
Protig 200 ACDC - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Protig 200 ACDC GYS als PDF.

Benutzerfragen zu Protig 200 ACDC GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Protig 200 ACDC - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Protig 200 ACDC von der Marke GYS.
BEDIENUNGSANLEITUNG Protig 200 ACDC GYS
Schweissgerät für WIG und E-Hand (MMA)
SICHERHEITSANWEISUNGEN
ALLGEMEIN

These Anleitung muss vor dem Betrieb gelesen und Genius verstanden werden.
Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannt werden.
Der Hersteller haftet nicht fur Verletzungen oder Schaden, die durch unsachgemäß Handhabung these Gerates enstanden sind. Bei Problimen oder Fragen zum korrekten Gebrauch deses Gerates, wenden Sie sichitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerat dar auschließlich fur SchweiBardeen fur die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw) verwendet werden. Beachten Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schaden bei falscher oder gefährlicher Verwendung verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft größere Mengen metallischer Staubpartikel befinden, die Elektrizität leiten konnen. Achten Sie sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Stauben, Säuren, brennbaren Gasen und anderen atzenden Substanzen ist. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40^(+14 und +104^)
Lagertemperatur zwischen -20 und +55^ (-4 und 131^ ).
Luftfeuchtigkeit :
Niedriger oder gleich 50% bei 40^ (104^)
Niedriger oder gleich 90% bei 20^ (68^)
Höhe :
Das Gerät ist bis in einer Höhe von 1000m (3280 Fuss) über NN einsetzbar.
SICHERHEITSHINWEISE
LichtbogenschweiBen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Das Schweissen setzen Personen einer gefährlichen Hitzequelle, greller Lichtbogenstrahlung, elektron magnetischen Feldern (Gefahr für Träger von Herzschrittmachern), Stromschlaggefahr, Lärn und Gasen aus. Schützen Sie dazu sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Um sich vor Verbrennungen und der Strahlung zu schützen, tragen Sie isolierende, trockene, feuersicher imprägnierte Kleidung ohne Umschlag und in gutem Zustand, welche den gesamten Körper abdeckt. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweizerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie elektrisch und thermisch isolierende Handschuhe.

Tragen Sie Schweisschutzkleidung und einen Schweisschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und -strom). Schützen Sie Ihr Augen bei Reinigungsrarbeiten. Kontaktlinen sind ausrücklich verboten!
Schirmen Sie den Schweibereich bei entsprechenden Umgebungsbedingungen durch feuersicher imprägnierte Schweibvorhange ab, um Dritte vor Lichtbogenstrahlung, Schweispritzern, gluhenden Teilen usw. zu schützen.
In der Nane des Lichtbogens befindliche Personen mssen ebnfalls auf Gefahren hingewiesen werden und mit der nottigen Schutzausrustung ausgerustet werden. These durlen nicht auf den Lichtbogen oder die zu verbindenden Teile starren.

Halten Si met den Händen, Haaren und Kleidungstücken ausreichenden Abstand zu sich bewegenden Teilen (Lüfter, Elektroden).
Entferen Sie unter keinen Umständen das Gehäuse des Kühlaggregats, wenn die Schweißstromquelle am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäß Handhabung these Gerätes bzw. Nichteinhahtung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweiben sehr hei! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Achten Sie vor einem Eingriff am Brenner oder am Elektrodenhalter darauf, dass dieser nach Schweinfende ca. 10 min lang abkühlt. Das Kühlaggregat muss bei Verwendung eines wassergekühnten Brenners eingeschaltet sein, um Verbrennungen zu vermeiden.
Der Arbeitsbereich muss zum Schutz von Personen und Gegenständen vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/SCHWEISSGAS

Beim SchweiBen entstehen Rauchgase bzw. toxische Dampfe und Stäube. Sorgen Sie daher immer für ausreichende Luftzufuhr, eine technische Belüfung kann erforderlich sein. Ein zugelassenes Atemerät kann bei unzureichender Belüfung geeignet sein.
Schweiben Sie nur in gut belufteten Hallen, im Freien oder in geschlossenen Räumen mit ausreichend starker Absaugung, die den aktuellen Sicherheitsstandards entspricht.
Achtung! Bei SchweiBarkeiten in kleinen Räumen müssen Sicherheitsabstandende besondere beachtet werden. Beim SchweiBen einiger Materialien, auch in Form von Überzügen, wie Blei, Zink, Quecksilber, Kadmium, "kadmierte Schrauben", Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und anderen Metalle entstehen giftige Dämpfe.
Entfetten Sie die Werkstücke vor dem Schweiben.
Die zum Schweiben benötigten Gasflaschen müssen in gut belufteter, gesicherter Umgebung aufbewahr werden. Lagern Sie sie ausschließlich stehend und sichern Sie sie z.B. mithilfe eines entsprechenden Fahrwagens gegen Umkippen. Informationen zum wichtigen Umgang mit Gasflaschen erhalten Sie von Ihrem Gaslieferanten.
SchweiBarbeiten in unmittelbarer Naine von Fetten und Farben sind grundsatzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere terialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweibereich vorhanden sein.
Beachten Sie, dass die beim Schweiben entstehende heiße Schlacke, Spritzer und Funken eine potentielle Quelle fur Feuer oder Explosionen darstellen. Halten Sie einen Sicherheitsabstand zu Personen, entflammbaren Gegenständen und Druckbehältern ein.
SchweiBn Sie keine Behalter mit brenbaren Materialien (auch keine Reste davon); es besteht die Gefahr entflammbarer Gase. Falls sie geoffnet sind, mssen entflammbares oder explosives Material (Ol, Brennstoff, Gasrückstande) entfernt werden. Arbeiten Sie bei Schleifarben immer in entgegengesetzer Richtung zur SchweiBstromquelle und entflammbaren Materialien.
UMGANG MIT GASFLASCHEN

Austretendes Gas kann in hoher Koncentration zum Erstickungstod führen. Sorgen Sie dazu immer für eine gut beluftete Arbeits- und Rebung.
Achten Sie daraufuf, dass die Gasflaschen beim Transport gut verschlosten sind und das Schweiggerat ausgeschelt ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entspruchenden Gasflaschenfahrwagens gegen Umkippen.
Verschlieben Sie die Flaschen nach jedem SchweiBvorgang. Schutzen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperatures).
Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schwei- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle. Halten Sie mit den Gasflaschen Abstand zu Stromleitungen und Schweibarheiten. Das SchweiBen von Druckgasflaschen ist untersagt.
Achten Sie auf einen einwandfrei Zustand der Gasbehälter und verwenden Sie nur zugelassene Schläuche, Kupplungen, Druckminderer usw. Bei Erstöffnung des Gasventils muss der Plastikverschluss/ Garantiesiegel von der Flasche entfernt werden. Verwendten Sie ausschließlich Gas, das für die SchweiBarkeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Schweiggeratarf nur an einer geerdeten Netzversorgung betrieben werden. Verwenden Sie nur die auf dem Siebdruck-Aufdruck empfohlenen Sicherungen.
Das Berühren stromfuhrrender Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNDER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse (Brenner, Zange, Kabel, Elektroden), wenn das Gerät mit dem Stromnetz verbunden ist.
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entlagen kann.
Berühren Sie niemals gleichzeitig den Brenner oder den Elektrodenhalter und das Massekabel.
Achten Sie darauf, beschädigte Kabel und Brenner von unterwiesenen Personen austauschen zu halten. Wahlen Sie einen Kabelquerschnitt in Abhängigkeit von der Anwendung. Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolerendes Schuhwerk.
EMV-KLASSE DES GERÄTES

Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Stromversorgung über das öffentliche Niederspannungsnetz geregelt wird. In thisum Umfeld ist es aufgrund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.

ACHTUNG! Dieses Gerät ist nicht mit der Norm IEC 61000-3-12 konform. Es ist damit bestimmt, an private Niederspannungsnetze angeschloben zu werden, die an öffentliche Stromnete mit mittlerer und hoher Spannung angeschlossen. Bei Betrieb am öffentlichen Niederspannungsnetz, muss der Betreiber des Geräts sich beim Versorgungsbetreibere informieren, ob das Gerät für den Betrieb geeignet ist.
ELEKTROMAGNETISCHE FELDER

Der durch einen Leiter flieBende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMF). Der SchweiBstrom erzeugt ein elektromagnetisches Feld um den SchweiBstromkreis und das zu schweissende Material.
Elektromagnetische Felder durch den Betrieb these Gerätes konnen medizinische, informationstechnische und andere Geräte in ihrer Funktionseweise beeinträchtigt werden, z.B. Herzschrittmacher. Schutzvorkehrungen müssen getroffen werden für Personen mit medizinischen Implantaten. Zum Beispiel Zugangseinschrankungen für Passanten oder individuelle Risikobewertung für Schweizer.
Alle SchweiBser sollten das folgende Verfahren befolgen, um die Exposition zu elektromagnetischen Feldern aus dem SchweiBstromkreis zu minimieren :
- Kabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass ihr Oberkörper und Kopf sich so welt wie möglich von der SchweiBarbeit befinden;
- Achten Sie darauf, dass sich die Kabel, der Brenner oder das Massekabel nicht um ihren Körper wickeln;
Stehen Sie niemals zwischen den Kabeln. Die Kabel sollen stets auf einer Seite des Körpers liegen; - Verbinden Sie das Rückführungskabel so nahe wie möglich zum Werkstück mit der Stromquelle;
- Arbeitsen Sie nicht unmittelbar geben der Schweibstromquelle; setzen Sie sich nicht darauf und lehnen Sie sich nicht an;
Während des Transportes der Stromquelle oder des Drahtvorschubkoffers nicht schweiben.
Personen mit Herzschrittmacher müssen sich vor Arbeiten mit der Maschine von einem Arzt beraten setzen.Die Exposition zu elektramagnetischen Feldern beim Schweissen kann weitere, noch unbekannte Konsequenzen für die Gesundheit haben.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist fur den korrekten Aufbau des Schweigerates und den Einsatz des Gerats gemäß den Herstellerangaben verantwortlich. Treten elektronometischer Störungen auf, liegt es in der Verantwortung des Anwenders, mit Hilfe des Herstellers eine Lösung zu finden. Die korrekte Erfund des Schweplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektron magnetische Abschirmung des Schweistroms und die Montage von Eingangsfilters erforderlich sein. Eine Reduzierung der elektron magnetischen Störungen auf ein niedriges Niveau ist auf jeder Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender sollte den Arbeitsplatz vor dem Einsatz des Schweigerates auf mögliche elektron magnetische Probleme der Umgebung prufen. Zur Bewertung potentieller elektromagnetischer Probleme in der Umgebung sollte der Anwender folgenden berücksichtigten:
a) das Vorhandensein von anderen Netz-, Steuer-, Signal-, und Telekommunikationsleitungen über, unter und darüber dem Lichtbogenschneidgerät;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitskritische Einrichtungen wie Industrieanlagen;
e) die Gesundheit von in der Nähe befindlichen Personen, insbesondere wenn diese Herzschrittmacher oder Högeräte/TRagen;
f) Kalibrier- und Messeinrichtungen;
g) die Stör festigkeit anderer Einrichtungen in der Umgebung.Der Anwender muss prufen, ob andere Materialien in der Umgebung Schaden erhnen konnen. Weitere Schutzmaßnahmen konnen erforderlich sein;
h) die Tageszeit, zu der die SchweiBariten ausgefuhrt werden müssen. Die Gröbe der zu beachtenden Umgebung ist von Strukturten des Gebäudes und anderen dort staatfindenden Aktivitäten abhängig. Die Umgebung kann sich über die Grenzen des Schweiplatzes hinaus erstrecken.
Prüfung des SchweiBgerätes
Neben der Überprüfung des Schweizplatzes kann eine Überprüfung des Schweizerates weitere Probleme lose. Die Prufung solte gema Art. 10 der CISPR (Internationales Sonderkomitee fur Funkstorungen) 11 durchgefuhrt werden. Messungen vor Ort konnen die Wirksamkeit der MaBnahmen bestätigen.
EMPFEHLUNG ÜBER DIE METHODOEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Das LichtbogenschweiBerat soll gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzfilter). Eine dauerhafte Abschirmung des Versorgungskabels oder des LichtbogenschweiBerats durch ein Metallrohr kann erforderlich sein. Die Abschirmung muss auf der gesamten Länge elektrisch leitfähig sein. Die Abschirmung muss an die Quelle des SchweiBstroms angeschlssen werden, um einen gutten elektrischen Kontakt zwischen dem Leiter und der SchweiBstromquelle sichzustellen. Die Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten SchweiBeinrichtung konnen erforderlich sein.
b. Wartung des Lichtbogenschweigerats : Das Lichtbogenschweiger mut muss regelmäßiger Wartung gemäß der Hinweise des Herstellers unterworfen werden. Alle Klappen und Deckel am Gerät müssen im Betrieb geschlossen und verriegelt sein. Das Schweigerat und das Zubehör darüber den Anweisungen des Geräteherstellers gemäß verändert werden. Für die Einstellung und Wartung der Lichtbogenzünd- und -stabilisierungseinrichtungen müssen die Anweisungen des Geräteherstellers entsprechenden beacht werden.
c. SchweiBkabel: SchweiBkabel sollten so kurz wie möglich sein und gebündelt in Bodennähe oder auf dem Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile der Umgebung müssen in den Potentialausgleich einbezogen werden. Jedoch erhöhen mit dem Schweizplatz verbundene metallische Objekte für den Anwender das Risiko eines elektrischen Schlages, wenn er gleichzeitig diese metallischen Teile und die Elektrode berührt. Der Anwender muss sich von metallischen Teilen isolieren. Berühren Sie beim Schweiben keine nicht geerdeten Metallteile.
e. Erdung des Werkstücks: Wenn das Werkstück nicht zur elektrischen Sicherheit geerdet ist, z.B. aufgrund seiner Grosse oder wegen seines Ortes (wie bei Schiffshullen oder metallischen Trägern in Bauwerken), kann eine Verbindung des Teils mit der Erde in einigen Fällen die Störungen reduzieren. Erden Sie keine Werkstücke, wenn dadurch ein Verletzungsrisiko für den Benutzer oder die Gefahr der Beschädigung anderer elektrischer Geräte entstehen. Die Erdung kann direkt oder über einen Kondensator erfolgen. Der Kondensator soll gemäß der nationalen Normen gewählt werden.
f. Schutz und Abschirmung: Der Schutz und die selektive Abschirmung anderer Leitungen und Geräte in der Umgebung können Interferenzprobleme reduzieren. Die Abschirmung der gesamten Schweizzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT DER SCHWEISSSTROMQUELLE
These Schweistromquelle ist mit einem Griff ausgerustet, welcher das Tragen mit der Hand erhögt. Unterschätzen Sie noch nicht das Eigengewicht! Der Handgriff ist jeder kein Lastaufnahmeittel.
Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerätarf ausschließlich in vertikaler Position transportiert werden.
Das Gerät darf nicht über Personen oder Objekte hinweg gehoten werden.
Heben Sie niemals gleichzeitig eine Gasflasche und die Schweibstromquelle. Halten Sie sich unbedingt an die entsprechlich den
Transportrichtlinien für Schweigeräte und Gasflaschen. Für andere gibt es entsprechliche Beförderungsvorschriften.
AUFSTELLUNG
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht länger als 10^ ist.
- Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
- Stellen Sie einen ausreichenden Luftzutritt und frei Zugriff auf das Bedienfeld sicher. Achten Sie auf eine gute Belüfung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten. Der Netzstecker muss zu jeder Zeit frei zugänglich sein.
- Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung oder in Anwesenheit von Metallstäuben.
Das Gerat ist konform der Schutzart IP21, d. h: - das Gerat schützt die eingebauten Teile vor Berührungen mit mittelgroßen Fremdkörpern mit einem
Durchmesser >12,5mm
Schutzgitter gegen senkrecht fallendes Tropf Wassera
Die Versorgungs-, Verlangerungs- und Schweizkabel mnen komplett abgeroll werden, um ein Uberhitzungsrisiko zu verhindern.

ACHTUNG!: Eine Erhöhung der Länge des Schweibrenners oder der Rückführungskabel über die vom Hersteller maximale vorgeschriebene Strockschlags wird das Risiko eines Stromschags erhöhen.
Der Hersteller GYS haftet nicht fur Verletzungen oder Schaden, die durch unsachgemäß Handhabung these Gerates entstanden sind.
WARTUNG / HINWEISE

- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung wird empfohlen.
- Trennen Sie das Gerät von der Stromversorgung und warten Sie zwei Minuten, bis der Lüfter nicht mehr lauft. Erst dann dürfen Sie das Gerät warten. Die Spannungen und Strome im Gerät sind hoch und gefährlich.
- Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie darauf das Gerät von einem qualifizierten Techniker mit einem isolierten Werkzeug auf die elektrische Betriebssicherheit prüfen.
- Prufen Sie regelmäß den Zustand der Netzleitung. Bei Beschädigung muss sie durch den Hersteller, seinen Reparaturservice oder eineähnlich qualifizierte Person ausgetauscht werden.
- Lüftungsschlitze nicht bedecken.
- These Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieladung und zum Starten von Motoren benutzt werden.
AUFBAU - PRODUKTFUNKTION
Die Installationarf nur von erfahrernm und vom Hersteller autorisiertem Personal durchgefuhrt werden. Stellen Sie bei der Installation sichere, dass der Generator vom Netz getrennt ist. Reihen- oder Parallelschaltungen von Generatoren sind nicht zulässig. Es wird empfohlen, die mit dem Gerät geflieferten SchweBkabel zu verwenden, um die optimalen Einstellungen des Produkts zu erhalten.
BESCHREIBUNG DES GERÄTS (ABB.1)
Dieses Gerät ist eine Inverter-Schweßstromquelle für Gleichstrom (DC) oder Wechselstrom (AC) zum Schweißen mit feuerfesten Elektroden (WIG) und zum Auftragschweiben (MMA). (AC) und MMA-Schweißen.
Das WIG-Verfahren erfordert einen Gasschutz (Argon).
Das Lichtbogenhandschweißverfahren ermöglich das Schweißen mit jeder Art von Elektrode: rutil, basisch, Edelstahl und Gusseisen.
1-Buchse mit positiver Polaritat 5-Tastatur ^+ inkrementelle Tasten
2- Anschluss für den Brennertaster 6-Netzkabel Gasanschluss
3-Buchse mit negativer Polarität 7-Gasanschluss
4-Gasanschluss des Brenners
SPANNUNGSVERSORGUNG - INBETRIEBNAHME
- Das PROTIG 200 AC/DC ist mit einem für 16A ausgelegten Schutzkontaktstecker (Schukostecker) (EEC7/7) ausgestattet und muss an einer einphasigen (50 - 60Hz) Schutzkontaktsteckdose mit drei Leitern und vorschrifsmäßig angeschlossen Schutzleiter betrieben werden.
Die effektive Stromaufnahme (I1eff) bei maximaler Leistung ist auf dem Typenschild der Maschine angegeben.itte prufen Sie,ob die Stromversorgung und die Absicherung (Sicherung und/oder Schutzschalter) mit dem Strom, den Sie benotigen, ubereinstimmen. In manchen Ländern kann ein Austausch des Netzsteckers erforderlich sein, um die maximale Leistung abrufen zu konnen.
Das Gerät ruft einen Schutz-Modus auf, wenn die Versorgungsspannung über 265V liegt. Dierer Fehler wird in der Anzeige ausgewiesen mit
Ein Gerät im Schutzmodus muss vom Netz getrennt und an einer Steckdose mit der korrekten Spannung angeschlossen werden.
- Lüfter : beim E-Hand (MMA)-Schweissen lauft der Lüfter in Dauerbetrieb. Im WIG-Modus ist der Lüfter nur in den Schweissphasen in Betrieb und schaltet sich ab nach der Abkuhlung.
- Das Lichtbogenzündungs- und -stabilisierungssystem ist zum manuellen Betrieb mit mechanischer Führung konzipiert.
ANSCHLUSS AN STROMAGGREGATE
These Schweizstromquellen konnen mit Stromaggregaten betrieben werden, falls these den folgenden Anforderungen entsprechen :
- Es muss sich um Wechselstrom handeln, im Spannungsbereich wie angegeben und mit einer Spannungsspitze unter 400V,
Die Frequenz muss zwischen 50 und 60Hz liegen.
Es ist unabdingbar, diese Bedingungen zu prufen, Denn viiele Stromaggregate erzeugen Spannungsspitzen, welche die Schweibstromquelle beschädigen konnen.
VERWENDUNG VON VERLÄNGERUNGSKABELN
Bei Einsatz von Verlangerungsleitungen müssen die Länge und der Querschnitt entsprechend der Spannung und unter Berücksichtigung des Spanningsfalls gewählt werden. Verlangerungskabel müssen den nationalen Regel entsprechen.
| Versorgungsspannung | Länge - Leitungsquerschnitt | |
| < 45 m | < 100 m | |
| 230 V 2.5 mm2 | ||
GASANSCHLUSS
Dieses Gerat ist mit einem Druckluftanschluss ausgerüstet. Nutzen Sie die mit dem Gerät gelieferten Zwischenstecker.
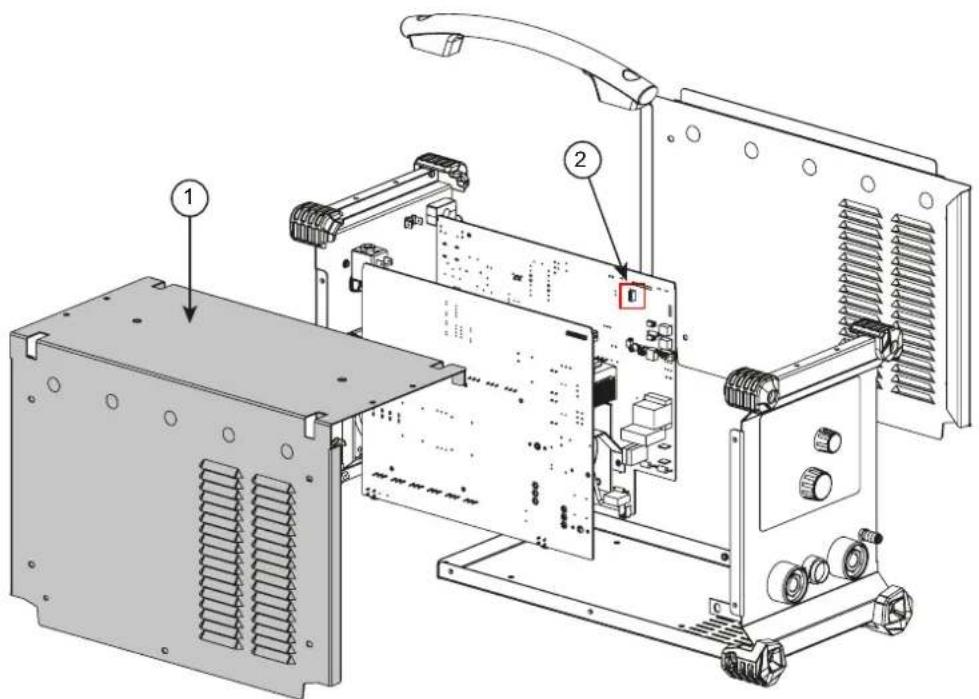
AKTIVIERUNG DER FUNKTION VRD (VOLTAGE REDUCTION DEVICE)
These Fk stt n t h f d r der s t w n bgt, wth the k in tck m Wckst ic (kleiner Wunder). Sobald die Elektrode zuruckgezogen wird, senkt die VRD-Funktion die Spannung auf einem seh riedrigen Wert.
DIE VRD AKTIVIERUNG BZW. DEAKTIVIERUNG DARF NUR EINE ELEKTROFACHKRAFT DURCHFUHREN.
Die VRD-Funktion ist ab Werk deaktiviert. Diese kann aktiviert werden durch die Stellung des Schalters ON/OFF auf der Steuerplatine der Stromquelle. Führn Sie hierfür diese Schritte aus :
1. DAS GERÄT MUSS AUSGESCHALTET SEIN, BEVOR DIE MASCHINE GEÖFFNET WIRD.
- Entfernen Sie die Schrauben, um die Klappe der Stromquelle zu öffnen (n^1)
- Identifizieren Sie den Schalter auf der Hauptplatine (roter Rahmen auf dem Schema unter, n°2).
- Stellen Sie den Schalter auf dieser Hauptplatine auf ON.
- Die VRD-Funktion ist aktiviert.
- Verschliessen Sie die Klappe der Stromquelle mit den Schrauben.
- Auf dem Bedienfeld (IHM) leuchtet die LED für die VRD-Funktion : VRD

Um die VRD-Funktion zu desaktivieren, genugt es, erneut den Schalter auf der Hauptplatine auf OFF zu stellen. Die LED fur VRD auf dem Bedienfeld (IHM) des Gerats leuchtet nicht mehr.
ANZEIGDERSOFTWARE-VERSION
Wen die Stromquelle an der Netzspannung angeschlssen wird, zeit das Display die Versionsnummer der Software und des Bedienfelds an.
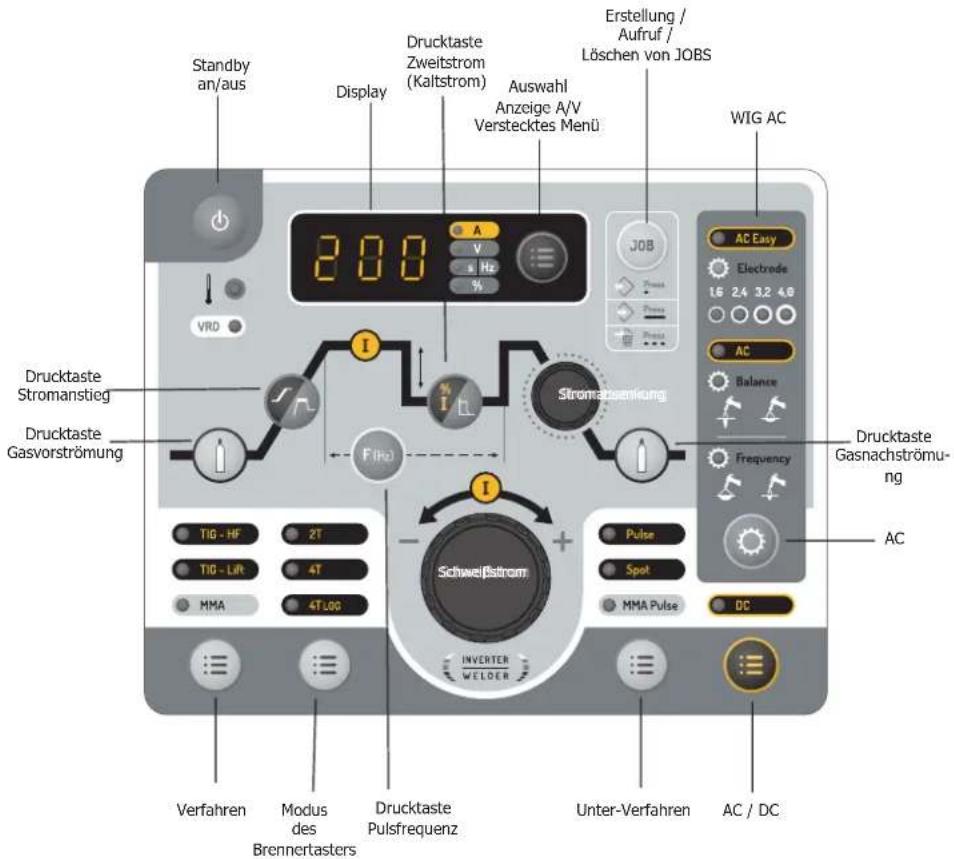
BEDIENFELD (IHM)
| Funktionen Piktogramme | E-HAND(MMA) | WIG DC | WIG AC | Bemerkungen | |
| Standby an/aus • • • | PulseSpotMMA Pulse | Drucktaste zum Aufruf und zum Beenden des Standby-Modus. | |||
| Unter-Verfahren • • • | Beim E-Hand (MMA)-Schweissen : ermittelcht den Aufruf des Verfahrens "MMA Puls",Beim WIG DC : ermittelcht den Aufruf des Verfahrens "Puls" oder "Spot". | ||||
| AC/DC (Wechselstrom/Gleichstrom) | 3 | • | • | Erlaubt die Auswahr zwischen WIG "DC", WIG "AC" und WIG "AC - Easy" | |
| AC (Wechselstrom) • | 3 | Ermöglicht die Wahl desinzustellenden Parameters zwischen "Frequency", "Balance" und "Elektrode" | |||
| -Ausb Wahl der Anzeige A/V- Verstecktes Menuü | 3 | • | • | Standardmäßig wird der aktuelle Sollwert auf dem HMI angezeigt. Nach Schweißen (MMA und WIG DC) ist der Wert, der blinkend angezeigt wird, der ist die Schweis-strommessung. Drücken Sie diese Taste Taste, wird die gemessene Schweißspannung angezeigt. | |
| JOB • • • | JOB | Ermöglicht, einen Job aufzurufen, zu erstellen und zu löschen. Weitere Informationen finden Sie im Abschnitt JOBS. | |||
| Gasvorströmung • • | 3 | Einstellung der Gasvorströmzeit Dies ist die Zeit für die Spülung des Brenners und die Herstellung eines Gasschutzes vor der Zündung. | |||
| Stromanstieg • • • Rampe für den Stromanstieg. | 4 | ||||
| Puls-Frequency • • Einstellung der Puls-Frequency (WIG AC/DC). | 5 | ||||
| Zweitstrom (Kaltstrom) • • | % I | Einstellung des Zweitstrom (Kaltstrom) im Puls-Modus (WIG) | |||
| Stromabsenkung • • Einstellung der Absenkrampe des Stroms | |||||
| Gasnachströmung • | Einstellung der Gasnachströmzeit Dies ist die Zeit für die Beibehaltung des Schutzgases nach Erlösemchen des Lichtbogens. Es schützt das Werkstück und die Elektrode vor Oxidation. | ||||
FUNKTIONSWEISE DES BEDIENFELDES (IHM) UND BESCHREIBUNG SEINER DRUCKTASTEN
- Standby an/aus
These Drucktaste wird verwendet, um das Gerät in den Standby-Modus zuersetzen oder es darauf zu aktivieren. Die Aktivierung des Standby-Modus ist während des Schweissens nicht möglich.
- Drucktaste zur Auswahl des Schweibverfahrens
Mit dieser Drucktaste wird das SchweiBverfahren festgeagt. Aufeinanderfolgenden Drucken bewirkt einen Wechsel zwischen dem SchweiBverfahren : WIG HF / WIG LIFT / E-Hand (MMA). Die LED weist das gewähte Verfahren aus.
Bemerkung: Das beim Starten des Geräts angezeigte Schweibverfahren ist jenes, das beim vorausgehenden Versetzen in den Standby-Modus oder beim vorausgehenden Abschalten ausgewählt war.
- Drucktaste zur Wahl des Modus des Brennertasters
These Drucktaste erlaubt die Festlegung des Modus des Brennertasters. Aufeinanderfolgenden Drucken bewirkt einen Wechsel zwischen den Modi: 2T / 4T / 4T LOG. Die LED weist den gewährten Modus aus.
Bemerkung: Der beim Starten des Geräts angezeigte Brennertaster-Modus ist jener, der beim vorausgehenden Versetzen in den Standby-Modus oder beim vorausgehenden Abschalten ausgewählt war. Weitere Informationen finden Sie im Abschnitt "Geeignete Brenner und Verhalten des Brennertasters".
- Drucktaste zur Auswahl der Unter-Verfahren
Mit dieser Drucktaste wird das Unter-Verfahren festgelegt. Aufeinanderfolgenden Drücken bewirkt einen Wechsel zwischen den Unter-Verfahren : PULS / SPOT (ausschließlich im Modus WIG) / E-Hand (MMA) PULS (ausschließlich im Modus E-Hand (MMA)). Die LED weist das gewählte Unter-Verfahren aus.
Der SPOT-Modus ist nicht verfügbar im Brennertaster-Modus 4T & 4T Log und im Schweissmodus E-Hand (MMA) PULS.
Bemerkung: Das beim Starten des Geräts angezeigte Unter-Verfahren ist jenes, das beim vorausgehenden Versetzen in den Standby-Modus oder beim vorausgehenden Abschalten ausgewählt war.
- Drucktaste zur Auswahl von Wechselstrom (AC) oder Gleichstrom (DC)
These Drucktaste erlaubt die Auswahl der Stromart fur das WIG-Schweissen. Aufeinanderfolgenden Drucken bewirkt einen Wechsel zwischen den Modi: DC / AC / AC - Easy. Die LED weist das gewährte Verfahren aus.
Bemerkung: Das beim Starten des Geräts angezeigte Schweibverfahren ist jenes, das beim vorausgehenden Versetzen in den Standby-Modus oder beim vorausgehenden Abschalten ausgewählt war.
Hauptdrehregler
Der Hauptrehregler dient zur Einstellung des SchweiBstroms. Er wird auch verwendet, um andere Parameter einzustellen, welche durch zugeordnete Drucktasten ausgewählt werden. Sobald die Einstellung des Parameters beendet ist, ist es möglich, die Drucktaste des soeben eingestellten Parameters nochmals zu drucken, damit der Hauptregler wiederum den SchweiBstrom einstellt. Es ist ebenso möglich, eine mit einem anderem Parameter verbundene Drucktaste zu betätigten, um mit seiner Einstellung fortzusetzen. Die betreffenden Drucktasten sind die BP1 bis BP5 und die Drucktaste für die AC-Einstellung. Wenn während 5 Sekunden das Bedienfeld nicht betägt wird, regelt der Hauptrehregler wieder den SchweiBstrom.
- Drucktaste Gasvorströmung
Die Einstellung der Gasvorstromzeit erfolgt durch Drucken und Loslassen der Drucktaste für die Gasvorströmung und die Betätigung des Hauptreglers. Die Dauer der Gasvorstromzeit wird erhöht beim Drehen des Hauptreglers im Uhrzeugersinn und wird vermindert beim Drehen des Hauptreglers gegen den Uhrzeugersinn. Sobald die Einstellung beendet ist, ist es möglich, die Drucktaste für die Gasvorstromzeit nochmals zu drucken und loszulassen, damit der Hauptregler wiederum den Schweizstrom einstellt, oder 5 Sekunden zu warten. Der minimale Wert ist 0 sec und der maximale Wert ist 20 sec.
- Drucktaste Gasnachströmung
Der Drehregler fur "Down-Slope" erlaubt, den Wert der Stromabsenkung einzustellen (Erhöhung im Uhrzeigersinn, Verminderung gegen den Uhrzeigersinn). Die Dauer der Gasnachströmzeit wird erhöht beim Drehen des Hauptreglers im Uhrzeigersinn und wird vermindert beim Drehen des Hauptreglers gegen den Uhrzeigersinn. Sobald die Einstellung beendet ist, ist es möglich, die Drucktaste für die Gasnachströmzeit nochmals zu drucken und loszulassen, damit der Hauptregler wiederum den Schweißstrom einstellt, oder 5 Sekunden zu warten. Die Schrittweite bei der Einstellung ist 0,1 sec. Der minimale Wert ist 0 sec und der maximale Wert ist 620 sec.
- Drucktaste zur Einstellung des Zweitstrom (Kaltstrom)
Wenn eines der Verfahren "WIG HF" oder "WIG LIFT" ausgewähl wird, erlaubt die Drucktaste den Wert des Zweitstroms (Kaltstroms) einzustellen (ausschließlich im Brennertaster-Modus 4T Log). Der Wert kann zwischen 20% und 80% des Schweibstroms eingestellt werden. Die Schrittweite ist 1% . Dieser Wert kann auch in den Verfahren "WIG DC Puls" und "MMA Puls" (MMA = E-Hand) eingestellt werden.
- Drucktaste "AC"
Drucktaste "AC" im Modus "AC - Easy": Die Betätigung dieser Drucktaste erlaubt die Einstellung des Durchmessers der Wolframelektrode. Die Einstellung these Parameters erfolgt auf diese Weise :
-
Drucken der Drucktaste "AC",
-
Betätigung des Hauptreglers innerhalb von 3 Sekunden Eine Drehung des Hauptreglers im Uhrzeigersinn bewirkt eine Erhöhung des Werts des Elektrodendurchmessers und eine Drehung gegen den Uhrzeigersinn bewirkt eine Verminderung des Werts des Elektrodendurchmessers. Der Wert des gewählten Elektrodendurchmessers wird durch eine LED auf dem Bedienfeld unter dem Modus "AC Easy" angezeigt.
- Sobald die Einstellung ausgehrt wurde und eine Zeitspanne von 2 Sekunden ohne Betätigung des Hauptreglers verstreicht, regelt dieser erneut wieder den Schweizstrom.
Verwendung der Drucktaste "AC" im Modus "AC": Dasücken dieser Drucktaste erlaubt, die Parameter "Balance" und "Frequenz" einzustellen (die zugehörige LED leuchtet). Eine Betätigung des Hauptdrehreglers bewirkt in Abhängigkeit der Werte dieser beiden Parameter eine Änderung wie im Folgenden dargelegt, um muss innerhalb von 5 Sekunden erfolgen. Darüberhinaus wird wieder der Schweibstrom angezeigt.
- Einstellung der Freqenz in WIG AC (Frequenz)
Die Einstellung der Freqenz des SchweiBstroms in WIG AC ist möglich von 20Hz bis 200Hz. - Einstellung der Balance in WIG AC (Balance)
Die Einstellung der Balance fur das Schweissen in WIG AC ist möglich von 20% bis 60% . Die Schrittweite ist 1% .
Bemerkung : Die Drucktaste "AC" ist nicht aktiv im Modus "DC". - Einstellung des Elektrodendurchmessers (Elektrode)
Die Einstellung des Elektrodendurchmessers ermöglicht die Einstellung des Zündstroms.
VERSTECKTER MODUS
Ein versteckter Modus ist verfügbar für jeder der SchweiBverfahren WIG DC, WIG AC und E-Hand (MMA). Dank这点 Modus konnen für jeder dieser Verfahren zusätzliche Parameter eingestellt werden.

Die im versteckten Modus eingestelltten Parameter werden bei der Speicherung eines Jobs mit gespeichert.
Zugang, Navigation und Einstellungen im versteckten Modus :
WIG DC und WIG AC :
Der Zugang zum verstecktem Modus erfolgt durch Drucken der Drucktaste (AV) während 3 Sekunden.
Das Schweissgerät zeigt "ISA". an. Durch Drehen des Drehreglers erhalten man Zugriff auf "TSA", "ISO", "TSO" and "ESC".
Um auf diese Parameter zuzugreifen, muss erneut die Drucktaste A/V gedrückt werden.
- ISA : Einstellung des Startstroms. Diese wird eingestellt in Prozent des Sollwerts des Schweibstroms. Die Einstellung kann zwischen 10% und 200% beitragen. Die Bestätigung der Einstellung erfolgt durch Betätigung der Drucktaste A/V.
- TSA : Zeitdauer des Startstroms. Diese Zeitdauer ist einstellbar von 0 s bis 10 s. Die Bestätigung der Einstellung erfolgt durch Betätigung der Drucktaste A/V.
- ISO : Endstrom. Dieser wird eingestellt in Prozent des Sollwerts des Schweißstroms. Die Einstellung kann zwischen 10% und 100% betragen. Die Bestätigung der Einstellung erfolgt durch Betätigung der Drucktaste A/V.
- TSO : Zeitdauer des Endstroms. Diese Zeitdauer ist einstellbar von 0 s bis 10 s. Die Bestätigung der Einstellung erfolgt durch Betätigung der Drucktaste A/V.
- ESC : Versteckten Modus verlassen durch Drücken der Drucktaste A/V. Der versteckte Modus wird auch verlassen drei Sekunden nach der letzten Einstellung eines Parameters des versteckten Modus. Das Display des Bedienfeldes zeigt dann wieder den Sollwert des Schweißstroms.
E-Hand (MMA) :
Der Zugang zum versteckten Modus erfolgt durch Drücken der Drucktaste (AV) während 3 Sekunden.
Das Display zeigt "HST" an. Durch Drehen des Drehreglers erhält man Zugriff auf "AST" und "ESC".
HST: Zeitdauer von HotStart. These Zeitdauer ist einstellbar von 0 s bis 10 s. Die Bestätigung der Einstellung erfolgt durch Betätigung der Drucktaste A/V.
- AST : Antisticking aktivieren oder desaktivieren durch Auswahl von "ON" oder "OFF". Die Bestätigung der Einstellung erfolgt durch Betätigung der Drucktaste A/V.
- ESC : Versteckten Modus verlassen durch Drücken der Drucktaste A/V. Der versteckte Modus wird auch verlassen drei Sekunden nach der letzten Einstellung eines Parameters des versteckten Modus. Das Display des Bedienfeldes zeigt dann wieder den Sollwert des Schweißstroms.
SCHWEISSEN MIT UMHULLTER ELEKTRODE (E-HAND-SCHWEISSEN, MMA)
ANSCHLUSS UND HINWEISE
SchlieB Sie den Elektrodenhalter und die Masseklemme an die entsprechenden Anschlisse an. Beachten Sie damit die Polaritat und die auf Behaltern der Elektroden genannte Schweibstromstärke.
- Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Gerät nicht benutzt wird.
Die Geräte sind mit drei, für Inverter spezifische Funktionen ausgerüstet:
- Hot Start: erhöht den Schweizstrom beim Zünden der Elektrode, und vermeidet das Verkleben.
- Arc Force: erhöht kurzzeitig den Schweißstrom. Ein mögliches Festbrennen der Elektrode am Werkstück während des Eintauchens ins Schweißbad wird verhindert.
- Anti Sticking: erlaubt im Falle eines Verklebens, die Elektrode ohne Ausglühen kein abzulösen.
E-HAND (MMA) PULS
Der SchweBmodus MMA Puls eignet sich fur SteignahtschweiBen (SchweBposition PF). Der Puls-Modus bewahrt ein kaltes Schmelzbad und fordert den Übergang von Material. Ohne Pulsen erfordert das SteignahtschweiBen eine Elektrodenfhrung nach dem "Tannenbaumprinzip", d.h. schwierige Dreiecksbewegungen. Dank dem MMA-Puls-Modus ist es nicht mehr erforderlich, diese Bewegung auszuführen; je nach Dicke kann eine Bewegung direkt nach oben ausreichen. Wenn Sie Ihr Schmelzbad trotzdem verbreitern möchten, ist eine einfache Seitenbewegung ausreichend, ähnlich wie beim Schweifen in flacher Position. Mit thisem Verfahren ist das Schweiben von Steignahten better beherrschbar. Die Pulsfrequenz ist einstellbar zwischen 1 Hz und 20 Hz.
WOLFRAM-INERTGAS-SCHWEISSEN (WIG-MODUS)
ANSCHLUSSE UND EMPEHLUNGEN
- Das Schweissen WIG DC und WIG AC erfordert Schutzgas (Argon).
- Verbinden Sie das Massekabel mit der positiven Anschlussbuchse (+). Verbinden Sie den Brenner mit der negativen Anschlussbuchse (-). Schlieben Sie Brennertasterkabel und Gasschlauch an.
- Kontrollieren Sie vor dem SchweiBen den Brenner auf Vollständigkeit und Zustand der VerschleBteile (Gripzange, Spannhülse, Gaslinse und Duse).
Die Wahl der Elektrode ist abhängig von der Stromstrakte bei den Verfahren WIG DC oder AC.
SCHLEIFEN DER ELEKTRODE
Für ein optimes Funktionieren wird eine auf die folgende Weise geschliffene Elektrode empfohlen :
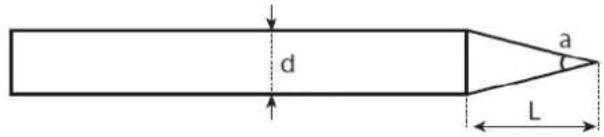
a = 0,5mm
L = 3× d bei niedrigem SchweiBstrom.
L = d bei hohem SchweiBstrom.
AUSWAHL DES ELEKTRODENDURCHMESSERS
| Ø Elektrode(mm) | WIG DC WIG AC | |||
| Wolfram pur Wolfram mit Oxiden Wolfram pur Wolfram mit Oxiden | ||||
| 1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A | ||||
| 1.6 60 > 150 A 60 > 150 A 45 > 90 A 60 > 125 A | ||||
| 2 75 > 180 A 100 > 200 A 65 > 125 A 85 > 160 A | ||||
| 2.5 130 > 230 A 170 > 250 A 80 > 140 A 120 > 210 A | ||||
| 3.2 160 > 310 A 225 > 330 A 150 > 190 A 150 > 250 A | ||||
| 4 275 > 450 A 350 > 480 A 180 > 260 A 240 > 350 A | ||||
| ~ 80A pro Ø-mm ~ 60A pro Ø-mm | ||||
WAHL DES ZUNDTYPES
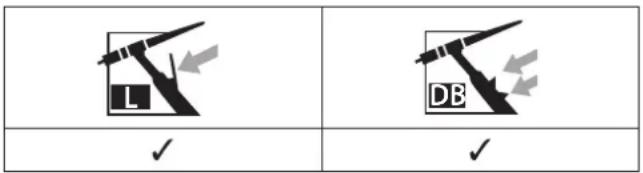
WIG HF: Zündung bei hoher Freqenz ohne Kontakt der Wolfram-Elektrode mit dem Werkstück.
WIG LIFT: Kontaktzündung (in HF-störungsanfälligen Umgebungen).
H



E



- Halten Sie den Brenner in der Schweißposition über das Werkstück (Abstand ungebär 2-3 mm zwischen der Elektrodenspitze und dem Werkstück).
- Drücken Sie die Taste des Brenners (der Lichtbogen wird ohne Kontakt gezündet mit Hilfe von Zündimpulsen hoher Spannung und hoher Frequenz).
-
Der AnfangsschweiBstrom flieBt, die SchweiBnaht wird entsprechend dem SchweiBzyklus fortgesetzt.
-
Positionieren Sie die Brennerdüse und die Elektrodenspitze auf dem Werkstück und drücken Sie den Brennertaster.
- Kippen Sie den Brenner, bis die Elektrodenspitze etwa 2-3 mm vom Werkstück entfernt ist. Der Bogen beginnnt.
- Bringen Sie den Brenner in die Normalposition zusück, um den Schweizyklus zu starten.
PARAMETERWAHL FÜR DAS WIG-VERFAHREN
- Der Modus WIG DC ist bestimmt für das Schweissen von eisenhaltigen Metallen wie Stahl, Edelstahl, aber auch Kupfer und seine Legierungen, und Titan.
- Der Modus WIG AC ist bestimmt für das Schweissen von Aluminium und seiner Legierungen.
WIG-DC-Schweiben
WIG DC - Standard
Das SchweiBverfahren WIG DC Standard erlaubt das hochqualitative SchweiBen von einer Mehrheit der eisenhaltigen Metalle wie Stahl, Edelstahl, aber auch Kupfer und dessen Legierungen sowie Titan. Von der Zündung bis zur Abkuhlung der SchweiBaht sind zahlreiche Strom- und Gaseinstellungen möglich, was für eine hervorragende Beherrschung des SchweiBvorgangs sorgt.
WIG DC - Puls
Dier SchweiBmodus mit gepulstem Strom erzeugt Pulse mit hohem (I, SchweBimpulse), dann mit schwachem (I_Kalt, Kuhlimpulse fur das Werkstück) Strom. Dierer Puls-Modus ermoigt das Fugen von Werkstücken bei gleichzeitiger Reduzierung der Temperatureinbringung. Er wird besondere empfohlen fur das Fugen von Werkstücken geringer Dicke.
Beispiel : Der Schweißstrom I beträgt 100 A und % (I_Kalt) = 50 %, d.h. ein Zweitstrom (Kaltstrom) = 50 % x 100 A = 50 A. F(Hz) beträgt 10 Hz, die Periode des Signals beträgt 1/10 Hz = 100 ms. Innerhalb dieser 100 ms folgen Pulse von 100 A und 50 A aufeinander.
Wahl der Frequenz :
- Bei dūnnen Materialien und ohne Zusatzdraht (< 0,8 mm), F(Hz) > 10 Hz,
- beim Schweißen in Zwangslage F(Hz) 5 < 100Hz..
Die Einstellung der Frequenz im Modus WIG DC Puls erfolgt durch Drucken und Loslassen der Drucktaste fur die Puls-Frequenz-Einstellung und das Betätigten des Hauptreglers. Der Wert dieser Frequenz wird erhöht, wenn der Hauptregler im Uhrzeigersinn betätigt wird, und wird vermindert, wenn der Hauptregler gegen den Uhrzeigersinn betätigt wird. Die Frequenz ist möglich im Bereich von 0,1 Hz und 900 Hz.
Sobald die Einstellung ausgeführte, bewirkt ein erneutes Drücken der Drucktaste für die Puls-Frequenz-Einstellung oder ein Warten von 5 Sekunden, dass die Stromquelle erneut ins Hauptmenu zurückkehrt. Das Schweissen im Modus DC Puls ist möglich für die Verfahren "WIG HF" und "WIG LIFT" und die Modi des Brennertasters "2T" und "4T".
WIG-AC-SchweBen
WIG AC - Easy
Dier Modus erlaubt eine rasche Anwendung des Schweissens in AC durch die Einstellung des Elektrodendurchmessers (der gewählte Wert wird durch die verschiedene LED auf dem Bedienfeld angezeigt). In this Modus ist die Einstellung der Parameter "Balance" und "Frequency" nicht möglich. Die Wahl des Elektrodendurchmessers beeinfusst den Wert des Schweibstroms und den Wert für das Abbeizen auf die folgende Weise :
| Elektrodendurchmesser I | min | I max | Abbeizen |
| 1,6 mm 10 A 80 A 30 % | |||
| 2,4 mm 45 A 120 A | 37 % | ||
| 3,2 mm 60 A 180 A | 43 % | ||
| 4,0 mm 75 A 200 A | 50 % | ||
In this sem Modus ist die Höhe der Frequenz von der Stärke des Schweißstroms abhängig :
| Strom (A) Frequenz (Hz) | |
| 10 > 40 117 | |
| 41 > 90 100 | |
| 91 > 140 79 | |
| 141 > 170 70 | |
| 171 > 200 60 | |
WIG AC - Standard
Der Schweissmodus "WIG AC Standard" ist für das Schweissen von Aluminium und seiner Legierungen (Al, AlSi, AlMg, AlMn...) bestimmt. Wechselstrom ist erforderlich für das Abbeizen von Aluminium-Oxid während dem Schweissen.
Balance : Bewirkt das Abbeizen des Al-Werkstücks beim Schweissen. Sie ist einstellbar zwischen 20% und 60%.
Frequenz : die Frequenz erlaubt, die räumliche Koncentration des Lichtbogens anzupassen. Eine hohe Frequenz erzeugt einen konzentrierten Lichtbogen. Eine niedrige Frequenz erzeugt einen breiten Lichtbogen.
Hohe Freqenz

Niedrige Frequenz
Strom-Frequenz-Kennlinie: Bei Wechselstrom sind die Werte von Schweibstrom und Frequenz durch die folgende Funktion bedingt :
Stromstärke bei Wechselstrom in Abhängigkeit von der Frequenz
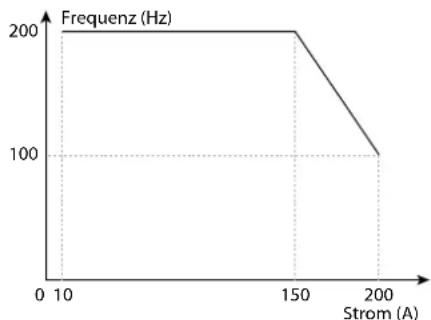
- Zwischen 10 A und 150 A beträgt die maximale Freqenz 200 Hz.
- Zwischen 150 A und 200 A sindt die maximale Freqenz von 200 Hz auf 100 Hz.
WIG AC - Puls
Die Impulsfunktion ist in WIG AC - Easy und WIG AC - Standard verfügbar. Die Pulsfrequenz ist von 0,1 Hz bis 20 Hz einstellbar.
Heften WIG DC oder AC
Der Modus "Spot" erlaubt die Vormontage von Werkstücken durch Heftschweissen. Die Anpassung der Dauer des Heftschweissens erlaubt eine bessere Reproduzierbarkeit und die Fertigung von nicht oxidierten Punktschweissungen. Wenn der "Spot"-Modus gewählt ist, werden in der Voreinstellung Beginn und Ende des Schweissens am Brennertaster festgelegt. Jedoch erlauben die Drucktaste F(Hz) und der Hauptdrehregler dem Anwender, diese Zeit zu modifizieren. Die Zeitdauer für "SPOT"-Heften ist einstellbar von 0,1 sec. bis 25 sec. mit einer Schrittweite von 0,1 sec. Der Beginn des Schweissens wird somit am Brennertaster festgelegt. Eine Auswahl von "0,0s" bewirkt eine Rückkehr zu einer nicht definierten SPOT-Dauer.
VERWALTUNG DES JOBS
Die während des Einsatzes verwendeten Parameter werden automatisch gespeichert und beim nachsten Einschalten wieder aufgerufen. Zusätzlich zu den aktuellen Parametern ist es möglich, die "JOB" Konfigurationen zu speichern und aufzurufen. Die Drucktaste "JOB" erlaubt, einen JOB zu speichern, aufzurufen oder eine Konfiguration zu Löschen. Pro Schweibverfahren können 30 JOBS gespeichert werden.
- Aufruf eines Job
- Der Aufruf eines Jobs erfordert keine spezielle Bedingungen (ausser, nicht in einem SchweiBzyklus zu sein),
- Kurzes Drücken (nicht über 2 sec) der Drucktaste "JOB",
- Die Anzeige "OUT" erscheint auf dem Display des Bedienfeldes,
- Mit dem Hauptregler die Nummer eines Jobs auswahlen. Nur die Nummern bereits existierender Jobs erschienen auf dem Display. Wenn kein Job gespeichert ist, zeit das Bedienfeld "- - -" an.
- Sobald eine Job-Nummer gewählt ist, wird die Konfiguration geladen durch Drücken der Drucktaste "JOB". Die Nummer des Jobs blinkt auf dem Display, was das Laden des Jobs anziegt. Die Nummer blinkt weiterhin, bis ein anderer Parameter modifiziert wird oder bis zum Drucken an Brennertaster, um den Schweißzyklus zu starten.
- Löschen eines Jobs
- Kurzes Drucken (nicht über 2 sec) der Drucktaste "JOB",
- Die Anzeige "OUT" erscheint auf dem Display des Bedienfeldes,
- Mit dem Hauptregler die Nummer eines Jobs auswahlen. Nur die Nummern bereits existierender Jobs können auf dem Display angezeigt werden,
- Drücken Sie dreimal hintereinander auf die Drucktaste "JOB". Der gewählte job ist nun gelöscht und die Stromquelle zeigt erneut den Schweibstrom an.
- Erstellung eines Jobs
- Alle Schweissparameter müssen festgelegt sein,
- Langes Drucken (länger als 3 sec) auf die Drucktaste "JOB",
Die Anzeige "IN" erscheint auf dem Display, - Mit dem Hauptregler die Nummer eines Jobs wahlen. Nur Nummern bisher nicht definiertier Jobs sind wahlbar und werden auf dem Display angezeigt,
- Sobald die Nummer des Jobs gewählt wurde, drücken Sie die Drucktaste "JOB", um den Job unter der gewählten Nummer zu speichern,
- Die Nummer des Jobs bleibt angezeigt, was die erfolgliche Speicherung bestätigt. Die Anzeige des Jobs dauert an, bis eine andere Drucktaste betätig oder der Brennertaster aktiviert wird.
Anmerkung: wenn alle Nummern bereits mit gespeicherten Jobs belegt sind, zeigt das Bedienfeld "Full" an.
Besonderheiten beim Aufruf eines Jobs in WIG AC : Die Besonderheit beim Aufruf eines Jobs in WIG AC liegt in der Anzeige von Parametern für die AC-Funktionen. Wenn ein AC-Job aufgerufen wird, zeigt das Bedienfeld in einer Schleife nacheinander die Werte für die Stromstärke (in A), der Balance (in %) und der Freqenz (in Hz). Dieser Zyklus dauert an bis zum Drucken des Brennertasters, um einen Schweizzyklus zu starten.
GEEIGNETE BRENNER UND FUNKTION DES BRENNERTASTERS
Beim Brenner mit 1 Taste wird die Taste als "Haupttaste" bezeichnet.
Beim Brenner mit 2 Tasten wird die erstene Taste als "Haupttaste" und die zweite als "Sekundärtaste" bezeichnet.
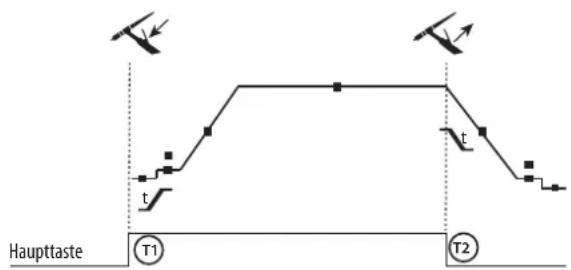
MODUS 2T
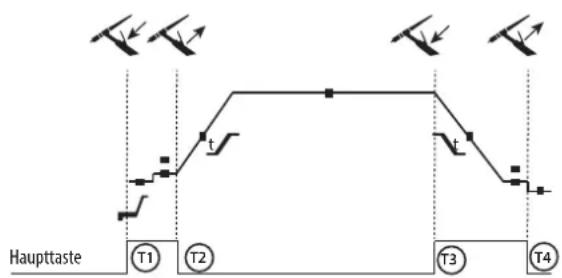
UPMODUS4T
T1: Die Haupttaste wird gedrückt, der Schweizzyklus beginnt (Gasvorstromung, I_start, Anstieg und Schweissen).
T2: Die Haupttaste wird losgelassen, der Schweizbyklaus endet (Absenken, I_Stop, Gasnachstromung).
Beim Brenner mit 2 Tasten in Modus 2T wird die Sekundär taste als Haupttaste verwendet.
T1: Die Haupttaste wird gedrück, der Schweizbyklus beginnnt mit der Gasvorströmung und endet mit I_start.
T2: Die Haupttaste wird losgelassen, der Schweißzyklus setzt sich fort mit Upslope und mit dem Schweissen.
T3: Die Haupttaste wird gedrück, der Schweizbyklus besteht in Downslope und endet mit I_Stop.
T4: Die Haupttaste wird losgelassen, und der Schweizzyklus endet mit der Gasnachströmung.
↑↓ MODUS 4T LOG
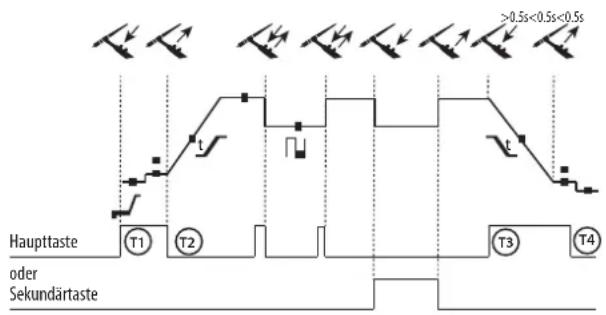
T1: Die Haupttaste wird gedrück, der Schweizzyklus beginnnt mit der Gasvorströmung und endet mit I_start.
T2: Die Haupttaste wird losgelassen, der Schweizbyklus setzen sich fort mit Anstieg und mit dem Schweissen.
LOG : dieser Modus wird in Phasen des Schweissens benutzt :
- ein kurzer Druck auf die Haupttaste (<0.5 sec) wechselt vom Schweizstrom zum Zweitstrom (Kaltstrom) und umgekehrt.
- Wird die Sekundärtaste gedrück gehalten, wechselt der Strom vom Schweibstrom zum Zweitstrom (Kaltstrom).
- Wird die Sekundärtaste losgelassen, wechselt der Strom vom Zweitstrom (Kaltstrom) zum Schweizstrom.
T3: Ein langes Drücken der Haupttaste (>0.5 sec) veranlassst den Schweizzyklus, in Absenken überzugehen und der Schweizzyklus endet mit I Stop.
T4: Die Haupttaste wird losgelassen, und der Schweizbyklus endet mit der Gasnachstromung.
Bei Brennern mit Doppeltasten gehalt die Haupttaste des Brennertasters die gleichen Funktionen bei wie beim Brenner mit einfacher oder Lamellen-Taste. Wird die Sekundärtaste gedrückt gehalten, wechselt der Strom zum Zweitsstrom (Kaltstrom). Bei vorhandem Brenner-Potentiometer kann der Schweibstrom von 50% bis 100% seines Maximalwertes geregelt werden.
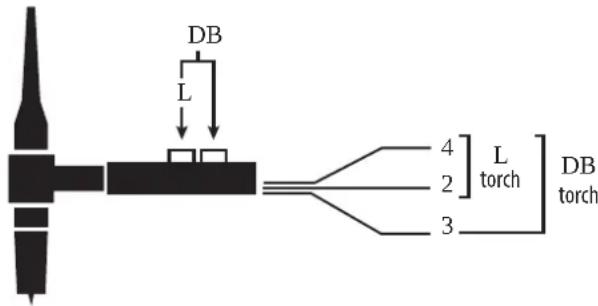
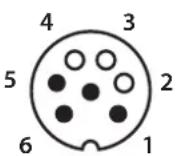
STEUERLEITUNG-STECKER DES BRENNERTASTERS
NC
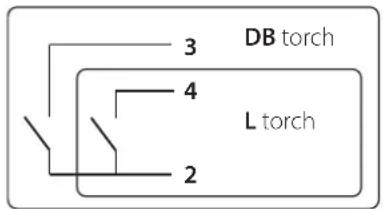
Verdrahtungsplan je nach Brennertype Schaltbild in Abhängigkeit von der Art des Brenners
| Brenner-Type Aderbezeichnung | Stockerbelegung | ||
| Doppeltastenbrenner | Einzeltastenbrenner | Erde/Masse 2 | |
| Brennertaster 1 4 | |||
| Brennertaster 2 3 | |||
LUFTKÜHLUNG
Die Stromquelle verfügt über eine gesteuerte Luftkuhlung.
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
- Durch Transport verursachten Beschädigungen.
- Normalem Verschleib der Teile (z.B.: Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
- Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöbe, Demontage).
- Durch Umwelterinflüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im Fall einer Garantieleistung trag GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.

ELEKTRISCHE VEILIGHEID

GEBRUIK VAN EEN VERLENGSNOER
AANSLUITINGEN EN ADVIEZEN
De garantie dekt nicht :
SALDATURA A ELETTRIDO TUNGSTENO CON GAS INERTE (MODALITA TIG)
*Einschaftsdauer gemäß EN60974-1 (10 Minuten - 40°C).
Bei hivn t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t 0
Das Gerat zum Abkühlen nicht ausschalten und laufen lessen bis das Gerat wieder bereit ist. Die Schwellstromquelle besteht eine fallende Spannungskennlinie.




