
Protig 200 ACDC - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Protig 200 ACDC GYS in formato PDF.

Domande degli utenti su Protig 200 ACDC GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Protig 200 ACDC - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Protig 200 ACDC del marchio GYS.
MANUALE UTENTE Protig 200 ACDC GYS
Dispositivo saldatura TIG e MMA
Spawarka TIG i MMA
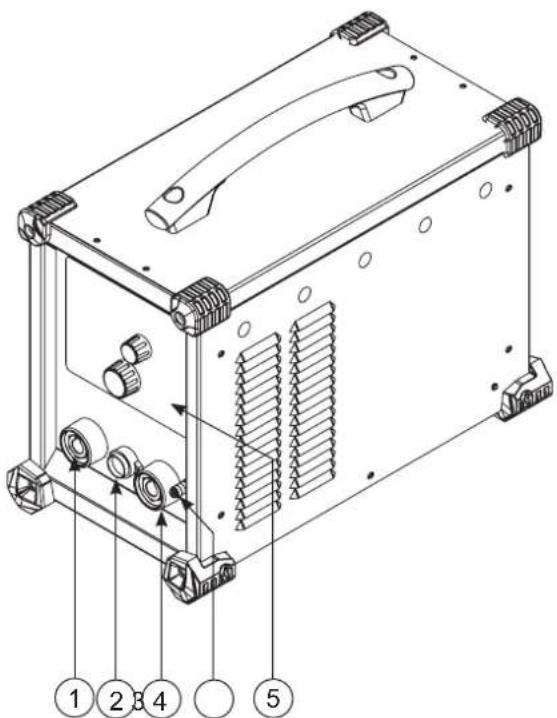
FIG-1

AVERTISSEMENTS - RÉGLES DE SECURITÉ
CONSIGNÉGÉRALE

Queste istruzioni devono essere lette e ben comprese prima dell'uso.
Ogni modifica o manutenzione non individata nel manuale non deve essere effettuata.
Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in quello manuale non potrè essere considerato a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'attrezzatura.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhettaindicativa e/o sul manuale. Bisogna rispetto le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potra essere ritenuto responsable.
Il dispositivo deve essere utilizzato in un locale senza polvere, né acido, né gas inflammabili o altre sostanse corrosive, e lo stesso vale per il suo stoccaggio. Assicurarsi che durante l'utilizzo ci si una Buona circolazione d'aria.
Intervallo di temperatura :
Utilizzo tra -10 e +40^ (+14e + 104^)
Stocaggio fra -20 e +55°C (-4 e 131°F).
Umidità dell'aria:
Inferiore o uguala a 50% a 40^ (104^)
Inferiore o uguale a 90% a 20^ (68^)
Altitudine :
Fino a 1000 m sopra il livello del mare (3280 piedi).
PROTEZIONI INDIVIDUALI E DEI TERZI
La saldatura ad arco cui assere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calorie, di radiazione luminosa dell'arco, di campi elettromagnetic (attenzione ai portatori di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose. Proteggere voi e gli altri, rispetto le seguenti istruzioni di sicurezza :

Per proteggervi da ustioni e radiazioni, portare vestiti nella risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto il corpo.

Usare guanti che garantiscano l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti aicontatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco e neanche i pezzi in fusione e di portare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le persona in zona saldatura).
Mantenere a distanza delle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non può essere ritenuto responsable in caso d'incidente.

I pezzi appena saldati sono caldi e possono causare uszioni durante la manipolazione. Quando s'interviene sulla torcia o sul porta-elettro, bisogna assicurarsi che quosti siano sufficientemente freddi e espettare almeno 10 minuti prima di qualsiasi intervento. L'unità di raffreddamento deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non Cause usioni.
E importate renderere sicura la zona di lavoro prima di abbandonaria per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

Fumi, gas e polveri emessi alla saldatura sono pericolosi per la salute. E necessario prevedere una ventilazione sufficiente e a volte è un apporto d'aria. Una maschera ventilata ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distance di sicurezza. Inoltre la saldatura di alcuni materiali contenti piombo, cadmio, zinco o mercurio o berillio più essere particolarmente nociva.
Sgrassare i pezzi prima di saldarli.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrelo.
La saldatura è proibita se effettuata in prossimità di grasso o vernici.
RISCHI DI INCENDIO E DI ESPLOSIONE

Proteggere complemente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri.
Un'attrezzzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calde e alle scintille anche atraverso le fessure, che possono causare incendi o esplosioni
Allontanare le personne, gli oggetti infiammabili e i contentitori molto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita, se anni sono aperti devono prima essere svuotati di agli materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infammabili.
BOMBOLE DI GAS

Il gas uscendo delle bombole potrebbe essere fonte di asfissia in caso di concentrazione nella spazio di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositorio spento. Queste devono essere messe verticalmente su un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un'alto. Attenzione alle variazioni di temperatura e alle espositionsi al sole.
La bombola non deve essere in contatto con fiamme, arco elettrico, torce, morsetti di terra o agli altra fonte di calore o d'incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l'apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente ave una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all'interno o all'esterno della fonte di corrente di saldatura quando quest'alimentata (Torce, pinze, cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla alla rete e attendere 2 min. affinché l'insieme dei condensatori si scaricato. Non toccare dello stesse momento la torcia e il morsetto di massa.
Cambiare i cavi e le torque se risutano danneggiati. Chiedere ausilio a persona abilitate e qualificare. Dimensionare la sezione dei cavi in funzione dell'applicazione. Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, indifferentemente dall'ambiente di lavoro.
CLASSIFICAZIONE CEM DEL MATERIALALE



Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dalsystema pubblico di alimentazione a basa tensione. Potrebbero esserci difficoltà potenziali per assicurare la compatibilità elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.
Questo materiale non è conforme alla CEI 61000-3-12 ed è destinato ad essere collegato alle reti private di Bassa tensione collegate a loro volta alla rete pubblica di alimentazione soltanto a livello di media e alta tensione. Se è collegato alsystema pubblico di alimentazione di bassa tensione, è di responsabilità dell'installatore o dell'utilizzatore del materiale di assicurarsi, consultando l'operatore della rete pubblica di distribuzione, che il materiale possa essere collegato adesso.
EMISSIONELETTROMAGNETICHE

La corrente elettrica che attervas un qualsiasi conduttore produei dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un Campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetic EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovranno attenersi alle procedure seguenti al fine di minimizzare l'esposizione ai campi elettromagnetici provenienti dal circuito di saldatura:
- posizionate i cavi di saldatura insieme - fissateli con una fascetta, se possibile;
- posizionate il vostro busto e la vostra testa il più lontano possibile dal circuito di saldatura;
non avvolgete mai i cavi di saldatura attorno al vostro corpo;
non posizionate il vostro corpo tra i cavi di saldatura. Tenete i due cavi di saldatura sullo stesso lato del vostro corpo; - collegate il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare;
non lavorate a fianco, ne sedetevi sopra, ne addossatevi alla fonte di corrente della saldatura; - non saldate quando spostate la fonte di corrente di saldatura o il trainafilo.

I portatori di pacemaker devono consulare un medico prima di usare quello dispositivo di saldatura.
L'esposizione ai campi elettromagnetic durante la saldatura potrebbe aveo altri effetti sulla salute che non sono ancora conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
Lutente e responsabile dell'installazione e dell'uso del dipositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se delle perturbazioni elettromagnetic sono rilevate, è responsabilità dell'utente del disposito di saldatura ad arco risolverve la situazione con l'assistenza tecnica del fabbricante. In certi casi, questa azione correttiva potrebbe essere molto simplice come ad esempio la messa a terra del circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo Completo con montaggio di filtri d'entrata. In agli caso, le perturbazioni elettromagnetic devono essere ridotte fino a non essere più fastidioso.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all'arco, l'utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Bisogna tenero conto di ci che segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura all'arco di altri cavi di alimentazione, di commando, di segnalazione e Telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altri dispositivi di lavoro;
d) di dispositivi critici di sicurezza, per esempio, protezione di dispositivi industriali;
e) la salute delle personne vicine, per esempio, l'azione di pacemaker o di apparecchi uditi;
f) di dispositivi utilizzati per la calibratura o la misurazione;
g) l'immunità degli altri dispositivi presenti nell'ambiente.
L'utilizzatore deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende alla struttura degli edifici e delle altre attività svolte sulippo. La zona circostante cui estendersi nelle limiti delle installazioni
Valutazione dell'installazione di saldatura
Oltre alla valutazione delle zona, la valutazione delle installazioni di saldatura ad arco può a determinare e risolverve i casi di perturbazioni. Conviene che la valutazione delle emissioni includa delle misurazioni sul posto come specificato all'Articolo 10 della CISPR 11. Le misurazioni sul posto possonoanche permettere di confirmare l'efficacia delle misure di attenuazione.
RACCOMANDAZIONE SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTRAMNETICHE
a. Rete pubblica di alimentazione: conviene collegare il materiale di saldatura ad arco a una rete pubblica di alimentazione seconde le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiale di saldatura ad arco fissati stabilmente. Converrebbeanche assicurarsi della continuità della schermatura elettrica sulta la sua lunghezza. Conviene collegare il blindaggio alla fonte di corrente di saldatura per assicurare il buon contatto elettrico fra il condotto e l'involucro della fonte di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura ad arco : è opportuno che le manutenzioni del dispositivo di saldatura ad arco siano eseguite seguito le raccomandazioni del fabbricante. è opportuno che agli accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il dispositivo di saldatura ad arco è in funzione. è opportuno che il dispositivo di saldatura ad arco non sia modificato in alcun modo, tranne le modiche e regolazioni menzonati nelle istruzioni del fabbricante. è opportuno, in particolar modo, che lo spinterometro dell'arco dei dispositivi di avviamenti e di stabilizzazione siano regolati e mantenuti seconde le raccomandazioni del fabbricante.
c. Cavi di saldatura: è opportuno che i cavi siano i più corti possibili, piazati l'uno vicino all'alto in prossimità del suolo o sul suolo.
d. Collegamento equipoteniale : converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l'operaore di scosse elettriche se costui tocca contemporaneamente质疑 oggetti metallici e l'elettrodo. E opportuno isolare l'operaore di tali oggetti metallici.
e. Messa a terra del pezzo da saldare : Quando il pezzo da saldare non è collegato al terreno per la sicurezza elettrica, per le sue dimensioni o per la sua posizione (è il caso, per esempio, degli scafi delle navi o delle strutture metalliche delle costruzioni) un collegamento tra il pezzo e il terreno più, in certi casi e non sismaticamente, ridurre le emissioni. É opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, é opportuno che collegamento fra il pezzo da saldare la terra sua fatto direttamente, ma in certi paesi che non autorizzato quello collegamento diretto, si consiglia che la connessione sia fatta con un condensatore appropriato scelto in funzione delle regole nazionali
f. Protezione e schermatura : La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante cui il problema di perturbazioni. La protezione di tutte la zona di saldatura cui è essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO

La fonte di corrente di saldatura è dotata di maniglia(e) che permette di portarla a mano. Attenzione a non sottovalutarne il peso. La (le) maniglia(e) non è (non sono) da considerarsi(s) come un mezzo d'imbragatura.
Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Deve essere spostata in posizione verticale. Non far passare la fonte di corrente al di sopra di persono o oggetti.
Mai sollevare una bombola di gas e la fonte di corrente di saldatura dello stesso momento. Le loro norme di trasporto sono distinte.
INSTALLAZIONDELDISPOSITIVO
- Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10^ .
La fonte di corrente di saldatura deve essere al riparo alla pioggia e non deve essere esposta ai raggi del sole. - Prevedere una zona sufficiente per aerare il disposativo di corrente di saldatura e accedere ai comandi.
- Non utilizzato in un ambiente con polveri metalliche conductrici.
-
Il disposativo è di grado di protezione IP21, ciò significata :
-
protezione contro l'accesso alle parti pericolose di corpi solidi di diametro >12.5mm e,
- protezione contro le cadute verticali di gocce d'acqua
I cavi d'alimentazione, di prolunga e di saldatura devono essere totalmente srotolati per evitare qualiasi surriscaldamento.
Avertenza: un aumento della lunghezza della torcia o dei cavi di ritorno或者其他 lunghezza massima specificata dal produttore aumentoe il rischio di scosse elettriche.
MANUTENZIONE / CONSIGLI


Le manutenzioni devono essere effettuate solo da personale qualificato. E consigliata una manutenzione annuale.
- Interrompere l'alimentazione staccando la presa, e attendere due minuti prima di lavorare sul disposativo. All'interno, le tensioni e l'intensità sono elevate e pericolose.
- Regolarmente, togliere il coperchio e spolverare con l'aiuto di una pistola ad aria. Cogliere l'occasion per far verificare le connessioni elettriche con un utensile isolato da persona qualificate.
-
Verificare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal fabbricante, dal suo servizio post-vendita o da una persona di qualifica simile, per evitare pericoli.
-
Lasciare le uscite d'aria della fonte di corrente del dispositivo libero per l'entrata e l'uscita d'aria..
Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori ne per avviare motori.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal produttore possono effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sa scollegato alla rete. Le connessioni in series o parallele di generatori sono vietate. E' consigliato l'utilizzo dei cavi forniti con l'apparecchio al fine di ottenere le regolazioni ottimali del prodotto.
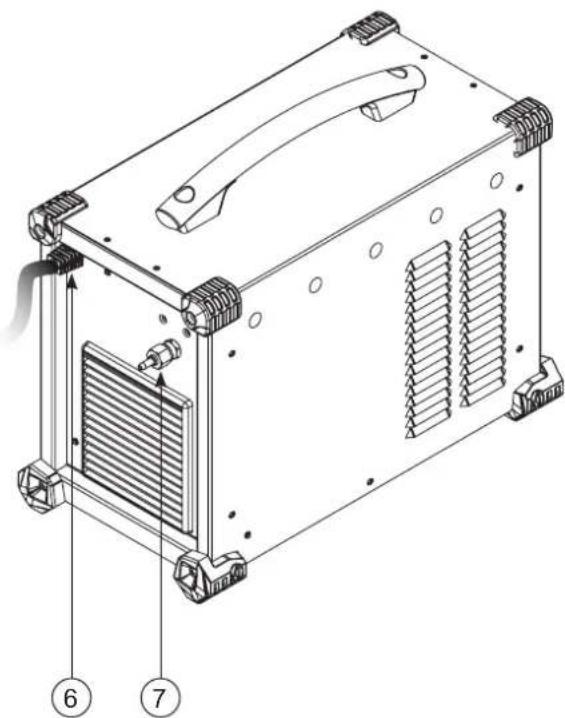
DESCRIZIONE DEL MATERIAL (FIG-1)
Qesto materiale e una fonte di corrente di saldatura Inverter per la saldatura ad elettro do refrattario (TIG) in corrente continua (DC) o alternata (AC) e la saldatura ad elettro rivestito (MMA).
Il procedimento TIG richiede una protezione gassosa (Argo).
I procedimenti MMA permettono di saldare agli tipo di elettro: rutilo, basico, inox et ghisa.
1-Presa di Polarità Positiva 5-Tastiera + tasti incrementali
2- Connettore pulsante 6- Cavo di alimentazione Connessione gas
3-Presa di Polarità Negativa 7-Connessione gas
4- Connettore gas della torcia
ALIMENTAZIONE - AVVIO
- Il PROTIG 200 AC /DC è fornito con una spina 16 A di tipo CEE7 / 7 tipo e devere essere utilizzata solo su un sistema elettrico monofase (50 - 60 Hz) a tre fili con neutroesso a terra.
La corrente effettiva assorbita (I1eff) è indicata sul disposito, per delle condizioni d'uso ottimali. Verificare che l'alimentazione e le sue protezioni (fusabile e/o disgiuntore) siano compatibili con la corrente necessaria per l'uso. In certi paesi, potrebbe essere necessario cancellare la spina per permettere l'uso del disposito in condizioni ottimali. - Il disposivo si mette in protezione se la tensione di alimentazione è superiore a 265V. Per segnalare quello problema, lo schermo indica Una volta in protezione, scollegare l'aparecchio e ricollegarlo su una presa che liberi la tensione corretta.
- Comportamento del ventilatore: in modalità MMA, il ventilatore funziona continuamente. In modalità TIG, il ventilatore funziona solo in fase di salute, e si fermo alla fine del periodo di raffreddamento completo del genereatore.
- Il dispositorio d'innesco e di stabilizzazione dell'arco è concepito per un funzionamento manuale e a conduzione meccanica.
COLLEGAMENTO SU UN GRUPPO ELETTRGOGENO
Queste fonti di corrente di saldatura possono funzionare con gruppi elettrogeni a condizione che la potenza ausiliaria risponda alle seguenti esigenze :
- La tensioneuve essere alternata,regolata come specificato e con tensione di picco inferiore a 400V,
- La frequenza dev'essere compresa tra 50 e 60 Hz.
E imperativo verificare queste condizioni, perché numerousi generatori producono dei picchi di tensione e possono danneggiare la fonte di corrente di saldatura.
UTILIZZO DELLA PROLUNGA ELETTRICA
Tutte le prolonghe devono averunghezza e sezione appropriate alla tensione del dispositivo. Assicurarsi diutilizzare una prolonga in conformità con le regolamentazioni nazionali.
| Tensione d'entrata | Lunghezza - sezione della prolunga | |
| < 45 m | < 100 m | |
| 230 V 2.5 mm2 | ||
COLLEGAMENTO GAS
Questo materiaè è dotato di un raccordo pneumatico. Utilizzare gli adattatori forniti in origine con il generatore.
ATTIVAZIONE DELLA FUNZIONE VRD (VOLTAGE REDUCTION DEVICE)
Qesto dispositivo permette di proteggere il saldatore. La corrente di saldatura viene consegnata solamente quando l'elettro do in contatto con il pezzo (resistenza debole). Quando I'elettro do viene ritirato, la funzione VRD abbassa la tensione a un valor molto debole.
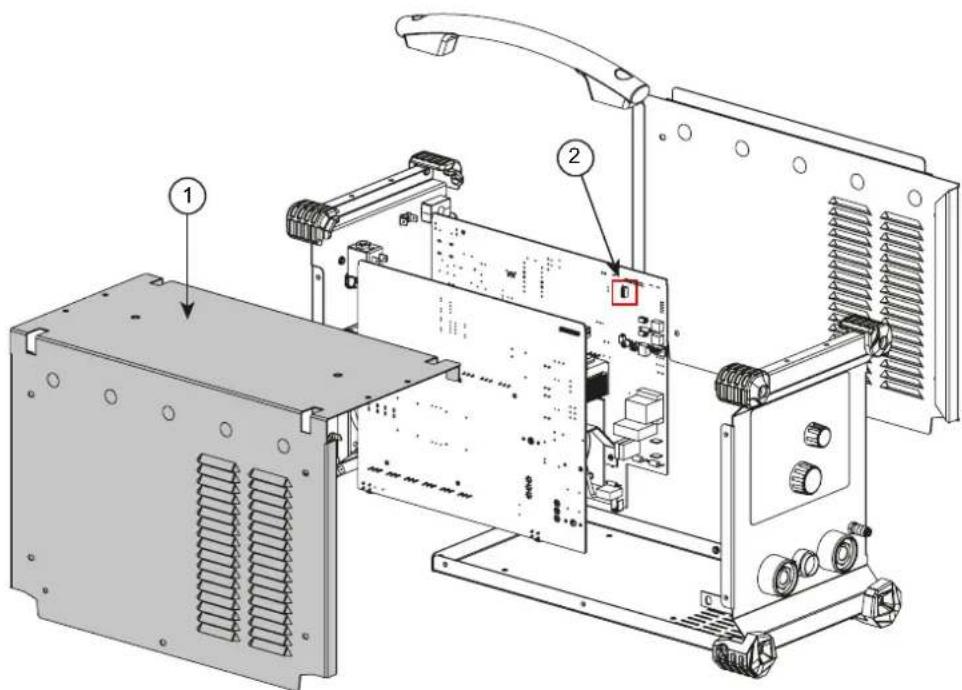
La funzione VRD è disattivata. Tuttavia, può essere attivato mediante un interruttoro ON / OFF situato sulla schedà di controllo del genereatore. Per accederere, seguire le seguenti tappe :
1. SCOLLEGARE IL PRODOTTO DALL'ALIMENTAZIONE ELETTRICA PRIMA DI OGNI MANIPOLAZIONE.
- Rimuovere la vite per rimuovere il coperchio del generatore (n^1)
- Individuare l'interruttore sulla scheda principale (riquadro rosso, schema qui sotto - n°2).
4.Passare su ON l'interruttore situato su esta scheda principale. - La funzione VRD è attivata.
- Riavvitare il coperchio del genatore.
- Sull'interfacia IIHM), il led della funzione VRD si accende : VRD
Per disattivare la fiunzione VRD, è sufficiente spostare di nuovo l'interruttore situato sulla scheda principale in OFF. Il led VRD sull'IHM del dispositosivo si spegne.
VISUALIZZAZIONE DELLE VERSIONI SOFTWARE
Quando il generatore è collegato alla rete, lo schermo indica il numero delle versioni software della potenza e dell'IHM (Interfaccia uomini-macchina).
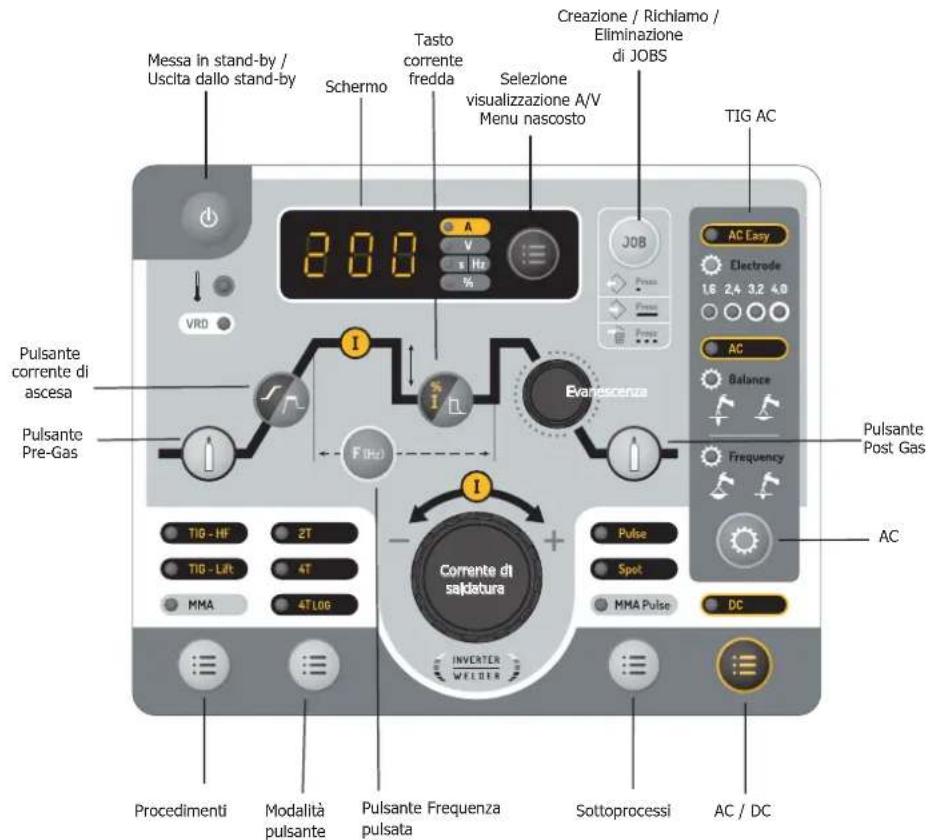
INTERFACCIA UOMO-MACCHINA (IHM)
| Funzioni Pittogrammi MMA TIG DC TIG AC Osservazioni | |||||
| Messa in stand-by / Uscita dallo stand-by | ··· | Pulsante che permette il stand-by e l'uscita dallo stan-by del prodotto. | |||
| Sottoprocessi ···· | PulseSpotMMA Pulse | In procedimento MMA: permittedi di accedere alla modalità"MMA Pulsata",In TIG DC : permittedi di accedere alla modalità " Pulsata "o " Spot". | |||
| AC/DC ··· | 3 | Permette di selezionare tra TIG " DC ", TIG " AC " et TIG "AC - Easy " | |||
| AC | · | Permette di selezionare il parametro da regolare tra " Frequency ", " Balance " e " Elettrodo ". | |||
| - Selezione visualizzazione A/V- Menu nascosto | 3 | · | · | Per impostazione predefinita, la corrente impostata viene visualizzata sull'HMI. Dopo la saldatura (MMA e TIG DC), il valore visualizzato lampeggiante è la misura della corrente di saldatura. Premendo quello pulsante viene visualizzata la tensione di saldatura misurata. | |
| JOB ···· | JOB | Permette di richiamare, creare ed eliminare un job. Si riferisce alla sezione JOB per averere più informazioni. | |||
| Pre-gas ···· | Regolazione dei tempi del Pre-gas. Questi tempi corrispon-dono ai tempi di scarico della torcia e di creatizione della protezione gassosa prima dell'innesco. | ||||
| Corrente di ascesa ···· | Rampa di aumento corrente | ||||
| Frequenza Pulse | F(Hz) | · | · | Regolazione della frequenza di pulsazione (TIG AC/DC). | |
| Corrente fredda | % I | ... | Regolazione della corrente fredda in modalità pulsata (TIG). Impostazione Arc Force (MMA). | ||
| Evanescenza • Regolazione della ramba di discesa della corrente. | |||||
| Post-Gas • | Regolazione dei tempi del Post-gas. Questi tempi corrispondono alla durata della manutenzione della protezione gassosa dopo l'estinzione dell'arco. Permette di proteggere il pezzo eanche l'elettrodo contro le ossidazioni. | ||||
FUNZIONAMNETO DELL'IHM E DESCRIZIONE DEI PULSANTI
- Pulsante Accensione/ / Spegnimento
Qesto pulsante viene utilizzato per attivare e uscire l'apparecchio alla modalita stand-by. L'attivazione della modalita stand-by non è possible quando il dispositorio è nella considizione di saldatura.
- Pulsante di selezione del procedimento di saldatura
Questo pulsante permette di selezionare il procedimento di saldatura. Ogni volta che si preme successivamente genera lo spostamento tra i seguenti procedimenti di saldatura: TIG HF / TIG LIFT / MMA. Il LED indica il procedimento selezionato.
Note : il procedimento selezionato in automatico all'aviamento del dispositivo corrisponde all'ultimo procedimento utilizzato prima dell'ultimo standby o dello spegnimento.
- Pulsante di selezione della modalità pulsante torcia
Questo pulsante permette di configurare la modalità di utilizzo del pulsante torcia. Ogni volta che si preme successivamente genera lo spostamento tra le seguenti modalità: 2T / 4T / 4T LOG. Il LED indica la modalità selezionata.
Note : la modalità pulsante torcia selezionata in automatico all'aviamento del dispositivo corrisponde all'ultimo procedimento utilizzato prima dell'ultimato stand-by o dello spegnimento. Per saperne di più,fare riferimento alla sezione " Torce compatibili e comportamento pulsante torcia ".
- Pulsante di selezione dei sottoprocessi
Questo pulsante permette la selezione dei Sottoprocessi". Ogni volta che si preme successivamente genera lo spostamento tra i seguenti sottoprocessi : PULSE / SPOT (unicamente in modalità TIG) / MMA PULSE (unicamente in modalità MMA). Il LED indica il sottoprocesso selezionato.
La modalità SPOT non è accessibile in configurazione pulsante torcia 4T & 4T Log e nella modalità di saldatura MMA PULSE.
Il sottoprocesso selezionato in automatico all'aviamento del dispositivo corrisponde all'ultimo sottoprocesso utilizzato prima dell'ultimo stand-by o dello spegnimento.
- Pulsante di selezione della corrente AC o DC
Qesto pulsante permette di selezionare il tipo di corrente quando il procedimento TIG viene attivato. Ogni volta che si preme successivamente genera lo spostamento tra le seguenti modalità : DC / AC / AC - Easy. Il LED indica il procedimento selezionato.
Note : il procedimento selezionato in automatico all'aviamento del dispositivo corrisponde all'ultimo procedimento utilizzato prima dell'ultimo standby o dello spegnimento.
Codificatore incrementale principale
In automatico, il codificatore permette di regolare la corrente di saldatura.. E' usualmente utilizzato per regolare i valori di altri parametri che sono selezionati atraverso i pulsanti che sono associati. Una volta che la regolazione del parametro è terminata, è possible ripremere il pulsante del parametro che viene regolato in modo che il codificatore incrementale sia di nuovo legato alla regolazione della corrente. E' usualmente possiblo premere su un'alto pulsante legato ad un'alto parametro per procedre alla sua regolazione. Se nessun'azione viene effettuata sull'IHM per 5 secondi, il codificatore incrementale si trova di nuovo legato alla regolazione di corrente di saldatura.
Pulsante "Pre-Gas
La regolazione del Pre-Gas avviene premendo e rilasciando il pulsante di Pre-Gas e poi azionando il codificatore incrementale principale.. Il valore del Pre-Gas aumenta quando il codificatore incrementale viene azionato in senso orario e diminuise quando è azionato nel senso antiorario. Una volta che la regolazione è effettuata, è possible ripremere e rilasciare il pulsante Pre-Gas affinché il codificatore incrementale principale sia di nuovo legato alla regolazione di corrente oppure attendere 5 secondi. Il passo di regolazione è di 0,1 sec. Il valore minimale è di 0s e il valore massimale di 20 sec.
Pulsante"Post-Gas
La regolazione del Post-Gas avviene premendo e rilasciando il pulsante di Post-Gas e poi azionando il codificatore incrementale principale. Il valore del Post-Gas alla quando il codificatore incrementale viene azionato in senso orario e diminuise quando è azionato nel senso antiorario. Una volta che la regolazione è effettuata, è possible ripremere e rilasciare il pulsante Post-Gas affinché il codificatore incrementale principale sia di nuovo legato alla regolazione di corrente oppure attendere 5 secondi. Il passo di regolazione è di 0,1 sec. Il valore minimale è di 0 sec. e il valore massimale di 20 sec.
- Pulsante di regolazione di corrente di ascesa o "Up Slop"
Le regolazione della rampa di ascesa di corrente viene fatta appoggiando e rilasciando il pulsante della rampa di ascesa di corrente e poi azionando il codificatore incrementale principale. Il valore della rampa di ascesa della corrente augmente quando il codificatore incrementaleiene azionato in senso orario e diminuise quando è azionato nel senso antiario. Una volta che la regolazione è effettuata, è possibile ripremere e rilasciare il pulsante della rampa di ascesa della corrente affinché il codificatore incrementale principale sia di nuovo legato alla regolazione di corrente oppure attendere 5 secondi. Il valore minimale è di 0 sec. e il valore massimale di 20 sec.
Codificatore incrementale di regolazione dell'evanescenza o " Down Slop "
Il codificatore incrementale "Down-Slop" permette di regolare il valore di evanescenza della corrente (incremento nel senso orario e decremento nel senso antiorario). Il valore è visible sul display 7 segmenti e resta visible per 5 secondi se un'azione sul codificatore incrementale è effettuata. Il valore minimale è di 0 sec. e il valore massimale di 20 sec.
- Pulsante di regolazione della corrente fredda
Quando un dei due procedimenti «TIG HF» o «TIG LIFT»iene selezionato, il pulsante di regoloazione della corrente fredda permette di regolare il
valore della corrente fredda (unicamente nella configurazione del pulsante torcia 4T Log). Il valore cui estere regolato tra 20% e 80% della corrente di saldatura. Il passo di incremento è di 1 % . Questo valore è ugualmente regolabile nei procedimenti " TIG DC Pulsato " e " MMA Pulsato ". Nel modo MMA, della Arc Force viene regolata da -10 a +10 (-10 nessuna Arc Force, da -9 a +10 > Regolazione della Arc Force)
Pulsante" AC
Utilizzo del pulsante " AC " in modalità " AC - Easy": Premere quello pulsante permette di alla regolazione del diametro dell'elettro do tungsteno. La regolazione di quello parametro avviene nella segunte maniera:
- Premere sul pulsante " AC ",
- Nei 3 secondi che seguono, azionare il codificatore incrementale. Una rotazione oraria di quello codificatore porta a un aumento del diametro dell'elettro e una rotazione antioraria porta alla diminuzione del valore del diametro dell'elettro. Il valore dell'elettro selezionato è visible sui LED dell'THM situati nella modalità AC Easy.
- Una volta che la regolazioneiene effettuata, dopo che sono npassati 5 secondienza attivare il codificatore incrementale, il codificatore incremente se nitrova legato alla regolazione della corrente.
Utilizzo del pulsante " AC " in modalità " AC": Premere su quello pulsante permette di selezionare e di regolare i parametri di " Balance " e di " Frequency " (il LED associato si accende in funzionbe del parametro selezioso). Il codificatore incrementale agisce sul valore di quosti due parametri e deve essere azionato in 5 secondi. Inoltre, il generatore mostrè di nuovo la corrente di saldatura.
- Regolazione della frequenza in TIG AC (Frequency)
La regolazione della frequenza della corrente di saldatura in TIG AC va da 20Hz a 200Hz .
- Regolazione dell'equilibrio in TIG AC (Balance)
La regolazione dell'equilibrio per la saldatura in TIG AC va da 20% a 60% . Il passo di incremento è di 1% .
Nota : il tasto " AC " non è attivo in modalità " DC ".
- Regolazione del diametro dell'elettrodo (Elettrodo)
La regolazione del diametro dell'elettrodo permette la regolazione della corrente di accensione.
MODALITA NASCOSTA
Una modalità nascosta è accessibile per ognuno dei processi di saldatura: TIG DC, TIG AC e MMA. Grazie a但这a modalità è possibile regolare dei parametri supplementari per ognuno di quosti processi.

Le modifiche dei valori dei parametri accessibili nella modalità nascosta vengono conservati durante il salvataggio di un job.
Accessibilità, navigazione e regolazioni nella modalità nascosta:
TIG DC e TIG AC :
L'accesso alla modalità nascosta viene fatta premendo per 3 secondi il pulsante (A V).
Il dispositivo在哪 "ISA". Girando il codificatore principale è possibile aver e accesso a "TSA", "ISO", "TSO" and "ESC".
Per accedere alla regolazione di questi parametri bisogna premere nuovamente il pulsante A/V.
- ISA : Parametrare la corrente di avviamento. Si regola in percentuale alla consegna della corrente di saldatura. La regolazione può essere fattà tra 10% e 200% . La validazione della regolazione viene fattà premendo sul pulsante A/V.
TSA : Parametrare il tempo durante il quale dura la corrente di avvamento. Qesto tempo è regolabile da 0s a 10s. La validazione della regolazione viene fattta premendo sul pulsante A/V. - ISO : Parametrare la corrente alla fine della saldatura. Si regola in percentuale alla consegna della corrente di saldatura. La regolazione può essere fatta tra 10% e 100% . La validazione della regolazione viene fattà premendo sul pulsante A/V.
- TSO : Parametrare il tempo durante il quale dura la corrente alla fine della saldatura. Qesto tempo è regolabile da 0s a 10s. La validazione della regolazione viene fattà premendo sul pulsante A/V.
- ESC: Per uscire da modalita nascosta premendo il pulsante A/V. L'uscita da modalita nascosta poe anche essere fatta aspettando tre secondi\ dopo la regolazione di un parametro in modalita nascosta. Lo schermo dell'IHM ritorna allora alla regolazione della consegna di corrente di salatura.
MMA:
L'accesso alla modalità nascosta viene fattà premendo per 3 secondi il pulsante (A V).
Il dispositivo alla forla "HST". Girando il codificatore principale è possibile avere accesso a "AST" e "ESC".
HST: Parametrare la durata dell'HotStart. Qesto tempo è regolabile da 0s a 10s. La validazione della regolazione viene fatta premendo sul pulsante A/V.
- AST: Attivare o disattivare l'Antisticking selezionando "ON" o "OFF". La validazione della regolazioneiene fatta premendo sul pulsante A/V.
- ESC: Per uscire alla modalita nascosta premendo il pulsante A/V. L'uscita alla modalita nascosta puo anche essere fatta aspettando tre secondi\
dopo la regolazione di un parametro in modalita nascosta. Lo schermo dell'IHM ritorna allora alla regolazione della consege na corrente di salatura.
- Collegare il porta-elettrodo e la pinza di massa nei connettori previsti avendo cura di rispetto are polarità e le intensità di saldatura indicate sulle scatole degli elettrodi.
- Rimuovere l'elettro do rivesto dal porta-elettro do quando la fonte della corrente di saldatura non è utilizzata.
-
Il vosto dispositorio è fornito di 3 funzionalità specificheagli Inverter:
-
L'Hot Start fornisce una sovracorrente all'inizio della saldatura al fine di evitare l'incollaggio.
-
L'Arc Force libera una sovratensione che evita l'incollaggio quando I'elettro do rientra nel bagno di fusione.
L'Anti-Sticking vi permette di staccare facilemente il vostro elettro sono farlo divertare incandescente in caso di incollaggio.
MMA PULSATO
La modalità di saldatura MMA Pulsata è adatta ad applicazione in posizione verticale montante (PF). Il pulsato permette di conservare un bagno freddo favorendo il trasferimento di materia. Senza pulsazione la saldatura verticale richiede un movimento "a pino", altrimenti dello spostamento triangolare, dificile. Grazie al MMA Pulsato non è più necessario fare"This movement, a seconda dello spessore del pezzo vuoa essere sufficiente uno spostamento dritto versus l'alto. Se si vuole, a volte, allargare il bagno di fusione, sare sufficiente un semplice movimento laterale simile alla saldatura a pietto. Questo procedimento offre inoltre una grande padronanza della saldatura verticale. La Frequenza di pulsazione è regolabile da 1 Hz a 20 Hz.
- La saldatura TIG DC e TIG AC richiede una protezione gas (Argon).
Collegare il morsetto di massa al connettore positivo(+). Collegare il cavo di potenza della torcia al connettore negativo (-)osi come la connessione del grilletto della torcia e del gas. - Assicurarsi che i diversi elementi che compongono la torcia siano presenti ( stringi-elettrodo, porta-elettrodo, ugello e porta-ugello) e che siano in Buono stato.
- La scelta dell'elettrodo viene definita in funzione della corrente di saldatura TIG DC o AC.
AFFILATURA DELL'ELETTRODO
Per un funzionamento ottimale, è consigliato utilizzato un elettrodo affiliato nella seguente maniera :
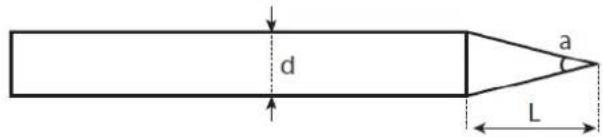
a = ∅ 0,5 mm
L = 3 x d per una corrente debole
L = d per una corrente forte.
SCELTA DEL DIAMETRO DELL'ELETTRODO
| Ø Elettrodo(mm) | TIG DC TIG AC | |||
| Tungsteno puro Tungsteno no con ossidi Tungsteno puro Tungsteno con ossidi | ||||
| 1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A | ||||
| 1.6 60 > 150 A 60 > 150 A 45 > 90 A 60 > 125 A | ||||
| 2 75 > 180 A 100 > 200 A 65 > 125 A 85 > 160 A | ||||
| 2.5 130 > 230 A 170 > 250 A 80 > 140 A 120 > 210 A | ||||
| 3.2 160 > 310 A 225 > 330 A 150 > 190 A 150 > 250 A | ||||
| 4 275 > 450 A 350 > 480 A 180 > 260 A 240 > 350 A | ||||
| ~ 80 A per mm di Ø | ~ 60 A per mm di Ø | |||
SCELTA DEL TIPO DI INNESCO
TIG HF: innesco alta frequenza senza contatto dell'elettrodo tungsteno sul pezzo.
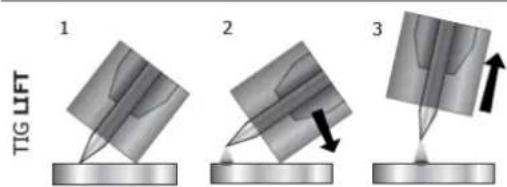
TIG LIFT: Avvio per contatto (per gli ambienti sensibili alle perturbazioni HF).
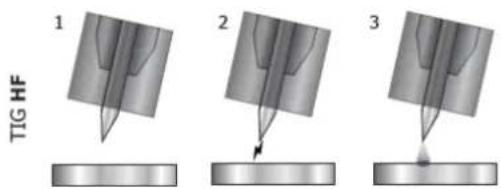
- Posizione la torcia nella posizione di saldatura sopra il pezzo (circa 2-3 mm di spazio tra la punta dell'elettrodo e il pezzo).
- Premere il pulsante torcia (I'arco viene innescato sonoza contatto con I'aiuto di impulsi di accensione ad alta tensione HF).
-
La corrente di saldatura iniziale flusce, la saldatura diventa continua secondo il ciclo di saldatura.
-
Posizione l'uglio della torcia e la punta dell'elettrodo sul pezzo e pre-mere il pulsante della torcia.
- Inclinare la torcia fino a quando la punta dell'elettrodo non si trova a circa
2-3 mm di distanza dal pezzo da lavorare. Inizia l'arco. - Riportare la torcia nella posizione normale per avviare il ciclo di saldatura.
I PARAMETRI DEL PROCEDIMENTO TIG
- Il TIG DC è dedicato alla saldatura dei metalli ferrosi come acciaio, acciaio inossidabile, maanche rame e sue leghe e titanio.
- Il TIG AC è ideale per la saldatura dell'alluminio e le sue leghe.
LA SALDATURA TIG DC
TIG DC Standard
Il procedimento di saldatura TIG DC Standard permette una saldatura di grande qualità sulla maggior parte dei materiali ferrosi quali acciaio, acciaio inossidabile, maanche rame e le sue leghe, titanio...Le numerous potibilità di gestione della corrente e del gas permiettono una perfetta padronanza dell'operazione di saldatura, dall'innesco al raffreddamento finale del cordone di saldatura.
TIG DC - Pulsato
Qesto modalità di saldatura a corrente pulsata concatenata degli impulsi di corrente forte (I, impulsione di saldatura), poi degli impulsi di corrente debole (I_Freddo, impulso di raffreddamento del pezzo). Questo modo permette di assemblare i pezzi limitando il rialzo della temperatura. E' particolarmente raccomandato per l'assemblaggio di pezioni di basso spessore.
Es. : La corrente di saldatura I viene regolata a 100 A e % (I_Freddo) = 50 %, sua una corrente Fredda = 50 % x 100 A = 50 A. F(Hz) è regolata a 10 Hz, il periodo del segnale sare di 1/10 Hz = 100 ms. Nel corso di quosti 100 ms, un impulso a 100 A poi un altro a 50 A si succedono.
La scelta della frequenza :
- Se a spessore sottile penza apporto (<0,8 mm), F (Hz)>10Hz
- Saldatura in posizione, quindi F (Hz) <100Hz.
La regolazione della frequenza in TIG DC pulsatoiene fattia premendo e rilasciando il pulsante di regolazione della frequenza del pulsato e poi azionando il codificatore incrementale principale. Il valore di但这a frequenza augmenteda quando il codificatore incrementale viene azionato in senso orario e diminuisce quando viene azionato in senso antorario. Questa frequenza è compresa tra 0,1 Hz e 900 Hz.
Una volta che la regolazione è effettuata, premere di nuovo il tasto di regolazione di esta frequenza oppure attendere 5 secondi in modo che il generatore ritorni al menù principale. La saldatura in DC pulsato è accessibile per i procedimenti " TIG HF " e " TIG LIFT " e per le modalità del pulsante torcia " 2T " e " 4T ".
LA SALDATURA TIG AC
- TIG AC - Easy :
Questa modalità permette un utilizzo rapido di saldatura in AC attraverso la regolazione del diametro dell'elettro (il valore selezionato è indicato tramite i differenti LED presenti sull'IHM). In esta modalità, le regolazioni dei parametri "Balance" e "Frequency" sono bloccate. La scelta del diametro dell'elettro influenza i valori della corrente di saldatura e del decapaggio nella segunte maniera:
| Diametro elettrodo I | min | \( {\mathrm{I}}_{\max } \) | Decapaggio |
| 1,6 mm 10 A 80 A 30 % | |||
| 2,4 mm 45 A 120 A | 37 % | ||
| 3,2 mm 60 A 180 A | 43 % | ||
| 4,0 mm 75 A 200 A | 50 % | ||
In esta modalità il valore della frequenza è legato al valore della corrente di saldatura nella seguente maniera :
| Corrente (A) Frequenza (Hz) | |
| 10 > 40 117 | |
| 41 > 90 100 | |
| 91 > 140 79 | |
| 141 > 170 70 | |
| 171 > 200 60 | |
TIG AC - Standard :
Questa modalità di saldatura TIG AC Standard è dedicata alla saldatura dell'alluminio e delle sue leghe (Al, AlSi, AlMg, AlMn...). La corrente alternata (AC) integra una fase di decapaggio indispensable per la saldatura dell'alluminio.
L'equilibrio : permette di decapare il pezza durante la saldatura. E' regolabile tra 20% e 60% .
La frequenza : permette di regolare la concentrazione dell'arco. Una frequenza alta genera un arco concentrato. Un freuenza bassa genera un arco più large.


Frequenza alta Freqenza bassa
La caratteristica Corrente - Freqenza : In AC, il valore della corrente di saldatura e della sua frequenza sono legati alla segunte funzione :
Corrente in AC in funzione della Frenenza
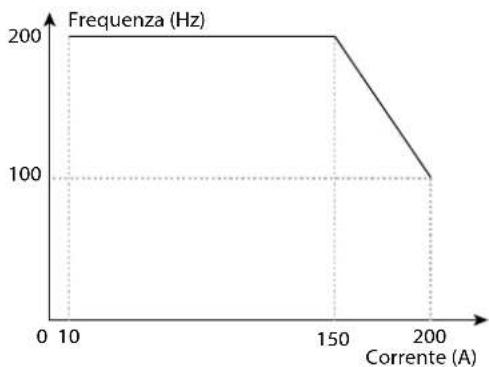
- Tra 10 A e 150 A_t la frequenza massima è di 200 Hz.
- Tra 150 A e 200 A, la frequenza massima diminuisce da 200 Hz a 100 Hz.
TIG AC - Pulsato :
La funzione Impulso è disponibile in TIG AC - Easy e TIG AC - Standard. La Frequenza d'impulso è regolabile da 0,1 Hz a 20 Hz.
La puntatura TIG DC o AC
La modalità "SPOT" permette il preassemblaggio dei pezziattraverso la puntatura. La regolazione dei tempi di puntatura permette una miglior riproducibilità e la realizzazione di punti non ossidati. In automatico, quando la modalità "SPOT" è selezione, l'inizio e la fine della saldatura avvengono al pulsante torcia. Comunque, il pulsante "F(Hz)" e il codificatore principale permettono all'utilizzatore di affinare queste tempi. I tempi di但这a modalità di puntatura "SPOT" sono regolabili da 0,1 sec. a 25 sec. con passo di incremento di 0,1 sec. L'inizio della saldatura viene fatta con il pulsante torcia. Per tornare a un tempo di spot non definito, è sufficiente selezione "0,0s".
GESTIONE DEI JOBS
I parametri in uso sono automaticamente memorizzati e richiamati all'accensione successiva. Oltre ai parametri in corso, è possibile salvare e richiamare le configurazioni chiamate "JOB" Il pulsante "JOB" permette di registrar, di richiamare e di eliminare una configurazione. 30 Jobs sono memorizzabili per procedimento di saldatura.
Richiamo del job
- A parte il fatto che la saldatura non sia in corso, il richiamo di un job non necessita una condizione iniziale particolare,
- Premere brevamente (che non superi 2 sec.) sul pulsante " JOB ",
- L'indicazione " OUT " appeare sul display dell'IHM,
- Con il codificatore incrementale, selezionare un numero di job. Sul display vengono visualizzati solo i numero associati ai lavori esistenti. Se nessun job è registrato, l'IHM migliorata " - - - ".
- Una volta seelezionato il numero del job, premere il pulsante " JOB " per convalidare la configurazione. Il numero di job lampeggia alla sul display, quello indica che il job si è caricato. Il numero continua a lampeggiare fino a che un'alto parametro viene modificato o fino a che si preme sul pulsnate torcia per lanciare il ciclo di saldatura.
Rimozione di un job
- Premere brevamente (non superando i 2 sec.) il pulsante " JOB ",
- L'indicazione " OUT " appeare sul display dell'IHM,
- Con il coficatore incrementale, selezionare un numero di job. Solo i numeri associati a dei job esistenti possono essere visualizzati,
- Premere 3 volte successiavemnte sul pulsante " JOB ". Il job selezionato viene ora rimioso e il generatore migliorà di nuovo la corrente di saldatura.
- Creazione di un job
- Regolare l'insieme dei parametri di saldatura desiderati,
- Premere a lungo (per più di 3 sec.) il pulsante " JOB ",
- L'indicazione " IN " appeare sul display,
- Selezionare un numero di job con l'aiuto del codificatore incrementale. Solo i numero che non sono gli stati associati a un job preventivamente registrato sono selezionali e vengono indicati sul display,
- Una volta scelto il numero del job, premere il pulsante " JOB " per convalidare e registrarlo quello il numero selezionato.
- Il numero di job resta in seguito visible, quello indica che l'azione di salvataggio si è svolta con successo. La visualizzazione del numero persistsiste fino a che un'alto pulsnate o il pulsante torcia vengono attivati.
Note: Se tutti i numeroi sono giassegnati a dei job registrati, l'IHM alla "Full".
Precisazione per un richiamo del job in TIG AC: La particolarità legata al richiamo di un job in TIG AC risiede nella visualizzazione dei parametri legati alle funzioni "AC". Quando viene richiamato un job configurato in un dispositivo in "AC", l'IHM在哪 alla successivement i valori della corrente di saldatura (in A), dell'equilibrio (in %) e delle frequenza (in Hz) seguito un ciclo ripetitivo. Questo ciclo dura sono a che non si preme sul pulsnate torcia per avviare il ciclo di saldatura.
TORCE COMPATIBILI E COMPORTAMENTI DEI GRILLETTI.
| L | DB |
| ✓ | ✓ |
Per la torcia con 1 pulsante, il pulsante è chiamato " pulsante principale".
Per la torcia con 2 pulsanti, il primo pulsante è chiamato " pulsante principale " e il secondo " pulsante secondario".
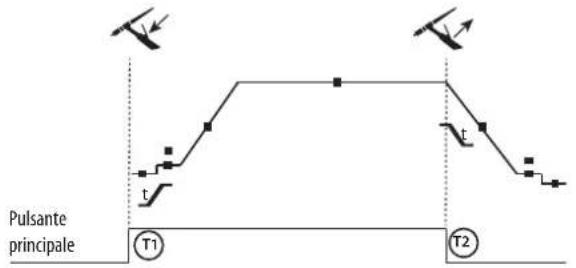
MODALITA'2T
T1: Quando si preme il pulsante principale, il ciclo di
saldatura comincia (Pre-Gas, I_start, UpSlope e saldatura).
T2-Quando il pulsante principale viene rilasciato, il ciclo di saldatura si
arresta (DownSlope, I_Stop, PostGas)..
Per la torcia a 2 pulsanti e solo in 2T, il pulsante secondario è gestito come il pulsante principale.
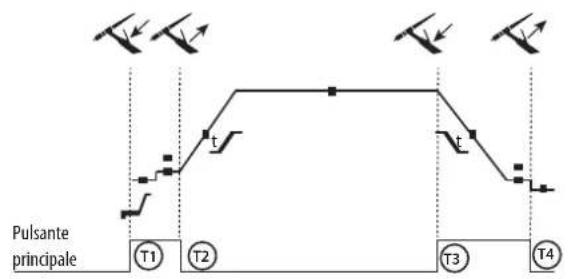
MODALITA'4T
T1 - Il pulsante principale viene premuto, il ciclo si avvia dal PreGas e si ferma in fase di I_Start.
T2 - Il pulsante principale viene rilasciato, il ciclo continua in UpSlope e in saldatura.
T3 - Il pulsnate principale viene premuto, il ciclo passa in DownSlope e si ferma in fase di I_Stop.
T4 - Quando il pulsante principale viene rilasciato, il ciclo si conclude con il PostGas.
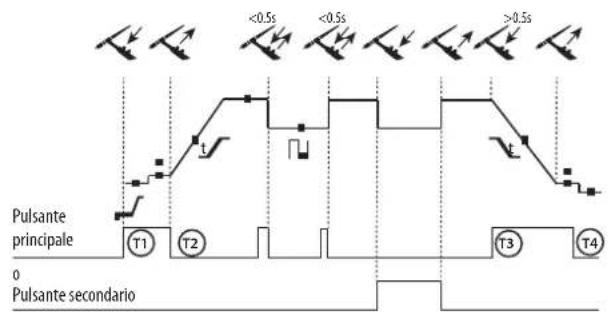
MODALITA'4TLOG
T1 - Il pulsante principale viene premuto, il ciclo si avvia dal PreGas e si ferma in fase di I_Start.
T2 - Il pulsante principale viene rilasciato, il ciclo continua in UpSlope e in saldatura..
LOG : esta modalità di funzionamento è utilizzata in fase di saldatura :
-
con una pressione sul pulsante principale (<0.5sec.), la corrente passa da corrente di I saldatura a I freddo e viceversa.
-
Il pulsante principale si mentiene premuto, la corrente passa da corrente di I saldatura a I freddo
- Il pulsante secondario si mantiene rilasciato, la corrente passa da corrente di I freddo a I saldatura.
T3: Premendo a lungo sul pulsante principale (>0,5 sec.), il ciclo passa in DownSlope e si ferma nella fase di I_Stop.
T4 - Quando il pulsante principale viene rilasciato, il ciclo si conclude con il PostGas.
Per le torque con "doppio pulsante", il grilletto principale mantiene la stessa funzione che nella tocia semplice o a "lamella". Il grilletto secondario pemette, qualora venga mantenuto appogiato, di spostare su corrente fredda. Il potenziometro della torcia, qualora fosse presente, permette di regolare la corrente di salatura da 50% a 100% della segna.
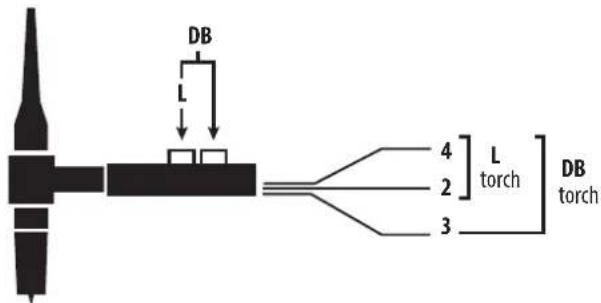
CONNETTORE DI CONTROLLO DEL PULSANTE
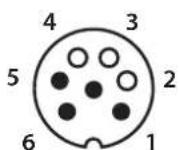
NC
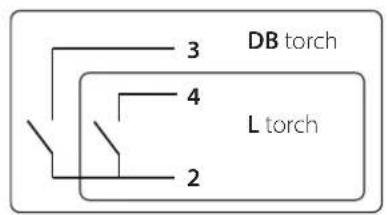
Schema di cablaggio secondo il tipo di torcia
Schema elettrico in funzione del tipo di torcia
| Tipi di torque | Scelta del filo | Perno del connettore associato | |
| Torcia 2 pulsanti | Torcia 1 pulsante | Comune/Massa | 2 |
| Interruttore pulsante 1 | 4 | ||
| Interruttore pulsante 2 | 3 | ||
VENTILAZIONE
Il generatore integra una ventilazione comanda.
GARANZIA
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire alla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
Danni dovuti al trasporto.
- La normale usura dei pezzi (Es.: cavi, morsetti, ecc.).
Gli incidenti causati da uso impropero (errore di alimentazione, cadute, smontaggio).
I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rinniare il dispositivo al distributore, allegando:
- la prova d'acquisto con data (scontrino, fattura...)
- unanotaesplicativa delguasto.

*I ci di lavoro sono realizzati secondo la norma EN60974-1 a 40^ e su un ciclo di 10 min.
Durante l'uso intensivo (> al ciclo di lavoro) la protezione termica cui attivarsi, in quello caso, l'arco si spegnne e la spia si illumina.
Lasciate il disposativo collegato per permettere il suo raffreddamento fino all'annulamento della protezione. La fonte di corrente descrive una caratteristica di uscita di tipo "discrente".




