
Protig 200 ACDC - Poste à souder GYS - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Protig 200 ACDC GYS au format PDF.

| Caractéristiques techniques | Poste à souder TIG AC/DC, courant de soudage de 200 A, tension d'alimentation 230 V, fréquence 50/60 Hz |
|---|---|
| Utilisation | Idéal pour la soudure de l'aluminium, de l'acier inoxydable et des alliages |
| Maintenance et réparation | Vérifier régulièrement les connexions électriques et nettoyer les buses de gaz |
| Sécurité | Utiliser des équipements de protection individuelle (EPI) appropriés, tels que des gants et un masque de soudage |
| Informations générales | Poids : 20 kg, dimensions : 50 x 30 x 40 cm, garantie de 2 ans |
FOIRE AUX QUESTIONS - Protig 200 ACDC GYS
Questions des utilisateurs sur Protig 200 ACDC GYS
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Protig 200 ACDC - GYS et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Protig 200 ACDC de la marque GYS.
MODE D'EMPLOI Protig 200 ACDC GYS
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modification ou maintenance non indiquée dans le manuel ne doit pas etre entreprise.
Tout dommage corporel ou materiel d'au une utilisation non conforme aux instructions de ce manuel ne pourra etre retenu a la charge du fabricant. En cas de probleme ou d'incertitude, consulter une personne qualifie pour manier correctement l'installation.
ENVIRONNEMENT
Ce materiel doit ettreuie quienment pour faire des operations de soudage dans les limites induees par la plaque signaletique et/ou le manuel. Il faut respecter les directives relatives a la securite. En cas d'utilisation inadqueate ou dangereuse, le fabricant ne pourra etre tenu responsable.
L installation doit etre utilise dans un local sans poussiere, ni acide, ni gaz inflammable ou autres substances corrosives de meme pour son stockage. S assurer d'une circulation d'air lors de l'utilisation.
Plages de température :
Utilisation entre -10 et +40^ (+14 et +104^)
Stockage entre -20 et +55^ (-4 et 131^ ).
Humidité de l'air :
Inférieur ou égal à 50 % à 40°C (104°F).
Inférieur ou égal à 90 % à 20°C (68°F).
Altitude :
Jusqu'à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTIONS INDIVIDuelles ET DES AUTRES
Le soudage à l'arc peut être dangereux et cause des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l'arc, de champs electromagnétiques (attention aux porteurs de pacemakers), de risque d'électrocution, de bruit et démanations gazeuses. Pour bien se protégé et protégé les autres, respecter les instructions de sécurité suivantes :

Afin de se proteger de brulures et rayonnements, porter des vetements sans revers, isolants, secs, ignifugés et en bon etat, qui couvrent l'ensemble du corps.

Utiliser des gants qui garantissent l'isolement électrique et thermique.

Utiliser une protection de soudage et/ou une cagoule de soudage d'un niveau de protection suffisant (variable selon les applications). Protégé les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois necessaire de delimiter les zones par des rideaux ignifugés pour protegger la zone de soudage des rayons de l'arc, des projections et des déchets incandescents.
Informer les personnes dans la zone de soudage de ne pas fixer les rayons de l'arc ni les pieces en fusion et de porter les vêtements adéquats pour se protégérer.

Utiliser un casque contre le bruit si le procedede soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne pourrait être tenu pour responsable en cas d'accident.

Les pieces qui viennent d'être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d'intervention d'entretien sur la torche ou le porté-electrode, il faut s'assurer que celui-ci soit suffisamment froid en attendant au moins 10 minutes avant toute intervention. Le groupe froid doit être allumé lors de l'utilisation d'une torche refroidie eau afin d'être sur que le liquide ne puisse pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter afin de protégé les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ

Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d'air est parfois nécessaire. Un masque à air frais peut-être une solution en cas d'aération insuffisante.
Vérifier que l'aspiration est efficace en la contrôle par rapport aux normes de sécurité.
Attention le soudage dans les environnementes réduits nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux contenant du plomb, cadmium, zinc ou mercury voire du beryllium peuvent être particulièrement nocifs.
Dégraisser également les pieces avant de les souder.
Les bouteilles doivent etre entropesés dans des locaux ouverts ou bien ares. Elles doivent etre en position verticale et maintainues a un support ou sur un chariot.
Le soudage doit être proscrit à proximé de graisse ou de peinture.
RISQUE DE FEU ET D'EXPLOSION

Protéger entièrement la zone de soudage, les matières inflammables doivent être éloignées d'au moins 11 mètres.
Un équipement anti-feu doit être present à proximé des opérations de soudage.
Attention aux projections de matieres chaudes ou d'etincelles, car meme a travers des fissures, elles peuvent etre source d'incendie ou d'explosion.
Eloigner les personnes, les objets inflammables et les containers sous pressions à distance de la sécurité suffisante.
Le soudage dans des containers ou des tubes fermés est à proscire et dans le cas où il sont ouverts, il faut les vider de toute matière inflammable ou explosive (huile, carburant, résidus de gaz...)
Les opérations de meulage ne doivent pas être dirigeées vers la source de courant de soudage ou vers des matières inflammables.
BOUTEILLES DE GAZ

Le gaz sortant des bouteilles peut etre source de suffocation en cas de concentration dans l'espace de soudage (bien ventiler).
Le transport doit etre fait en toute sccurite : bouteilles fermées et la source de courant de soudage eteinte. Elles doivent etre entropeses verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas etre en contact avec une flamme, un arc electrique, une torche, une pince de masse ou toutes autres sources de chaleur ou d'incandescence.
Veiller à la tener éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l'ouverture du robinet de la bouteille, il faut éloigner la tête de la robinetterie et s'assurer que le gaz utilisé est approprié au procédé de soudage.
SECURITE ELECTRIQUE

Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandaee sur le tableau signalétique.
Une décharge électrique peut être une source d'accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l'intérieur comme à l'extérieur de la source de courant sous-tension (Torches, pinces, cables, electrodes) car celles-ci sont branchées au circuit de soudage.
Avant d'ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes afin que l'ensemble des condensateurs soit déchargé.
Ne pas toucher en meme temps la torche ou le porte-electrode et la pince de masse.
Veiller à changer les cables et torches si ces derniers sont endommagés, par des personnes qualifiées et habitées. Dimensionner la section des cables en fonction de l'application. Toujours utiliser des vêtements secs et en bon état pour s'isoler du circuit de soudage. Porter des chaussures isolantes, què que soit le milieu de travail.
CLASSIFICATION CEM DU MATÉRIEL

Ce matériel de Classe A n'est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau public d'alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité electromagnetique dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.

Ce matériel n'est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des reseaux basse tension privés connectés au réseau public d'alimentation seulement au niveau moyen et haute tension. S'il est connecté à un réseau public d'alimentation basse tension, il est de la responsabilité de l'installateur ou de l'utiliser du matériel de s'assurer, en consultant l'opérateur du réseau de distribution, que le matériel peut être connecté.
ÉMISSIONS ÉLECTROMAGNETIQUES

Le courant électrique passant à travers n'importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés. Le courant de soudage produit un champ electromagnetique autour du circuit de soudage et du matériel de soudage.
Les champes electromagnétiques EMF peuvent perturber certains implants Médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection doivent être prises pour les personnes portant des implants Médicaux. Par exemple, restrictions d'accès pour les passants ou une évaluation de risque individuelle pour les soudeurs.
Tous les soudeurs doivent utiliser les procédures suivantes afin de minimiser l'exposition aux champes electromagnétiques provenant du circuit de soudage :
- positionner les câbles de soudage ensemble - les fixer avec une attache, si possible;
- se positionner (torse et tête) aussi loin que possible du circuit de soudage;
- ne jamais enrouler les câbles de soudage autour du corps;
ne pas positionner le corps entre les cables de soudage. Tener les deux cables de soudage sur le meme cote du corps; - raccorder le cable de return à la piece mise en œuvre aussi proche que possible à la zone à souder;
ne pas travailler a cote de la source de courant de soudage, ne pas s'assoir dessus ou ne pas s'y adosser; - ne pas souder lors du transport de la source de courant de soudage ou du dévidoir.

Les porteurs de stimulateurs cardiaques doivent consulter un medecin avant d'utiliser ce matériel.
L'exposition aux champs electromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connait pas encore.
DES RECOMMANDATIONS POUR ÉVALUER LA ZONE ET L'INSTALLATION DE SOUDAGE
Généralités
L'utilisateur est responsable de l'installation et de l'utilisation du matériel de soudage à l'arc suivant les instructions du fabricant. Si des perturbations electromagnétiques sont déteées, il doit être de la responsabilité de l'utilisateur du matériel de soudage à l'arc de résoudre la situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu'une mise à la terre du circuit de soudage. Dans d'autres cas, il peut être nécessaire de construire un écran electromagnétique autour de la source de courant de soudage et de la piece entière avec montage de filtres d'entrée. Dans tous les cas, les perturbations electromagnétiques doivent être réduites jusqu'à ce qu'elle ne soient plus génantes.
Évaluation de la zone de soudage
Avant d'installer un matériel de soudage à l'arc, l'utilisateur doit évaluer les problèmes electromagnétiques potentiels dans la zone environnante. Ce qui suit doit être pris en compte:
a) la presence au-dessus, au-dessous et à côté du matériel de soudage à l'arc d'autres cables d'alimentation, de commande, de signalisation et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple,emploi de stimulateurs cardiaques ou d'appareils contre la surdite;
f) du matériel utilisé pour l'étalonnage ou la mesure;
g) l'immunité des autres matériels présents dans l'environnement.
L'utilisateur doit s'assurer que les autres matériels utilisés dans l'environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires;
h) l'heure du jour où le soudage ou d'autres activités sont à exécuter.
La dimension de la zone environnante a prendre en compte depend de la structure du bateau et des autres activités qui s'y déroulement. La zone environnante peut s'etendre au-delà des limites des installations.
Évaluation de l'installation de soudage
Outre l'evaluation de la zone, l'évaluation des installations de soudage à l'arc peut servir à déterminer et résoudre les cas de perturbations. Il convient que l'évaluation des émissions comprende des mesures in situ comme cela est spécifique à l'Article 10 de la CISPR 11. Les mesures in situ peuvent également permettre de confirmer l'efficacité des mesures d'atténuation.
RECOMMANDATION SUR LES MÉTHODES DE RÉDUCTION DES ÉMISSIONS ÉLECTROMAGNETIQUES
a. Rseau public d'alimentation: Il convient de raccorder le materiel de soudage a l'arc au reseau public d'alimentation selon les recommandations du fabricant. Si des interfences se produisent, il peut etre necessaire de prender des mesures de prévention supplémentaires telles que le filtrage du reseau public d'alimentation. Il convient d'envisager de blinder le cable d'alimentation dans un conduit metallique ou équivalent d'un materiel de soudage a l'arc installededemeure. Il convient d'assurer la continuite electrique du blindage sur toute sa longueur. Il convient de raccorder le blindage à la source de courant de soudage pour assurer un bon contact electrique entre le conduit et I'enveloppe de la source de courant de soudage.
b. Maintenance du matériel de soudage à l'arc : Il convient que le matériel de soudage à l'arc soit soumis à l'entretien de routine suivant les recommendations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verruillés lorsque le matériel de soudage à l'arc est en service. Il convient que le matériel de soudage à l'arc ne soit modifié en aucune façon, hormis les modifications et réglages mentionnés dans les instructions du fabricant. Il convient, en particulier, que l'éclateur d'arc des dispositifs d'amorce et de stabilisation d'arc soit régèle et entretenu suivant les recommendations du fabricant.
c. Cables de soudage : Il convient que les cables soient aussi courts que possible, places l'un pres de l'autre a proximite du sol ou sur le sol.
d. Liaison equipotentielle : Il convient d'envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques reliés à la pierce à souder accroissant le risque pour l'opérateur de chocs électriques s'il touche à la fois ces éléments métalliques et l'électrode. Il convient d'isoler l'opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n'est pas reliée à la terre pour la sécurité électrique ou en raison de ses dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes metalliques de bâtiments, une connexion raccordant la pièce à la terre peut, dans certains cas, et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d'autres matériels électriques. Si nécessaire, il convient que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n'autorisant pas cette connexion directe, il convient que la connexion soit faite avec un condensateur approprié choisi en fonction des réglements nationsales.
f. Protection et blinding: La protection et le blinding selectifs d'autres cables et matériels dans la zone environnante peuvent limiter les problèmes de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE

La source de courant de soudage est equipée d'une (de) poignée(s) permettant le portage à la main. Attention à ne pas sous-evaluer son poids. La (les) poignée(s) n'est (ne sont) pas considérée(s) comme un moyen d'élingage.
Ne pas utiliser les cables ou torche pour déplacer la source de courant de soudage. Elle doit être déplaced en position verticale.
Ne pas faiser transiter la source de courant au-dessus de personnes ou d'objets.
Ne jamais soulever une bouteille de gaz et la source de courant en même temps. Leurs normes de transport sont distinctes.
INSTALLATION DU MATÉRIEL
- Mettre la source de courant de soudage sur un sol dont l'inclinaison maximum est de 10^ .
- La source de courant de soudage doit être à l'abri de la pluie battante et ne pas être exposée aux rayons du soleil.
- Prévoir une zone suffisante pour aérer la source de courant de soudage et acceder aux commandes.
- Ne pas utiliser dans un environnementment responsable des poussières métalliques conductrices.
-
Le matériel est de degré de protection IP21, significant :
-
une protection contre l'accès aux parties dangereuses des corps solides de diam >12.5 mm et,
-
une protection contre les chutes verticales de gouttes d'eau
-
Les cables d'alimentation, de rallonge et de soudage doivent être totalement déroulés afin d'éviter toute surchauffe.
Avertissement: Une augmentation de la longueur de la torche ou des cables de return au-delà de la longueur maximale prescrite par le fabricant augmentera le risque de chic électrique.

Le fabricant n'assure aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et de l'erreuse de ce matériel.
ENTRETIEN / CONSEILS

L'entretien ne doit etre effectue que par une personne qualifiee. Un entretien annuel est conseille.
- Couper l'alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l'intérieur, les tensions et intensités sont élevées et dangereuses.
- Regulierement, enlever le capot et depoussierer à la soufflette. En profiter pour faire vérifier la tenue des connexions electriques avec un outil isolé par un personnel qualifié.
- Contralr regulierement l'etat du cordon d'alimentation. Si le cable d'alimentation est endommagé, il doit etre remplace par le fabricant, son service après-vente ou une personne de qualification similaire, afin d'eviter tout danger.
Laisser les ouies de la source de courant de soudage libres pour I'entree et la sortie d'air.
- Ne pas utiliser cette source de courant de soudage pour dégeler des canalisations, recharger des batteries/accumulateurs ou démarrer des moteurs.
Seul le personnel experimenté et habilité par le fabricant peut effectuer l'installation. Pendant l'installation, s'assurer que le générateur est déconnecté du réseau. Les connexions en série ou en parallelle de générateur sont interdites. Il est recommendé d'utiliser les cables de soudage fournis avec l'appareil afin d'obtenir les réglages optimum du produit.
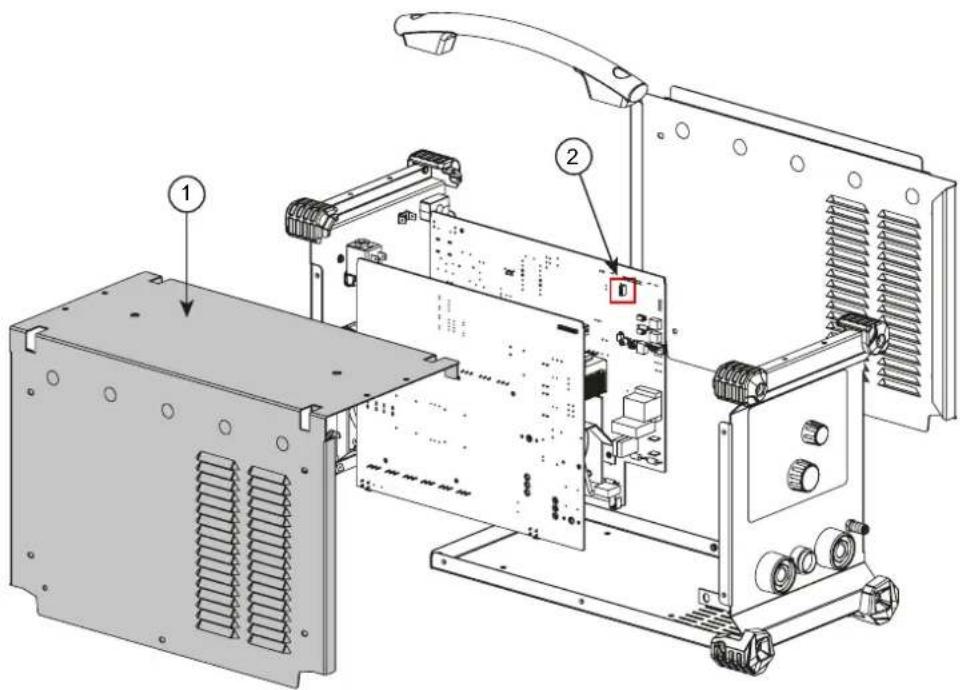
DESCRIPTION DU MATÉRIEL (FIG-1)
Ce matériel est une source de courant de soudage Inverter pour le soudage à l'électrode réfractaire (TIG) en courant continu (DC) ou alternatively (AC) et le soudage à electrode enrobée (MMA).
Le procédé TIG requiert une protection gazeuse (Argon).
Le procédé MMA permet de souder tout type d'électrode : rutile, basique, inox et fonte.
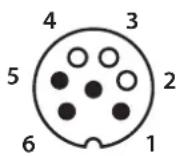
1-Douille de Polarité Positive 5- Clavier ^+ boutons incrementaux
2- Connecteur gachette 6-Cable d'alimentation
3-Douille de Polarité Négative 7-Raccord gaz
4- Connectique gaz de la torche
ALIMENTATION - MISE EN MARCHE
Le Protig 200 AC/DC est livre avec une prise 16 A de type CEE7/7 et doit être branché sur une installation électrique monophasée (50 - 60 Hz) à trois fils avec un neutre relié à la terre.
Le courant effectif absorbé (I1eff) est indiqué sur l'appareil, pour les conditions d'utilisation maximes. Vérifier que l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut être nécessaire de changer la prise pour permettre une utilisation aux conditions maximes.
Lappareil se met en protection si la tension d'alimentation est supérieure a 265 V. Pour indiquer ce defaut, l'afficheur indique U51. Une fois en protection, debrancher l'appareil et le rebrancher sur une prise delivrant une tension correcte.
- Comportement du ventilateur : En mode MMA, le ventilateur fonctionne en permanence. En mode TIG, le ventilateur fonctionne uniquement en phase de soudage, puis s'arrête après refroidissement complet du générateur.
Le disposif d'amorage et de stabilisation de l'arc est concu pour un fonctionnement manuel et a guidage mecanique.
BRANCHEMENT SUR GROUPE ÉLECTROGÉN
Ces sources de courant de soudage peuvent fonctionner avec des groupes électrogènes, sous réserve que la puissance auxiliaire réponde aux exigences suivantes :
-
La tension doit être alternative, régée comme spécifiée et de tension crête inférieure à 400 V,
-
La fréquence doit être comprise entre 50 et 60 Hz.
I est impératif de vérifier ces conditions, car de nombreux groupes électrogènes produit des pics tension pouvant endommager la source de courant de soudage.
UTILISATION DE RALLONGE ELECTRIQUE
Toutes les rallonges doivent avoir une longueur et une section appropriées à la tension du matériel. Veiller à utiliser une rallonge conforme aux réglementations nationales.
| Tension d'entrée | Longueur - Section de la rallonge | |
| < 45 m < 100 m | ||
| 230 V 2.5 mm² | ||
RACCORDEMENT GAZ
Les PROTIG sont équipés de raccords. Utiliser les adaptateurs livrés d'origine avec le générateur.
ACTIVATION DE LA FONCTION VRD (VOLTAGE REDUCTION DEVICE)
Ce dispositif permet de proteger le soueur. Le courant de soudage est delivrse seulement quand I'electrode est en contact avec la piece (resistance faible). Dss que I'electrode est retirée, la fonction VRD abaisse la tension a une valeur tres faible.
La fonction VRD est d'origine désactivée. Celle-ci peut néanmoins être activée au moyen d'un interrupteur ON/OFF situé sur la carte de commande des générateurs. Pour y acceder, suivre les étapes ci-dessous :
1. DECONNECTER LE PRODUIT DE L'ALIMENTATION ÉLECTRIQUE AVANT Toute MANIPULATION.
- Retirer les vis afin de retarder le capot du générateur (n^1)
- Repérer l'interrupteur sur la carte principale (encadré rouge sur schéma ci-dessous - n° 2).
- Basculer l'interrupteur situé sur cette carte principale.
- La fonction VRD est activée.
- Revisser le capot du générateur.
- Sur l'interface (IHM), la LED de la fonction VRD est allumée : VRD

Pour désactiver la fonction VRD, il suffit de basculer de nouveau l'interrupteur situé sur la carte principale sur OFF. La LED VRD sur l'IHM du poste s'éteint.
AFFICHAGE DES VERSIONS LOGICIELLES
Lorsque le générateur est branché sur secteur, l'afficheur indique les nombres des versions logicielles de la puissance et de IHM.
| Fonctions Pictogrammes MMA TIG DC TIG AC Commentaires | |||||
| Mise en veille/ Sortie de veille | PulseSpotMMA Pulse | ··· | Bouton permettant la mise en veille et la sortie de veille du produit. | ||
| Sous-Procédés de soudage | ··· | En procédé MMA : permet d'accéder au mode " MMA Pulsé". En TIG DC : permet d'accéder au mode " Pulsé " ou " Spot". | |||
| AC/DC · · | E | Permet de sélectionner entre TIG " DC ", TIG " AC " et TIG " AC - Easy " | |||
| AC | · | Permet de sélectionner le paramètre à régler entre " Frequency", " Balance " et " Electrode ". | |||
| - Sélection affichage A/V - Accès Menu caché | · | · | Par défaut, le courant de consigne s'affiche sur l'IHM. Àprouès soudage (MMA et TIG DC), la valeur qui s'affiche en clignotant est la mesure du courant de soudage. Un appui sur ce bouton permet d'afficher la tension de soudage mesurée. | ||
| JOB · · · | JOB | Permet de rappeler, créé et supprimer un job. Se référer à la section JOB pour plus d'informations. | |||
| Pré-Gaz · · | Réglage du temps de Pré-Gaz. Ce temps correspond au temps de purge de la torche et de création de la protection gazeuse avant amortçage. | ||||
| Courant de montée · · · | Rampe de montée de courant. | Ramppe de montée de courant. | Ramppe de montée de courant. | Ramppe de montée de courant. | Ramppe de montée de courant. |
| Fréquence Pulse • Réglage de la fréquence de pulsation (TIG AC/DC) | |||||
| Courant froid • • | % I | Réglage du courant froid en mode pulsé (TIG) Réglage de l'Arc Force (MMA). | |||
| Evanouisseur • Réglage de la rampe de descente du courant. | |||||
| Post-Gaz • | Réglage du temps de Post-Gaz. Ce temps correspond à la durée de maintainen de la protection gazeuse après extinction de l'arc. Il permet de protégger la piece ainsi que l'électrode contre les oxydations. | ||||
FONCTIONNEMENT DE L'IHM ET DESCRIPTION DE SES BOUTONS
- Bouton Mise en veille / sortie de veille
Cette touche est utilisée pour activer ou sorting l'appareil du mode veille. L'activation du mode veille n'est pas possible lorsque le poste est en condition de soudage.
- Bouton de selection du procédé de soudage
Cte t f d . h e i t : TIG HF / TIG LIFT / MMA. La LED indique le proceded selectionne.
Note : le procédé sélectionné par défaut au démarrage du poste correspond au dernier procédé utilisé avant la dernière mise en veille ou mise hors tension.
- Bouton de selection du mode de gachette
Cette tuee peet de configuer le mode dutilisation de la gachette de la torche. Chque appui successif engendre le basculment entre les modes suivants : 2T / 4T / 4T LOG. La LED indique le mode selectionne.
Note : le mode gâchette sélectionné par défaut au démarrage du poste correspond au dernier mode utilisé avant la dernière mise en veille ou mise hors tension. Pour en savoir plus, se référer à la section " Torches compatibles et comportements gâchettes".
- Bouton de sélection des sous-procedés
Cette tue pemt la selection du "Sous-procede". Chaque appui successif engendre le basculment entre les sous-procedes suivants : PULSE / SPOT (uniquement en mode TIG) / MMA PULSE (uniquement en mode MMA). La LED indique le sous-procede selectionne.
Le mode SPOT n'est pas accessible en configuration gachette 4T & 4T Log et en mode de soudage MMA PULSE.
Le sous-procedé sélectionné par défaut au démarrage du poste correspond au dernier sous-procedure utilisé avant la première mise en voille ou mise hors tension.
- Bouton de selection du courant AC ou DC
Cette tuee per met de sioctionner te type de courant lorsque le proced TIG est activé. Chaque appui successif engendre le basculment entre les modes suivants : DC / AC / AC - Easy. La LED indique le proced selectionne.
Note : le procédé sélectionné par défaut au démarrage du poste correspond au dernier procédé utilisé avant la dernière mise en veille ou mise hors tension.
Codeur incremental principal
Par défaut, le codeur incrémental permet le réglage du courant de soudage. Il est également utilisé pour régler les valeurs d'autres paramétres qui sont alors sélectionnés via les touches qui y sont associées. Une fois le réglage du paramètre terminé, il est possible de réappuyer sur la touche du paramètre qui vient d'être réglo pour que le codeur incrémental soit à nouveau lie au réglage du courant. Il est également possible d'appuyer sur une autre touche liée à un autre paramètre pour procéder à son réglage. Si aucune action n'est effectuee sur l'ihm pendant 5 secondes, le codeur incrémental se retrouve de nouveau lie au réglage du courant de soudage. Fréquence de TIG AC (Hz).
Le réglage du Pré-Gaz se fait par un appui et un relachement du bouton de Pré-Gaz puis en actionnant le codeur incrémental principal. La valeur de Pré-Gaz augmente lorsque le codeur incrémental est actionné dans le sens horsaire et diminuè lorsqu'il est actionné dans le sens antihoraire. Une fois le réglage effectué, il est possible de réappuyer et relâcher le bouton de Pré-Gaz pour que le codeur incrémental principal soit à nouveau lié au réglage du courant ou d'attendre 5 secondes. Le pas de réglage est de 0,1 sec. La valeur minimale est de 0 sec. et la valeur maximale est de 20 sec.
Le réglage du Post-Gaz se fait par un appui et un relâchement du bouton de Post-Gaz puis en actionnant le codeur incrémental principal. La valeur de Post-Gaz augmente lorsque le codeur incrémental est actionné dans le sens horaire et diminuè lorsqu'il est actionné dans le sens antihoraire. Une fois le réglage effectué, il est possible de ré appuyer et relâcher le bouton poussoir de Post-Gaz pour que le codeur incrémental principal soit à nouveau lié au réglage du courant ou d'attendre 5 secondes. Le pas de réglage est de 0,1 sec. La valeur minimale est de 0 sec et la valeur maximale est de 20 sec.
- Bouton de réglage du courant de montée ou "Up Slop"
Le réglage de la rampe de montée de courant se fait par un appui et un relâchement du bouton de la rampe de montée de courant puis en actionnant le codeur incrémental principal. La valeur de la rampe de montée de courant augmente lorsque le codeur incrémental est actionné dans les sens horsaire et diminue lorsqu'il est actionné dans les sens anithoraire. Une fois le réglage effectué, il est possible de ré appuyer et relâcher le bouton poussoir de la rampe de montée de courant pour que le codeur incrémental principal soit à nouveau lié au réglage du courant ou d'attendre 5 secondes. La valeur minimale est de 0 sec et la valeur maximale est de 20 sec.
Codeur incremental de reglage de I'evanouisseur ou "Down Slop
Le codeur incremental "Down-Slop" permet de regler la valeur de l'évanouissement du courant (incrémentation dans le sens horsaire et dépréntation dans le sens antihoraire). La valeur est visible sur l'afficheur 7 segments et reste affichée pendant 5 secondes si une action sur le codeur incrémental est effectué. La valeur minimale est de 0 sec et la valeur maximale est de 20 sec.
- Bouton de réglage du courant froid
Lorsqu'un des 2 procedés "TIG HF" ou "TIG LIFT" est selectionné, la touche de réglage de courant froid permet d'ajuster la valeur du courant froid (uniquement en configuration gachette 4T Log). La valeur peut-être ajustée entre 20 % et 80 % du courant de soudage. Le pas d'incrémentation est de 1 %. Cette valeur est également rétable dans les procedés " TIG DC Pulse " et " MMA Pulse".
En mode MMA, l'Arc Force se règle de -10 à +10 (-10 → pas d'Arc Force, de -9 à +10 → réglage de l'Arc Force possible).
Bouton " AC "
Utilisation du bouton " AC " en mode " AC - Easy " : Un appui sur ce bouton permet d'acceder au réglage du diamètre de l'électrode tungstène. Le réglage de ce paramètre se fait de la manière suivante :
-
Appuyer sur la touche " AC ",
-
Dans les 3 secondes qui suive, actionner le codeur incrémental. Une rotation horsaire de ce codeur entraine une augmentation du diamètre de l'électrode et une rotation antihoraire entraine une diminution de la valeur du diamètre de l'électrode. La valeur de l'électrode sélectionnée est visible sur les LED de l'THM situées en dessous du mode AC Easy.
-
Une fois le réglage effectué, après 5 secondes passées sans activer le codeur incrémental, celui-ci se retrouve de nouveau lié au réglage du courant.
Utilisation du bouton " AC " en mode " AC " : Un appui sur ce bouton permet de selectionner et de regler les parametes de " Balance " et de " Frequency " (la LED associée s'allume en fonction du parametre selectionné). Le codeur incrémental agit sur la valeur de ces 2 paramètres et doit être actionné dans les 5 secondes. Au-delà, le générateur affichera de nouveau le courant de soudage.
- Réglage de la fréquence en TIG AC (Frequency)
Le réglage de la fréquence du courant de soudage en TIG AC est de 20 Hz à 200 Hz.
- Réglage de la balance en TIG AC (Balance)
Le reglage de la balance pour le soudage en TIG AC s'échelonne de 20 % à 60 %. Le pas d'incrémentation est de 1 %.
Note : La touche " AC " n'est pas active en mode " DC ".
- Réglage du diamètre d'électrode (Electrode)
Le réglage du diamètre d'électrode permet d'ajuster le courant d'amorçage.
MENUCACHE
Un menu caché est accessible pour chacun des procédés de soudage : TIG DC, TIG AC et MMA. Grace à ce mode il est possible de régler des paramétres supplémentaires pour chacun de ces procédés.

Les changements de valeurs des paramétres accessibles dans le menu cache sont conservés lors de la sauvegarde d'un job.
Accessibilité, navigation et réglages dans le mode cache :
TIG DC et TIG AC :
L'accès au menu cache se fait par un appui pendant 3 secondes sur le bouton (V).
Le poste affiche alors "ISA". En tournant le codeur principal, il est possible d'avoir accès à "TSA", "ISO", "TSO" and "ESC".
Pour acceder au reglage de ces parametes, il faut appuyer une nouvelle fois sur le bouton A/V.
- ISA : Paramétrer le courant de démarrage. Il se règle en pourcentage de la consigne de courant de soudage. Le réglage peut se faire entre 10% et 200%. La validation du réglage se fait par un appui sur le bouton A/V.
- TSA : Paramétrer le temps pendant lequel dure le courant de démarrage. Ce temps est régiable de 0s à 10s. La validation du réglage se fait par un appui sur le bouton A/V.
- ISO : Paramétrre le courant de fin de soudage. Il se regle en pourcentage de la consigne de courant de soudage. Le réglage peut se faire entre 10% et 100%. La validation du réglage se fait par un appui sur le bouton A/V.
- TSO : Paramétrer le temps pendant lequel durable le courant de fin de soudage. Ce temps est régiable de 0s à 10s. La validation du réglage se fait par un appui sur le bouton A/V.
- ESC : Pour sortir du menu cache via un appui sur le bouton A/V. La sortie du mode cache peut aussi se faire en attendant trois secondes après réglage d'un paramètre du mode cache. L'afficheur de l'THM revient alors au réglage de la consigne de courant de soudage.
MMA:
L'accès au menu cache se fait par un appui pendant 3 secondes sur le bouton (A V).
Le poste affiche alors "HST". En tournant le codeur principal il est possible d'avoir accès à "AST" et "ESC".
HST : Parametrr la durée du HotStart. Ce temps est reglable de 0s à 10s. La validation du réglage se fait par un appui sur le bouton A/V.
- AST: Activer ou désactiver l'Antisticking en seLECTIONnant "ON" ou "OFF". La validation du réglage se fait par un appui sur le bouton A/V.
- ESC : Pour sortir du menu cache via un appui sur le bouton A/V. La sortie du menu cache peut aussi se faire en attendant trois secondes après réglage d'un paramètre du mode cache. L'afficheur de l'IHM revient alors au réglage de la consigne de courant de soudage.
SOUDAGE A L'ÉLECTRODE ENROBÉE (MODE MMA)
BRANCHEMENT ET CONSEILS
- Brancher le porte-électrode et la pince de masse dans les connecteurs prévus à cet effet en veillant à respecter les polarités et intensités de soudage indiquées sur les boites d'électrodes.
Retirer l'electrode enrobée du porte-electrode lorsque la source de courant de soudage n'est pas utilisée. -
Les apparèils sont munis de 3 fonctionnalités spécifiques aux Inverters :
-
L'Hot Start procure une surintensité en début de soudage afin d'éviter le collage.
L'Arc Force delivre une surintensite qui evite le collage lorsque I'electrode rentre dans le bain. - L'Anti-Sticking permet de décoller facilement l'électrode sans la faire rougir en cas de collage.
MMA PULSE
Ce mode de soudage MMA Pulsé convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement " de sapin ", autrement dit un déplacement triangulaire difficile. Grace au MMA Pulsé, il n'est plus nécessaire de faire ce mouvement, car selon l'épaisseur de la piece, un déplacement droit vers le haut peut suffire. Si toutes les bain de fusion doit être élargi, un simple mouvement lésimalier au soudage à plat suffit. Ce procédé offre ainsi une plus grande maitrise de l'opération de soudage vertical. La fréquence de pulsation est régiable de 1 Hz à 20 Hz.
SOUDAGE A L'ÉLECTRODE TUNGSTÉNE SOUS GAZ INERTE (MODE TIG)
BRANCHEMENT ET CONSEILS
- Le soudage TIG DC et TIG AC requiert une protection gazeuse (Argon).
- Brancher la pince de masse dans le connecteur positif (+). Brancher le cable de puissance de la torche dans le connecteur négatif (-) ainsi que la connectique de commande de la torche et le gaz.
Sassr que les differents elements qu comosent la torche sont bien prsents (pince-etau, suppor collet, diffuseur et buse) et qils sont en bon etat.
Lechoix de l'electrode est a defini en fonction du courant de soudage TIG DC ou AC.
AFFUTAGE DE L'ÉLECTRODE
Pour un fonctionnement optimal, il est conseilé d'utiliser une electrode affuée de la maniere suivante :
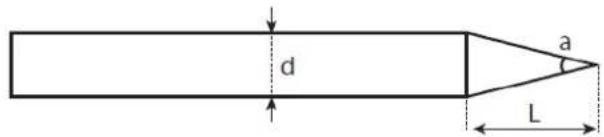
a = 0.5 mm
L = 3 × d pour un courant faible.
L = d pour un courant fort.
CHOIX DU DIAMÉTRE DE L'ÉLECTRODE
| Ø Électrode(mm) | TIG DC TIG AC | |||
| Tungstène pur Tungstène | avec oxydes Tungstène pur Tungstène | ngstène avec oxydes | ||
| 1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A | ||||
| 1.6 60 > | 150 A 60 > 150 A 45 > 90 A 60 > | 125 A | ||
| 2 75 > | 180 A 100 > 200 A 65 > 125 A 85 > | 160 A | ||
| 2.5 130 > | 230 A 170 > 250 A 80 > 140 A | 120 > 210 A | ||
| 3.2 160 > | 310 A 225 > 330 A 150 > 190 A | 150 > 250 A | ||
| 4 275 > | 450 A 350 > 480 A 180 > 260 A | 240 > 350 A | ||
| ~ 80 A par mm de Ø ~ 60 A par mm de Ø | ||||
CHOIX DU TYPE D'AMORCAGE
TIG HF : amortage haute fréquence sans contact de l'électrode tungstène sur la piece.
TIG LIFT : amortage par contact (pour les environnements sensibles aux perturbations HF).
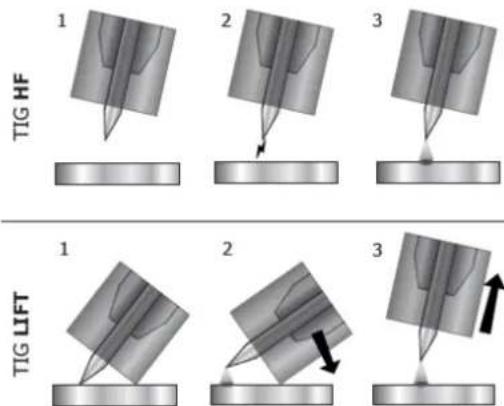
- Placer la torche en position de soudage au-dessus de la pierce (écart d'environ 2-3 mm entre la pointe de l'électrode et la pierce).
- Appuyer sur le bouton de la torche (l'arc est amorcé sans contact à l'aide d'impulsions d'amorce haute tension HF).
-
Le courant initialedsoudage circule,la soudure se poursuit selon le cycle de soudage.
-
Positionner la buse de la torche et la pointe de l'electrode sur la piece et actionner le bouton de la torche.
- Incliner la torche jusqu'à ce qu'un écart d'environ 2-3 mm sépare la pointe de l'électrode de la pierce. L'arc s'amorce.
- Remetre la torche en position normale pour debuter le cycle de soudage.
LES PARAMÉTRAGES DU PROCÉDETIG
Le TIG DC est dédié au soudage des métaux ferreux tels que l'acier, l'acier inoxydable mais aussi le cuivre et ses alliages, le titane.
Le TIG AC est dédié au soudage de l'aluminium et de ses alliages.
LE SOUDAGE TIG DC
TIG DC - Standard
Le procédé de soudage TIG DC Standard permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l'acier, l'acier inoxydable mais aussi le cuivre et ses alliages, le titan... Les nombreuses possibités de gestion du courant et du gaz permettent une maitrise parfaite des opérations de soudage, de l'amorce, jusqu'à refroidissement final du cordon de soudure.
TIG DC - Pulse
Ce mode de soudage à courant pulsé enchaine des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible (I_Froid, impulsion de refroidissement de la pierce). Ce mode pulsé permet d'assembler les pieces tout en limitant l'élevation en température. Il est notamment préconisé pour l'assemblage de pieces de faibles épaiseurs.
Ex.: Le courant de soudage I est reglé à 100 A et % (I_Froid) = 50 %, soit un courant Froid = 50 % × 100 A = 50 A. F(Hz) est reglé à 10 Hz, la période du signal sera de 1/10 Hz = 100 ms. Au cours de ces 100 ms, une impulsion à 100 A puis une autre à 50 A sesuccéderont.
Lechoixde la fréquence:
Si faible épaisseur sans apport (< 0.8mm) F(Hz) > 10~Hz,
- Soudage en position, alors F( Hz) 5 < 100 Hz .
Le réglage de la fréquence en TIG DC pulse se fait par un appui et un relachement du bouton de réglage de la fréquence du pulse puis en actionnant le codeur incrémental principal. La valeur de cette fréquence augmente lorsque le codeur incrémental est actionné dans le sens horaire et diminuè lorsqu'il est actionné dans le sens antihoraire. Cette fréquence s'échelonne entre 0,1 Hz et 900 Hz.
Une fois le réglage effectué, appuyer de nouveau sur la touche de réglage de cette fréquence ou attendre 5 secondes pour que le générateur revienne au menu principal. Le soudage en DC pulé est accessible pour les procédés " TIG HF " et " TIG LIFT " et les modes de gâchette " 2T " et " 4T "
LE SOUDAGE TIG AC
TIG AC - Easy
Ce mode permet une utilisation rapide du soudage en AC via le réglage du diamètre de l'électrode (la valeur sélectionnée est indiquée via les différentes LED générées sur l'THM). Dans ce mode, les réglages des paramètres "Balance" et "Frequency" sont figés. Le choix du diamètre de l'électrode impacte les valeurs du courant de soudage et du décapage de la manière suivante :
| Diamètre electrode I | min | Imax | Décapage / Balance |
| 1,6 mm 10 A 80 A 30 % | |||
| 2,4 mm 45 A 120 A | 37 % | ||
| 3,2 mm 60 A 180 A | 43 % | ||
| 4,0 mm 75 A 200 A | 50 % | ||
Dans ce mode, la valeur de la fréquence est liée à la valeur du courant de soudage de la manière suivante :
| Courant (A) Fréquence (Hz) | |
| 10 > 40 117 | |
| 41 > 90 100 | |
| 91 > 140 79 | |
| 141 > 170 70 | |
| 171 > 200 60 | |
TIG AC - Standard
Ce mode de soudage TIG AC Standard est dédié au soudage de l'aluminium et de ses alliages (Al, AlSi, AlMg, AlMn...). Le courant alternatif (AC) intègre une phase de décapage indispensable pour le soudage de l'aluminium.
La balance : Elle permet de découvert la piece lors du soudage. Elle est régliable entre 20% et 60%.
La fréquence : la fréquence permet d'ajuster la concentration de l'arc. Une fréquence haute génére un arc concentré. Une fréquence faible engendre un arc plus large.

Fréquence haute Fréquence faible

La caractéristique Courant - Fréquence : En AC, la valeur du courant de soudage et sa fréquence sont liées par la fonction ci-dessous :
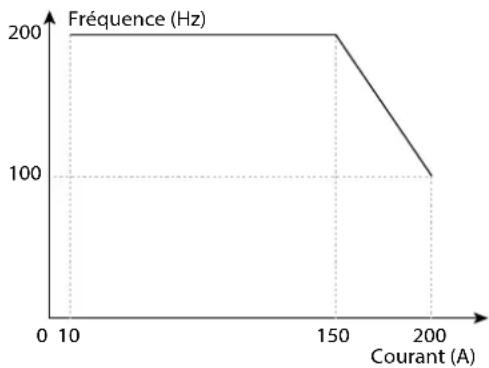
Courant en AC en fonction de la Fréquence
- Entre 10 A et 150 A, la fréquence max est 200 Hz.
- Entre 150 A et 200 A, la fréquence max décroit de 200 Hz à 100 Hz.
TIG AC - Pulsé
La fonction Pulsé est disponible en TIG AC - Easy et TIG AC - Standard. La fréquence de pulsation est régiable de 0,1 Hz à 20 Hz.
Le pointage TIG DC ou AC
Le mode "SPOT" permet le préassemblage des pieces par pointage. L'ajustement du temps de pointage permet une(Meilleure reproductibilité et la réalisation de points non oxydés.Par défaut, lorsque le mode "SPOT" est selectionné, le début et la fin du soudage se font à la gachette.Cependant, le bouton () et le codeur principal permettent à l'utiliser d'affiner ce temps. Le temps de ce mode de pointage "SPOT" est reglable de 0,1 sec.à 25 sec. par pas d'incrémentation de 0,1 sec. Le début du soudage se fait alors à la gachette. Pour revenir à un temps de spot non defini, il suffit de selectionner 0,0s
GESTION DES JOBS
Les paramètres en cours d'utilisation sont automatiquement sauvégardés et rappelés au prochain allumage. En plus des paramètres en cours, il est possible de sauvégarder et rappeler des configurations dites " JOB". Le bouton " JOB" permet d'enregistrer, de rappeler ou de supprimer une configuration. 30 Jobs sont mémorables par procédé de soudage.
Rappel de job
- En dehors du fait ne pas etre en cours de soudage, le rappel d'un job ne nécessite pas de condition initiale particuliere, - Effectuer un appui court (ne depassant pas 2 sec.) sur le bouton " JOB ",
- L'indication " OUT " apparait sur l'afficheur de l'THM,
- Avec le codeur incremental, selectionner un numero de job. Seuls les nombres associés à des jobs existants apparaissent sur l'afficheur. Si aucun job n'est enregistré, l'IHM affiche" - - -".
- Une fois le nombre de job seLECTIONné, appuyer sur le bouton "JOB" pour valider la configuration. Le nombre de job clignote alors sur l'afficheur, indiquant que le job a été chargeé. Le nombre continue à cligneter jusqu'à ce qu'un autre paramètre soit modifié où jusqu'à un appui sur la gachette de la torche pour lancer le cycle de soudage.
- Suppression d'un job
- Effectuer un appui court (ne dépassant pas 2 sec.) sur le bouton " JOB ",
- L'indication "OUT" apparait sur l'afficheur de I'IHM,
- Avc le codeur incrimental, selectionner un numero de job. Seuls les numeros associés a des jobs existants peuvent s'afficher,
- Appuyer 3 fois successivement sur le bouton "JOB". Le job sélectionné est désormais supprimé et le générateur affiche de nouveau le courant de soudage.
- Création d'un job
- Ajuster l'ensemble des paramètres de soudage souhaités,
- Effectuer un appui long (supérieur à 3 sec.) sur le bouton " JOB ",
L'indication " IN " apparait sur I'afficheur, - Sélectionner un nombre de job à l'aide du codeur incremental. Seuls les nombres n'étant déjà pas associés à un job préalablement enregistré sont selectionnables et sont indiqués sur l'afficheur,
- Une fois le nombre de job choisi, appuyer sur le bouton "JOB" pour valider et l'enregistrer sous le nombre sélectionné,
- Le numero de job reste ensuite affché, indiquant que l'action de sauvegarde a bien ete realization. L'affichage du numero perdure jusqu'à ce qu'un autre bouton ou la gachette de la torche soit activé.
Note : Si tous les nombres sont déjà affectés à des jobs enregistrés , l'IHM affiche " Full " .
Precisions pour un rappel de job en TIG AC: La particularite liee au rappel d'un job en TIG AC reside dans l'affichage des parametes lies aux fonctions "AC". Lorsqu'un job configurant le poste en " AC" est appelé, l'IHM affiche alors successivement les valeurs du courant de soudage (en A), de la balance (en %) et de la frquence (en Hz) suivant un cycle repétitif. Ce cycle dure jusqu'à un appui sur la gachette de la torche pour demarrer un cycle de soudage.
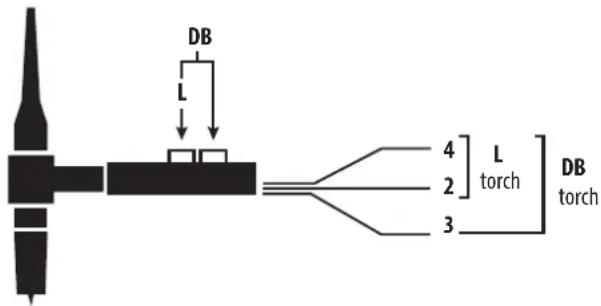
TORCHES COMPATIBLES ET COMPORTEMENTS GACHETTES
| L | DB |
| ✓ | ✓ |
Pour la torche à 1 bouton, le bouton est appelé " bouton principal".
Pour la torche à 2 boutons, le premier bouton est appelé " bouton principal " et le second appelé " bouton secondaire ".
MODE2T
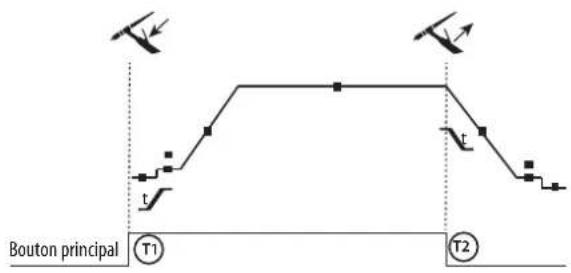
T1: Le bouton principal est appuyé, le cycle de soudage démarre (Pré-Gaz, I_start, UpSlope et soudage).
T2: Le bouton principal est relaché, le cycle de soudage est arrêté (DownSlope, I_Stop, PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le bouton seconde est géré comme bouton principal.
MODE4T
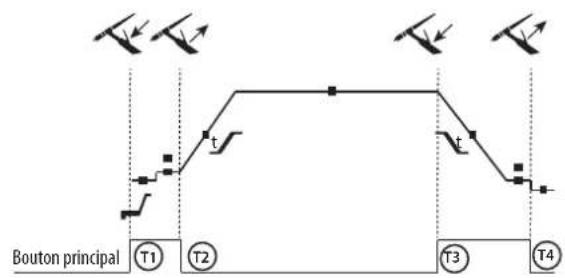
T1: Le bouton principal est appuyé, le cycle démarre à partir du Pré-Gaz et s'arrête en phase de I start.
T2: Le bouton principal est reliéché, le cycle continue en Upslope et en soudage.
T3: Le bouton principal est appuyé, le cycle passé en Downslope et s'arrêt en phase de I_Stop.
T4: Le bouton principal est relaché, le cycle se termine par le PostGaz.
MODE 4T LOG
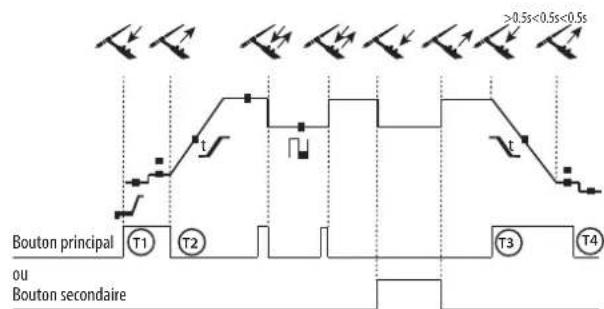
T1: Le bouton principal est appuyé, le cycle démarre à partir du Pré-Gaz et s'arrête en phase de I_start.
T2: Le bouton principal est reliéché, le cycle continue en Upslope et en soudage.
LOG: ce mode de fonctionnement est utilisé en phase de soudage
- un appui bref sur le bouton principal (<0,5 sec.), le courant bas-cule le courant de I soudage à I froid et vice versa.
- Le bouton secondaire est maintainu appuyé, le courant bascule le courant de I soudage à I froid.
- Le bouton secondaire est maintainu relaché, le courant bascule le courant de I froid à I soudage.
T3: Un appui long sur le bouton principal (>0,5 sec.), le cycle passen en DownSlope et s'arrene en phase de I_Stop.
T4: Le bouton principal est reliéché, le cycle se termine par le PostGaz.
Pour les torches "double bouton", la gachette principale garde la même fonctionnalite que la torche simple gachette ou à lamelle. La gachette seconde permet, lorsqu'elle est maintainue appuyee, de basculer sur le courant froid. Le potentiametre de la torche, lorsqu'il est present permit de regler le courant de soudage de 50% à 100% de la consigne.
CONNECTEUR DE COMMANDE GACHETTE
NC
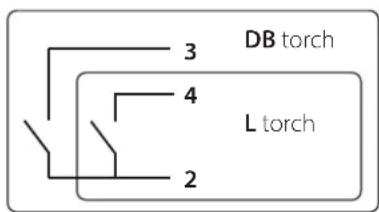
Scheme de cablage en fonction du type de torche
Scheme electrolyque en fonction du type de torche
| Types de torches Désignation du fil | Pin du connecteur associée | ||
| Torche 2 gâchettes | Torche 1 gâchette | Commun/Masse 2 | |
| Switch gâchette 1 4 | |||
| Switch gâchette 2 3 | |||
VENTILATION
Le générateur integre une ventilation pilotee.
GARANTIE
La garantie couvre tous defaute ou vices de fabrication pendant 2 ans, a compter de la date d'achat (pièces et main d'oeuvre).
La garantie ne couvre pas :
- Toutes autres avaries dues au transport.
L'usure normale des pieces (Ex.: cables, pinces, etc.). - Les incidents dus à un mauvais usage (erreur d'alimentation, chute, demontage).
- Les pannes liées à l'environnement (pollution, rouille, poussière).
En cas de panne, returner l'appareil à votre distributeur, en y joignant :
- un justificatif d'achat dated (ticket de sortie de caisse, facture....)
- une note explicative de la panne.

WARNING - SAFETY RULES
GENERAL INSTRUCTIONS

a = 0.5 mm
L = 3× d pour un courant faible.
L = d pour un courant fort.
ELECCION DEL DIAMETRO DEL ELECTRODO
| Ø Electrodo(mm) | TIG DC TIG AC | |||
| Tungsteno puro Tungsteno no con Óxidos Tungsteno puro Tungsteno no con Óxidos | Tungsteno con Óxidos | |||
| 1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A | ||||
| 1.6 60 > 150 A 60 > 150 A 45 > 90 A 60 > 125 A | ||||
| 2 75 > 180 A 100 > 200 A 65 > 125 A 85 > 160 A | ||||
| 2.5 130 > 230 A 170 > 250 A 80 > 140 A 120 > 210 A | ||||
| 3.2 160 > 310 A 225 > 330 A 150 > 190 A 150 > 250 A | ||||
| 4 | 275 > 450 A 350 > 480 A 180 > 260 A 240 > 350 A | |||
| ~ 80 A par mm de Ø | ~ 60 A par mm de Ø | |||
SELECTION DEL TIPO DE CEBADO
Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d'utilisation intensive (> au facteur de marche) la protection thermique peut s'enclenger, dans ce cas, l'arc s'eteint et le témoin s'affiche.
Laissez le matériel alimenté pour permettre son refroidissement jusqu'à annulation de la protection.
La source de courant de soudage décrit une caractéristique de sortie tombante.
The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle.
While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc switches off and the indicator switches on.
Keep the machine's power supply on to enable cooling until thermal protection cancellation.
The machine has a specification with a "dropping current output".
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France




