
Protig 200 ACDC - Welding machine GYS - Free user manual and instructions
Find the device manual for free Protig 200 ACDC GYS in PDF.

User questions about Protig 200 ACDC GYS
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Welding machine in PDF format for free! Find your manual Protig 200 ACDC - GYS and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. Protig 200 ACDC by GYS.
USER MANUAL Protig 200 ACDC GYS
FR 2/3-15/105-112
EN 2/16-27/105-112
DE 2/28-39/105-112
ES 2/40-52/105-112
RU 2/53-65/105-112
NL 2/66-78/105-112
IT 2/79-91/105-112
PL 2/92-104/105-112
PROTIG 200 AC/DC
Poste à souder TIG et MMA TIG (GTAW) and MMA (SMAW) welding machine
Cbapouhbn annapaT TNM MMA
TIG en MMA lasapparaat
INSTALLATION - FONCTIONNEMENT PRODUIT
INTERFACE HOMME-MACHINE (IHM)
Bouton de " Pre-Gaz "
- Bouton de " Post-Gaz "
Read and understand the following safety instructions before use.
Any modification or updates that are not specified in the instruction's manual should not be undertaken.
The manufacturer is not liable for any injury or damage caused due to non-compliance with the instructions featured in this manual. In the event of problems or uncertainties, please consult a qualified person to handle the installation properly.
ENVIRONMENT
This equipment must only be used for welding operations in accordance with the limits indicated on the descriptive panel and/or in the user manual. Safety instructions must be followed. In case of improper or unsafe use, the manufacturer cannot be held liable.
This equipment must be used and stored in a room free from dust, acid, flammable gas or any other corrosive agent. Operate the machine in an open, or well-ventilated area.
Operating temperature:
Use between -10 and +40^ (+14 and +104°F).
Storage between -20 and +55^ (-4 and 131^)
Air humidity:
Lower or equal to 50% at 40^ (104^)
Lower or equal to 90% at 20^ (68^)
Altitude:
Up to 1000 meters above sea level (3280 feet).
INDIVIDUAL PROTECTIONS AND OTHERS
Arc welding can be dangerous and can cause serious injury or even death.
Welding exposes the user to dangerous heat, arc rays, electromagnetic fields, risk of electric shock, noise and gas fumes. People wearing pacemakers are advised to consult a doctor before using the welding machine. To protect oneself as well as others, ensure the following safety precautions are taken :

In order to protect you from burns and radiations, wear clothing without turn-up or cuffs. These clothes must be insulating, dry, fireproof, in good condition and cover the whole body.

Wear protective gloves which guarantee electrical and thermal insulation.

Use sufficient welding protective gear for the whole body: hood, gloves, jacket, trousers... (varies depending on the application/ operation). Protect the eyes during cleaning operations. Contact lenses are prohibited during use.
It may be necessary to install fireproof welding curtains to protect the area against arc rays, weld spatter and sparks. Inform the people around the working area to never look at the arc nor the molten metal, and to wear protective clothes.

Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit (the same applies to any person in the welding area).
Keep hands, hair and clothes away from moving parts such as fans, and engines.
Never remove the safety covers from the cooling unit when the machine is plugged in. The manufacturer is not liable for any injury or damage due to non-compliance with the safety precautions.

Parts that have just been welded will be hot and may cause burns when touched. During maintenance work on the torch or the electrode holder, you should make sure it's cold enough and wait at least 10 minutes before any intervention. When using a water-cooled torch, make sure that the cooling unit is switched on to avoid any burns that could potentially be caused by the liquid. It is important to secure the working area before leaving it to ensure protection of the goods and the safety of people.
WELDING FUMES AND GAS

Fumes, gas and dust produced during welding are hazardous to health. It is mandatory to ensure adequate ventilation and/or extraction times and gas away from the work area. Using an air fed welding helmet is recommended in case of insufficient ventilation in the workplace. The suction is effective by referring to the recommended safety regulations.
Precautions must be taken when welding in small areas, and the operator will need supervision from a safe distance. In addition, the welding of certain materials containing lead, cadmium, zinc, mercury or beryllium may be particularly harmful.
Also remove any grease on the metal pieces before welding.
Gas cylinders must be stored in an open or ventilated area. They must be stored vertically and held by a support or trolley to limit the risk of fall. Do not weld in areas where grease or paint are stored.
FIRE AND EXPLOSION RISKS

Protect the entire welding area. Flammable materials must be moved to a minimum safe distance of 11 meters.
A fire extinguisher must be readily available near the welding operations.
Be careful of spatter and sparks, even through cracks. It can be the source of fire or explosion.
Inflammable material, explosive material, containers under pressure must stay at a safety distance.
Welding in closed containers or pipes is forbidden and, if they are opened, they must be emptied of any flammable or explosive material (oil, fuel, gas ...).
Grinding operations should not be carried out close to the power supply or any flammable materials.
GAS CYLINDERS

Gas leaking from the cylinders can lead to suffocation if present in high concentration around the work area (ventilation required).
Transport must be done safely: cylinders closed and welding machine switched off. They must be stored vertically and held by a support to limit the risk of falling.
Close the cylinder between two uses. Beware of temperature variations and sun exposure.
The cylinder must not be in contact with a flame, electric arc, torch, earth clamp or all other sources of heat.
Always keep gas cylinders away from electrical circuits, and therefore never weld a cylinder under pressure.
Be careful when opening the cylinder valve, it is necessary to remove the tip of the valve and make sure that the gas meets your welding requirements.
SELECTRICAL SAFETY

The electrical mains used must have an earth terminal. Use the recommended fuse size.
An electric shock could cause serious injuries or potentially even deadly accidents.
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, earth cable, cables, electrodes) because they are connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged. Do not touch the torch or electrode holder and the earth clamp at the same time.
Make sure to replace the torches and cables if they are damaged. This should be done by a qualified and authorised technician. Make sure that the cable cross section is adequate with the usage (extensions and welding cables). Always wear dry clothes which are in good condition in order to be isolated from the welding circuit. Wear insulating shoes, regardless of the workplace/environment in which you work in.
EMC CLASSIFICATION

This Class A machine is not intended to be used on a residential site where the electric current is supplied by the domestic low-voltage power grid. There may be potential difficulties in ensuring electromagnetic compatibility at these sites, due to conducted interferences as well as radiation.

This equipment does not comply with IEC 61000-3-12 and is intended to be connected to private low-voltage systems interfacing with the public supply only at the medium- or high-voltage level. On a public low-voltage power grid, it is the responsibility of the installer or user of the device to ensure, by checking with the operator of the distribution network, which device can be connected.
ELECTROMAGNETIC EMISSIONS

The electric current flowing through any conductor causes electrical and magnetic fields (EMF). The welding current generates an EMF around the welding circuit and the welding equipment.
The EMF electromagnetic fields can interfere with certain medical implants, such as pacemakers. Protective measures must be taken for people having medical implants. For example, by restricting access to passers-by or conducting an individual risk evaluation for the welders.
All welders must use the following procedures to minimize exposure to electromagnetic fields from the welding circuit:
- position the welding cables together - fix them with a clamp, if possible;
- position yourself (torso and head) as far away from the welding circuit as possible;
- never wrap the welding cables around the body;
- do not position the body between the welding cables. Hold both welding cables on the same side of your body;
- connect the earth clamp as close as possible to the area being welded;
- do not work too close to, do not lean and do not sit on the welding machine
- do not weld when transporting the welding machine or its wire feeder.

People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic fields while welding may have other health effects which are not yet identified.
RECOMMENDATIONS TO ASSESS THE WELDING AREA AND WELDING INSTALLATION
Overview
The user is responsible for the installation and use of the arc welding equipment according to the manufacturer's instructions. If electromagnetic disturbances are detected, the user is responsible for resolving the situation with the manufacturer's technical assistance. In some cases, this corrective action may be as simple as earthing the welding circuit. In other cases, it may be necessary to construct an electromagnetic shield around the welding power source and around the entire piece by fitting input filters. In all cases, electromagnetic interferences must be reduced until they are no longer inconvenient.
Welding area assessment
Before installing the machine, the user must evaluate the possible electromagnetic problems that may arise in the area where the installation is planned. The following elements should be taken into account:
a) the presence (above, below and next to the arc welding machine) of other power cables, remote cables and telephone cables;
b) television transmitters and receivers;
c) computers and other hardware;
d) critical safety equipment such as industrial machine protections;
e) the health and safety of the people in the area such as people with pacemakers or hearing aids;
f) calibration and measuring equipment;
g) the isolation of other pieces of equipment which are in the same area.
The operator has to ensure that the devices and equipment used in the same area are compatible with each other. This may require extra precautions;
h) the time of day during the welding or other activities have to be performed.
The dimension of the cutting area that has to be considered depends on the size and shape of the building and the type of work undertaken. The area taken into consideration might go beyond the limits of the installations.
Welding area assessment
Besides the welding area assessment, the assessment of the arc welding systems installation itself can be used to identify and resolve cases of disturbances. The assessment of emissions must include in situ measurements as specified in Article 10 of CISPR 11. In situ measurements can also be used to confirm the effectiveness of mitigation measures.
RECOMMENDATION ON METHODS OF ELECTROMAGNETIC EMISSIONS REDUCTION
a. National power grid : the arc welding machine must be connected to the national power grid in accordance in accordance with the manufacturer's recommendation. In case of interferences, it may be necessary to take additional precautions such as the filtering of the power supply network. Consideration should be given to shielding the power supply cable in a metal conduit or equivalent of permanently installed arc welding equipment. It is necessary to ensure the electrical continuity of the frame along its entire length. The shielding should be connected to the welding current's source to ensure good electrical contact between the conduct and the casing of the welding current source.
b. Maintenance of the arc welding equipment : The arc welding machine should be subject to a routine maintenance check according to the recommendations of the manufacturer. All accesses, service doors and covers should be closed and properly locked when the arc welding equipment is on. The arc welding equipment must not be modified in any way, except for the changes and settings outlined in the manufacturer's instructions. The spark gap of the arc starts and arc stabilization devices must be adjusted and maintained according to manufacturer's recommendations.
c. Welding cables: Cables must be as short as possible, close to each other and close to the ground, if not on the ground.
d. Equipotential bonding: consideration should be given to bond all metal objects in the surrounding area. However, metal objects connected to the workpiece increase the risk of electric shock if the operator touches both these metal elements and the electrode. It is necessary to insulate the operator from such metal objects.
e. Earthing of the workpiece: When the part is not earthed due to electrical safety reasons or because of its size and its location (which is the case with ship hulls or metallic building structures), the earthing of the part can, in some cases but not systematically, reduce emissions. It is preferable to avoid the earthing of parts that could increase the risk of injury to the users or damage other electrical equipment. If necessary, it is appropriate that the earthing of the part is done directly, but in some countries that do not allow such a direct connection, it is appropriate that the connection is made with a capacitor selected according to national regulations.
f. Protection and shielding: The selective protection and shielding of other cables and devices in the area can reduce perturbation issues. The protection of the entire welding area can be considered for specific situations.
TRANSPORT AND TRANSIT OF THE WELDING MACHINE

The machine is fitted with handle(s) to facilitate transportation. Be careful not to underestimate the weight of the machine. The handle(s) cannot be used for slinging.
Do not use the cables or torch to move the machine. The welding equipment must be moved in an upright position.
Do not place/carry the unit over people or objects.
Never lift the machine while there is a gas cylinder on the support shelf. The transport rules applying to each item are different.
EQUIPMENT INSTALLATION
- Put the machine on the floor (maximum incline of 10^ ).
- The machine must be placed in a sheltered area away from rain or direct sunlight.
- Provide an adequate area to ventilate the machine and access the controls.
-
This equipment must be used and stored in a place protected from dust, acid, gas or any other corrosive substance.
The machine protection level is IP21, which means: -
Protection against access to dangerous parts from solid bodies of a ≥ 12.5mm diameter and,
- Protection against vertically falling drops.
- Power, extension and welding cables must be fully uncoil to avoid overheating.
Warning: Increasing the length of the torch or earth return cables beyond the maximum length specified by the manufacturer will increase the risk of electric shock.

The manufacturer does not accept any liability in relation to damages caused to objects or harm caused to persons as the result of incorrect or dangerous use of the machine.
MAINTENANCE / RECOMMENDATIONS

- Maintenance should only be carried out by a qualified person. A yearly maintenance is recommended.
- Ensure the machine is unplugged from the mains, and then wait 2 minutes before carrying out maintenance work. Inside, voltages and currents are high and dangerous.
- Remove regularly the casing and any excess of dust. Take this opportunity to have the electrical connections checked by a qualified person, with an insulated tool.
- Regularly check the condition of the power supply cable. If the power cable is damaged, it must be replaced by the manufacturer, its after sales service or an equally qualified person to prevent danger.
- Ensure the vents of the device are not blocked to allow adequate air circulation.
- Do not use this equipment to thaw pipes, to charge batteries, or to start any engine.
INSTALLATION - PRODUCT OPERATION
Only qualified personnel authorised by the manufacturer should perform the installation of the welding equipment. During the installation, the operator must ensure that the machine is disconnected from the mains. Connecting generators in series or in parallel is forbidden. It is recommended to use the welding cables supplied with the unit in order to obtain the optimum product settings.
EQUIPMENT DESCRIPTION (FIG-1)
This welding machine is an inverter welding unit designed for use on refractory electrodes (TIG) in direct (DC) or alternative (AC) current and electrode welding (MMA).
TIG welding requires gas shield protection of pure gas (Argon).
The MMA process can be used to weld any type of electrodes: rutile, basic, stainless steel and cast iron.
1- Positive polarity plug 5- Keyboard + buttons
2- Trigger connection 6- Power supply cable
3- Negative polarity plug 7-Gas inlet
4- Gas connection for torch
POWER SUPPLY - POWER UP
- The PROTIG 200 AC/DC is supplied with a 16A plug type CEE7/7 and must only be used on a single-phase electrical installation (50-60 Hz) with 3 wires including one connected to earth.
The absorbed effective current (I1eff) is displayed on the machine, for optimal use. Check that the power supply and its protection (fuse and/or circuit breaker) are compatible with the current needed by the machine. In some countries, it may be necessary to change the plug to allow the use at maximum settings. - It switches to protection mode if the power supply voltage is over 265 V. To indicate this fault, the display shows 051 Once the machine is in protective mode, unplug the machine and plug it into an outlet supplying the correct voltage.
- Fan behaviour: in MMA mode, the fan works continuously. In TIG mode, the fan works only during welding, then stops after the machine has cooled down.
- The arc priming and stabilisation device is designed for manual and mechanically guided operation.
WORKING OFF A GENERATOR
These machines can work on generators as long as the auxiliary power matches the requirements below:
- The voltage must be AC, always set as specified, and the peak voltage below 400V,
- The frequency must be between 50 and 60Hz
It is imperative to check these requirements as certain generators can create high voltage peaks that can damage these machines.
USE OF EXTENSION LEADS
All extension cables must have an adequate size and section, relative to the machine's voltage. Use an extension lead that complies with national safety regulations.
| Voltage input | Length and thickness of the extension lead | |
| < 45 m < 100 m | ||
| 230 V 2.5 mm² | ||
GAS CONNECTION
The machine has a pneumatic connection. Use the adapters originally supplied with the power source.
ACTIVATION OF THE VRD FUNCTION (VOLTAGE REDUCTION DEVICE)
This device protects the welder. The welding current is delivered only when the electrode is in contact with the part (low resistance). As soon as the electrode is removed, the VRD function lowers the voltage to a very low value.
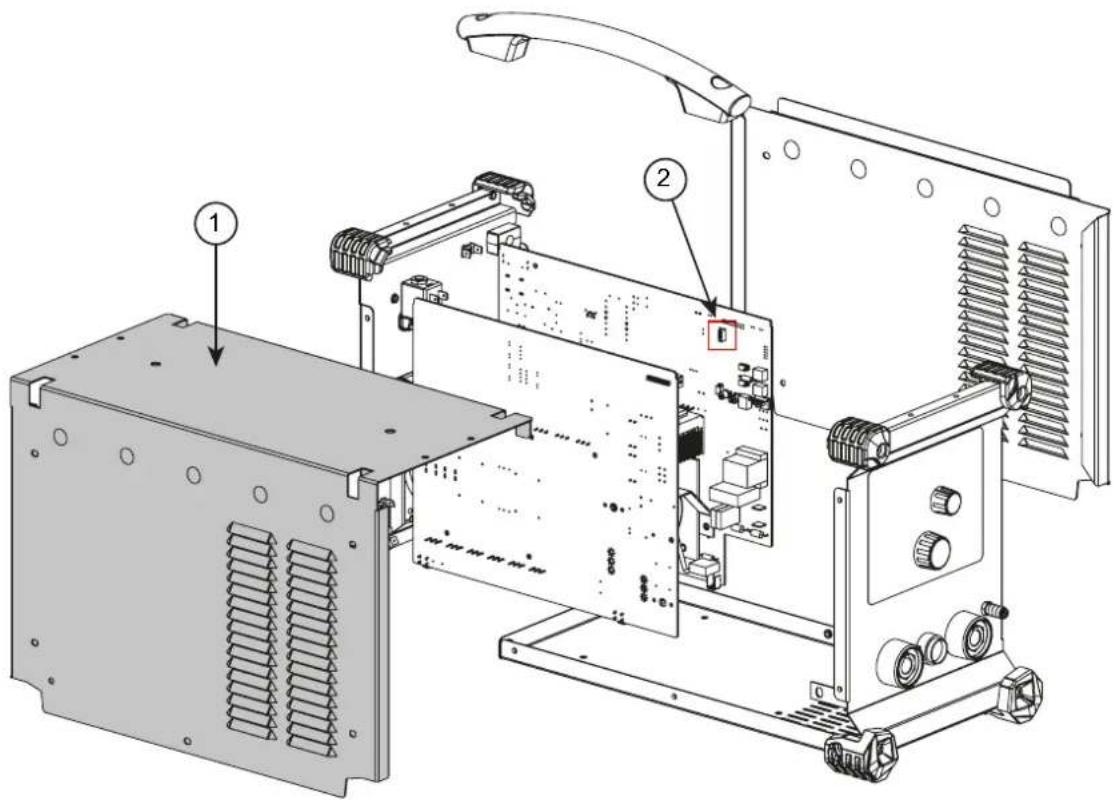
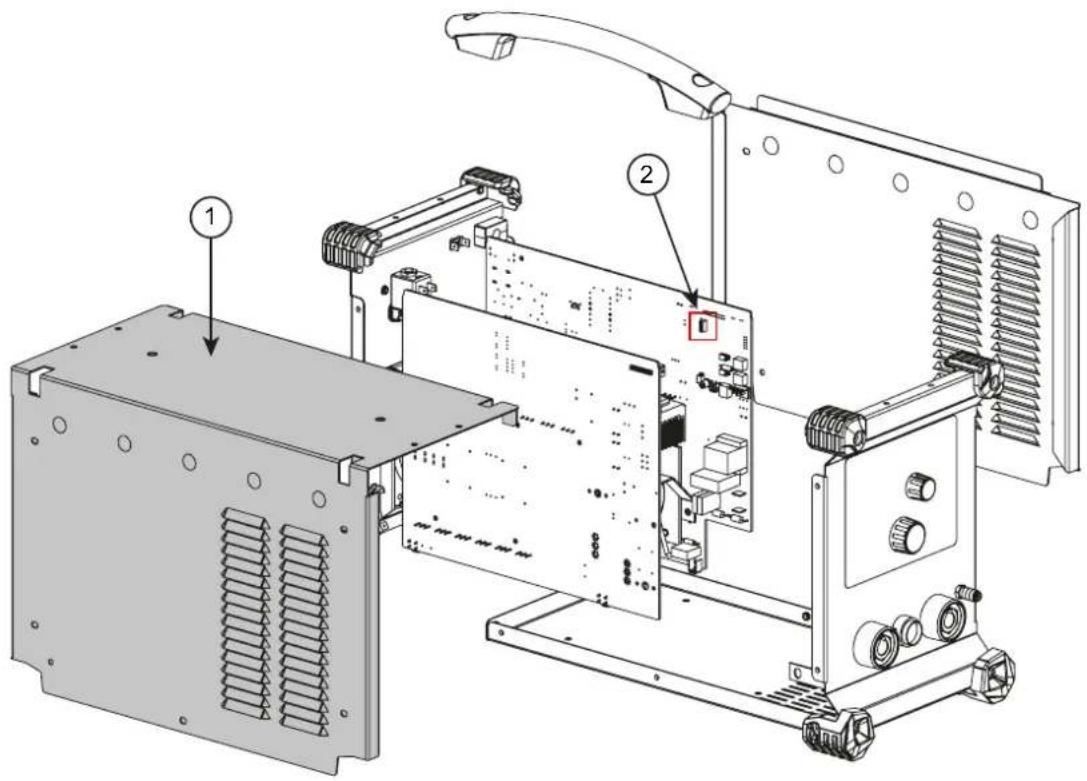
The VRD function is originally disabled. However, this can be activated by means of an ON/OFF switch on the power source control board. To access it, follow the steps below:
- Disconnect the product from the power supply before handling.
- Remove the screws to take the power source cover off (n^1)
- Locate the switch on the main board (red box on diagram below - n° 2).
- Turn the switch located on this main board ON.
- The VRD function is activated.
- Screw the power source cover back on.
- On the interface (HMI), the LED for the VRD function is lighted : VRD

To deactivate the VRD function, simply turn the switch located on the main board back to OFF. The VRD LED on the HMI is turned off.
DISPLAY OF SOFTWARE VERSIONS
When the machine is plugged into the mains, it displays the software versions of the power and the HMI boards.
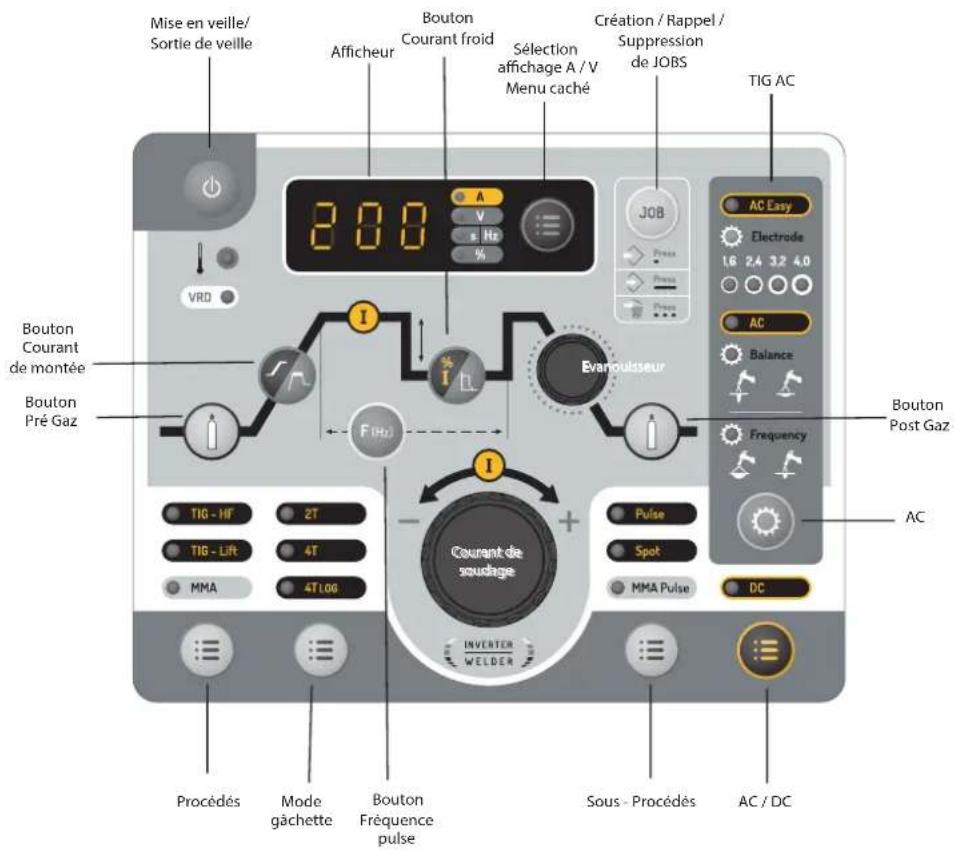
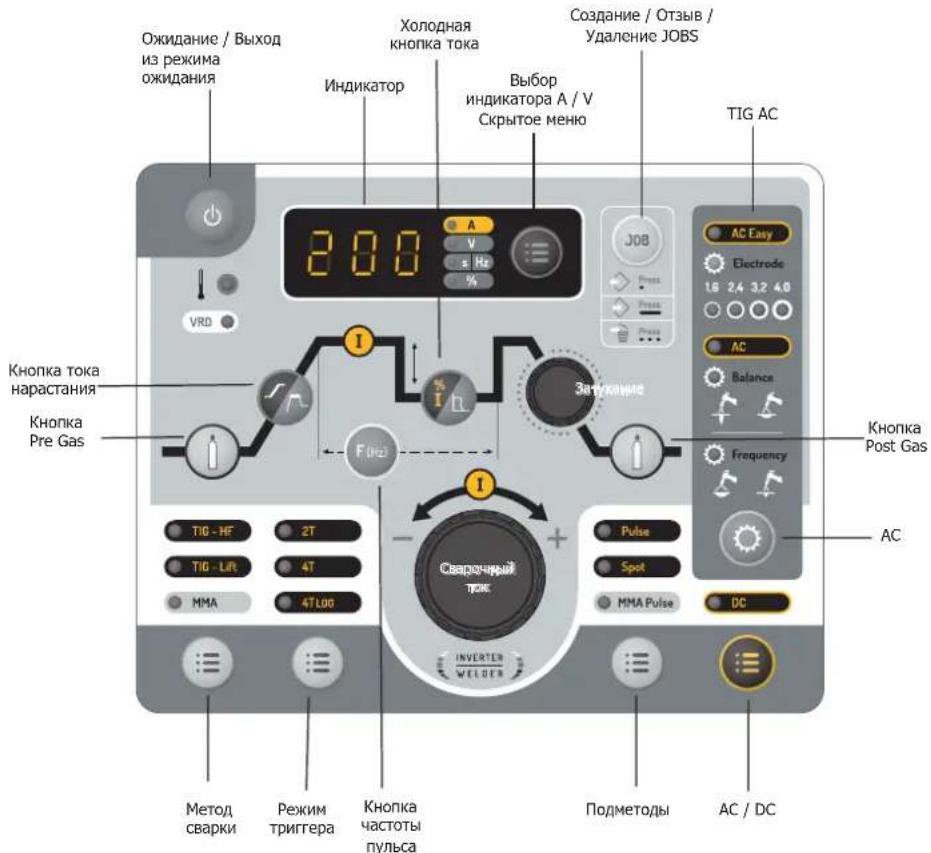
HUMAN-MACHINE INTERFACE (HMI)
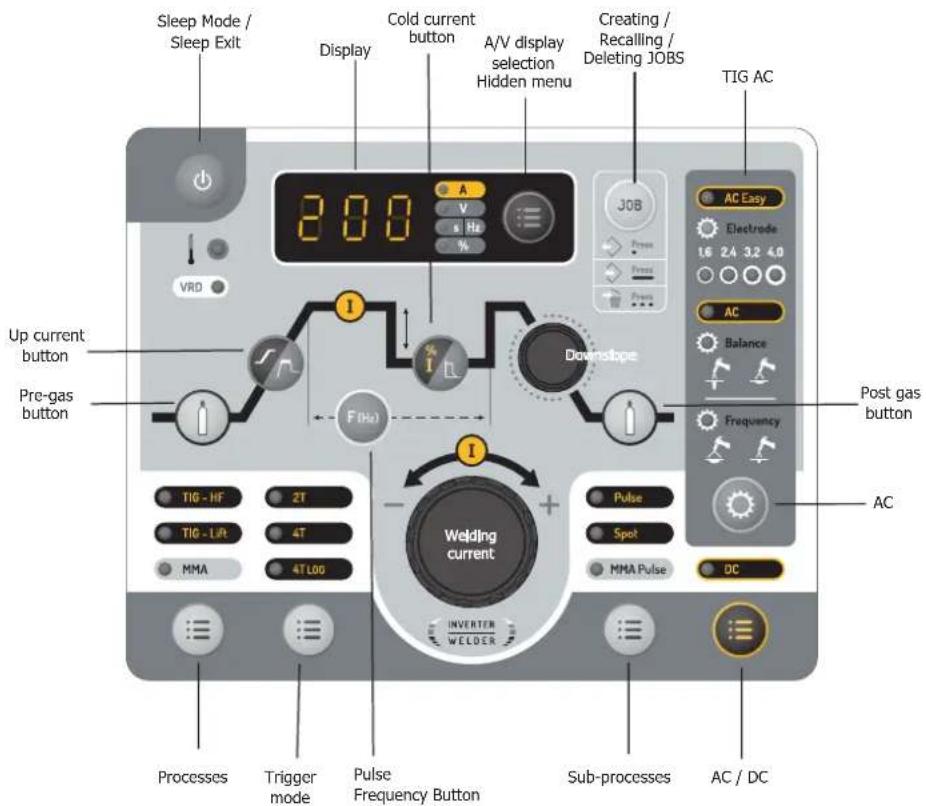
| Functions Pictograms | MMA TIG DC | TIG AC Comments | |||
| Sleep Mode / Sleep Exit • | • Button to put the product into and out of sleep mode. | ||||
| Sub-processes • • | PulseSpotMMA Pulse | In MMA process: access to "Pulse MMA"mode,In TIG DC: access the "Pulse" or "Spot" modes. | |||
| AC/DC • Choose between | TIG "DC" "AC" and TIG "AC - Easy". | ||||
| AC | • | Select the parameter to be adjusted between "Frequency", "Balance" and "Electrode" | |||
| -A/V display selection-Hidden menu | • | By default, the current setpoint is displayed on the HMI.After welding (MMA and TIG DC), the value that is displayed flashing is the welding current measurement. Pressing this button, the measured welding voltage is displayed. | |||
| JOB • • | JOB | Allows you to recall, create and delete a job. Refer to the JOB section for more information. | |||
| Pre-gas • | Setting the Pre-Gas time. This time corresponds to the time it takes to purge the torch and to protect the area with gas before ignition | ||||
| Up slope current | Current rise ramp. | ||||
| Pulse Frequency • Pulse frequency setting (TIG AC/DC). | |||||
| Cold current • • | % I | Setting the cold current in pulse mode (TIG) Arc Force setting (MMA). | |||
| Downslope • Current lowering ramp setting. | |||||
| Post gas • | Post-Gas time setting. This time corresponds to the duration of gas protection after the arc has been extinguished. It protects the weld pool and the electrode against oxidation when the metal is cooling down. | ||||
HMI OPERATION AND DESCRIPTION OF ITS BUTTONS
- On / Off button
This key is used to activate or deactivate the machine from sleep mode. The sleep mode cannot be activated while the machine is welding.
- Welding process selection button
This key is used to select the welding process. Each successive press toggles between the following welding processes: TIG HF / TIG LIFT / MMA. The LED indicates the selected process.
Note: the process selected by default at machine startup corresponds to the last process used before the last sleep or shutdown.
- Trigger mode selection button
Use this button to configure how the trigger is used. Each successive press toggles between the following modes: 2T / 4T / 4T LOG. The LED indicates the selected mode.
Note: the trigger mode selected by default at machine startup corresponds to the last trigger mode used before the last sleep or shutdown. For more information, refer to the section "Compatible Torches and Trigger Behavior".
- Selecting sub-processes button
This key is used to select the "Sub-process". Each successive press toggles between the following sub-processes: PULSE / SPOT (only in TIG mode) / MMA PULSE (only in MMA mode). The LED indicates the selected sub-process.
SPOT mode is not accessible in 4T & 4T Log trigger configuration and in MMA PULSE welding mode.
Note: the sub-process selected by default at machine startup corresponds to the last sub-process used before the last sleep or shutdown.
- AC or DC current selection button
This key is used to select the current type when the TIG process is activated. Each successive press toggles between the following modes: DC / AC / AC - Easy. The LED indicates the selected process.
Note: the process selected by default at machine startup corresponds to the last process used before the last sleep or shutdown.
- Main incremental encoder
As default, the incremental encoder allows the adjustment of the welding current. It is also used to set the values of other parameters which are then selected via the associated keys. Once the parameter setting has been completed, it is possible to press the key of the parameter that has just been set again so that the incremental encoder is again linked to the current setting. It is also possible to press another key related to another parameter to adjust it. If no action is performed on the HMI for 5 seconds, the incremental encoder is again linked to the welding current setting.
Pre-Gas button
The Pre-Gas adjustment is done by pressing and releasing the Pre-Gas button and then activating the main incremental encoder. Pre-Gas value increases when the incremental encoder is operated clockwise and decreases when it is operated anti-clockwise. Once the setting has been made, it is possible to press and release the Pre-Gas button again to re-link the main incremental encoder to the current setting or to wait for 5 seconds. The setting step is 0.1 sec. The minimum value is 0 sec. and the maximum value is 20 sec.
Post-Gas button
The Post-Gas adjustment is done by pressing and releasing the Post-Gas button and then activating the main incremental encoder. Post-Gas value increases when the incremental encoder is operated clockwise and decreases when it is operated anti-clockwise. Once the setting has been made, it is possible to press and release the Post-Gas button again to re-link the main incremental encoder to the current setting or to wait for 5 seconds. The setting step is 0.1 sec. The minimum value is 0 sec. and the maximum value is 20 sec.
- Up Slop or current control button
The current ramp-up setting is done by pressing and releasing the current ramp-up button and then by activating the main incremental encoder. Current ramp-up value increases when the incremental encoder is operated clockwise and decreases when it is operated anti-clockwise. Once the setting has been made, it is possible to press and release the current ramp-up button again to re-link the main incremental encoder to the current setting or to wait for 5 seconds. The minimum value is 0 sec. and the maximum value is 20 sec.
- Incremental encoder for fading or "Down Slop" adjustment
The "Down-Slop" incremental encoder is used to set the value of the current fading (clockwise increase and counterclockwise decrease). The value is visible on the 7-segment display and remains displayed for 5 seconds if an action on the incremental encoder is performed. The minimum value is 0 sec. and the maximum value is 20 sec.
Cold current control button
When one of the 2 processes "HF TIG" or "LIFT TIG" is selected, the cold current setting button is used to adjust the value of the cold current (only in 4T Log trigger configuration). The value can be adjusted between 20% and 80% of the welding current. The incremental step is 1% . This value is also adjustable in the "TIG DC Pulse" and "MMA Pulse" processes.
- "AC" button
Use of the "AC" button in "AC - Easy" mode : Pressing this button gives access to the tungsten electrode diameter setting. The setting of this parameter is done as follows:
- Press the "AC" key,
- Within 3 seconds, activate the incremental encoder. An clockwise rotation of this encoder leads to an increase in the electrode diameter and a anti-clockwise rotation leads to a decrease in the value of the electrode diameter. The selected electrode value is visible on the HMI LEDs below the AC Easy mode.
- Once the setting has been made, after 5 seconds without activating the incremental encoder, it is again linked to the current setting.
Using the " AC " button in " AC " mode : Pressing this button allows you to select and adjust the " Balance " and " Frequency " parameters (the associated LED lights up according to the selected parameter). The incremental encoder acts on these 2 parameters values and must be actuated within 5 seconds. Beyond that, the power source will display the welding current again.
Frequency adjustment in TIG AC (Frequency)
The welding current frequency setting for TIG AC ranges from 20Hz to 200Hz .
Balance adjustment in TIG AC (Balance)
The welding balance setting for TIG AC ranges from 20% to 60% . The incremental step is 1% .
Note: The "AC" key is not active in "DC" mode.
- Setting the electrode diameter (Electrode)
Adjusting the electrode diameter allows the ignition current to be adjusted.
HIDDEN MENU
A hidden menu is available for each of the welding processes: DC TIG, AC TIG and MMA. This menu is designed to allow the setting of additional parameters for each of these processes.

The changes of the values of accessible parameters in the hidden menu are kept when saving a job.
Accessibility, navigation and settings in hidden menu:
DC TIG and AC TIG:
Access the hidden menu by pressing the (A) button for 3 seconds.
The machine now displays "ISA". By turning the main encoder, it is possible to access to "TSA", "ISO", "TSO" and "ESC".
To access the setting of these parameters, press the A/V button again.
- ISA : Set the starting current. It is set as a percentage of the welding current setpoint. It can be adjusted between 10% and 200% . Validate the entered setting by pressing the A/V button.
- TSA : Set the duration of the starting current. Time is adjustable from 0s to 10s, validate the entered setting by pressing the A/V button.
- ISO : Set the welding end current, it is set as a percentage of the welding current setpoint. It can be adjusted between 10% and 200% . Validate the entered setting by pressing the A/V button.
- TSO : Set the duration of the welding current. Time is adjustable from 0s to 10s, validate the entered setting by pressing the A/V button.
- ESC: Press the A/V button to exit the hidden menu. You can also exit the hidden menu by waiting three seconds after setting a hidden menu parameter. The display then returns to the welding current setpoint setting.
MMA:
Access the hidden menu by pressing the (A) button for 3 seconds.
The machine now displays "HST". By turning the main encoder it is possible to access "AST" and "ESC".
HST : Set the duration of the HotStart. This time is adjustable from 0s to 10s. Validate the entered setting by pressing the A/V button.
- AST: Activate or deactivate the Antisticking by selecting "ON" or "OFF". Validate the entered setting by pressing the A/V button.
- ESC: Press the A/V button to exit the hidden menu. You can also exit the hidden menu by waiting three seconds after setting a hidden menu parameter. The display then returns to the welding current setpoint setting.
COATED ELECTRODE WELDING (MMA)
CONNECTIONS AND RECOMMENDATIONS
- Connect the electrode holder and the earth clamp into the connectors provided for this purpose, taking care to respect the welding polarities and intensities indicated on the electrodes boxes.
- Remove the electrode from the electrode holder when the machine is not in use.
-
The machines have 3 features exclusive to Inverters:
-
The Hot Start creates an overcurrent at the beginning of the weld to prevent sticking.
- The Arc Force creates an overcurrent which prevents the electrode from sticking to the weld pool.
- The Anti-Sticking technology makes it easier to unstick the electrode from the metal.
MMA PULSE
This MMA Pulse welding mode is suitable for applications in the vertical up position (PF). The pulse mode keeps the weld pool cold and eases the transfer of matter. Without the pulse mode, vertical-up welding requires a difficult "Christmas tree" shape triangular movement. With the MMA Pulsed mode, this movement is no longer required and a simple straight up movement is enough (depending on the thickness of the workpiece). If you wish to widen your weld pool, a simple lateral movement is enough (similar to normal welding). This process allows greater control during vertical-up welding. The pulse frequency is adjustable from 1 Hz to 20 Hz.
TUNGSTEN ELECTRODE WELDING WITH INERT GAS (TIG MODE)
CONNECTION AND ADVICE
- TIG DC and TIG AC welding require gas protection (Argon).
- Connect the earth clamp to the positive connector (+). Connect the torch to the negative plug (-), the trigger cable and the gas hose.
- Make sure that the various components that make up the torch are present (clamp, collar support, diffuser and nozzle) and that they are in good condition.
The electrode selection is defined according to the TIG DC or AC welding current..
ELECTRODE SHARPENING
For optimal operation, it is recommended to use a sharpened electrode as follows:
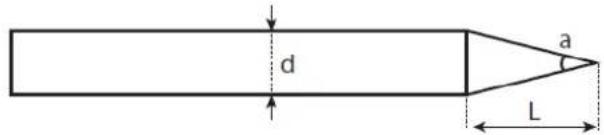
$$ \begin{array}{l} a = \varnothing 0. 5 m m \ L = 3 \times d \text {f o r a l o w c u r r e n t}. \ L = d \text {f o r a h i g h c u r r e n t} \ \end{array} $$
CHOICE OF ELECTRODE DIAMETER
| Ø Electrode(mm) | TIG DC TIG AC | |||
| Pure tungsten Tungsten | with oxides Pure tungsten Tungsten with oxides | |||
| 1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A | ||||
| 1.6 60 > | 150 A 60 > 150 A 45 > 90 A 60 > | 125 A | ||
| 2 75 > | 180 A 100 > 200 A 65 > 125 A 85 > | 160 A | ||
| 2.5 130 > | 230 A 170 > 250 A 80 > 140 A | 120 > 210 A | ||
| 3.2 160 > | 310 A 225 > 330 A 150 > 190 A | 150 > 250 A | ||
| 4 275 > | 450 A 350 > 480 A 180 > 260 A | 240 > 350 A | ||
| ~ 80 A per mm de Ø ~ 60 A per mm de Ø | ||||
CHOICE OF THE TYPE OF IGNITION
TIG HF: non-contact high-frequency ignition of the tungsten electrode on the workpiece.
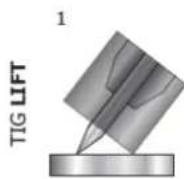
TIG LIFT : Arcing by contact (for environments where HF is not desirable).





TIG PROCESS SETTINGS
- Place the torch in the welding position above the part (distance of about 2-3 mm between the electrode tip and the part).
-
Press the the torch trigger (the arc starts without contact using High Frequency impulses).
3.The initial welding current flows, the weld will be continues according to the welding cycle. -
Position the torch nozzle and the electrode tip on the workpiece and press the torch button.
- Tilt the torch until the electrode tip is about 2-3 mm away from the workpiece. The arc starts.
- Return the torch to the normal position to start the welding cycle.
TIG DC is dedicated to the welding of ferrous metals such as steel, stainless steel but also copper and its alloys, titanium.
- TIG AC is dedicated to the welding of aluminium and its alloys.
TIG DC WELDING
TIG DC - Standard
The TIG DC Standard welding process allows high quality welding on most ferrous materials such as steel, stainless steel, but also copper and its alloys, titanium... The many possibilities of current and gas management allow you to perfectly control your welding operation, from the ignition to the final cooling of your bead.
TIG DC-Pulse
This pulsed current welding mode is a combination of high current pulses (I, welding pulse) and low current pulses (I_Cold, part cooling pulse). This pulse mode allows to assemble pieces while keeping the machine cooler. It is particularly recommended for assembling thin parts.
(e.g.: The welding current I is set to 100A and % (I_Cold) = 50%, i.e. a cold current = 50% x 100A = 50A. F(Hz) is set to 10 Hz, the signal period will be 1/10 Hz = 100 ms. Every 100ms, a 100A pulse then a 50A pulse will succeed each other.
The choice of frequency
- If thin plate without TIG electrodes (< 0.8mm) F(Hz) > 10Hz
- If special metal requiring a welding pool sweep for degassing, then F(Hz) 5 < 100Hz.
The frequency adjustment in TIG DC pulsed is done by pressing and releasing the pulse frequency adjustment button and then operating the main incremental encoder. Frequency value increases when the incremental encoder is operated clockwise and decreases when it is operated anticlockwise. This frequency ranges from 0.1Hz to 900Hz .
Once the setting has been done, press the frequency setting button again or wait 5 seconds for the power source to return to the main menu. Pulsed DC welding is available for the "TIG HF" and "TIG LIFT" processes and the "2T" and "4T" trigger modes.
TIG AC WELDING
TIG AC - Easy
This mode allows a quick use of AC welding by adjusting the electrode diameter (the selected value is indicated by the different LEDs on the HMI). With this mode, "Balance" and "Frequency" settings parameters are unchangeable. The choice of the electrode diameter affects the welding current and the scraping values as follows:
| Electrode diameter I | min | Imax | Penetration and cleaning |
| 1,6 mm 10 A 80 A | 30 % | ||
| 2,4 mm 45 A 120 A | 37 % | ||
| 3,2 mm 60 A 180 A | 43 % | ||
| 4,0 mm 75 A 200 A | 50 % |
With this mode, the frequency value is related to the welding current value as follows :
| Current (A) Frequency (Hz) | |
| 10 > 40 117 | |
| 41 > 90 100 | |
| 91 > 140 79 | |
| 141 > 170 70 | |
| 171 > 200 60 | |
TIG AC - Standard
This TIG AC - Standard welding mode is dedicated to welding aluminium and its alloys (Al, AlSi, AlMg, AlMg, AlMn...). Alternating current (AC) includes a cleaning phase which is essential for aluminium welding.
The balance: It allows the part to be cleaned during welding. The balance: It allows the part to be cleaned during welding.
The frequency: the frequency is used to adjust the concentration of the arc. A high frequency generates a concentrated arc. A low frequency generates a wider arc.

High frequency Low frequency

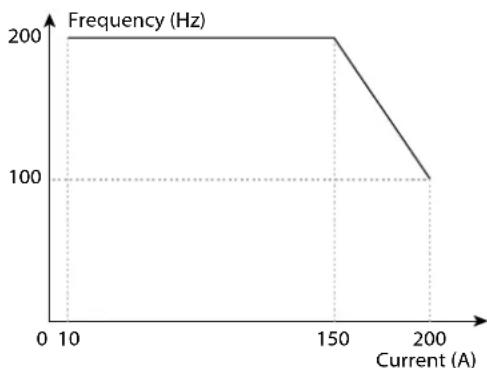
The AC/DC current-frequency characteristic: In AC, the value of the welding current and its frequency are linked by the function below :
AC Current versus Frequency
- Between 10 A and 150 A, the maximum frequency is 200Hz
- Between 150 A and 200 A, the maximum frequency decreases from 200Hz to 100Hz .
TIG AC - Pulsed
The Pulse function is available in TIG AC - Easy and TIG AC - Standard. The pulse frequency is adjustable from 0.1Hz to 20Hz .
TIG SPOT DC or AC
The "SPOT" mode allows the pre-assembly of parts by tacking. The tacking time adjustment allows a better reproducibility and the realisation of non-oxidised tack. As default, when the "SPOT" mode is selected, the start and the end of the welding is done at the trigger. However, the "F(Hz)" button and the main encoder allow the user to refine this time. The time in this "SPOT" tacking mode is adjustable by 0.1 sec. at 25 sec. in steps of 0.1 sec. The ignition is then done with the trigger. To return to an undefined spot time, simply select "0.0s".
JOBS MANAGEMENT
The current settings are automatically saved and loaded at start up. In addition to the current settings, it is possible to save and recall so-called "JOB" configurations. The "JOB" button is used to save, recall or delete a configuration. 30 Jobs can be stored per welding process.
Job Recall
- Apart from not being in the welding process, the recall of a job does not require any particular initial condition,
- Press the "JOB" button briefly (not more than 2 sec.),
- " OUT " appears on the HMI display,
- With the incremental encoder, select a job number. Only the numbers associated with existing jobs appear on the display If no job is stored, the HMI displays "- - -".
- Once the job number has been selected, press the "JOB" button to confirm the configuration. The job number then flickers on the display, indicating that the job has been loaded. The number continues to flicker until another parameter is changed or until the torch trigger is pressed to start the welding cycle.
Job deletion
- Press the "JOB" button briefly (not more than 2 sec.),
- "OUT" appears on the HMI display,
- With the incremental encoder, select a job number. Only numbers associated with existing jobs can be displayed,
- Press successively 3 times on the "JOB" button. The selected job is now deleted and the power source displays the welding current again.
Job creation
- Adjust all desired welding parameters,
- Press and hold the "JOB" button for more than 3 seconds,
- The display shows "IN",
- Select a job number using the incremental encoder. Only numbers that are not already assigned to a previously saved job can be selected and are
shown on the display, - Once the job number has been chosen, press the "JOB" button to validate and save it under the selected number.
- The job number then remains displayed, indicating that the save action has been completed. The number continues to be displayed until another button or the torch trigger is activated.
Note: If all numbers are already assigned to saved jobs, the HMI displays "Full".
Precisions for a job reminder in TIG AC: The special feature of a job reminder in TIG AC is the display of the parameters related to the "AC" functions. When a job configuring the station in "AC" is called up, the HMI then displays successively the values of the welding current (in A), the balance (in %) and the frequency (in Hz) following a repetitive cycle. This cycle lasts until the torch trigger is pulled to start a welding cycle.
COMPATIBLE TORCHES AND TRIGGER TYPES
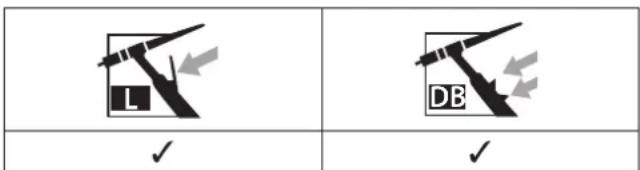
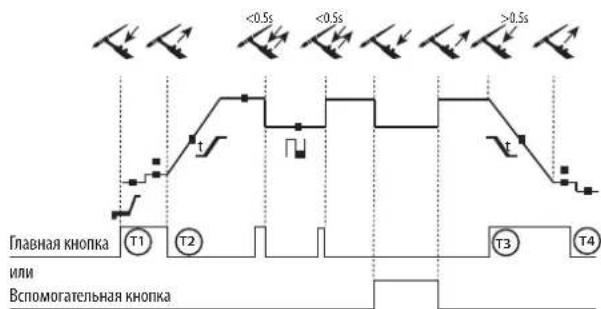
For the 1 button torch, the button is called "main button".
For the 2 buttons torch, the first button is called "main button" and the second button is called "secondary button".
↑↓2T MODE
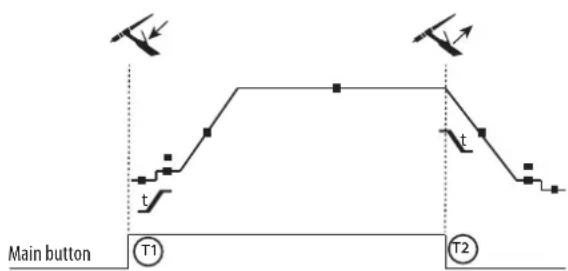
T1: The main button is pressed, the welding cycle starts (PreGas, I_Start, UpSlope and welding).
T2: The main button is released, the welding cycle is stopped (DownSlope, I_Stop, PostGas).
For the double button torch and in 2T mode only, the secondary button works like the main button.
4T MODE
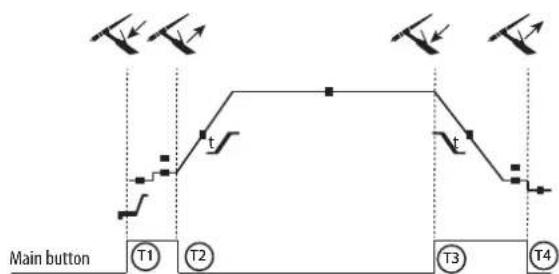
T1: The main button is pressed, the cycle starts at PreGas and stops in the I_Start phase.
T2: The main button is released, the cycle continues in UpSlope and in welding.
T3: The main button is pressed, the cycle switches to DownSlope and stops in I_Stop phase..
T4: The main button is released, the cycle ends with PostGas.
4TLOGMODE
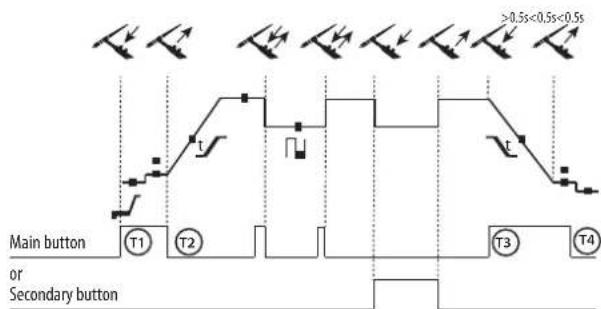
T1: The main button is pressed, the cycle starts at PreGas and stops in the I_Start phase.
T2: The main button is released, the cycle continues in UpSlope and in welding.
LOG : this mode is used during welding :
- A brief press of the main button (<0.5s), the current switches
from I welding current to I cold and vice versa. - The secondary button is kept pressed, the current switches from I welding to I cold.
- The secondary button is released, the current switches from I cold to I welding.
T3: A long press on the main button (>0.5 sec.), the cycle switches to DownSlope and stops in the I_Stop phase.
T4: The main button is released, the cycle ends with PostGas.
For this mode it may be convenient to use the dual button torch option. The "up" command keeps the same function as the single button or trigger torch. The secondary button can, when pressed, switch to the cold current. The welding torch potentiometer, when present, allows the welding current to be adjusted from 50% to 100% of the setpoint.
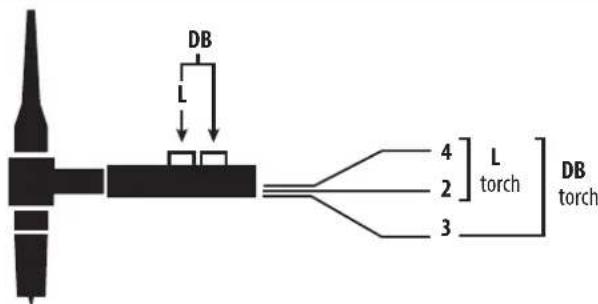
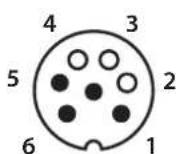
COMMAND TRIGGER CONNECTOR
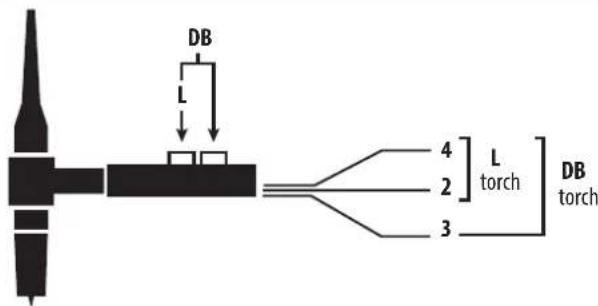
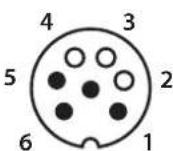
NC
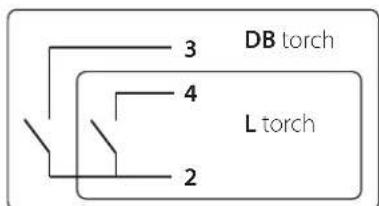
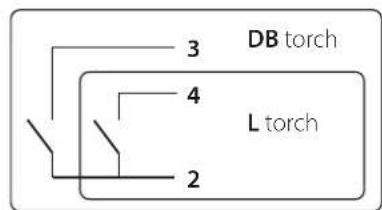
Wiring diagram according to the type of torch Electric diagram based on type of torch used.
| Torch type Wire description Pin | |||
| Torch with 2 triggers | Torch with 1 trigger | Common/Earth 2 | |
| Switch trigger 1 | 4 | ||
| Switch trigger 2 | 3 | ||
FAN
The station integrates a controlled fan system.
WARRANTY
The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour).
The warranty does not cover:
- Transit damage.
Normal wear of parts (eq. : cables, clamps, etc..). - Damages due to misuse (power supply error, dropping of equipment, disassembling).
- Environment related failures (pollution, rust, dust).
In case of failure, return the unit to your distributor together with: - The proof of purchase (receipt etc ...)
A description of the fault reported.

NcNoJIb3yEmblrAa3COOTBETCTByeT MeToDy CBapKn.
3NEKTPNUECKA BE3ONACHOCTb

IcnoB3yema 3neKtpuecka cetb doJxHa o6aTeIbH0 6bTb 3aemHeHNo. Co6JIouaTe KaIN6p npedoxpaHITeYka3aHHb Ha annapate.
3neKtpueckn pa3pnd MoKeT BblBaTb npMble nn KocBeHHbIe paHeHn, n daXe CmepTb.
HnKOrda He DotparuBaIteB do Chatei noD HanpJKeHem Kac BHytpn, TaK n ChapyKn nCTOCHNka, KOrDa OH noD HanpJKeHem (ropeKN, 3aXkMbI, Ka6eN, 3neKTpoDb), T.K. OH NIOKnIOHeB K CBapOChNo CenN.
Ipeep TeM, KaK OTkpblb NcToHMK, eRHO HxJHO OTKIIIOuHTb OT CeTN I NOdoXdA Tb 2 MmHyTb, dNr TOrO, YTO6bl BCE KOHDeHCaTopbl pa3pRdJIINCb.
HnKOrda He doTparuBaItec bOHOBpeMeHHo Do ropeKN uN N 3NeKtpoDoepKaTea I Do 3aXkMa MaccbI.
Ecn Ka6eHn I ropEnKn NOBpeKdHbI, To OHn DoJHKbI 6bITb 3aMeHeHbI cepTnHcNpObaHHbIMn CneuaJIncTaMn. Pa3Mpbl ceeyHnKa6eHn DoJHKbI COOTBETCTBOBaTb PnimeHnIO. BcerDa HocTe cyXyIO OdekU y XopoWem CoCToAHn Dn I3OJaUN OT CBapOCHN cEN. HocTe n3OJIpyUxyU OByb He3aBNCmO TO TOn CpeDbI, rDe Bbl pa6oTaete.
KJIACCHNΦHKAUHRAJ3JEKTPOMAHHTHOJ COBMECTMOCHTI

3To o6opdyoBaHne Knacca A He nOxOoNT dnn IcNoIb3OBaHnB B XKnIbX KBapTaIax, rJe 3NeKTPnueckn TK Ondaetca
OoecTeBHeHHo CnCTeMoN NtAHO Hn3KOrO HanpJKeHn. B TAKNX KBapTaIax MOrY Bo3HnKHyTb TpyHocTn o6ecneueHn
3JIeKTpMaHHTHyIO COBMeCTMIOCTb N3-3a KOHNyKTNBbIX IN HYNyKTNBbIX NOMex Ha paDInOAcTOte.

3TOT annapat He COOTBeCTByeT dIpeKTHBE CEI 61000-3-12 n npedHa3Hauhen IJn pa60tby OT aacthBx 3NeKTPOcTei, NOBedeHHbIX K OObIeCTBeHHbIM 3NeKTPoCeTREM ToJIbKO CpeHero N BbICOKO HnpanjKeHHa. CneuaJIInCT, yCTaHOBbWm annapat, INN NOJIb3OBaTeB, DOJXHbY6EHTbc, OpaTbUWncb Pn HADo6HOCT N OprAHn3aUN, OTBeauHOSe 3a EKcPIyatauHIO CNTEMbl NTaHnA, B TOM, UTO OH MOKeT K HeN NOkKnOCHNTBCr.
3JIeKTPOMAHHTbIe N3JyEHnA

3NeKtpnueckn TOK, npoxoJusn cheep nIO6o npOoHNK Bb3bBaet IokaH3OBAHhle 3NeKtpomarHHTbIe NOA (EMF). CbaOpHbTOK Bb3bBaET 3NeKTPOMaHRHTHOE NOE BOKpyr CBapOHHO CEIN N CBapOHHO O6OpyDobAHN.
3JektpomarHHTbIe NOJI EMF MOrT CO3dAeN Tomexn IJI HeKOTOpBx MeINuHNCKNX IMnlaHATAOB, HAnpMep 3JIeKTPokApIOCTmMyJATOPOB. Mepbl630NaChOCTn DoNkHbI 6bITb npInHbTI dIa IHOdei, HOcuaX MeINuHNckNx IMnlaHATAbl. HanpMep: orpaHueHne DocTyna dIra npoxoxnx, mni OueHKa INDINBvayalbHOrO pNcKa dJI rCBAPsika.
Tc06bCBecTN K MmHmMy BO3dEChTBNe 3JeKtpomarHnTHbIX NOe CBapOHyX CneNe, CBapuKN DoJXHbI CNEoBaT CneYIOUIM YkA3aHnM:
CBAPOuHbI KabeJIIN DOJXHbI HAXoDHTbcr BMeCTe; ECNI BO3MOXHO COeHNHTe IX XOMYTOM
BaWSe TynOBuIe HOnOBA DOnJXHbI HxOAnTbCk KaK MoKHO daJIbWe OCBAPoHoi CEEN;
He 06MaTbIbAIte CBapOuHbIe KaBEn I BOKpy BaWero Tena;
BaWe TeNo He DoJxHo 6bITb paCnoIoxKeHO MExNy CBapOHyIMN Ka6eMaM. Oba CbapOHyX Ka6eYdoJxHbI 6bITb paCnoIoxKeHbI NO ODHy CTOpOHy OT BaWero TeHa;
- 3aKpeNITe Ka6eBb 3a3eMJIeHnHa CBapnBaemO JTeTAN KAK MOXHO 6JnxKe C30He CBapKn;
He pa6oTaTe pAOM, He cnDInTe H He 06NoKaUBaIteCb Ha IcToUHc CBapOuHOrO ToKa;
He Bapnte, KOrda Bbl nepeHcnte nCToHnK CBapouHoro ToKa IIN yCTpoNCTBO NpOBOLOK.

Iiua, nIIOJIb3yIOUme 3nEeKpOKApDIOCTMUYIaTOpB, dOJIkHbI npOKOHcYbTIPOBaTbcra y Bpaaypepe pa60ToC daHHbIM o6OpYOBaHHe. Bo3dEChTBne 3nEeKpOMarHHTHO NOA B pOceCE CbpKN MoKET IMetb N pyrue, eue He N3BeCTHbE HayKe, noCNEcCTBnI dN3OpOBbY.
PEKOMEHDAUINIOLUOHEKN CPEbI IJIABAPOOHYCTAHOBKN
06nne noJokKeHn
PoiJIb3OBaTeIb OTBeueaet 3a UcTaHOBky I nCIOJIb3OBAHne yCTaHOBKn pyuHON dYROB CBAPKn, CNeyJy Kya3aHnM pOnI3BODInTeJI. PpN o6HApUKeHH NJIeKTPOMarHTnHbIX M3lyueHn IIOJIb3OBeAteIb annapata pyuHON dYROB CBAPKn DOJxHep P3peWntb npo6nemy C nMOoIbHO TexHnueckO nOpIepKNN IPOIN3BODInTeJI. B HeKOToPbIX cIyuaX 3TO KoppeKTnpyHoUee DeIcTBne MOxET 6bTb DoCTaTOUHO IpOCTbIM, HAnPImep 3a3eMJeHne CBAPoHOn CEPII. B DpyrNX cIyuaX BO3MOxH NOtpe6yeTc CO3dAHne 3JIeKTPOMarHTnHOrO 3kPaHa BOKpy INCTOHNka CBAPoHOrO TOKa I BcE NCBAPBaEMoN DEaIIIN PyTEM MoTHIpOBAHn BxODhIx PhINbTPOB. B IIO6OM cIyuae 3JIeKTPOMarHTnHtBle IN3LyueHn EONKhbl 6bTb YMeHbWeHb TAK, YTO6bl OHI 60JIbSe He Co3DaBaJI NOMex.
OueHka CBapoHoi 30HbI
Ipeed yctahOBKO INCTOUYHKA pONb3OBATEb DOJXeH OUeHNb BO3MOXHbE 3JIeKTPOMaHTHBie npo6JeMb, KOtOpBc Mory BO3HNKHyTb B OKpyxHaue CpeDe. CnelyuOUIme MOMENT bONXHb6bITb PnIHrTb BO BHMaHHe:
a) NaJIyHne HAD, NOI INIIN PRAOM C O6OpyoBAnHnEM DnI dyROBO CBAPKN, dpyrNk Ka6eNe IITAHN, ynpAInbEHH, cRHaIIIN3auIN N TepeHOna;
b) npneMHnKu n nepeDaTchNK paDIO n TeJeBnDeHn;
C) KOMNbTepeOB IN DpyrHx yCTpoiCTB ynpabHeHn;
d) 6obopydOBaHnne dIg 6e3oNaChOCTn, HApnpMeP, 3aunTa npomblJeHHoro 6obopyDObAHnra;
e) 3dopOBbe HaxoJxxCsno-6nI3OCTn IIODeH, HAnpMep, nCNoIb3yIoUxN KApDIOCTmYJrTOpbI N yCTPOJCTBa OT rnyXOTb;
f) INHCTpymEnT, INCnOlb3yEmbI yIaKANl6pOBKn IIN H3MepeHnra;
g) nomexoyctoynBOCTb npyrorO o6OpdyOBaHnna, haxoJaIeOcra no6JIn3OCTn.
PoiIb3OBaTeJIb DoJIkeH y6eIITBCB B TOM, UTO BCE aannapatbl B NOMEueHH COBMeCTIMbl dpyr C dpyrom. 3To MoKet nOTpe6oBaTb co6IOHeHH
doONHHTeJIbXbIX MEP 3auNTbl:
h) onpeeneHHoe Bpemn Dn, KOrDa Cbapka nIN dpyrne pa60tbo MoKHO 6yET BbInOnHHTb.
Pa3Mepb paCCMaTpNBaEMo 30Hb CbapKn 3aBcrt OT ctpkTyptb 3daHnN npynx pa6O, KOtOpble B hem npobodr. PaccMaTpNaEma 30Ha moKet npocTupbcra 3a npedeBb pa3MeueHn yCTAHOBKn.
OueHka CBapouHoi yCTaHOBKn
IOMIMO OueHKN 30HbI, OueHKa annapaTOB pyHOn dyROB CBAPK moKet nOmoB oPpeJeNTb I peWntb Cnyan 3eKtpomarHHTbIX NOMex. OueHKa H3nyehn dONJKA yuHTbBaTb N3MepeHn B yCNOBnX 3KcNpyataun, KaK 3To yKa3aHO B CtaTbe 10 CISPR 11. N3mepeHn B yCIOBnX 3KcNpyataun MOrTy TAKKe NO3BOJInb NoTBePdINb 3ΦΦeKTHBHOCTb MEP NO CMrueHIO BO3DeCTBnR.
PEKOMEHDAUINI NO METOADNIKE CHNXEHNIAJLEKTPOMAHHTHOI N3JIyueHNA
a. 06eCTBeHHa nHTaHn: annapat pyHoi dYroBo CBAPK HJXHO NOkKnOHTb K O6IeCTBeHHo CeTn NtAHn, cneyrapeKOMHeaQmN pOn3BODntEe. B Clyueae BO3NKHOBEHnNOMEX BO3MOxHO 6yET Heo6xOdMn PpInrA TdoONHITeNBhIE ppeynpeNTeNBhIE MPbI, TaKHe KaKfNbTPaunia 06eCTBeHHo CNCTEmbl NTAHn. Bo3MOxHO 3aunTnTb WHP npTANHn annapata c nOmoU bKpaHNsPyoueon ONETKN, IIO6NoXoKIM pncocO6LnHem (B Clyueae eCN Annapat pyHoi dYroBOCBAPK NoctoHNO HaxoDITc Ha onpeJeHOM pa6oemMeTe). Heo6xOdMn ObecneuTH 3NeKtpuyeckyo HenpepbIBHOCTb 3KpaHN3pyuoeon ONETKN no BcE dNIHe. Heo6xOdMn noCoedHnTb 3KpaHN3pyuOToK INTOUYK CBAPOHOR TOKa dIy ObecneuHn XopoWero 3NeKtpuyeckoro KOHTaKTa MExdy WHyPOM INKOPYNCMCTOCHNKA CBAPOHOR TOKa.
b. Texo6cnykmbaHne annapata pyuho dyrobo cbapkn: annapat pyuho dyrobo cbapkn Hxynho Heo6xOJIMO nepnoDnueckn 0cbnykmbaTc gnlacho pekomehdaunm np03bOduTeJIa. Heo6xOJIMO, yTO6bl BCE doCTyIbI, IIOKN i OTKNDlbAHOUeNecs aactn KOPNyca 6bln 3akpbIbI b npabInbHO 3akpenleHb, korga annapat pyuho dyrobo cbapkn r0toB K pa6ote nHn HaxoDTCB B paoohem CoctoHnn. Heo6xOJIMO, yTO6bl annapat pyuho dyrobo cbapkn He 6bln nepeDean KaKIM 6bl To HN 6bln O6pa3OM, 3a NCKLIOUeHEm HaCTpoE, Yka3aHHbX B pykoBODCTBe npOn3BDOHTen. B cacthOCTn, cneayet OtperylnpobTa n 6cnykBaTb NCKPOBO npomexyTok dYr n YcTPOCTB NdoKgna n CTA6bnHaau nn Dyrn B COOTBETCBn C pekomehdaunm npOn3BDOUTeJIa.
c. Cbapouhhe Ka6enn : Ka6enn dOJnxHbI 6bIT bK MOxHO Kopoye I NOMEuEHe I pyr praOM c dpyrom B5n3N OT NOla Wn Ha NoNy.
d. 3KBHnToeHuaNbHeie CoeHHeHn: Heo6xOIMo O6ecneHTb CoeHNHeHn Bcex MetaIIuuecknx npedmetOB OkpykaHOe 30hI. TeM He MeHee, MetaIIuueckn IpeMeTbI, CoeHNHeHbE CO CBAPNBaEMOn DeTaJIbO, YBEniUBAIO TpCK dIra NIOb3OBaTeJIy Udapa 3JNEKTPuueckm TOkOM, ecNI OH OndHOpeMeHHo KocHETcR 3TNX MetaIIuuecknx npedmetOB n 3JeKTpoJa. Onpatop doJKeH 6bITb N3OInpOBAH OH TaNX MetaIIuuecknx npedmetOB.
e. 3a3emnne CBAPnBaemn deTann: B cnyae, ecn cBapnaema J aTalb He 3a3emnha No coo6paKeHm 3neKtpueckon 630nacHOCTN INB CNYB CBOHX PA3MPOB IN CBOero paCNOLOXeHnA, KaK, HApIMep, B cnyae KOPyCa CyHa IN Mtn METALIOKOHCTpykUIN PpOMblNeHORO 6bEKA, TO CoeHNHe Nc TAN C 3MeIe, MOKeT B HEKOtOpBX CnyAax, HO He CNCTeMaTHueCKN, COKPaITb Bb6poCb. Heo6xoJIMO n36eratb 3a3emnne DeTAE, KOtPbe MOIN b BYeHNHT bIg IIOJIb3OBeATEEN pNCKn paHEH IN JIe NOBpeNTb Dpyrye 3neKtpoyctahOBKn. PIn HAObHOCTN, CJeDyET HAPPMYIO NOCoEOHNHT DeTaN K 3eME, HO B HEKOtOpBX cTpaHx, KOTOpBE h PePAseHOTnpraMO NcDOeHNHeHNE, eR OHyKHO CJeNaTb C NOMObHIO NOxOJaTeero KOHeHcATopa, Bb6paHnHO B 3ABNCIMOCTN OT HaUNoHAnbHO R 3aKHO DAteBCTBA.
f. 3aunnta n 3kpann3npoua onnletka : Bb6bopounha 3aunta n 3kpann3npoua onnletka npytnx Ka6ene n o6opydobanra, haxoiauxcB 6bn3nlexaum pa6oohem yactke, nomoxet orpaHnHTb np6nembl cBraahhbc nomexamn. 3aunta Bcei cbapouho 30hbl moxet paccmatpmbatbcB Hekotopbix ocobbx cnuyax.
TPAHCIOPTNPOBKA IN TPAH3NT NCTOCHNKA CBAPOHORO TOKAK

NCTOCHNKA CBAPOHORO TOKA OCHAeH pyKAMn Ia TPAHCNOPTPOBKN, NO3BOJIAOUMM NEpeHOCNTb annapat. ByIbTe BHNMaTEbHbI: He HeDOUeHBAITE BEC annapata. PyKoRTKa(-i) He MOKeT(-rYt) 6bITb NcONJIb3OBAHa(-bl) Ia CTponOBKn.
He noIb3yIeTcB ka6eIaMn nn ropeJIkoI dIg nepeHocA nCTOuHnKa CBapOuHoro ToKa. Ero moXHO nepeHocITb TOnbKO B BePTKaklbHom IIOJKeHHN.
He nepehoCtB nctOuHnK TOKa HAD IIODbMn IIN PpeMetamn.
HnKoIa He noDnImaTe ra3ObB 6aJIIOH n IcTOUHk TOKa OdHOBpeMeHHo. IVx TpaHCnOpThbE HopMb pa3NuaIOTcA.
YCTAHOBKA ANIAPATA
- Поставы Сточник CBаочHorO TOka на NOI, MaKсmaJIbHbIй HaКLOH KOTopoRo 10°.
- NCTOCHN K CBAPOHORO TOKA DOJXKeH 6bITb YKpbIT OT pONIBHO OdoJn He CToRb Ha COJIHcE.
- PnpDcMOTnTe DoCTaTOH0 BoIbwoe npOCTpaHCTBO Iy XopoWero npOBetpBaHHN HcToOHKa CBAPoHHOro TOKa N DocTyna K ynpabHeHIO.
He nCnoB3oBaTb B cpeDe coedePkauei MeTaanHueckyIO nbIb- npOBOnHK. - 060pyoobAHne nmee3aunTy IP21, TTO 03HaaeT:
- 3aunty OT nonadHnB B onachbIe 30HbT BepdbIX TeJ DnaMetpOM >12,5 MM N
-3auntyOTBepTnKaJIbHbIXKaneIbBODbI
Hyp nHaH, ynnnntb N CBapouhble Ka6enn DoJxKbI 6bTb nnHocTbO packpyeHb BO n36ekaHne neperpeBa.
BnHmHe! YbeInuHHe nINbI Ka6eJI rOpEIKn INI dpyrNk Ka6eJI 3a IpeJeIb MaKcIMaJIbHOJ dINHbI peKOMeHdyEm npOn3BOUNTeIeM yBeInuNT pNCK nopaxKeHH 3NeKtPoTOKOM.

Pon3BODInTeH He Hecet OTBeTCTBeHHOCTN OTHOCHTeHbHO yuepe6a, HaHeceHHOro Nuaam nn npedMetam, n3-3a HenpaBnIbHoro n OnacHoro nCnoJIb3OBaHnA 3TOO o6OpyDobAHn.
OBCLNYKINBAHNE/PEKOMEHDAUIN

- TexHHueckoe 06cIyKINBaHHe IOLXHO pOun3BODITbCra TOnbKO KBaIINuNpOBAHHbIM CneUAnCTOM. CoBeTyEtca npOBoINb exeRdoHoe texo6cIyKINBaHHe.
- OTKHIOHTIe NITAHne, BbIdepHyB BnIKy I3 PO3ETK, IN NOOxKInTe 2 MHHytI nepeTc TEM, KaK npNCTyNTb K Texo6ClyXKBaHIO. BHTPN annapata BbICOKne n OnachIbe HAnpJxKeHne n TOK.
Perynpho otKpbBaIte annapat n npOyBaIte ero, yTo6bI ouHCTMb OT bIbn. Heo6xOIMIO TAKKe IpoBepaT Bce 3eNktpueckne coeMHcHnC NOMOsbIO n30IINPOBaHHOro IHCTpyMeHTA. PpOBepKa DOnJHc OcyUeCTBJIbTBcR KBaImfNpOBAHHm CneuaHnCTOM.
Peynnpno npobepa te coctoHne uHpy a nHTAHy. Ecnu Hyp nHTAHy noBpeKJeH, OH donKeH 6bITb 3aMeHeN pOn3BOUTeJEM, erocepBcHcH O cyjXbO nn KBaJIINpUPOBaHHbIM CneuaJIACTOM BO 36ExHaHE OAnCHOTN.
OCTABJIte OTBepCTN HCTOCHNKA CBAPOHOR TO KA CBO6OHNIM DnI PPOXOXDEHNO B03dyxa.
He nOJIb3OBaTb daHHbI anInapat dIra pa3MOp03Kn Tpy6, 3apAdk 6aTaapei/AkKMyJrToPob nn 3anYcKa DnBraTeNe.
YCTAHOBKA IN IPNHUNI DEICTBNA
ToIbKOOnbTHNHyONHMOUeHHbI pOIN3BOIDHTeIM CneuaJIcT MoKET OcyueCTBIArTB yCTaHOBky. Bo BpMaYcTaHOBKn y6eIITecb, YTO INCTOHNI KOTKNIOHOT cTeN. PocJeOBaTeHBHe IINI npaIIeNBHe CoeHNHeHn IAIOHnKa 3anpeuHbI. PeKOMeHdyETcNtONb3oBaTc BApOuHbI Ka6enn Nduyue B KOMPJIeKeT cAnnapaTOM dIg ONTMaJIbHOH HAcTPOIK MaunHbI.
ONICAHNEOBOPUOBAHNA(PNC-1)
3To 06pydoBaHne npdctabnreT cobon HHeBpTOpHb NCTOCHK CBAPoHOro ToKa dIa CBAPKn TYrOIIaBKM 3NeKTPODOM (TIG) Ha NOCTOHHOM TOke (DC) n nepemehHom Toke (AC). n CBAPKn POKpbITbIM 3NeKTPODOM (MMA).
Cbapka TIG donkha ocyuectBnTbcB CpeDe 3aunTHoro r3a (AproHa).
Ppoecc MMA MoKet nOnb3OBaTcBdIe CBAPKn IIO6O rTa N3eKToDob: pyTn, 6a3OBa 6Ma3Ka, HepKaeHoUaC tAnb uYrHy.
1- THe3do PIoIOxKInTeJbHnO nIoiRhoCTn
2-KoHHeKToP TpIrrepa 6- lHyp nTahnna PoKnIoueHne ra3a
3- THe3do OtpuataelbHoi noIpaHocn7- IopKIOUeHne ra3a
4-KoHHeKTopbIra3aHaTopeJIke
5- NaheIb ynpaBneHn +HKpemeHTbIe KhoNkN
ПИТAHNE -ВКЛЮЧЕНЕ
PROTIG 200 AC / DC noctabnetaTc C pO3eTKoC EEE7 / 7 Ha 16 A ndoJxH e 6bIb noKIOueH K OHOpa3HO (50 - 60 T) TpexnpoBOHO 3JIeKTPuueckO uCTAHOBKe C HeITpAIBIO, noKIOUeHHo K 3eMne.
3HfekTnBHe 3aueHne nOte6IeMTO kA (11eff) nncnoJb3oBaHn npMaKcImaJIbHbIX yCNoBHX yKa3aHO Ha annapate. IpOBepbTe TOT NITAHne n er0 3aunTbI (nnabKn npedoxpahntel n/nil nppepbIbATEb) COBmecTmbI c TOKOM, Heo6xOIMbIM drr pa60tbn annapata. B HeKOTOpbx CTpaHax BO3MOXHO NOHaDoBnTC NOMEHrTB BNIKy DnE NCNOJb3oBAHn npMaKcImaJIbHbIX yCNoBHX.
- UcpoCTBO nepexoNTB 3aunTy, ecn HaprKeHne nTanHn BbIe 265 B. Ipn 3tOM 3kpan nok3bBaet 51. TTo6bl BbIeCTn annapaTn COCTOHN 3aunTbI, OTKIOHTe er0 n3 po3ETKn n NOkIOHTe K po3ETke, noaIOSe Heo6xOIMoe HaprKeHneM.
- BeHTnJIaTOp : B pexKIme MMA BeHTnJIaTOp pa6oTaet nOCToHNo. B pexKIme TIG BeHTnJIaTOp pa6oTaet TOnbKO BO BpeMg CBapKn, 3aTeM octaHabnBaetc nOcNe oxJaXdEHH.
- UcpoCTBO 3axnirhaHn n Cta6nn3aunn Dyrn npedHa3HaueHo IpyuHoro mexaHueckoro ynpabneHn.
IIOKJIIOUeyHNE K 3JIEKTPOREHEPATOPY
NCTOCHIKN TOKA MORYT pa6oTaB OT 3eKtPoreHepaTopOB npu ycIOBn, YTO BCNOmORAtebHaMa MOUHOCTb OTBeaet CIEyIOUM Tpe6oBaHnM :
- HanpajkeHne doJnKHO 6bItb nepemehhim, HactpoeHHbIM corgaCHO yka3aHm nIKOBoe HanpajkeHne Hxke 400 B,
- Yactota dOJIKHa 6bITb 50-60 T.
OueHbaxHO npOBepntb 3TN yCIOBn, TK MHOrE 3JIeKTPoreHepaTOpbl BbIaOT NIKN BbICOKOHaNPJKeHn, KOtOpbIE MOyT NOBpeMNTb HCTOuHNK CBAPoHOro Toka.
NCIOJIb3OBAHNE YdJIHHHTeJIa
YdHHTeIN DIOJIHKbI HMeTb DIIHy N CEeHHe B COOTBeTCTBn C HAnpJxKeHHem O6OpyDobAHn. IcNoIb3yIte yDNIHNTeB, OTBeauOuH HopMaM BaWei CTpaHbl.
| Наръжени на в王先生 | Длина - Сechени удлинистеля | |
| < 45 m < 100 m | ||
| 230 B 2.5 mm2 | ||
IPOKJIIOUHNEI43A
3To 06OpyDobAHHe OChaSeHIO NHEBMATUeCKM NOKIIuOeHNMe. IcNoJIb3yIte aAnTepbl, I3HaayJIbHO NoCTaBIARe C reHepaTopoM.
AKTNBAUNA YHKLUN VRD (YCTPOINCTBO CHNXEHN HANPAXEHN)
3To yCTPOBCTBO NO3BOJARE 3aUHTNB CBAPUNKA. CBAPOHyb TOK NODaeTc TOBJKO TOrJa, KOrDa 3NeKTPoD KOHTAKTIPyET C 3aROTOBko (Hn3Koe COpOToBnEHe). KaK ToIbKO 3NeKTPoD ydaJIe, FyHKuN VRD nONHXaet HAnPjaKeHne do OueH Hn3Koro 3HaueHIn.
Функцу VRN nHaayalno OTKIOUeHa. Ondako ero moKHO AKTNBnPOBaTc nOmoIbNo nepeKIOuATEBAKJI / BblKI, pacnoonoxHoro Ha nNaTe ynpaBHeHRehepTaOpA. TTo6bl nonyHTb K Hemy DoCTyn, BblONHInTe CneDyUOme DeiCTBn:
1.OTKJIIOHTE PPODAKT OT BLOKA NITAHNIEPED OBPAUHEM
2.YdaIte BnHTbI, YTO6bl CHaTb KpbIuKy reHepaTopa (N 1).
3. Hau nte nepeekuatae ha nlaate ochOBHaa (kpachbni npmoyrolhHK Ha pncyhke Hnke - No 2).
4. YctahOBnTe nepeKlnuOaTeNb Ha 3ToI nPaTe OCHOBHa B noLoXeHne ON.
5.ФункиVRDakTNBnpoBaHa
6. ChoBa npnKpyTne KpbIuKy reHepaTopa.
7. Ha nHTepfeue (HMI) cBeToNDIOd FyHKmV VRD roPIT: VRD
YTo6b OTKIOHTb FyHKUIO VRD, IpocTo cHOba yCTAHOBITE nepeKIOuATEIb Ha INaTe oCHOBHa B NoIOKeHne OFF. CBeTOIOd VRD Ha HMI CTAHUIN rachET.
OTOBPAXKEHNE BEPCN INPOPTPAMMHO OBCNEYHNA
Korda rehepatop npoknouen K cetn, ha dinncnee OTObpaKaIOcHomepa Bepcn npoqrpaMMHOObcneueHn HNTaHnH NMI.
HHTEPΦEIC YEJIOBEK-MAUINHA (IHM)
Pekm SPOT HeocTyneB KOHpyaun 3aynca 4T & 4T Log n B pekmme cbapkn MMA PULSE.
PpmeHne. Pooee, BbipAHn no ymonauHIO np3aynce cTahnn, COOTBeCTByeT nocedHemy pOeccy, KOToBn HCIOB3OBanCpeepoNocdHm OxuaHem NIN OTKIOUeHEm NITAHN.
- Khonka bbl6opa nepemehhoro (AC) nnn noctoHHoro (DC) toka
3a KnaBnHa NcnoB3yETc Dn Bb6pa TnTa ToKa, KOrDa AKTNBIOPOBaH nPouecc TIG. KaKdoe NoCNEOBAteNbHOe HaxaTne reHepnpyTe nepeKnUoyHe MeJdy CnEduOnmM peXmAmN: DC/AC/AC-Easy.CBeToNDoN POKa3bIbAe TBbpaHbN pOcecc.
PpmeHne: Pooec, Bb6paHHno yMOnHaHIO npn 3ayncke cTahm, COOTBcTByET nOcneHemy npoeccy, KOTOpBnCNOJb30BaIcR nepeD nocnEHM OxuaHem IIN OTKIOueHem NITAHN.
OCHOBHOHHKpeMeHTbI DaTcIK
IyoMOnuHnIO HKpemeHTbI DaTtIK N03BOLrEepeyUnpoBaTcbapOHybToK. TaKKe IJra HAcTpOKn 3HaueHnDpyRnx Bby6paHHbIX npaMeTPOB MoKHO nCNoB3OBaTc COOTBeCTByOUsne KhoKN KAc ToIbKO HAcTpOKa npaMeTa 6yEt 3AbePseHa, MoXHO ChOBa HxKaTb KHOKNy TOnkO yTO YCTaHOBHeHORo npaMeTa, yTObI HoKPeMeHTaJIbHbI DaTtIK ChOBa 6bl CBy3AH c TekySe HAcTpOKn. TaKKe MoXHO HxKaTb DpyrHy O KIAbNt, CBz3AnHyO c DpyrIM npaMeTpOM, yTObI HAcTpOITb Ero. Ecn B TeueHne 5 cekyHd He npedpinHmaeTc HnKaHX DeYCTBn HaI THM, IHKpemeHTbI DaTtIK CHOBA NOkInOaETcK HAcTpOKe CBapOHyOrToKa.
- Khonka "Pre-Gaz" ("Ппебарпеловий ra3")
PeynipobK npedBapntelbHoro r3a BblonHReTcnytem HaxaTHN ONTyckAHN KHONKn PnpBapntelbHoro r3a, a 3aTeM nyTeM AKTNBaUNOCHOBHO INHPPEMeHTHO dATnKIA. 3HaHeHne PnpBapntelbHoro r3a YBeENuHBAeTc, KOrDa INHPPEMeHTbN dATnIK NpBODITcB D DeCTBNE NO cHOBtBnC TpeKN. NocLe BblOnHEHpeYnlpOBKN MOKHO HAXaTBNOTN B KNOH npBapntelbHoro r3a, QTO6bI OCHOBHO INHPPEMeTbN dATnK CHOb 6BJn CBzAaN CTeKUSeH NIO NIOOxDAN 5ceynbl. War perynipobKn coCTABnEET01 cek. MinHMmaJIbHoe 3NaueHne CoCTABnEET 0 cek, a MAKCMMaIbHoe - 20 cek.
- Khonka " Post-Gaz "
PerynipOBKa npedBapntelbHoro r3a BblonHraeTcnytem haxatna n OTnyckan HKONIK npedBapntelbHoro r3a, a 3aTe m nytem akTNBaun OHBOHOro INHPeMeHTHO dATNka.3HAneHne npedBapntelbHoro r3a yBeENHBAeTc, KORda INHPeMeHTbD DaTHNK pRBOITC B DeCTBNE NO cacoBoi CTpeKe, yMehbShaetc, KOrda OHO npINBOITc B deCTBne npOTNB cacoBoi CTpeKn. Nocne BblonHeHperyriopBKN MOxHO hXaTa b ONTyCNbKHNOPKNeBtBHO r3a, TTO6bOCHOBHO INHPeMeHTbHboI DaTHNK CHOBA 6bl CBzAH C TeKUeJ HAcToPOKoi nnnoNoDOxkan5 CEkyHdb. War perynipOBKn COCTABJIeT 01 cek. MInHMalbHoe 3haueHne CoCTABJIeT 0 cek, a MAKCMalbHoe - 20 cek.
- Khonka perylnpobkn Toka Bbepx nll "Up Slop"
PeryIipOBKa Temna HapactaHnra TOKA ocUyIeCTbIaeTc HaxaTneM n OTNpyCKaHem KHOKN yCKopeHnra HapactaHnra TOKa (BP 2), a 3aTe m c IIOOMuBbTO rBaHbO rHKpeMeHTHO DaTuHc. 3NaueHne npedBaPntelbHoro r3a 8yEnuHBAeTc, KOrda IHKpeMeHTbH daTtHK npINBOATcB D eNCTBNE no cacobO b CTpJIke, n UMeHbTaTc B deCTBHe pOTNB uacob O CTpeIKn. IocNe BblIOJIHeHnperyIinpoBKn MOKHO hAXaTb n OTNcyTb KHONky npedBaPntelbHoro r3a, YTO6b oCHOBHO IHKpeMeTaNbE dTuHc CHOb 6bl CB3aH c TeKyuIe HAcToPko NnI NOOXd 5ceYHdb. MInHMmaIbHoe 3NaueHne CoCTabJIeT 0 cek, a MAkCmMaJIbHoE - 20 cek.
- INKpeMeHTaIbHbI 3HKoep dIg peryIuPobKn 3ampann nn "Down Slop"
HnKpeMeHTaBHy 3HKOep Down-Slop cnolb3yeTc dny perynpOBKn 3HaueHnTekyuero 3aTyxAHn (npnPauHHe no Yacob O TpeKe y mEhBHeHne npOTNB YACOB CTpeKN). 3HaueHne oTo6paKaetc H a7-erMeTHOM DnCIIe E n OTo6paKaetc B TeueHne 5 CekyHd, eCN BBINOJIHReTc deCTBnC INKpeMeHTbHM DaTuHKom. MmHMaJIbHOe 3HaueHne CoCTABJREt 0 cek, a MakcImaJIbHOe - 20 cek.
- Khonka perylnpOBKN xoJIoHOrO ToKa
Korda Bb6paon Odnn 2 npcecoB TIG HF nnn TIG LFT, knabna perynpobkn xnoHoro ToKa perynpyet 3aehne XonoHoro ToKa (ToIbKO b KOHpyapun Tprrepa 4T Log). 3haene moket 6bItb otperynpoBaHO B dana30he oT 20% do 80% cbapouHoro ToKa. WAr npupaenr coctabnE 1%. 3to 3auehne taKe MoKHO HAcTpOHT B npceccax "TIG DC Pulse" n "MMA Pulse". B pexmme MMA cnny dyrn moKHO HAcTpOHT B dana30he oT -10 do +10 (-10 6e3 cnbl dyru, -9 do +10 cnna DOyR BO3MOXHaCtPOka).
- KHONKa "AC"
IcnoB3OBaHne KHOKN "AC" B pexnme "AC - Easy": HaxaTne 3Toi KHOKN OTKpbBaet DOCTyN K HAcTpoKe DnaMetpa BOJbΦpaMoBOrO 3NeKTpOda (3NEKtpoD TaHrCTeH). ActpoKa 3TOrO npamETpa PPOIN3BOIDTCR CnedyoumM O6pa3OM:
-HaKMMTe KnaBnuy "AC",
- B TeueHne 3 cekynd akTNBpynte HNKpeMeHTbI daTtck. BpaueHne 3TOrO daTtNka no yacobn CTpeJIke Bb3bBaet YBeIuHHe nDaMeTp a 3NEKtpo, a BpaueHne npOTNB uacobn CTpeJIk N Bb3bBaet yMeHbHe n3aHeHn DaMaTe pTa 3NEKtpo. 3HaueHne Bb6paHHoro 3NEKtpo, oTo6pKaAeTcRa CBeToDnOaX IHM, paONIOKeHHbIX NO pOCTbIM peKmOM nepeMeHHoro TOka.
-ПослсToRo,Кан HabtrpoIka BbInonHeHa,Yepe3 5 cekyHdbi 6e3 akTnBaUm INHKpeMeHTHO r DaTuNkA OHa ChOBa CtaHOBITc CBraHHoC TeKyuIe HacrpoIko
NcnoB3OBaHne KONKn "AC" B pexnme "AC": HaaTne 3Toi KHONKn N03BOJAEr Bb6paTB n OTperyInpOBA TB npaMeTpbl "Balance" u "Frequency" (COOTBeTCTByUoWn CBeTOIOu3AROpAETC B 3aBNCIMOC Tn OT Bb6paHHORo npaMeTp). INHKpeMeHThB daTtIK BO3dECTByeT Ha 3aueHHe 3TNX DByx npaMeTpOB u DOJIKeH 6bITb AKTINbPObAH B TeueHHe 5 cekyH. Kpome TOrO, rehepatop ChOBA OTO6pa3NT CBAPouHb TK.
- Perynipobka qactotbl B TIG AC (Frequency)
PerynpoBka qactoTb CBapouHoro ToKa B TIG AC coctabJrEOT 20 do 200
- Perylnpobka 6aJahca B TIG AC (BaJahc)
Perynupovka 6anaHca Ira CBapK TIG AC BapbpyetcT O T 20% Do 60%. War npupaene coctabnert 1%. PImeHne. KOnka "AC" He akTbHa B pexime "DC".
- UctahOBka DnAmEtpa 3JeKtpo#a (3JeKtpo#a)
PerynipoBka dnaMeTpTa 3neKtpoDOb n03BOJareT perynipOBaTb TOK 3axnraHn.
CKPbITOEMEHIO
Ckpblm MeHIO DoCTyIeN Ia KaKdoRo 13 CBAPoOHbIX npoceccOB: TIG DC, TIG AC n MMA. bIarOapra 3tOMy peXIMMy MOxHO yCTAHOBITb donONHTenBHe napametpbI dR KaKdoRo 13 3Tnx npoceccOB.

I3meHHeHH 3HaueHn npaMetpoB,doCTynbIX B CkpytOM pexKHe,coxpaHJIOrTc npn coxpaHeHH job.
CneunalbHbIe BO3MOXHOCTn, HABINaUNn H NACTpOKN B CkpbITOM pexnme:
TIG DC n TIG AC:
Octyn K CkpbTOMy peKIMy OcyuectBnaTcHaxaTHem KHONK

B TeueHne 3 cekyHd.
Iocne 3toro noBHTcra coo6eHne "ISA". NobopauHBra rnaBbHn 3HKoep, MoKHO nOlyuHTb doCTyn K "TSA", "ISO", "TSO" and "ESC". TTo6bl nOnyUHTb dOCTyn K hAcTPOKe 3tNx npaMeTPOB, CHOBA hAkmTe KhONky A/V.
- ISA: YctahOBHTe nycKOBoTOK. PerynipyeTcB npoEHTax OT yCTaBKn CBapOCHoro TOka. PerynipOBKa MoKet CoCTaBnTb OT 10% Do 200%. HacrpoJaNoTBePckdaETcHaxTaHem KHOJnA / V.
TSA:YCTAHOBITE BpemB,TEeHHe KOTOPORO DInrTCpyCKOBON TOK.3To BpeM perylnpyetc0 T 0 do 10 ckynd.Hactpoika noDTBePckdaetca HaukATnEM KHONK A/V.
ISO:YCTAHOBHTe KOHeuHb CBAOpHbTOK.PerynHyPTcB B npOeHTax OT yCTaBK CBAPOHOro ToKa.PerynpoBka MoKet 6bITb OT 10% Do 100%.HaCTPOKa NpTBePckDaETcRA HkAATnEM KHOIIKN A/V. - TSO: UctahOBIne BpeM, B TeueHne KOtOpRo DInrC KHeu CbapOHyOro ToKa. 3To BpeM peryInpyEtc rO 0 do 10 cekyHd. HactpoKa noTBePjdaetc HkaTnem KhONKn A / V.
- ESC : Дя Вьхова ИЗ скритого рекима Нжатем Кногд А / V. Бытни з скритого рекима Таду мохно, поождав Тпс ecундл пося Настоюп паметра скритого рекима. 3ATERMДСПЕHМИ Вергетск Настою мохно 3Чанданого CBAPОного TOKA.
MMA:
OCTyn K CKpbITOMy peKIMy OcyuieCTBnIeTcHaxKaTHmKHOJIKN (A/V) B TeueHHe 3 CeKyHd.
Iocne 3toro oTo6paHITcra "HST". NobopauHbA rnaBHyn 3HKoep, MoKHO nOlyuHTb DoCTyn K «AST» n «ESC».
HST:YcTaHOBInTe npdoJoknTeIbHocTb HotStart.3To BpempeyepcrO 0 do 10 c.HactpoKa noDtbepxdaetc HaxaTNEM KONK A/V
- AST:Актуарупгуе ил ддakтуарупгуе Фуннкшю Anti-Sticking, bblбрав «ON» ил «OFF». Habсторка подтевждаertса нахатем коньк А / V.
- ESC :Дя BBIXOda ИЗ скритOrO peKIMa HaxKaTneM KHOJKN A / V. BbIITN I3 скритOrO peKIMa TAKKe MOxHOb, NOdoXdAB TpN cekyHdbI NOcIe NaCTPOMK napaMeTpA cKpyrTo rpeKIMa. 3aTeM dncnneH MHI BepHecrKa HactpoKe 3aDaHHoro 3aHaehn CbapOHoro TOka.
CBAPKA 3JIeKTPoIOM C O6Ma3KoI (PEKIM MMA)
NODKIIIOUHEHNE KOHCYJIbTAUIN
- PoiocoeHnHe depKaTeB 3eKtpOda n 3aKIM 3aemEny K pa3bEmam, npedyCMOTpeHHbIM dIg 3ToI cEN, CO6IOdA NOIpaHOCTb INHTeHCNBHOCTb CBAPK, Yka3aHbHe Ha Kopo6kax dIg 3eKtpoDob.
- CHMaIte 3JektpoD C NOKpbITnEM C 3JektpoDOpOepXaTeTn, KOrDa HCTOChNK CBAPOHHO TOKa He NCIONoB3yETcR.
-
3TN annapaTabi Imeot 3 fYHKuH, npCysIe INHBepToPbIM annapaTam :
-
Hot Start (ropaenctap) oecneuBaet neperpy3ky no TOKy B hauane cbapkn, t06bln6exaTb npunnaHna.
-
Arc Force (ΦopcaK Φyri) - ΦyHKU, npenTCTbYIOaJ 3aIINaHIO 3JIeKTpOda IyTeM yBENueHn CBAPoHOrO Toka B MoneHT KacaHn 3JIeKTpoDcBapOCHOB BaHHbl.
- Anti-Sticking cnyknT nI npdynpexdHn npokanBaHn 3KeTpoa npn ero 3aHaHn I neKOr O TpbBa 3aHnWero 3KeTpoa.
MMA PULSE
Pekim MMA Pulse noxodn DnBepTKaHOB BOCOJae CBAPK (PF). NmnybChra CBAPKa n03BOJAE CoXpaHry CBAPHyo BaHHy XoJHO, cnocobby prn 3om nepehocy Maepnana. Dnpe aunzauin BEpTKaHOB BOCXODJe CBAPKn 6e3 Nmnybca Tpebyetc npodebBaT boTtna" enouka". Dpymncn CnoBAMn, ouehb cnoxhoe nepedmbkeHne TpeYroBnKOM. Blaorapn mnybchomy pexmy 6olwe Hne Heo6xoMocn npdeIbAtpb 3to DBNKeHne. B 3abncmoCTn OT tonuHb Detanl npme OEpeMeHne 3leKTPOda CH3y BBepx MoKet 6b1b DoCTaTOHbIM. Odnako, eCn Heo6xOIMO paacwnptb CBAPouHyo BaHHy, doctatoHNO pocToRo 6okBOrO nepemeueHna, noo6Horo PIOCKO CBAPKe. 3TOT MeoD CBAPKn no3BOJAE 6oJIbIKoHTpObn prn BEpTKaHOB CBAPKe. Yactota MMnybcob perynpyetc o 1 Tdo 20 Tc.
CBAPKA BOJIbΦPAMOBbIM 3JEKTKPODOM B CPEDE INHEPTHOI 4A3A (PEXKIM TIG)
NOKJIIOUOHEHNEI COBETbl
Cbapky TIG DC Heo6xOIMn npOn3Bountb B cpeJe 3aunTHoro ra3a (AproH).
- POKIIOHTe 3aXIM Maccb K NOLOXHTeNBOMy KOHKeTOpY NOCoEINHeHn (+). POKIIOHTe Ka6JIb MoUHOCTn RopeKn K OTPuTaTeNBOMy KOHKeTOpY NOCoEINHeHn (-), a TAKKe NOcOeINHeNTE TpIRrEp(b) ropeKn n ra3.
- Y6eDntecb, yTO npCcyTcByOT pa3JIuHbIe 3JIeMeHTbl, n3 KOToPbIX COCTOIT ROpElnKa (TnCKN, ONopa BOpOTnHa, dIΦΦy3Op HacAdka) n 4TO OHn HAXoJrTCB X OPOwEM COCTOHRHm.
Bb6op 3nEeTpoDa DonKeH ONpeDenrTaC B 3aBcIMMoCTn OT CBAPoHOrO TOKa nOCToHHOrO nn NepemEHOrO ToKa.
3ATOYKA 3JEKTPODA
ONTMaIbHOrO yHKUHOHPOBaHnpeKOMeHnyeTcNcNOJIb3OBAHHe 3JeKTpOda, 3aTOueHHoro CNeDyUoUM 6pa3OM:
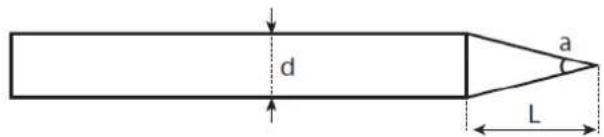
a = 0.5 mm
L=3xdnna cna6oro toka.
L = dДЯ BBICOKORO TOKA.
BbIbOP DNAMETPA 3JIeKTPODA
| Ф Злектropа (mm) | ТIG DC TIG AC | |||
| ЧИстный Вольфразов Вольфразов с.okистю ChИstный Вольфразов | ВOLьфразов с.okистю | |||
| 1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A | ||||
| 1.6 60 > 150 A 60 > 150 A 45 > 90 A 60 > 125 A | ||||
| 2 75 > 180 A 100 > 200 A 65 > 125 A 85 > 160 A | ||||
| 2.5 | 130 > 230 A | 170 > 250 A 80 > 140 | A 120 > 210 A | |
| 3.2 | 160 > 310 A | 225 > 330 A | 150 > 190 A | 150 > 250 A |
| 4 | 275 > 450 A | 350 > 480 A | 180 > 260 A | 240 > 350 A |
| ~ 80 A на мд диметра | ~ 60 A на мд димmetра | |||
BbIbOP INEPBNUHOROTINA
HF TIG: 6eckoHTaKTHoe BbICOKOaCToTHoe 3axnraHne BoIbcpamOBoro 3neKTpOda Ha 3aroTOBKe.
TIG LIFT : KOHTaKTHbI NOJKNr (dJIa Cpebl, YyBCTBnteHoh K nOmeXam BU)

T



5


1- Ipeep Haayamom CBapkn Nomectnte ropekny Ha detaIbHO (Ha pacctOraHn npimepno 2-3 MM MExky KOHNKOM 3neKtpoDa n detaIbHO).
2. Haxmnte KhoNky Ha ropeKe (Dyra 3axnraeTcB 6eckoHTaKTHbIM cnocobm C nOmoBIO B4 bICOKOBnbThbIX MmNyIbCoB 3axnraHna).
3. NepBoHaaybHbCBApoHbTOK Teet, CBapKa 6yTeT npOJXkAeTCB CootBetCTBn C uKlOM CBAPK.
1.YCTAHOBNTe conno pe3aka n HakoHeuHK 3neKtpoJa Ha 3arOTOBky n HaxMNTe KhoNkpe3aka.
2. HakoHnayTe pe3ak Do tex nop, noka HakoHeuHnK 3neKtpoJa He 6yDet HaxOaHTbcra Ha paCToaHm OkOIO 2-3 MM O3arTOBKn. Dya HauHaHaETcR.
3. Bepnnte ropekky B HopmaIbHoe noIOxKeHne dIra Hauana cNkna CBapKn.
HACTPOIKN TIG PROCESS
TIG DC npedha3aueH Iy CBAPK UePbIX MeTALOB, TaKx KaC tAJIb, HepKaBeHOJaa CTAJIb, a TAKKe MeIb Ie e CnJIaBbl, TITAH.
TIG AC npedha3naeH nla CBapKn aIOMnHn ero cIIaBOB.
CBAPKA TIG DC
TIG DC - Standard
Cnoocb CbapKn TIG DC Standard no3B0Jare npo3BODnTb BbICOKKaueCTBeHHyU CBAPky 6OJIbWInHCTBa JKeJIe3OCoepKauX CnlaBOB, HAnpImep CTann, HepKabeyKn, a TaKke MeiN ee CnlaBOB, TtTaHa...
MHorOcHHeHbE Bo3MOxHocnpeyIIpOBKn Toka n paCXoJa r3a No3BOJrT NIOHOCTbKOHTPOIpOBaT BcIO ONEpaLIO CBAPKn OT NOJKNra do OxJaKeHH CBApoUHOro 7Ba.
TIG DC - Pulse
DanhbpeKIMNpyIbcho-dyroBoCBAPKUpePyETMnIbcbcINbHoroToKa(I,CbapOHybIMnIbC)IMnIbcbcIcnaBoroToKa(I_Froid, IMnyIbC OxJaDeHnIeTal).3TOITMnIbChbpeKIMnIO3BOJREcoEINHrTeTal,OrpaHnHBA Temnepaty.Oco6EHHO peKOMeHcyETcIa 6bpKn TohKnX DeTanei.
Hapnme: CbapuHbI ToK I yctaHOBneH ha 100 A n% (I_Froid) = 50%, t.e. xonoHbI ToK = 50% x 100 A = 50 A. F (Tc) yctaHOBneH ha 10 Tc, nepoD cnHaIa 6ydt 1/10 Tc = 100 Mc B teeyHe 3TxN 100 Mc mnyIbc 100 A 3aTeM eue 50 A 6ydyT cIeNoBaT dpYr 3a dpYrom.
Bb60p yacTobl
- EcnTOnKn6e3 BxoJa (<0,8MM), F (Γu) > 10 Γu,
Cbapka B noJoxKeHH, 3aTeM F (F) 5 <100 F.
PerynupOBka qactotb IMNpylbchom TIG noctoHHoro TOKa BblnoHHeTcnyTEM haxaTHN NOTNYCKAHK HONk perynpOBKn qactotbIMNyIbCOB (BP 3), a 3atem nytem AKTNBAuIN OCHOBHO INHKPEMENTHO DaTHNK. 3haueHne npedBaPnteHBOrO r3a yBeINuHBaETc, KOrda INHKPEMeHTbI daTHNK pInBODITcB D eCTBnE NO cAOBOB CTpeJIke, YMeHbShaETcR, KOrda OHO npINBOITcB D eIcTBn E IpOTNB qACOBON CTpeKN. 3Ta qACTota Kone6NetcT oT 0,1 Fdo 900 F.
Iocne BbInolHeHn HacTPOKn ChOBa HaxKMite KHOKNy HacTPOKn dIe 3ToI qACTObl IIN NIOOXmTe 5 cekHybl, YTO6bl rehepatOp BepHyncBa RrnaBHOe MeHIO. ImnybcHra CBapka noCToHHbIM TOKOM DoCTynHa dIe npoueccoB "TIG HF" n "TIG LIFT", a TaKke IJe pexMmOB zanycka "2T" n "4T".
CBAPKA TIG AC
TIG AC - Easy
3TOT pexim I03B0JAE T6bICTPO nCnONBJoBaT CBAPKy NEPEMeHHbIM TOKOM NocpeDCTBOM peYIINPObKN dAmetpa 3NeKTpoa (BbIbpaHHe 3NaHeHne OTo6pKaHaETcN NOMOJIbO pa3JIuHbIX CBEToNDIOB, INPCyTCTByIOUx HA UUM). B 3TOM pexime HaCTPOKn npametpoB "BaIaHc" u "CaTota" 3AmopoxHebl. Bb6Op DNAMeTPa 3NeKTPOda BlnEeT Ha 3NaHeHn CBapOCHOro ToKa I TpaBHeHn CLeDyIOUM o6pa3OM:
PEXMM 4T LOG
T1-ΓIaBHa KHOHnKa HxKaTa,CbApOuHb LKnHaHuaHaetcC PpeIa3 nPpeKpaaaetc Ha 3Trane I_Start.
T2-ΓnabHnKa KhoNka OTnyckaetc, uKn npoOnkaetc B UpSlope n B CBapKe.
LOG:3TOTpeKIMΦyHKUOHNPOBaHnIcNoB3yeTCHa 3Tane CBAPKN:
- KOPOTKOE HAKATNE HA rnaBHyIO KHONKY (<0.5 cek), TOK nepexoNT OT CBAPOHO TOKA I K XONODHOMY I N o6paTHO.
- BtopuHna KhONka yapedxNbaetc HaxaToT Tok nepeKlnoHaeT Tok OT XONOHO CBapKn.
- BtopuHnA KHONKa OCTaETcO TNYueHHoN, TOK nepeKNIouaET TOK cXOnoJa I Ha CBapKy I
T3:Дипелhoeнхатne Ha OCHOBHyK HONkY (>0,5ceK.),LInKn nepexoHb B pexmDownSlope n octaHaBnBaetcB phase I_Stop.
T4-ΓλaBnKa KhONka OTnyuSeHa, ZKl3aKaHnBaetcNoCTFa3oM.
Дя ropeнok C Думя Kногками, "Верхни" Tprrrep coxpaHЯTe Xe Φункш, YTO H a RopeIke C OdHM TprrrepoM UIN C nlaCTNHKoi. "HnxHH" Tprrrep, ecn erO dePkaTb haxaTbIM, no3BOJareT nepeTn K XoNODHombI TOKY. IToTeHcHOMeTp ropeIK, ecn OH IMeETcR, no3BOJare peryInpobAtb CBapOchB ToK ot 50% do 100% ot aФИshpOBaHH Na dCInnee BelenHyb.
KOHHEKTOP YNPABJIEHN TPNITTEPA
NC
Cxema nokknoeHn B 3aBncmOCTN OT Tnna pe3aka
3JIeKTPnueckar CXeMa B 3aBcHmOCTN OT Bua rOpelKN.
TnblrpoenKHaHMeHOBaHne npObOaIThbipcooTBetCTByIOeTo KOHNHeKTopa
| Горелka c 2 trpvrgerepaи | Горелka c 1 trpvrgereprom | Общ/Мassa 2 | |
| Переклоча差别ь Trpvrgerepa 1 4 | |||
| Переклоча差别ь Trpvrgerepa 2 3 |
BEHTINLAUN
TehepaTop IMeET KOHTpOINpyEmy BoHTnIaIuIIO.
TAPAHTR
IapaHTnpaocpoctpaaetcna IIO6o3aBodcko deeKt mNb6pak B TeueHne 2x let C daTbI NOKyKn n3dEIna (3aYactn npabooa cnla).
TapaHTnHe pacnpoocpaHareTcHa:
- JIO6bIe NOnOMKn, BbI3BaHHbIe TpaHCnOpTIpOBKoN.
- HopmaHbHn H3Hoc dTeaJe (Hanpumep: Ka6enn, 3axkmbi n T.d.).
Cnyan HnnpabInbHoro nCnoJb3ObaHna (oWn6ka nTtAnHna, naDeHne, pa360pKa).
Cnyan BbIXoJa n3 cTPO n3-3a Okpykaioe cpebl (3arpa3HeHne Bo3dyxa, Kopp03na, nbilb).
PnBbXoE n3 cTPO, oBaPntecb B nyHKT NOKyKn annapaTa C npdeBraeHemc CneJeHOxN DOKymENTOB:
-ДOKуМ ent, NOДТВeрждяIoUин NOkypKy (c dAtoI): Kaccobbl YeK, INHBOYc....
-ONINCAHNE NOJOMKN.

WAARSCHUWINGEN - VEILIGHEIDSINSTRUCTIES
ALGEMENE INSTRUCTIES

INTERFACE HUMAN-MACHINE (IHM)
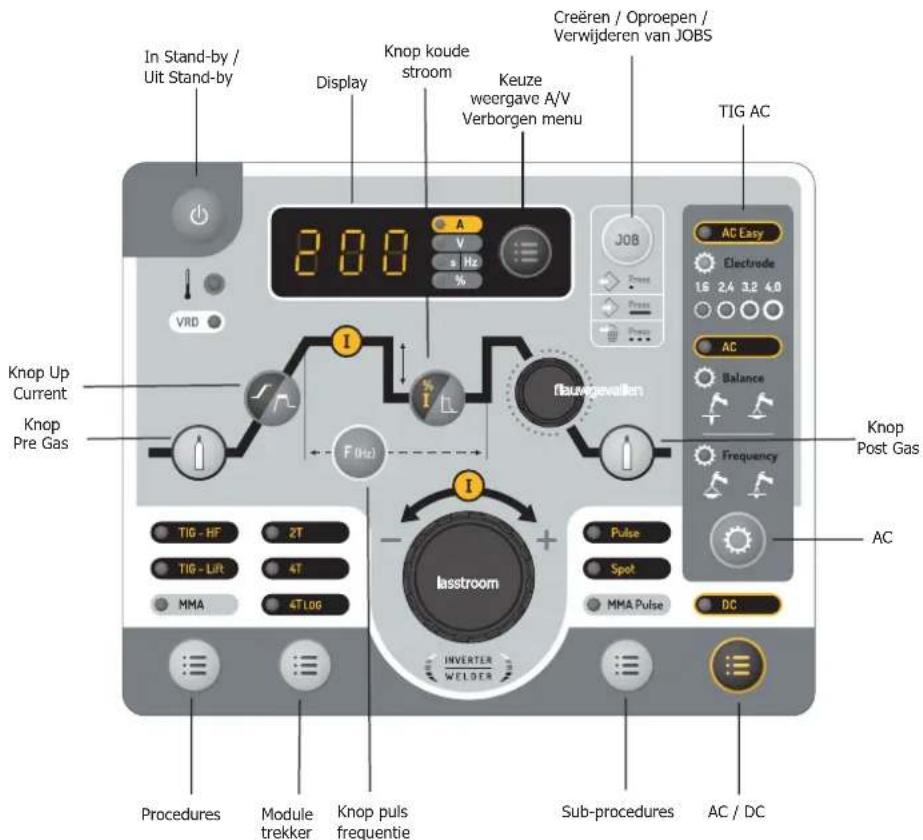
Keuzeknop " Sub-procedures "
SALDATURA AD ELETTRODO RIVESTITO (MODALITA MMA)
COLLEGAMENTO E CONSIGLI
WYBórs SREDNICY ELEKTRODY
| Ø Elektrody(mm) | TIG DC TIG AC | |||
| Czysty wofram Wolfram | z tlenkami Czysty wofram Wolfram | m z tlenkami | ||
| 1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A | ||||
| 1.6 60 > | 150 A 60 > 150 A 45 > 90 A 60 > | 125 A | ||
| 2 75 > | 180 A 100 > 200 A 65 > 125 A 85 > | 160 A | ||
| 2.5 130 > | 230 A 170 > 250 A 80 > 140 A | 120 > 210 A | ||
| 3.2 160 > | 310 A 225 > 330 A 150 > 190 A | 150 > 250 A | ||
| 4 275 > | 450 A 350 > 480 A 180 > 260 A | 240 > 350 A | ||
| ~ 80 A na kaźdy mmŚrednicy | ~ 60 A na kaźdy mmŚrednicy | |||




