
Protig 200 ACDC - Spawarka GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Protig 200 ACDC GYS w formacie PDF.

Pytania użytkowników dotyczące Protig 200 ACDC GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję Protig 200 ACDC - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Protig 200 ACDC marki GYS.
INSTRUKCJA OBSŁUGI Protig 200 ACDC GYS
OSTRZEŽENIA - ZASADY BEZPIECZENSTWA
WPROWADZENIE I OPIS OGOLNY

Niniejsza instrukcja musi byc przyczytana i zrozumiana przyrozprésoczeciem eksploatajni.
Nie wolno przypoprowadzac zadnych modyfikacji ani konserwacji, ktore nie zostaly okreslone w instrukcji.
Wszystkie obrazenia ciała i uzzkodzenia spowodowane niedzgodnym z instrukcja obslugi uzytkowaniem nie moga byc objete odpowiedzialnosciroducenta.
W przypadku jakichkolwiek wąpliwość sądz Problemów sąsz skonsultowac są z osobowy wykalifikowan z celu poprawnej instalacji urzadzenia.
OTOCZENIE
Urzadzenie przyznaczone jest wyłącnie do spawania w granicach wskazanych na tabliczce znamionowej i/lub w instrukcji. Naleź przystręgaczne dyrektyw dotycznych bezpieczność w przypadku niewościwo go lub niebepiecznych uzycia produktu producent nie ponosi odpowiedzialnosci.
Stanowisko powinno byc uzywane w pomieszczeniach wolnych od substancji tj. kurz, kwasy, gazy lub innych substancji zracych. W trakcie uzytkowania nalezy zapewnic odpowiedni przypewygow pouietra.
Zakres temperatur:
Uzytkowanie od -10 do +40°C (od +14 do + 104°F).
Przechowywanie pomiedzy -20 a +55°C (-4 a 131°F).
Wilgotnoscgowietra:
Mniejsza lub rowna 50% w temperaturze 40^ (104^)
Mniejsza lub rowna 90% , w temperaturze 20^ (68^)
Poziom:
Do 1000 m n.p.m. (3280 stop).
ZABEZPICZENIA INDYWIDUALNE I INNE
Spawanie Łukowe sąbć pieczne i doprowadź do powaznych obrażen, a nawet smierci.
Spawanie nara za osoby na promieniowanie niebepezcznego zrodla ciepla, promieniowanie swietlne luku, pole elektr magnetyczne (uwaga dla osob posiadajych rozrusznik serca), porazenia pradem elektrycznym, halas i emisje zanieczyszczeni gazowych. Aby chronicie siebie i innych, nalezy przyestrzegać ponizszych instrukcji bezpieczentwa:

Aby uchronic sie przykrywajca cate cialo.

Uzywaj rrekawic, ktoz zapewniaja izolaje elektryczna i termiczna.

Nalezy stosowa odpowiednia ochrone spawalnicza lub przybice zapewniaja wystarczajcy poziom ochry (wazoleński od aplikacji). Nalezy chronico oczy podczas wzystkich etapow czyszczenia. Szka kontaktowe są szcęgólne zabronione.
Czsem konieczne jest ograniczenia obszaru za pomocza zaslon ogniodpornych, aby chronic ocszar spawania przydromieniaryuku, Rozpryskami odpadami radioaktywnymi.
Poinformowac osoby przybwyajace w obszarze spawania, aby nie patrzyly na promienie luku i stopione czeci oraz aby nosily odpowiednia odzież ochronna.

Nalezy uzywac szechawek chroniacych przydazem, jesti proces spawania osiagnie poziom dzwieku powyzej limitu (rowniez dla osobznajdujczych sie w obszarze spawania).
Nalezy trzymac rece, wolsy i ubrania z daleka od czeci ruchomych (wentylatorow), rak, wosow, ubrań.
Nigdy nie zdejmownik zabeziepędny odudowy jednostki chłodźęj, gdy zródlą prȩdu spawania jest pod napiȩciem,roducent nie ponosi odpowiedzialnosci w raczie wypadku.

Czeci, ktore zostaly przyspawane, sā gorace i moga spowodawcć poparzenia przy ich uzytkowaniu. Aby przypoprowadzić konserwacja palnika, upewnij sie, ze wystygl on wystarczajć o odczekaj co najmnej 10 minut przyrozpoczeciem. Urzadzenia chlodźce musi byc wlaczone podczas uzywania palnika chlodzonego woda, aby ciecz nie spowodowa poparzeń.
Wañne jest, aby zabezmieczyc obszar roboczy przy opuszczeniem go, aby chronić ludzi i mienie.
OPARY SPAWALNICZE I GAZ

Dmy, gazy i pyly emitowane podzas spawania sa niebezpieczne dla zdrowia. Nalezy zapewnić odpowiednia wentylacje, wlot powietrza jest czasem konieczny. Maska zeŚwiezym powietrzem要去bć dobrym rozwiazaniem w przypadku; gdy wentylacja nie wystarcza. Nalezy sprawdzić,czy sssanie jest skuteczne poprzej kontrole wzgludem norm beziepceznstwa.
Uwaga! Spawanie w maуm pomieszczeniu wymaga nadzoru z bezpiecznej odlegosci. Ponadto szcególnie szkodliwe boe byc lutowanie niedtorych materialów zawierajczych olów, kadm, cynk lub rtć, a nawet beryl.
Oczyslic metal przed spawaniem.
Bute nalezy przechowyac w otwartych lubOCRze wentylowanych pomieszczeniach. Musza one byc w pozycj pionowej i utrzymwane na wsporniku lub na wozku.
Spawania nie nalezy przyprzeprowadzacw pylizu smarow lub farb.
RZYKO POZARU LUB WYBUCHU

Nalezy calkowicie chronie obszar spawania, materiały latwopalne musza byc oddalone o minimum 11 metrow.
W povlizu几点y wykonywania prac spawalniczych powinien znajdowac sie sprzgt gaśniczy.
Nalezy zachowac ostroznosc na projekcie goracych substancji badziskier, nawet w mazych szczelinach, moga one spowodac pozar lub wybuch.
Trzymac ludzi, przydmioty latwopalne i lijnki pod ciñnieniem z dala od wystarczajacego bezpieczentwa.
Nalezy unikać spawania w zamkiptych pojemnikach lub urach, a są otwarte, nalezy je opróznic z wszelkich materialów latwopalnych lub wybuchowych (olej, paliwo, pozostañosci po gazie...).
Operacja szlifowania nie powinny byc zwrocone w kierunku zróda pradu spawaniaczy tez w kierunku materiałow latwopalnych.
BUTLE Z GAZEM

Wycikacy gaz z butli moe spowodac uduszenie w przypadku duzej koncentraci w obszarze spawania (dorze wentyowacienie).
Transport urzadzenia musi byc w pelni bezpieczny: zamkniete butle z gazem oraz zamkniete zrodlo zasilania spawalniczego. Musza byc one w pozycj pionowej i podtrzymwane na wsporniku, abyzmiejszy rzyko upadku.
Nalezy zamknac zawó butli pomiedz dwoma uzyciami. Nalezy zwróci uwage nazmiany temperatury i ekspozycje na slońce.
Buta nie moze byc w kontakcie z plomieniami, lukiem elektrycznym, palnikiem,zaciskiemczy innymi zrodlamci cepla lub pozaru.
Nalezy pamietac, aby trzymac go z dala od obwodow elektrycznych i spawalniczych, dlatego nigdy nie nalezy spawac butli pod ciñieniem.
Uwaga! Przy odkrecaniu zaworku butli, nalezy odchylic glowe znad naworu i upewnic sie, ze stosowany gaz jest odpowiedni dla danego procesu spawania.
BEZPIECZENSTWO ELEKTRYCZNE

Zastosowana instalacja elektryczna musi byc uziemiona. Naleź uzywać zalecanego rozmiaru bezpiecznika oznaczonego na tablicy znamionowej.
Porazenie pradem boe zrodlem powaznego bezposredniego lub posredniego wypadku, a nawet smierci.
Nigdy nie dotykać częci znejdującch sie pod napieciem wewnatr lub na zewnatrźórdla pradu (palników, uchwytów, kabli, elektrod), poniewaź są one podlaczone do obwodu spawalniczego.
Przed otwarciem zrodla zasilania spawalniczego, urzadzenie nalezy odaczyc od sieci i poczeka 2 minuty, aby wzystkie kondensatory sie Rozladowaly. Nie nalezy dotykaic palnika lub uchwytu elektrody izacisku uziemiajacego jegnoczesnie.
Upewnij sie, ze kable i palniki sā wymieniane,但是他 sā uszkodzone, przy wykwalifikowany i upoważniony personel. Przekrój kabla naleź dobrać odpowiednio do zastosowania. Zawsze uzywajSuchej, dobraj jakosci odziezy, aby odizolowej sie od obwodu spawalniczego. We wszymtkich srodowiskach pracy naleź nosić izolowane obuwie.
KLASYFIKACJA KOMPATYBILNOŚCI ELEKTROMAGNETYCZNEJ MATERIALÖW EMC

Ten material Klasy A nie jest przyznaczony do uzytku na terenie mieszkalnym, ponieważ dostarczana tam publiczna energia elektryczna jest niskonapięciowa. W tych mięscach moga wystepować potencjalne trudnosci w zapewnieniu kompatybilnosci elektromagnetycznej, ze wźględu na zaburzenia przyzwodzenia, a sąze emitowane czestotliwość radioelektryczne.

Sprzet ten nie spelnia wymogów normy IEC 61000-3-12 i jest przyznaczenia do podłuczania do prywatnych sieci niskiego napiecia podłuczonyme do publicznej sieci energetycznej tylko na poziomie sredniego i wysokiego napiecia. W przypadku podłoczenia do publicznej sieci zasilajacej niskiego napiecia obwiazkiem instalatora lub uzytkownika sprzetu jest upewnienie sie, poprzej konsultacja z operatorem sieci dystrybucynej, ze sprzeti要去 zostac podłuczonym.
EMISJE ELEKTROMAGNETYCZNE

Prad elektryczny przypopowyajczy przy jakolwiek przyzewodnik wytwarza lokalne pola elektryczne i magnetyczne (EMF). Prad spawania wytwarza pole elektromagnetyczne wokóf obwodu spawalniczego i urzadzenia spawalniczego.
Pola elektromagnetyne EMF moga zlokac djaanie nektorych implantow medycznych, na przyklad rozrusznikow serca. Dla osob z implantami medycznymi musza zostac podjete srodki ochonne. Na przyklad, agraniczenia dostepu dla osob przechodzych lub indywidualna ocena ryzyka dla spawczy.
Spawacze powinn postepowac zgodnie z poniyszymi instrukcjami, aby zminimalizowac ekspozycje na dzialanie pol elektr magnetycznych z obwudu spawania:
- ułoźyc kable spawalnicze razem - w miaręMZIWiOsci zamocowac je za pomocz zacisku;
- ustawic sie (tułow i glowe) jak najdalej od obwodu zgrzewania;
- nigdy nie owijać przyzewodów spawalniczych wokóciła;
- nie umieszczaccia pombiedzy kablami spawalniczymi. Trzymac obakable po jederstronie ciala;
- podłuczyc zacisk uziemajacy jak najblízej spawanego obszaru;
- nie pracowac zbyt blisko zrodla pradu spawania, nie opiera sci i ni siada na spawarce;
- nie spawac podczas transporte spawarki lub jej podajnika drutu.

Uzytkownicy rozrusznikow serca powinni skonsultowac sie z lekarzem przyuzyciem untozadzenia. Narażenie na pola elektromagnetyczne podczas spawania要去mie innate, niednane jestzsche skutki dla zdrowia.
ZALECENIA DO OCENY OBSZARU I MONTAZU SPAWALNICZEGO
Informacja ogólne
Uzytkownik jest odpowiedzialny za instalacje i uzytkowanie sprętu do spawania Łukowej zgodnia z instruktacja produkta. W przypadku wykrycia zlokćen elektromagnetycznych uzytkownik sprȩtu do spawania Łukowej jest odpowiedzialny za Rozwi空气质量 tej sytuacci z pomocza technicznych Produktenta. W niedźych przypadkach takie dzialanie naprawcie sątok tak proste, jak uziemienie obwodu spwalniczego. W innych przypadkach sątok konieczne zbudawanie ekranu elektromagnetyczné wokó zrodla prądu spawania i calego przydmiotu obrabianego z zamontowanymi filtrami wejsciowymi. We wzystkich przypadkach, zagurzenia elektromagnetyczne musza byc zminimalizowane, aż przystania byc klopotiwe.
Ocena obszarupawania
Przed zainstalowaniem spreztu do spawania lukowo, uzytkownik powinien oceni potencjalne problemy elektromagnetyczne w otaczajcym go obszarze. Nalezy wzić pod uwage nastepujace elementy:
a) obecnoc powzeyj, ponijej i w sasiedztwie urzadzen do spawania tukowego innych kabli zasilajacych, sterujacych, sygnaowych i telefonicznych; b) odbiorniki i nadajniki radiowe, i telewizyjne;
c) komputery i innate urzadzenia sterujuce;
d) urzadzenia krytyczne dla bezpiecznych, takie jak zabezpieczenia maszyn przemysłowych;
e) zdrowie i bezpieczeneistwo osob przywajacyh w danym obszarze, takich jak osoby z kardiostymulatorami lub aparatami stuchowymi;
f) aparatura do kalibracji i pomiarów;
g) odizolowanie innych urzadzen, ktoe znajduja sie na tym samym obszarze.
Operator musi upewnic sie, ze urzadzenia i sprzet uzywane na tym samym obszarze są ze soba kompatybilne. Moze to wiazać sie z dodatkowymi srodkami ostroznosci;
h) para dnia podczas spawania lub wykonywania innych wymaganych czynnosci.
Wielkość obszaru otaczajacego, ktory nalezy wzić pod uwage,azole od struktury budynku i innych działy odbywajycch sie w nim. Ta strefa otoczenia要去 wykraczać poza granice instalacji.
Ocena obszaru spawania
Oprocz oceny obszaru spawaliczego ocena systemów spawania lukowej要去 byc wykorzystana do identifikaci i rozwiazania roznych przypadkow zaktocen. Ocena emisi powinna obejmownikomiary in situ, jak okreslono w art. 10 normy CISPR 11. Pomiary na要比scu moga rownie pomoc potwierdzic skutecznosc srodkow agricanzajacych.
ZALECENIA DOTYCZACE METOD REDUKCJI EMISJI ELEKTROMAGNETYCZNEJ
a. Publiczna siec zasilania: Wskazane jest podlaczenia uradzen spawalniczych do publicznej sieci zasilania zgodnie z zaleceniami producenta. W przypadku wystepowania zaklocen moze byc konieczne podjecie dodatkowych srodkow zapobiegawczyh, takich jak filtrawanie publicznej sieci zasilania. Wskazane jest przwidzie oslon kabla zasilajacego w przewodzie zastalowanym na state, ktora bedzie z metalu lub innego odpowiednika materialu do spawania lukowo. Powinno sie rowniez zapewnic ciaglość elektryczna oslony na calje jej dlugosci. Nalezy rownie połaczy oslone ze zrodlem pradu spawania w celu zapewnienia dobrego polaczenia elektryczné go pomiedzy przewodem i obudowaźrdla prady spawania.
b. Konserwacja urzadzen do spawania lukowego: Sprzet do spawania lukowego powinien byc poddawany rutynowej konserwaczji zgodnie z zaleceniami produkta. Wszystkie wejscia, drzw serwisowe i pouwinby zamkniety i odpowiednio zablokowanee, gdy urzadzenia do spawania lukowego jest uzywane. Urzadzenia do spawania lukowego nie powinno byc w zaden sposob modyfikowane, z wyjatkiem zmian i regulaciony wymienionych w instruktcki produkta. W szegolnosci wskazane jest, aby urzadzenia rozruchowe dozujection stabilizujection Luk boI regulowane i konserwowane zgodnie z zaleceniami produkta.
c. Kable spawalnicze: Kable powinny byc mozliwie jak majkrotsze, ulozone blisko siebie przy ziemi lub na ziemi.
d. Uziemienie ekwipotencjalne: Nalezy rozwaje polaczenia wzystkich przymiot metalowych w_CITY. Jednakiste metalowe przymiot podlączone do przymiotu obrabianego zwiększaja ryzyko porazenia elektrycznych, jesti operator dotknie zarowytoch metalowych elementów, jak i elektrody. Operator powinien być odizolowyany od takich metalowych przymiotów.
e. Uziemienie spawanego elementu: W przypadku, gdy spawana czeci nie jest uziemiona ze wzgliedow bezpiecznego lub ze wzglidu na jej Rozmiar i lokalacja, na przykliad na kadlubach statkow lub stali konstrukcyjnej w budynkach, uziemione polaczenia要去 w niedtorych przypadkach, ale sie zawsze, zmniejszyc emisje. Nalezy uwazać, aby uniknac uziemenia czeci, ktore mogloby zwiekszyc rzykyo obrażen uzytkownik lub uszkodzenia innych urzadzen elektrycznych. Jesli to konieczne, polaczenia elementu roboczego z uziemieniem powinno byc wykonane bezpośrednio, ale w niedtorych krajach, gdzie takie bezpośrednio polaczenia nie jest dozwolone, polaczenia powinno byc wykonane za pomocma odpowiednigo kondensatora wybranego zgodnia z przypisami krajowymi.
f. Ochronia i ekranowanie: Selectywna ochra i ekranowanie innych kabli urzadzen w otoczeniu moze ograniczyc problemy z zakloceniami. Ochrona calego obszaru spawania maybe przewidziana do specjalnych zastosowan.
TRANSPORTI PRZENOSZENIE ZRODLA PRADU SPAWANIA

Zrodlo pradu spawania jest wyposazone w gorny(e) uchwy(t) do przenoszenia rcznego. Nie nalezy lekcewazy和他的 wagi.
Uchwyt(y) nie jest (saj uwazany(e) za element sluzacy do zawieszania.
Nie nalezy uzywac kabli lub palmika do przemieszczania zrodla pradu spawania. Nalezy jest ustawić w pozycji pionowej.
Nie nalezy umieszczac zródlazasilania nad ludzmi lub przydmiotami.
Nigdy nie podnosić jegnoczesnie butl z gazem i zrodla zasilania. Ich standardy transportowania są rozne.
INSTALACJA MATERIAL
Umieci zrodlo pradu spawania na podlodze, ktorej maksymalne nachylenie winosi 10^
- Zródo prádu spawania musi byc chronione przy deszczem i nie maye byc narañzone na dzialanie promiensi slonecznych.
Zapewnic wystarczajca stref do chlodzenia zrodla pradu spawania i do latwego dostepu do panelu sterowania.
- Nie stosowac wŚrodkowsku, gdzie wystepuju pythy metali przewodzychc.
- Urzadzenie jest o stopniu ochryny IP21, to znaczy:
- zabezmie piezem do siebezmiecznych czeci stalych o srednicy >12,5 mm i,
-
zabezmie piezem przy pionowo spadajymi kroplami wody
-
Przewody zasilania, przydloźace i przydwó spawalicne musza byc calkowicie rozwinięte, aby zapobiec przyegrzaniu.

Producent nie ponosi odpowiedzialnosci za szkody na osobach i przydmiotach spowodowane niewlasciwym i niebezpiecznym uzytkowaniem tego urzadzenia.
KONSERWACJA / PORADY

- Konserwacja powinna byc przy przechrowadzana wyłączne przy bez wykalifikowaną osobe. Zalecana jest corocznakonserwacja.
- Odcja zasilanie, odaczajac wyczke i odczekac dwie minuty przyd Rozpoceczim pry na urzadzeniu. Wewnatrz, napiecia i prady snywoskie i niebezmieczne.
- Regularnie zdejmowac Pokryw e wydmuchiwac kurz. Przy okazji nalez y zleci wykwalifikowanemu personelowy sprawdzenie pojaczenia elektrycznych za pomocza izolowanego narzedzia.
- Regularnie sprawdzać stan techniczny przewodu zasilajacego. Jesli kabel zasilajacy jest uszkodzony, musi dostac wymiieniony przy bezroducenta,.goj serwis lub osobe o podobnych kwalifikacjach,aby uniknac jakiegokolwiek niebepeziczeniawa.
Zostawic odsloniet kratke wentlacyjna zrodla spawania dla odpowiedniego wlotu i wylotu powietra. - Nie uzywac tego zrodla spawania do Rozmrazania rur odphywu kanalizacyjneo, ladowania baterii/akumulatorow lub do Rozruchu silnka.
INSTALACJA - FUNKCJONOWANIE URZADZENIA
Tylko doswiadczony i wykalifikowy przy producenta personel要去 przy preprowadzć instalacja. Podczas instalacji sązy upewnić sie, ze generator jest odłączony od zasilania
sieci. Szeregowe lub rɔwnolegle połaczenia generatora są zabronione. Zaleca sie stosowanie kabli spawalniczych dostarczanych wraz urzadzeniem w celu uzyskania optymalnych ustawien produktu.
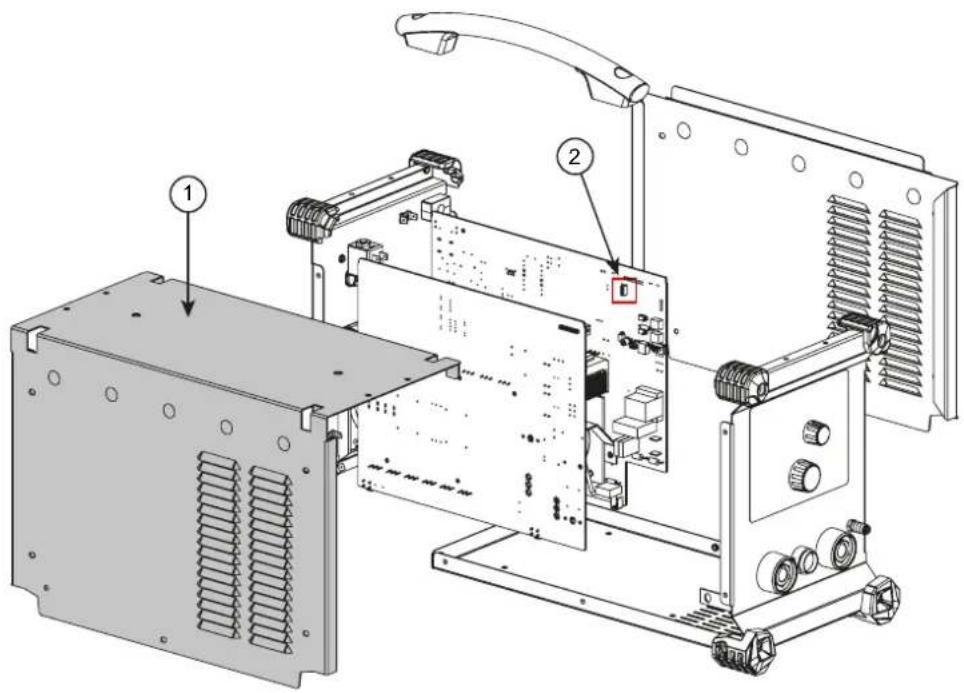
OPIS WYPOSAZENIA (RYS-1)
Urzadzenie to jest inwerterowym zrodlem pradu do spawania elektrodotulonq (TIG) i fukiem krytym (MMA) pradem staym (DC) lub zmiennym (AC).
Proces spawania TIG wymaga oslony gazowej (Argon).
Proces spawania MMA pozwala na spawanie kazdego rodzaju elektrody: rutlowyj,zasadowej, ze stali nierdzewnej i zeliwnej.
1-Gniazdo o Polaryzacji Pozytwnej 5-Klawiatura ^+ przyciski przyrostowe
2-Zlaczepspustu6-Kabelzasilania
3-Gniazdo o Polaryzaci Ujemnej 7-Przylacze gazowe
4-Przylacce gazowepalnika
ZASILANIE - POWER-START
PROTIG 200 AC/DC jest dostarczy z 16 A wtyczka typu CEE7/7 i musi byc podlaczony do jakofazowej (50 - 60 Hz) trojprzewodowej instalacji elektrycznej z przywodem neutralnym poloczonym z uziemieniem.
Pochlaniary prad skuteczny (I1eff) dla maksymalnych warunków uzytkowania wyswietlany jest na urzadzeniu. Nalezy sprawdzić,czy zasilanie i seinem zabeźpieciezenia (bezpiecznik i / lub wylącznik) są zgodne z przemem wymaganym do uzytku. W niedtórych krajach boye konieczna wymianna gniażda zasilania, aby uzliwość maksymalna eksploatacje urzadzenia.
Jesi napięcie zasilania jest wyźstate wzyśne niz 265 V, urzędzenia przechodzi w tryb ochrony. W celu wskazania tej uterki, na wyświetlaczu pojawie są symbol
U51. Gdy urzadzenie przyszlo w tryb ochry, nalezy je odlaczyc i podlaczyc ponownie do gniazdka z odpowiednim napieciem.
Wentylator: W trybie MMA wentylator pracje ciagle. W trybie TIG wentylator pracje wylacnie w fazie spawania, po czym wylacza sie po calkowitym ochlodzeniu.
- Urzadzenie do zajarzania i stabilizacji huku jest przyznaczone do pracy recznej i sterowanej Mechaniznie.
PODLACZENIE DO AGREGATU PRADOTWORCZEGO
Zrodlo pradu spawania要去 obligwane na generatorze pod warunkiem, ze zasilanie pomocnicze spelnia nastepujace wymagania:
- Napiecie musi byc zmienne, ustawione zgodnie ze specyfikacja i miec napiecie szczytowe mniejsze niz 400 V,
Czestotliwość powinnaDynosic od 50 do 60Hz
Konieczne jest sprawdzenie warunków, poniewaz wiele generatorów wytwarza wysokie skoki napiecia, któ moja uszkodzć zródló prȩdu spawania.
UZYWANIE PRZEDŁUZACZY
Wszystkie przedluzenia muszcie odpowiedn rozmiar i napiec opdowiednie do urzadzenia. Uzywacr przedluzacza zgodnia z przypesami krajowymi.
| Napiȩcie prȩdu wejsciowego | Długosc-odcinek kabla przyȩzȩćego |
| < 45 m < 100 m | |
| 230 V 2.5 mm² |
PRZYlacze DO GAZU
Urzadzenia typu PROTIG są wyposazone w osprzet. Zaleca sie stosowanie adapterów dostarczonych wraz z zestawem.
AKTYWACJA FUNKCJI VRD (VOLTAGE REDUCTION DEVICE)
Urzadzenie to chroni spawacza. Prad spawania jest dostarczany tylko wtedy, gdy elektroda jest w kontakcie z obrabianym materialem (niska rezystancja). Gdy tylko elektroda zestanie usunieta, funkca VRD obniza napiecie do bardzo niskiej wartosci.
Funkcja VRD jest domysinie wylaczona. Funkcja ta要去 zostac wylaczona za pomocz przycisku ON/OFF znajdujacego sie na plicie sterujacej agregatu. Aby uzyska do niego dostep, wykonaj ponijsze krok:
1. PRZED PRZYSTAPIENIEM DO OBSLUGI NALEZY ODŁACZYć PRODUKT OD ZröDŁA ZASILANIA.
-
Wykrećić s Ruby, aby zdajćPokrywe generatora (nr 1).
-
Zlokalizowac wyaplacznik na plicy glownej (czerwona ramka na schemacie ponizej - nr 2).
-
Prestawic przyęcznik na plicy gwownej.
-
Funkcja VRD jest aktywna.
-
Ponownie przykrećić Pokrwę agregatu.
-
Na interfejsie (IHM), LED funkci VRD jest wączony: VRD

W celu dezaktywacj fungcji VRD nalezy przelacznik na OFF na karcie zamowienia. Dioda LED fungcji VRD wylacza sie na interfejsie automatycnie.
WYSWIETLENIE WERSJI OPROGRAMOWANIA
Gdy agregat jest podlączony do sieci elektrycznej, na wyświetlaczu pojawiała są numery wersji oprogramowania zasilania i HMI.
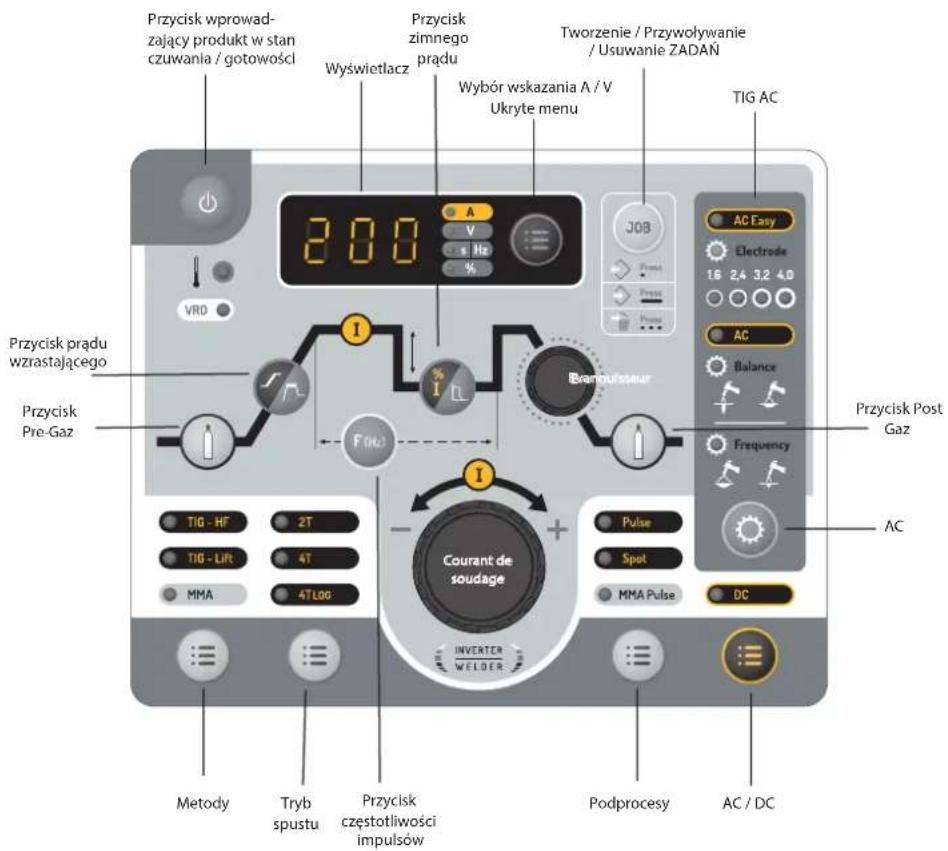
INTERFEJS CZŁOWIEK - MASZYNA (HMI)
| Funkcje Piktogramy MMA TIG DC TIG AC Komentarze | |||||
| Przycisk wypical- zajęcy produkt w stan czuwania / gotowość | Pulse MMA Pulse | ··· | Przycisk pozwalący na wypicaldenie produktu w stan czuwania. | ||
| Podprocesy spawania | ··· | Metoda MMA : pozwala na dostęp do metody " MMA PULSE Impulsowe". W TIG DC : pozwala na dostęp do metody "Pulse - Impulsowej" lub " Spot - Punktowej". | |||
| AC/DC · · | Pozwala na wybranie między TIG "DC", TIG "AC" I TIG "AC - Easy" | ||||
| AC | · | Pozwala na wybró parametru do uregulowania między " Frequency ", " Balance " i "Electrode". | |||
| -Wybór wyświetlacza A/V - Dosteć do ukrytego menu | · | · | Prȩd spawania wyświetla są domys(ilnie na interfejsie HIM. Po ukońzeniu spawania (MMA i TIG DC), migajuca wartość, króra są wyświetla, oznacza pomiar prȩdu spawania. Na-cis不断增强的方式来 przechy ciecie goźyciku powoduje wyświetlenie zmiezerzonego napiecia spawania. | ||
| JOB " ZADANIE " · · · | JOB | Pozwala na odwołanie, utworzenia i usuniecie "zadania". Wieciej informacja znejduje są w dziale JOB. | |||
| Pre-Gaz · · | Regulacja czasu Pre-Gaz. Czas oczyszczania palnika i ochrynów postaci osłony gazowej przyedianżjowaniem. | ||||
| Prȩd narastący · · · Rampa narastania prȩdu. | |||||
| Częstotłowość Pulse · · Regulacja;ciejstotiwość prędu. | |||||
| Zimny prąd • • • | %I | Regulacja zimnégo prȩdu w trybie impulsywnym (TIG) Regulacja Arc Force (MMA). | |||
| Prȩd opadajacy (Zanik prȩdu) | • • Ustawienia rampie prȩdu opadajść. | ||||
| Post-Gas • • | Regulacja czasu w Post- Gaz. Czas ten odpow)iada czasowitrwania ochryn gyazowej po zgaśniewi zęk uku. Chroni on pos-pawany metal oraz elektrodię przychod ich utlenieniem. | ||||
FUNKCJONOWANIE INTERFEJSU I OPIS PRZYCISKOW
- Przycisk wropyadzajcy produkt w tryb czuwania / gotowosci
Ten przycisk jest uzywany w celu aktywacji lub wyjscia produktu z trybu czuwania. Aktywacja trybu czuwania nie jest moziwa w trakcie spawania. - Przycisk wyboru procesu spawania
Ten przycisk pozwala wybrac typ metody spawania. Kaźde kolejne naciść/zwolnienie przycisku przylacza pomiędzy nastepujacymi procesami spawania: TIG HF / TIG LIFT / MMA. Dioda LED sygnalizuju wybrany tryb procesu spawania.
Wyjasnienia: domysnie wybrny podproces przy wyczaniu produktu odpowiada ostatniemu podprocesow izywanemu przyostatnim stanem czwania lub wylaczeniem zasilania.
- Przycisk wyboru trybu spustu
Ten przycisk pozwala skonfigurowac tryb pracy spustu palmika. Kaze dre kolejne nacijsiec przycisku przelacza pomiiedzy nastepujacymi trybami: 2T / 4T / 4T LOG. Dioda LED syngluzije wybrany tryb.
Wyajnienia: tryb spustu wybrany domyslnie podczas uruchamiania odpwiada ostatniemu trybowi uzywanemu przyostnim stanem czuwania lub wylaczeniem zasilania. Wiecij informaci znejduje sie w rozdzie "Palmiki kompatybilne i zachowania spustu".
- Przycisk wyboru podprocesów
Ten przycisk pozwala wybrac "Podprocesy". Kaze dre kolejne nacijsiecie przyciku przelacza pomiedzy nastepujacymi procesami spawania: PULSE / SPOT (wyzucnie w trybie TIG) / MMA PULSE (wyzucnie w trybie MMA). Dioda LED syngluzije wybrany tryb podprocesu.
Tryb SPOT jest niedostepny dla konfiguraci spustu 4T & 4T LOG oraz przy spawaniu MMA PULSE.
Domyslnie wybrny podproces przy wyczaniu produktu odpowiada ostatniemu podprocesow uzywanemu przyostatnim stanem czuwania lub wy-laczeniem zasilania.
- Przycisk wyboru pradu AC lub DC
Ten przycisk pozwala na wybor rodzaju pradu, gdy proces TIG jest aktywowany. Kaze drekajne nacijsieczie przycisku przelacza pomiedzy nastepuja-cymi trybami: DC / AC / AC - Easy. Dioda LED syngluzije wybrny tryb procesu spawania.
Wyjasnienia: domysinie wybrny podproces przy wyczaniu produktu odpowiada ostatniemu podprocesow izywanemu przyostatnim stanem czwania lub wylaczeniem zasilania.
Glowny enkoder przyrostowy
Enkoder inkrentalny pozwala na domyslne ustawienie pradu spawania. Slzy on roniew do ustawiania wartosci innych parametrow, ktore sa nastepnie wybierane za pomocag oddpiewdnic klawisz. Po zakoczeniu ustawiania parametrow mozna ponownie nacinac przycisk ustawionego wlasnie parametu, aby polaczy ekoder inkrentalny z aktualnym ustawieniem. Mozliwe jest roniew naciniecie innego klawisza zwiazanego z innym parametrew celu loro regula. Jesli przyczne podje za akja na panelu operatorskim, enkoder inkrentalny zostanie ponownie powiazany z ustawieniem pradu spawania. Czestotliwość TIG AC (Hz).
- Przycisk "Pre-Gas"
Ustawienia trybu Pre-Gas odbywa sie poprzej nacijsie i zwolnienie przycisku Pre-Gas, a nastepnie poprzze obsluge glownego enkodera przyrozostowo. Wartosc Pre-Gas wzrasta przy pracy enkodera przyrostowo go w kierunku zgodnym z ruchem wskazweq zagara i maleje przy pracy w kierunku przechwnym do ruchu wskazowek zegara. Po dokonaniu ustawienia mozliwe jest ponowne nacijsie i zwolnienie przycisku Pre-Gas, aby połaczy glowny eknkrementalny z powrotem zactualnym ustawieniem lub odczeka 5 sekund. Regulacja ustawianiaDynosi 0,1 sekundy. Minimalna wartosc to 0 sek. a maksymalna to 20 sek.
- Przycisk "Post-Gas"
Ustawienia trybu Post-Gas odbywa sie poprzej nacijsiecie i zwolnienie przycisku Post-Gas, a nastepnie poprzej obsumge glownego enkodera przyrostowej. Wartość Post-Gas wzrasta przy pracy enkodera przyrostowej w kierunku zgodnym z ruchem wskazówek zagara. Po wpradoweniu ustawienymi sąwoje jest ponowne nacijsiecie i zwolnienie przycisku Pre-Gas, tak aby enkoder przyrostowy są potoniewie zajmowac sie regulacja prȩdu lub odczekać 5 sekund. Regulacja ustawianiaDynosi 0,1 s. WartośćminimalnaDynosi 0 s a wartość maksymalnaDynosi 20 s.
- Przycisk ustawien pradu wzrastajacego lub "Up Slop"
Ustawienia rampy prädu wrzastajęcego ustawiana jest przy naciśniece i zwolnienie przyciskuactualnej rampy prädu wrzastajęcego nastepnie poprzej oblsuge enkodera przyrostowej. Wartocrmpy pradowej wzstate przy pracy enkodera przyrostowej wierunku zgodnym z ruchem wskazówek zegara i maleje przy pracy w kierunku przyciwnym do ruchu wskazówek zegara. Po wrowadzeniu ustawien moziwe jest naciśniecie i zwolnienie przycisku rampy prädu narastajęcie, aby poniwnie polączy glowny enkoder przyrostowy zactualnym ustawieniem lub odczekać 5 sekund. Wartocminimalna winosi 0 sekund a wartocmaksymalna 20 sekund.
- Enkoder przyrostowy ustawiania zaniku prądu lub "Down Slop"
Enkoder przyrostowy "Down-Slop" pozwala na regulaçé aktualnej wartosci zanikania prädu (zwiekszanie izmniejszanie zgodnie z ruchem wskazowek zegara). Wartosc ta widoczna jest na wyswietlaczu 7-segmentowym i pozostaje wyswietlana przydz 5 sekund, jejli enkoder inkrementalny jest obsluguwany. WartoscminimalnaDynosi 0 sekund a wartośmaksymalna 20 sekund.
- Przycisk ustawien pradu "zimneo"
Gdy jeder z 2 procesów spawania "TIG HF" lub "TIG LIFT" jest wybrany, przycisk regulacji pradu zimnano uozliwa ustawienie tegoz pradu (jednie w konfiguracci spustu 4T Log). Wartość taMZe byc regulowana w zakresie od 20% do 80% pradu spawania. Regulowanie zwiększania i zmiejszaniaDynosi 1 % . Ta wartośćMZe byc rawniez regulowana w procesach "TIG DC Pulse" i "MMA Pulse".
W trybie MMA. Arc Force (siła Łuku) jest indeksowana od -10 do +10 (-10 □ brak Arc Force, od -9 do +10 □征求意见 regulation Arc Force).
- Przycisk "AC"
Uzywanie przycisku "AC" w trybie "AC-Easy": Naciśćcie unto przycisku umozliwa dostep do ustawenia srednicy elektrydo wolframowej (tungsten). Ustawienie unto parametu wykonuje sie w spośob nastepujucy :
- Nacisnac na przycisk " AC ",
- W ciagu 3 sekund, wlaczyc enkoder przyrostowy. Obrto tego enkodera w kierunku zgodnym z ruchem wskazowek zegara powodu je zwiekszenie srednicy elektrady, a brt w kierunku przeciwnym do ruchu wskazowek zegara powoduje zmiejszenia wartosci srednicy elektry. Wartosc wybranej elektrady jest widoczna na diodach LED interfejsu pozolzych ponizej modu AC Easy.
- Po dokonaniu ustawienia, po upywie 5 sekund bez aktywacci enkodera inkrementalnego, zostaje on ponownie połoczony z aktualnym ustawieniem.
Uzywanie przycisku "AC" w trybie "AC": Przycsiśćkiego przycisku pozwala na wybranie i ustawienie parametrów "Balance" i "Frequency" (przyporzadkowana dioda LED zapala sie w zalegnosci od wybranego parametu). Enkoder przyrostowy działa na podstawie wartosci tych 2 parametrów i musi zostac aktywowany w ciagu 5 sekund. NatestPNie generator ponownie wyswietli wartosci prady spawania.
- Ustawienia czestotliwość w TIG AC (Frequency)
Ustawienia czestotliwość prȩdu spawania w TIG AC miȩci są zakresie od 20 Hz do 200 Hz.
- Ustawienie balansu w TIG AC (Balance)
Ustawienie balansu spawania w TIG ACwynosi od 20% do 60% . Regulowanie zwiekszania izmniejszaniawynosi 1% .
Wyjasnienia: Przycisk " AC " nie jest aktywny w trybie " DC ".
Regulacja srednicy elektrady (Electrode)
Regulacja srednicy elektrydo pozwala ustawic prad zajarzenia.
UKRYTEMENU
Dla kazdego z procesów spawania dostepny jest tryb ukryty: TIG DC, TIG AC i MMA. Dzięki temu trybowski, sąwiwo jest regulowania dodatkowych parametrów dla kazdego z tych procesów spawania.

Zmiany wartosci parametrow dostepnych w trybie ukrtym zestaja zachowane po zapisaniu zadania.
Dosteplnosc, nawigacja iustawienia w trybie ukrytym:
TIG DC i TIG AC:
Dostep do trybu ukrytego odbywa sie przytrzymanie przycisku przyze 3 sekundy (V).
Stacja wyświetla wtedy komunikat "ISA". Poprzej przykrećenie glówno kodera要去 zyszkać dostep do "TSA", "ISO", "TSO" i "ESC".
Aby uzyskać dostęp do ustawien tych parametrow, naleź nacinźć ponownie na przycisk A/V.
- ISA: Ustawienia prudu startowo. Regulje sie on jako procent wartosci zadanej prudu spawania. Regulacja moze byc dokonywana w zakresie od 10% do 200% . Zatwoerdzenie ustawienia odbywa sie poprzej naciść przyczysku A/V.
- TSA: Ustawienia czas trwania dla pradu startowego. Czas ten jest regulowy w zakresie od 0s do 10s. Zatwierdzenia ustawenia odywa są poprzej naciniecie przycisku A/V.
- ISO: Ustawienie koncwogo pradu spawania. Regulje sie on jak procent wartosci zadanej pradu spawania. Regulacja moze byc dokonywana w zakresie od 10% do 100%. Zatwierdzenia ustawenia odbywa sie poprzej naciść przycisku A/V.
- TSO : Ustawienie czas u trwania dla prady koncowego. Czas ten jest regulowy w zakresie od 0s do 10s. Zatwierdzenie ustawenia odywa sie poprzej naciniecie przycisku A/V.
- ESC : Aby opusci tryb uky, nalezy przycinsnac przycisk A/V. Wyjscie z trybu ukytego moze nastić rownie poprzej odczekanie trzech sekund poustawieniu parametre trybu ukytego. Nastepnie wyswietlacz/interfejs HMI powroci do ustawenia wartosci zadanej prady spawania.
MMA:
Dostep do trybu ukrytego odywa sie przyprztymanie przycisku przyez 3 sekundy (27).
StaciaPokazuwe wtedy"HST".Przekrecajg禪wnyenkoder,moza uzyskac dostepdo"AST"i"ESC".
HST: Ustawic czas Hot Startu. Czas ten jest regulowany w zakresie od 0 s do 10 s. Zatwierdzenie ustawienia odywa sie poprzej naciść przycisku A/V.
- AST: Aktywuj lub bezaktywuj Antisticking, wybierajac "ON" lub "OFF". Zatwierdzenie ustawienia odybawa sie poprzej nacijsniecie przycisku A/V.
- ESC : Aby opusci tryb uky, nalezy przycinsac przycisk A/V. Wyjscie z trybu ukytego moze nastić rownie poprzej odczkanie trzech sekund poustawieniu parametre trybu ukytego. Nastepnie wyswietlacz/interfejs HMI powroci do ustawenia wartosci zadanej prady spawania.
SPAWANIE ELEKTRODA OTULONA (TRYB MMA)
PODLACZENIE I PORADY
- Podłaczyć uchwyt elektry i zacisk uziemiazy do przewidzianych do tego celu zączy, zwracaj uwage na zachowanie biegunowych i intensywnosci spawania wskazanych na skrzynkach elektrod.
Gdy urzadzenie nie jest uzywane, nalezy usunac elektrode z uchwytu. -
Urzadzenia te wyposazone są w 3 specyficzne funkcjde dla Inwerterow:
-
Hot Start dostarcza przytezenia na pouchtku spawania w celuunikiecia przyklejenia.
-
Arc Force zapewnia przytezenia, ktore zapobiegaj przywieraniu elektrady, gdy elektroda ta wchodzi do jeziorka spawalniczego.
- Anti-Sticking umozliwa Iatwe odklejenie elektrody bez koniecznosci rozgrzewania jej do czerwonosci w przypadku jej przyklejenia.
MMA IMPULSOWE
Tryb impulsowy MMA nadaje sie do zastosowan w pozycj pionowej (PF). Tryb impulsowy pozwala na utrzymanie zimné jeziorka spawalniczego, ułatwiejacono przenoszenia materii. Bez pulsowania spawanie pionowe do góry wymaga ruchu choinkowej, czyli trudnégo ruchu sztaftu robkātnego. Dzieki impulsewemu MMA ruch ten nie jest jus konieczny, wazoleńosci od grubosci elementu wystarczy prosty ruch w goe. Jednaké, jejls chces powiékszy swo wytop, wystarczy prosty ruch boczn podobny do plaskiego spawania. Metoda t daje, wie lepsz kontrôle procesu spawania pionowej. Czestotliwoć impulsów jest regulowana w zakresie od 1 Hz do 20 Hz.
SPAWANIE ELEKTRODA TUNGSTEN W OSLONIE GAZU OBOJETNEGO (TRYB TIG)
PODLACZENIE I PORADY
- Spawanie TIG DC i TIG AC wymaga oslony gazowej (Argon).
- Podlączyc zaczisk uziemiazę do gniażda bieguna dodatniego (+). Podlączyc przywośd zasilajść palnika do zȩczu ujmego oraz zȩcie spustu/ów palnika i gazu.
- Upewnic sie, ze rozne elementy, ktore komponuja palnik, sa obecne (szcypce, kohnierz wzmacniajacy, dyfuzor i dysza) iczy sa w dobrym stanie.
- Wybor elektrady zalezy od natezenia pradu w procesie TIG DC lub AC.
SZLIFELEKTRODY
Dla optymalneo dzialania zaleca sie stosowac zaostrzone elektrody w nastepujuc sposob:
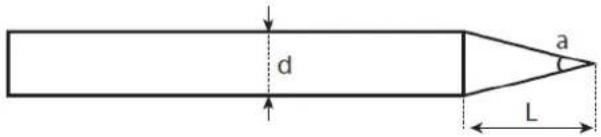
a = 0.5 mm
L = 3 × d dla niskiego prudu spawania.
L = d dla wysokiego pradu spawania.
TIG HF: wysokiej czestotliwosci inicija bez styku elektry tungsten z czescia. TIG LIFT: inicija poprzej kontakt (w srodowiskach wraziwch na HF).
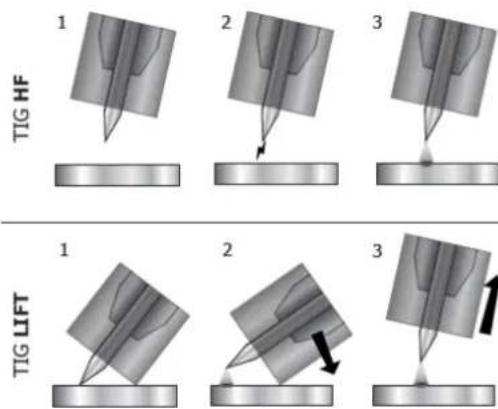
- Umieść palnik w poźycji spawania nad elementem (odlegość sądzy konocowska elektrady a elementem powinnaDynosi okola 2-3 mm).
- Naciśnij spust palnika (łuk zestaje uruchomiony bezystykowskiości impulsom o wysokiej czestotliwość HF).
-
W obwodzie plynie pocztkowy prad spawania, spawanie jest kontynuowane zgodnie z cyklem.
-
Umiesc dyszę palnika i konćowej elektry na metalowym elemencie i nacśnj spust.
- Umiesz palmik tak, by tworzyt szczeline okolo 2-3 mmXXXXXXXX elektrydo a elementem. Nastepuje inicjacza fuku.
- Ustaw z powrotem odpowiednia pozycje, aby Rozpoczac cykl spawania.
USTAWIENIA METODY TIG
TIG DC to tryb, który jest przyznaczony do spawania metaliNiezelaznych, takich jak stal, a také miedź je jej stopy oraz tytan.
- TIG AC jest przyznaczony do spawania aluminium i了我的 stopów.
SPAWANIE TIG DC
TIG DC - Standard
Proces spawania TIG DC Standard pozwala na wysokiej jakosci spawanie na wiekszość materialów zełaznych takich jak stal, stal niedzewna, ale teź miedź i jej rożne odmiany stopów,czy tytan... Liczne opcie zaradzania prędem i gazem pozwalaja Państwu na doskonała kontrôle spawania od zajarzania,ź do chłodzenia koncowej spoiny.
TIG DC - Impulsowe
W tym trybie impulsowym tryb spawania lacy wysokie impusy pradu (I, impusy spawania) oraz niskie impusy pradu (I_Cold, impusy chlodzace aberrianczc). Ten tryb impulsowy pozwala na z污染物 ci przy jegnoczesnym ograniczeniu wzrostu temperatury. jest on szcegolnie polecany do montazu cienkich elementow.
Np. : Prad spawania I jest ustawiony na 100 A i % (I_Cold) = 50%, tzn. prad zimny = 50% x 100A = 50A. F(Hz) ustawiona jest na 10 Hz, okres sygnalu befindzie wynosi 1/10Hz = 100 ms. Co 100 ms, impuls na 100 A, a nastepnie kolejny impuls 50 A, besteht nausejoc的一些 po drugim.
Wybó czestotliwość:
- W przypadku grubosci bez ruchu wiejsciowego (< 0.8 mm), F(Hz) > 10Hz,
- Spawanie w pozycji; w zakresie F(Hz) 5 < 100Hz .
Ustawienie czestotliwocki w TIG DC impulsowym odbywa sie poprzej naciennie i zwolnienie przycisku ustawien czestotliwocki pulsu nastepnie poprzej obluge glownego enkodera inkrementalneo. Wartość czestotliwocki wzrasta przy pracy ekodera inkrementalneo w kierunku zgodnym z ruchem wskazówek zagara i maleje przy pracy w kierunku przycniwny do ruchu wskazówek zagara. Czestotliwość ta miaSci sie w zakresie od 0,1 Hz do 900Hz
Po zakońzeniu ustawiania nalezy ponownie nacinacja przyczysk dla tej czestotliwość lub odkękać 5 sekund, aby generator powróci do menu glówno. Pulsacyjne spawanie przem stały jest dostepné dla procesów "TIG HF" i "TIG LIFT" oraz dla trybow wyzwalania "2T" i "4T".
SPAWANIE TIG AC
TIG AC - Easy
Ten tryb pozwala na szybkie uzychec spawania w trybie AC za pomocu ustawien srednicy elektrady (wybrana wartosc jest wyswietlona poprzej rozne diody LED obecne na interfejsie). W tym trybie, ustawienia parametrów "Balance" i "Frequency" sa zamrozone. Wybor srednicy elektrady oddzialujne na natezenia pradu spawalniczego i wartosci Rozbijania w spośob nastepujucy :
| Średnica elektródy I | min | Imax | Rozbijanie / Balance |
| 1,6 mm 10 A 80 A 30 % | |||
| 2,4 mm 45 A 120 A | 37% | ||
| 3,2 mm 60 A 180 A | 43 % | ||
| 4,0 mm 75 A 200 A | 50 % | ||
W tym trybie wartosci czestotliwość jest połacznza z wartoscią pradu spawania w spośob nastepujucy :
| Pręd (A) Częstotiwość (Hz) | |
| 10 > 40 117 | |
| 41 > 90 100 | |
| 91 > 140 79 | |
| 141 > 170 | 70 |
| 171 > 200 | 60 |
TIG AC - Standard
Ten tryb spawania TIG AC Standard jest przyznaczony do spawania aluminium i seinem stopów (Al, AlSi, AIMg, AIMn...). Prad zmienny (AC) uzozliwa przyzejcie do niedzednej fazy usuwania powloki aluminium.
Amplituda: Pozwala ona na usuniecne naturalnej powlki podczas spawania. jest ona regulowana w zakresie od 20% i 60% .
Czostliwoc: czostliwoc pozwala dostosowac ogniskowanie tuku. Wysoka czostliwoc sprawia, ze tuk jest skoncentrowany. Niska czostliwoc sprawia, ze tuk spawania jest szerszy.

Wysoka czestotliwość HF

Niska czestotliwość
Charakterystyka Prad - Czestotliwość : W AC, wartosc pradu spawania i了我的o czestotliwość są polaczone poniższa funkacja:
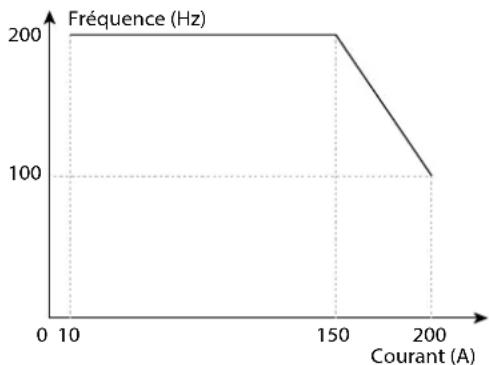
Prad w AC w zaleznosci od czestotliwosci
- Pomiędzy 10 A a 150 A maksymalna czestotliwość wynosi 200 Hz.
- Pomiędź 150 A i 200 A, czestotliwość maksymalna zmiejejsza są z 200 Hz do 100 Hz.
TIG AC - Impulsowy
Funkcja impulsowa jest dostepna w TIG AC - Easy i TIG AC - Standard. Czestotliwość pulsówania jest regulowana w zakresie od 0,1 Hz do 20 Hz.
Spawanie punktowe TIG DC lub AC
Tryb "SPOT" pozwala na wstepny montaż;csci poprzej spawanie punktowe. Regulacja czasu spawania punktowego pozwala na powtarzalność i realizacja punktów nieutlenionych. Gdy tryb "SPOT" jest wybrany domyśnie, poczȩk i koniec spawania odbywa są za pomocą spustu. Jednakź przycisk F(Hz) i glówny enkoder pozwalaja uzytkownikowa skorygowanie tego czasu. Czas trybu spawania punktowego SPOT jest regulowy w zakresie od 0,1 s. do 25 s. w odstepach co 0,1 s. Poczȩtek spawania odbywa są za pomocą spustu. Aby powróćć do niedzefniawanego czasu spawania punktowego, naleź wybrać "0,0 s".
ZARZADZNIE "ZADANIAMI" JOB
Bieęc zustawiania są zapisywnane automatyczne i odwarzane przy uruchomieniu urzadzenia. Oprocz biezych ustaniew irstnieje moziwość zapisania i odworzenia tak zwanych konfiguracje „zadań" (JOB). Przyczisk « JOB » pozwala na zapisiwanie, zapamietanie lub usuniecie danej konfiguracje. 30 "Zadania" (JOBS) są zapamietywane przy dany typ spawania.
Wycofanie "zadan" (JOB)
-
Wycofanie "zadania" nie wymaga zadneo specjalneo warunku(PCZtKwego. Nie nalezy jaknak byc w trakcie spawania.
-
Przycijnj krótko przyczisk "JOB" tak, aby nie przyzekraczał 2 sekund,
-
Komunikat "OUT" pojawia sie na wyświetlaczu,
-
Za pomocę enkodera przyrostowej, wybierz numer "JOB". Jedynie numery przyporzadkowane danym zadaniom pojawaja są na wyświetlaczu. Jeść zadne "zadanie" (JOB) nie jest zapisane, wyświetlacz pokazuje « - - »
-
Gdy numer "JOB" zostanie wybrany, naleź przytrzymać przycisk "JOB" w celu akceptaggi nowej konfiguraggi. Numer "zadania" (JOB) miga na wyswietlaczu,Pokazujac tym samym,ze "JOB" zostało załadowane.Numer miga az do momentu,kiedy inny parametr nie zostanie zmODYfikowy lub spust palnika nie zostanie nacińskiwy celu Rozpoczecia spawania.
-
Usuwanie "zadania" (JOB)
-
Przycsijn krótko przyczisk "JOB" tak, aby nie przyzekraczał 2 sekund,
- Komunikat "OUT" pojawia sie na wyświetlaczu,
- Za pomocę enkodera przyrostowej, wybierz numer "JOB". Jedynie numery przyporzadkowane danezn zadaniom, moga pojawic sie na wyswietlaczu,
-
Nacijsnij kolejno 3 razy przycisk " JOB ". Wybrane "zadanie" zestaje w tym wypadku usunięte a.agregat, wyświetla ponownie prąd spawania.
-
Tworzenie "zadania" (JOB)
- Regulowanie wzystkich zjadnych parametrów dotyczych spawania,
- Przytrzymaj przycisk "JOB" dędzej niz 3 s.,
- Komunikat "IN" pojawia sie na wyświetlaczu,
- Wybierz numer "JOB" za pomocą enkodera przyrostowej. Jedynie numery, króre wczesnej nie zostaly przypisane, są mygliwe do wybrania na wyświetlaczu,
Gdy wybierzsz numer "JOB", przytrzymaj przycisk "JOB" w celu akceptacji i zapisania danego zadania pod wybranym numerem. - Numer zadania zostaje nastepnie wyswietlony, co oznaca, ze operacja tworzenia kopii została zakończona. Wyswietlenie numeru trwa do momentu aż inny przyczisk lub spust/wyzwalacz palmika zostanie zaktywowany.
Wyjasnienia: Jesli wsztkie numery zostaly przyporzadkowane danym "zadaniom", interfejs wyświetla "Full".
Doprecyzowanie w sprawie usuwania "JOB" w TIG AC : Wlasciwo sc dotyczace usuwania "JOB" TIG AC znajduje sie w parametrach zwiazanych z funckjami "AC". Gdy "zadanie" (JOB) konfigurjace staje AC zostanie wybrane, interfejs wyswietla kolejno powtarzajce sie wartosci: pradu spawania (A), Balance (w %) i czestotliwo sc (w Hz). Ten cykl trwa do momentu naciennie cna spust palnika w celu Rozpoczecia procesu spawania.
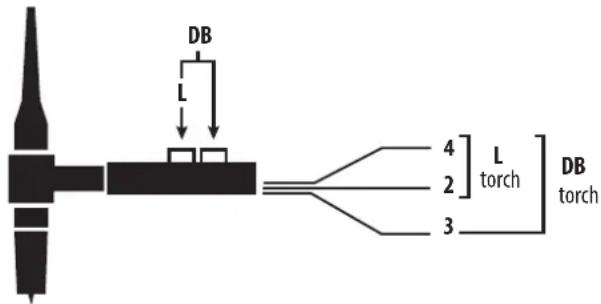
PALNIKI KOMPATYBILNE I ZACHOWANIA SPUSTU
| L | DB |
| ✓ | ✓ |
↑↓TRYB2T
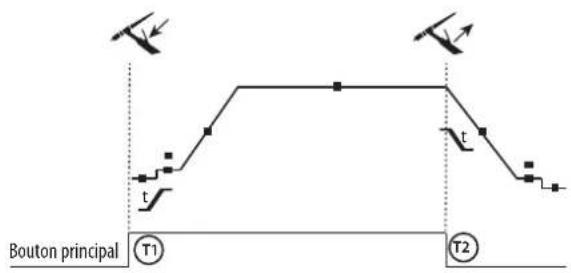
T1: Gdy glowy przycisk jest wcińskiety, Rozpoczyna sie cykl spawania (Pre-Gaz, I_start, Up Slope i spawanie).
T2; Glowny przycisk jest zwolniony, cykl spawania zatrzymuje sie (Down Slope, I_Stop, Post Gas).
Dla palnika z dwoma przyciskami i Jedynie w trybie 2T przycisk pomocniczy uzywany jest jako przycisk glowy.
↑↓TRYB4T
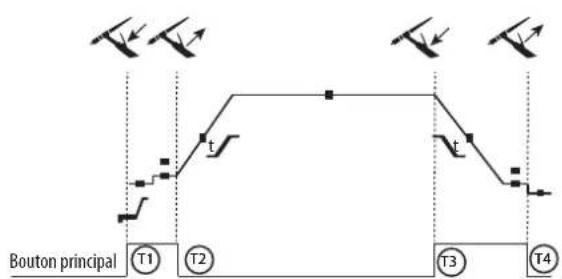
T1: Gdy glowy przycisk jest wciński, cykl zaczyna sie od PreGas (wstepnego przyphwu gazu) i zatrzymuje sie w fazie I_Start.
T2; Gdy nastepuju zwoLNienie glownego przycisku, cykl kontynuowany jest w trybie Upslope i w trybie spawania.
T3: Gdy glowy przycisk jest wciński, cykl przechodzi w tryb DownSlope i zatrzymuje sie w fazie I_Stop.
T4: Gdy glowy przycisk jest zwolniony, cykl konczy sie poprzej PostGas.
↑↓TRYB4TLOG
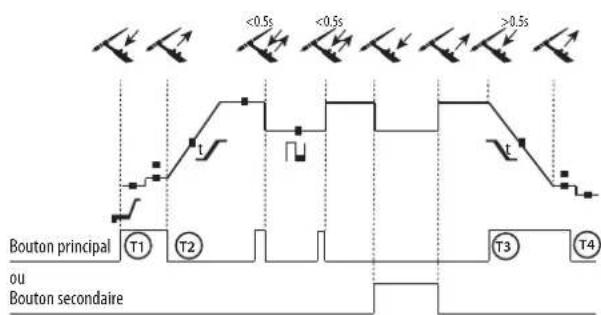
T1: Gdy glowy przycisk jest wcińskiety, cykl zaczyna sie od PreGas (wstepnego przyplwu gazu) i zatrzymuju sie w fazie I Start.
T2; Gdy nastepuju zwoLNienie glownego przycisku, cykl kontynuowany jest w trybie Upslope i w trybie spawania.
LOG : ten tryb pracy jest wykorzystwy w fazie spawania : - poprzej krótkie naciść przycisku glówno (<0,5s), prąd przyłącza są z przydu I spawania na I cold i na odwrót.
-Gdy drugi przycisk jest przytrzmany i nacisiety, prad I spawania zmieia sie na I zimny.
-Gdy drugi przycisk jest zwolniony, pradzmienia sie z pradu Izimnego na I spawania.
T3: Dlugie wciśniece glówno przycisku (>0,5s) powoduje przycie cyklu na DownSlope i zatrzymanie w fazie I Stop.
T4: Gdy glowy przycisk jest zwolniony, cykl konczy sie poprzej PostGas.
W przypadku palników z "podwojnym przyciskiem" spust glowy zachowuje te sama funkcionalność, co w przypadku palników z pojedynczym spustem lub listwowych. Gdy "niski" spust pozostaje nacińskipty, pozwala on na przyȩclazenie na przyd zimny. Gdy potencjometr palnika jest obecny,要去 on regulawac natężenie pradu spawania od 50% do 100% do wyświetlanej wartosci.
ZLACZE KONTROLI SPUSTU
Schemat polaczenia elektrycznych wedlug typu palnika
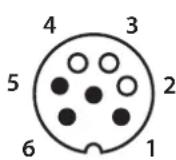
NC
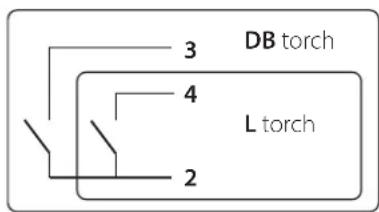
Schemat polęczne elektrycznych wedlug typu palnika
| Rodzaje palników Oznaczenia drutu | Załuczony kotek spawalniczy | ||
| Palnik z 2 spustami | Palnik z 1 spustem | Wspólny/Uziemienie 2 | |
| Przelącznik spustu 1 4 | |||
| Przelącznik spustu 2 3 | |||
WENTYLACJA
Generator pozwala na zdaln当场yng.
GWARANCJA
Gwarancja obejmuje wszystkie wady lub uterki produkcyjne przyez 2 lata od Daty zakupu (czeci robocizna).
Gwarancja nie obejmuye:
- Wszelkich innych szkód spowodowanych Transportem.
- Zwyk到账u zuzycia czeci (Np. : kabli,zaciskow ip.).
- Przypadków nieodpowsiedniego uzycia (bloś dow zasilania, upadkówczy demontaqu).
- Uszkodzenia zwiazane zeŚrodowiskiem (zanieczyszczenia, rdza, kurz).
W przypadku usterki nalezy zworcić urzadzenia do dystrybutora, załuczajc:
-dowod zakupu z data (paragon fiskalny, fakture....)
notatke wyjasnieniem usterki.
PIÉCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / 3ANACHBIE YACTN / RESERVE ONDERDELEN / PEZZI DIRICAMBIO / CZEŚCI ZAMIENNE
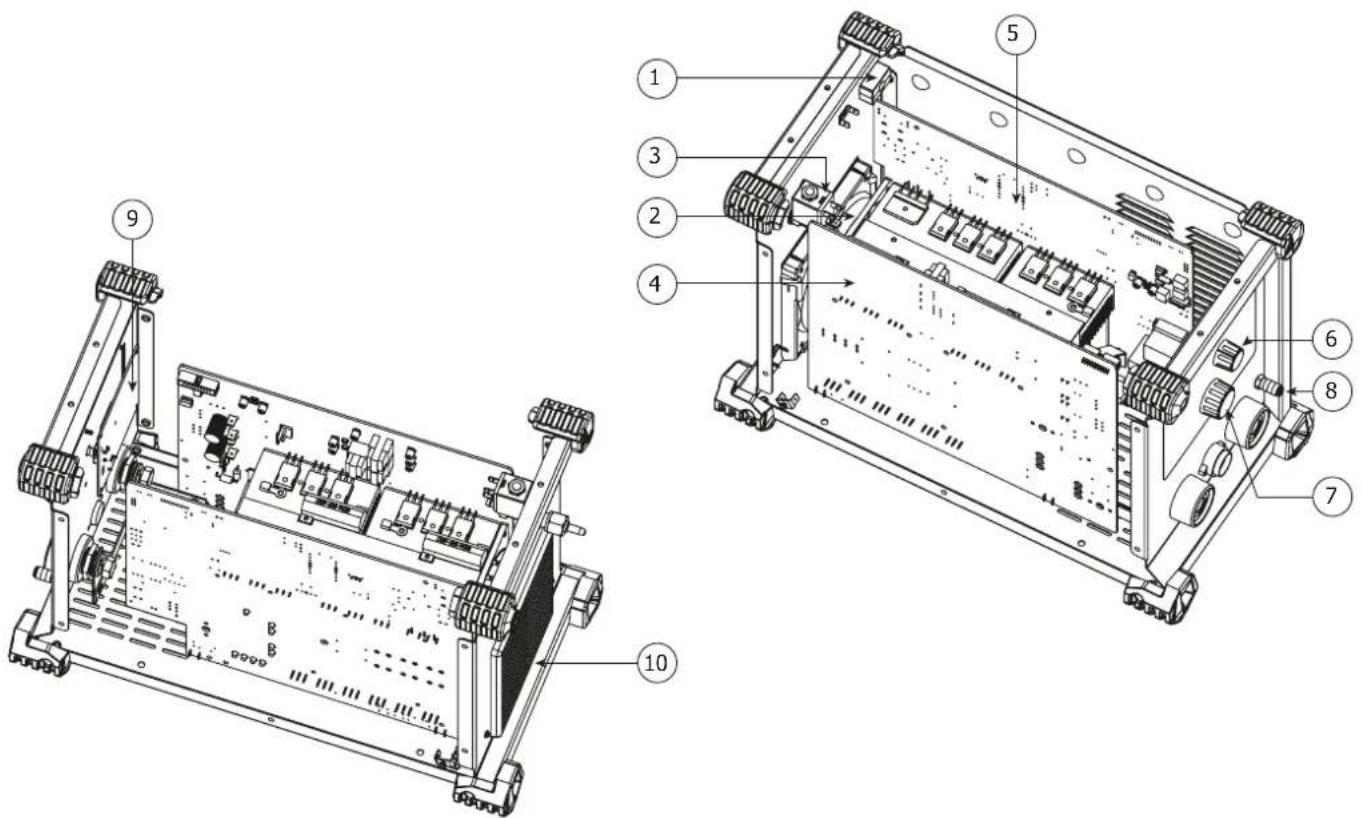
| 1 | Cordon secteur / Power supply cable / Netzleitung / Cable de conexión electrica / Ceveo shy / Elektrisch netsnoer / Cavo corrente / Gówny kabel | C51155IND2 |
| 2 | Ventilateur / Fan / Lüfter / Ventilador/ BéntenlaTop / Ventilator / Ventilatore / Wentylator | 53586 |
| 3 | Électrovanne / Solenoid valve / Magnetventil / Electroválvula / Řtektropoklanah / Magneetventiel / Elettrovalvola / Zawör elektromagnétyczny | 71542 |
| 4 | Carte principale / Mainboard / Hauptplatine / Tarjeta principal / Ochobnaya plata / Hoofd printplaat / Carta principale / Pitya glöwna | B4130 |
| 5 | Carte secondaire / Secondary board / Sekundärkarte / Tarjeta secundaria/ Btopučnaya plata / Secondaire printplaat / Scheda secondaria / Pitya dodatkowa | B4129 |
| 6 | Bouton réglage downslope Ø 21 mm / Downslope adjustment button Ø 21 mm/ Knopf zur Einstellung von Downslope Ø21 mm /Botón de ajuste downslope Ø 21 mm/ Knojka perулковук тoka Ø 21 mm/ Knop voor het instellen van downslope Ø 21 mm / Pulsante regolazione downslope Ø 21 mm / Pokrto regulaci downslope Ø 21 mm | 73011 |
| 7 | Bouton réglage courant Ø 28 mm / Current adjustment button Ø 28 mm/ Knopf zur Einstellung des Stroms Ø 28 mm / Botón de ajuste corrente Ø 28 mm / Knojka perулковук тoka Ø 28 mm/ Knop installing stroom Ø 28 mm / Pulsante regolazione corrente Ø 28 mm / Pokrto regulaci pradu Ø 28 mm | 73016 |
| 8 | Raccord gaz / Gas inlet / Gas-Anschluss / Conexión gas /Повлочене raza / Gasaansluiting / Connessione gas / Przyañcze gazowe | C31322 |
| 9 | Carte IHM / HMI board / Bedienfeldkarte / Tarjeta IHM / Plataи interpeşca / IHM kaart / Scheda IHM / Karta interfejsu HMI | B4131 |
| 10 | Grille ventilateur / Fan grill / Lüftergitter / Rejilla ventilador / Pešetka Běntinătopa / Ventilatie rooster / Griglia ventilatore / Kratka wentylatora | 51010 |
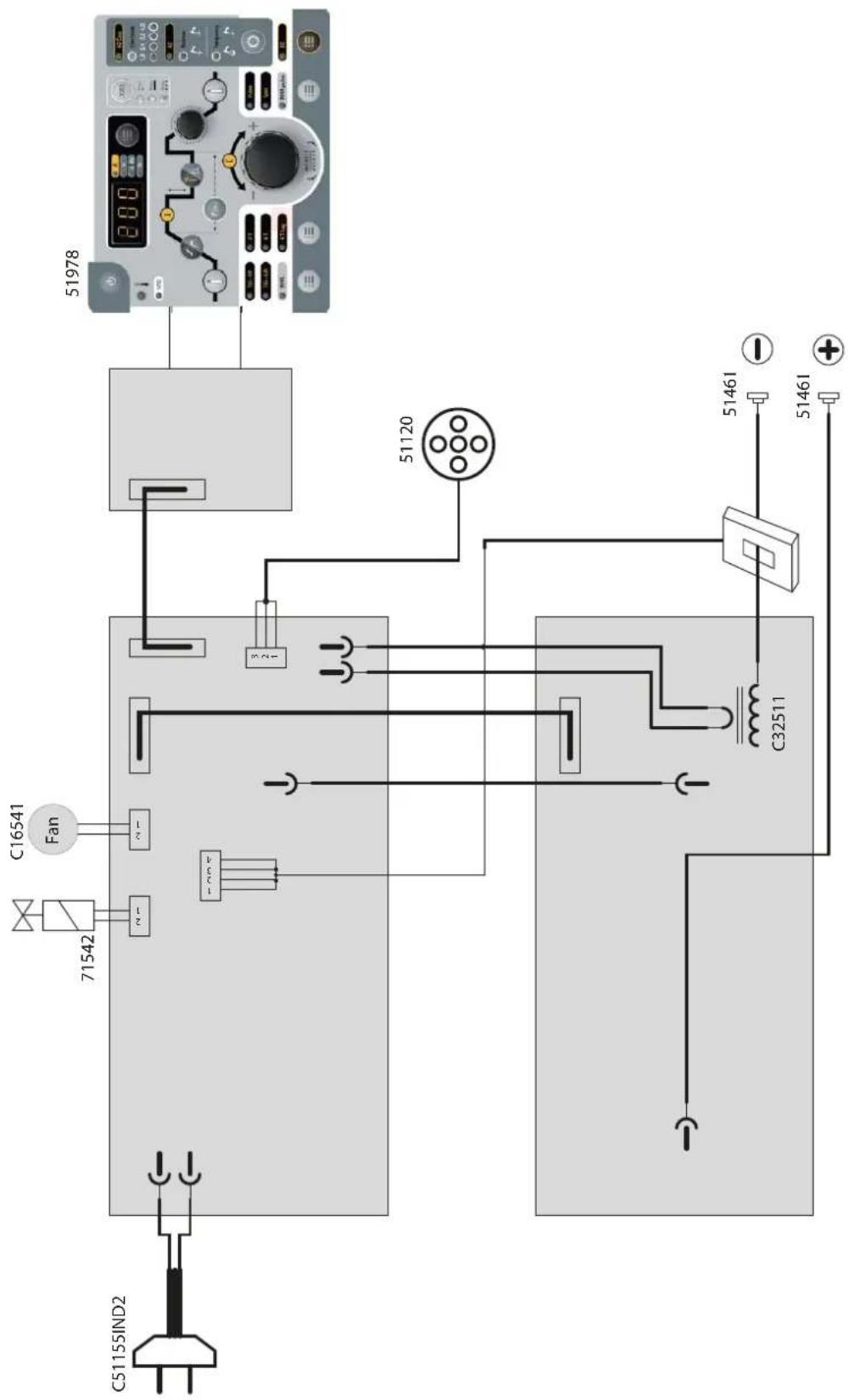
SCHEMA ELECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / 3JEKTPNUECKA CXEMA / ELEKTRISCHE SCHEMA / SCEMA ELETTRICO / SCHEMAT ELEKTRYCZNY
SPÉCIFICATIONSTECHNIQUES/TECHNICAL SPECIFICATIONS/TECHNISCHE DATEN/ ESPECIFICACIONES TÉCNICAS/TEXHNUECKNE CIEUΦIKAUÇM/N TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE/DANE TECHNICZNE
| 200 AC/DC | ||||
| Primaire / Primary / Primair / Primario / Поставка / Primaire / Primario / Podstawowy | ||||
| Tension d'alimentation / Power supply voltage / Stromversorgung / Tensión de red electría / Нарожение п�лесиа / Voedingsspanning / Tensione di alimentazione / Napiecle zasilania | 230 V +/- 15% | |||
| Fréquence sector / Mains frequency / Netzfrequenz / Frecuencia /Часota сели / Frequentie sector / Freqenza settore / Częstotliwość sieci zasilania | 50 / 60 Hz | |||
| Nombre de phases / Number of phases / Anzahl der Phasen / Numero de fases / Kolünechestvo phaz / Aantal fasin /Numero di fase / Liczbafaz | 1 | |||
| Fusible disjoncteur / Fuse / Sicherung / Fusible disyntulator / Fusible disyntulator / Плеский predecessorхандель predecessorх ambate / Zekering hoofdschakelaar / Fusible disjuntore / Wylącznik bezpieczniów | 16 A | |||
| Courant d'alimentation effectif maximal Ieff / Maximum effective supply current IIeff / Corriente de alimentación efectiva maxima Ieff / Maximale effectieve voedingsroom IIeff / Corrente di alimentazione effetiva massima IIeff / Maksymalny efektwywny prad zasilania IIeff | 17.9 A (MMA) 12 | 8 A (TIG DC) 15 | 5 A (TIC AC) | |
| Courant d'alimentation maximal IImax / Maximum supply current IImax / Corriere de alimentación maxima IImax / Maximale voedingsroom IImax / Corrente di alimentazione massima IImax / Maksymalny prad zasilania IImax | 40.1 A (MMA) 28 | 7 A (TIG DC) 34 | 6 A (TIC AC) | |
| Section du cordon secteur / Mains cable section / Sectie netsnoer / Sezione del cable de alimentación / Sezione del cavo di alimentazione / Odclnek przywoduzu zasilajacego | 3 x 2.5 mm² | |||
| Puisance active maxima consommée / Maximum active power consumed / Consumo Tmaxo de energia activa / Maximale active verbruike vermogen / Potenza attiva massima consumata / Maksymalny podó mocy czynnej | 5584 W | |||
| Consummation au ralenti / Idle consumption / Consumo en ralentizzato / Stationair verbruik / Consumo al minimo / Zužycie na biegu jalowym | 15 W | |||
| Rendiment à 12max / Efficiency at 12max / Eficiency a 12max / Rendiment bij 12max / Efficienza a 12max / Sprawnosć przy 12max | 77 % | |||
| Facteur de puissance à 12max (λ) / Power factor at 12max (λ) / Factor de potenza a 12max (λ) / Inschakelduur bij 12max (λ) / Ciclo di potenza a 12max (λ) / Wspólczynik mocy przy 12max (λ) | 0.66 | |||
| Classe CEM / EMC class / Classe CEM / Klasse CEM / Klasse CEM / Klassa EMC A | ||||
| Secondaire / Secondary / Sekundär / Secundario / Brotuńka / Secondair / Secondario / Zapasowy | MMA | TIG DC | TIG AC | |
| Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacio / Haprijckenne xolocrto xoda / Nullastspannung / Tensiona a vuoto / Napiècle prózilowe | 64 V | |||
| Tension à vide réduite Ur (Tension VRD) / Reduced open circuit voltage Ur (VRD voltage) / Tension reducida en vacio Ur (tension VRD) / Nullist spanning Ur (Spanning VRD) / Tensiona a vuoto ridotta Ur (Tensione VRD) / Obnizzone prôçcle biego jalowego Ur (Napiècle VRD) | 10 V | |||
| Nature du courant de soudage / Type of welding current / Tipo de corriente de soldadura / Type lasstroom / Tipo di corrente di saldatura / Rodraj prädu spawania | AC / DC | |||
| Modes de soudage / Welding modes / Modos de soldadura / Lasmodules / Modalità di soldatura / Tryby spawania MMA, TIG | ||||
| Courant de soudage minimal / Minimum welding current / Corriente minima de soldadura / Minimale lasstroom / Corrente minima di soldatura / Minimalny prad spawania | 10 A | |||
| Tension créée du dispositif d'amortage manuel (EN60974-3) / Manual striking system's maximum voltage (EN60974-3) / Spitzenspannung des manuellen Startgerates (EN60974-3) / Tension pico del dispositivo decebado manual (EN60974-3) / Ппковские нарочnémaхшииму ручною ручdenka (EN60974-3) / Piekspanning van het handmatige startysystem (EN60974-3) / Tensione di picco del disposito di innesco manuale (EN60974-3) / Napiècie szcztytoko urzadzenia do rozruchu rúcznégo (EN60974-3) | 11 kV | |||
| Courant de sortie nominal (I₂) / Normal current output (I₂) / nominaler Ausgangsstroom (I₂) / Corrente de salute nominal (I2) / Nominauxbonyы въединения (I2) / Nominaire utgangsstroom (I2) / Corrente di uscita nominale (I2) / Nominalny prad wychsowry (I2) | 10 A - 160 A 10 | A - 160 A 10 A - 200 A | ||
| Tension de sortie conventionnelle (U₂) / Conventional voltage output (U₂) / entsprchebe Arbeitsstappung (U₂) / Tensión de salda conventionnal (U2) / Ucbovnoьовь boхд�ьпанрженья (U2) / Conventional entugangsspanning (U2) / Tensione di uscita consevionale (U2) / Konwencjonalne naïpécie wychsowry (U2) | 20.4 V - 26.4 V | 4 V - 16.4 V 10.4 | V - 18 V | |
| - Facteur de marche à 40°C (10 min)* Norma EN60974-1 | - Cidex para工作的 40°C (10 min)* | Imax 20 % | 20 % | 20 % |
| - Duty cycle at 40°C (10 min)* | - Π% prä的工作 40°C (10 min)* | 60% | 90 A | 90 A |
| Standard EN60974-1. | Hopma EN60974-1. | |||
| - Einschltdauer @ 40°C (10 min)* | - Inschakeldur bei 40°C (10 min)* | |||
| EN60974-1 - Norm. | Norm EN60974-1. | 100% | 70 A | 70 A |
| - Cytid pracy w 40°C (10 min)* | - Cytid pracy w 40°C (10 min)* | |||
| EN60974-1 - Norm. | Norm EN60974-1. | |||
| Temperatures de fonctionnement / Functioning temperature / Betriebstemperatur / Temperatura de functimento / Paçozaia tempehapatra / Gebruiktemperatur / Temperatura di funzioniamento / Temperatura urzadzenia podzadas pracy | -10 à +40 °C | |||
| Temperatures de stockage / Storage temperature / Lagerungstemperatur / Temperatura de almacenaje / Tempecapatryx xanenma / Bewaertemperatur / Temperatura di stocaggio / Temperatura przechowyylandia | -20 à +55 °C | |||
| Degre de protection / Protection level / Schutzgrad / Grado de protección / Stretenь зац们的 / Beschermingsklasse / Grado di protezione / Stopien ochrony | IP21 | |||
| Classe d'isolation minimale des enrolements / Minimum coil insulation class / Class minima de aislamento del bobinado / Minimale isolatéklasse omwikkelungen / Classa minima di isolamento degli avvolgimenti / Miniminalaklass izolazioni okablowania | B | |||
| Dimensions (Lxbh) / Dimensions (Lxbh) / Abmessung (Lxbh) / Dimensones (Lxbh) / Pâzměpy (Длхlb) / Afmetingen (Lxbh) / Dimensonis (Lxbh) / Wymiary (DxSxW) | 23.5 x 43 x 35.5 cm | |||
| Poids / Weight / Gewicht / Peso / Bec / Gewicht / Peso / Waga | 12.5 Kg | |||
*Te cykle robocze wykonane są zgodnie z norma EN60974-1 w temperaturze 40^ Ciw cyklu 10 min.
Przy intensywny uzytkowaniu (>cykl pracy) moe wlaczy sie ochrona termiczna, w tym przypadku, wylacza sie suk, a zapala sie kontrlka
Pozostawic urzadzenie wlaczone, aby umo zwiwc jej ochchodzenie do czasu usuniecia zabeepieczenia.
Zrodro pradu spawania opisue spadajc characterystyke wyfciowa.
ICONES / SYMBOLS / ZEICHENERKLÄRUNG / SIMBOLOS / CUMBOJI / PICTOGRAMMEN / ICONA /IKONY
|  | - Attention ! Lire le manuel d'instruction avant utilisation. - BHMAMNEI ! ChTAYE INHCTPUKCIMIO NO ICSITOLBOVAMNO. - Caution ! Read the user manual. - Let op! Lees voorzichtig de gebruiksaanwijzing. - Achtung! Lesen Sie die Betriebsanleitung. - Attenzione! Leggere il manuale d'istruzioni prima dell'uso. - Cuidado, leer las instrucciones de'utilizacion. | - |
|  | - Convient au soudage dans un environnement avec risque accrue de chic electrique. La source de courant elle-même ne doit toutes participés dans de tels locaux. - Suitable for welding in an environment with an increased risk of electric shock. Such a current source must not however be placed in the welding room or in the surroundings. - Geeignet für SchweiBarbeiten im Bereich mit erhöhten elektrischen Risiken. Trotz dem solte die SchweiBquelle nicht unbedingt in solchen Bereichen betriebenen werden. - Adeuado para la soldadura en un entorno que comprende riesgos dechoque eletrico. No obstarante, la fuente de corriente no debe estar situada bajo el centro de lasas zonas. -Повхдддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддддд徳. - Geschicht voor het lassen in een ruimte met verhooed risiko op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaatst. - É consigliato per la soldatura in un ambiente con gran di risch e scosse elettriche. La fonte de corrente non deve essere localizzata in tale posto. - Nadaje sie do spawanca w 'srodowisku o zwiekszonym rzyku porazeniz pradel. Samo Žródo pradu ne doit bec umieszczone w tego typo pomieszczeniach. | |
| --- | - Courant de soudage continu / Continuous welding current / Kontinuierlicher SchweiBstrom / Corrente de soldadura continua / Henrepubnii chBaOpunni ToK / Conti-nue lasstroom / Corrente di soldatura continua / Staly prad spawania | |
| ~ | - Courant de soudage alternatif / Alternating welding current / Wechselender SchweiBstrom / Corrente altema de soldadura / Плоремпнь chBaOpunni ToK / Wisse-lende lasstroom / Corrente alternata di soldatura / Spawanie pradel przemiennym | |
| U0 | - Tension assignée à vide - Open circuit voltage - Leerlaufspannung - Tensión asignada en vacío - HominahlbHoe hapijxenge xohoctoro xoda - Nullastspanning - Ten-sione nominale a vuoto / Znamionowe napieçie proziome | |
| Up | Tension de crête assignée / Rated peak voltage / Nenn-Spitzenspannung / Tensión nominal de pico / HominahlbHoe nikkoBoe hapijxenge / Nominaile plekspanning / Tensione nominale di pico, / Szczytowe napieçie zamionowe | |
| \( X(40^{\circ}C) \) | - Facteur de marche selon la norme EN60974-1 (10 minutes - 40°C). - Duty cycle according to standard EN 60974-1 (10 minutes - 40°C). - Einschaltdauer: 10 min - 40°C, richlinienkonform EN60974-1 - Cido di lavoro conforme alla norma EN60974-1 (10 minut - 40°C). - Factor de funconcimiento según la norma EN60974-1 (10 minutos - 40°C). | - NB% corglaco Norpe EN 60974-1 (10 Minhyt - 40°C). - Inschakeldaar volgens de norm EN60974-1 (10 minuten - 40°C). - Cido di lavoro conforma alla norma EN60974-1 (10 minutu - 40°C). |
| I2 | I2: courant de soudage conventionnel correspondant / I2: corresponding conventional welding current / I2: entsprechender SchweiBstrom / I2 : Corrientes correpon-dientes / I2: coontbetrctbvyoiu nnomnHaBnB chBaOpunni ToK / I2 : overeenkomstige conventionele lasstroom / I2: corrente di sellatura convenzionale corrispon-dente. / I2: odpwiednki konwencjonalny prad spawania | |
| A Ampères | - Amps - Ampere - Amper - Ampère - Amper - Ampery | |
| U2 | U2: Tensions conventionnelles en charges correspondantes / U2: Conventional voltage in corresponding loads / U2 : Tensiones conventionales en carga / U2: ents-prechende Arbeitsstpannung / U2: HominahlbHoe hapijxenge pri ni coontbetrctbvyoiuuxn hargyizkax. / U2 : conventionele spanning in correspondenderende belasting / U2: Tensioni convnizionali in cariche correspondenti. / U2: NapiCiia konwencjonalne przy odpwiednich neladowaniach | |
| V Volt - Volt | - Volt - Voltios - Bolyt - Volt - Volt - Volt | |
| Hz Hertz - Hertz | - Hertz - Hertz - Tepu - Hertz - Hertz - Hertz | |
| U1 | - Tension assignée d'alimentation - Rated power supply voltage - Netzspannung - Tensión de la red - HominahlbHoe hapijxenge nltanian. - Netspanning - Tensione nominale di alimentazione.. - NapiCiie znamionowe zasilania | |
| I1max | - Courant d'alimentation assigné maximal (valeur efficace). - Maximum rated power supply current (effective value).. - Maximaler Versorgungsstrom (Effektiwert) - Corriente maxima de alimentacion de la red - MaksimahlbHne cTeBov Tok (Фф�сткнвою Зачеси). - Maximale nominale voedingsstrom (effective waarde) - Corrente di alimentazione nominale massima (valore effettivo). - Maksymalny prad znamionowy zasilania (wartosc skuteczna). | |
| I1eff | - Courant d'alimentation effectif maximal - Maximum effective rated power supply current - Maximaler tatsächlichen Versorgungsstrom - Corrente de alimentacion efec-tiva maxima - МaksimahlbHne зф�сткнвою сTeBov Tok. - Maximale effective voedingsstrom - Corrente di alimentazione massima effettiva. - Maksymalny efektywny prad zasilania | |
| PROTIG 200 AC/DC | |
| CE | - Matériel conforme aux directives européennes, La déclaration UE de conformité est disponible sur notre site. - Device(s) compliant with European directives. The certificate of compliance is available on our website. - Die Geräte entsprechchen die europäischen Richtlinien. Die Konformityserklagung finden Sie auf unsere Website. - El aparato está conforme à las normas europeas. La déclaration de conformità est disponible en n'estra ppage Web. - Aparato (s) conforme (s) à las directives europeas. La déclaration de conformità est disponible en n'estra ppage Web. - Het apparaat is in overeesterming met met de Europee richtlinien. De conformitésverklaring ist te vinder op once internetsite. - Dispositivo(1)conformé(1)alle directiveeuropee. La dichiarazione di conformità è disponibile sul loro site internet. - Urzadzeniejz jodzne 2 dycktwyami eugnolinoi. Deklarazione zgodnosiùEJestjostedna stronie internetowj. |
| IEC 60974-1IEC 60974-3IEC 60974-10Class A | - La source de courant de soudage est conforme aux normes IEC60974-1/-3/-10 et de classe A.- This welding machine is compliant with standard IEC60974-1/-3/-10 of class A.- Die Schwefelstromqueille entspricht der Norm IEC60974-1/-3/-10, Klasse A-Gerät.- El aparato es conformale a las normas IEC60974-1/-3/-10 y de classe A.- Ictochnik caapuchono toto oteueaertnapm IEC60974-1/-3/-10 i ontochntcK klaccy A.- De lasstroomvoerdiening is conform an de IEC60974-1/-3/-10 en klasse A norm.- La fonte di corrente di saludata é conforme alle norme IEC60974-1/-3/-10 di classe A.- Zrédiliprdu spawania spelhia wymagania normaly IEC60974-1/-3/-10 jest klasy A. |
| - Ce matériel fait l'objet d'une collecte sélective selon la directive européenienne 2012/19/EU. Ne pas jeter dans une poulle domestique! - This hardware is subject to waste collection according to the European directives 2002/96/EU. Do not throw out in a domestic bin! - Für die Entungsung Ihres Gerätes getten besonderbete Stimmungen (sondermül) gemäß europäische Bestimmung 2012/19/EU. Es dart nicht mit dem Haumull entsorgiert. - Este material sujeeto a la recogida por separado de acordo con la Direita de la UE 2012/19 / UE. No tire en un cubo de basura domestica! - Τro oborpoedanoe noedkemit nepeperabokme corgansko dupeckimbe Eepocosozma 2012/19/EU. He bápcaabayb v bouin mycosopoborriu! - Afzonderlijke inazaming veristet volgens de Europére richtlin 2012/19/EU. Gool het apaaraat net bij het hulshoudeijlk afval! - Questo dispositivo o eggeto di racolta differentiata secondo la direttiva europaea 2012/19/EU. Non gettarne nei rufiti domestici! - Urzadzenie to podlega selektywnaj blórcr odapdoz gzdnie z dycktywqa UZ 2012/19/EU. Né wyrzucac do zwyklego koska! | |
| - Produkt recyclable qui relève d'une consigne de tri - This product should be recycled appropriately - Produkt mugs getent ensort wirden. Werfen Sie das Gerät nicht in den Haumull. - Produktto recidibale quo require la separation determinada. - 3rot amaparat nopekemut yvnihuauiu - Product recyclebaar, net bij het hulshoudeijlk afval gopien - Produktto ricidiable ch assoume un ordine di smitamento - Produkt nadeaje sie do recycling zgodnie z instructukjami sortowni | |
| EAC | - Marque de conformità EAC (Communauté économique Eurasienne). - EAC Conformity marking (Eurasian Economic Community). - EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft) - Marca de conformità EAC (Comunidad economica euroasítica) - 3nak cootterstbrn EAC (Epaasienkxoe xekonmienckxoe coo6eustbo). - EAC (Euraziatische Economische Gemeenschap) merkdeteken van overestenstemming - Marchio di conformità EAC (Comunità economica Eurasiana). - Znak zgodnosià EAwG EAC (Euroazjatcyka Wspólnota Gospodarcza). |
| - CMIM : Certification Marocaine - CMIM : Moroccan Certification - CMIM : Marokkanische Zertifizierung - CMIM : Certification Marroqui - CMIM : Marokkanische certifikation - CMIM : Marokkanense certificering - CMIM : Certificazione Marocchina - CMIM : Certifikat Maroko | |
| UKP | - Matériel conforme aux exigencies britanniques, La déclaration de conformità britannique est disponible sur notre site (voir à la page de couverture). - Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). - Das Gerät entspricht den Britisches Richtlinien und Normen. Die Konformitätserklagung für Grossbritannien ist auf unserer Internetelle verfügbur (siehe Titelseite). - Equipo conforma a los requisitosBritanos. La Declaración de Conformità Británica est disponible en notre sua网页 web (vase la portada). - Matarpaim cootterstbrn treetbnoBemKbOcbpamnien. Zablenne o cootterstbrn dmber BemKbOcbpamnien doctytno na Hauwem be6-cate (CM, rnaHuy no strapanu). - Material conormal aan de Brieis eugenie. De Britische verlacing van overeckenkomt is beschicklaar op once website (zie oslemaggina). - Materiale conforma alla esigenze Britanniche. La dichiarazione di conformità britannica è disponibile sul notre site (vedere pagna di copertina). - Sprzegt spelinia wymagania brytyskje. Brytyskja delcidaracja zgodnosić jest dostepna na nazee| stromic internetowj (patz strona tatyluova). |
| - Information sur la temperature (protection thermique). - Inzhopmazzaino no tenneheptarype (termpozao)? - Information zur Temperatur (Thermochutz) - Informazione sui temperatura (Inverter) DC e AC - Zrédiloi zaslania w technology intercera DC i AC | |
| - Entrée de gaz / Gas inlet / Gasinlass / Entrada de gas / rasa na xkope / Gasinaat / Ingresso gas / Wlot gazu | |
| - Polarité / Polarity / Polarità / Polaridat / Polaridat / Polarichot / Polaritàe / Polarità / Polaryzaja | |
| - Source de courant de technologie ondulator / C.C et CA - Power source of inverter technology / DC and AC technology - Wechselnichter / Stromquelle in DC- und AC-technik. - Inversor / Puerto de energia de Tecnología de CC y CA - Nizeprop / DC no nepenzuvoro toka Tehnokomim noctonika pmtanria - Omvarmor / DC- en AC-technologie stroombron - Fonte di alimentazione con Tecnología Inverter / DC e AC - Zrédiloi zaslania w technology intercera DC i AC | |
| 1-50/60Hz | Alimentation électrique monophasse 50 ou 60Hz / Single phase power supply 50 or 60 Hz / Einphasige Netzversorgung mit 50 oder 60Hz / Alimentación eletrónica mo-fonafáica 50 ou 60Hz / Ondopazãoque les elektroniques de 50 ou 60Tu / Enkelfase elektrische voeding 50 Hz of 60Hz . / Alimentazione eletrica monofase 50 ou 60Hz / Zaslanie jegnofazone 50 lub 60Hz |
| - Soudage à l'électrode enrobée (MMA - Manual Metal Arc) - MMA welding (Manual Metal Arc) - Schwellenmit umhülter Elektronique (E-Handschwellen) - Soldadura con electrodos refractarios (TIG - Tungsten Inert Gas) - Câbpka anektropodom c obmaskov (MMA - Manual Metal Arc) - Câbpka TIG (Tungsten Inert Gas) - Booglatten met belkedeelektronie (MMA - Manual Metal Arc) - Saldatura ad elettro dovrestto (MMA - Manual Metal Arc) - Spawanie elektrodiama otulonym (MMA - Manual Metal Arc) | |
| - Soudage TIG (Tungsten Inert Gaz) - TIG welding (Tungsten Inert Gaz) - TIG - (WIG)-Schwellen (Tungsten (Wolfram) Inert Gas) - Soldadura TIG (Tungsten Inert Gaz) - Câbpka TIG (Tungsten Inert Gaz) - TIG - (Tungsten Inert Gaz) - Saldatura TIG (Tungsten Inert Gaz) - Spawanie TIG (Wolfram Gaz Obojtnego) | |





