
MOL254 - Macchina da cucire JUKI - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo MOL254 JUKI in formato PDF.

| Tipo di prodotto | Macchina automatica per applicare passanti per cintura |
| Marca | Juki |
| Modello | MOL254 |
| Utilizzo | Fissaggio automatico di passanti per cintura su indumenti |
| Dimensioni (L x l x H) | 1200 x 800 x 1350 mm (porta-bobina non compreso) |
| Peso | 230 kg |
| Alimentazione elettrica | 200-400 V CA ±10 %, 50/60 Hz |
| Consumo elettrico | 350 VA |
| Pressione aria richiesta | 0,5 MPa |
| Velocità di cucitura massima | 2 500 punti/min (passo di cucitura max. 3,4 mm) |
| Tipo di uncino | Uncinetto semi-rotante orizzontale (lubrificazione a stoppino d'olio) |
| Ago | DPx17 n°19 a n°21 (standard export n°21) |
| Lubrificazione | Olio New Defrix Oil N°2, lubrificazione manuale centralizzata |
| Tavolo di lavoro | Altezza regolabile da 920 a 1 250 mm (dal pavimento alla piastra ago) |
| Manutenzione ordinaria | Pulizia del filtro dell'aria, scarico olio esausto, lubrificazione quotidiana delle parti mobili |
| Sicurezza | Dispositivi di sicurezza (coperchi, protezione dita, messa a terra), arresto di emergenza, allarmi |
| Parti di ricambio | Utilizzare esclusivamente parti Juki originali |
| Riparabilità | Interventi riservati a un tecnico autorizzato Juki |
Domande frequenti - MOL254 JUKI
Domande degli utenti su MOL254 JUKI
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Macchina da cucire in formato PDF gratuitamente! Trova il tuo manuale MOL254 - JUKI e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. MOL254 del marchio JUKI.
MANUALE UTENTE MOL254 JUKI
Macchina Automatica Attaccapassanti, 2 Aghi
MOL-254
INSTRUCTION MANUAL BETRIEBSANLEITUNG MANUALE D'ISTRUZIONI
MANUEL D'UTILISATION MANUAL DE INSTRUCCIONES
NOTA : Leggere attentamente e compredere tutte le istruzioni per la sicurezza prima di iniziare l'uso di esta macchina. Conservare quello Manuale d'Instruzioni per pronto riferimento.
Per la macchina per cucire, la macchina automatica ed i dispositivi ausiliari (di seguito denominati collettamente come "macchina"), è inevitabile condurre lavori di cucituria vicino a parti in movimento della macchina. Cio significha che c'è sempre una possibilità di venire accidentallymente a contatto con parti in movimento. Si consiglia vivamente,agli operatori che azionano effettivamente la macchina e al personale di manutenzione coinvolto nella manutenzione e riparazione della macchina, di leggere con attenzione per comprehere appieno le seguenti AVVERTENZE PER LA SICUREZZA prima di utilizzato la macchina/effettuare la manutenzione della macchina. Il contento delle AVVERTENZE PER LA SICUREZZA comprende gli articoli che non sono contentuti nelle specifiche del prodotto.
Le significato delle etichette. Assicurarsi di comprendere pienamente la segunte descrizione e di rispetto rigorosamente le istruzioni.
(I) Spiegazione dei livelli di rischio
| PERICOLO: Questa indicatorie è presente dove vi è un immediato pericolodi gravi lesioni o morte se la persona incaricata o terzi manovrano male la macchina o non evitano la situazione pericolosa quando si aziona la macchina o si effettua la manutenzione della macchina. |
| AVVERTIMENTO: Questa indicatorie è presente dove vi è un potenziale pericolodi gravi lesioni o morte se la persona incaricata o terzi manovrano male la macchina o non evitano la situazione pericolosa quando si aziona la macchina o si effettua la manutenzione della macchina. |
| ATTENZIONE: Questa indicatorie è presente dove vi è un pericolodi di lesioni leggere o medie se la persona incaricata o terzi manovrano male la macchina o non evitano la situazione pericolosa quando si aziona la macchina o si effettua la manutenzione della macchina. |
| Articoli che richiedono particolare attenzione |
(II) Spiegazione delle icone di avvertimento e delle etichette diindicazione
| Icona di avventamento | Vi è un pericololo di lesioni se si viene a contatto con una sezione in movimento. | Icona di avventamento | Tenere presente che se si tiene la macchi-na per cucire durante il funzionamento, possono essere causate le ferite alle mani. | |||
| Vi è un pericololo di scosse elettriche se si viene a contatto con una sezione ad alta tensione. | Vi è un pericololo di intrappolamenti nella cinghia con seguenti lesioni. | |||||
| Vi è un pericololo di scottature se si viene a contatto con una sezione ad alta temperatura. | C'è il rischio di lesioni se si tocca il trasportatore del bottone. | |||||
| Tenere presente che se i raggi la-ser entrano nell'occhio direttamente, possono danneggiare la vista. | Elicitetta di indicazione | Il corretto senso èindicato. | ||||
| C'è il rischio di contatto tra la testa dell'operatore e la macchina per cucire. | Il collegamento di un filo di messa a terra èindicato. | |||||
| Etichetta di avventamento | 1→2→3→1·C'è la possibilità che ferimenti da leggeri a gravi oppure morte vengano causati.C'è la possibilità che ferimenti vengano causati se si toccano elementi mobili.2·Effettuire il lavoro di cucitura con il riparo di sicurezza.Effettuire il lavoro di cucitura con il coperchio di sicurezza.Effettuire il lavoro di cucitura con il dispositivo protettivo di sicurezza.3·Assicurarsi di spegnere la macchina prima di effettuire "infilatura della testa della macchina", "sopportuzione dell'ago", "sopportuzione della bobina" o "lubrificazione e pulizia". | 1→2→3→1·C'è la possibilità che ferimenti da leggeri a gravi oppure morte vengano causati.2·Effettuire il lavoro di cucitura con il riparo di sicurezza.Effettuire il lavoro di cucitura con il coperchio di sicurezza.Effettuire il lavoro di cucitura con il dispositivo protettivo di sicurezza.3·Assicurarsi di spegnere la macchina prima di effettuire "infilatura della testa della macchina", "sopportuzione dell'ago","sopportuzione della bobina" o "lubrificazione e pulizia". | ||||
| Etichetta pericoloscariche elettriche | 4 | 危险 | DANGER | |||
| 高電圧部分に触い、大千伏を乗る工号が有。電源を切て、5分以上たてか5力ローはすて。 | Hazardous voltage will cause injury.Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. | |||||

PERICOLO
- Quando è necessario après la centralina di controllo contente parti elettriche, assicurarsi di disattive l'alimentazione e di attendere cinque minuti o più prima di après il coperchio al fine di evitare gli incidenti causati da scosse elettriche.

ATTENZIONE
Precauzioni di basebasiicas
- Assicurarsi di leggere il manuale d'istruzioni e altri documenti esplicitativi in dotazione con la macchina prima di utilizzare la macchina. Conservare il presente manuale ed i documenti esplicitativi in un luogo sicuro affinché possano essere sempre disponibili.
- Il contentuto di questa sezione include gli articoli che non sono contenuti nelle specifiche del prodotto.
- Assicurarsi di indossare occhiali di sicurezza per la protezione contro gli incidenti causati alla rottura dell'ago.
- Coloro che utilizzato uno stimolatore cardiaco devono usare la macchina, previa consulazione con un medico specialista.
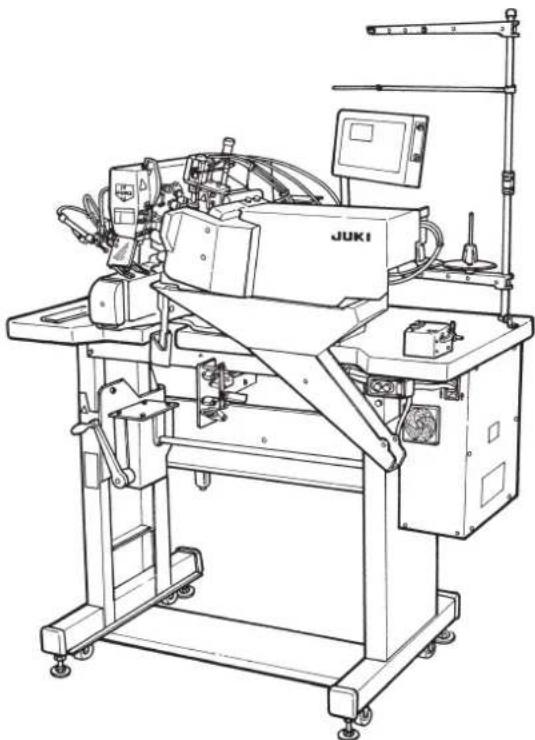
Dispositivi di sicurezza ed etichette di averporto
- Assicurarsi di azionare la macchina dopo aver controllato che i dispositivi di sicurezza siano installati correttamente ai posti giusti e funzionino regolarmente al fine di prevenir gli incidenti causati alla mancanza dei dispositivi.
- Se uno qualsiasi dei dispositivi di sicurezzaiene rimioso, assicurarsi di rimetterlo a posto e controllare che funzioni regolarmente al fine di prevenire gli incidenti che possono causare lesions personali o morte.
- Assicurarsi di mantenere le etichette di avventimentoaderite sulla macchina chiaramente visibili al fine di prevenire gli incidenti che possono causare lesioni personali o morte. Se una qualsiasi delle etichette è macchiata o scollata, assicurarsi di cancellarla con una nuova.
Scopi modifica
- Non utilizzato mai la macchina per altri scopi all'influori di quelli indicatori ne in altri modi all'influori di quello prescritto nel manuale d'istruzioni al fine di prevenire gli incidenti che possono causare lesioni personali o morte. La società JUKI non si assume responsabilità alcuna per eventuali danni o lesions personali o morte causati dall'uso della macchina per altri scopi all'influori di quelli indicatori.
- Mai modificare ne alterare la macchina al fine di prevenire gli incidenti che possono causare lesions personali o morte. La società JUKI non si assume responsabilità alcuna per eventuali danni o lesions personali o morte causati alla modifica o alterazione della macchina stessa.
Istruzione e addestramento
- Al fine di prevenire gli incidenti causati alla mancanza di familiarità con la macchina, la macchina deve essere utilizzata unico operatore che sa stato addestrato/istruito dal dato di lavoro per quanto riguarda il funzionamento della macchina e su come far funzionare la macchina in sicurezza per acquisire adeguate conoscenze e abilità di operazione. Al fine di garantire quanto sopra, il dato di lavoro deve stabilire un piano di istruzione/addestramento per gli operatori e deve istruire/addestrari in anticipo.
Articoli per i quali la macchina deve essere disattivata
Disattivazione: Spegnimento dell'interruttore dell'alimentazione, quindi disinserimento della spina dalla presa di corrente. Questo vale per i seguenti articoli.
- Assicurarsi di disattivare immediatamente la macchina quando si constatano anomalie o guasti o in caso di mancanza di corrente per la protezione contro gli incidenti che possono causare lesioni personali o morte.
- Per la protezione contro gli incidenti causati dall'avvio improvisario della macchina, assicurarsi di disattive la macchina prima di effettuare le seguenti operazioni. Per la macchina che incorpora un motore a frizione, in particolare, assicurarsi di disattivare la macchina e controllare che la macchina sia completinge ferma prima di effettuare le seguenti operazioni.
2-1. Ad esempio, quando si infrilano le parti come l'ago, il crochet, lo stendifilo, ecc che devono essere infrilati, o quando si cambia la bobina.
2-2. Per esempio, quando si cambia o si regola un componente qualsiasi della macchina.
2-3. Ad esempio, quando si ispeziona, si ripara o si pulisce la macchina o si lascia il posto di lavoro. - Assicurarsi di disinserire la spina di alimentazione tenendo la spina invece del cavo al fine di evitare scosse elettriche, dispersione verso terra o incendi.
- Assicurarsi di disattivare la macchina agli volta che la macchina è lasciata incustodita durante la pausa lavoro.
- Assicurarsi di disattivare la macchina in caso di mancanza di corrente al fine di prevenire gli incidenti causati alla rottura di componenti elettrici.
PRECAUZIONI DA PRENDERE IN VARIE FASI OPERATIVE
Trasporti
- Assicurarsi di sollevare e spostare la macchina in modo sicuro tenendo in considerazione il peso della macchina. Fare riferimento al testo del manuale d'istruzioni per la massa della macchina.
- Assicurarsi di adottare misure di sicurezza sufficienti per evitare la caduta e cose simili prima di sollevare o spostare la macchina per la protezione contro gli incidenti che possono causare lesioni personali o morte.
- Una volta che la macchina è stata sballata, mai riimballarla per il trasporto per proteggere la macchina contro la rottura causata da incidenti imprevisti o cadute.
Sballatura
- Assicurarsi di sballare la macchina nell'ordine prescritto al fine di prevenire gli incidenti che possono causare lesions personali o morte. Quando la macchina è imballata in cassa di legno, in particolare, assicurarsi di controllare attentamente i chiodi. I chiodi devono essere rimossi.
- Assicurarsi di controllare la macchina per la posizione del suo centro di gravità e di tirarla fuori dall'imballo attendamente al fine di prevenire gli incidenti che possono causare lesions personali o morte.
Installazione
(I) Tavolo e supporto del ravolo
- Assicurarsi di utilizzare il davolo e il supporto del davolo originali JUKI al fine di prevenire gli incidenti che possono causare lesioni personali o morte. Se è inebtable usare un davolo e un supporto del davolo che non sono quelli originali JUKI, selezionare un davolo e un supporto del davolo che siano in grado di sostenere il peso della macchina e la forza di reazione durante il funzionamento.
- Se si montano le rotelle sul supporto del ravolo, assicurarsi di utilizzare le rotelle con un meccanismo di bloccaggio e di bloccarle per fissare la macchina durante il funzionamento, la manutenzione, l'ispezione e la riparazione al fine di prevenire gli incidenti che possono causare lesions personali o morte.
(II) Cavi e cablaggio
- Assicurarsi di evitare che una forza eccessiva venga applicata al cavo durante l'uso al fine di evitare scosse elettriche, dispersione verso terra o incendi. Inoltre, se è necessario cablare vicino alla categoria di funzionamento come la cinghia a V, assicurarsi di lasciare uno spazio di 30 mm o più tra la sezione di funzionamento e il cavo.
- Assicurarsi di evitare l'inserimento di troppe spine su una stessa presa di corrente al fine di evitare scosse elettriche, dispersione verso terra o incendi.
- Assicurarsi di collegare i connettori in modo sicuro al fine di evitare scosse elettriche, dispersione verso terra o incendi. Inoltre, assicurarsi di disinserire il connettore tenendo la sezione di connettore.
(III) Messa a terra
- E necessario che una spina appropriata di alimentazione sia installata da parte di un perito elettrico al fine di prevenire gli incidenti causati da dispersione verso terra o rigidità dielettrica. Inoltre, assicurarsi di collegare la spina di alimentazione alla presa di corrente completa di terra.
- Assicurarsi diMETTARE a terra il filo di messa a terra al fine di prevenire gli incidenti causati da dispersione verso terra.
(IV) Motore
- Assicurarsi di utilizzare il motore nominale specificato (prodotto originale JUKI) al fine di prevenire gli incidenti causati alla bruciatura.
- Se un motore a frizione disponibile in commercio è usato con la macchina, assicurarsi di selezionale uno con un copripuleggia anti-intrappolamenti per la protezione contro intrappolamenti nella cinghia a V.
Prima della messa in funzione
- Assicurarsi che i connettori e cavi siano esenti da danni, perdita di parti e allentamento prima di attivare l'alimentazione al fine di prevenire gli incidenti con seguenti lesioni personali o morte.
- Mai mettere la mano nelle sezioni in movimento della macchina al fine di prevenire gli incidenti che sono causare lesioni personali o morte.
Inoltre, controlling che il senso di rotazione della puleggia corrisponda alla freccia indicata sulla puleggia. - Se il supporto del tavolo con le rotelle è utilizzato, assicurarsi di fissare il supporto del tavolo bloccando le rotelle o con i regolatori, se dotato di regolatori, per la protezione contro gli incidenti causati dall'avvio improvviso della macchina.
Durante il funzionamento
- Assicurarsi di non avvincare dita, capelli, lembi di vestiaro o oggetti allesezioni in movimento come il volantino, la pulegia a mano e il motore quando la macchina è in funzione al fine di prevenir gli incidi causati da intrappolamenti che possono causare lesioni personali o morte.
- Assicurarsi di nonMETTE le dita vicino alle aree circostanti dell'ago o all'interno del coperchio della leva tirafilo quando si attiva l'alimentazione o quando la macchina è in funzione al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
- La macchina gira ad una velocità elevata. Non avvincare mai le mani allesezioni in movimento come il crochet, lo stendifilo, la barra dell'ago e il coltello tagliatessuto durante il funzionamento al fine di proteggere le mani contro le lesions. Inoltre, assicurarsi di disattivare l'alimentazione e controllare che la macchina sia completamente ferma prima di cancellare il filo.
- Fare attenuation che le dita o altre parti del corpo non vengano intrappolate tra la macchina e il ravolo quando si rimuove la macchina dal ravolo o la si rimette sul ravolo al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
-
Assicurarsi di disattivare l'alimentazione e controllare che lamacchina e il motore siano completamente fermi prima di rimuovere il copricinghia e la cinghia a V al fine di prevenire gli incidenti causati dall'avvio improvviso della macchina o del motore.
-
Se un servomotore è'utilizzato con la macchina, il motore non è rumoroso quando la macchina è in stato di riposo. Assicurarsi di non dimenticare di disattivare l'alimentazione al fine di prevenir gli incidenti causati dall'avvio improvviso del motore.
-
Non utilizzato mai la macchina se l'apertura di raffreddamento della centralina di alimentazione del motore è otturata al fine di prevenir gli incendi causati da surriscaldamenti.
Lubrificazione
- Assicurarsi di utilizzare l'olio originale JUKI e il grasso originale JUKI per le parti da lubrificare.
- Nel caso in cui l'olio venisse a contatto con gli occhi o con il corpo, assicurarsi di lavare via immediamente al fine di prevenire l'inflammazione o l'irritazione.
- Nel caso in cui l'olio venisse ingerito involontariamente, assicurarsi di consultare immediatamente un medico al fine di prevenir la disarea o il vomito.
Manutenzione
- Al fine di prevenir gli incidenti causati alla mancanza di familiarità con la macchina, la riparazione e la regolazione deve essere effettuata da un technician di manutenzione che conosca bene la macchina nei limiti definiti nel manuale d'istruzioni. Assicurarsi di utilizzare le parti originali JUKI quando si sostituiscono le parti della macchina. La società JUKI non si assume responsabilità alcuna per eventuali incidenti causati alla riparazione o regolazione inadequata o dall'uso di altre parti all'influori di quella originali JUKI.
- Al fine di prevenire gli incidenti causati della mancanza di familiarità con la macchina o da scosse elettriche, assicurarsi di fidare la riparazione e la manutenzione (compreso il cablaggio) dei componenti elettrici ad un tecnico elettrico della vostra azienda, della JUKI o dei distributori nella vostra zona.
- Quando si effettua la riparazione o la manutenzione della macchina che usa le parti ad azionamento pneumatico come un cilindro pneumatico, assicurarsi di rimuovere il tubo di alimentazione dell'aria per eliminare l'aria che rimane nella macchina in anticipo al fine di prevenire gli incidenti causati dall'avvio improvviso delle parti ad azionamento pneumatico.
- Assicurarsi di controllare che le viti ed i dadi siano esenti da allentamento dopo il completamento della riparazione, regolazione e sostituzione delle parti.
- Assicurarsi di pulire periodicamente la macchina durante il periodo di utilizzo. Assicurarsi di disattivare l'alimentazione e controllare che la macchina e il motore siano completenessfermo prima di pulire la macchina al fine di prevenire gli incidenti causati dall'avvio improvviso della macchina o del motore.
- Assicurarsi di disattivare l'alimentazione e controllare che la macchina e il motore siano completamente fermi prima di effettuare la manutenzione, l'ispezione o la riparazione della macchina. (Per la macchina con un motore a frizione, il motore continuera a girare per un po' per inerziaanchecco afterdisattivato l'alimentazione. E necessario perchéfare attenzione.)
- Nel caso in cui la macchina non potesse essere azionata regolarmente dopo la riparazione o la regolazione, interrompere immediamente il lavoro e contattare la JUKI o i distributori nella vostra zona per la riparazione al fine di prevenir gli incidenti che possono causare lesioni personali o morte.
- Nel caso in cui il fusibile fosse bruciato, assicurarsi di disattivare l'alimentazione ed eliminare la causa della bruciatura del fusibile e di sostituire il fusibile bruciato con uno nuovo al fine di prevenire gli incidenti che possono causare lesioni personali o morte.
- Assicurarsi di pulire periodicamente la presad'aria del ventilatore e di ispezionare l'area intorno al cablaggio al fine di prevenire gli incendi del motore.
Ambiente operativo
- Assicurarsi di utilizzare la macchina in un ambiente che non sia influenzata dalla forte sorgente di rumore (onde elettromagnetic) come una saldatrice ad alta frequenza al fine di prevenire gli incidenti causati da malfunzionamenti della macchina.
- Non utilizzare mai la macchina in un luogo in cui la fluttuazione della tensione di alimentazione supra "tensione nominale ± 10% " al fine di prevenire gli incidenti causati da malfunzionamenti della macchina.
- Per quanto riguarda i dispositivi ad azionamento pneumatico come un cilindro pneumatico, assicurarsi di controllare che sa ottenuta la pressione specificata dell'aria per quosti dispositivi prima di utilizzarli al fine di prevenire gli incidenti causati da malfunzionamenti della macchina.
- Al fine di utilizzare la macchina in sicurezza, assicurarsi di usarla in un ambiente che soddisfi le seguenti condizioni;
Temperatura dell'ambiente operativo dai 5^ ai 35^
Umidità relativà dell'ambiente operativo dal 35% ai 85%
- Se la macchina viene spostata da un luogo fresco a un luogo caldo, potrebbero verificarsi fenomeni di condensa. In quello caso, attivare l'alimentazione dopo essersi accertati che non siano presenti gocce di acqua all'interno della macchina al fine di prevenir gli incidenti causati alla rottrura o malfunzionamenti dei componenti elettrici.
- Durante temporali con fulmini e tuoni, assicurarsi di interrompere il lavoro per motivi di sicurezza e di disinserire la spina di alimentazione al fine di prevenire gli incidenti causati alla rottura o malfunziona-menti dei componenti elettrici.
- A seconda delle condizioni delle onde radio, la macchina potrebbe generare rumore nella ricezione TV o radio. In quello caso, usare la TV o la radio posizionandole ben lontano alla macchina.
- Al fine di garantire la sicurezza nell'ambiente di lavoro, devono essere rispetto le leggi e le normative locali nel paese in cui è installata la macchina per cucire. Nel caso in cui il controllo del rumore sia necessario, un protettore auricolare o altri articoli di protezione devono essere indossati in base alle leggi e alle normative vigenti.
- Il prodotto, l'imballaggio relativ e l'olio lubrificante usato devono essere smaltiti in modo corretto in conformità alle leggi del paese in cui la macchina per cucire è utilizzata.
Precauzioni da adottare in modo da utilizzare la
MOL-254 in modo più sicuro
| 1. Al fine di evitare incidenti causati da scosse elettriche, non apree il coperchio della morsettiera elettrica del motore, né toccare i componenti montati all'interno della morsettiera stessa. | |
| 1. Al fine di evitare possibili ferimenti causati dall'avvio improviso della macchina, premere l'interruttore di avviamento dopo esseri accertati che non ci saria alcuna interferenza fatto l'ago quando si avvolge il filo. 2. Al fine di evitare possibili ferimenti causati dall'avvio improviso della macchina, quando si accende l'interruttore di cuciturà pronta o l'interruttore di infilatura, non mettere le dità sulla piedino premistoffa poichè il piedino premistoffa si abbassa automaticamente. Non avvincare la dità al piedino premistoffa quando la macchina è in funzione. 3. Non mettere le dità vicino all'area del punto d'entrata dell'ago o all'interno del carter tirafilo a macchina in funzione. 4. Prima di rimuovere i coperchi in dotazione con la macchina, l'interruttore dell'alimentazione deve essere spento之意 fallato. 5. Se la macchina è provvista di dispositivi di sicurezza come coperchi, salvadita e protezione occhi, non azionare mai la stessa之意 di queste. Qgni volte che si staccano quosti dispositivi alla macchina, installari nelle loro posizioni originali. 6. Rotelle e bulloni di regolazione devono essere fissati prima di utilizzare la macchina. 7. Se è necessario arrestare la macchina all'improvviso quando la macchina è in funzione, preme l'interruttore di stop temporaneoosto sul pannello di controllo. 8. Attentamente inclinarere/sollevare la macchina con tutte e due le mani, quando necessario, dello aver spento l'interruttore dell'alimentazione. 9. Il dispositivo alimentapassanti comincia a lavorare, simultaneamente con l'accensione dell'interruttore di cuciturà pronta, per consentire alla sua forcella di spostarsi ad alta velocità con un passante verso l'area fatto l'ago. Questo significiva che la forcella potrebene penetrare nelle mani o dità se si mette la mano entro l'area pericolosa. Percchio, è necessarioMETTE LA MANO LA CORRETA POSizione operativa e non metterla mai nell'area pericolosa. | |
| 10. Per garantire le condizioni di sicurezza non fare funzionare la macchina sprovvista di messa a terra. 11. Il motore è completamente silenzioso quando la macchina è in stato di riposo. Percchio,fare attentionione a non dimenticare di spegnere la macchina al termine del lavoro. 12. Se la macchinaiene spostata da un luogo fresco a un luogo caldo potrebbero verificarsi fenomeni di condensa. In quello caso avviare la macchina dopo esseri accertati che non siano presenti gocce di acqua all'interno della macchina. 13. Spagnere l'interruttore dell'alimentazione prima di collegare/staccare la spina alla presa di corrente. 14. Fare attenzione alla manipolazione di quello prodotto in modo da non versare acqua odolio, da non sottoporre a urti con caduta, e cose simili poché quello prodotto è uno strumento di precisione. 15. Questa è un prodotto di Classe A. In un ambiente domestico, quello prodotto potrebbe causare radiodisturbi. In tal caso, potrebbe essere richiesto all'utente di effettuare le azioni correttive opportune. 16. Fare attenzione a non avvincare le mani alle zone di funzionamento della forcella, tagliapassante, dispositivo di estrazione del passante, dispositivo di spostamento del crochet e piedino premistoffa poichè questo parti eseguito le loro azioni initiali quando si preme l'interruttore RESET fatto avivato l'alimentazione. |
Dispositivi di sicurezza ed etichette di avvertimento

Attenzione
Inoltre, tenere presente che i dispositivi di sicurezza come "protezione occhi" e "salvadita" possono essere omessi negli schizzi, illustrazioni e figure inclusi nel Manuale d'Istruzioni per amplificare la spiegazione. Nell'uso pratico, non rimuovere mai i dispositivi di sicurezza.
CONTENTS
I. SPECIFICATIONS 1
II. NAMES AND FUNCTIONS OF COMPONENTS 11
Ⅲ. INSTALLATION 16
II. NOMI E FUNZIONI DEI COMPONENTI 15
Ⅲ. INSTALLAZIONE 16
- Fissaggio del sostegno del ravolo 16
- Installazione del portafilo.. 16
- Regolazione dell'aria 17
- Rimozione dei bulloni di fissaggio della testa...17
- Installazione dell'avvolgibobina 18
- Regolazione dell'altezza del ravolo 18-1
IV. PREPARAZIONE 19
- Lubrificazione 19
(1) Testa della macchina 19
(2) Superficie della guida di scorrimento del crochet. 19
(3) Piastra di lubrificazione dell'asta della manovella. 20
(4) Sezione di bussola anteriore dell'albero principale 21
(5) Dispositivo alimentapassanti 22
-
Modo di fare passare il passante 23
-
Posizionamento aghi 24
- Installazione della capsula 26
- Avvolgimento del filo della bobina 28
- Inserimento della bobina nella capsula 30
- Infilatura del filo nella testa della macchina. 31
- Regolazione della tension del filo 32
V. DIAGRAMMA FLUSSO
- Esecuzione fondamentale 37
- Nomi e funzioni del pannello della centralina operativa. 46
- Descrizione del contatore 48
- Conferma del punto d'entrata dell'ago 52
4.Schermo di impostazione 53
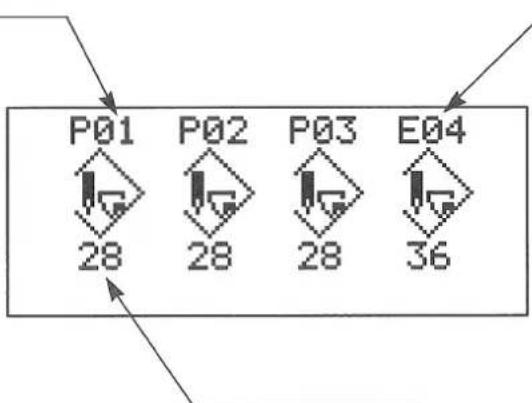
(1) Sezione dei modelli 54
(2) Impostazione del numero di giri max. 56
(3) Impostazione del numero di punti 56
(4) Impostazione della lunghezza delle travette 56
(5) Impostazione della larghezza delle travette 56
(6) Impostazione della larghezza del passante 57
(7) Regolazione fine della posizione delle travette 57
(8) Impostazione della pienezza 58
(9) Impostazione della rilevazione
della giuntura del passante 60
(10) Impostazione della rilevazione del passante 60
- Schermo di regolazione 61
(1) Velocità di avviamento della macchina per cucire. 62
(2) Regolazione del primo crochet 62
(3) Quantità di distribuzione del passante 64
(4) Impostazione del taglio della giuntura (il davanti) 65
(5) Impostazione del taglio della giuntura (il dietro) 66
(6) Impostazione del tempo operativo dello scartafilo. 67
(7) Compensazione origine asse X del pressore della macchina per cucire. 67
(8) Compensazione origine asse Y del pressore della macchina per cucire. 68
(9) Compensazione origine forcella 69
(10) Impostazione del funzionamento del premifilo 70
(11) Sezione dei modi di programma di controllo 70
(12) Regolazione del valore del dato
di regolazione al momento della segna 71
- Impostazione degli'interruttori DIP 73
- Funzionamento 77
VII. MANUTENZIONE 78
1.Modifica dell'interasse tra le travette. 78
(1) Modifica dello spazio tra gli aghi. 78
(2) Modifica del piedino premistoffa 79
(3) Cambio della piatra inferiore. 80
(4) Regolazione della posizione del primo crochet 81
(5) Regolazione dello scartafilo. 84
(6) Regolazione della forcella 86
(7) Modifica del ricevitore del passante 87
(8) Spostamento dell'unità di distribuzione del passante. 87
(9) In caso della specifica "pienezza" 88
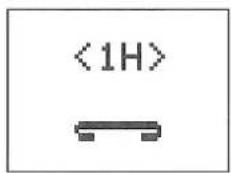
(10) Modifica del valore di dato della quantità di pienezza < 1H> sul pannello ad un valore opportuno....88
- Regolazione della larghezza del passante 89
(1) Modifica del legatore 89
(2) Regolazione della griffa arricciapassanti 89
(3) Regolazione della posizione del taglio trasversale 90
(4) Modifica della lunghezza delle travette 91
(5) Modifica del valore della larghezza del passante 91
-
Sostituzione del coltello mobile tagliapassanti...92
-
Regolazione del rilevatore della giuntura del passante. 94
- Regolazione del passante alla gliuntura 98
6.Modifica del taglio diritto 100
(1) Rimozione del coperchio della scheggia 100
(2) Spostamento dell'unità di distribuzione del passante. 100
(3) Modifica della posizione del coltello 101
(4) Modifica dell'interruttore DIP 102
(5) Modifica della quantità di distribuzione della cintura 102
-
Regolazione del rilevatore della giuntura del passante 103
-
Sostituzione dell'albero di piegatura e regolazione della pressione di piegatura 104
9.Scolatura 106 -
Regolazione dell'altezza della barra ago 106
- Regolazione della relazione fase ago-crochet....108
- Molla tirafilo 111
- Regolazione della quantità di sollevamento del disco tensione del filo... 113
- Regolazione del coltello mobile e contro-lama....115
- Scolatura dell'olio di scarico 116
- Pulizia del filtro dell'aria 117
- Funzione di rimozione del passante 118
VII. LISTA DEGLI ALLARMI 127
IX. FENOMENO, CAUSE E RIMEDI DI INCONVENIENTI IN CUCITURA 133
X. FENOMENO, CAUSE E RIMEDI DI INCONVENIENTI 138
XI. OPTIONAL 139
I. SPECIFICATIONS
1) Max. sewing speed
: 2,500 sti/min (sewing pitch : 3.4 mm or less)
2) Hook
: Horizontal semi-rotary hook (oil wick lubrication)
3) Bobbin
: 1.8 fold hook
4) Thread take-up
1) Velocità di cucitura max.
2) Crochet
6) Gamma tipi di filo
7)Numero di puniti
8) Sostituzione numero di punti
9)Numero di modelli di travette memorizzati
10) Corsa barra ago
11) Regolazione punto
12) Larghezza travette
13) Lunghezza travette
14) Entrata ago
15) Taglio del filo
16) Alzata piedino premistoffa
17)Trasporto stoffa
18) Azionamento macchina per cucire
19) Azionamento premifilo
20) Azionamento piedino premistoffa
21) Azionamento scartafilo
22) Lubrificazione macchina per cucire
23) Olio lubricante
24) Regolazione interasse aghi
25) Interasse travette
26) Larghezza passante
(27) Margine piegatura passante.
: 2.500 sti/min (passo di cucitura: 3,4 mm o meno)
: Crochet semi-rotante orizzontale (lubrificazione a stuello di olio)
: Crochet maggiorato 1,8
: Tirafilo ad articolazione
:DPx17 #19 a #21
Per mercato domestico : DPx17 #19
Per esportazione : DPx17 #21
: Filodi cotone #30 a #50, filospun #30 a #50
: Sezione tramite il pannello tra 28 punti, 36 punti e 42 punti
(28 puncti al momento della consegna)
(64 puncti max. quando ROM esterno è usato.)
: Selezione tramite il pannello
:Numero di modelli standard : 9 modelli (99 modelli max. quando ROM esterno è usato.)
:45,7mm
: Immissione tramite il pannello
: 1,0 mm a 3,0 mm (2,3 mm al momento della segna)
: 7,0 mm a 22,0 mm (10,0 mm al momento della segna)
28 puncti 36 puncti 42 puncti
| 28 1 | 36 1 | 42 1 |
1: Coltello (Crocket su quello lato : Azionato da cilindro di pneumatico)
Coltello (Crocket sul lato posteriori : Azionato da solenoide valvola elettromagnetica)
: 21 mm (dalla superficie superiore della piastra inferiore alla superficie inferiore del piedino premistoffa)
:Trasporto intermittente (azionato da 2 alberi tramiter motore passo-passo)
1: Servomotore c.a. DD (450W) montato sulla testa dellata macchina
: Azionato da cilindro pneumatico
: Azionato da cilindro pneumatico
: Azionato da cilindro pneumatico
: Lubrificazione manuale (lubrificazione centralizzata a stuello di olio)
:Olio New Defrix No.2
: Sezione ago : spostamento manuale Sezione crochet: spostamento azionato da motore passo-passo (in gradini di 0,01 mm)
: 43,0 mm a 70,0 mm (57,15 mm (2 e 1/4") al momento della consegna)
: 9 mm a 20 mm (12 mm al momento della segna)
: 11 mm (esclusa sezione di taglio trasversale)
28) Margine per premere passante.
29) Tipi taglio passanti
30) Taglio passanti
31) Piegaturappanti
(32) Azionamento alimentazione passanti
33) Impostazione lunghezza passante
34) Rilevazione giuntura passante
35) Dispositivo avvolgatore filo della bobina
36) Funzione stop temporaneo
37) Contatore filo della bobina
38) Azionamento forcella
39) Meccanismo per arricchire la lunghezza del passante
40) Meccanismo per estrarre il passante
41) Rilevatore rottura filo dell'ago
42) Raffreddatore ago
43) Fucile ad aria compressa
44) Altezza tavolo
45) Dimensori
46) Peso
47) Assorbimento
48) Gamma temperatura operativa
49) Gamma umidità operativa.
50) Tensione di alimentazione
51) Pressione di lavoro aria
52) Consumo aria
53) Noise
:4mm
:Selezionedi taglio traversale e taglio diritto (Gamma:9mma20mm) (Taglio traversale al momento della segna)
: Taglio innestando coltello mobile con controrama
: Piegatura tramite forcella
: Azionamento assistito anteriore e posteriore (motore passo-passo)
: Riconoscimento automatico
: Rilevazione della giuntura automatica tramite potenziometro
: Azionamento singolo e separato
: Possible fermare la macchina durante la cucitura
: Sezione di contatore per addizione/sottrazione (Crochet anteriore e posteriore possono essere separamente impostati. Il dispositorio si ferma automaticamente al completamento del conteggio.)
:Servomotore c.a. (120W)
: Facoltativo
: Facoltativo
: Facoltativo
: Facoltativo
: Facoltativo
: Dotato della funzione di sostegno regolabile (Tipo manuale) 920 mm a 1.250 mm (dal livello del pavimento alla superficie superiore della placca ago)
: Larghezza : 1.200 mm
Lunghezza : 800 mm
Altezza : 1.350 mm (Escluso portafilo)
(Quando il tavolo è abbassato al massimo.)
: 230 kg
:350VA
:5°C a 35°C
: dal 35% all'80% (senza condensazione di rugiada)
c.a. 200V, 220V, 230V, 240V, 380V, 400V il ±10% (Frequenza di alimentazione: 50/60 Hz)
:0,5 MPa
: 52 l/minuto (N l/minuto) (lavorazione giuntura: 1 ciclo/min, escluso optional)
: - Livello di pressione acustica (LpA) dell'emissione continua equivalente dell'ambiente lavorativo: Valore ponderato A di 80,5 dB; (Include KpA = 2,5 dB); secondo la norma ISO 10821-C.6.3-ISO 11204 GR2 a 2.500 sti/min per il ciclo di cucitura, 1.2s ON. (Modello di cucitura: No. 1, 28 Punti, Velocità Max).
- Livello di potenza acustica (LwA); Valore ponderato A di 90,5 dB; (Include KWA = 2,5 dB); secondo la norma ISO 10821-C.6.3 -ISO 3744 GR2 a 2.500 sti/min per il ciclo di cucitura, 1.2s ON. (Modello di cucitura: No. 1, 28 Punti, Velocità Max).
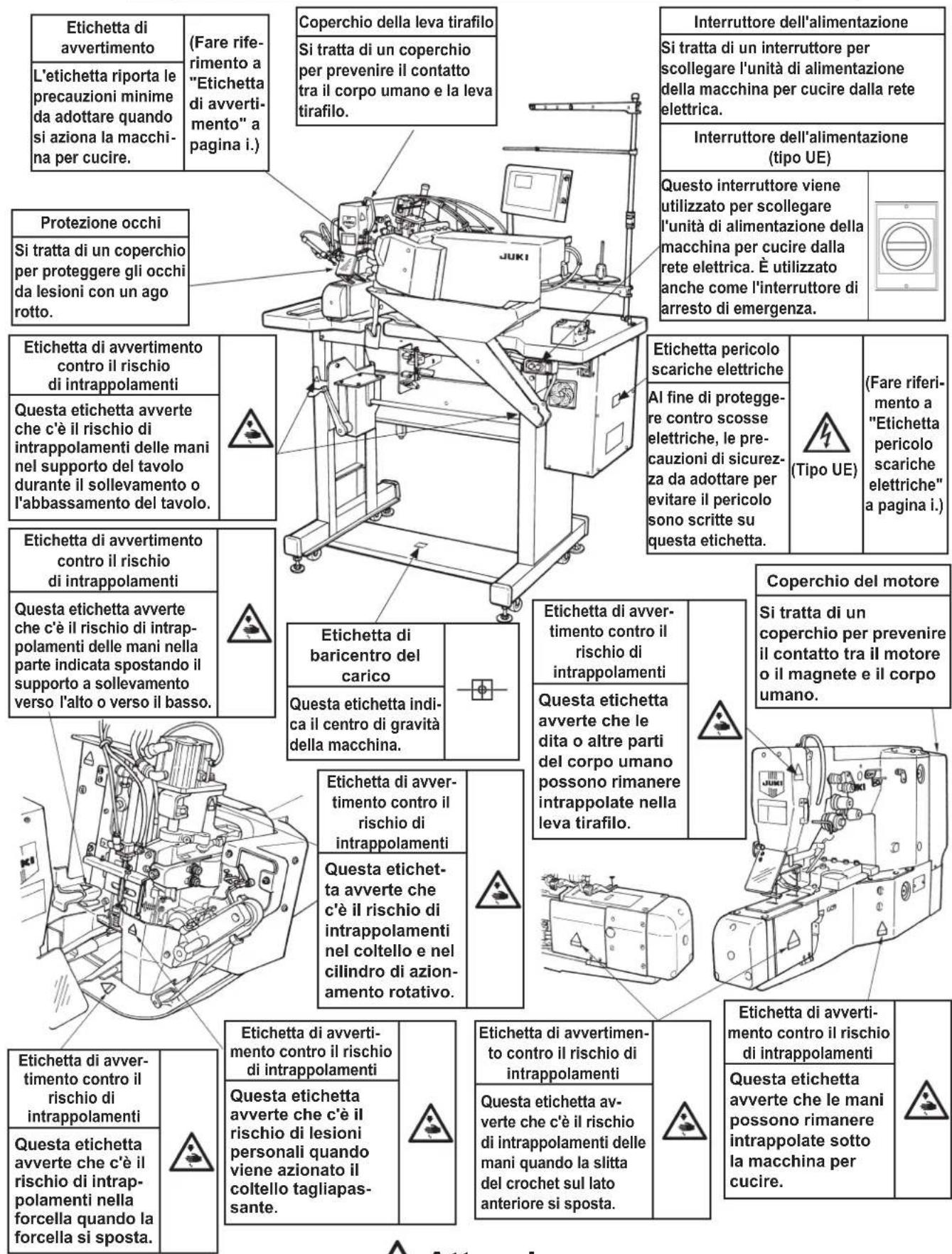
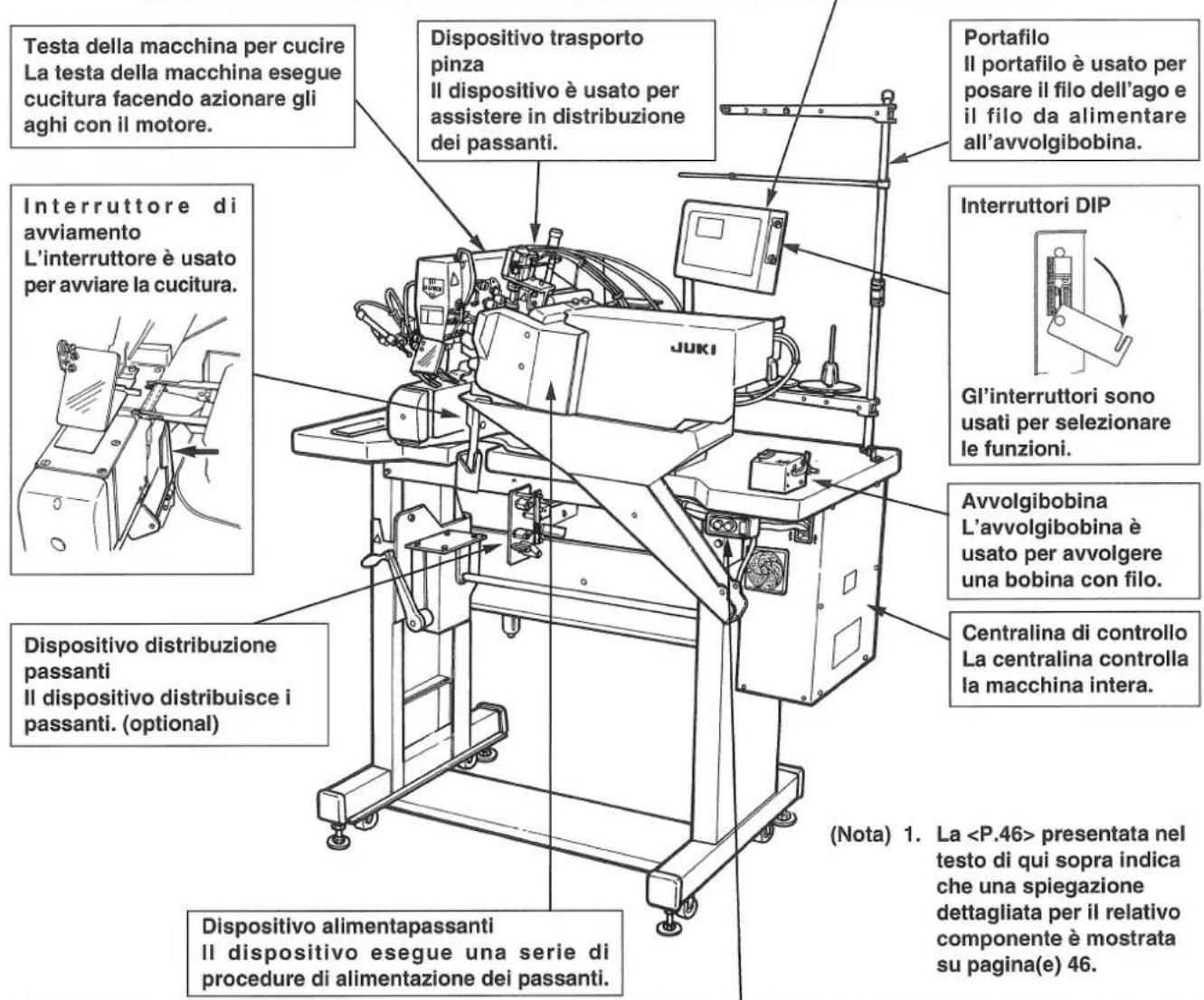
II . NAMES AND FUNCTIONS OF COMPONENTS
II. NOMI E FUNZIONI DEI COMPONENTI
Interruttore di stop temporaneo L'interruttore è usato per arrestare temporaneamente il funzionamento della macchina.
Pannello centralina operativa
Il pannello è usato per specificare/ visualizzare/attivare le funzioni.
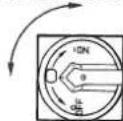
Interruttore dell'alimentazione (varia a seconda della destinazione.)
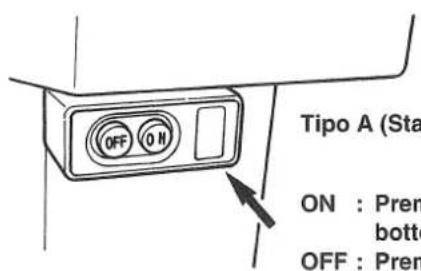
TipA (Standard)
ON : Premere il bottone nero.
OFF:Premere il bottone rosso.

Tip B (Per alta tensione)
Questo interruptore viene'utilizzato anche come l'interruttore di arresto di emergenza.
ON: Girare l'impugnatura centrale dell'interruttore in senso orario.
OFF: Girarla in senso antiorario.
Ⅲ. INSTALLATION/INSTALLATION/INSTALLATION/INSTALLACION/INSTALLAZIONE
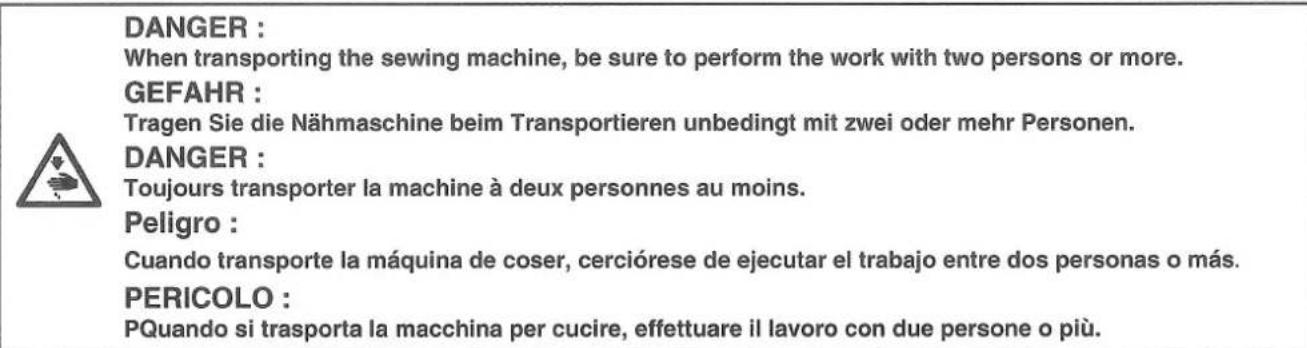
1. Fixing the table stand / Montage von Tisch Ständer / Fixation de la table support / Modo de fjar la mesa estantes / Fissaggio del sostegno del ravolo
Regolare i bulloni di regolazione ① nei sostegni e fissare la macchina per cucire sul pavimento.
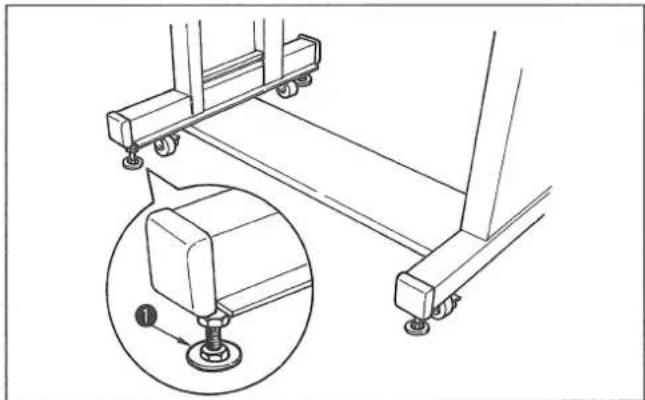
2. Installing the thread stand / Installieren des Garnständers / Pose du porte-bobines / Modo de instalar el pedestal de hilos / Installazione del portafilo
1) Montare il portafilo e insertirlo nel foro nell'angolo in alto a destra del ravolo della macchina.
2) Stringere il controdo ① per fissare il portafilo.
3) Attaccare il braccio guidafilo (asm.) ③ al portafilo.
4) Per il cablaggio ad una presa di alimentazione aerea, far passare il cavo di alimentazione attraverso l'asta porta rocchetto 2.
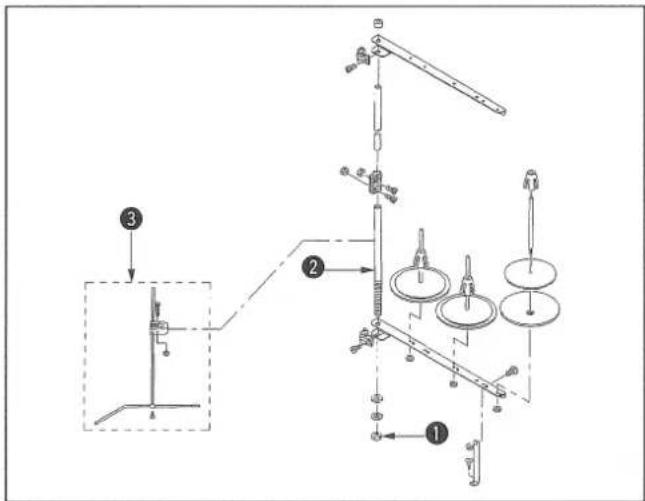
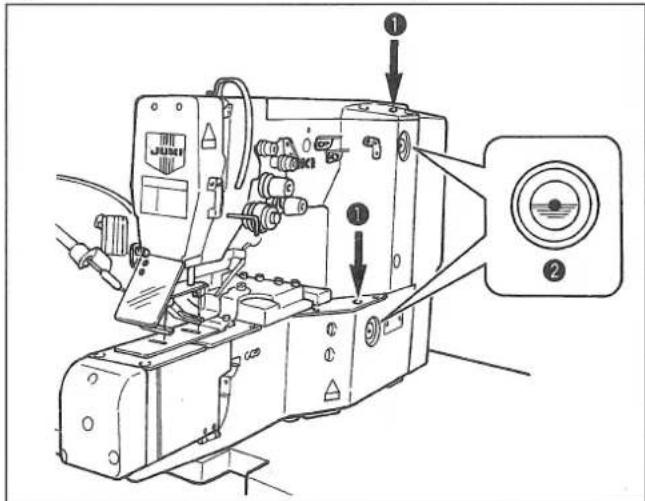
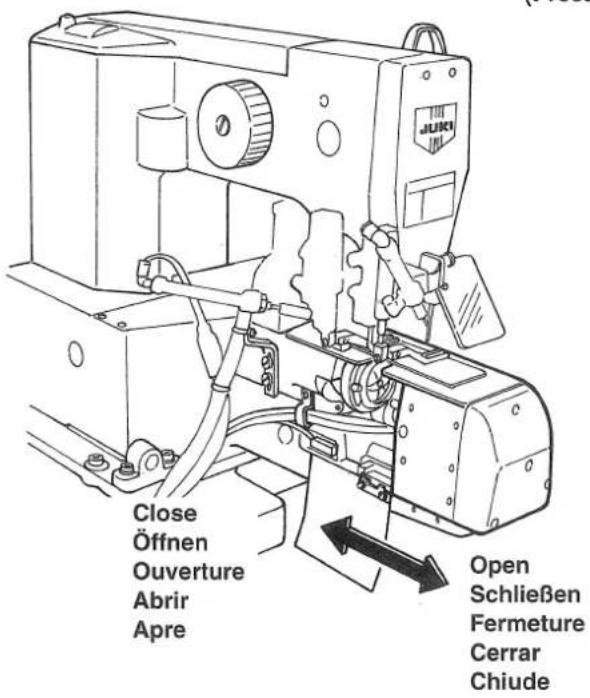
3. Air adjustment / Einstellung des Luftdrucks / Réglage de la pression d'air / Regulación del aire / Regolazione dell'aria
Apire il rubinetto dell'aria 1, e sollevare e girare la manopola di regolazione dell'aria 2, e regolare in modo che il misuratore dell'aria 3 indichi 0,5 MPa. Abbassare quindi la manopola per fissarla.
- Quando si chiude il rubinetto dell'aria ①, l'aria esce fuori.
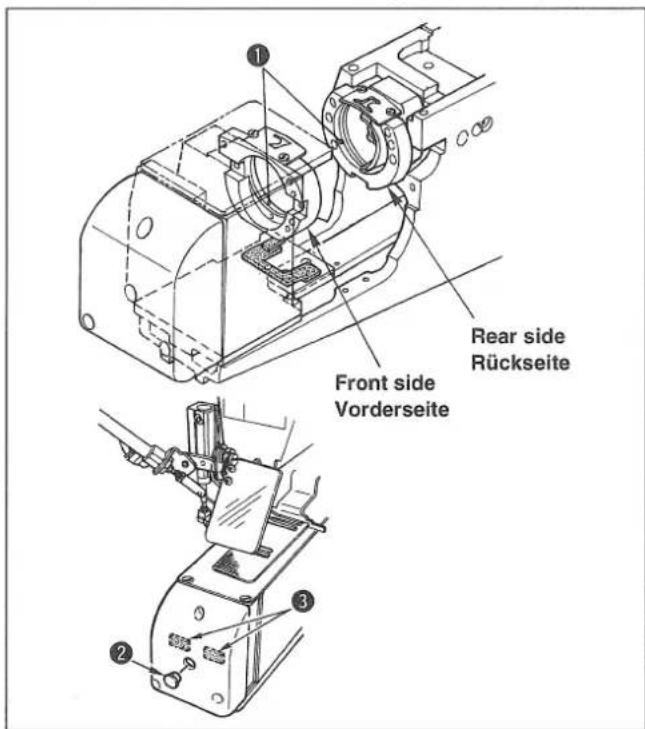
4. Removing the head fixing bolt Entfernen der Maschinenkopf-Befestigungsschrauben Retrait des boulons de transport calant la tete de la machine Modo de sacar el perno de fijacion del cabezal Rimozione dei bulloni di fissaggio della testa
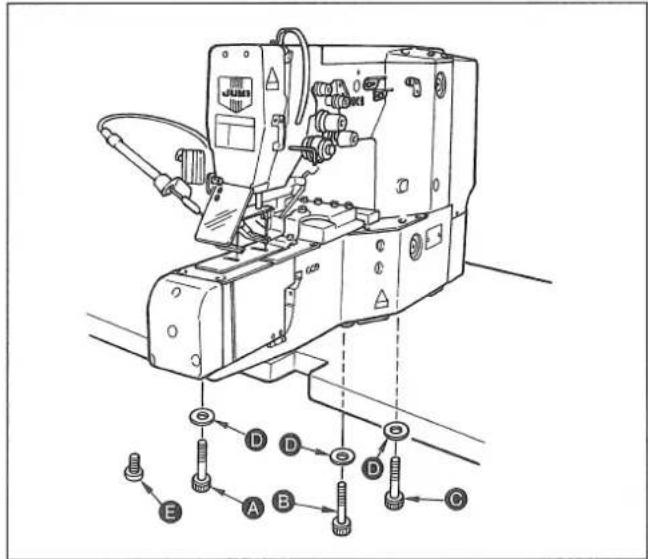
Rimuovere i bulloni di fissaggio per il trasporto A, B e G, e la rondella D.
Si raccomanda di conservare con cura i bulloni per il trasporto.
Per la parte A, stringere la vite (No.di parte SS5680740SP) in dotazione con la macchina come accessorio dopo aver rimioso il bullone di fissaggio. (Per evitare la perdita di olio)
5. Installing the bobbin winder / Installation des Spulers / Installation du bobineur / Modo de instalar la bobinadora / Installazione dell'avvolgibobina
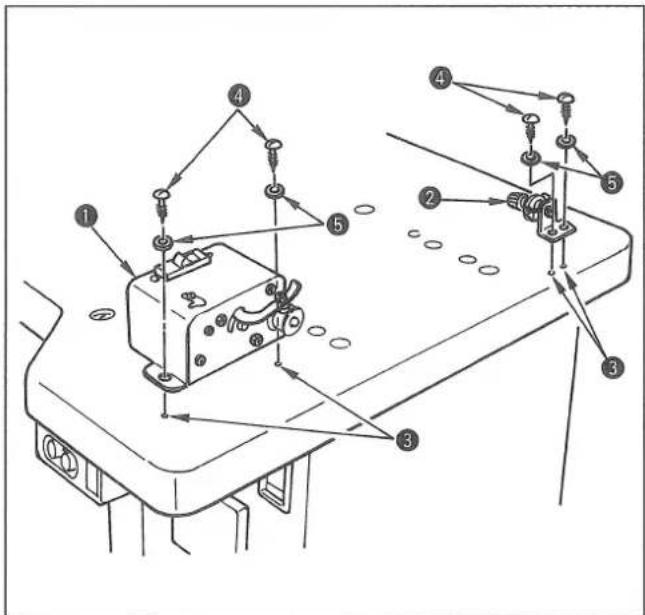
1) Fit bobbin winder ① and bobbin winder thread tension ② to lower hole ③ located on the right side of the table, and fix them respectively with screw ④ and flat washer ⑤.
2) Connect the cable of bobbin winder to the connector attached to the upper surface of table.
1) Spule spuler ① und Spulerfadenspanner ② in das unter Loch auf der rechten Seite der Tischplatte einsetzen und jeweils mit den Schrauben ④ und Unterlegscheiben ⑤ befestigen.
2) Das Kabel des Spulers an den Steckverbinder auf der Oberseite der Tischplatte anschließen.
1) Monter les blocs-tension de fil de canette bobineur ① et de bobineur ② sur l'orifice inférieur ③ situé sur le côte droit de la table et les fixer respectivement avec la vis ④ et la rondelle plane ⑤.
2) Raccorder le cable du bobineur au connecteur fixé sur le dessus de la table.
1) Encaje la bobinadora bobinar y el tensor de tension de hilo en el agujero inferior ubicado en el lado derecho de la mesa, y fijelos respectfully con el tornillo y la arandela.
2) Conecte el cable de la bobinadora al conector montado en la superficie superior de la mesa.
1) Adattare l'avolgibobina avvolGITRE ① e il regolatore di tensione del filo dell'avolgibobina ② al foro inferiore ③ posto sul lato destro del ravolo, e fissare rispettivamente con la vite ④ e la rondella piana ⑤.
2) Collegare il cavo dell'avolgibobina al connettore attaccato alla superficie superiore del ravolo.
6. Adjusting the height of the table / Einstellen der Tischhöhe / Reglage de la hauteur de la table / Modo de ajustar la alta de la mesa / Regolazione dell'altezza del ravolo
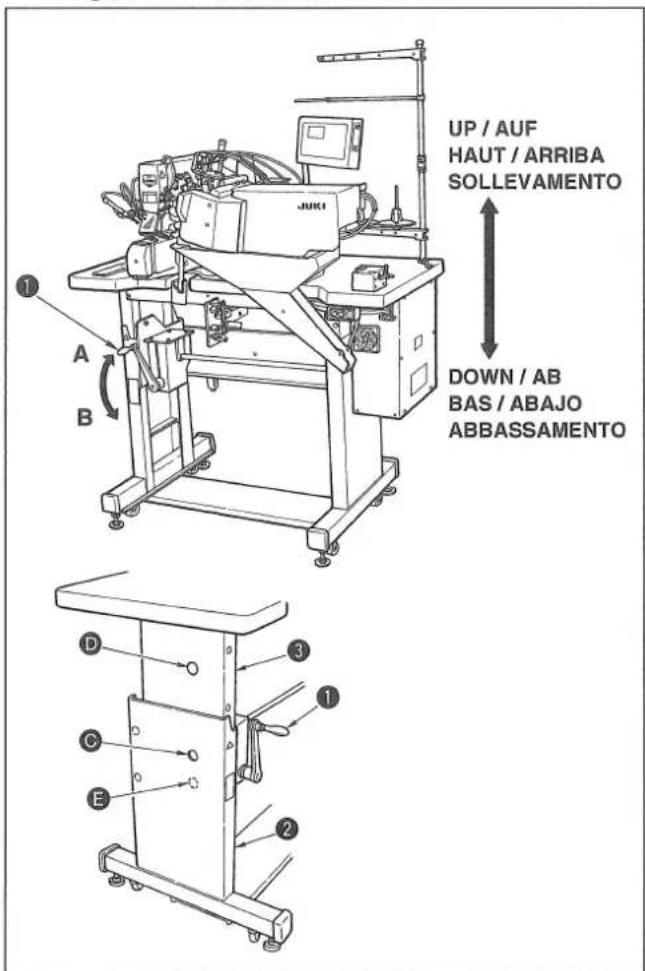
Spagnere la macchina per cucire prima di effettuare il lavoro al fine di evitare incidenti causati dall'avvio improvviso della macchina per cucire.
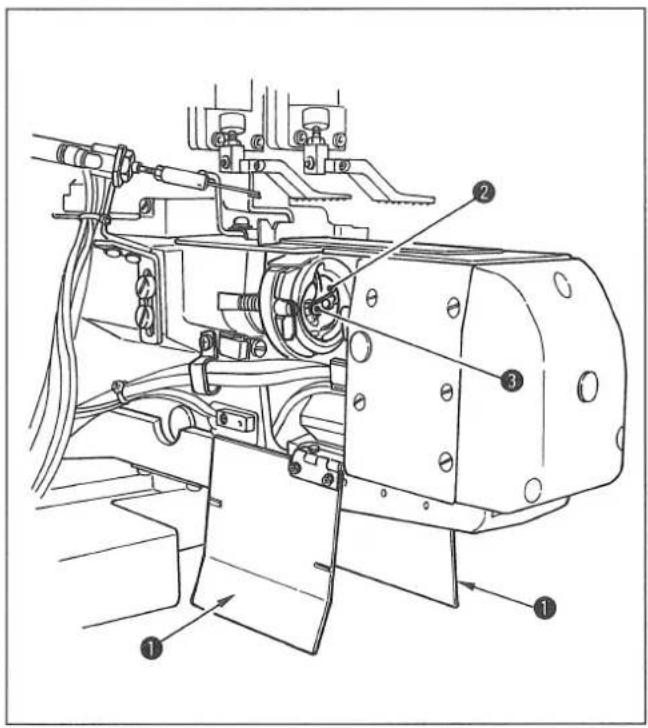
(1) Machine head / Maschinenkopf / Tête de la machine / Cabezal de la macquina / Testa della macchina
1) Apply oil from oil lubricating inlet (2 places) to the red mark in the center of oil gauge once a day.
1) Einmal tätiglich Öl durch die Öleinfüllöffnungen ① (2 Stellen) bis zur roten Markierung in der Mitte des Ölstandsanzeigers ② einfllen.
1) Une fois par jour,mettre de I'huile par I'orifice de lubrication ① (2 points) jusqu'au repere rouge au centre de la jauge d'huile ② .
1) Aplique aceite desde el orificio de admisión ① (2 lugares) en lamarca roja en el centro del manómetro ② del aceite, una vez al día.
1) Applicare olio dall'entrata di lubrificazione dell'olio ① (2 posti) fino al segno rosso nel centro dell'indicatore del livello dell'olio ② una volta al giorno.
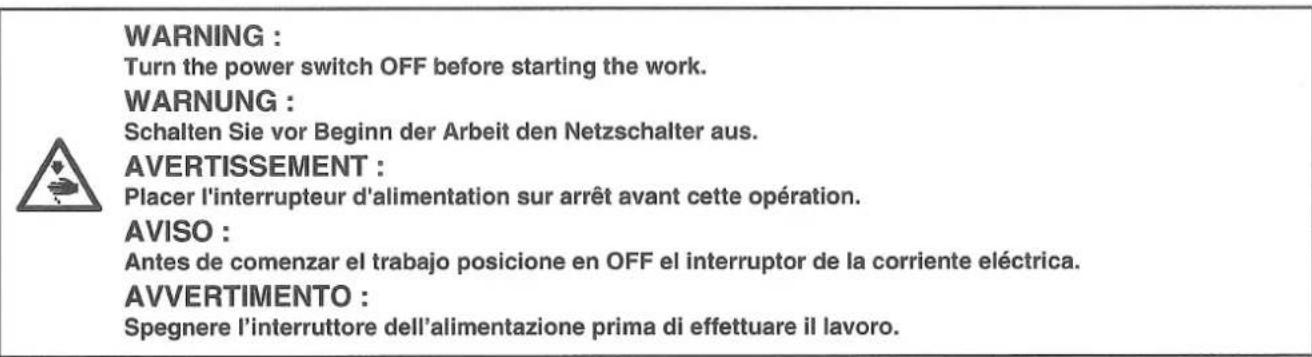
(2) Hook race surface / Greiferlaufringfläche / Surface de la coursière / Superficie de la carrera de gancho / Superficie della guida di scorrimento del crochet
Rear side
1) Applicare una goccia di olio alla superficie della guida di scorrimento del crochet a tal punto che la superficie della guida di scorrimento è macchiata di olio.
Lato anteriore
2) Applicare una goccia di olio alla superficie della guida di scorrimento del crochet ① Rimuovere il tappo di gomma ② e applicare olio al feltro della base del crochet ③
(Attenzione) Non mancare di applicare olio quando la macchina viene attivata nuovamente dopo un lungo periodo di inattività.
(3) Crank rod lubricating plate / Kurbelstangen-Schmierungsplatte / Plaque de lubricification de manivelle / Placa lubricadora de la barra del ciguénal / Piastra di lubricazione dell'asta della manovella

1) Rimuovere il coperchio del braccio e applicare olio alla piastr di lubrificazione dell'asta della manovella 1.
(Attenzione) Non mancare di applicare olio quando la macchinaiene attivata nuovamente dopo un lungo periodo di inattività.
(4) Main shaft front bushing portion / Vordere Hauptwellenbuchse / Partie de la bague avant de l'arbre principal / Porción del buje frontal del eje principal Sezione di bussola anteriore dell'albero principale
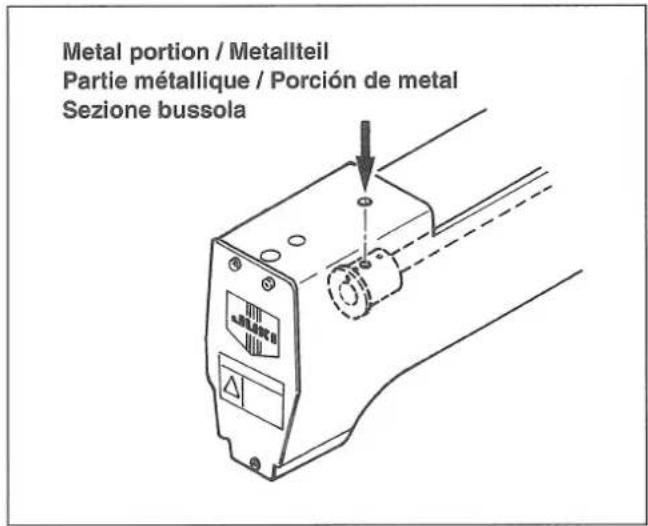
1) Apply oil to the main shaft front bushing portion.
(Caution) Be sure to apply oil when operating the sewing machine again after an extended period of disuse.
1) Öl auf die vordere Hauptwellenbuchse auftragen.
(Vorsicht) Schmieren Sie diesen Teil unbedingt mit Öl, wenn Sie die Nähmaschine nach längerer Stillegung wieder in Betriebnehmen.
1) Passer de l'huile sur la partie de la bague avant de l'arbre principal.
(Attention) Remetre de l'huile lorsqu'on réutilise la machine après une longue interruption de service.
1) Aplitude aceite a la porcion del buje frontal del eje principal.
(Precaún) Cercórese de aplicar aceite cuando opere laquina de coser nuevomente antes de un tiempo largo de no haberse uso.
1) Applicare olio alla sezione di bussola anteriore dell'albero principale.
(Attenzione) Non mancare di applicare olio quando la macchina viene attivata nuovamente durante un lungo periodo di inattività.
(5) Loop supplying device / Schlaufenzuführung / Distributeur de passants / Dispositivo para suministrar presillas / Dispositivo alimentapassanti
| WARNING :Turn OFF the power before starting the work so as to prevent accidents caused by abrupt start of the sewing machine.WARNING :Schalten Sie vor Beginn der Arbeit die Stromversorgung aus, um durch plötzliches Anlaufen der Nähmaschine verursachte Unfälle zu verhüten.AVERTISSEMENT :Couper l'alimentation de la machine (position OFF) avant de commencer l'opération afin de prévenir les accidents éventuels causés par un démarrage soudain de la machine à coudre.AVISO :Desconnecte la corriente électrique antes de comenzar el trabajo para evacitar accidentes causados por un arranque brusco de laquina de coser.AVVERTIMENTO :Prima di effettuare le seguenti operazioni, posizionare l'interruttore su OFF (SPENO) onde evitare incidenti causati dall'avviamento occidentale della macchina per cucire. |
Lubrication method / Schmiermethode / Methode de lubricification / Metu do lubricacion / Modo di lubrificazione
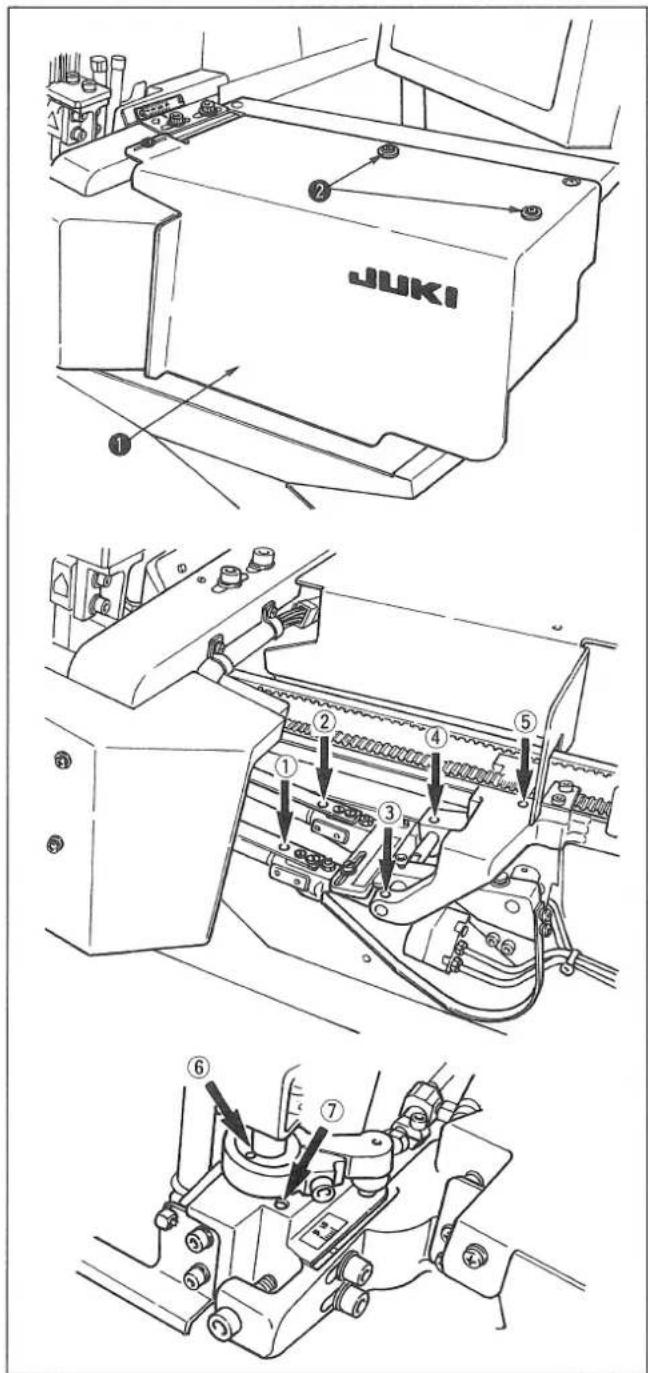
1) Allentare la vite di fissaggio del coperchio e rimuovere il coperchio 1, e applicare olio a tutti i punti di lubrificazione verniciati in giallo (segnati con una freccia spessa).
Il davanti ① e il dietro ② dell'albero di piegatura della forcella
Il davanti ③ e il dietro ④ della sezione di ricevimento dell'albero di collegamento dell'albero di piegatura della forcella
Sezione cursore 5
La sommità ⑥ e il fondo ⑦ della sezione di taglio dei passanti.

La lubrificazione deve essere effettuata una volta al giorno.
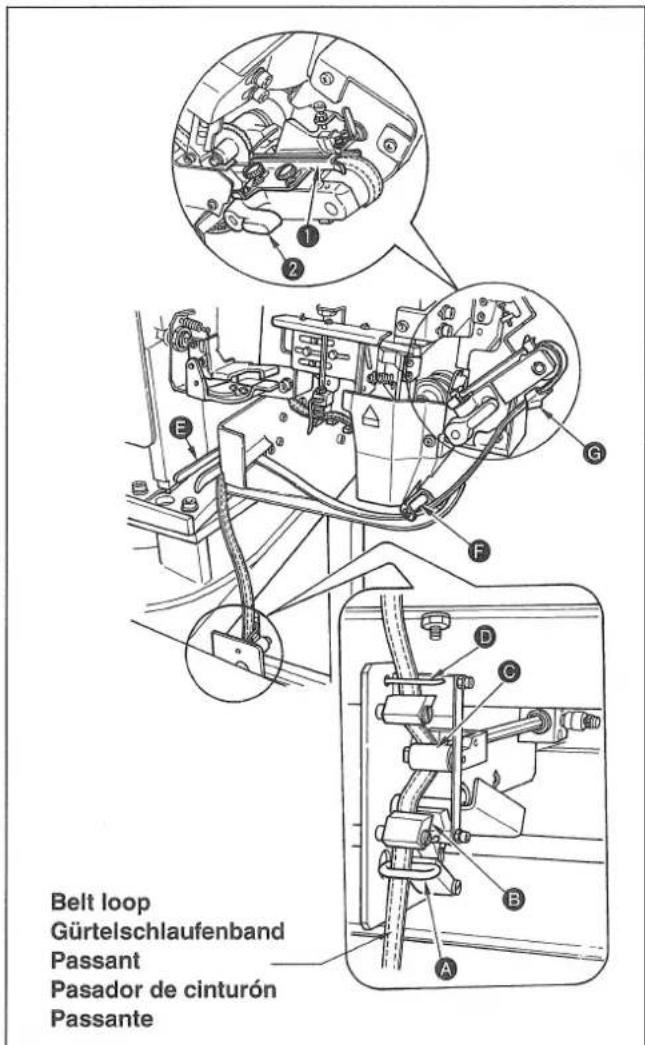
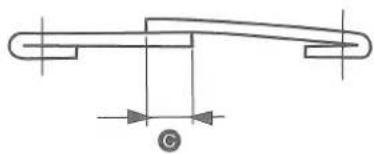
2. Passing a belt loop / Einfädeln des Görtelschlaufenbands / Mise en place d'un passant/ Modo de passer una presilla de cinturón / Modo di fare passare il passante

★ When the optional loop pull-out device is used
Bei Verwendung der gesonderten Bandausziehvorrichtung
★ Lorsque le dispositif de tirage de passant en option est utilisé
★ Cuando se usa el dispositivo optional de sacar la presilla
Quando il dispositivo facoltativo di estrazione passanti è usato
Fare passare il passanteattraversoA,B,C e rispettivamente.
1) Fare passare il passante attraverso guidappassanti e e nell'ordine scritto.
2) Fare passare il passante attraverso il legatore di regolazione 1
(3) Abbassare il rollo di distribuzione 2 manualmente e insere il passante quello il rollo.
(Attenzione) - Fare riferimento alla pagina 94 per la regolazione della giuntura del passante.
- Fare riferimento alla pagna 89 per la regolazione della larghezza del passante.
3. Attaching the needle / Anbringen der Nadeln / Pose de l'aiguille / Modo de colocar la aguja / Posizionamento aghi
| WARNING : Turn the power switch OFF before starting the work. WARNING : Schalten Sie vor Beginn der Arbeit den Netzschalter aus. AVERTISSEMENT : Placer l'interrupteur d'alimentation sur arrêt avant cette opération. AVISO : Antes de comenzar el trabajo posicione en OFF el interruptor de la corriente electrica. AVVERTIMENTO : Spagnere l'interruttore dell'alimentazione prima di effettuare il lavoro. |
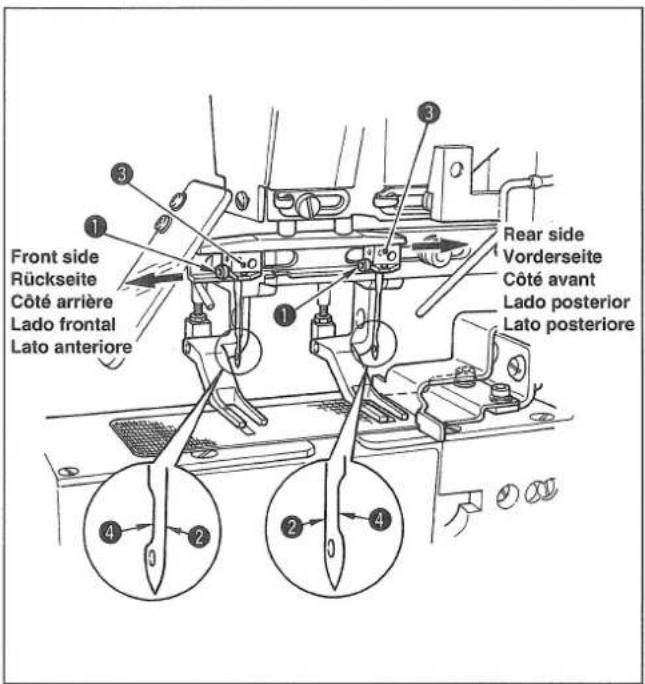
1) Allentare la vite di fissaggio ①.
2) Inserire gli aghi ② completeness nel foro nella base di montaggio dell'ago ③ finché l'estremita del foro sua raggiunta.
Allora, posizionare la parte incava 4 dell'ago su lato anterio verso lato anteriore e quella dell'ago sul lato posteriore verso il lato posteriori (fare riferimento alla figura qui a sinistra).
3) Stringere la vite di fissaggio 1
(Attenzione) Se si presentasse sbavatura o ritorno alla punta dell'ago, sostuire l'ago poiché quello causerà la rottura del filo o la rottura dell'ago sebbene quello dipende assal delle condizioni di uso.
Non mancare di controllare l'ago prima di iniziare il lavoro.
Usare un titolo adatto per la cucitura poiché il titolo varia a seconda delle condizioni di cucitura.
- Ago .... DPx17 #19 a #21 (standard esportazione : DPx17 #21) (standard mercato domestico : DPx17 #19)
- Filo .... Filodi cotone : #30 a #50
Filospun : #30 a #50
(Attenzione) Quando si usa ago o filo tranne l'ago o il filo sopraccitato, gradualmente augmentare la velocità più aver effettuato la conferma dello stato di cucitura a bassa velocità della macchina per cucire.
Altrimenti, potrebbe verificarsi la rottura dell'ago.
4. Setting the bobbin case / Einsetzen der Spulenkapsel / Mise en place de la boîte à canette / Modo de fjar la capsaule de canilla / Installazione della capsaule
1) Premere l'interrutto di sostituzione bobina sul pannello e allargare l'interasse tra i crochet.
2) Spagnere l'interruttore dell'alimentazione.
3) Apriere il coperchio della base del crochet . (Sia lato destro che lato sinistro)
4) Sollevare il chiavistello 3 della capsula 2, e rimuovere la capsula. Tenere il chiavistello 3, e la capsula non cadera.
5) Per caricare la capsula, insere la capsula completeness nll'albero del crochet, chiudere il chiavistello e chiudere il coperchio della base del crochet.
6) Effettuare la stessa procedura per lato anteriore e per lato posteriore.
7) Accendere l'interruttore dell'alimentazione.

- La macchina per cucire non viene avviataanche l'interruttore di avviamento della macchina per cucireiene premuto con il coperchio della base del crochet aperto.
- Se l'insertimento della capsula ② non è Completely, la capsula può scivolare via dall'albero del crochet durante la cucitura.
- La base del crochet su quello lato si sposta quando I'interruttore dell'alimentazione viene acceso. Perciò, fare attenzione che la mano o qualcosa di simile non venga intrappolata nella base del crochet.
5. Winding the bobbin thread / Bewickeln der Spule / Bobinage d'une canette / Modo de bobinar el hilo de bobina / Avvolgimento del filo della bobina
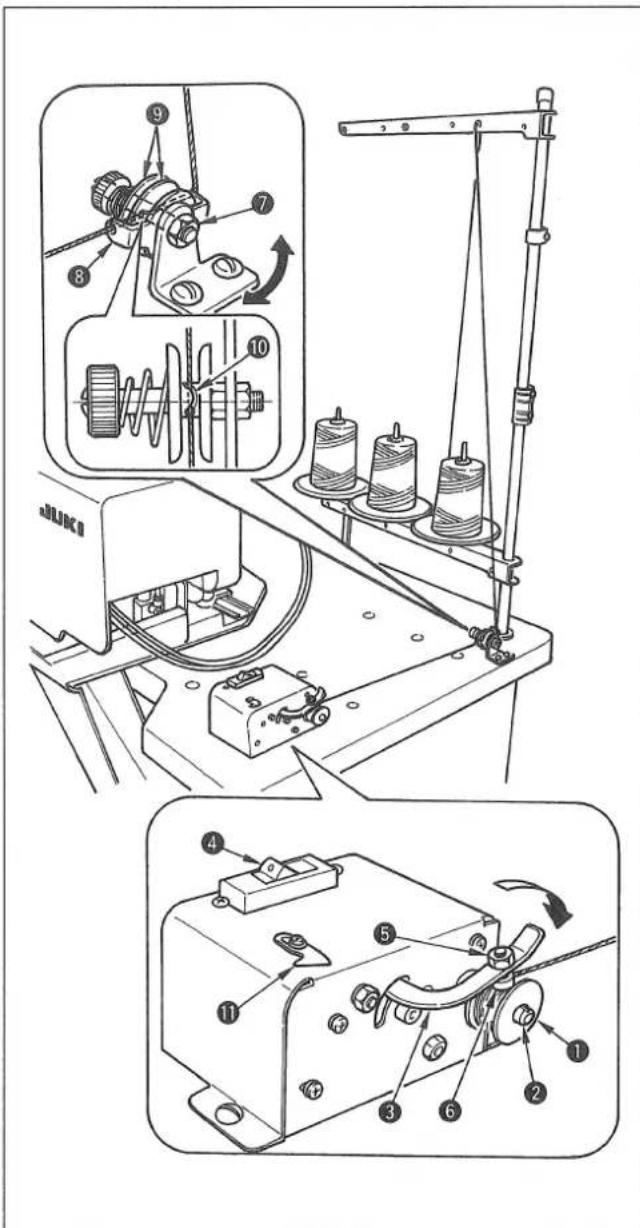
1) Inserire una bobina ① sull'albero di bobina ②.
2) Fare passare il filo atraverso il guidafilo 8, après i dischi tensione del filo 9, e fare entrare il filo nella fenditura del palo tensione del filo 10.
3) Avvolgere il filo per 4 a 5 giri intorno alla bobina ① nel senso della freccia, premere il premibobina ③ verso il lato della bobina (nel senso della freccia), e accendere l'interruttore ④ . Quindi, avvilgimento del filo inizia.
4) Per regolare la quantità di avvolgimento del filo, allentare il dato di regolazione della quantità di avvolgimento del filo 5, ed effettuire la regolazione con la vite di regolazione della quantità di avvolgimento del filo 6. Avvitando la vite 6, la quantità di avvolgimento del filo diminuisce, e aumento girando la vite nel senso opposto.
5) Quando il filo è avvolto in modo non uniforme intorno alla bobina ①, allentare la vite ⑦ e spostare il guidafilo ⑧ nel senso della freccia per regolare.
6) Quando avolgimento del filo intorno alla bobina e completato, mettere il filo sul tagliafilo per tagliarlo.
(Notea) Come riferimento, avvolgere il filo della bobina intorno alla bobina forn o all'80% della sua capacità.
- Setting the bobbin into the bobbin case / Einsetzen der Spule in die Spulenkapsel / Mise en place de la canette dans la boite à canette / Modo de fjir la bobina en la capsaula de canilla / Inserimento della bobina nella capsa
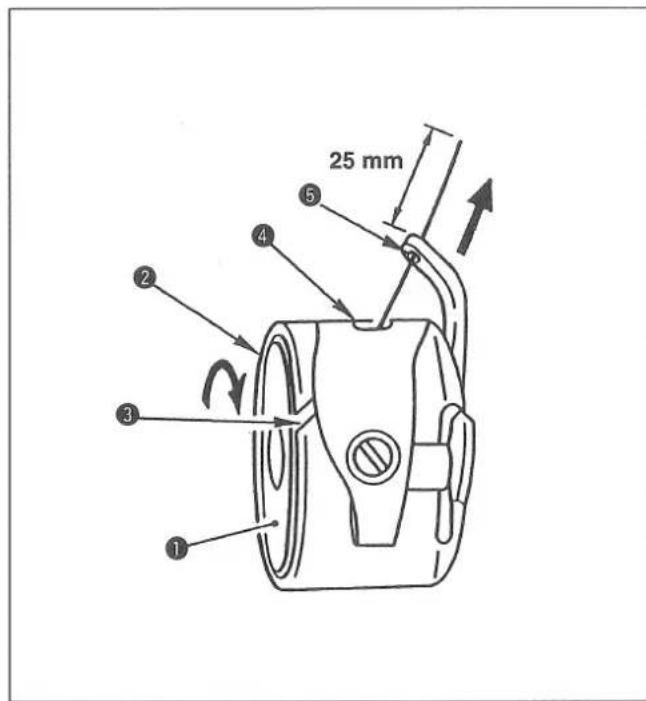
1) Tenere la bobina ① in modo che il filo sia a "torcitura sinistrosa" (torcitura Z), e insereire la bobina nella capsula ②.
2) Far passare il filo atraverso la fenditura di filo ③ nella capsula ②, e tirare quando il filo. Con esta operazione, il filo passera sotto la molla di tensione del filo e verrà fuori alla taccà ④. A questo punto, regolare in modo che la bobina ① giri nel senso della freccia quando il filo viene tirato.
3) Far passare il filo atraverso il foro di filo 5 nella sezione crochet ed estrarre il filo per 25mm dal foro di filo.
7. Threading the machine head / Einfadeln des Maschinenkopfes / Enfilage de la tete de la machine / Modo de enhebrar el cabezal de laquina / Infilatura del filo nella testa della macchina
WARNING :
Quando si infila il filo nella testa della macchina, abbassare il piedino premistoffa premendo "Interruttore di inflatura" sulla centralina operativa o spegnere l'interruttore dell'alimentazione.

Power switch
Netzschalter
Interruttore dell'alimentazione
Threading switch
Einfadeltaste
Interruttore di infilatura
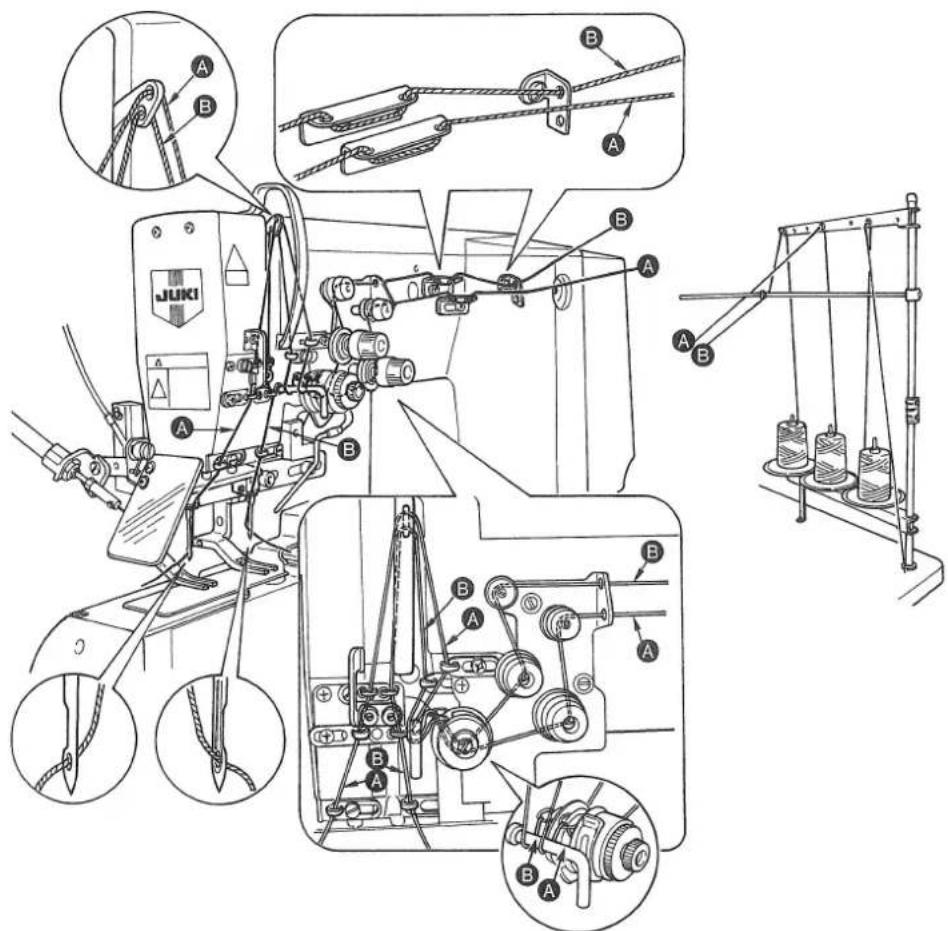
Infilare il filo nella testa della macchina come migliorato qui sopra.
8. Adjusting the thread tension / Einstellen der Fadenspannung / Reglage de la tension des fils / Modo de ajustar la tension del hilo / Regolazione della tensione del filo
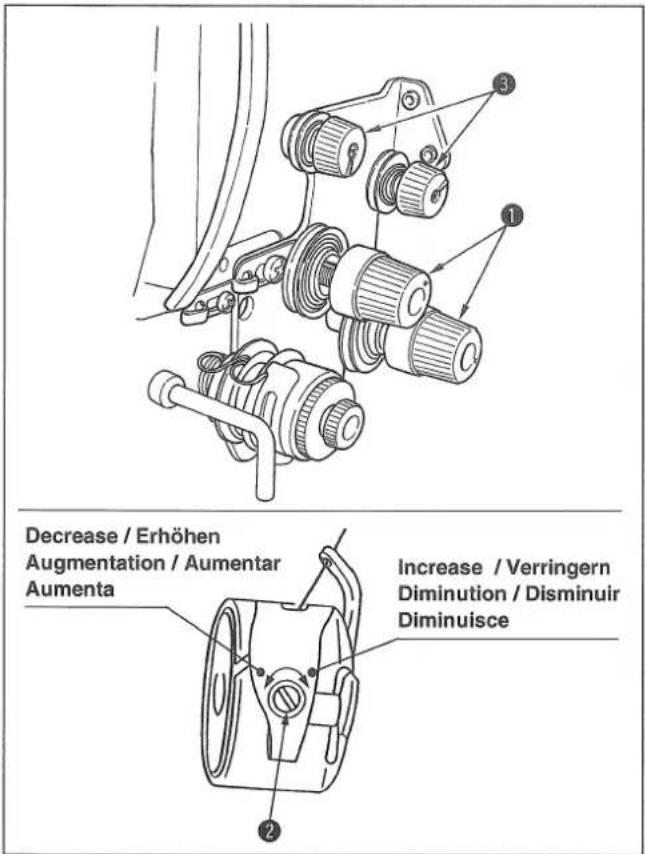
(1) Regolazione della tensione del filo dell'ago
Girare la manopola tensione del filo No.2 ① in senso orario per augmentare la tensione del filo dell'ago, e girarla in senso antiorario per diminuire la tensione del filo dell'ago.
(2) Regolazione della tensione del filo della bobina
Girare la vite di regolazione della tensione 2 attaccata alla capsula in senso orario per augmentare la tensione del filo della bobina, e girarla in senso antiorario per diminuire la tensione del filo della bobina.
(3) Regolazione della lunghezza del filo rimanente
Girare la manopola tensione del filo No.1 in senso orario per diminuire la lunghezza del filo rimanente sull'ago dopo il taglio del filo, e girarla in senso antiorario per augmentare la lunghezza del filo. (Accorciare la lunghezza del filo a tal punto che il filo non si sfila dall'ago.)
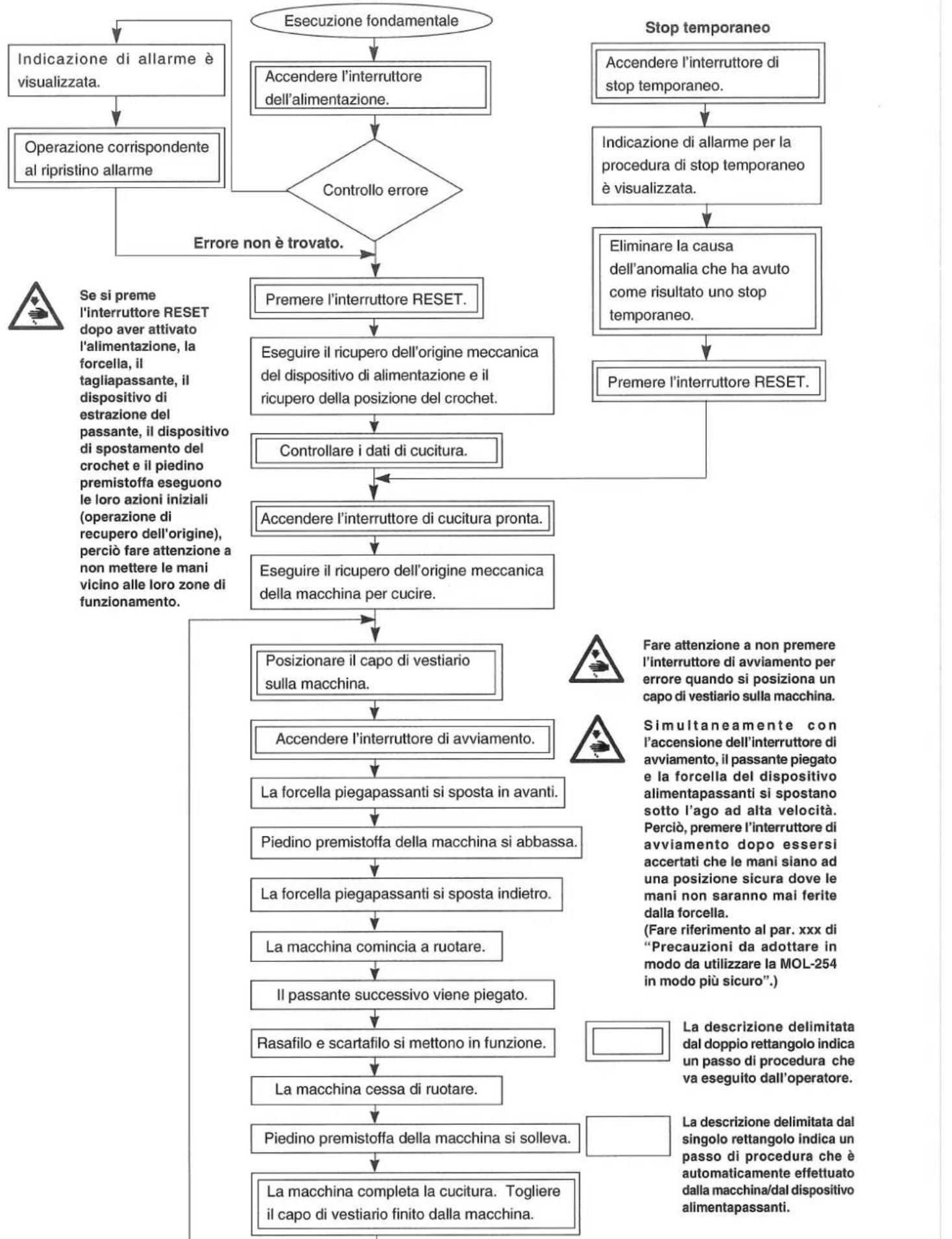
1. Esecuzione fondamentale
VI. OPERATION
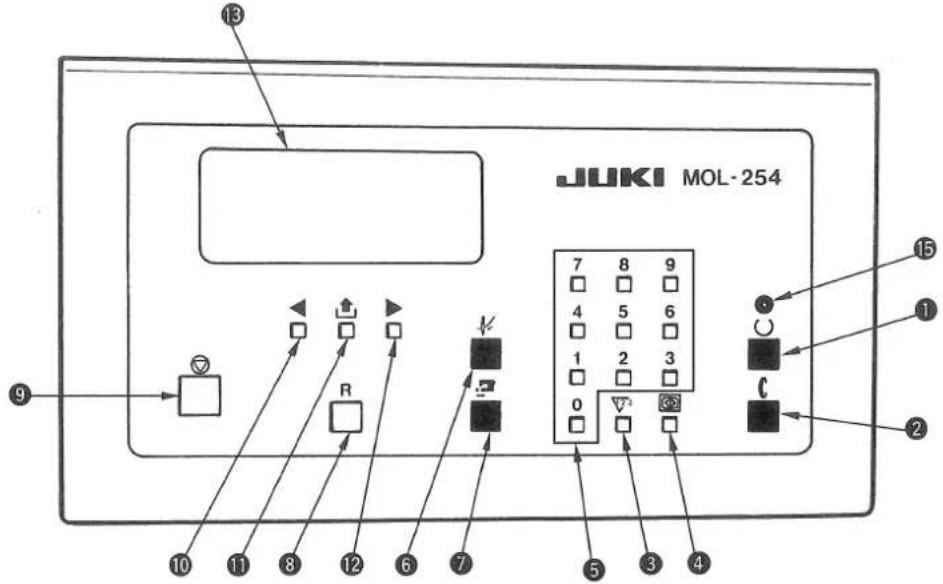
1. Nomi e funzioni del pannello della centralina operativa
| Nome di interruptatore | Funzione |
| 1 Interruttore di cucitura pronta | Quando questo interruptatore viene premuto, la macchina per cucire entra quello stato di attesa della cucitura e lo schermo cambia allo schermo di cucitura. Spia cucitura pronta (verde) si accende dello stato d'attezza della cucitura. Quando si preme l'interruttore di cucitura pronta nuovamente, la spia si spegne e lo schermo di impostazione apparisce. (Attenzione) Uno stato rischioso si presenta quando questo interruptatore è accesso, poiché il disposisivo alimentapassanti funziona ad alta velocità. Non mettere le mani o alcuna parte del corso nell'area di azionamento del dispositivo alimentapassanti e sostit il piedino premistoffa della macchina. |
| No.di modello Numero di puniti | Contatore totale P=1 Counter N=28 Total=2534 X=10.0mm set=200 Y=2.5mm set=200 Schemo di cucitura |
| Lunghezza travette | |
| Larghezza travette | |
| Schemo di cucitura | |
| 2 Interruttore di risistemazione | a. Questo interruptatore è usato per risistemare un passante alla posizione d'attezza. (Attenzione) 1. Uno stato rischioso si presenta quando questo interruptatore è accesso, poiché il dispositivo alimentapassanti funziona ad alta velocità. Non mettere le mani o alcuna parte del corso nell'area di azionamento del dispositivo alimentapassanti e sostit il piedino premistoffa della macchina. 2. Quando la macchina è provvista del dispositivo di pienezza (optional), spegnere l'interruttore dell'alimentazione e accendere di nuovo l'interruttore dell'alimentazione dopo aver rimioso il passante poichè il passante potrebbe essere alimentato due volte se l'interruttore dell'alimentazione viene accesso nelle passante è tenuto nella forcella. b. Quando si selezione l'operazione di passo,Questo interruptatore finge come l'interruttore avanzapasso. |
| 3 Tasto di contatore 1.2.3.. | Questo interruptatore è usato per andare allo schermo di impostazione del contatore. (Fare riferimento alla paglia 48.) |
| 4 Tasto di schermo standard | a. Questo tasting è usato per andare allo schermo di impostazione. b. Quando si cambiano i dati di cucitura, tenere premuto quello tasting per 10 secondi per rilasciare il blocco dei dati. Inoltre, i dati sono bloccati quando si tiene premuto quello tasting nuovamente. c. Premendo il tasting di schermo standard, premere il tasting dieci [3], e il passante vieneesso in stato di rimozione. (Fare riferimento alla categoria 118.) |
| 5 Dieci tasti | Questi tasti sono usati quando si impostano vari dati numerici. |
| 6 Interruttatore di inflatura ago | Piedino premistoffa della macchina si abbassa, e l'inflatura è facilitata. (Attenzione) Uno stato rischioso si presenta quando lo interrottore è accesso, poiché il dispositivo alimentapassanti funziona ad alta velocità. Non mettere le mani o alcuna parte del corso nell'area di azionamento del dispositivo alimentapassanti è molto il piedino premistoffa della macchina. |
| 7 Interruttatore di sostituzione bobina | Questo interuttatore è usato quando si sostituisce la bobina. L'intasse tra il primo crochet e secondo crochet può essere allargata al massimo. (Attenzione) Uno stato rischioso si presenta quando lo interrottore è accesso, poiché il dispositivo alimentapassanti funziona ad alta velocità. Non mettere le mani o alcuna parte del corso nell'area di azionamento del dispositivo alimentapassanti è molto il piedino premistoffa della macchina. |
| 8 Interruttatore di ripristino | Schemo ritorna dello schermo di visualizzazione dell'allarme o qualcosa di simile allo schermo standard. Le segumenti funzioni sono effettuate. 1. Quando l'interruttore RESET viene premuto dopo aver attivato l'alimentazione, il dispositivo di alimentazione del passante della macchina per cucire esegue il recupero dell'origine e lo schermo cambia allo schermo di impostazione. 2. Rilascio dell'allarme (Quando lo schermo di allarme è visualizzato.) 3. Ripristino del contatore di cucitura (Quando lo schermo di contatore è visualizzato.) (Quando lo schermo di contatore è visualizzato) 4. Ripristino del contatore totale (Quando lo schermo di contatore è visualizzato) 5. Schemo di regolazione fine della macchina 6. Fine del programma di controllo (Attenzione) Uno stato pericoloso sorge quando si premeuzzento interuttore après aver attivato l'alimentazione, poiché il dispositivo di alimentazione del passante funziona ad alta velocità. Non avvincare le mani o altre partielcorso alla zona di funzimento del dispositivo di alimentazione del passante e alla zona sottostante il piedino premistoffa della macchina per cucire. |
| 9 Interruttatore di stop temporaneo | Questo interuttatore è usato per arrestare temporaneamente il funzionamento o per arrestare il funzionamento. (Attenzione) Riavviamento non più essere effettuo quando l'interruttore di stop temporaneo è arrivato durante il funzionamento. |
| 10 Tasto di cursore sinistra | a. Questo tasting fa scorrere l'articolo di impostazione verso la sinistra quando lo schermo di impostazione o qualcosa di simile è visualizzato. b. Questo tasting esegue l'operazione di spostamento del piedino premistoffa (spostamento indietro) quando lo schermo di cuciturà è visualizzato. (Fare riferimento alla categoria 52.) |
| 11 Tasto di commutazione schermo | Questo tasting selezione l'articolo di impostazione. |
| 12 Tasto di cursore destra | a. Questo tasting fa scorrere l'articolo di impostazione verso la destra quando lo schermo di impostazione o qualcosa di simile è visualizzato. b. Questo tasting esegue l'operazione di spostamento del piedino premistoffa (spostamento in avanti) quando lo schermo di cuciturà è visualizzato. (Fare riferimento alla categoria 52.) |
| 13 Schermo di visualizzazione | Questo schermo esegue varie visualizzazioni. |
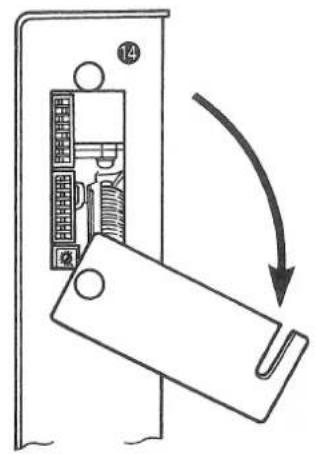
| 14 Interruttatori DIP | Questi interuttatori commutano varie impostazioni. (Fare riferimento alla categoria 73.) |
| 15 Tasto LED di cuciturà pronta | Colore verde |
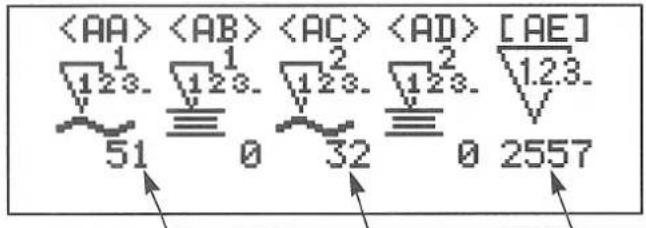
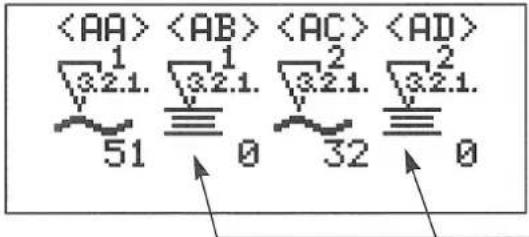
2. Explanation of the counter / Erläuterung des Zährlers / Explication du compteur / Explication del contador / Descrizione del contatore
Operazione di conteggio significata che il numero di volte della cucitura è aggiunto o sottratto quando la cucitura è completata considerando un passante come "1".
Quando il numero di volte della cucitura raggiunge il valore specificato, la macchina per cucire si farma automaticamente, e il crochet su lato anteriore si allarga verso lato anteriore. Spagnere la macchina e sostuire la bobina con una nuova.
Operation
Fare spagnere la LED di cucitura pronta.
(Premendo il tasio di cucitura pronta (colore verde), accensione e spegnimento sono ripetuti.)
o Premere tasto di contatore 123 e lo schermo di impostazione del conteggio e visualizzato come migliorato qui sotto.
Visualizzazione del contatore per addizione
Premere il tasting di ripristino per riportare allo "0".
Quando il tasto di commutazione schermo è premuto durante la selezione dei simboli da
Visualizzazione al momento del contatore per sottrazione
Valore di impostazione è immesso con i dieci tasti.
Il conteggio può essere separamente impostato al primo crochet e al secondo crochet.
- Questa impostazione è conveniente quando la quantità del filo della bobina da usare dei rispetti crochet è differente l'une l'altra.
- Quando si sostituiscono le bobine come una serie, il conteggio per addizione o il conteggio per sottrazioneiene effettuato impostando soltanto uno dei due crochet.
Quando il value di contatore è impostato a "0", l'operazione alla fine conteggio non viene effettuata.
Quando il value di contatore è impostato a "0", l'operazione alla fine conteggio non viene effettuata.
(soltanto la funzione di contatore per addizione)
念 Azzerare con il tasto di ripristino.
(Anche when la macchina vene spenta, i dati rimaranno. Non mancare di ripristinare prima di iniziare il conteggio.)
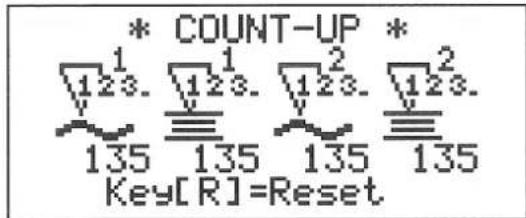
Count UP screen
Schemo di conteggio per addizione
Quando il contatore è nello stato di conteggio per addizione dopo la cucitura, il seguente schermo è visualizzato.
- Quando si impostano il primo crochet e il secondo crochet separatamente, soltanto la parte alla quale il conteggio per addizione è effettuatoViene visualizzata.
Count-up screen Aufwärtszähleranzeige Ecran de comptage progressif Pantalla de cuieta UP Schermo di conteggio per addizione
- Be sure to use the counter since the moving mechanism is provided on front side (1st hook).
- Verwenden Sie den Zähler, da sich der Transportmechanismus auf der Vorderseite (1. Greifer) befindet.
- Utiliser le compteur car le mécanisme de déplacement se trouve du côte avant (premier crochet)
- Cercórese de usar el contador dato que el mecanismo de movimiento se provee en bajo frontal (gancho 1°).
- Aver cura di usare il contatore in quanto lato anteriore (primo crochet) è dotato del meccanismo di spostamento.
Dopo aver spento l'interruttore dell'alimentazione e aver sostuito la bobina sul lato visualizzato, accendere la macchina e premere l'interruttore di cucitura pronta. Quindi, lo schermo di conteggio per addizione è visualizzato. A quello punto, premere l'interruttore di ripristino Re azzerare il contatore.
3. Confirmation of needle entry point / Überprüfung des Nadeleinstichpunkts / Verification du point de penetration de l'aiguille / Confirmacion de punto de entrada de agua / Conferma del punto d'entrée dell'ago
Usare questa funzione quando si conferma il punto d'entrata dell'ago o qualcosa di simile.
Spostamento all'indietro è effettuato con il tasting e spostamento in avanti con il tasting
Inoltre, quando lo schermo di operazione di spostamento e visualizzato, il piedino premistoffa si solleva o si abbassa premendato l'interruttore di infilatura ago.
(Attenzione) Quand si accende l'interruttore di infilatura ago 12 , aver cura di non mettere le mani o qualcosa di simile,.
sotto il piedino premistoffa.
Lo schermo ritorna allo schermo di cucitura premendo il bottone R.
4. Setting screen / Einstellungsanzeige / Ecran de paramétrage / Modo de fjar la pantalla / Schermo di impostazione
No.di dato di modello interno
(In caso di dati del ROM esterno, "E01A" è visualizzato.)

List of display / Anzeigeliste / List d'affichage /
Lista de visualizaciones / Lista delle visualizzazioni
Impostazione dei dati di cucitura è eseguita.
Lo schermo è visualizzato premendo il tasto di programma.
Quando si desidera carie il valore di impostazione, tenere premuto il tasto di schermo standard per 10 secondi. Blocco dei dati e rilasciato. Quando si desidera bloccare i dati nuovamente, tenere premuto il tasto di schermo standard per 10 secondi. Inoltre, quando si accende la macchina, si raccomanda di rilasciare il blocco soltanto quando è necessario poiché lo stato prima di spegnere la macchina è stato memorizzato.
(1) Selection of the pattern / Wahl des Musters / Sélection de la configuration / Sélection de patrón / Selezione dei modelli
No.di modello di cucitura è visualizzato.
No.di modello di cucitura sono da 01 a 99
(modelli interni sono da 1 a 9.).
Premere il tasto di commutazione schermo , e lo schermo passa allo schermo di selezione dei modelli di cucitura.
Dal decimo modello, scrive il ROM di dati esterno facoltativo dal PGM-20 e immetterlo.
(Fare riferimento al Manuale d'Istruzioni per il PGM-20 per la procedura di immissione.)
Quando il ROM di dati esterno è montato, il ROM di dati esterno ha la priorità in visualizzazione.
Internal data pattern
Modello dei dati interni
No.di modello inizia con "P".
External data ROM pattern
Modello del ROM di dati esterno
No.di modello inizia con "E".
Number of stitches
Stichzahl
Nombre de points
Número de+puntadas
Numero di punti
Premere il tasto di commutazione schermo , e il modello i cui caratteri stanno lampeggiando è selezionato. Quindi, lo schermo passa allo schermo di impostazione del modello di cucitura.
(2) Setting of max. number of rotations / Einstellung der Maximalrehzahl / Définition du nombre maximum de rotations / Fijación del máximo número de rotaciones / Impostazione del numero di giri max.

(Gamma di impostazione : 500 a 2.500 sti/min)
Immettere con i dieci tasti.
(3) Setting of number of stitches / Einstellung der Stichzahl / Définition du nombre de points / Fijación de número de puntadas / Impostazione del numero di punti

Modello di cucitura deve essere selezionato tra i modelli con 28 punti, con 36 punti e con 42 punti incorporeti nel ROM di sistema.
(Gamma di impostazione: 7,0 a 22,0 mm)
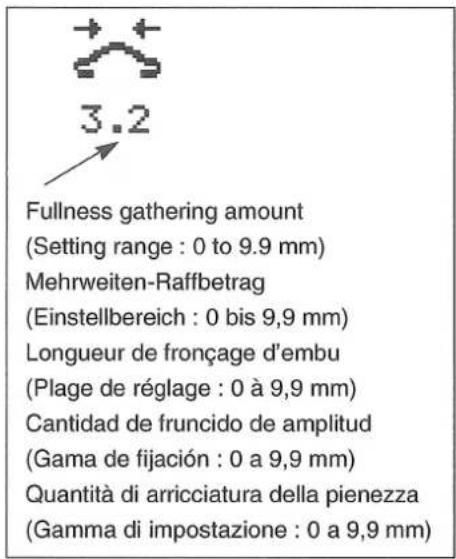
(Gamma di impostazione: 1,0 a 3,2 mm)
(6) Setting of belt loop width ( 1 ) / Einstellung der Gurtelschlaufenbreite ( 1 ) / Définition de la largeur de passant ( 1 ) / Fijación de anchura de pasador de cinturón ( 1 ) / Impostazione della larghezza del passante ( *1 )

(Gamma di impostazione: 9,0 a 20,0 mm)
Questa impostazione fa memorizzare la larghezza della cintura alla macchina in modo che la posizione di cucitura si simmetrica rispetto al centro quando si cambia la larghezza delle travette.
(7) Fine adjustment of bartacking position ( 1 ) / Feineinstellung der Riegelposition ( 1 ) / Réglage fin de la position de bride d'arrêt ( 1 ) / Ajuste precisely de positioning de presillado ( 1 ) / Regolazione fine della posizione delle travette ( *1 )
La posizione di cucitura potrebbe spostarsi leggermente quando un passante èambiato a un'alto passante di differente larghezza oppure a un'alto passante di differente materiale.
In questo caso, usare esta impostazione quando si compensate la quantità di correzione.

Si sposta verso la destra quando il valore di impostazione.
Si sposta verso la sinistra quanto il valore di impostazione.
- Moving direction changes with the press of the screen change-over key
Die Bewegungsrichtung wird durch Drücken der anzeigen-Umschalttaste geändert.
Le sens de déplacement change lorsqu'on appuie sur la touche de changement d'écran
La direccion del movimiento se cambia pulsando la tecla de cambio de pantalla.
La direzione di spostamento cambia premendo il tasto di commutazione schermo
(8) Fullness setting / Mehrweiteneinstellung / Paramètre d'embu / Fijación de amplid / Impostazione della pienezza
Commutazione alternata tra lo standard e la pienezza (*1)
Standard sewing
Normalnahen
Couture standard
Cosido estandar
Cucitura standard
Cucitura pienezza (Facoltativa)
( 1) It is not displayed when the fullness device is stopped (SW3 located on lower side of DIP switches, refer to page 73.).
( 1) Dierer Posten wird nicht angezeigt, wenn die Mehrweitenvorrichtung abgeschaltet wird (SW3 im unteren Bereich der DIP-Schalter, siehe Seite 73.).
( 1) N'apparait pas lorsque le dispositif d'embu est arrete (SW3 situé au bas des interrupteurs DIP - voir page 73.).
( 1) No se visualiza cuando el dispositivo de amplitud está parado (SW3 ubicado en el lado inferior de los interruptores DIP. Consulte la page 73.).
( 1) Non e visualizzato quando il disposito viene fermato. (SW3 posto sul lato inferiore degli interruttori DIP,fare riferimento alla pagna 73.).
Valore di impostazione (quantità di arricciatura della pienezza)
Passante di doppio valore di impostazione è alimentato in eccedenza. Non mancare di effettuire la prova di cuciturta, tutvavia, poiche il valore di impostazione potrebbe essere differente dal valore aspettato a seconda di vita e spessore del passante o di interasse tra le travette.
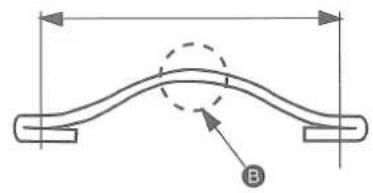
Spazio tra gli aghi A
Loosening amount
Lockerungsbetrag
Valeur de I'embu
Quantità di arricchimento lunghezza
1) Quantità max. di arricchimento lunghezza
Quantità di arricchimento lunghezza è la quantità e che ha tagliato.
Azionare la macchina facendo riferimento alla segunte tabella.
| Spazio tra gli aghi A | Quantità di arricchimento lunghezza |
| 43 a 45 mm | 7 mm |
| 46 a 50 mm | 8 mm |
| 51 a 55 mm | 9 mm |
| 56 a 60 mm | 10 mm |
| 61 a 65 mm | 11 mm |
| 66 a 70 mm | 12 mm |
1) Max. loosening amount
Fare memorizzare alla macchina lo spessore della giuntura del passante.
(10) Setting of the belt loop detection / Einstellung der Gurtelschlaufen-Erkennung / Définition de la détction de passant / Fijación de la detectión de pasador de cinturón / Impostazione della rilevazione del passante
Fare memorizzare alla macchina lo spessore del passante, e fermerà la macchina quando il passante esaurisce.
Per sopraccitati (9) e (10)
Quando il modello e cambiato, impostare nuovamente poiche il dato e memorizzato per ciascun dato di modello.
Percio, non è necessario impostare nuovamente se i prodotti di cucitura sono gli stessi poiché il dato di modello e il passante che sono stati immessi una volta sono controllati alla macchina.
Fare riferimento alla pagna 94 per la procedura di impostazione.
Quando si imposta la giuntura del passante e la rilevazione usingo il prodotto reale, è possible impostare sua con (9) che con (10).
5. Adjustment screen / Einstellungenanzeige / Ecran de réglage / Pantalla de ajuste / Schermo di regolazione

List of display / Anzeigeliste /
Liste d'affichage / Lista de visualización /
Lista delle visualizzazioni
Premendo il tasto di schermo standard 品 , premere i dieci tasti "0", e lo schermo di regolazione è visualizzato.
A Anything puto, quand No.2 della sezione superiore degli intertturtoni
DIP posto sul lato destro del pannello della centralina operativa è:
OFF : Solo visualizzazione
ON : Stato di impostazione possibile
Un segno di lucchetto in basso a destra dello schermo di visualizzazione del pannello rappresenta lo stato.
(1) Sewing machine start-up speed / Nähmaschinen-Startgeschwindigkeit / Vitesse de démarrage de la machine / Velocidad de arranque de laquina de coser / Velocità di avviamento della macchina per cucire
Velocità di avviamento più essere selezionata tra i 5 stadi. (valore standard : 3) Abbassare la velocità di avviamento se si verificasse lo filamento del filo all'inizio cucitura.

(2) Adjusting the 1st hook / Einstellung des 1. Greifers / Réglage du premier crochet / Ajuste del gancho 1^ / Regolazione del primo crochet

WARNING :
La regolazione deve essere effettuata soltanto da un operatore che abbia una conoscenza opportuna e addestramento operativo poiché la regolazione della relazione fase ago-crochet viene eseguita dopo aver accesso la macchina.

Entrare dello schermo di regolazione del primo crochet con il tasto di commutazione schermo.
Il valore visualizzato sul Pittogramma rappresenta la distanza tra il primo crochet e il secondo crochet (riferimento).
(Note) Effettuare aperture/chiusura del crochet après l'entrée nella schermo di regolazione del primo crochet.
Il crochet si sposta in un'unità di 0,01 mm con i dieci tasti "1" (apre) o "7" (chiude), e si sposta in un'unità di 0,1 mm con i dieci tasti "2" o "8". Per garantire le condizioni di sicurezza, tuttavia, i tasti "2" e "8" non sono essere accettati quando la leva tirafilo non è posizionata nel suo punto morto superiore.
(Note) Aver cura di premere il tasting per registrar sono aver effettuato la regolazione della posizione del crochet.
(Attenzione) Fare attenzione che la mano non venga intrappolata nella base del crochet dal movimento della base del crochet su lato anteriore durante la regolazione della posizione del crochet.
(3) Belt feeding amount / Gurtelschlaufen-Transportbetrag / Longueur d'avance de ceinture / Cantidad de transporte de cinturón / Quantità di distribuzione del passante

Impostazione della lunghezza quando il passante viene estratto. (unità: mm)
Quantità di avvolgimento del passante nel lato posteriore cambia.
Piu lungo il passante viene estratto, piu la quantita di avvolgimento aumenta.
Attenzione: Il valore e il valore della lunghezza di avvolgimento non sono gli stessi poiché c'è una differenza in valore di regolazione meccanica.
Quando si imposta la quantità di avvolgimento del passante nel lato anteriore, regolare l'unità di distribuzione dei passanti. (Fare riferimento all'articolo (8) sulla pagna 87.)
A Anything, non mancare di accendere di nuovo la macchina alla regolazione.
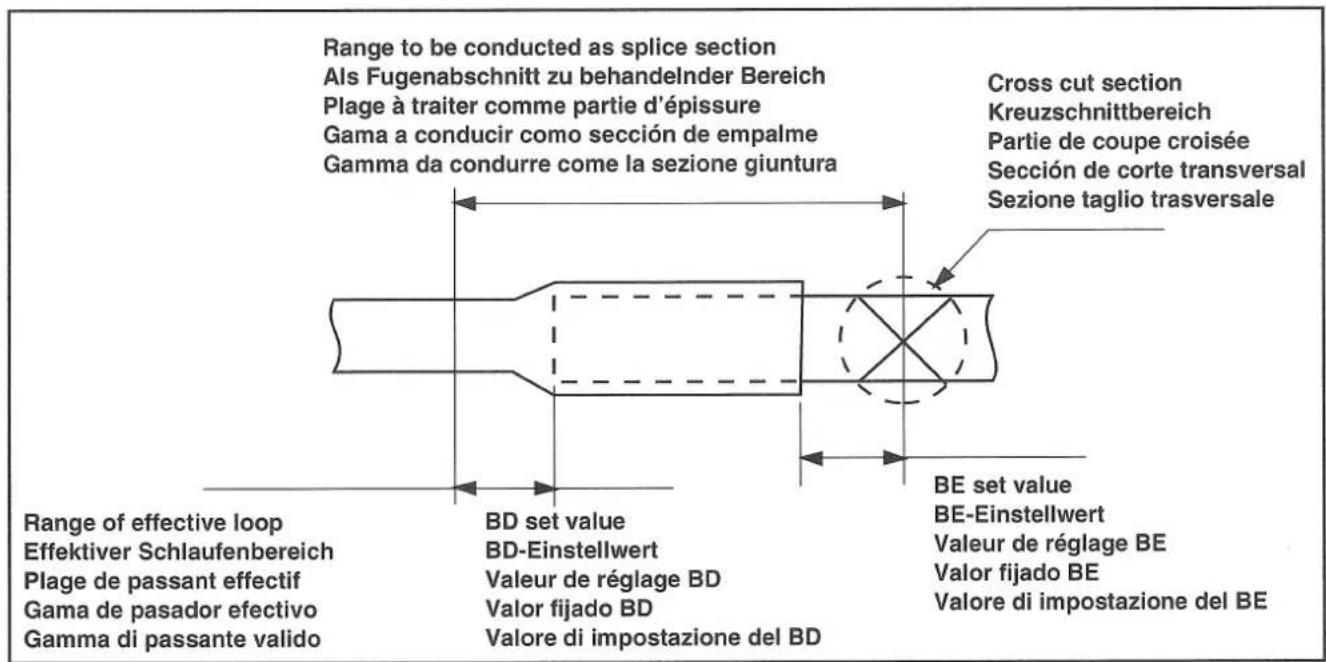
(4) Setting of splice cutting (front) / Einstellung des Fugenschnits (vorn) / Reglage de la coupe de l'epissure (avant) / Fijación de corte de empalme (frontal) / Impostazione del taglio della giuntura (il davanti)
Questa impostazione immette la distance per condurre come un passante difettoso il dato anteriore alla posizione dove l'estremità anteriore della giuntura è confirmata. (unità : mm) Sezione giuntura all'estremità anteriore della giuntura è gradualmente gonfiata, e la precisione di rilevazione varia a seconda del materiale del passante.
Questa impostazione è per compensare l'erreore di precisione della rilevazione.
Inoltre, sare necessario regolare l'errore a seconda della larghezza del passante.
(5) Setting of splice cutting (rear) / Einstellung des Fugenschnits (hinten) / Reglage de la coupe de l'epissure (arrière) / Fijación de corte de empalme (posterior) / Impostazione del taglio della giuntura (il dietro)

Questa impostazione immette la distance dall'estremità posteriore della sezione giuntura alla posizione per tagliare il passante. (unità : mm)
Il passante deve essere tagliato nella parte leggermente posteriori della sezione giuntura, poiché il taglio trasversale viene applicato al passante. Altrimenti, la sezione giuntura si mischia con il passante.
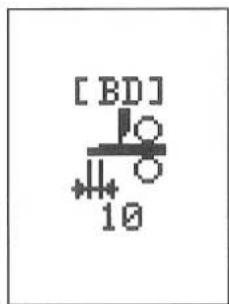
Il valore di impostazione standard del valore [BD] o [BE] è 10 mm.
(6) Setting of wiper operating time / Einstellen der Wischerbetriebszeit / Reglage du début d'actionnement du tire-fil / Modo de fijar el tiempo deopération del retirahilo / Impostazione del tempo operativo dello scartafilo

L'impostazione del tempo operativo dello scartafilo viene effettuata. (Unità : sec.)
Cambiare il tempo operativo dello scartafilo quando il tempo operativo è corto e il filo non è viene scartato.
Immettere la modifica con il tasting dieci. (Impostazione standard : 0,06)
Compensazione origine asse X del pressore della macchina per cucire (unità: mm)
Questa regolazione è effettuata quando la posizione del pressore e dell'ago è spostata a causa dell'inicidente inatteso o qualcosa di simile. (Questa regolazione non è usata tranne che la sostituzione del ravolo X-Y, o la regolazione della fenditura del sensore del ravolo X-Y sia effettuata.) Spostare l'origine dell'asse X verso la destra o sinistra. Entrare nelle schermo di regolazione con il tasto di commutazione schermo. Regolare con i dieci tasti seguito le istruzioni nella schermo.
(8) Y-axis origin compensation of the sewing machine presser (Unit : mm)
Y-Achsen-Nullpunktkompensierung des Nahmaschinenpressers (Einheit : mm)
Correction de l'origine de l'axe Y du presseur de la machine (unité : mm)
Compensación de origen del eje-Y del prensatelas de laquina de coser (Unidad : mm)
Compensazione origine asse Y del pressore della macchina per cucire (unità : mm)

Questa regolazione è effettuata quando la posizione del pressore e dell'ago è spostata a causa dell'inicidente inatteso o qualcosa di simile. (Questa regolazione non è usata tranne che la sostituzione del ravolo X-Y, o la regolazione della fenditura del sensore del ravolo X-Y sa effettuata.)
Abbassare l'origine dell'asse Y.
Entrare nelle schermo di regolazione con il tasto di commutazione schermo Regolare con i dieci tasti seguendo le istruzioni dello schermo.
(9) Fork origin compensation / Gabelnullpunkt-Kompensierung / Correction de l'origine de la fourche / Compensacion de origen de horquilla / Compensazione origine forcella

- Questa impostazione effettua la compensazione della posizione dove la forcella cattura il passante.
Direzione sinistra fa andare la forcella in avanti, e direzione destra fa andare indietro.
-
Commutazione della direzione anteriore/posteriore cui è l'èste commutazione schemo.
-
I dati di quantità di compensazione sono memorizzati nel ROM. Si raccomanda, tuttavia, dl'èe, è il fare un appunto dei dati per prepararsi al peggio.
(10) Setting of thread presser operation / Einstellung des Fadendrückerbetriebs / Activation désactivation du presseur de fil / Fijación de la operación del prensahilo / Impostazione del funzionamento del premifilo

Questa impostazione effettua la selezione di funzionamento/non funzionamento del premifilo. ON/OFF del funzionamento può essere commutato con il teclà de cambio de pantalla Impostare su OFF quando il filo è danneggiato alla pressione del premifilo.
(11) Selection of check program mode / Wahl des Prüfprogramm-Modus / Sélection du mode de programme de vérification / SeLECTION de modalidad de programa de comprobación / Sezione dei modi di programma di controllo

Dopo aver immesso il No.di modo sopraccitato, il programma di controllo più essere attivato con il tasto di commutazione schermo 山 . Non usare questo modo, in quanto questo modo è usato per manutenzione e ispezione dal fabbricante.
(12) Adjustment data value at the time of delivery / Werksseitiger Einstellungendatenwert / Fiche des valeurs de réglage à la livraison / Valor de datos de ajusté al tiempo de la entrega / Regolazione del valore del dato di regolazione al momento della consegna
Un foglio sul quale i valori di regolazione peculiari di questa macchina sono descritti è allegato a questa macchina. Conservare il foglio con cura. Se si verificasse la sostituzione del pannello elettronico a causa dell'inconveniente, è necessario immettere nuovamente. Prendere appunti quando si cambia il valore di <BG> , <BH> , o <Bl> .
| MOL-254 Foglio di regolazione | |||
| No. Mfg. MOL | |||
| No. Dato | Nome Dato | Valore di regolazione | NOTA |
| <BB> | Posizione Crochet | Dato della posizione del crochet al momento della segna | |
| <BG> | Origine X | Valore di compensazione origine asse X | |
| <BH> | Origine Y | Valore di compensazione origine asse Y | |
| <BI> | Origine Forcella | Valore di compensazione origine forcella | |
6. Setting of DIP switches / Einstellung der DIP-Schalter / Positionnement des interrupteurs DIP/ Fijación de los interruptores DIP / Impostazione degli'interruttori DIP
Gl'interrupttori DIP possono essere impostati togliendo il coperchio 1 posto sul lato destro della centralina operativa.
Lato superiore della faccia laterale
| No. | Nome (funzione) del modo | Impostazione standard | Descrizione |
| SW1 | Espansione gamma di impostazione | OFF | Quando l'interruttore è impostato su ON, l'articolo di limitazione è invalido. |
| SW2 | Protezione schermo di regolazione | OFF | Quando l'interruttore è impostato su ON, la protezione è rilasciata. |
| SW3 | Rilevazione rottura del filo | OFF | Quando l'interruttore è impostato su ON, la rilevazione è valida. |
| SW4 | Dispositivo ausiliario di distribuzione passanti | OFF | Quando l'interruttore è impostato su ON, il dispositivo si mette in funzione. |
| SW5 | Sensore pressione aria | OFF | Quando l'interruttore è impostato su ON, il sensore è ignorato. |
| SW6 | Niente impostazione | OFF | |
| SW7 | Niente impostazione | OFF | |
| SW8 | Interruttore di funzionamento di durevolezza della macchina per cucire | OFF | Quando l'interruttore è impostato su ON, l'azionamento inizia (usato nelle schermo di manutenzione). |
(Attenzione) è possibile cancellare quando la macchina è accesa.
Lato inferiore della faccia laterale
| No. | Nome (funzione) del modo | Impostazione standard | Descrizione |
| SW1 | Funzionamento cucitura manuale | OFF | Quando l'interruttore è impostato su ON, il funzionamento del disposativo di alimentazione si ferma. |
| SW2 | Operazione di passo | OFF | Quando l'interruttore è posizionato su ON, l'operazione di passo è valida. |
| SW3 | Dispositivo "pienezza" | OFF | Quando l'interruttore è impostato su ON, il disposativo si mette in funzione (modifica dell'operazione di risistemazione). |
| SW4 | Mantenimento del passante quando si accende la macchina | OFF | Quando l'interruttore è impostato su ON, il passante viene fatto cadere. |
| SW5 | Rilevazione giuntura | OFF | Quando l'interruttore è impostato su ON, la rilevazione è ignorata. |
| SW6 | Taglio trasversale | OFF | Quando l'interruttore è impostato su ON, il taglio èambiato al taglio diritto. |
| SW7 | Niente impostazione | OFF | |
| SW8 | Interruttore per la produzione | OFF | Fare funzionare con l'interruttore posizionato su OFF in qualsiassi momento. |
(Attenzione) Effettuare l'impostazione degli interruttori dopo aver spento la macchina, e accendere la macchina nuovamente.
7. Operation/Betrieb/Utilisation/Operacion/Funzionamento
| WARNING : Operate the machine after you thoroughly understand a series of procedure steps referring to the basic operation flow chart. (See page 33.) WARNING : Betreiben Sie die Maschine erst, nachdem Sie sich anhand des Grundbetriebs-Ablaufdiagramms gründlich mit dem Betriebsablauf vertraut gemacht haben. (Siehe die{nachste Seite 34.) AVERTISSEMENT : N'utiliser la machine qu'après avoir bien compris l'ordre des opérations en se reportant à l'ordinogramme de base (voir page 35 suivante). AVISO : Opere laquina après de comprenderperfectamente la série de pasos del procedimiento consultando el organigrama de operación.baidu. (Ve la).[?] AVVERTIMENO : Azionare la macchina dopo avercompletamente compreso una série di passi di procedura facendo riferimento al diagramma flusso funzionamento fondamentale. (Vedere la prossima).[?] |
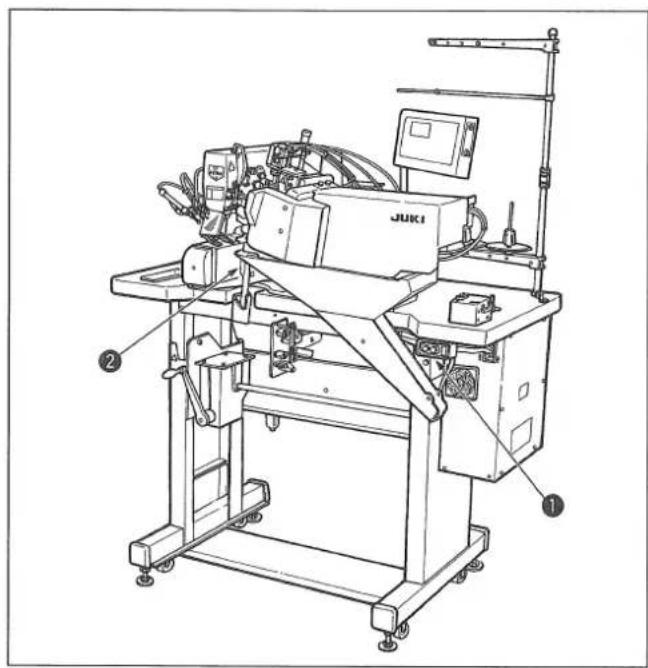
Azionare la macchina segundo i passi di procedura descritti qui sotto.
1) Accendere l'interruttore dell'alimentazione. (Accendere l'interruttore 1.)
2) Posizione are un capo di vestiario da cucire sulla macchina.
3) Premere l'interrutto di avviamento. (Premere l'interrutto 2.)
4) Dopo che la macchina completa i predeterminati passi di procedura, la macchina aziona il rasafilo per tagliare il filo dell'ago e della bobina, automaticamente solleva il piedino premistoffa, e poi si ferma.
VII. MAINTENANCE / WARTUNG / ENTRETIEN / MANTENIMIENTO / MANUTENZIONE
| WARNING : Turn OFF the power before starting the work so as to prevent accidents caused by abrupt start of the sewing machine. WARNING : Schalten Sie vor Beginn der Arbeit die Stromversorgung aus, um Unfälle durch plötzliches Anlaufen der Nähmaschine zu verhüten. AVERTISSEMENT : Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mesure hors tension avant d'effectuer les opérations suivantes. AVISO : Desconecte la corriente électrique antes de comenzar el trabajo para evacitar accidentes causados por un arranque brusco de lamaids de coser. AVVERTIMENTO : Spagnere la macchina per cucire prima di effettuare il lavoro al fine di evitare incidenti causati dall'avvio improvisato della macchina per cucire. |
1. Changing the center-to-center distance between bartacks Verstellen des Mittenabstands zwischen den Riegeln Changement de la distance entre les axes des brides d'arrêt Modo de changer la distancia de centro a centro entre presillados Modifica dell'interrasse tra le travette
L'interasse tra le travette cui estere regolato entro la gamma da 43 mm a 70 mm.
(1) Changing the space between the needles / Verstellen des Nadelabstands / Changement de l'écartement des aiguilles / Modo dechangiar el espacio entre agujas / Modifica dello spazio tra gli aghi
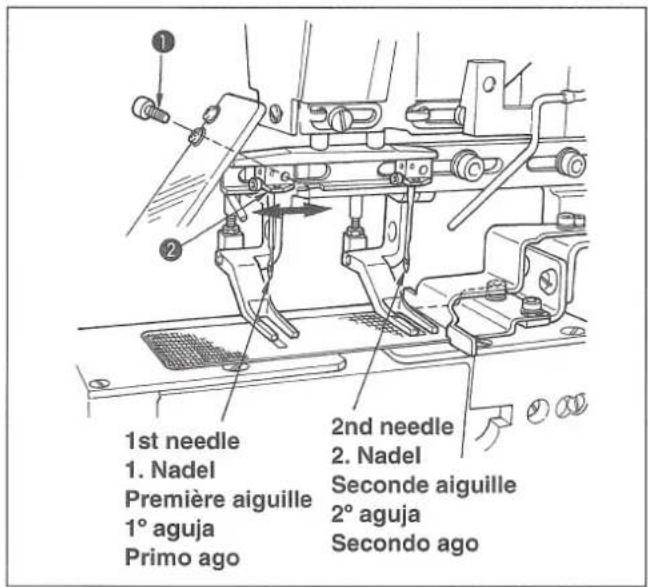
- Loosen 1st needle clamp setscrew ① , and move the needle clamp ② to the right or left to change the space between the needles.
(2nd needle is in the fixed state as reference.)
Space of the needles can be adjusted within the range of 43mm to 70mm . - Tighten needle clamp setscrew ① after the adjustment.
Die Feststellschraube 1 der 1. Nadelklemme losen, und die Nadelklemme 2 nach rechts oder links schieren, um den Nadelabstand zu verändern.
(Die 2. Nadel dient als Bezugspunkt und bleibt daher fixiert.) -
Der Nadelabstand kann innerhalb des Bereichs von 43 bis 70 mm eingestellt werden.
Die Nadelklemmen-Feststellschraube ① nach der Einstellung wieder anziehen. -
Desserrer la vis du premier pince-aiguille ① et déplacer le pince-aiguille à droite ② ou à gauche pour changer l'écartement des aiguilles. (La seconde aiguille est à l'état fixe et sort de référence.)
L'ecartement des aiguilles peut etre regle entre 43 et 70mm - Àprous le réglage,resserrer la vis du pince-aiguille 1
- Afloje el tornillo ① susjetador de la 1^ agua, yuya el susjetador de agua ② a la derecha o a la izquierda para携带 el espacio entre las agujas. (La agua 2^ está en el estado fijo como referencia.)
- El espacio de las agujas se puedaJKLM a 43 mm a 70 mm.
- Apriete el tornillo del sujétador de agua antes del ajuste.
- Allentare la vite di fissaggio del primo morsetto ago ①, e spostare il morsetto ago ② verso la destra o sinistra per cancellare lo spazio tra gli aghi. (Secondo ago rimane fisso come riferimento.)
- Lo spazio tra gli aghi cui si sono iniziati.
Stringere la vite di fissaggio del morsetto ago 1o after the regulation.
(2) Changing the presser foot / Verstellen des Drückerfußes / Remplacement du pied presseur / Cambio del prensatelas / Modifica del piedino premistoffa
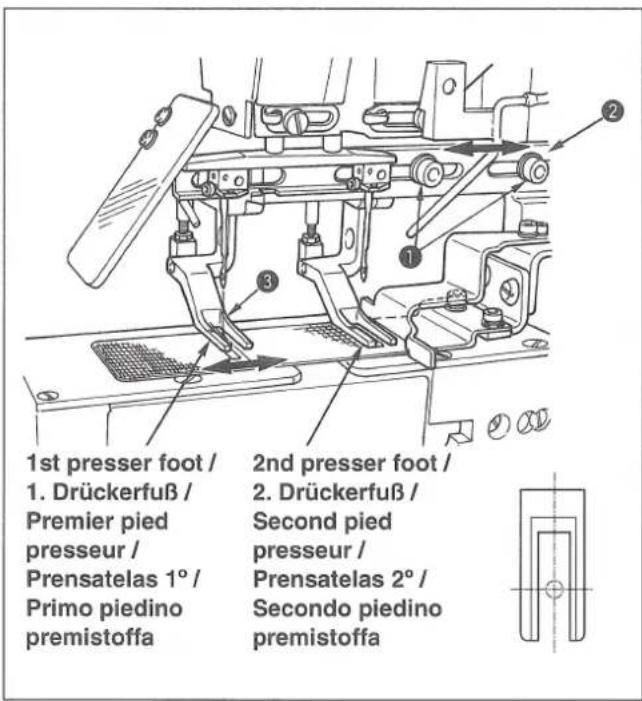
-
Apriete el tornillo en la plaza inferior del prensatelas cuando del ajuste.
-
Allentare la vite di fissaggio ① nella piastra inferiore e sostuire la piastra inferiore con una nuova. La piastra inferiore deve essere sostituita poiché la regolazione non è possibile.
(Attenzione) Quando si fissa la piastra inferiore, fissarla alla posizione dove il foro del piedino premistoffa incontrà il foro della piastra inferiore. (Sia il lato anteriore che il lato posteriore)
Stringere la vite di fissaggio ① nella piastra inferiore dopo la regolazione.
(4) Adjusting the 1st hook position / Einstellen der Position des 1. Greifers / Reglage de la position du premier crochet / Modo de ajustar la posicion del gancho 1^ /Regolazione della posizione del primo crochet
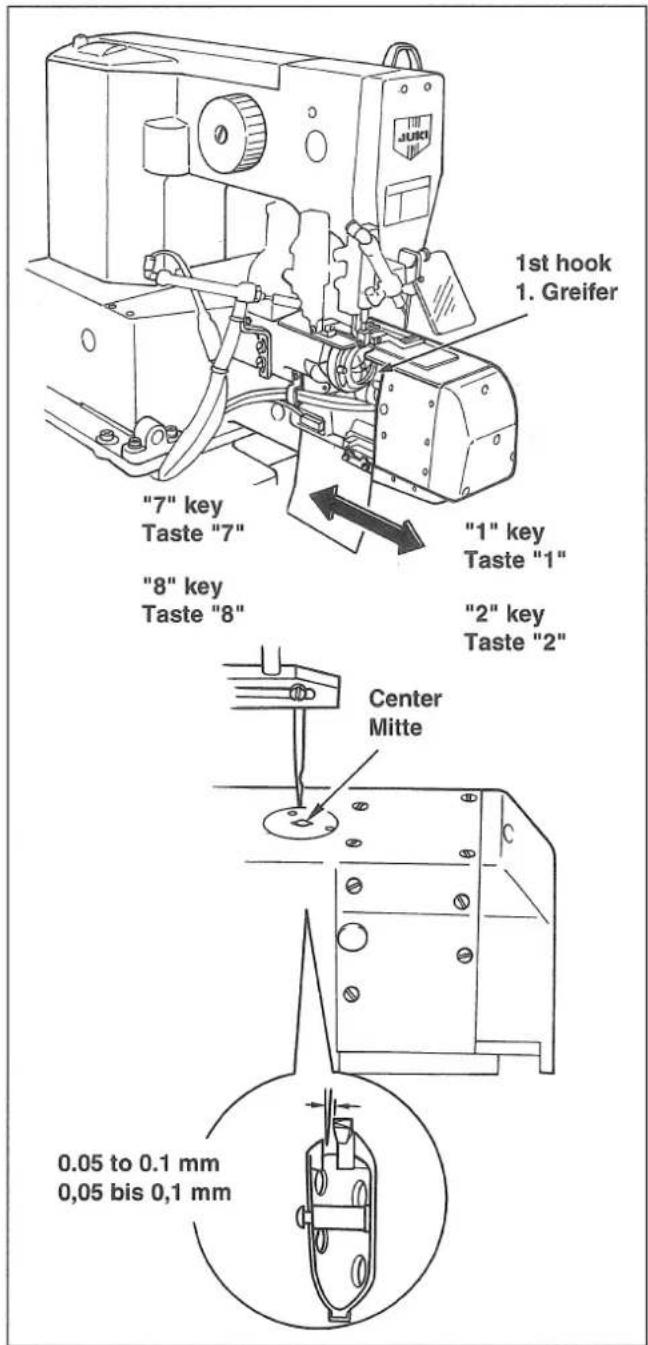
1) Accendere la macchina.
Quando i dati sono protetti, tenere premuto il tasting di schermo standard per 10 secondi per rilasciare il tasting di protezione dati.
2) Simultaneamente premere il tasto e il tasto "0", e lo schermo di modo di impostazione apparisce.
3) Selezionare [BB] con il tasting
4) Premere il tasto 日 , e lo schermo di modo di spostamento del crochet apparisce.
5) Premere il tasto "2" o il tasto "8", e il crochet si sposta in un'unità di 0,1 mm. Inoltre, se siiene premuto il tasto, il crochet si sposta continuamente.
Premere il tasto "1" o il tasto "7", e il crochet si sposta in un'unità di 0,01 mm.
Fare riferimento all'illustrazione per il tasting da premere e la direzione di spostamento.
6) Il crochet si sposta alla posizione dove il centro del foro ago è quasi allineato al centro dell'ago con il tasto "2" o il tasto "8".
7) Regolazione fine è effettuata con il tasto "1" o il tasto "7". Effettuare la regolazione controllingi gli gioco tra la punta della lama e l'ago.
Allora, regolare in modo che un gioco da 0,05 a 0,1 mm sia lasciato tra la punta della lama del crochet interno e l'ago.
8) Riportare lo schermo allo schermo iniziale con il tasto "R" dopo la regolazione.
(Note) Se la posizione d'arresto dell'ago varia, i tasti "2" e "8" sono inoperanti e la visualizzazione del pannello sparisce.
Non e necessario regolare la relazione fase agocrochet.
- Fare attentione che la mano non venga intrappolata nella base del crochet dal movimento della base del crochet su lato anteriore durante la regolazione della posizione del crochet.
(5) Adjusting the wiper / Einstellen des Wischers / Réglage du tire-fil / Modo de ajustar el retirahilo / Regolazione dello scartafilo
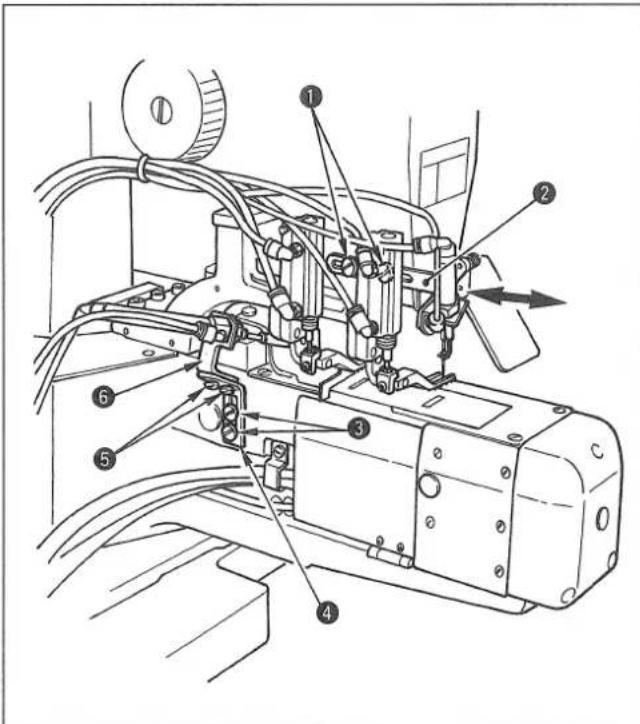
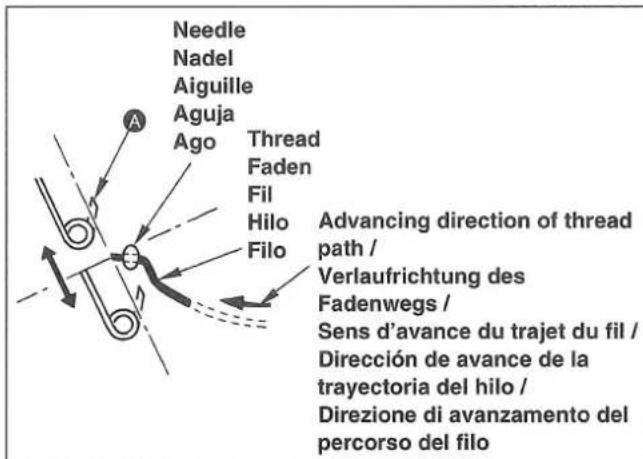
(1) In caso del lato anteriore (nello stato dove la macchina si ferma)
1) Allentare le due viti di fissaggio ①, e la base dello scartafilo A ② si spostera nel senso della freccia.
2) Regolare la posizione spostando lo scartafilo manually come migliorato nella figura in modo che la sezione A che cattura il filo tocchi il filo e entri altri il filo quando esta si estende al massimo. (Regolare in modo che lo scartafilo non tocchi l'ago. Non è un problemaanche se la sezione di scartafilo è piegata.)
3) Stringere le due viti di fissaggio ① après la regolazione.
(2) In caso del lato posteriori (Non è necessario regolare poiché normalmente quello scartafilo è fisso.)
1) Allentare le due viti di fissaggio 3 e la base dello scartafilo B 4 si sposta su o giu.
2) Allentare le due viti di fissaggio ⑤ e la base dello scartafilo C ⑥ si sposta in avanti e indietro.
3) Regolazione della posizione è uguale a sopraccitato (1)2).
4) Stringere le rispettive due viti di fissaggio di e al termine della regolazione.
(6) Adjusting the fork / Einstellen der Gabel / Reglage de la fourche / Modo de ajustar la horquilla / Regolazione della forcella
WARNING :
Spagnere la macchina per cucire prima di effettuare il lavoro al fine di evitare incidenti causati dall'avvio improvviso della macchina per cucire.
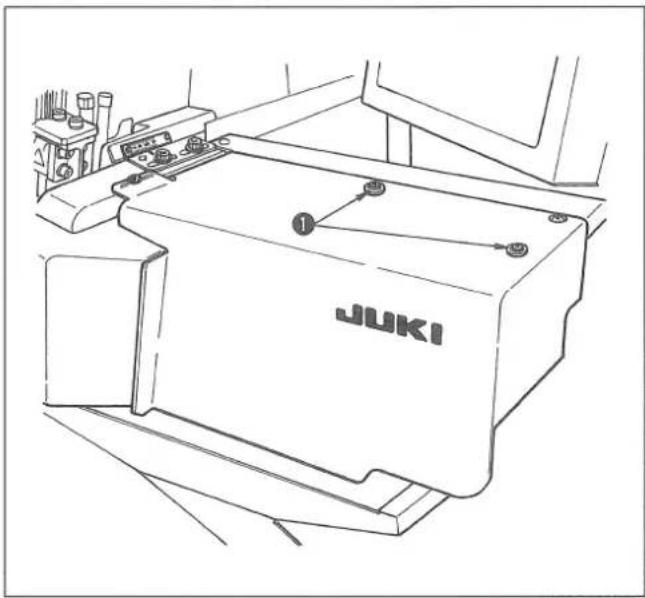
Allentare le viti di fissaggio del coperchio e rimuovere il coperchio.
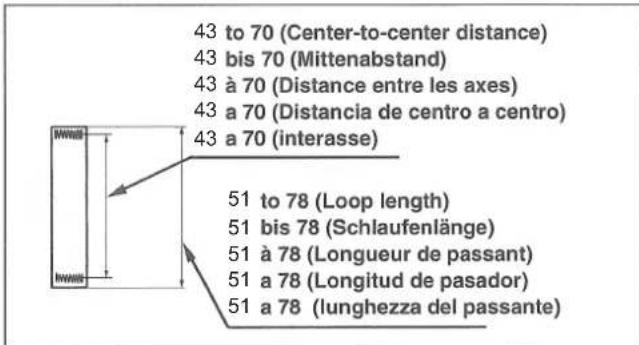
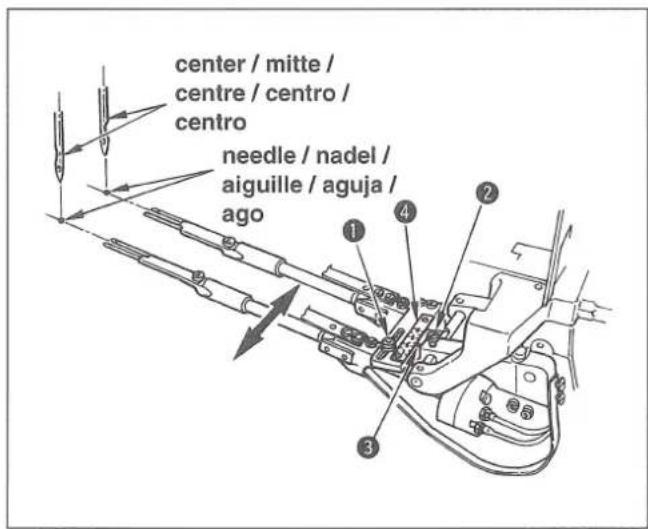
(1) Spostamento dell'albero di piegatura del lato anteriore
1) Allentare le viti di fissaggio ① e ② e stringere ① e ② dopo aver allineato il punto di riferimento ③ ad una graduzione desiderata della Scala ④ (lunghezza del passante). Allora, effettuare l'allineamento della forcella e ago.
2) Attaccare il coperchio in posizione.
(7) Changing the loop receiver / Wechseln des Schlaufenempfängers / Changement du réceptacle de passant / Modo de combiar el receptor de pasador / Modifica del ricevitore del passante
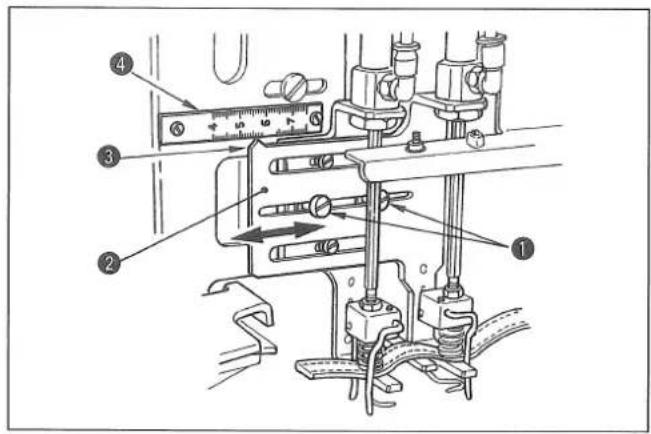
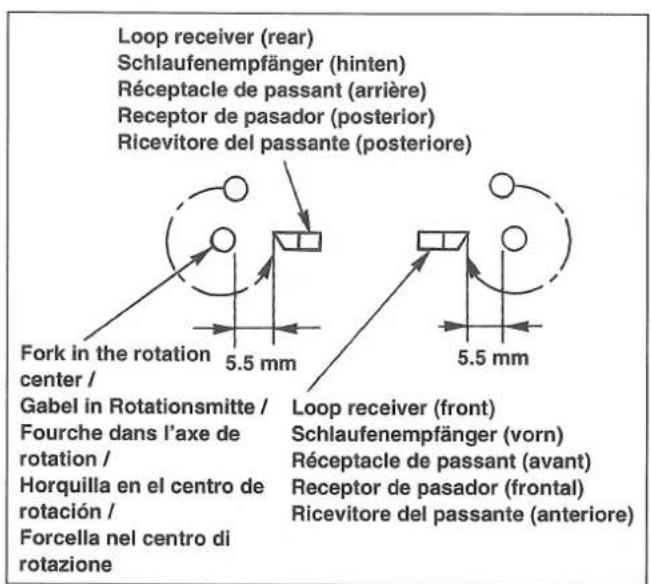
(1) Spostamento del ricevitore del passante Allentare la vite di fissaggio 1, spostare il ricevitore del passante (anteriore) 2 per posizionare l'indice 3 ad una graduzione desiderata della Scala 4 (lunghezza del passante). Dop la regolazione, stringere le viti 1. Allora, regolare in modo che il gioco tra la forcella e il ricevitore del passante sa di 5,5 mm circa.
(Attenzione) Spostare anche il dispositivo di pienezza in caso della specifica "pienezza".
(8) Moving the loop feeding unit / Verschieben der Gurtelschlaufen-Transporteinheit / Déplacement du dispositif d'entrainment du passant / Modo de mover la unidad de transporte de pasador / Spostamento dell'unità di distribuzione del passante
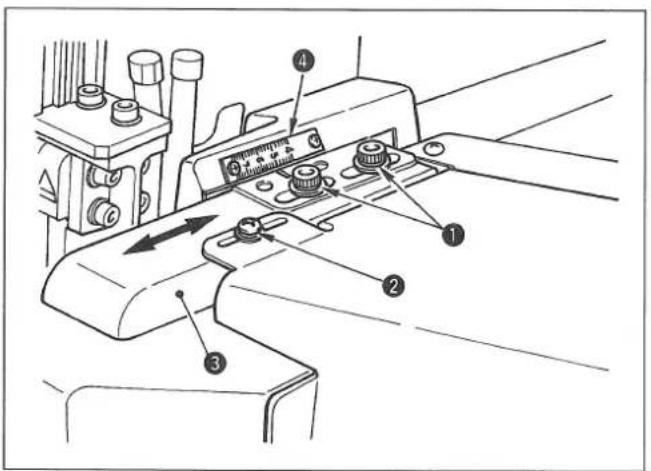
Allentare la vite 1 e 2 spostare la rotai di guida dell'unità di coltello 3 per allineare la linea incisa alla Scala 4.
(9) In case of the fullness / Im Falle der Mehrweiten-Spezifikation / Cas ou un dispositif d'embu est utilisé / En el caso de la asignación de amplitud / In caso della specifica "pienezza"
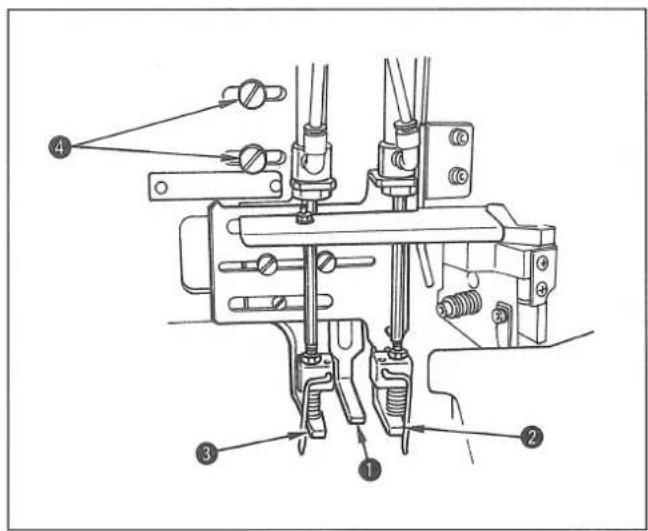
Allentare la vite 4 e spostare la leva di pienezza 1 quasi al centro tra il ricevitore del passante, anteriore 2 e posteriore 3.
Quando la posizione è determinata, stringere la vite 4.
(10) Change data value of fullness amount < 1H> on the panel to a proper value.
Ändern des Datenwertes des angezeigten Mehrweitenbetrags < 1H> auf einen angemessenen Wert.
Changement de la valeur d'embu < 1H> sur le panneau.
Cambio de valor de dato de cantidad de amplitud < 1H> en el panel a un valor apropiado.
Modifica del valor di dato della quantità di pienezza < 1H> sul pannello ad un valore opportuno.
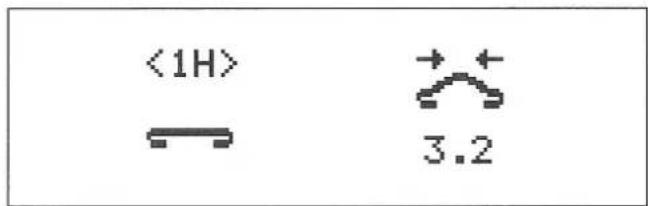
(Attenzione) Per quanto riguarda la modifica dell'interasse, i passi di procedura sono invertiti in alcuni passi quando si allarga o si restringe la distanza.
Al termini di tutte le regolazioni, accendere di nuovo la macchina.
Fare initiazizzare la lunghezza del passante nuovamente.
- Adjusting the width of belt loops / Einsteinen der Gurtelschlaufenbreite / Reglage de la largeur des passants / Mode de ajustar la anchura de los pasadores de cinturón / Regolazione della larghezza del passante
(1) Changing the binder / Verstellen des Einfassers / Changement du bordeur / Modo de cambiar el ribeteador / Modifica del legatore
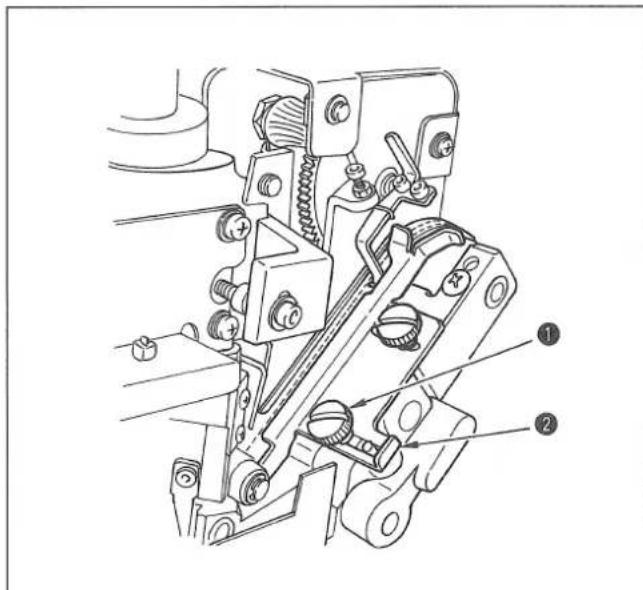
Allentare le viti ① e regolare la posizione della guida larghezza passante ② in modo che un gioco di 1 mm (spesso come la sezione giuntura) sia lasciato tra il passante e il legatore. Stringere quindi le viti ①.
(2) Adjusting the loop gathering claw / Einstellen der Gurtelschlaufen-Raffklauen / Reglage des griffes de passant / Mode de ajustar la garra de fruncido / Regolazione della griffa arricciapassanti
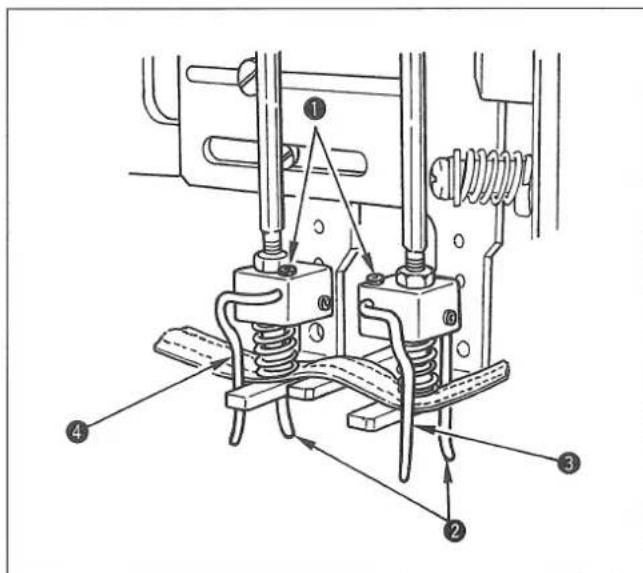
Allentare le viti 1, e spostare le griffe arricciapassanti A 4 e 5 finché il passante tocchi la griffa arricciapassanti B 3.
(3) Adjusting the cross cut position / Einstellen der Kreuzschnittposition / Reglage de la position de coupe croisée / Mode de ajustar la posicion de corte transversal / Regolazione della posizione del taglio trasversale
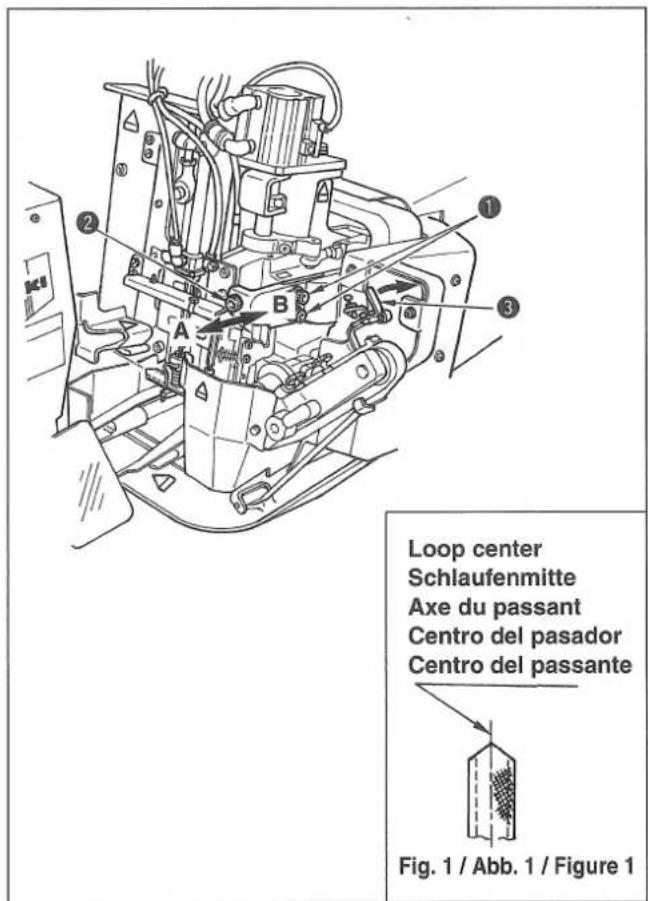
Allentare le viti di fissaggio del corpo principale ①, girare la vite di regolazione ② e spostare le viti di fissaggio nel senso A o B per regolare la posizione del corpo principale in modo che il centro del passante tagliato sia allineato al centro della base di montaggio del coltello come migliorato nella Fig.1.
Tirare la leva di rilevazione della giuntura del passante verso lato anterio, e la necessaria quantità di passante più essere distribuita. Inoltre, premendo il tasto di schermo standard, premere i dieci tasti 3. L'unità premipassante quando rilascia il passante. Di nuovo, premendo il tasto di schermo standard, premere i dieci tasti 3. Il passante quando più essere tagliato. Usare esta funzione quando si esegue la regolazione.
(Attenzione) Le operazioni sopraccitate possono essere effettuate solo quando lo schermo di impostazione è visualizzato.
Cambiare il dato di larghezza del passante di 1D nelle schermo di impostazione.
(5) Changing the value of belt loop width / Ändern des Wertes der Görtelschlaufenbreite / Changement de la valeur de la largeur de passant / Modo dechangier el valor de anchura del pasador de cinturón / Modifica del valor della larghezza del passante
Cambiare il dato di larghezza del passante di 1F nelle schermo di impostazione.
3. Replacing loop cut moving knife / Auswechseln des Schlaufenschwingmessers / Remplacement du couteau mobile de passant / Modo de reemplazar la cuchilla movable cortadora de pasador / Sostituzione del coltello mobile tagliapassanti
| WARNING : Turn OFF the power and shut off the compressed air supply !' Exercise extra care not to allow your fingers to be cut by moving knife ⑤ during the knife replacing procedure. WARNING : Schalten Sie die Strom- und Druckluftversorgung aus ! Achten Sie beim Auswechseln des Messers besonders sorgfällig daraufuf, daß Sie sich nicht die Finger am Schwingmesser ⑥ schreiben. AVERTISSEMENT : Mettre la machine hors tension et couper l'alimentation d'air comprime ! Veiller à ne pas se couper les doigs avec le couteau mobile ⑤ lorsqu'on remplace le couteau. AVISO : Desconnecte la corriente électrique y corte el suministro de aire comprimido ! Ponga sumo cuidado en que la cucilla ⑤ movable no corte sus dedos durante el procedimiento de cambio de cucilla. AVVERTIMENTO : Spagnere la macchina e bloccare l'alimentazione dell'aria compressa ! Prestare moltaattenzione che le dita non vengano tagliate dal coltello mobile ⑤ durante la procedura di sostituzione del coltello. |
(1) Removing the moving knife / Entfernen des Schwingmessers / Retrait du couteau mobile / Modo de extraer la cuchilla movable / Rimozione del coltello mobile
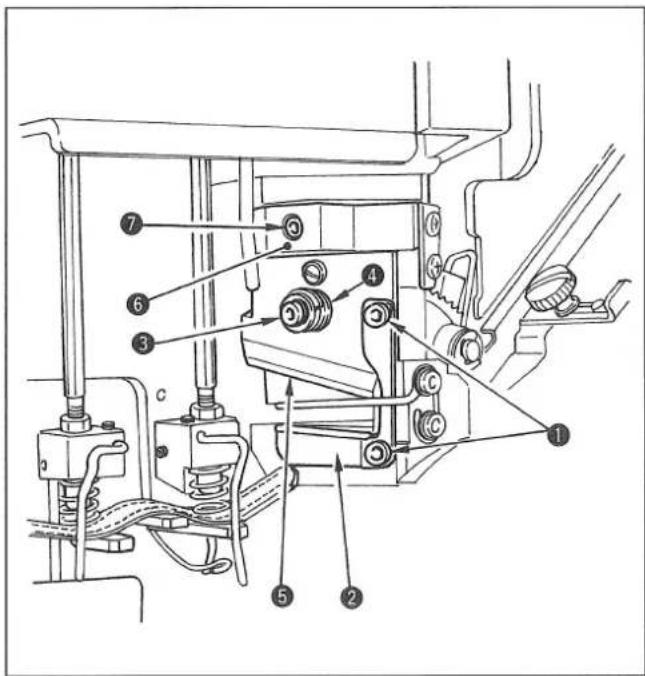
Rimuovere le viti di fissaggio ① dal ricevitore del passante, rimuovere quindi il ricevitore del passante ②
Rimuovere le viti di fissaggio 3 dal collare della molla premicoltello, rimuovere quindi la molla premicoltello 4 e il coltello mobile 5.
Quando si installa, seguire la sopraccitata procedura per rimuovere il coltello mobile nell'ordine inverso.
(2) Adjustment / Einstellung / Reglage / Ajuste / Regolazione
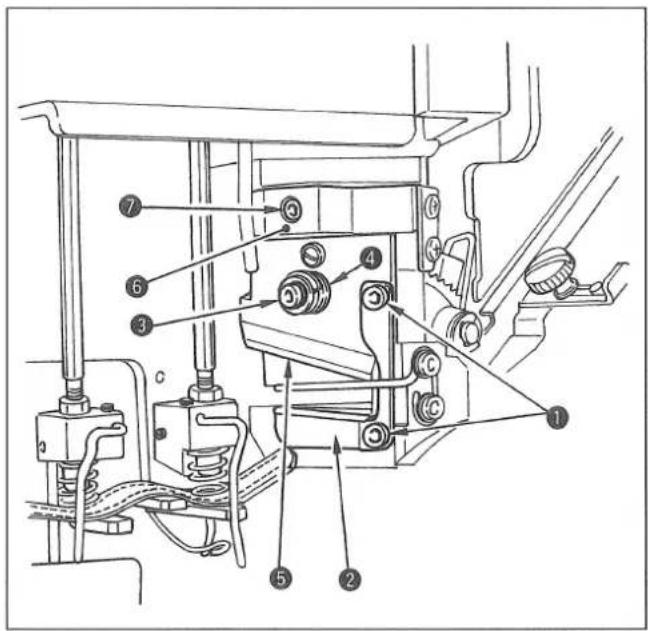
Se la faccia superiore del coltello mobile ⑤ non è a livello della base di montaggio del coltello mobile, (nessun gioco è lasciato tra il coltello e la base), quando si attacca il coltello mobile ⑤ in posizione, allentare la vite di fissaggio ⑦ ed effettuire la regolazione cuiando la posizione della base di montaggio del coltello mobile ⑥.
- Adjusting the belt loop splice detector (Adjusting with the actual product)
Einstellung des Gurtelschlaufen-Fugendetektors (Einstellung mit Originalteil)
Réglage du détecteur d'epissure de passant (Réglage avec le produit réel)
Modo de ajustar el detector de empalme de pasador de cinturón
(Ajustar con el producto actual)
Regolazione del rilevatore della giuntura del passante
(Regolazione con il prodotto di cucitura reale)

WARNING :
Al fine di garantire le condizioni di sicurezza, non mancare di effettuare questa regolazione dello stato in cui il LED di cucitura pronta si è spento.
Questa regolazione deve essere effettuata con l'interruttore dell'alimentazione acceso.
[1I]

[1J]

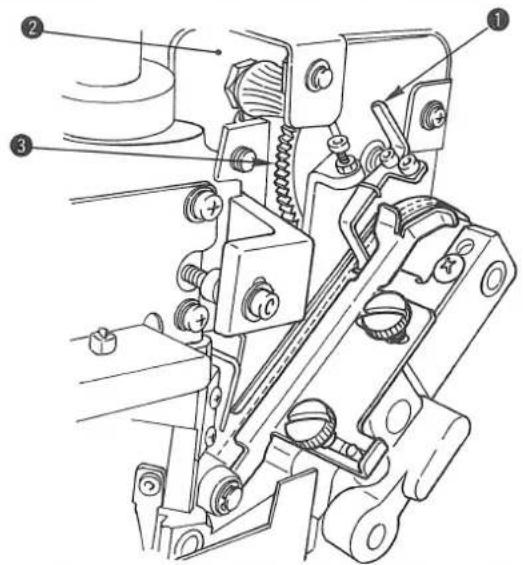
1) Facendo lampeggiare [1 I] o [1J] dello schermo di impostazione, premere il tasto per entrare dello schermo di impostazione della giuntura.
2) Premere dieci tasti [1].
3) Quando il livello zero è immmesso, i dieci tasti [0] non viene visualizzato. Tuttavia, quando il livello zero (quando non c'è nessun passante) non è stato immmesso neanche una volta, premere i dieci tasti [0]. Fare riferimento alla Nota 1.
4) Posizione are un passante sulla macchina e tenere premuto il bottone di alimentazione del passante, il tasto dieci [7] perfare passare la sezione di passante normale e la sezione di giuntura fino alla leva di rilevazione 1.
5) Immettere i dieci tasti [9].
6) Premere il tasto R per ritornare allo schermo di impostazione.
Note) 1. Quando il rilevatore della giuntura del passante (il potenziometro e l'ingranaggio e regolato, o il pannello
elettronico CPU è sostituito, si presenta uno slittamento nel livello zero.
Non mancare di impostare il livello zero nuovamente secondo la procedura在哪ata qui sotto prima di regolare il rilevatore della giuntura del passante. (Vedere la P.96.)
- Belt Loop *
P=1
level (0)
Metodo di immissione dei valori numerici (volume applicato)
Quando il No.di modello èambiato, è necessario immettere di nuovo il livello della giuntura. Tuttavia, quando si cambiano altre impostazioni usando lo stesso passante, il valore più essere direttamente immesso immettendo il valore con i dieci tasti con [1 I] lampeggiato (spessore della sezione di giuntura) e [1J] (spessore della normale sezione di passante).
Per quanto riguarda i valori numerici, immettre lo stesso dato del dato di modello che è regolato secondo il passante reale poiché non esiste correlazione tra i valori numerici e lo spessore del passante.
(1) Rimozione del coperchio della scheggia Rimuovere le viti di fissaggio 1 e 2 e rimuovere il coperchio della scheggia 3.
(2) Spostamento dell'unità di distribuzione del passante
Allentare le viti 1, e spostare la rotaia di guida dell'unità di coltello 2 verso il lato posteriore quando la lunghezza del taglio.
trasversale (S mm).
(Attenzione) La dimensione S varia a seconda della larghezza del passante.
Effettuare la regolazione confermando la lunghezza della piegatura facendo riferimento alla tabella qui è molto,.
Approximate value / Naderungswert / Valeur approximative / Valor aproximado / Valore approssimativ
(mm)
| Loop width / Schlaufenbreite / Largeur de passant de ceinture / Anchura de presilla / Larghezza del passante | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 19 | 20 |
| Dimension "S" / Maß "S" / Distance "S" / Dimensión "S" / Dimensión "S" | 3.3 | 3.7 | 4.1 | 4.4 | 4.8 | 5.2 | 5.5 | 5.9 | 6.3 | 7.0 | 7.4 |
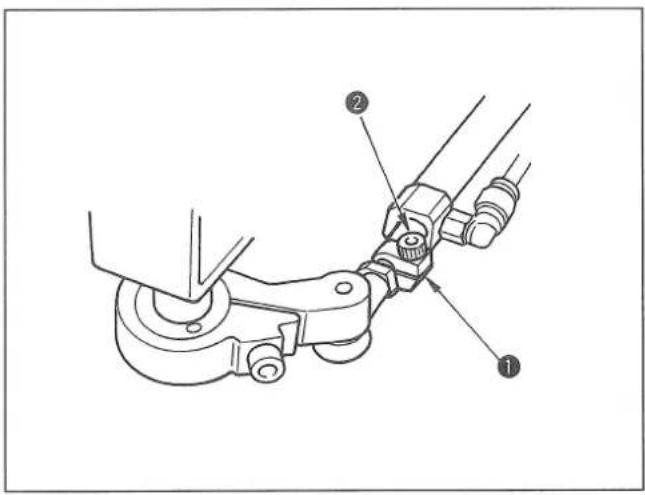
(3) Changing the knife position
Verstellen der Messerposition
Changement de la position du couteau
Modo de partager la posicion de cucilla
Modifica della posizione del coltello
- Loosen setscrew ② in clamp collar ①.
Die Feststellschraube 2 in der Klemmhülse 1 losen. - Desserrer la vis de fixation ② de l'entretoise du presse-tissu ①.
- Afloje el tornillo 2 en el collarin de sujecion 1.
- Allentare la vite di fissaggio ② nel collare morsetto ①.
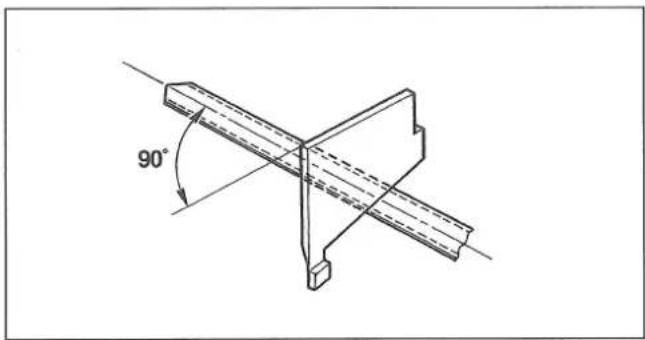
- Adjust so that the moving knife is at right angle against the loop.
Die Einstellung so vornehmen, daß das Laufmesser im rechten Winkel zur Schlaufe stehen. - Régler le manière que le couteau mobile soit perpendicular au passant.
- Haga el ajuste de modo que la cucilla móvil quede en ángulo recto contra el pasador.
- Regolare in modo che il coltello mobile sia ad angolo retto con il passante.

- Fit clamp collar ① to the bushing on the rod side of cylinder, and fix it with setscrew ②.
Die Klemmhülse 1 an der Buchse auf der Stangenseite des Zylinders anbringen und mit der Feststellschraube 2 befestigen. - Fixer l'entretoise de pressé-tissu ① sur la bague du côté tige du cylindre et la fixer avec la vis de fixation ②.
Fije el collarin sujetador al buje en el lado de la varilla del cilindro, y sujételo con el tornillo. - Adattare il collare morsetto ① alla boccola sul lato dell'astà del cilindro,e fissarlo con la vite di fissaggio ②.
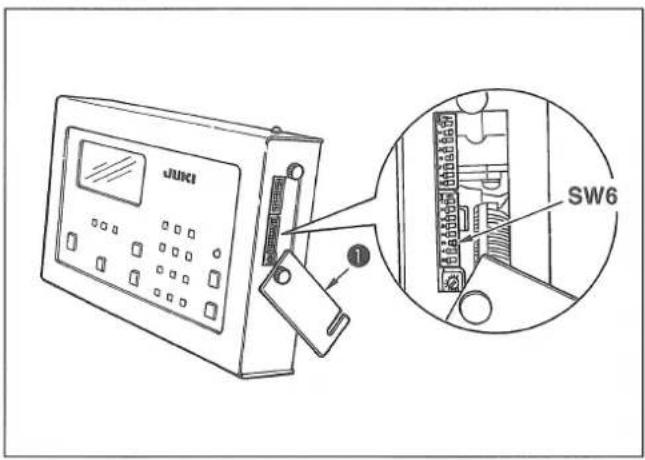
(4) Changing the DIP switch
Verstellen des DIP-Schalters
Changement de la position de l'interrupteur DIP
Modo de canceller el interruptor DIP
Modifica dell'interruttore DIP
Rimuovere il coperchio ① posto sul lato destro della centralina operativa, e accendere SW6 degli interrupttori DIP posto sul lato inferiore del lato destro. (Fare riferimento alla pagina 76.)
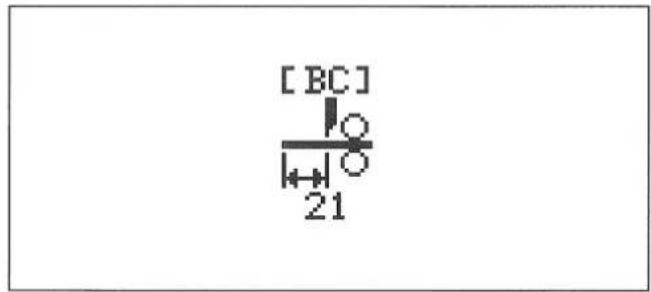
(5) Changing the belt feeding amount Verstellen des Gurtelschlaufen-Transportbetrags Changement de la longueur d'avance de passant Modo de combiar la cantidad de transporte de pasador Modifica della quantità di distribuzione della cintura
Cambiare la quantità di avvolgimento della cintura nella cintura posteriori. Diminuire quanto la lunghezza del taglio trasversale (S mm).
7. Selecting the folding fork / Wahl der Faltgabel / Sélection de la fourche de piage / Mode de selectionar la horquilla plegadora / Sezione delle forcelle di piegatura
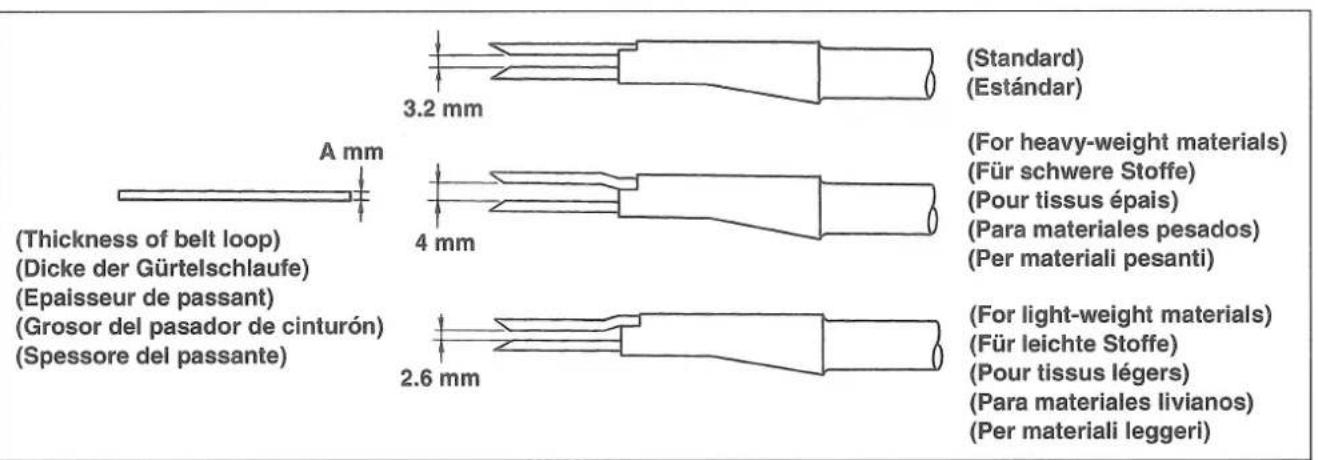
| Spessore del passante A (mm) | Forcella di piegatura | No.di parte |
| 1,6 a 2,3 | Standard (al momento della consegna) | G5059254000 |
| 2,0 a 3,1 | Per materiali pesanti | G5641254000 |
| 1,0 a 1,8 | Per materiali leggeri | G5642254000 |
-
Una seri ciacuno di forcelle per materiali pesanti e materiali leggeri e inclusa nella scatola dell'accessorio. La forcella e una parte di consumo. Sostituirla con una nuova parte originale JUKI quando Iorecchio di cane si verifica frequentamente.
-
Replacing the loop folding shaft and adjusting the folding pressure Auswechseln der Schlaufenfaltwelle und Einstellen des Faltdrucks Remplacement de I'arbre de piage de passant et reglage de la pression de piage Modo de reemplazar el eje plegador de pasador y de ajustar la presion de plegado Sostituzione dell'albero di piegatura e regolazione della pressione di piegatura
WARNING :
Spagnere la macchina per cucire prima di effettuare il lavoro al fine di evitare incidenti causati dall'avvio improvviso della macchina per cucire.
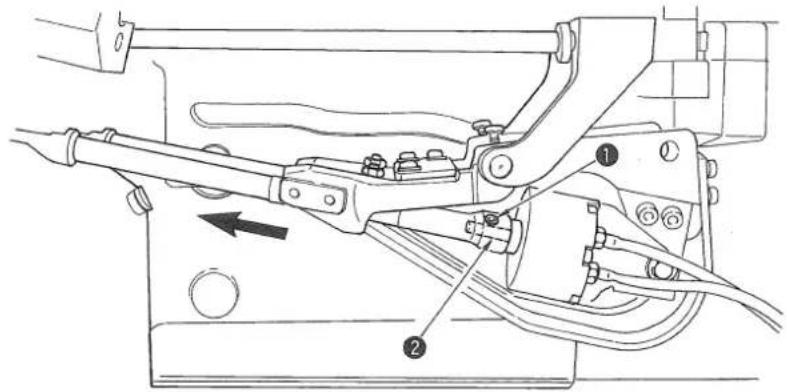
1) Spagnere l'interruttore dell'alimentazione e bloccare l'alimentazione dell'aria compressa.
2) Allentare la vite di fissaggio nell'albero di piegatura.
3) Spostare l'albero di piegatura nel senso della freccia , ed estrarrillo dall'albero rotante ②.
4) Quando si installa l'albero di piegatura, non sbagliare per l'albero di piegatura anteriore e posteriori, e regolare la posizione della vite di fissaggio rispetto alla faccia di contatto. Quindi, stringere la vite premendo l'albero contro la faccia A.
Front folding shaft / Vordere Faltwelle Arbre de piage avant / Eje plegador frontal Albero di piegatura anteriore
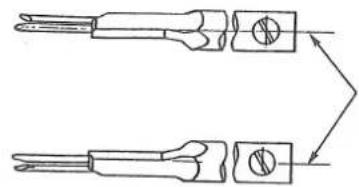
Position of setscrew
Position der Halteschraube
Position de la vis de fixation
Posicion del tornillo
Posizione della vite di fissaggio
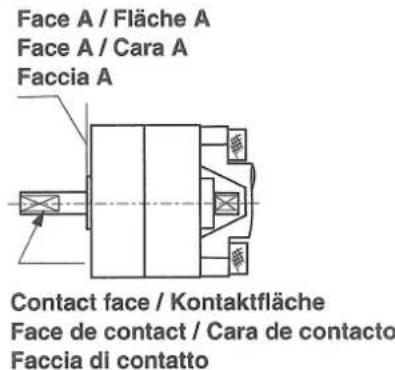
Rear folding shaft / Hintere Faltwelle
Arbre de piage arriere / Eje plegador trasero
Albero di piegatura posteriore
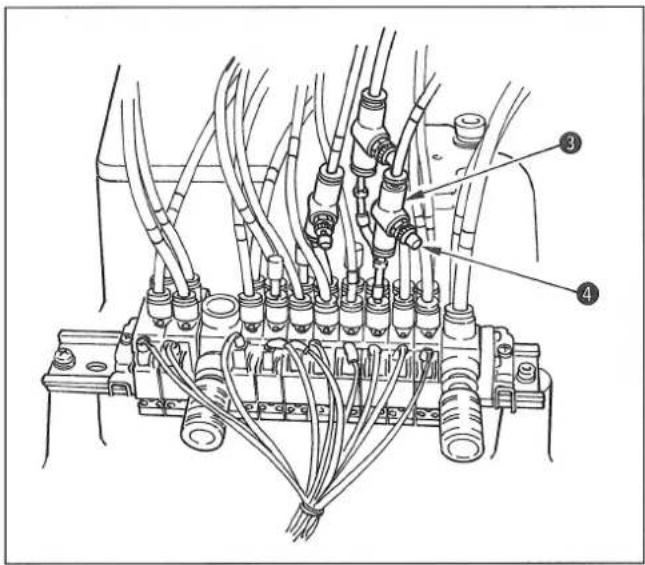
5) Regolare la pressione di piegatura del passante.
Regolare la pressione alla pressione più Bassa con la quale tutte e due le estremita del passante da usare possono essere piogate.
(Regolazione)
Prima, girare in senso antiorario la vite di regolazione 4 nella valvola di riduzione 3 per la piegatura del passante posta nel sostengeo per minimizzare la pressione, girarla quando in senso orario gradualmente per augmentare la pressione finché il passante possa essere piegato.
9. Draining / Wasserablassen / Vidange / Drenaje / Scolatura
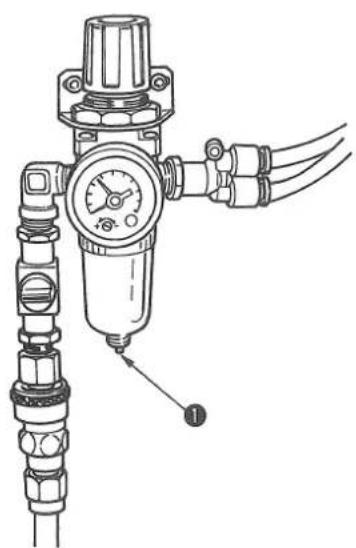
1) Draining has to be carried out once a day.
2) Press the portion ① upward, and draining is automatically performed.
1) Das Wasserablassen muß einmal pro Tag ausgeführten werden.
2) Durch Hochdrücken von Teil ① wird der AblaBvorgang automatisch ausgeführrt.
1) La vidange doit être effectue une fois par jour.
2) Appuyer sur le pouvoir ①. La vidange s'effectue automatiquement.
1) El drenaje se debe hacer una vez al dia.
2) Presione la porcion hacia arriba, y el drenaje se hace automatistically.
1) Scolatura delve essere effettuata una volta al giorno.
2) Premere la parte ① verso l'alto, e la scolatura viene effettuata automaticamente.
10. Adjustment of the height of the needle bar / Einstellung der Nadelstangenhöhe / Réglage de la hauteur de la barre à aiguille / Ajuste de la alta de la barra de agua / Regolazione dell'altezza della barra ago
WARNING :
Spagnere la macchina per cucire prima di effettuare il lavoro al fine di evitare incidenti causati dall'avvio improvviso della macchina per cucire.
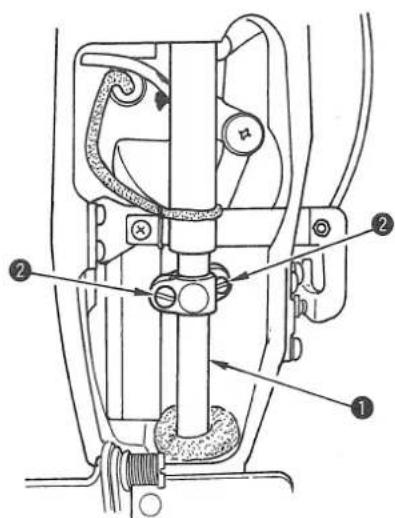
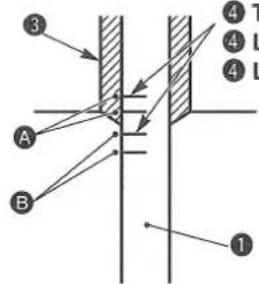
Upper engraved line
Obere Markierungslinie
Trait de repere supérieur
4 Linea grabada superior
4 Linea di riferimento superiore
A:Engraved line for DPx5
A:Markierungslinie fur DPx5
A:Trait de repere pour DPx5
A: Linea grabada para DPx5
A:Linea di riferimento per DPx5
: Engraved line for DPx17
B:Markierungslinie fur DPx17
3:Trait de repere pour DPx17
3 : Linea grabada para DPx17
B:Linea di riferimento per DPx17
Portare la barra ago 1 al punto più basso della sua corsa, allentare le due viti di collegamento 2 della barra ago, e regolare l'altezza della barra ago in modo che la linea di riferimento superiore 4 sulla barra ago sa allineata all'estremita inferiore della bussola inferiore della barra ago 5.
(Attenzione) Al termine della regolazione, assicurarsi che non sia presente coppia irregolare.
- Se si verificassero i salute di punto a seconda delle condizioni di cucitura, abbassare la barra ago alla linea di riferimento superiore sulla barra ago di 0,5 a 1 mm per regolare l'altezza.
Regolazione della relazione fase ago-crochet

WARNING :
Spagnere la macchina per cucire prima di effettuare il lavoro al fine di evitare incidenti causati dall'avvio improvviso della macchina per cucire.
Relazione tra l'ago e le linee di riferimento
Engraved lines
Markierungslinien
Traits de repère
Lineas grabadas
Linee di riferimento
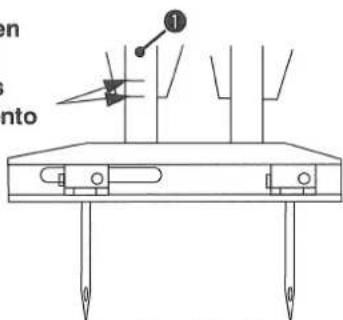
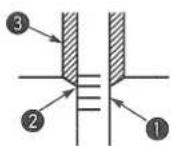
DPx5
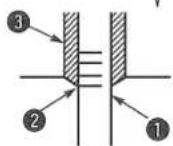
DPx17
1) Girare il volantino manualmente, e allineare la linea di riferimento inferiore ② all'estremita inferiore della bussola ③ inferiore quando la barra ago si è sollevata.
Sul lato anteriore, rimuovere il tappo di gomma 1, e ci sare la vite di fissaggio 3.
2) Allentare la vite di fissaggio dell'elemento motore ③, après i ganci del pressore del crochet interno ④ verso la destra e sinistra, e rimuovere il pressore del crochet interno ⑤.
(Attenzione) Allora, fare attenzione a non fare cadere il crochet interno.
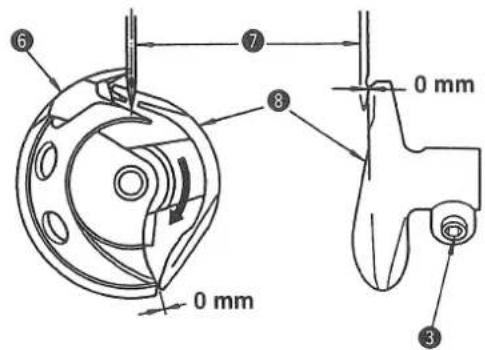
3) Align the blade point of inner hook ⑥ with the center of needle ⑦ and adjust so that a clearance of 0mm is obtained between the front end face of the driver and the needle since driver ⑧ receives the needle at its front end face to prevent the needle from being bent. Then, tighten driver setscrew ⑨
3) Die Blattspitze des inneren Greifers auf die Mitte der Nadel ausrichten und die Einstellung so vormehmen, daß ein Abstand von 0 mm zwischen der Stimseite des Treibers und der Nadel besteht, da der Treiber die Nadel mit seiner Stimseite empfangt, um Verbiegung der Nadel zu verhüten. Dann die Feststellschraube des Treibers anziehen.
3) Aligner la pointe de la lame du crochet interne 6 sur I'axe de I'aiguille 7. Régler le jeu entre la face avant du chassenavette et I'aiguille a 0 mm pour empêcher I'aiguille de se tordre car la face avant du chasse-navette 8 reçoit I'aiguille. Resserrer ensuite la vis de fixation du chasse-navette 9.
3) Alinee el filo de la hora del gancho interior 6 con el centro de la aguja y haga el ajuste de modo que se provea una separacion de 0mm entre la cara frontal y posterior del impulsor y la aguja dato que el impulsor recibe la aguja en su cara extrema frontal para evitar que la aguja se doble. Seguidamente, apriete el tornillo 3 del impulsor.
3) Allineare la punta della lama del crochet interno 6 al centro dell'ago e regolare in modo che sua lasciato un gioco di 0 mm tra l'estremità anteriore dell'elemento motore e l'ago poiche l'elemento motore 8 riceve l'ago alla sua estremità anteriore per prevenir la piegatura dell'ago. Stringere quando la vite di fissaggio dell'elemento motore 5.
0.05 to 0.1 mm
0.05 bis 0.1 mm
0.05 à 0.1 mm
0.05 a 0.1 mm
0.05 a 0.1 mm

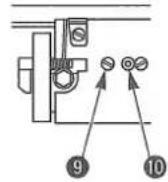
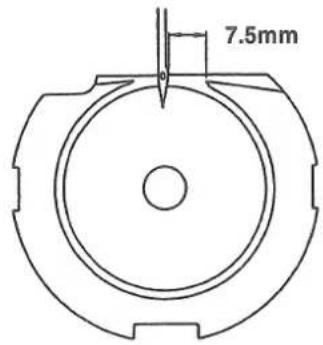
Rear side
4) Allentare la vite di fissaggio della navetta 9, girare l'albero di regolazione della navetta 10 in senso orario o antiorario, e regolare la posizione longitudinale della navetta in modo che un gioco compreso tra 0,05 e 0,1 mm sia lasciato tra l'ago 7 e il crochet interno 6.
5) Al termine della regolazione della posizione longitudinale della navetta, regolare il senso di rotazione in modo che sua lasciato un gioco di 7,5 mm tra l'ago e la navetta. Stringere quando la vite di fissaggio della navetta 9.
Lato anteriore
Fare riferimento all'articolo (4) "Regolazione della posizione del primo crochet" sulla pagina 81.
12. Thread take-up spring / Fadenanzugsfeder /
Ressort de relevage du fil / Muelle del tirahilo / Molla tirafilo
WARNING :
Effettuare i seguenti passi di procedura dopo che l'interruttore dell'alimentazione è stato spento.
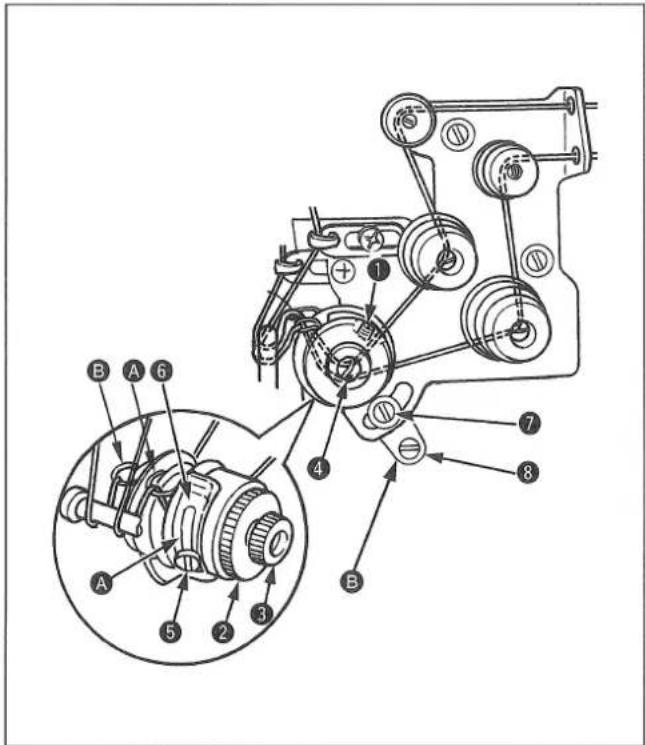
(1) Regolazione della molla tirafillo (lato anteriore)
1) Allentare la vite ①.
2) Girare la manopola in senso orario per augmentare la pressione, e in senso antiorario per diminuire la pressione.
3) Al termine della regolazione, stringere la vite ①.
(2) Regolazione della molla tirafilo (lato posteriore)
1) Allentare il dato di regolazione della molla tirafilo 3.
2) Girare il pressore della guida tirafilo in senso orario per augmentare la pressione, e in senso antiorario per diminuire la pressione.
3) Al termine della regolazione, stringere il dato di regolazione della molla tirafilo ③.
(3) Regolazione della corsa della molla tirafilo Lato anteriore
1) Allentare la vite di fissaggio ⑤ nella piastra di regolazione della molla tirafilo.
2) Spostare la piatra di regolazione della molla tirafilo 6.
Spostarla in senso orario per augmentare la corsa, e in senso antiorario per diminuire la Corsa.
(4) Regolazione della corsa della molla tirafilo Lato posteriore
1) Allentare la vite di fissaggio ⑦ nella piastra di regolazione della molla tirafilo.
2) Spostare la piastra di regolazione della molla tirafilo 9.
Spostarla in senso orario per augmentare la corsa, e in senso antiorario per diminuire la Corsa.
- Adjusting the rising amount of the thread tension disk
Einstellen des Öffnungsbetrags der Fadenspannungsscheibe
Réglage de l'ouverture des disques de tension du fil
Modo de ajustar la cantidad de elevación del disco tensor de hilo
Regolazione della quantità di sollevamento del disco tensione del filo
| 警告 WARNING: Turn OFF the power before starting the work so as to prevent accidents caused by abrupt start of the sewing machine. WARNING: Schalten Sie vor Beginn der Arbeit die Stromversorgung aus, um Unfälle durch plötzliches Anlaufen der Nähmaschine zu verhüten. AVERTISSEMENT: Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mesure hors tension avant d'effectuer les opérations suivantes. AVISO: Desconecte la corriente électrique antes de comenzar el trabajo para evacitar accidentes causados por un arranque brusco de laquina de coser. AVVERTIMENTO: Specnere la macchina per cucire prima di effettuire il lavoro al fine di evitare incidenti causati dall'avvio improvviso della macchina per cucire. |
1) Togliere il coperchio del braccio. Assicurarsi che il perno di rilascio del filo 3 sua salito sul dentello di rilascio del filo 4
2) Se il perno non è salito sul dentello, spingere manually l'organo cedente della camma nel senso , e fare ruotare l'albero principale nel senso normale per portare allo stato come illustrato nella figura.
3) Nello stato come ilustrato nella figura, allentare la vite di fissaggio nel braccio di regolazione del rilascio del filo e spostare il braccio di regolazione del rilascio del filo o sinistra. La quantità di sollevamento del disco tensione del filo cambia spostandolo verso la destra o sinistra.
0,6mm a 1,0 mm
(Attenzione) Se la quantità di sollevamento è piccola, la lunghezza del filo rimanente dopo il taglio del filo varia. Inoltre, se la quantità è grande, la chiusura del disco sare difettosa après il rilascio del sollevamento del disco.
14. Adjusting the moving and counter knives Einstellung des Schwing- und Gegenmessers Réglage du couteau mobile et du couteau fixe Modo de ajustar las cuchillas movable y contracuchilla Regolazione del coltello mobile e contro-lama
WARNING :
Spagnere la macchina per cucire prima di effettuare il lavoro al fine di evitare incidenti causati dall'avvio improvviso della macchina per cucire.
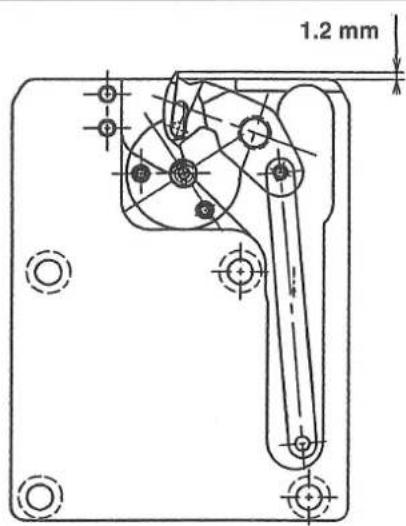
1) Adjust so that the top end of the moving knife protrudes by 1.2mm from the front end of the throat plate.
1) Die Einstellung so vornehmen, daß das obere Ende des Schwingmessers um 1,2 mm von der Vorderkante der Stichplatte übersteht.
1) Régler les couteaux de manière que l'extrémité supérieure du couteau mobile dépasse de 1,2 mm de l'avant de la plaque à aiguille.
1) Haga el ajuste de modo que el extremo superior de la cucilla móvil salga 1,2 mm del extremo frontal de la placad de agujas.
1) Regolare in modo che l'estremità del coltello mobile si asporgente per 1,2 mm dall'estremità anteriore della placca ago.
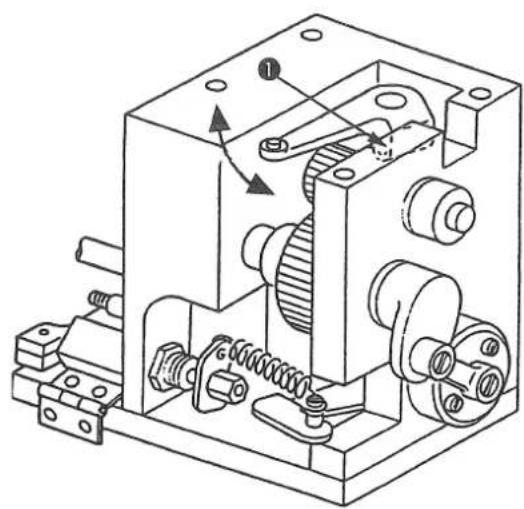
2) Front side
Allentare la vite di fissaggio ① nel braccio rasafilo e regolare spostandola nel senso della freccia.
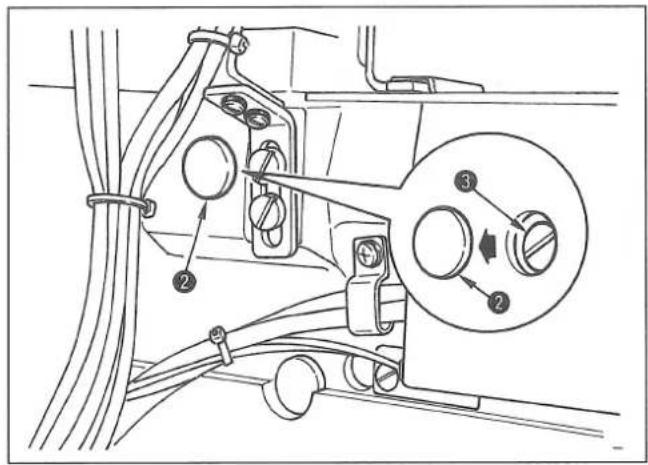
3) Lado posterior
Rimuovere il tappo di gomma ② posto sul lato del letto della macchina e regolare allentando le viti di fissaggio ③ nella piastra di collegamento rasafilo.
4) Loosen setscrew ⑥ and adjust so that a clearance of 0.8 mm is provided between needle hole guide ④ and counter knife ⑤ . (Same adjustment procedure for both front side and rear side.)
4) Die Feststellschraube 6 losen und die Einstellung so vornehmen, daß ein Abstand von 0,8 mm zwischen den Stichlochführung 4 und dem Gegenmesser 5 besteht. (Gleiches Einstellverfahren für Vorder- und Rückseite.)
4) Desserrer la vis de fixation 6 et régler le jeu entre le guide d'orifice d'aiguille 4 et le couteau fixe 5 à 0,8 mm. (La procédure de réglage est la même pour l'avant et l'arrête.)
4) Allentare la vite di fissaggio e regolare in modo che un gioco di 0,8 mm sia lasciato tra la guida del foro ago e il contro-lama. (La stessa procedura di regolazione si a per lato anteriore che per il dato posteriore.)
15. Draining waste oil / Ablassen des Altöls / Vidange de l'huile usée / Drenaje del aceite deteriorado / Scolatura dell'olio di scarico
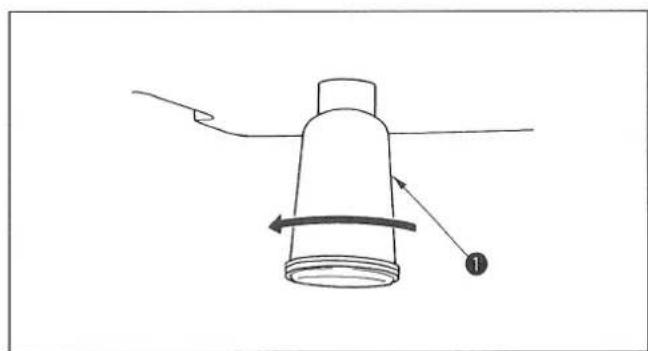
Quando I'oliatore in polietilene 1 e riempito di olio, rimuovere I'oliatore in polietilene 1 e scaricare I'olio.
16. Cleaning the air filter / Reinigung des Luftfilters / Nettoyage du filtré à air / Modo de limpiar el filtró del aire / Pulizia del filtró dell'aria
| WARNING : Turn OFF the power before starting the work so as to prevent accidents caused by abrupt start of the sewing machine. WARNING : Schalten Sie vor Beginn der Arbeit die Stromversorgung aus, um Unfälle durch plötzliches Anlaufen der Nähmaschine zu verhüten. AVERTISSEMENT : Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mesure hors tension avant d'effectuer les opérations suivantes. AVISO : Desconnecte la corriente électrique antes de comenzar el trabajo para evacitar accidentes causados por un arranque brusco de laquina de coser. AVVERTIMENTO : Spagnere la macchina per cucire prima di effettuire il lavoro al fine di evitare incidenti causati dall'avvio improvviso della macchina per cucire. |
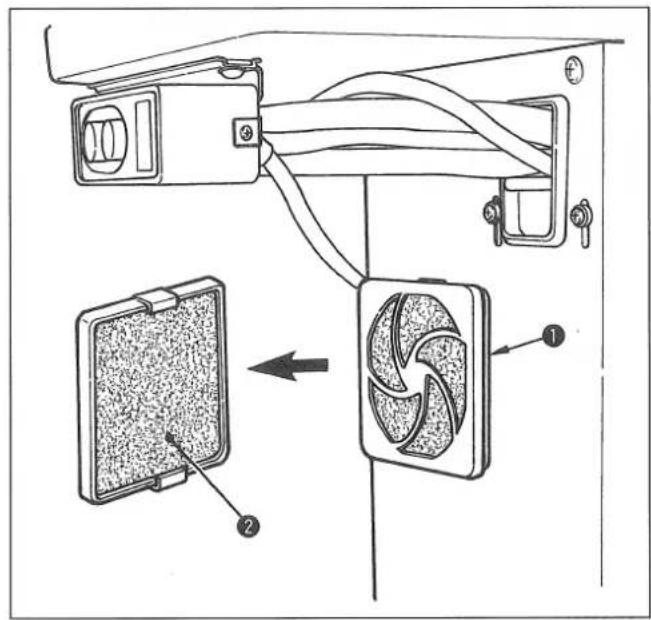
Pulire il filtro ② del ventilatore della centralina di controllo una volta alla settimana.
(Attenzione) La temperatura nella centralina di controllo sale se il filtrro non viene pulito.
Di consecuenza, Anything sara la causa dell'inconveniente (AL-13).
1) Tirare lo schermo 1 nel senso della freccia per rimuoverlo.
2) Lavare il filtro ② molto l'acqua corrente.
3) Installare di nuovo il filtrò e lo schermo ① nelle posizioni originali.
17. Belt loop retaining release function Gürtelschlaufenarretierungs-Freigabefunktion Fonction de libération de retenue de passant de centurre Función liberadora de retencion de presilla de cinturón Funzione di rilascio del mantenimento del passante
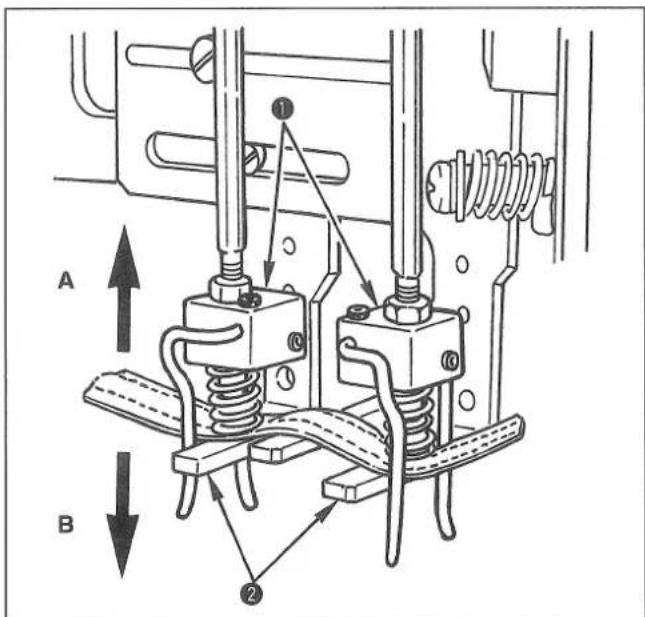
Quando c'è passante attualmente tenuto tra i pressori del passante ed i ricevitori del passante quando si esegue la regolazione della macchina, rimuovere il passante.
Premendo il tasting di schermo standard, premere ul tasting dieci [3], ed i pressori del passante si sollevano nel senso A, ed i ricevitori del passante si abbassano nel senso B. Effettuare la regolazione dopo aver rimioso il passante.
No. di allarme è visualizzato nello schermo di visualizzazione del pannello operativo quando si verifies un allarme.
| No. | Articolo | Descrizione |
| AL-01 | Motore azionatore asse M inconvenientiente (SDC inconvenientiente) | Servomotore per la macchina per cucire è inconveniente.Fare riferimento alla lista degli allarmi per il pannello elettronico SDC. |
| AL-04 | Trasporto asse X inconvenientiente | Quando l'uscita di impulso non è completata entro la specificata sezione di trasporto. |
| AL-07 | Trasporto asse Y inconvenientiente | Quando l'uscita di impulso non è completata entro la specificata sezione di trasporto. |
| AL-10 | Pressione aria insufficiente | Questo si verifica quando il sensore di pressione d'aria rileva la pressione insufficiente. |
| AL-11 | Stop temporaneo | Questo si verifica quando il bottone "Stop temporaneo" sul pannello operativo è premuto. |
| AL-13 | Temperatura anormale | Questo si verifica quando la temperatura nella centralina di controllo è alta in maniera anormale. |
| AL-15 | Interruttore di avviamento inconvenientiente | Interruttore di avviamento è premuto in qualsiasi段时间. |
| AL-20 | Niente modello | Il modello non è stato registrato. |
| AL-21 | Rilevazione taglio del filo | Questo si verifica dopo il completamento della cucitura quando la rottra del filo era stato rilevato durante la cucitura. |
| AL-25 | Valori dei dati di immissione altre i limiti | Questo si verifica quando i valori numerici immessi nel pannello è altre la gamma di ciascun articol. Allarme è visualizzato nde dal risultato del calcolo della lunghezza del punto. |
| AL-26 | Valori dei dati di immissione altre i limiti | Forcella avanzaccessivamente e tocca il fermo quando si procede alla cucitura con i valori numerici immessi nel pannello. |
| AL-30 | Limite di spostamento X inconvenientiente | Quando il ravolo di cuciturha raggiunto il valore del limite di spostamento. |
| AL-31 | Limite di spostamento Y inconvenientiente | Quando il ravolo di cuciturha raggiunto il valore del limite di spostamento. |
| AL-32 | Errore di interrottore di sicurezza | Questo si verifica quando si preme I'interruttore di avviamento benché la testa della macchina via inclinata. |
| AL-41 | Ago in alto inconvenientiente | Quando I'operazione inizia, la posizione di ago in alto viene controllata. Questo allarme si verifica quando la rilevazione dell'ago in alto non è effettuata in quello的那个. |
| AL-43 | Impostazione spessore passante inconvenientiente | Questo si verifica quando I'impostazione dello spessore della sezione di taglio del passante non è effettuata. |
| AL-44 | RAM inconvenientiente | Questo si verifica quando si accende la macchina, e quando un difetto è rilevato in controlo del RAM sul pannello elettronico CPU. |
| AL-45 | Dispositivo alimentapassanti inconvenientiente | Questo si verifica quando il dispositivo di estrazione (dispositivo per tirare fuori) non è nella predeterminata posizione. (Questo si verifica in caso di fuori passo del motore passo-passo.) |
| AL-46 | Avvertimento per mancanza passante | Questo si verifica quando lo spessore del passante si abbassa al livello di "niente passante". |
| AL-48 | Spostamento forcella inconvenientiente | Questo si verifica quando lo spostamento del motore passo-passo non è completato entro un corto periodo di tempo o quando il sensore di estremità dello spostamento indietro non funziona benché la forcella è spostata indietro con I'operazione di initializzazione. |
| AL-49 | Allarme servo per il dispositivo alimentapassanti | Questo si verifica quando "servo per il dispositivo alimentapassanti" sul pannello elettronico CPU eroga allarme. Fare riferimento alla lista degli allarmi per il pannello elettronico MAIN. |
| AL-50 | Anomalia comunicazione | Quando inconvenientmente si è verificato nella funzione di comunicazione all'interno del pannello elettronico MAIN. |
| AL-51 | Anomalia segnale all'estremità dello spostamento in avanti della forcella | |
| AL-52 | Servo libero per il dispositivo alimentapassanti | |
| AL-53 | Anomalia spostamento del servo per il dispositivo alimentapassanti | |
| AL-55 | Blocco passante | |
| AL-56 | Anomalia eliminazione passante | Qesto si verifica quando la sezione di taglio del passante di 200 mm o più è rilevata. |
| AL-57 | Anomalia pinzatura passante | Qesto si verifica quando il premipassante non può pinzare il passante. |
| AL-61 | Rilascio coperchio crochet | Qesto si verifica quando il coperchio del crochet viene aperto (esclude la sostituzione della bobina, la regolazione del gioco della bobina, l'operazione di infilatura). |
| AL-62 | Anomalia sensore per l'origine dello spostamento del crochet | Qesto si verifica quando l'origine non è rilevata benché lo spostamento del crochet è effettuato e il ricupero dell'origine è effettuato. |
| AL-63 | Temperatura anormale del pannello elettronico POWER | Qesto si verifica quando la temperature del pannello elettronico POWER è alta in maniera anormale. (*) |
*) Aggiunto alla macchina corrispondente a RoHS

AVVERTENZE :
E necessario rimuovere il coperchio della centralina di controllo con la macchina accesa allo scopo di controllare la spia allarme sul pannello elettronico. C'è pericolò di scosse elettriche se si toccasse la sezione di alta tensione. Percò, mai mettere le mani nella centralina di controllo.
Controllare il numero di volte dei lampeggiamenti della spia LED posta sul pannello elettronico.
Contare il lampeggiamento lungo come la "prima" volta e continuare a contare il lampeggiamento breve come la "seconda" volta e casi via.
- Listagll allarmiperil pannello elettronico SDC (fare riferimento all'articolo di No.AL-01.)
1a volta ... Blocco motore
2a volta---Anomalia sensore di punto morto superiore
3^a volta --- Anomalia rilevazione del codificatore motore
4^a volta --- Anomalia rilevazione del sensore di posizione del motore
5a volta---Segnale di erre dell'elemento del motore azionatore
6^a volta --- Rilevazione della bassa tensione di alimentazione
7a volta --- Rilevazione del valore di limitazione della corrente di controllo del motore
8^a volta --- Rilevazione dell'alta tensione di alimentazione
9a volta---Anomalia senso di rotazione del motore
10^a volta --- Immissione del metod di controllo del motore.
- Lista degli allarmi per il pannello elettronico MAIN (fare riferimento all'articolo di No.AL-49.)
1a volta---Blocco motore
2^a volta --- Bruciatura fusibile
3a volta --- Anomalia tensione di alimentazione, tensione di alimentazione fuori gamma
4^a volta --- Anomalia tensione della sovr alimentazione, inveniente del predriver posto all'internalo del pannello elettronico
5a volta---Scollegamento cavo codificatore
6a volta --- Rilevazione della corrente anormale del predriver
7^a volta --- Temperatura anormale del predriver, salita anormale della temperatura all'interno del pannello elettronico
8a volta---Spostamento della posizione della forcella
9a volta---Errore di superamento dei limiti della forcella
10^a volta --- Superamento della capacita di calcolo per impulsi accumulati
11a volta ... Anomalia per sovraccarico
12a volta ... Anomalia per sovraccarico
13a volta -Anomalia numero di giri
14a volta---Errore di systema
15a volta---Errore di rilevamento del sensore del passante
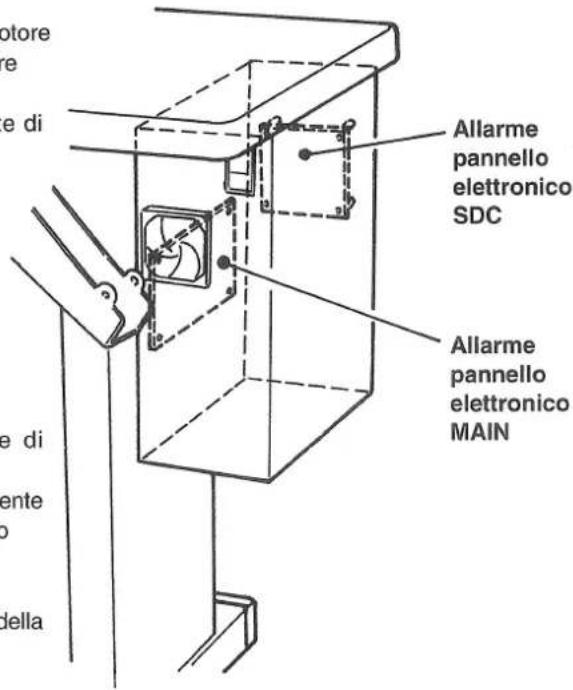
| No. | Fenomeno | Causa | Rimedio |
| 1 | Filo si sfila alla cruna dell'ago all'inizio cucitura. | 1 I punti sono saltati all'inizio cucitura. | Lasciare un gioco compreso tra 0,05 e 0,1 mm fra l'ago e il crochet. |
| 2 Il filo dell'ago riamante sull'ago dopo il taglio del filo è troppo corto. | Diminuire la velocità di cucitura all'inizio cucitura. | ||
| 3 Il filo della bobina è troppo corto. | Diminuire la tensione del regolatore di tensione del filo No.1. | ||
| Aumentare la tensione della molla tirafillo. | |||
| Diminuire laCorsa della molla tirafillo. | |||
| Diminuire la tensione del filo della bobina. | |||
| Regolare il tempismo di sollevamento del disco. | |||
| 2 | Filo si rompe spesso. | 1 Il crochet o l'elemento motore ha graffi. | Rimuovere la parte e lucidare con una pietra da cote fine o pulitrice. |
| 2 La finitura della cruna dell'ago non è buona. | Sostituire l'ago con uno nuovo. | ||
| 3 Il piedino premistoffa urta contro l'ago. | Regolare la posizione del piedino premistoffa. | ||
| 4 La scanalatura della navetta è intasata da residui fibrosi. | Rimuovere i residui fibrosi. | ||
| 5 La tensione del filo dell'ago è troppo alta. | Diminuire la tensione del filo dell'ago. | ||
| 6 La tensione della molla tirafillo è troppo alta. | Diminuire la tensione della molla tirafillo. | ||
| 7 Il guidafilo del braccio ha graffi. | Lucidarlo con la pulitrice o sostituirlo con uno nuovo. | ||
| 8 Il filo è debole. | Diminuire la velocità di cucitura. | ||
| 3 | Ago si rompe spesso. | 1 L'ago è pegato. | Sostituire l'ago con uno nuovo. |
| 2 Il piedino premistoffa urta contro l'ago. | Regolare la posizione del piedino premistoffa.con los produtos de cosido. | ||
| 3 L'ago è troppo sottile. | Cambiare il No. di ago a seconda dei prodotti di cucitura. | ||
| 4 L'elemento motore piega l'agoccessivamente. | Regolare la posizione ago-crochet. | ||
| 4 | Filo non più essere tagliato. | 1 L'ultimo punto è saltato. | Regolare la relazione fase ago-crochet. |
| 2 La posizione iniziale del coltello mobile non è opportuna. | Regolare la relazione fase ago-crochet. | ||
| 3 La contro-lama è smussata. | Sostituire la contro-lama con una nuova. | ||
| 5 | Punti sono frequentemente saltati. | 1 La relazione fase ago-crochet non è opportuna. | Regolare la relazione fase ago-crochet. |
| 2 Il gioco tra l'ago e il crochet interno è troppo grande. | Regolare la relazione fase ago-crochet. | ||
| 3 L'ago èiegato. | Sostituire l'ago con uno nuovo. | ||
| 4 L'elemento motore piega l'agoccessivamente. | Regolare la posizione dell'elemento motore. | ||
| 5 Il posizionamento dell'ago è cambiato. | Posizonare l'ago con la scanalatura lungaolta leggermente verso la destra. | ||
| 6 | Punti scarsamente tesi sono prodotti. | 1 La tensione del filo dell'ago non è sufficiente. | Aumentare la tensione del filo dell'ago. |
| 2 Il disco tensione del filo No.2 è sollevato. | Regolare la quantità di sollevamento del disco tensione del filo. | ||
| 3 Il tempismo di trasporto della stoffa non è opportuno. | Regolare il tempismo di trasporto della stoffa. |
| Fenomeno | Causa | Rimedio |
| 1. Passanti non possono essere tagliati. | 1. Il coltello mobile non risce a tagliare nettamente i passanti. | Affilare il coltello mobile o sostituire il coltello con uno nuovo. |
| 2. Il coltello mobile e la contro-lama non si innestano correttamente. | Controllare se la vite di fissaggio del coltello mobile è allentata o meno. | |
| 3. Il cilindro di azionamento del coltello mobile non risce a lavorare. | Controllare il funzionamento del cilindro o della valvola soleniale, oppure controllare se il tubo dell'aria è schiacciato o meno. | |
| 4. La posizione del sensore del cilindro del coltello mobile è spostata. | Controllare il funzionamento del sensore e regolare la posizione. | |
| 2. Passanti non possono essere tagliati accuratamente. | 1. La lama(e) del coltello si è consumata. | Affilare la lama(e) o sostituire il coltello difettoso con uno nuovo. |
| 2. La contro-lama non è correttamente posizionata. | ||
| 3. La lama(e) del coltello si è scheggiata. | ||
| 3. Passante non è tagliato trasversalmente al centro. | 1. La posizione di taglio del passante del coltello trasversale non è opportuna. | Fare riferimento al par. "Regolazione della larghezza del passante" (pagea 89). |
| 4. Passante intasa il legatore. | 1. La dimensione interna del legatore non corrisponde al passante. | Spagnere l'interruttore dell'alimentazione e rimuovere il passante che intasa il legatore. |
| 2. Il coltello mobile non si solleva completeness. | Regolare il legatore alla larghezza del passante (sezione giuntura). | |
| Controllare se il tubo dell'aria è schiacciato o meno. | ||
| 5. Quantità di piegatura del passante è eccessiva o troppo piccola. | 1. La quantità di piegatura su lato anteriore La regolazione dell'unità di distribuzione del passante non è opportuna. | Regolare l'unità di distribuzione del passante. |
| 2. La quantità di piegatura sul lato posteriore Il valore di dato dell'articolo (BC) nelle schemo di regolazione non è opportuno. | Regolare e cancellare il dato di valor (BC) nelle schemo di regolazione. | |
| 6. Sezione di giuntura noniene scarcicata e viene cucita come un passante. | 1. Il valore (BD) o (BE) dello schermo di impostazione non è opportuno. | Regolare e cancellare il valore della sezione di estremità anteriore della giuntura (BD). |
| 2. Il valore di impostazione del dato di rilevazione della giuntura non è opportuno. | Regolare e cancellare il valore della sezione di estremità posteriore della giuntura (BE). | |
| Rlimmettere di nuovo il dato di rilevazione della giuntura. (Fare riferimento alla ). | ||
| 7. Sezione di pinzatura-distribuzione non può pinzare la cintura. | 1. Il dato di distribuzione del passante (BC) non è opportuno. | Regolare e cancellare il valore (BC) dello schemo di regolazione. |
| 2. Il passante è catturato. | Controllare se il passante è catturato o meno e rimuovere il punto di inciveniente. | |
| 8. Sezione di pinzatura-distribuzione non può estrare la specificata quantità di passante. | 1. Il dato di distribuzione del passante (BC) non è opportuno. | Regolare e cancellare il valore di (BC) dello schemo di regolazione. |
| 2. Il passante è catturato. | Controllare se il passante è catturato o meno e rimuovere il punto di inciveniente. | |
| 9. Posizione delle travette non corrisponde alla posizione del passante. | La posizione della griffa arricciapassanti non è opportuna come tale che la griffa arricciapassanti non arriccia il passante. | Regolare la posizione della griffa arricciapassanti. |
| Fare riferimento al par. "Regolazione della larghezza del passante" (pagea 89). | ||
| 10. Posizione delle travette non corrisponde alla posizione del passante. | Il valore di impostazione della larghezza del passante (1F) non è opportuno. | Regolare e cancellare il dato di impostazione (1F). |
| La posizione è spostata a causa delle caratteristiche del materiale. | Regolare e cancellare il dato di impostazione (1G). |
XI. OPTIONAL / SONDERZUBEHÖR / OPTIONS / OPCIONAL / OPTIONAL
| Nome | Funzione |
| 1. Dispositivo di estrazione della cintura (G5730254000) | È un dispositivo che aiuta ad alimentare i passanti in modo che il dispositivo di distribuzione dei passanti possa distribuire i passanti in modo stabile.Inoltre, quello dispositivo eroga un allarme quando il passante è impigliato e non può essere alimentato secondo la specificazione. |
| 2. Dispositivo di rilascio della tensione della cintura (G57002540A0) | È un dispositivo di pienezza che机械设备 al passante. |
| 3. Dispositivo di rilevazione della rottura del filo dell'ago (G57802540A0) | Quando il filo dell'ago si rompe, lo rileva, ferma la macchina e visualizza l'allarme. |
| 4. Raffreddatore dell'ago (G57702540A0) | Diminuisce la salute del calore dell'ago e riduce la frequenza della rottura del filo dell'ago a causa del calore. |
| 5. Fucile ad aria compressa (G57602540A0) | Spray aria |
JUKI®
JUKI CORPORATION
SEWINGMACHINERYBUSINESSUNIT
2-11-1,TSURUMAKI,TAMA-SHI,



- MOL-254
- INSTRUCTION MANUAL BETRIEBSANLEITUNG MANUALE D'ISTRUZIONI
- MANUEL D'UTILISATION MANUAL DE INSTRUCCIONES
- Spiegazione dei livelli di rischio
- (II) Spiegazione delle icone di avvertimento e delle etichette diindicazione
- PERICOLO
- ATTENZIONE
- Precauzioni di basebasiicas
- Dispositivi di sicurezza ed etichette di averporto
- Scopi modifica
- Istruzione e addestramento
- Articoli per i quali la macchina deve essere disattivata
- PRECAUZIONI DA PRENDERE IN VARIE FASI OPERATIVE
- Trasporti
- Sballatura
- Installazione
- Tavolo e supporto del ravolo
- (II) Cavi e cablaggio
- (III) Messa a terra
- (IV) Motore
- Prima della messa in funzione
- Durante il funzionamento
- Lubrificazione
- Manutenzione
- Ambiente operativo
- Precauzioni da adottare in modo da utilizzare la
- MOL-254 in modo più sicuro
- Dispositivi di sicurezza ed etichette di avvertimento
- CONTENTS
- DIAGRAMMA FLUSSO
- SPECIFICATIONS
- II . NAMES AND FUNCTIONS OF COMPONENTS
- NOMI E FUNZIONI DEI COMPONENTI
- Ⅲ. INSTALLATION/INSTALLATION/INSTALLATION/INSTALLACION/INSTALLAZIONE
- Fixing the table stand / Montage von Tisch Ständer / Fixation de la table support / Modo de fjar la mesa estantes / Fissaggio del sostegno del ravolo
- Installing the thread stand / Installieren des Garnständers / Pose du porte-bobines / Modo de instalar el pedestal de hilos / Installazione del portafilo
- Air adjustment / Einstellung des Luftdrucks / Réglage de la pression d'air / Regulación del aire / Regolazione dell'aria
- Removing the head fixing bolt Entfernen der Maschinenkopf-Befestigungsschrauben Retrait des boulons de transport calant la tete de la machine Modo de sacar el perno de fijacion del cabezal Rimozione dei bulloni di fissaggio della testa
- Installing the bobbin winder / Installation des Spulers / Installation du bobineur / Modo de instalar la bobinadora / Installazione dell'avvolgibobina
- Adjusting the height of the table / Einstellen der Tischhöhe / Reglage de la hauteur de la table / Modo de ajustar la alta de la mesa / Regolazione dell'altezza del ravolo
- Machine head / Maschinenkopf / Tête de la machine / Cabezal de la macquina / Testa della macchina
- Hook race surface / Greiferlaufringfläche / Surface de la coursière / Superficie de la carrera de gancho / Superficie della guida di scorrimento del crochet
- Rear side
- Lato anteriore
- Passing a belt loop / Einfädeln des Görtelschlaufenbands / Mise en place d'un passant/ Modo de passer una presilla de cinturón / Modo di fare passare il passante
- Attaching the needle / Anbringen der Nadeln / Pose de l'aiguille / Modo de colocar la aguja / Posizionamento aghi
- Setting the bobbin case / Einsetzen der Spulenkapsel / Mise en place de la boîte à canette / Modo de fjar la capsaule de canilla / Installazione della capsaule
- Winding the bobbin thread / Bewickeln der Spule / Bobinage d'une canette / Modo de bobinar el hilo de bobina / Avvolgimento del filo della bobina
- Threading the machine head / Einfadeln des Maschinenkopfes / Enfilage de la tete de la machine / Modo de enhebrar el cabezal de laquina / Infilatura del filo nella testa della macchina
- WARNING :
- Power switch
- Netzschalter
- Threading switch
- Einfadeltaste
- Adjusting the thread tension / Einstellen der Fadenspannung / Reglage de la tension des fils / Modo de ajustar la tension del hilo / Regolazione della tensione del filo
- Regolazione della tensione del filo dell'ago
- Regolazione della tensione del filo della bobina
- Regolazione della lunghezza del filo rimanente
- Esecuzione fondamentale
- OPERATION
- Nomi e funzioni del pannello della centralina operativa
- Explanation of the counter / Erläuterung des Zährlers / Explication du compteur / Explication del contador / Descrizione del contatore
- Operation
- Confirmation of needle entry point / Überprüfung des Nadeleinstichpunkts / Verification du point de penetration de l'aiguille / Confirmacion de punto de entrada de agua / Conferma del punto d'entrée dell'ago
- Setting screen / Einstellungsanzeige / Ecran de paramétrage / Modo de fjar la pantalla / Schermo di impostazione
- Fullness setting / Mehrweiteneinstellung / Paramètre d'embu / Fijación de amplid / Impostazione della pienezza
- Adjustment screen / Einstellungenanzeige / Ecran de réglage / Pantalla de ajuste / Schermo di regolazione
- Setting of DIP switches / Einstellung der DIP-Schalter / Positionnement des interrupteurs DIP/ Fijación de los interruptores DIP / Impostazione degli'interruttori DIP
- Operation/Betrieb/Utilisation/Operacion/Funzionamento
- MAINTENANCE / WARTUNG / ENTRETIEN / MANTENIMIENTO / MANUTENZIONE
- Changing the center-to-center distance between bartacks Verstellen des Mittenabstands zwischen den Riegeln Changement de la distance entre les axes des brides d'arrêt Modo de changer la distancia de centro a centro entre presillados Modifica dell'interrasse tra le travette
- Changing the space between the needles / Verstellen des Nadelabstands / Changement de l'écartement des aiguilles / Modo dechangiar el espacio entre agujas / Modifica dello spazio tra gli aghi
- Changing the presser foot / Verstellen des Drückerfußes / Remplacement du pied presseur / Cambio del prensatelas / Modifica del piedino premistoffa
- Replacing loop cut moving knife / Auswechseln des Schlaufenschwingmessers / Remplacement du couteau mobile de passant / Modo de reemplazar la cuchilla movable cortadora de pasador / Sostituzione del coltello mobile tagliapassanti
- Removing the moving knife / Entfernen des Schwingmessers / Retrait du couteau mobile / Modo de extraer la cuchilla movable / Rimozione del coltello mobile
- Adjustment / Einstellung / Reglage / Ajuste / Regolazione
- Metodo di immissione dei valori numerici (volume applicato)
- Selecting the folding fork / Wahl der Faltgabel / Sélection de la fourche de piage / Mode de selectionar la horquilla plegadora / Sezione delle forcelle di piegatura
- Draining / Wasserablassen / Vidange / Drenaje / Scolatura
- Adjustment of the height of the needle bar / Einstellung der Nadelstangenhöhe / Réglage de la hauteur de la barre à aiguille / Ajuste de la alta de la barra de agua / Regolazione dell'altezza della barra ago
- Upper engraved line
- Regolazione della relazione fase ago-crochet
- Relazione tra l'ago e le linee di riferimento
- Engraved lines
- Markierungslinien
- Traits de repère
- Lineas grabadas
- Linee di riferimento
- Thread take-up spring / Fadenanzugsfeder /
- Ressort de relevage du fil / Muelle del tirahilo / Molla tirafilo
- Adjusting the moving and counter knives Einstellung des Schwing- und Gegenmessers Réglage du couteau mobile et du couteau fixe Modo de ajustar las cuchillas movable y contracuchilla Regolazione del coltello mobile e contro-lama
- 2) Front side
- Draining waste oil / Ablassen des Altöls / Vidange de l'huile usée / Drenaje del aceite deteriorado / Scolatura dell'olio di scarico
- Cleaning the air filter / Reinigung des Luftfilters / Nettoyage du filtré à air / Modo de limpiar el filtró del aire / Pulizia del filtró dell'aria
- Belt loop retaining release function Gürtelschlaufenarretierungs-Freigabefunktion Fonction de libération de retenue de passant de centurre Función liberadora de retencion de presilla de cinturón Funzione di rilascio del mantenimento del passante
- AVVERTENZE :
- JUKI®
- JUKI CORPORATION
Marca : JUKI
Modello : MOL254
Categoria : Macchina da cucire