Laminieren auf einer Seite 29
5.5.5 Laminieren auf beiden Seiten 30
5.5.6 Herstellen von Aufklebern 30
5.6 Entladen
30
6 Wartung
31
6.1 Reinigung
31
6.1.1 Reinigen der silikonbeschichteten Walzen 31
6.2 Vorbeugende Wartung
32
6.2.1 Auto-Grip-Achsen 32
6.3 Fehlersuche
32
6.4 Technische Unterstützung
34
7 Glossar
35
1. GARANTIE UND SICHERHEITSANWEISUNGEN
1.1 Garantie
Die in this Kapitel genannte Garantiezeit und die genannten Bedingungen sind lediglich eine Zusammenfassung der allgemeinen Seal-Garantiebedingungen. Setzen Sie sich bezüglich der genauen Details zur Garantiezeit und zu den Garantiebedingungen ihrer Maschineitte mit Ihrem Handler in Verbindung.
1.1.1 Garantiebedingungen
Der Hersteller garantiert dem ursprünglichen Endbenutzer*, dass an der Maschine nachgewiesene Material- und Verarbeitungsfehler innerhalb der jeweils gültigen Garantiezeit kosten los repariert werden oder die Maschine (nach unserem Ermessen) ausgewechselt wird.
Anm.: Die Hauptwalzen unterliegen normalem Verschleib. Die Garantie deckt bei den Walzen deshalb nur Materialfehler ab.
Der Hersteller oder sein Vertreter haftet nicht für durch die Maschine verursachte Schäden oder Produktivitätseinbußen.
Die Garantie erlischt, wenn:
- an dieser Maschine Änderungen oder Modifikationen vorgenommen werden, die vom Hersteller nicht ausdrücklich genehmigt wurden,
- die Maschine durch Unbefugte verändert oder modifiziert wird,
- die Maschine unter anderen als den normalen Betriebsbedingungen eingesetzt wird,
-
die Maschine für einen anderen als den vorgesehenen Verwendungszweck (siehe Seite 3) eingesetzt wurde.
-
Bei dem ursprünglichen Endbenutzer handelt es sich um die Person, die als Erste die Maschine von dem Hersteller oder ihrem Vertreter erworben hat.
1.1.2 Garantiezeit
Die Standard-Garantiezeit für diese Maschine ist ein Jahr ab Kaufdatum. Diese Zeit kann aufgrund örtlicher gesetzlicher Vorschriften oder besonderer Kaufverträge länger sein. Für die Hauptwalzen gilt eine Garantiezeit von 6 Monaten nur für Materialfehler.
Die Garantie endet, wenn:
- die oben genommen Zeiträume abgelaufen sind,
- die Maschine auf einen anderen Eigentümer übergeht,
- die Garantie aufgrund einer der obigen Bedingungen hinfällig wird.
1.2 Ende des Lebens-Anweisung
Deine SEAL® 62 Pro S wurde entwickelt, um Jahre des zuverlässigen und Mühe kostenloser Service bieten, Aber irgendwann kann es notwendig sein, diese Einheit aus dem Dienst zurückzuziehen. Zum Schutz unserer Umwelt spezifische Richtlinien und Anforderungen beachtet werden.
These Maschine ist in erster Linie aus Stahlblech gefertigt und enthalt keine Gefahrstoffe.
Dieses System hat elektrische Komponenten, die aus der Maschine entfernt und je nach Land, regionaler oder lokaler Anforderungen entsorgt werden müssen.
Die SEAL® 62 Pro S ist Industrieausrüstung wie in Kategorie 6 des Anhangs 1A der EU (Abfälle von Elektro-und Elektronikgeräten) WEEE Richtlinie 2012/19/EU. Diese Richtlinie ab 2014 wenden für diese Ausrüstung Typ, und in der Zukunft sollene diese Richtlinie für eventuelle Änderungen überprüft werden.
1.3 Sicherheit
These Maschine ist für einen sicheren Betrieb mit den entsprechenden Vorrichtungen ausgerüstet.
Der Hersteller hat alles unternommen, um möglich Geharen auszuschlieben und Sie so genau und umfangreich wie möglich über Gefährdungen während des Betriebs zu informieren.
Beim Betrieb der Maschine ist davon Vorsicht angebracht.
Lesen Sie die nachfolgenden Sicherheitsanweisungen und machen Sie sich mit den im Abschnitt "Warnungen" abgebildeten Warnsymbolen vertraut.
1.3.1 Sicherheitsmerkmale
Not-Aus-Taster
Die Maschine hat 2 Not-Aus-Taster. Wenn ein Not-Aus-Taster betätig wird, kommt die Maschine zum vollständigen Stillstand und die Stromversorgung der Motorsteuerung wird unterbrochen. Ein Neustart der Maschine ist erst wieder möglich, wenn die Not-Aus-Taster wieder gelöst wurden.
Optische Sicherheitsvorrichtungen
Die Maschine hat eine optische Sicherheitsvorrichtung am Walzenspalt auf beiden Seiten der Hauptwalzen. Diese Vorrichtungen kontrollieren die Funktion zwischen Sender und Empfänger.
Wenn ein Fehler gefunden wird (z.B. das Signal ist unterbrochen), kommt der Motor zum Stillstand und wird die Motorsteuerung unterbrochen.
Das Stoppsignal von der optischen Sicherheitsvorrichtung an der Auslaufseite (bei
Vorwärtsbetrieb hinten bzw. bei Rückwärtsbetrieb vorne) des Walzenspalts wird übergangen.
Das Stoppsignal von der optischen Sicherheitsvorrichtung an der Anlegeseite wird übergangen, wenn langsamer Betrieb gewählt und der Fußschalter betatigt wird.
Sicherheitsfußschalter
Der Sicherheitsfußschalter wird als Fernbedienung verwendet, um die Maschine in der normalen und der langsamen Betriebsart zu starten und zu stoppen.

ACHTUNG:
DIE OPTISCHE SICHERHEITSVORRICHUNG IST NICT EINGESCHALTET, WENN DER SICHERHEITSFUSSSCHALTER IN DER LANGSAMEN BETRIEBSART VERWENDET WIRD.
IN DIESER BETRIEBSART DESHALB BEI BETATIGUNG DES FUSSSCHALTERS VOM WALZENSPALT FERNBLEIBEN.
Der Sicherheitsfußschalter hat eine Sicherung, um eine versehentliche Betätigung zu verhindern. Zur Lösung dieser Sicherung den Fuß ganz in den Schalter einschieben.
Langsamer Betrieb
Die langsame Betriebsart wird beim Einrichten der Maschine für neue Folien oder Bilder verwendet.
In der langsamen Betriebsart wird die Maschine mit dem Fußschalter gestartet und lauft dann mit einer niedrigen Geschwindigkeit, damit der Bediener beiden Höhe hat, um eine neue Folie oder ein neues Bild richtig in die Maschine einzuführen.
1.3.2 Sicherheitsanweisungen
Sicherheitsbewusst arbeiten!
Der Eigentümer dieser Maschine ist für ihren sicheren Betrieb verantwortlich. Er muss deshalb das Bedienungspersonal mit dem Inhalt theses Handbuch's vertraut machen und es auf alle möglichen Gefahren hinweisen.
Sicherheitsvorrichtungen nicht ändern, entfern den oder außer Betrieb setzen!
1.4 Warnhinweise
1.4.1 Allgemeiner Warnhinweis zu elektrostatischer Entladung

ACHTUNG:
GEFAHR VON STROMSCHLÄGEN DURCH ELEKTKROSTATISCHE
ENTLADUNG. BEI DER VERARBEITUNG DER FOLIEN AN DEN LAMINIERWALZEN ENTSTEHEN ELEKTKROSTATISCHE AUFLADUNGEN.
Die Gefahr eines Stromschlags durch elektrostatische Entladung kann durch Antistatik-Bodenbeläge und das Tragen von antistatischen Kleidungsstücken und Schuhen reduziert werden.
1.4.2 In thisem Handbuch
In thisem Handbuch werden 3 Warnstufen verwendet.

ACHTUNG:
DIESSE WARNMITTEILUNG WIRD VERWENDET, WENN EIN LEBENSBEDROHLICHER ZUSTAND EINTRETEN KANN ODER VERLETZUNGEN MÖGLICH SIND. DIE ANWEISUNGEN STRENG BEFOLGEN.

VORSICHT: Die Vorsichtsmitteilung wird verwendet, wenn Schäden an der Maschine oder den verarbeiteten Materialien auftreten konnen. Befolgen Sie die Anweisungen, um diese Schäden zu vermeiden.
Anm.:
These Mitteilung wird verwendet, um nützliche Informationen für einen einfacheren Betrieb bzw. zur Verringerung von Materialabfall zu geben.
1.4.3 An der Maschine
An der Maschine (siehe Abb. 1) finds Sie folgende Warnsymbole in Schwarz auf gelbem Hintergrund.

HEISSE TEILE (1)
VERBRENNUNGSGEFAHR.
DIE OBERE HAUPTWALZE NICT BERUHREN, WENN SIE BEHEIZT IST.
Dieses Symbol befindet sich auf der Innenseitenverkleidung auf beiden Seiten der Maschine, gleich über der oberen Hauptwalze. Es ist von vorne und hinteren sightbar. Das Symbol befindet sich außer dem an der Bildführung auf der Anlegeseite des Walzenspalts und am Sicherheitsbalken des Auslegewalzenspalts (1).

DREHENDE TEILE (2)
VERLETZUNGSGEFAHR DURCH DREHENDE TEILE.
SICHERSTELLEN, DASS SICH KEINE FINGER, KLEIDUNGSSTUCKE, HAARE USW. IN DIESEN ROTIERENDEN TEILEN VERFANGEN KONNEN.
Dieses Symbol befindet sich auf Einlauftischarmen und auf den Gehäsen unmittelbar über dem Auslauftisch (2).

STROMSCHLAG DURCH ELEKTROSTATISCHE ENTLADUNG (3)
GEFAHR EINES STROMSCHLAGS DURING ELEKTKROSTATISCHE AUFLADUNG IN DIESEM BEREICH.
Dieses Symbol befindet sich an den Stellen, an denen es zu elektrostatischen Aufladungen kommt kann. Die Maschinenteile in der Höhe des Walzenspals und das auslaufende Material bauen wahrscheinlich Ladungen auf. Deshalb befinden sich auf den Sicherheitsbalken (3) der Bildführung und des Auslegewalzenspals Warnsymbole gegen elektrostatische Entladungen.
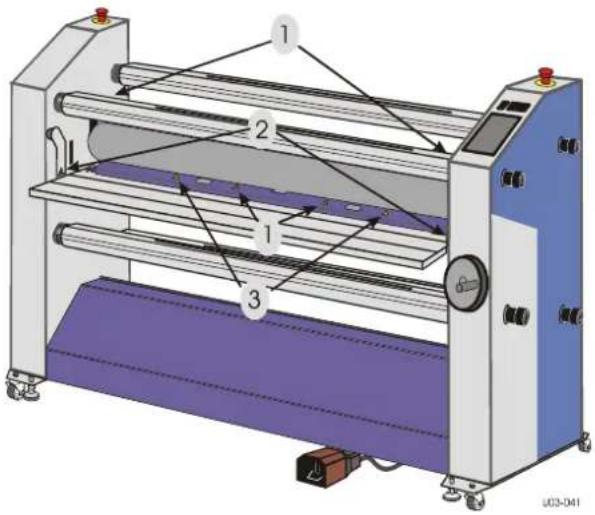
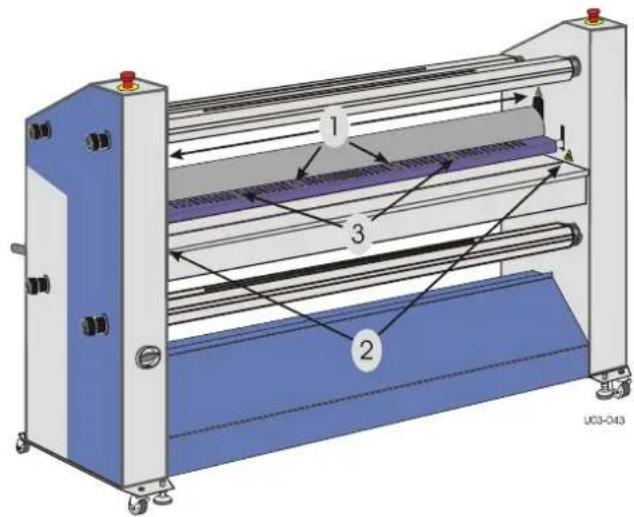
Abb. 1: Lage der Warnsymbole
2 BESCHREIBUNG
Dieses Kapitel beschreiben die Maschine und die Grundlagen ihres Betriebs.
2.1 Allgemeine Beschreibung
Die in thisen Handbuch beschriebene Maschine ist eine Ein-Richtungs-Maschine zur Verarbeitung von druck- oder hitzeaktivierten Materialien.
Beim Durchführung der Bilder und der Laminierfolien erzeugen die beiden silikonbeschichteten Hauptwalzen den Druck.
Der Bereich, wo sich die obere und andere Hauptwalze gegenüber stehen, wird als "Walzenspalt" bezeichnet. Die obere Hauptwalze kann auf- oder abbewegt werden, womit der Walzenspalt für die Verarbeitung von Material mit entsprechlicher Dicke verändert werden kann. Eine mechanische Anzeige zeigt den eingestillten Wert.
Das Handrad für Höhenverstellung stellt auch den Druck für den Laminierprozess ein.
Dieunte Hauptwalze wird durch einen Motor angetrieben. Die Drehzahl kann von Hand zwischen null und einem bestimmten Hochstwert eingestellt werden.
Wenn die obere Walze mit einer Heizvorbrichtung ausgerüstet ist, konnen mit diesen Walzen auch hitzeaktivierte Materialien verarbeitet werden. Die Heizung hat eine separate Temperaturregelinheit, mit der die Temperatur eingestellt und geregelt werden kann (siehe Abschnitt 5.1.2).
Die Maschine verfügbar standardmäßig über vier Materialachsenpositionen. Zwei von diesen unteren Achsenpositionen können sowohl als Abwickel- als auch als Aufwickelposition fungieren, wodurch die Maschine flexibler wird und bei einigen Prozessen die Rolle-zu-Rolle-Verarbeitung möglichst wird.
Die Maschine kann in einen oberen und einen unteren Teil aufgeteilt werden.
Der obere, über dem Einlauftisch gelegene Teil besteht aus 2 Auto-Grip-Achsen-Positionen und einer Umlenkwelle. Dieindhere Achesenposition dient zum Abwickeln der Folie, die Position auf der Vorderseite zum Aufwickeln, z.B. des Silikonpapiers.
Die beiden Achesenpositionen im unteren Teil sind sowohl Abwickel- als auch Aufwickelpositionen, wodurch dieser Teil maximale Flexibilität erhalten. Er kann dazu auch für dieunte Laminatzuführung von hinten nach vorn, aber auch fur die Bildzuführung von vorn nach hinten (Rolle-zu-Rolle) verwendet werden.
Für diese Rolle-zu-Rolle-Verarbeitung gibt es eine auf Wunsch erhältliche Medienabwicklung, die die Bildzuführrolle unterstützen.
Wenn der auf Wunsch erhältliche Easy-Feed-Einlauftisch eingebaut ist, kann die Medienrinne zur Medienabwicklung verwendet werden.
2.2 Teileidentification
1) Laufrolten und Nivelierfuße
2)Fußschalter
3) Abwickel-/Aufwickelachse mit Spanningsregelung
4) Handrad zur Verstellung von Walzenspalt und -druck
5) Hauptwalzen
6) Einlauftisch
7) Bildführung
8) Aufwickelachse mit Spanningsregelung
9) Bedientafel
10) Heizungsregelung
11) Not-Aus-Taster
12) Abwickelachse mit Spanningsregelung
13) Umlenkwellen
14) Sicherheitsbalken des Auslegewalzenspalts
15) Heizung
16) Auslauftisch
17) Identifikationsschild
18) Hauptnetzstecker
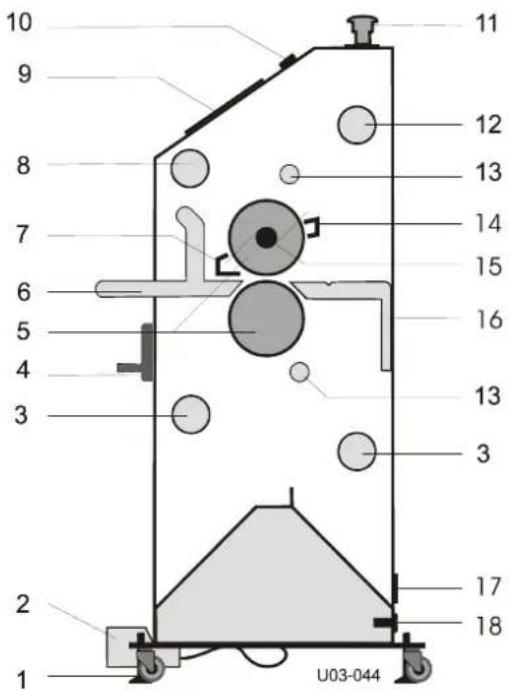
Abb. 2: Identification der Hauptteile
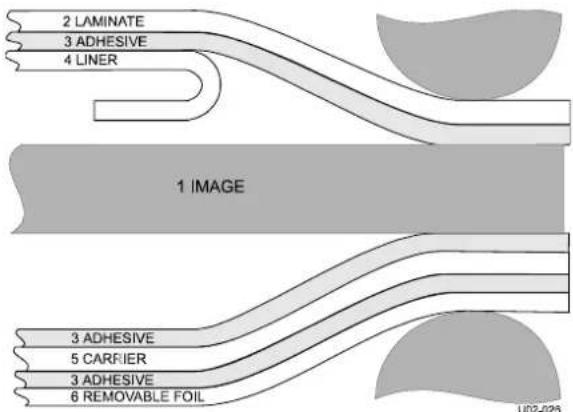
Abb. 3 zeigt den Querschnitt der Schichten bei der Herstellung eines Aufklebers. Bei dieser Prozess ist die große Anzahl Schichten möglich.
Abb. 3: Querschnitt durch die Schichten bei der Herstellung eines Aufklebers
Das Herstellen von Aufklebern ist im Allgemeinen ein Kaltprozess, bei dem dieunte Schicht kein Silikonpapier aufweist.
Das Silikonpapier (6 - Abziehfolie) wird während der Herstellung der Aufkleber nicht entfernt. Der Träger (5) ist nicht immer vorhanden. In thisem Fall fungiert das Silikonpapier (6) auch als Trägermaterial.
Die obere Schicht ist ein normales selbstklebendes Laminat, in thisem Fall mit Silikonpapier. Hitzeaktivierbare Laminate besitzen im Allgemeinen kein Silikonpapier (4); sie bestehen daher ledigious aus dem Laminat (2) mit hitzeaktivierter Klebeschicht (3).
2.3 Funktionsprinzip
Bei allen Arbeitsverfahren werden die Materialien von der Vorderseite durch den Walzenspalt eingeführt und durch Druck und/oder Temperatur miteinander verbunden.
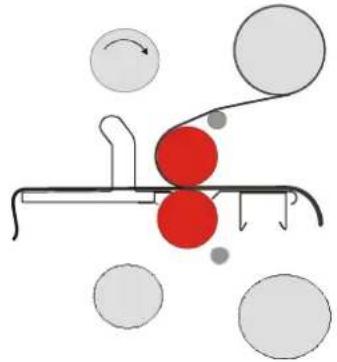
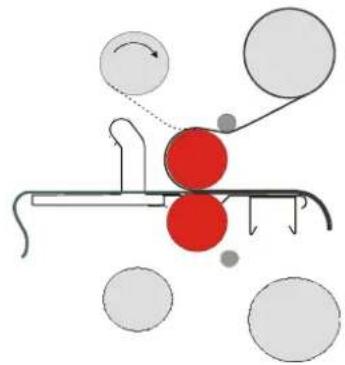
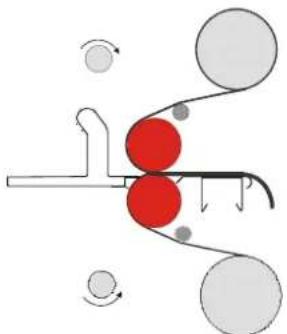
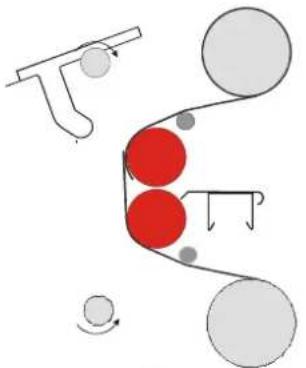
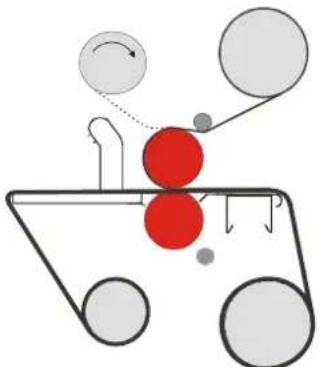
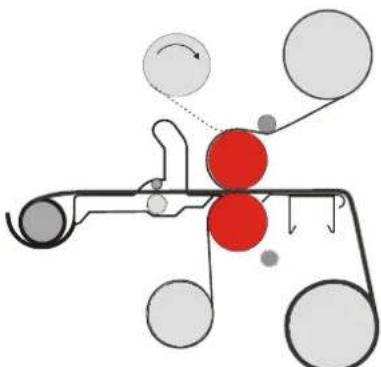
Ein Arbeitsverfahren, bei dem die Maschine optimal genutzt wird, ist in Abb. 4 dargestellt. Dargestellt ist ein Bild-Arbeitsverfahren Rolle-zu-Rolle mit selbstklebender Ober- und Unterschiedt.
Die obere Folie ist mit Silikonpapier versehen, die andere"Just nicht.
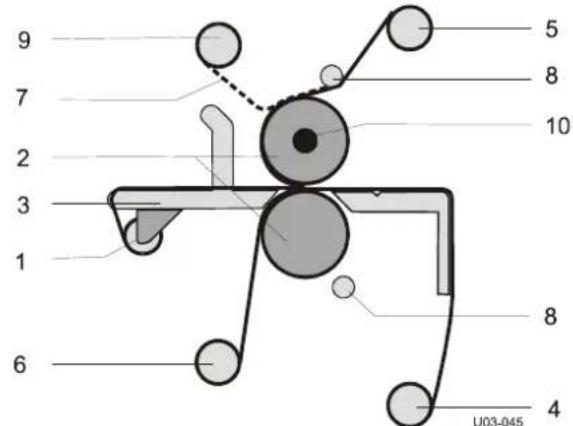
Abb. 4: Herstellung von Pop-up-Vorlagen einschließlich Bildzuführung von der Rolle
Das auf beiden Seiten zu beschichtende Bild wird von einer Rolle auf der auf Wunsch tischmontierten Medienabwickelachse (1) abgewickelt und zwischen den Hauptwalzen (2) über den Einlauftisch (3) zugeführ. Die untere Abwickel-/Aufwickelachse (4) ist für die Aufwicklung des fertigen Produkts eingestellt.
Wenn der auf Wunsch erhältliche Easy-Feed-Einlauftisch eingebaut ist, kann die Medienrinne zur Platzierung der Bildrolle verwendet werden.
Die obere Beschichtungsfolie wird von einer Materialrolle auf der (hinteren) oberen Abwickelachse (5) abgewickelt. Die untere Beschichtungsfolie wird von einer Materialrolle auf der (vorderen) unteren Abwickel-/ Aufwickelachse (6) abgewickelt.
Bei Verwendung eines selbstklebenden Laminats ist möglich ein Silikonpapier (7) vorhanden, das enternt werden muss. Wie im oberen Teil lauft es über eine Umlenkwelle (8), an der das Silikonpapier enternt wird. Das Silikonpapier wird auf einen Leerkern (Kartonhülse) auf der Aufwickelachse (9) im oberen Teil aufgewickelt.
Eine doppelseitige Klebefolie klebt auf beiden Seiten und ist auf einer Seite mit Silikonpapier versehen, das erst abgezogen werden darf, wenn das Bild aufziehbereit ist. Eine doppelseitige Klebefolie wird genauso wie Laminat ohne Silikonpapier verarbeitet.
Anm.:
Bei Verwendung eines selbstklebenden Laminats ohne Silikonpapier (wie im unteren Teil) dar es nicht über die Umlenkwelle laufen, damit darauf keine Kleberrückstände zurückbleiben.
Da damit dieunte Position erforderlich ist, wird dieunte Folie von der vorderen Position abgewickelt. Die Abwickel-/Aufwickel-Kombifunktionen in den unteren Positionen machendiesen Wechsel zwischen Auf- und Abwickeln möglich.
Die obere Hauptwalze kann erwartmet werden (10). Die hitzeaktivierbare Folie wird unter der Umlenkwelle (8) zugeführrt, sodass eine maximale Kontaktfläche mit der erwartmen Hauptwalze zustande kommt.
3 TECHNISCHE DATEN
3.1 Identification
Das Identifikationsschild der Maschine (Beispiel in VORSICH: Die Stromversorgung muss in der Lage, die Nennleistung gemäß den elektrotechnischen Anforderungen für den Bereich der Installation bieten. Fragen Sie ihren örtlichen Elektriker für die Stromversorgungsanforderungen.

Abb. 5) befindet sich unter am rechten Gehäuse, auf der Rückseite der Maschine. Auf thisem Schild befinden sich Angaben zum Modell (der Version) und die Nennleistung der Maschine.

VORSICHT: Die Stromversorgung muss in der Lage, die Nennleistung gemäß den elektrotechnischen Anforderungen für den Bereich der Installation bieten. Fragen Sie ihren örtlichen Elektriker für die Stromversorgungsanforderungen.
Abb. 5: Identifikationsschild der Maschine (Beispiel)
3.2 Maschinenabmessungen
Unverpackt: Metrisch Amerikanisch
Breite 223.2 cm 87.9 in.
Tiefe (ohne Einlauftisch) 65.4 cm 25.7 in.
Tiefe (mit Einlauftisch) 66.6 cm 26.2 in.
Tiefe (mit Easy-Feed-Einlauftisch und Rinne) 92 cm 36.2 in.
Arbeitshöhe 89 cm 35.0 in.
Gewicht
488 kg
1076 lbs
Versandkiste:
Breite 228 cm 89.8 in.
Anm.: Antistatische Kleidung und Schuhe beim Bediener sowie ein Antistatik-Bodenbelag werden helfen, elektrostatische Aufladungen (ESD) zu vermeiden. Eine relative Feuchtigkeit von mindestens 70% hilft eben falls, elektrostatische Aufladungserscheinungen zu reduzieren.
3.3 Materialdaten
Max. Breite:
Verfahrens bis 50^ (122^)
Verfahrens bis 125^ (257^)
Metrisch
Amerikanisch
1575 mm
62 in.
1524 mm
60 in.
Max. Materialdurchmesser:
Materialabwicklung 305 mm 1 ft.
Silikonpapieraufwicklung (obere Aufwicklung) 180 mm 6 in.
Silikonpapieraufwicklung (untere Aufwicklung) 200 mm 8 in.
Max. Plattenstärke: 38 mm 1.5 in.
Innendurchmesser Rollenhülse: 76.2 mm 3 in.
3.4 Technische Daten der Maschine
Anforderungen an die Stromversorgung:
62 Pro S 1N/PE 230VAC +/- 10% , 50/60Hz, 16A
Die Netzversorgung muss mit den Werten auf dem Identifikationsschild der Maschine übereinstimmen.
Standard-Achsenpositionen:
Materialabwicklung 1 (Auto-Grip)
Silikonpapieraufwicklung 1 (Auto-Grip)
Abwicklung/Aufwicklung
2 (Auto-Grip)
Optionale Merkmale:
Zusätzliche Abwicklung für 2"- und 3"-Hülsen (kundenseitig montierbar)
Easy-Feed-Einlauftisch (werkseitig montiert)
Walzenspalteinstellung: 0-40 mm 0 - 1^9 / _16 in.
1-2.5 N/mm 5.71-14.28
lbf/in.
Verarbeitungsgeschwindigkeit:
Max. 6 m/min 20
ft/min
Langsamer Betrieb 0.6 m/min 2
ft/min
Max. Walzentemperatur: 140 °C 284 °F
Lärmpegel <70 dB(A)
4 AUFSTELLUNG

ACHTUNG: DIE MASCHINE MULLS VON EINEM QUALIFIZIERENT TECHNIKER AUFGESTELLT WERDEN.
Anm.: Vergewissern Sie sich, dass die Maschine nach endgültiger Aufstellung genugend Raum hat. Sie werden Platz für das Zuführren, Annehmen und Beschneiden der Bilder benötigen.
4.1 Auspacken
Die Maschine wird zum Schutz vor Feuchtigkeit in Kunststofffolie eingepackt ausgeliefert. Sie wird in einem Karton und auf einer Palette befestigt transportiert.
Anm.: Fur das Auspacken der Maschine sind wenigerstens 2 Personen erforderlich.
Die Maschine ist mit Laufrollen für einfachen Transport ausgerüstet.
Die Palette an einem Ort aufstellen, wo genugend Platz vorhanden ist, um die Maschine von der Palette zu rollen (etwa 3x die Länge der Maschine).
Zum Auspacken folgendermaßen vorgehen (siehe Abb. 7):
- Die Umreifungsbänder durchschneiden und die Kartonverpackung abheben.
- Die Kunststofffolie entfernen.
- Zwei Rampen (4) gegen die Abrollseite der Palette legen, damit die Laufrolten (5) von der Kante herunterrollen können.
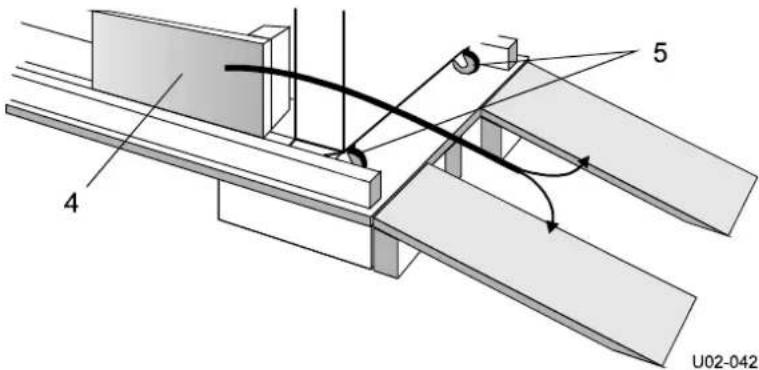
Abb. 6: Positionieren der Rampen
- Alle losen Zubehörteile entfernen.
- Die vier Befestigungsschrauben (1) entfernen.
- Die vier Nivellierfübe (2) herunterdrehen, um die Maschine anzuheiten.
- Holzblöcke (3) entfernen.
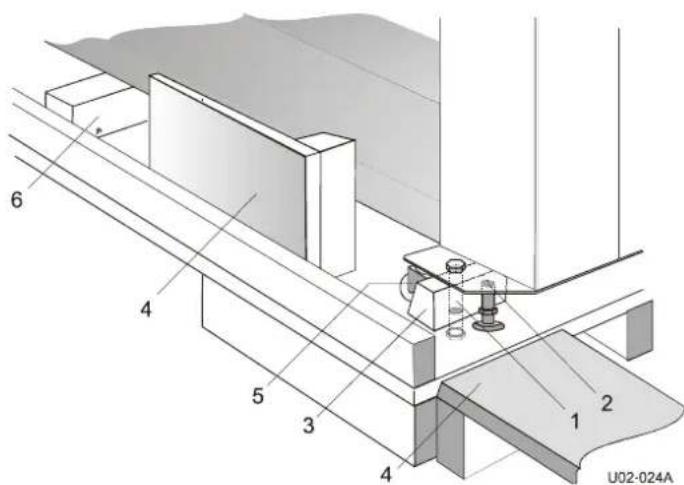
Abb. 7: Entfern der Transporteile
- Die Schrauben von der Stütze (6) abschrauben und die Stütze drehen, um sie unter der Maschine herauszuholen.
- Die vier Nivellierfübe (2) vollständig hochdrehen, damit die Maschine auf den Laufrollen steht.
- Die Maschine mithilfe der Rampen vorsichtig von der Palette herunterrollen.

ACHTUNG: ES SIND ZWEI PERSONEN ERFORDERLICH, UM DIE MASCHINE VON DER PALETTE ZU ROLLEN. SIE IST FÜR EINE PERSON ZU SCHWER.
Anm.:
Das Verpackungsmaterial für spätere Transporte der Maschine aufbewahren oder entspruchend den örtlichen Vorschriften entsorgen.
4.2 Aufstellung
- Die Maschine (samt Zubehor) in die endgültige Position bewegen.
Anm.: Genügend Arbeitsraum vorgehen. Siehe
Abb. 8.
L = Max . Plattenlange, S = Min. Raum 60 cm (24") X_1 = 130~cm (51"), X_2 = 330cm (130")
12 Betriebsanleitung 62 Pro S
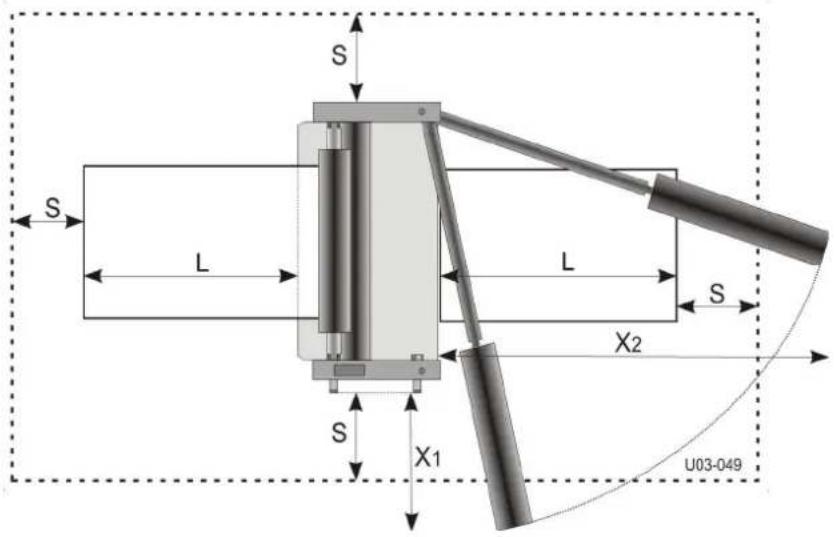
Abb. 8: Arbeitsraum
-
Die vier Nivellierfüsse herunterdrehen, bis die Laufrollen vom Boden abheben.
-
Alles Transportmaterial entfernen.
-
Die Umreifungsbänder um die Achsenstützen durchschneiden und die Schaumelemente entfernen.
- Die Umreifungsbänder zur Befestigung der Einlauftischarme durchschniden.
- Die Umreifungsbänder rund um die Hauptwalzenachse durchschneiden und die obere Hauptwalze nach oben bewegen, um die Transportblöcke vom Walzenspalt zu entfernen.
-
Die Umreifungsbänder zur Befestigung der oberen Zugwalze durchschneiden und die Zugwalzen öffnen, um die Transportplatten zu entfernen.
-
Eine Wasserwaage (waagerecht) auf die obere Hauptwalze und (senkrecht) an die Vorderseite der beiden Gehäuse legen, um die Maschine durch Verstellen der vier Nivellierfübe auszurichten.

VORSICHT:
Vor dem Anschlieben Strom- und Spannungswerte kontrollieren. Siehe Abschnitt 3.4 für entsprechende Spezifikationen.
- Die Maschine mit dem mitgelieferten Netzkabel an die Stromversorgung anschließen.

VORSICHT:
Nur wenn unbedingt erforderlich, ein Verlängerungskabel ausreichender Kapazität verwenden. Verlängerungskabel vollständig ausrollen.

ACHTUNG:
SICHERSTELLEN, DASS DAS NETZKABEL UND/ODER DAS VERLÄNGERUNGSKABEL IHREN WEG RUND UM DIE MASCHINE NICT VERSPERRT.
4.3 Transport
Die Maschine kann auf einer glatten Oberfläche auf ihren Laufrollen transportiert werden.

VORSICHT:
Die Nivellierfüge vollständig hochdrehen, damit sie nicht verbogen werden oder abbrechen, falls sie versehentlich gegen ein Hindernis stoßen.
Auf unebenen Böden einen Hubwagen oder Gabelstapler verwenden.
Beim Bewegen der Maschine über große Entfernungen die Originalpalette und das Originalverpackungsmaterial verwenden und das Auspackverfahren in umgekehrter Reihenfolge befolgen.
5 BEDIENUNG
Dieses Kapitel beschreibt die Funktion der Bedienelemente und Anzeigen, die Betriebsarten, die Einrichtung und Bedienung der Maschine sowie eine Reihe von Anwendungen.
Die Abschnittte in thisem Kapitel sind in der Reihenfolge aufgeführrt, in der die entsprechenden Informationen für die Laminierverfahren gebraucht werden.
Für das Aufziehverfahren konnen die Abschnittte 5.3 und 5.4 mit Ausnahme der Druckeinstellung (siehe Abschnitt 5.3.6) übersprungen werden.
5.1 Bedienelemente
In thisem Abschnitt werden die Elemente auf der Bedientafel

(Abb. 9), die Heizungsregelung (
Abb. 10) und andere Bedienelemente an der Maschine (Abb. 11) erklart.
Anm.:
Die als Option lieferbaren Heizungen etwa 1 Stunde vor der Verwendung einschalten, wenn für einen Prozess beheizte Walzen erforderlich sind. Den Walzenspalt schlieben und die Maschine mit niedriger Geschwindigkeit laufen lassen, um ungleichmäßige heiBe Stellen zu vermeiden.
5.1.1 Bedientafel
In diesen Abschnitt werden die Elemente und Anzeigen auf der Bedientafel erklart. Wenn LEDs blinken, wird ein Fehler angezeigt. Siehe Abschnitt 5.1.4 für die jeweilige Bedeutung.
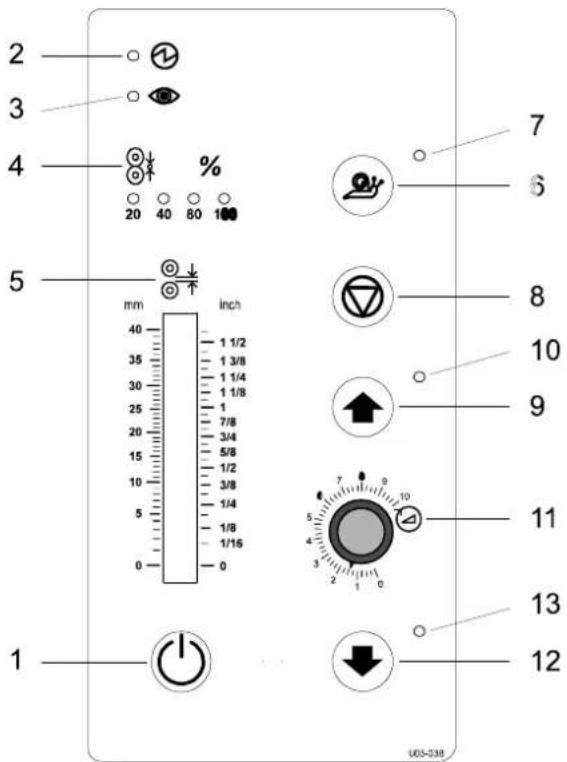
Abb. 9: Bedientafel
Bedienung 15

EIN/AUS-Schalter (1), Umschalttaste
1 Sekunde drücken, um die Maschine von Standby auf aktiv und zurück zu schalten.

ACHTUNG: DIE MASCHINE WIRD BEI EINGESTECKTEM NETZKABEL UND EINGESCHALTETEM HAUPTSCHALTER STÄNDIG MIT STROM VERSORGT.

Netzleuchte (2), LED
These LED leuchtet, wenn die Maschine mit Strom versorgt wird. Sie blinkt, wenn sich die Maschine im Standby-Modus befindet.

Sicherheitsleuchte (3), LED
These LED leuchtet, wenn der Strahl der optischen Sicherheitsvorrichtung an der Anlegeseite des Walzenspalts nicht unterbrochen wird.

Druckanzeige (4), 4 LEDs
These LEDs begin the Druckeinstellung der Hauptwalzen an. Wenn 2 LEDs gleichzeitig leuchten, geben sie den dazwischenliegenden Wert an. Siehe technische Daten zu den Druckbereichen. Wenn alle vier LEDs gleichzeitig blinken, liegt ein Fehler bei der Einstellung des Drucks oder des Walzenspalts vor (siehe Abschnitt 0).

Anzeige Walzenspalt (5), Zeiger
Dieser Mechanismus ist direkt mit der Regelung des Walzenspals verbunden und zeigt den Abstand (Walzenspalt) zwischen den Hauptwalzen an, der mit dem Handrad eingestellt wird.

Langsamer Betrieb (6), Umschalttaste
1 Sekunde drücken, um den langsamen Betrieb ein- oder auszuschalten.
Damit die Maschine in der fest eingestellen langsamen Betriebsart laufen kann, muss der Fußschalter betätig werden.

VORSICHT:
Auch wenn der langsame Betrieb eingeschaltet wurde, kann die Maschine mit hoher Geschwindigkeit laufen.
Die Anzeige des langsamen Betriebs ist KEINE Geschwindigkeitsanzeige. Es ist lediglich eine Betriebsartanzeige.

Anzeige Langsamer Betrieb (7), LED
These LED leuchtet, wenn langsamer Betrieb gewählt wurde.

Stopp (8), Drucktaste
Zum Anhalten der Walzendrehung drucken.

Start (9), Drucktaste
Zum Starten der Walzendrehung in Vorwartsrichtung drucken.

Anzeige Vorwärts (10), LED
These LED leuchtet, wenn die Walzen vorwärts drehen (Vorwärtsbetrieb).
Geschwindigkeitsregelung (11), Regelknopf
Dient zur stufenlosten Geschwindigkeitseinstellung im Bereich zwischen 0 und 10 (hinsichtlich des tatsächlichen Geschwindigkeitsbereichs siehe die technischen Daten).
Rückwärts (12), Federdrucktaste
Für Rollendrehung in umgekehrter Richtung drücken und festhalten.
Anzeige Rückwärts (13), LED
These LED leuchtet, wenn die Walzen ruckwärts drehen (Rückwärtsbetrieb).
5.1.2 Heizungsregelung
Die Heizungsregelung über der Bedientafel reguliert die Temperatur der oberen Hauptwalze.
Abb. 10: Heizungsregelungsabschnitt
Die Wärme ist einde durch Ein-und Ausschalten der 0/I-Schalter (1). Presse I die Hitze sich auf zu drehen. Die tatsächliche Temperatur der Walze (4) gezeigt auf dem Control Display. Die Wärme hat eine Fabrik definierten Temperaturbereich. Innerhalb these Bereichs kann die roller temperatur geregelt werden. Die Temperatur-Sollwert wird angezeigt, wenn die SEL Taste (5) gedrückt wird, und durch Drucken der bis (6) oder nach unten (7) Tasten verändert.
Anm.: Wenn die Temperatur-Sollwert angezeigt wird, wird das Licht durch SV (3) lit. Drücken Sie die SEL-Taste (5) erneut, um die tatsächliche Temperatur zurückzukehren, oder die das Display automatisch in etwa 20 Sekunden wieder zusck.
Wenn die tatsächliche Temperatur niedriger als die Solltemperatur ist, wird die Wärme auf EIN geschalte und C1 (2) leuchtet.
Anm.:
Die beheizten Walzen benötigen eine gewisse Zeit, bis die Betriebstemperatur erreicht ist (z.B. 1 Stunde von Raumtemperatur bis Höchsttemperatur). Es wird empfohlen, die Maschine mit niedriger Drehzahl laufen setzen, um ungleichmäßige heiße Stellen zu vermeiden.
5.1.3 Zusätzliche Bedienelemente
Abb. 11: Zusätzliche Bedienelemente
Not-Aus-Taster (1), Rasttaster
Wenn der Taster gedrück wird, werden die Walzen sofort angehalten. Der Taster rastet in dieser Stellung ein.
Den Taster zum Entriegeln drehen.
Der Prozess kann durch Betätigen der Starttaste, der Rückwärstaste oder des Fußschalters wieder aufgenommen werden.
Walzenspalt-Einstellrad (2), Rad mit Verzahlung
Das Rad nach rechts drehen, um den Walzenspalt zu verringn (schlieben),
oder nach links drehen, umihn zu vergroßern (öffnen).
Wenn beide Walzen das zu verarbeitende Material berühren, ist der Druck eingestellt. Durch eine Rechtsdrehung des Rads wird der Druck erhöht. Durch eine Linksdrehung des Walzenspalt-Einstellrads wird der Druck verringgert.
Die Walzenspalteinstellung und der Druck werden auf der Bedientafel angezeigt.
Fußschalter (3), Federschalter
Zum Starten der Walzendrehung den Schalter drücken und halten. Zum Lösen dieser Sicherung, die einen versehentlichen Start verhindert, den Fuß ganz in den Schalter einschieben.
Sobald der Schalter losgelassen wird, halten die Walzen an.
Abwickelspanningsregelung (4), Drehknopf
Wenn dieser Knopf nach rechts gedreht wird, wird ein Reibungswert zwischen Achse und Rahmen eingestellt, um so als Bremse zuCRC.
Durch Anziehen der Bremse wird das Material auf der Achse stärker gespannt.
Wenn der Knopf nach links gedreht wird, wird die Bremse und damit die Folienspannung gelöst.
Abwickel-/Aufwickelspanningsregelung (5), Drehknopf

Wenn dieser Knopf nach rechts gedreht wird, wird ein Reibungswert zwischen Achse und Rahmen eingestellt, um so als Abwickelbremse zuCRC.

Wenn der Knopf nach links gedreht wird, wird die Bremse gelöst.

Wenn der Knopf weiter nach links gedreht wird, wird ein Reibungswert zwischen der Achse und dem Antriebskettenrad eingestellt, sodass dies als Kupplung zwischen Motor und Achse wirksam wird. Die Achse fungiert jetzt als Aufwickelachse.

Wenn der Knopf nach rechts gedreht wird, wird die Aufwickelachse wieder gelöst.
Aufwickelspanningsregelung (6), Drehknopf

Wenn dieser Knopf nach rechts gedreht wird, wird ein Reibungswert zwischen Achse und Antriebskettenrad eingestellt, sodass dies als Kupplung zwischen Motor und Aufwickelachse wirkt.

Zum Lösender Folienspannung den Knopf nach links drehen.
Einlauftisch (7)
Der Stardeinlauftisch kann an seinem Drehpunkt an der Spitze der Tischarme nach oben geklappt werden.
Die Bildführung ist am Walzenspaltmechanismus befestigt und bewegt sich mit der Spaltöffnung nach oben und unter. Die Bildführung kann entfernt werden, indem sie aus ihren Rückhalteknöpfen gehoben wird.
Easy-Feed-Einlauftisch (Option)
Der Easy-Feed-Einlauftisch ersetzt den Standard-Einlauftisch, wenn er zusammen mit der Maschine bestellt wurde.
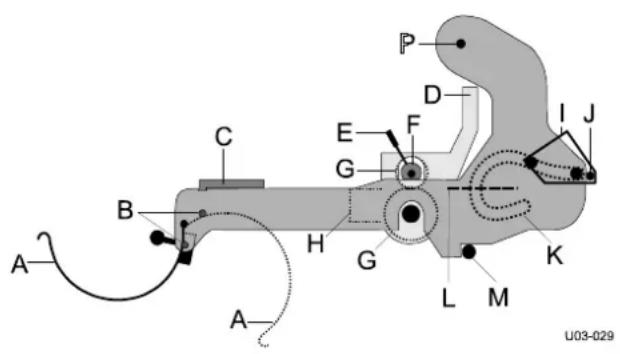
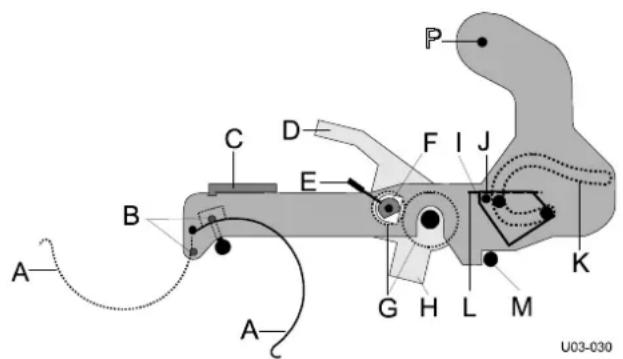
Abb. 12: Bedienelemente des Easy-Feed-Einlauftischs
Der Easy-Feed-Einlauftisch kann an seinem Drehpunkt (P) um 180^ gedreht werden, bis er nach unter zeigt. In der oberen Position wird er von den Achsenstützen und in der unteren Position von den Tischanschlagen (M) gestopt.
Der Einlauftisch verfügt über eine Reihe von Vorrichtungen, die bei der richtigen Einführung von Bildern halten. Einige dieser Vorrichtungen können nur in bestimmten Verfahren verwendet werden.
Die Vorrichtungen und ihre Bedienelemente (A bis M) werden nachfolgend beschrieben.
Medienrine (A)
Zum Abwickeln eines Mediums von einer Folienrolle.
Wenn die Rinne verwendet wird, wird sie nach vorn (links) gedreht. Wird sie nicht gebraucht, kann sie nach unten und halten (rechts) weggeschwenkt werden. Wenn die Rinne (A) positioniert ist, wird sie mit einer Arretierung (B) gespeert.
Medienführung (C)
Zum geraden Einfadeln des Mediums kann die Medienführung auf eine Seite des Mediums eingestellt werden.
Easy-Feed-Walzen (G)
Eine weitere Hilfe zum geraden Einfädeln des Mediums sind die Einlaufwalzen.
These Walzen können nicht zur Verarbeitung von Platten verwendet werden und müssen mithilfe des Handgriffs (D) aus dem Weg gezogen werden. Der Drehmittelpunkt ist die Achse der unteren Walze. Die obere Walze bewegt sich in den Tisch, wo sie das Tischelement (H) ersetzt.
Die obere Walze kann mithilfe des Handgriffs (E) von der unteren Walze abgehoben werden, die exzentrisch (F) auf der Achse rotiert. Durch die Abflachung kann die obere Walze auf der unteren Walze aufliegen.
Auf der rechten Seiten der unteren Einlaufwalze befindet sich eine Bremse, die mithilfe eines kleinen Handrads (G) eingestellt werden kann. Mit dieser Bremse kann die Spannung auf das Medium eingestellt werden. Durch eine Rechtsdrehung des Rads wird Spannung angelegt und durch eine Linksdrehung wieder gelöst.
Bildführung (I)
Die Bildführung (I) ist am Einlauftisch befestigt, kann jeder aus dem Weg bewegt werden. Sie gleitet durch eine Nut (K) im Tischarm und kann darüber gezogen und in einem Stauraum unter der Tischplatte aufbewahrt werden.
Der Stauraum für die Bildführung wird von einer Klappe (L) abgedeckt, wenn die Führung verwendet wird.
Anm.: Wenn die Bildführung verwendet wird und der Walzenspalt gleich null ist, "sieht" die optische Sicherheitsvorrichtung durch die Bohrungen (J) in den Führungsenden.
Anm.: Wenn der Walzenspalt nicht auf null eingestellt ist, wird die Lichtschranke der Sicherheitsvorrichtung durch die Bildführung unterbrochen. Daherarf die Bildführung nicht verwendet werden (und muss verstaut sein), wenn Platten verarbeitet werden.
5.1.4 Fehleranzeigen
Wenn ein Fehler festgestellt wird, blinken eine oder mehrere LEDs und die Walzen werden angehalten.
Blinken der Netzleuche
Maschine befindet sich im Standby-Betrieb. Der Strom ist eingeschaltet und die optische Sicherheitsvorrichtung ist in Betrieb.
Die EIN/AUS-Taste drücken, um die Maschine einzuschalten.
Blinken der Anzeige "Vorwärts"
Motorüberlastung.
Die Stoppaste drücken, den Materialfluss und die Folienspannungseinstellung der Abwickelachsen kontrollieren.
Blinken der Anzeige "Rückwärts"
Motorüberlastung.
Die Stoppaste drücken, den Materialfluss und die Folienspannungseinstellung der Aufwickelachsen kontrollieren.
Blinken der Anzeigen "Vorwärts" und "Rückwärts"
Systemfehler.
Stromversorgung abschalten und wieder einschalten. Falls der Fehler weiter vorliegt, den Service benachrichtigen.
Alle vier Druckanzeige-LEDs blinken
Druck ist zu hoch oder Walzenspalt zu schmal.
Die LEDs beginn bei 10% Überlast zu blinken. Bei 20% Drucküberlastung ertont ein akustisches Signal. Den Walzenspalt vergroßern, um den Druck zu verringn.
5.2 Betriebsarten
Die Maschine hat zwei Betriebsarten: normal oder langsam. In beiden Betriebsarten können die Walzen vorwarts oder ruckwarts drehen.
5.2.1 Normaler Betrieb
Wenn der langsame Betrieb ausgeschaltet ist (normaler Betrieb), wird die Drehzahl der Walzen über den Geschwindigkeitsregelknopf eingestellt.
Durch Drucken der Vorwartstaste, der Rückwartstaste oder des Fußschalters mit der Drehung beginnen.
Die Drehung stoppt, sobald eine Stoppaste gedrückt oder der Fußschalter losgelassen wird.
Anm.: Die Bedienung kann ohne Anhalten der Maschine von der Bedientafel fortgesetzt werden, wenn die Vorwärstaste gedrückt gehalten, der Fußschalter freiigegeben und erst dann die Vorwärstaste freiigegeben wird.
Wenn die Lichtschranke der optischen Sicherheitsvorrichtung vor den Walzen unterbrochen wird, wird die Drehung der Walzen bereits gestopt. Zum Fortfahren muss der Vorgang nach Beseitigung der Unterbrechung neu gestartet werden.
Rückwärtsbetrieb

ACHTUNG: BEI RÜCKWÄRTSBETRIEB VOM HINTEREN WALZENSPALT FERNBLEIBEN.
Bei Rückwärtsbetrieb ist die optische Sicherheitsvorrichtung am vorderen Walzenspalt deaktiviert und die an der Auslaufseite aktiviert.
Die Geschwindigkeit wird durch die Geschwindigkeitsregelung bestimmt.
5.2.2 Langsamer Betrieb
Der langsame Betrieb wird durch 1 Sekunde langes Drucken der entsprechenden Taste einbzw. ausgeschelt. Die LED des langsamen Betriebs zeigt das entsprechend an.
Das Einschalten des langsamen Betriebs ändert nichts an der aktuellen Bewegung der Walzen. Im langsamen Betrieb können die Walzen bei normaler oder langsamer Geschwindigkeit laufen.
Normale Geschwindigkeit
Die Vorwarts- oder Rückwartstaste im langsamen Betrieb drücken, damit die Maschine mit einer normalen Geschwindigkeit gemäß der Geschwindigkeitseinstellung (siehe normaler Betrieb) lauft.
Zum Starten der Maschine in langsamer Geschwindigkeit oder zum Umschalten von normaler (Vorwärts-) zu langsamer Geschwindigkeit einfach den Fußschalter drücken und halten (wenn langsamer Betrieb gewählt ist).
Geschwindigkeit bei langsamem Betrieb
Den Fußschalter im langsamen Betrieb drücken und halten, um die Walzen bei einer festen langsamen Geschwindigkeit (siehe technische Daten) unabhängig von der
Geschwindigkeitsregelung vorwärts laufen zu halten.
Langsame Geschwindigkeit ist nur in Vorwärtsrichtung möglich. Eine langsame Geschwindigkeit in Rückwärtsrichtung ist nicht möglich.

ACHTUNG: BEI LANGSAMEM BETRIEB VOM WALZENSPALT FERNBLEIBEN.
Die optische Sicherheitsvorrichtung ist bei langsamem Betrieb nicht eingeschaltet.
Sobald der Fußschalter losgelassen wird, halten die Walzen in der Vorwärtsbewegung an.
Anm.: Die Betriebsart kann ohne Anhalten der Maschine von langsam auf normal geändert werden, wenn die Starttaste gedrück gehalten, der Fußschalter freigegeben und erst dann die Starttaste freigegeben wird. Ein Wechsel zur normalen Geschwindigkeit deaktiviert nicht die langsame Betriebsart.
Durch erneutes Betätigen des Fußschalters wird die langsame Geschwindigkeit wieder aktiviert.
5.3 Einsetzen von Folienrollen
5.3.1 Auto-Grip-Achsen
Beide Achsen vorne an der Maschine sind gleich. Die Achsen passen in beiden Richtungen in die Maschine. Ihr Funktion wird durch ihre Lage in der Maschine und die Einstellung der Spanningsregelung bestimmt.
Die Achsen auf der Rückseite konnen aus ihrer Stütze auf der Bedientafelseite geschwenkt werden.
Auf der anderen Seite ist die Achse an der Maschine angebracht.
Auf der Bedientafelseite der Maschine Schnappen alle Achsen und Stützen mit Greifernut und Greifer ineinander.
Eine Feder in der linken Stütze schiebt die Achse in die verriegelte Stellung, wenn sie gedreht wird. Die Achse fest in die Stützen drücken und bis zum Einrasten drehen, damit sie richtig ausgerichtet ist.
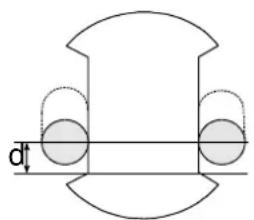
Die Selfbstgreifvorrichtung (Auto-Grip) an jeder Achse kontrollieren. Die Gummibänder mussen die Kanten der Vertiefung keinberühren (Abb. 13A: d = 8 ± 2,5 ~mm ).
Andernfalls siehe Kapitel 6 Wartung.
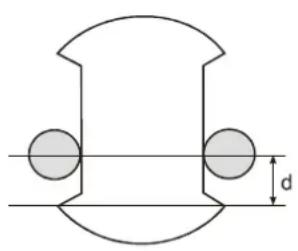
A
B
C
Abb. 13: Auto-Grip-Achse
Wenn die Achse innerhalb eines Zylinders gedreht wird, bewegt sich das Gummiband zur Seite und wird zwischen Achse und Zylinder eingeklemmt (Abb. 13B). Bei Rückwärtsdrehung wird das Band wieder frei gegeben.
5.3.2 Verwenden von Folien mit Silikonpapier
Bei Verwendung einer Folie mit zu entfernendem Silikonpapier die Aufwickelachse mit einem Leerkern (leerer Kartonzylinder) laden, der mindestens so breit wie die Folie ist.
- Die Auto-Grip-Achse von der Aufwickelstellung der Maschine entnahmen.
- Den Leerkern auf die Achse stecken, damit die Achse wie in Abb. 13C gezeigt halten.

VORSICHT:
Das Ende der Achse nicht auf den Boden fallen setzen.
- Die Achse mit der Hülse wieder in die Maschine einsetzen.
- Beide Seiten der Achse fest in ihre Stützen drucken.
- Die Achse drehen, bis die Greifer einrasten.
5.3.3 Achsen mit Folienrollen laden
Die Folienrolle wird je nach Folienart und der Verwendung im oberen oder unteren Teil der Maschine auf die Achse gesetzt.
Selbstklebende Folie mit Silikonpapier (A) wird im Allgemeinen mit dem Silikonpapier (3) und dem Kleber (2) auf der Außenseite der Folie (1) aufgewickelt, während Folie ohne Silikonpapier (C) die Klebschicht auf der Innenseite der Rolle hat. Das Silikonpapier von selbstklebenden Folien aus Nordamerika befindet sich jedoch im Allgemeinen auf der Innenseite der Rolle (B).
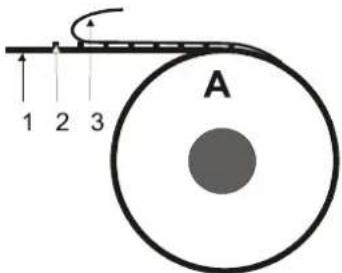
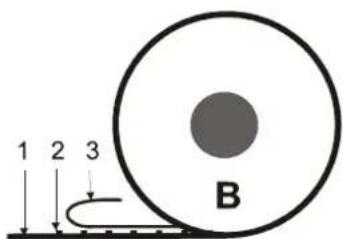
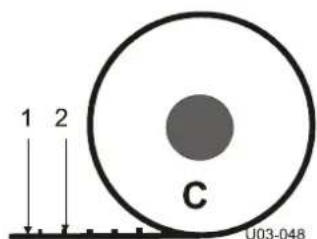
Abb. 14: Folienrollen
- Im oberen Teil der Maschine muss die bildberührende klebende Seite (2) oben sein, wenn die Folie zur Vorderseite der Maschine hin abgewickelt wird.
- Im unteren Teil der Maschine muss die bildberührende klebende Seite (2) unter sein, wenn die Folie zur Vorderseite der Maschine hin abgewickelt wird.
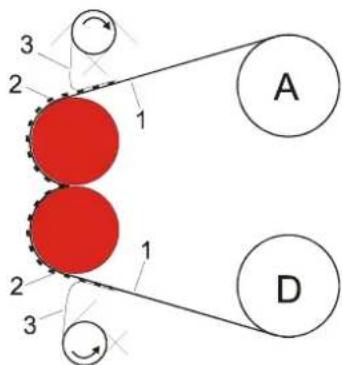
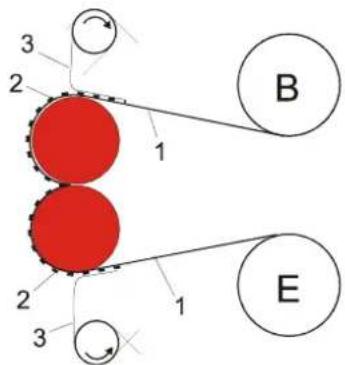
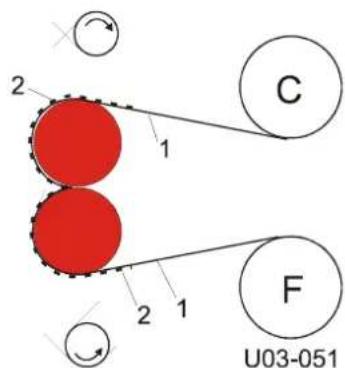
Abb. 15: Folienkleber
- Die Auto-Grip-Achsen aus den Abwickelstellungen der Maschine schwenken.
- Die Folienrollen wie oben beschrieben auf die Schwenkachsen schieren.
- Die Achsen zurück in ihre Stützen schwenken und die Achsenstützabdeckungen schlieben. Abwickelrichtung der Folie zur Maschinenvorderseite:
im oberen Teil:
Folie mit Silikonpapier außen wird von oben abgewickelt (A)
- Folie mit Silikonpapierinnen wird von unter abgewickelt (B)
- Folie ohne Silikonpapier wird von unter abgewickelt (C)
im unteren Teil:
Folie mit Silikonpapier außen wird von unter abgewickelt (D)
Folie mit Silikonpapierinnen wird von oben abgewickelt (E)
Folie ohne Silikonpapier wird von oben abgewickelt (F)
- Beide Seiten der Achse fest in ihre Stützen drücken.
- Die Achse drehen, bis die Greifer einrasten.
- Die Folie und den Leerkern mittig einstellen und diese ausrichten.
Anm.: Wenn der obere und andere Teil der Maschine verwendet werden, beide Folien genau in der gleichen Stellung einstellen.
- Sicherstellen, dass die Folien (und Leerkerne) richtig eingestellt und ausgerichtet werden.
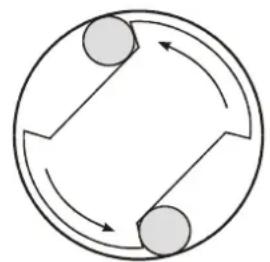
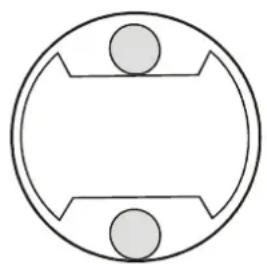
5.3.4 Verwenden einer Umlenkwelle
Die Umlenkwelle hat zwei Funktionen:
- Beim Verarbeiten von Folie mit Silikonpapier wird die Umlenkwelle zum Trennen des Silikonpapiers von der Folie verwendet.
- Beim Verarbeiten von hitzeaktivierbarer Folie wird die Umlenkwelle zur Umlenkung der Folie verwendet, um die Kontaktfläche mit der erwartten Walze zu vermöbern.
Abb. 16: Verwenden einer Umlenkwelle
Folie mit Silikonpapier (A) lauft über die Umlenkwelle, an der das Silikonpapier von der Folie getrennt wird. Selfstklebende Folie ohne Silikonpapier (B) wurde Kleberrückstände auf der Umlenkwelle hinterlassen, weshalb sie über die Umlenkwelle geführt wird.
Hitzeaktivierbare Folie (C) braucht so viel Kontaktfläche mit der erwärnten Walze wie möglich.
Daher wird diese Folie von unten über die Umlenkwelle geführt.
5.3.5 Voreinstellen der Folienspannung
Damit die Folie ohne Knittern abgewickelt wird, kann die Folienspannung für die Walze (Bremse) eingestellt werden.
Auf der rechten Seite der Maschine befinden sich den Achsen zugeordnete Folienspannungsregelknöppe.
Folienspannungsregelknopf nach rechts drehen, um die Folienspannung einzustellen, oder nach links, um die Folienspannung zu halten.
Anm.: Die Abwickel-/Aufwickelachsen in der unteren Häufe besitzen eine geteilte
Folienspannungseinstellung: Für Abwickelspannung nach rechts drehen und zum Lösen der Abwickelspannung nach links drehen. Durch weiteres Drehen nach links wird die
Aufwickelspannung eingestellt (siehe auch Abschnitt 5.1.3).
Sobald die Folie eingefädelt ist, wird empfohlen, an jeder Achse eine leichte Folienspannung einzustellen. Dazu die Knöpf im Uhrzeigersinn drehen, bis etwas Widerstand zu spären ist.
So wird verhindert, dass sich die Folie an der Abwickelachse ohne Folienspannung abwickelt.
Die angetriebene Aufwickelachse hingegen kann dadurch durchrutschen und ihre Drehzahl an die Foliengeschwindigkeit anpassen.
5.3.6 Einstellen des Drucks
Dunne Bilder
Be der Verarbeitung von dünnen Bildern (Druckerausdruck, Poster usw.) wird der Druck beim Einfadeln des unteren und des oberen Materials voreingestellt.
Wenn der Vorspann oder die Release-Platte durch den Walzenspalt geleitet wurde, ist der Walzenspalt auf null und der Druck voreingestellt.
Die Beste Druckeinstellung für)dinne Folien liegt bei 80%
Während der Verarbeitung kann der Druck nachgestellt werden.
Platten
Be der Verarbeitung von Platten wird ein Vorspann verwendet, um die Folie(n) einzufädeln. Gleichzeitig wird dieser Vorspann auch verwendet, um den Druck voreinzustellen.
Dazu einen Vorspann verwenden, der aus dem gleichen Material besteht und die gleiche Dicke und Breite hat, wie die zu verarbeitenden Platten.
- Den Walzenspalt auf die Stärke der Platte einstellen.
- Den Vorspann im langsamen Betrieb in den Walzenspalt einfahren.
24 Betriebsanleitung 62 Pro S
- Wenn die Kanten der Folie(n) durch den Walzenspalt gelaufen sind, den Druck auf etwa 80 % für Platten mit voller Breite einstellen.

VORSICHT: Bei schmaleren Platten den Druck proportional zur Breite zwischen 40% und 80% einstellen. Halbe Breite entspricht z.B. 60% .
Aufziehplatten
Die aufzuziehende Platte kann zum Einstellen des Walzenspalts und Drucks verwendet werden.
- Den Walzenspalt auf die Stärke der Platte einstellen.
- Die Platte im langsamen Betrieb in den Walzenspalt einfahren.
- Wenn die Platte halb durch den Walzenspalt gelaufen ist, den Druck zwischen 70 und 80% für Platten mit voller Breite einstellen.

VORSICHT: Bei schmaleren Platten den Druck proportional zur Breite zwischen 40% und 80% einstehen. Halbe Breite entspricht z.B. 60% .
- Die Platte aus dem Walzenspalt zurückfahren
Anm.:
Das Bild fegt weitere 5 bis 10% Druck hinzu.
5.4 Einfädeln
Bei den meisten Prozessen muss erst die Folie in die Maschine eingefädelt werden, bevor Bilder auf dūnner Folie oder auf Platten verarbeitet werden konnen. Die Folie kann für einseitige oder zweiseitige Verarbeitung in die Maschine eingefädelt werden.
Anm.:
Bei einseitigen Prozessen bleiben auf der unteren Walze, wo die Folie breiter ist als die Bilder, Kleberrückstände zurück. Um dies zu verhindern, kann eine Folie gleicher Breite wie das Bild bzw. im unteren Teil ein Silikonpapier der gleichen Breite wie die obere Folie verwendet werden. Der Silikonpapier kann später leicht entfern werden.
Im unteren Teil sind beide Achspositionen Abwickel-/Aufwickel-Kombinationspositionen, die als eine Ab- oder Aufwickelposition eingestellt werden müssen.
Bei der Verarbeitung von Platten wird ein Vorspann (Abfallplatte gleich der zu verarbeitenden Platten) verwendet, um die Folie einzufädeln und den Druck bzw. die Spannung einzustellen.
Bei der Verarbeitung von dünnen Bildern ist eine Release-Platte zum Einfädeln der Folie erforderlich. Wenn diese Platte durchgelaufen ist, ist der Walzenspalt auf null eingestellt und die Bilder können zugeführten werden. Die Release-Platte ist dann sauber und kann erneut verwendet werden.
5.4.1 Nur oberer Teil
A
B
Abb. 17: Einfadeln in oberen Teil
- Die Bildführung entfern.
-
Die Folienrolle von der oberen Abwickel- oder oberen Zusammenabwickelachse abwickeln.
-
Selfstklebende Folie ohne Silikonpapier über die Umlenkwelle (A) einfahren.
-
Alle anderen Folien unterhalb der Umlenkwelle (B) einführen.
-
Die Folie weiterziehen, bis etwa 10cm (4 Zoll) auf dem Einlauftisch liegen.
Wenn die Folie ein Silikonpapier aufweist:
- Das Silikonpapier abziehen.
-
Silikonpapier hochziehen und auf den Leerkern der Aufwickelachse heften.
-
Den Vorspann auf die Folie kleben und im langsamen Betrieb in den Walzenspalt einfahren.
Anm.: Bei der Verarbeitung von dünnen Bildern ohne Trägerplatten eine Release-Platte verwenden.
5.4.2 Oberer und unterer Teil
Eine Release-Platte oder einen Vorspann gleicher Stärke wie die zu verarbeitenden Platten verwenden.
A

B
Abb. 18: Folie in oberen und unteren Teil eingefädelt
Die Folie im oberen Teil wird zuerst eingefädelt
- Die Bildführung entfern.
-
Die Folie unter (B) der Umlenkwelle (zwischen Umlenkwelle und oberer Walze) einführen.
-
Die selbstlebende Folie ohne Silikonpapier muss über die Umlenkwelle (A) eingefuhrt werden.
-
Die Folie nach vornziehen, bis sie fast den Einlauftisch erreicht, und an die obere Walze drucken.
Wenn die Folie ein Silikonpapier (B) aufweist:
- Das Silikonpapier abziehen,
- hochziehen und von unter auf den Leerkern der Aufwickelachse heften.
26 Betriebsanleitung 62 Pro S
Jetzt die Folie in den unteren Teil einfädeln.
A

B
Abb. 19: Einfädeln in unteren Teil
-
Den Einlauftisch anheben und in die obere Position (A) bringen.
-
Die Folie von der unteren Abwickelachse abwickeln.
-
Selfstklebende Folie ohne Silikonpapier unter der Umlenkwelle (A) einfahren.
-
Alle anderen Folien über der Umlenkwelle (B) einfahren.
-
Die Folie nach vorneziehen, bis ihr Ende über dem Walzenspalt ist, und es an die Folie vom oberen Teil—heften.
Wenn die Folie ein Silikonpapier (B) aufweist:
- Das Silikonpapier abziehen und über die Aufwickelachseziehen,
-
von oben an den Leerkern auf der Aufwickelachse heften.
-
Den Einlauftisch absenken.
-
Die Folien mit einem Vorspann (C) im langsamen Betrieb (B) in den Walzenspalt einfahren.
Anm.: Dazu einen Vorspann verwenden, die aus dem gleichen Material besteht und die gleiche Dicke und Breite hat, wie die zu verarbeitenden Platten. Bei der Verarbeitung dürner Bilder eine Release-Platte verwenden.
5.4.3 Ergebnis-auf-Rolle oder Rolle-zu-Rolle
Beim Einfädeln für ein Verarbeitungsverfahren Ergebnis-auf-Rolle oder Rolle-zu-Rolle (R2R) wird die untereindhere Abwickel-/Aufwickelachse als Aufwickelachse für das Ergebnis verwendet.
Die Laminate werden wie oben beschreiben eingefädelt:
A

B
C
Abb. 20: Bildeinfelung Rolle-zu-Rolle
Laminieren auf einer Seite
Beim Laminieren auf einer Seite kann die Abwickel-/Aufwickelachse im vorderen unteren Teil verwendet werden, um die Bilder abzuwickeln (Abb. 20, A).
Laminieren auf beiden Seiten
Die Abwickel-/Aufwickelachse im vorderen unteren Teil wird verwendet, um die andere Laminierfolie abzuwickeln (Abb. 20, B und C).
Das bedeutet, dass im unteren Teil nur ein Laminat ohne Silikonpapier verwendet werden kann und entweder die Option Medienaufwicklung (B) oder die Medienrinne des Easy-Feed-Einlaufisches (C) zum Abwickeln der Bilder erforderlich ist.
Einfadeln der Bilder:
- Laminate im oberen und unteren Teil so einfädeln, wie in den vorgen Abschnitten beschreiben.
- Wenn die Release-Platte durch den Walzenspalt geführt ist, die Platte abschreiben und die Führungskante des Ergebnisses auf den Leerkern auf der Aufwickelachse kleben.
- Die Folienspannungsregelung für diese Achse auf Aufwickelspannung einstellen.
- Das Bild nach vorneziehen und über den Einlauftisch in den Walzenspalt einfahren.
- Sofernvorhanden, die Walzen des Easy-Feed-Einlauftisches verwenden, um die Vorderkante der Bildrolle richtig in den Walzenspalt einzuführen.
5.5 Verfahren und Einstellungen
5.5.1 Aufziehen von Bildern oder Aufklebern
Bei diesen Verfahren wird die Folie nicht in die Maschine eingefadelt.
- Beim Aufziehen von Bildern auf eine (vorbeschiedtete) Platte (B) befindet sich der Kleber auf der Aufziehende der Platte.
- Beim Aufziehen von Aufklebern (A) befindet sich der Kleber auf der Rückseite des Bildes.
Das Aufziehverfahren ist für beiden das Gleiche.
- Die Achse aus der oberen vorderen Position entfernen.
- Den Walzenspalt und den Druck voreinstellen (siehe Abschnitt 5.3.6).
- Die Platte auf den Einlauftisch legen.
- Das Bild auf die Platte legen (Abbildungsseite nach oben). Das Bild an der Maschinenseite (1) zusückfalten.
- Etwa 25 mm (1,0 Zoll) Silikonpapier (2) an der Maschinenseite zusückziehen und voninnen nach außen gleichmäßig falten.
Anm.: Die Qualität des Endprodukts hangt davon ab, wie die Führungskante des Bildes auf die Platte aufgetragen wird.
- Das Bild (3) auf die Platte (C) auftragen.
- Die Kante mit dem anklebenden Bild in den Walzenspalt (D) einfahren.
- Das lose Ende (4) des Bildes glatt über die obere Walze legen.
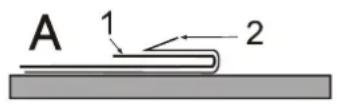
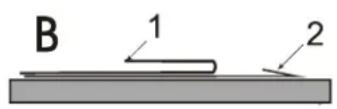
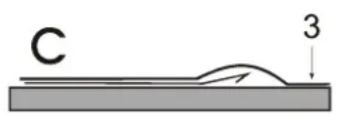
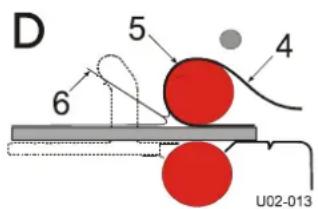
Abb. 21: Aufziehen von Bildern oder Aufklebern
Anm.: Mit dem Fußschalter die Maschine im langsamen Betrieb starten und stoppen, damit die Hande frei bleiben.

ACHTUNG: FINGER VOM WALZENSPALT FERN HALTEN. DIE OPTISCHE SICHERHEITSVORRICHTUNG FUNKTIONIERT NICT, WENN DER SICHERHEITSFUSSSCHALTER IM LANGSAMEN BETRIEB VERWENDET WIRD.
- Mit der linken Hand das Silikonpapier (6) vom Bild oder der Platte abziehen, während es/sie langsam Abschnitt für Abschnitt ohne Unterbrechung in den Walzenspalt geführt wird.
28 Betriebsanleitung 62 Pro S
Anm.: Wenn das Silikonpapier komplett abgezogen wird, wird der Kleber Schmutz und Staub ausgesetzt, die sich unter dem Bild ablagern.
- Mit der rechten Hand das Bild glatt an der oberen Walze (5) halten, damit es nicht knittert.
Anm.: Das Beste Ergebnis wird erzielt, wenn bei der Zuführ des Bildes keine Unterbrechung erfolgt.
5.5.2 Vorbeschachten von Platten
Dieses Verfahren wird eingesetzt, um Platten (Trägermaterialien) mit einer selbstklebenden doppelseitigen Klebefolie zu versehen, auf die Bilder aufgezogen werden konnen. Dieses Verfahren kann auch für das Erstellen einer Trägerplatte verwendet werden. In dieser Fall wird eine nichtklebende Folie verwendet.
Anm.: Die doppelseitige Klebefolie wird üblicherweise mit einem Silikonpapier geliefert. Die Folie so in den oberen Teil einsetzen und über die Umlenkwelle einfädeln, als hatte sie kein Silikonpapier.
- Die Rolle doppelseitige Klebefolie auf die Achse in der oberen Abwickelposition setzen.
- Den Walzenspalt auf die Dicke der zu verarbeitenden Platten einstellen.
- Die Folie mithilfe eines Vorspanns gleichen Materials, gleicher Stärke und gleicher Breite einfädeln.
- Den Druck einstellen, während der Vorspann zugeführrt wird.
-
Bevor das Ende des Vorspanns in den Walzenspalt eintritt, die vorzubeschichtende Platte direkt an den Vorspann anschließen.
-
Weitere vorzubeschichtende Platten ohne Spalt kontinuierlich nachschieben.
-
Als Abschluss wieder einen Vorspann verwenden. Dadurch wird verhindert, dass der Kleber dieunte Walze berührt.
-
Mit einem Vorspann abschreiben undihn so welt durchfuhren, bis die vorherige Platte aus dem Walzenspalt austritt.

VORSICHT: Die Folie nicht in der Nähe der Walzen oder auf den Walzen schneiden. Dadurch kann die Silikonbeschichtung der Walzen beschädigt werden, und die Garantie wird hinfällig.
- These Platte mit einem Folienschneidmesser durchtrennen.
- Den Vorspann im Rückwärtsbetrieb wieder zurückfahren.
- Die Folie mit einem Folienschneidmesser durchtrennen.
Nach Abziehen des Silikonpapiers von der selbstklebenden doppelseitigen Klebefolie hat die Platte eine selbstklebende Schicht und ist für das Aufziehen eines Bildes bereit. Siehe Abschnitt 5.5.1 für das Aufziehen von Bildern.
5.5.3 Decklaminierung
Nachdem ein Bild auf eine Platte aufgezogen wurde, kann ein Schutzlaminat aufgetragen werden.
Dieses Verfahren ist das Gleiche wie bei der Vorbeschichtung einer Platte (Abschnitt 5.5.2). Das Decklaminat (mit oder ohne Silikonpapier) kann hitzeaktivierbar oder selbstklebend sein
5.5.4 Laminieren auf einer Seite
Bilder konnen mit oder ohne Träger- oder Release-Platten auf einer Seite laminiert werden. Dieses Laminat (mit oder ohne Silikonpapier) kann hitzeaktivierbar oder selbstklebend sein.
Nachteil des einseitigen Laminierverfahrens sind die Kleberrückstände, die an den Stellen der Walzen zurückbleiben können, über die kein Bild gelaufen ist.
Um dies zu verhindern, konnen Trägerplatten oder Silikonpapier verwendet werden. Andernfalls muss das Bild breiter als das Laminat sein und am Anfang und Ende des Verfahrens müssen Materialreste verwendet werden.
Bedienung 29
Verwenden von Trägerplatten
Die Folie wie oben beschrieben in den oberen Teil der Maschine einfadeln (Abschnitt 5.4.1).
- Das Bild mit der Bildseite nach oben auf eine Trägerplatte legen und den Anweisungen zur Vorbeschäftigung einer Platte folgen (Abschnitt 5.5.2).
Verwenden von Silikonpapier
- Eine Rolle Silikonpapier im unteren Teil verwenden.
Die Folie wie oben beschrieben in den oberen und unteren Teil der Maschine einfädeln (Abschnitt 5.4.2).
Wenn die Bilder vom Ergebnis abgeschritten werden, trennt sich das Silikonpapier automatisch vom Bild.
5.5.5 Laminieren auf beiden Seiten
Das Einschreiben von Bildern mit Kaltlaminaten wird als beidseitiges Laminieren bezeichnet (und normalerweise nicht mit Platten durchgefuhrt).
- Die Laminierfolien laden und wie in Abschnitt 5.4.2 beschreiben in den oberen und unteren Teil der Maschine einfädeln.
- Sobald der Vorspann vollständig aus dem Walzenspalt ausgetreten ist, die obere Walze auf die untere Walze absenken (Walzenspalteinstellung = 0 ) und den Druck auf ca. 80% einstellen.
- Zeit die Bilder in den Walzenspalt einfahren und damit jeweils einen Abstand zwischen zwei Bildern halten.
- Das Ergebnis mit dem Folienschneider durchtrennen, sobald die Bilder vollständig aus den Walzen ausgegetreten sind.
5.5.6 Herstellen von Aufklebern
Beim Herstellen von Aufklebern wird eine Laminierfolie über die Abbildungsseite und eine doppelseitige Klebefolie auf der Rückseite des Bildes aufgetragen.
Das Verfahren ist das Gleiche wie beim beidseitigen Laminieren (Abschnitt 5.5.5).
- Die Laminierfolien laden und wie in Abschnitt 5.4.2 beschreiben in den oberen und unteren Teil der Maschine einfädeln.
- Sobald der Vorspann vollständig aus dem Walzenspalt ausgetreten ist, die obere Walze auf die untere Walze absenken (Walzenspalteinstellung = 0 ) und den Druck auf ca. 80% einstellen.
- Zeit die Bilder in den Walzenspalt einfahren und damit jeweils einen Abstand zwischen zwei Bildern halten.
- Das Ergebnis mit dem Folienschneider durchtrennen, sobald die Bilder vollständig aus den Walzen ausgetreten sind.
Dieser Aufkleber kann dann später auf eine Platte oder ein anderes Trägermaterial aufgezogen werden.
5.6 Entladen
Entladen der Maschine:
- Das Ergebnis nach dem letzten Bild (Platte vor dem Vorspann) abschreiben.
- Beide Folien entlang der Umlenkwelle mit einem Folienschneidmesser durchrennen.
- Den Walzenspalt öffnen und (den Vorspann und) die Folien zwischen den Walzen auf der Rückseite entfernen.
Abnahmen einer Rolle von der Achse:
- Die Materialrolle in Aufwickelrichtung drehen, um die Auto-Grip-Bander zu lose
- Die Auto-Grip-Achse herausnehmer oder -schwenken.
- Die Materialrolle von der Auto-Grip-Achse abnehmer.
6 WARTUNG
6.1 Reinigung
Die Maschine muss regelmäßig gereinigt werden. Schmutz und Staub wirken sich auf das Ergebnis der Laminierprozesse negativ aus.

VORSICHT: Die Maschine nicht mit scheuernden Materialien reinigen. Dadurch konnen lackierte Flächen oder die Silikonbeschichtung der Walzen beschädigt werden.
Zum Reinigen ein feuchtes Tuch verwenden.

VORSICHT: Darauf achten, dass kein Wasser in die Gehäuse lauft. Dadurch konnen elektrische Schaltkreise beschädigt werden, wenn der Strom eingeschaltet wird.
Die Außenende der Maschine nach Bedarf mit einem feuchten Tuch reinigen. Bei Bedarf einen handelsüblichen Haushaltsreiniger zur Entfernung von hartnäckigen Schmutzstellen verwenden. Die Achsen und Gummibänder an der Maschine nach Bedarf reinigen.
6.1.1 Reinigen der silikonbeschichteten Walzen
Die Walzen müssen regelmäßig gereinigt werden, um Ablagerungen von Kleberresten zu vermeiden. Diese können langfristig die Walzen beschädigen.
Zum Entfernen von Staub oder Schmutz ein feuchtes, fusselfreies Tuch verwenden.
Kleberrückstände mit einem Silikonreinigungsblock von den Walzen entfernen.
Anm.:
Kleber lassst sich am einfachsten bei bereits Walzen entfernen.
Beim Reinigen der oberen Walzen eine Abfallplatte zwischen die Walzen legen, damit keine Kleberrückstände auf die unteren Walzen fallen.

ACHTUNG:
SICHERSTELLEN, DASS DIE WALZEN KALT SIND, WENN ALKOHOL ZUR REINIGUNG VERWENDET WIRD. ISOPROPYLALKOHOL IST LEICHT ENTZUNDLICH.
Schwierige Flecken können mithilfe von Isopropylalkohol (IPA) und einem fusselfreien Tuch entfernt werden.
Isopropylalkohol nicht direkt auf die Maschine geben.
6.2 Vorbeugende Wartung
Unsere Maschinen sind so konstruiert, dass abgesehen von der Reinigung nur eine geringfälligige vorbeugende Wartung notwendig ist.
Die folgenden Kontrollen müssen durchgeführt werden:
- Auto-Grip-Achsen mit Blockierbändern.
6.2.1 Auto-Grip-Achsen
Die Selfstgreifvorrichtung (Auto-Grip) an jeder Achse kontrollieren.
- Der Abstand (d) zwischen den Gummibändern und den Kanten der Vertiefung muss 8 ± 2,5 mm betragen (das Band damit die Schräge nicht berühren).
A
B
Abb. 22: Auto-Grip-Achse
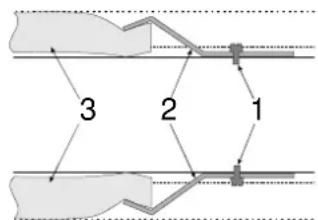
Wenn der Abstand nicht stimmt, wie folgt korrigieren:
Die Schelle (2) mit der Schraube (1) losen, bis das Band an einer Seite frei ist.
- Das Band um etwa 10mm (0.4 in.) kürzen.
- Das Ende des Bands wieder unter die Schelle (2)ziehen.
- Durch Festziehen der Schraube (1) befestigen.
6.3 Fehlersuche
Während der Verarbeitung konnen Falten im Bild (1) auf dem Einlauftisch (2) und im Prozessergebnis (4) auf dem Auslauftisch auftreten.
Die Abbildung unter zeigt eine Beispiele, die durch die Hauptwalzen (3) verursacht werden, und zeigt eine Lösung auf.
Warten, bis einige Meter verarbeitet wurden, bevor das Ergebnis bewertet wird.
Druck zu hoch
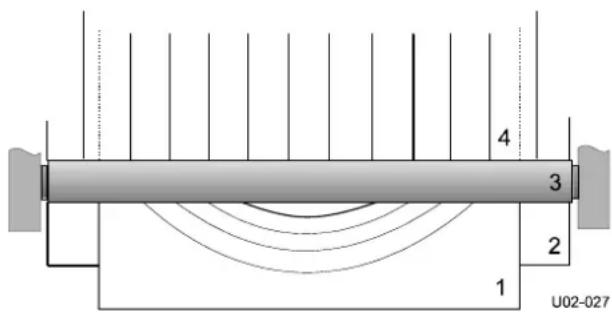
Abb. 23: Falten wegen zu hohen Drucks
- Den Walzendruck etwas verringn (5-10%).
Druck zu niedrig
Abb. 24: Falten wegen zu niedrigen Drucks
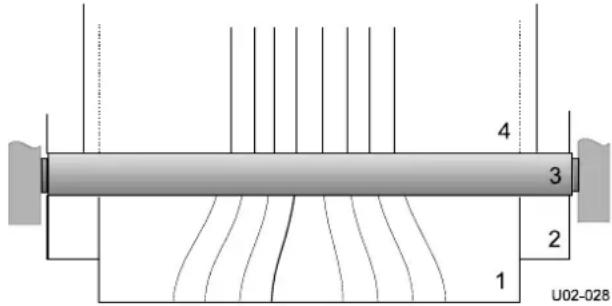
- Den Walzendruck etwas erhöhen (5-10%).
Abwickelspannung zu niedrig
Abb. 25: Falten wegen zu niedriger Abwickelspannung
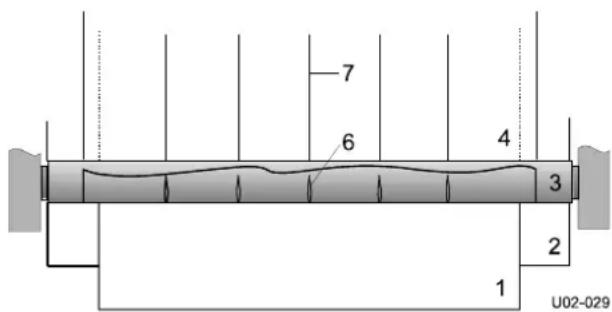
- Die Abwickelspannung erhöhen, bis die Falten (6) in der Folie auf den Walzen verschwinden. Die Linien (7) im Prozessergebnis verschwinden ebenso.
Fehler in der Walzenausrichtung
Abb. 26: Falten wegen falscher Walzenausrichtung
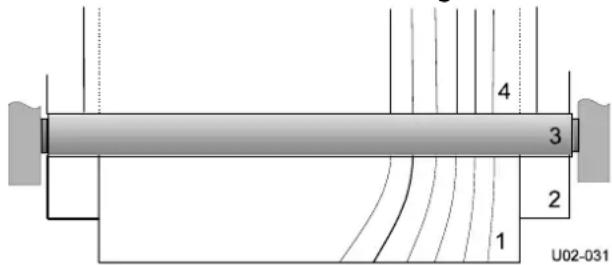
These Falten treten nur auf einer Seite auf (links oder rechts).
- Das ist ein Fehler in der Maschineneinstellung. Wenden Sie sich an ihren Handler für technische Unterstützung.
Materialrolen "springen"
In der Achsenstütze ist ein regelmäßiges Tickgeräusch zu horen.
- Achsenstütze (1) durch Hoch- und Herunterdrehen der Schraube mit einem Innensechskantschluss (2) verstehen.
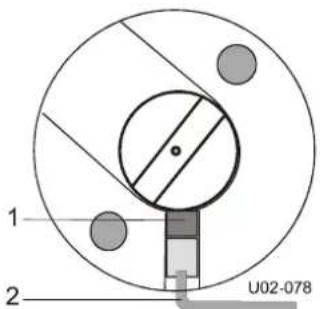
Abb. 27: Verstellen der Achenstütze
6.4 Technische Unterstützung
Für technische Unterstützung konnen Sie sich mit ihrem Handler in Verbindung setzen oder sich an die Adresse auf der Urheberrechtsseite am Anfang theses Handbuch's wenden.
Vor der Kontaktaufnahme wegen technischer Unterstützung sollen den Sie eine deutliche Beschreibung des Problems anfertigen.
Bitte haben Sie den Typ und die Seriennummer Ihrer Maschine zur Hand.
These Daten finden Sie auf dem Identifikationsschild ihrer Maschine auf der Rückseite des rechten Gehäuses.
7 GLOSSAR
Aufkleber
Ein Bild mit einer klebenden Rückseite.
Aufziehen
Das permanente Anbringen eines Bilds auf eine Grundplatte.
Doppelseitige Klebefolie
Klebefilm, der ein Bild selbstklebend macht. Auf der Seite, die das Bild berührt, hat der Träger eine Klebeschicht mit oder ohne Silikonpapier. Der Träger kann als Silikonpapier dieren oder mit einer zweiten (kalten) Klebeschicht und einem Silikonpapier ausgestattet werden.
Einfadeln
Das Beladen der Maschine mit Folie, wodurch sie einsatzbereit gemacht wird.
Einschweiten
Einschließlich eines Bilds zwischen zwei hitzeaktivierbaren Folien.
Hauptwalzen
Ein Satz von zwei silikonbeschiedten Walzen, die das eigentliche Verfahren durchführten.
Herstellen von Aufklebern
Auftragen von Laminat auf die Abbildungsseite und Kleber auf die Rückseite eines Bildes.
Laminat
Eine)dunne Folie aus durchsichtigem Material, die permanent auf ein Bild aufgetragen wird.
Laminieren
Auftragen einer dūnnen Folie aus durchsichtigem Material auf ein Bild.
Leerkern
Ein leerer Kartonzylinder, der übrig bleibt, wenn das ganze Material auf der Rolle verbraucht wurde.
Release-Platte
Dünne (Kunststoff-)Platte mit einer nichtklebenden Oberfläche auf beiden Seiten. Wird beim Einfadeln für Verfahren ohne Platten verwendet. Diese Platte kann mehrmals verwendet werden.
Rolle
Eine Achse, auf der eine Hülse mit Folie oder Silikonpapier aufgesetzt ist.
Silikonpapier
Eine Abdeckfolie, die die Klebeschicht eines Laminats oder einer doppelseitigen Klebefolie schützt. Sobald das Silikonpapier abgezogen wird, wird die Klebeschicht freigelegt.
Trägerplatte oder -schlitten
Eine Platte mit einer nichtklebenden Oberfläche, die beim Laminieren einer einzigen Seite eines Bildes verwendet wird.
Vorbeschachten
Das Beschichten eines Trägermaterials mit einer doppelseitigen Klebefolie, auf die ein Bild aufgezogen werden kann.
Vorspann
Ein Abfallstück einer festen Schaumstoffplatte mit den gleichen Abmessungen wie die zu verarbeitenden Platten wird verwendet, um die Folie in den Walzenspalt der Hauptwalzen zu führen und den Druck einzustellen.
Walze
Ein Teil des Hauptelements der Maschine, das das eigentliche Verfahren durchfuhrt (siehe Hauptwalzen).
Walzenspalt
Der Bereich, wo sich die obere und andere Hauptwalze gegenüber stehen, wird als "Walzenspalt" bezeichnet.

