
TIG 250 ACDC - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo TIG 250 ACDC GYS in formato PDF.

| Tipo di prodotto | Saldatrice inverter TIG AC/DC e MMA |
| Marca | GYS |
| Modello | TIG 250 ACDC |
| Alimentazione elettrica | Trifase 400 V ±15%, 50-60 Hz, presa 16 A EN 60309-1 |
| Corrente di saldatura | Fino a 250 A (TIG/MMA) |
| Processi di saldatura | TIG DC, TIG AC, MMA |
| Modalità di saldatura TIG | Standard, Pulsato, Spot, TACK, Sinergico |
| Tipi di innesco | HF (alta frequenza) e Lift |
| Comandi di ciclo | 2T, 4T, 4T Log |
| Schermo | TFT a colori con pulsanti incrementali |
| Raffreddamento | Integrato (gruppo freddo liquido) con serbatoio e circolatore |
| Protezione termica | Sì, con arresto automatico e spia |
| Grado di protezione | IP23 |
| Intervallo di temperatura di utilizzo | da -10 °C a +40 °C |
| Intervallo di temperatura di stoccaggio | da -20 °C a +55 °C |
| Umidità max | 50% a 40 °C, 90% a 20 °C |
| Altitudine max | 1000 m |
| Fattore di marcia | Secondo norma EN60974-1 a 40 °C (ciclo di 10 min) |
| Compatibilità torce | Torce TIG con grilletto 1 o 2 pulsanti, potenziometro opzionale |
| Comandi a distanza | Manuale (rif. 045675), pedale (rif. 045682), automatismo CONNECT-5 |
| Memoria di configurazioni | 100 in MMA, 100 in TIG DC, 50 in TIG AC |
| Funzioni di sicurezza | Protezione termica, sovratensione, mancanza d'acqua, flusso d'acqua, arresto di emergenza tramite grilletto |
| Manutenzione | Spolveratura regolare, controllo dei collegamenti, cambio liquido di raffreddamento ogni 12 mesi |
| Garanzia | 2 anni (parti e manodopera) contro difetti di fabbricazione |
Domande frequenti - TIG 250 ACDC GYS
Domande degli utenti su TIG 250 ACDC GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale TIG 250 ACDC - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. TIG 250 ACDC del marchio GYS.
MANUALE UTENTE TIG 250 ACDC GYS
Dispositivo saldatura TIG e MMA
Spawarka TIG i MMA
FIG-1
Queste istruzioni devono essere lette e comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata.
Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in questo manuale non potrà essere considerato a carico del fabbricante. In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'installazione.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicativa e/o sul manuale. Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo dev'essere utilizzato in un locale senza polvere, acido, gas infiammabile o altre sostanze corrosive. Lo stesso vale per il suo stoccaggio. Assicurarsi che durante l'utilizzo ci sia una buona circolazione d'aria.
Intervallo di temperatura :
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità dell'aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine :
Fino a 1000 m sopra il livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura ad arco può essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calore, di radiazione luminosa dell'arco, di campi elettromagnetici (attenzione ai portatori di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose.
Proteggere voi e gli altri, rispettate le seguenti istruzioni di sicurezza:

Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto il corpo.

Usare guanti che garantiscano l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco e neanche i pezzi in fusione e di portare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le persone in zona saldatura).
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potrà essere ritenuto responsabile in caso d'incidente.

I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando s'interviene sulla torcia o sul porta-elettrodo, bisogna assicurarsi che questi siano sufficientemente freddi e aspettare almeno 10 minuti prima di qualsiasi intervento. L'unità di raffreddamento deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non causi ustioni.
È importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

I fumi, gas e polveri emesse dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufficiente: potrebbe rendersi necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre la saldatura di certi materiali contenenti piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nociva; pulire e sgrassare le parti prima di saldarle.
Le bombole devono essere messe in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello.
La saldatura è proibita se effettuata in prossimità di grasso o vernici.
PERICOLI DI INCENDIO ED ESPLOSIONE

Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri.
Un'attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure.
Esse possono essere causa di incendi o d'esplosione.
Allontanare le persone, gli oggetti infiammabili e i contenitori sotto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o dei materiali infiammabili.
BOMBOLE DI GAS

Il gas uscendo dalle bombole potrebbe essere fonte di asfissia in caso di concentrazione nello spazio di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Queste devono essere messe verticalmente su un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un altro. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con fiamme, arco elettrico, torce, morsetti di terra o ogni altra fonte di calore o d'incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e mai saldare una bombola sotto pressione.
Attenzione durante l'apertura della valvola di una bombola, bisogna allontanare la testa della valvola e assicurarsi che il gas usato sia adatto alla procedura di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente avere una messa a terra. Usare la taglia di fusibile consigliata sulla tabella segnaletica. Una scarica elettrica potrebbe essere fonte di un'incidente grave diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all'interno o all'esterno della fonte di corrente di saldatura quando quest'ultima è alimentata (Torce, morsetti, cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna scollegarla dalla rete e aspettare 2 min. per che l'insieme dei condensaturi sia scarico. Non toccare nello stesso momento la torcia e il morsetto di massa.
Far sostituire i cavi e le torce danneggiati solo da persone abilitate e qualificate.
Attenzione al dimensionamento che deve essere sufficiente.
Utilizzare sempre vestiti secchi e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, indifferentemente dall'ambiente di lavoro.
CLASSIFICAZIONE CEM DEL MATERIALE

Questo materiale di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dal sistema pubblico di alimentazione a basa tensione. Potrebbero esserci difficoltà potenziali per assicurare la compatibilità elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.


Questo apparecchio non è conforme alla norma IEC 61000-3-12 ed è destinato al collegamento a reti private a bassa tensione collegate alla rete di alimentazione pubblica solo a livello di media e alta tensione. In caso di collegamento a una rete di alimentazione pubblica a bassa tensione, è responsabilità dell'installatore o dell'utente dell'apparecchiatura assicurarsi, consultando il gestore della rete di distribuzione, che l'apparecchiatura possa essere collegata.
EMISSIONI ELETTROMAGNETICHE

La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovranno attenersi alle procedure seguenti al fine di minimizzare l'esposizione ai campi elettromagnetici provenienti dal circuito di saldatura:
- posizionate i cavi di saldatura insieme - fissateli con una fascetta, se possibile;
- posizionate il vostro busto e la vostra testa il più lontano possibile dal circuito di saldatura;
• non avvolgete mai i cavi di saldatura attorno al vostro corpo;
• non posizionate il vostro corpo tra i cavi di saldatura. Tenete i due cavi di saldatura sullo stesso lato del vostro corpo; - collegate il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare;
• non lavorate a fianco, né sedetevi sopra, o addossatevi alla fonte di corrente della saldatura;
• non saldate quando spostate la fonte di corrente di saldatura o il trainafilo.

I portatori di pacemaker devono consultare un medico prima di usare la fonte di corrente di saldatura.
L'esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
L'utente è responsabile dell'installazione e dell'uso del dispositivo di saldatura ad arco seguendo le istruzioni del fabbricante. Se delle perturbazioni elettromagnetiche sono rilevate, è responsabilità dell'utente del dispositivo di saldatura ad arco risolvere la situazione con l'assistenza tecnica del fabbricante. In certi casi, questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra del circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo completo con montaggio di filtri d'entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte fino a non essere più fastidiose.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all'arco, l'utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Bisogna tenere conto di ciò che segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura all'arco di altri cavi di alimentazione, di comando, di segnalazione e telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altri dispositivi di comando;
d) di dispositivi critici di sicurezza, per esempio, protezione di dispositivi industriali;
e) la salute delle persone vicine, per esempio, l'azione di pacemaker o di apparecchi uditivi;
f) di dispositivi utilizzati per la calibratura o la misurazione;
g) l'immunità degli altri dispositivi presenti nell'ambiente.
L'utente deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o delle altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edifici e dalle altre attività svolte sul posto. La zona circostante può estendersi oltre ai limiti delle installazioni
Valutazione dell'installazione di saldatura
Oltre alla valutazione delle zona, la valutazione delle installazioni di saldatura ad arco può servire a determinare e risolvere i casi di perturbazioni. Conviene che la valutazione delle emissioni includa delle misurazioni sul posto come specificato all'Articolo 10 della CISPR 11. Le misurazioni sul posto possono anche permettere di confermare l'efficacia delle misure di attenuazione.
RACCOMANDAZIONE SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete pubblica di alimentazione: conviene collegare il materiale di saldatura ad arco a una rete pubblica di alimentazione secondo le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiale di saldatura ad arco fissati stabilmente. Converrebbe anche assicurarsi della continuità della schermatura elettrica su tutta la sua lunghezza. E' conveniente collegare la schermatura alla fonte di corrente di saldatura per garantire un buon contatto elettrico tra il condotto e l'involucro del generatore di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura ad arco: è opportuno che le manutenzioni del dispositivo di saldatura ad arco siano eseguite seguendo le raccomandazioni del fabbricante. È opportuno che ogni accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il dispositivo di saldatura ad arco è in funzione. È opportuno che il dispositivo di saldatura ad arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menzionati nelle istruzioni del fabbricante. È opportuno in particolar modo che lo spinterometro dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e manutenzionati secondo le raccomandazioni del fabbricante.
c. Cavi di saldatura: è opportuno che i cavi siano i più corti possibili, piazzati l'uno vicino all'altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l'operatore di scosse elettriche se costui tocca contemporaneamente questi oggetti metallici e l'elettrodo. Converrebbe isolare l'utente di questi oggetti metallici.
e. Messa a terra del pezzo da saldare: quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, ad esempio, gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra può, in certi casi e non sistematicamente, ridurre le emissioni. È opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sia fatta direttamente, ma in certi paesi che non autorizzano questa connessione diretta, è opportuno che la connessione avvenga tramite un condensatore appropriato scelto in funzione delle regolamentazioni nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante può limitare i problemi di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per applicazioni speciali.
TRASPORTO E TRANSITO DEL DISPOSITIVO

Il generatore di saldatura è dotato di maniglie superiori per il trasporto a mano. Fate attenzione a non sottovalutare il suo peso. Le maniglie non sono considerate come un mezzo di imbracatura.
Non sollevare mai una bombola di gas e la fonte di alimentazione allo stesso tempo. I loro standard di trasporto sono diversi.
INSTALLAZIONE DEL DISPOSITIVO
Regole da rispettare:
- Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10^ .
- Prevedere una zona sufficiente per aerare il dispositivo di corrente di saldatura e accedere ai comandi.
- Non utilizzare in un ambiente con polveri metalliche conduttrici.
- La fonte di corrente di saldatura deve essere al riparo dalla pioggia e non deve essere esposta ai raggi del sole.
- Il dispositivo di grado di protezione IP23, comporta :
- una protezione contro l'accesso alle perti pericolose di corpi solidi di diam >12.5mm e,
- una protezione contro la pioggia inclinata del 60% rispetto alla verticale.
Questo materiale potrebbe essere usato all'aperto con l'indice di protezione IP23.
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.

Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo dispositivo.
MANUTENZIONE / CONSIGLI


- Le manutenzioni devono essere effettuate solo da personale qualificato. È consigliata una manutenzione annuale.
-
Interrompere l'alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All'interno, le tensioni
e l'intensità sono elevate e pericolose. -
Regolarmente, togliere il coperchio e spolverare con l'aiuto di una pistola ad aria. Cogliere l'occasione per far verificare le connessioni elettriche con un utensile isolato da persone qualificate.
- Verificare periodicamente lo stato del cavo di alimentazione o dei fasci cavi. Se il cavo di alimentazione o i fasci cavi sono danneggiati, devono essere sostituiti dal fabbricante, dal suo servizio post-vendita o da una persona con qualifica simile, per evitare pericoli.
- Lasciare le fessure del dispositivo libere per l'entrata e l'uscita d'aria.
• Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori né per avviare motori. - Non usare questa fonte di corrente/tensione di saldatura per scongelare tubi, ricaricare batterie/accumulatori o avviare motori.

Il liquido di raffreddamento dovrebbe essere cambiato ogni 12 mesi per evitare depositi che potrebbero disturbare il sistema di raffreddamento della torcia. Eventuali perdite o residui del prodotto, dopo l'uso, devono essere trattati in un impianto di depurazione adeguato. Se possibile, il prodotto dovrebbe essere riciclato. Il fluido esausto non deve essere svuotato in corsi d'acqua, fosse o sistemi di drenaggio. Il fluido diluito non deve essere scaricato nel sistema fognario, a meno che non sia consentito dalle norme locali.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal fabbricante possono effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sia scollegato dalla rete. Le connessioni in serie o parallele di generatori sono proibite.
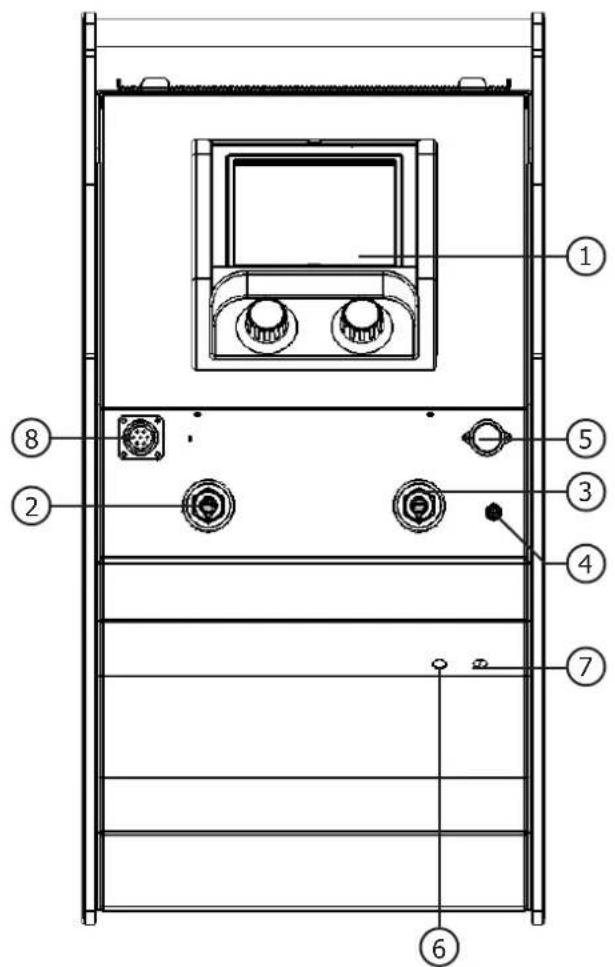
DESCRIZIONE DEL MATERIALE (FIG-1)
Il TIG 250 AC/DC è un dispositivo di saldatura Inverter monofase per saldatura ad elettrodo refrattario (TIG) in corrente continua (DC) e alternata (AC).
Il procedimento TIG richiede una protezione gassosa (Argo).
Il procedimento MMA permette di saldare ogni tipo di elettrodo: rutilo, basico, inox, ghisa, alluminio.
Il TIG 250 AC/DC può essere dotato di un comando a distanza manuale (rif. 045675), di pedale (rif. 045682) o di comando automa (CONNECT-5).
1- Display + pulsanti incrementali 8- Ingresso per il controllo remoto
2- Presa a polarità positiva 9- Portafusibili 5A
3- Presa a polarità negativa 10- Interruttore ON / OFF
4- Attacco del gas della torcia 11- Cavo di alimentazione
5- Connettore di trigger 12- Ingresso del serbatoio del refrigerante
6- Connettore d'ingresso del refrigerante 13- Collegamento del gas
7- Connettore di uscita del refrigerante 14- Tubo di innesco
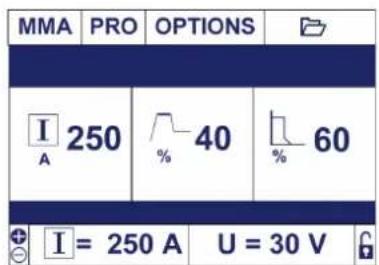
INTERFACCIA UOMO-MACCHINA (IUM) (FIG-2)
L'interfaccia è costituita da uno schermo TFT a colori e da due tasti incrementali, la filosofia di questa interfaccia in tre stati:
- Stato 1 o Stato Riposo : il tasto incrementale 1 permette di regolare la corrente di saldatura, il tasto incrementale 2 permette di regolare un parametro annesso alla corrente.
- Stato 2 o Stato Modalità di saldatura : la pressione sul tasto incrementale 1 fa accedere al menù che si apre dall'alto e alla selezione delle diverse modalità di saldatura mediante la sua rotazione. L'uscita da questo menù si effettua sia attendendo 8s, sia premento il tasto incrementale 2 -> ritorno allo Stato 1.
- Stato 3 o Stato Parametraggio : la pressione sul tasto incrementale 2 fa accedere ai parametri di saldatura e alla loro selezione mediante rotazione. L'uscita da questo menù si effettua sia attendendo 8s, sia premento il tasto incrementale 2 -> ritorno allo Stato 1.
ALIMENTAZIONE ELETTRICA-AVVIO
- Questo apparecchio viene fornito con una spina da 16 A, tipo EN 60309-1, e deve essere usato solo su un'installazione elettrica trifase 400 V (50-60 Hz) a quattro fili con un conduttore neutro collegato a terra.
La corrente effettiva assorbita (I1eff) è indicata sull'attrezzatura, per le condizioni di utilizzo massime. Verificare che l'alimentazione e la sua protezione (fusibile e/o interruttore) siano compatibili con la corrente necessaria all'uso. In alcuni paesi, potrebbe essere necessario cambiare la spina per permettere l'uso nelle condizioni massime. - La fonte di alimentazione è progettata per funzionare con una tensione elettrica di 400V +/- 15%. Andrà in protezione se la tensione di alimentazione è inferiore a 330Vrms o superiore a 490Vrms. (un codice di errore apparirà sul display).
- L'accensione avviene girando l'interruttore on/off (I-10) in posizione I, viceversa lo spegnimento avviene girando in posizione O. Attenzione! Non spegnere mai l'alimentazione quando la sorgente di corrente di saldatura è sotto carico.
- Comportamento del ventilatore: in modalità MMA, il ventilatore funziona continuamente. In modalità TIG, la ventola funziona solo durante la fase di saldatura e si ferma dopo il raffreddamento.
Questa apparecchiatura può funzionare con generatori a condizione che l'alimentazione ausiliaria soddisfi i seguenti requisiti:
- La tensione deve essere alternata, con un valore effettivo di 400 V +/- 15%, e una tensione di picco inferiore a 700 V,
- La frequenza deve essere compresa tra 50 e 60 Hz.
È imperativo controllare queste condizioni, poiché molti generatori producono picchi di alta tensione che possono danneggiare l'attrezzatura.
USO DI PROLUNGHE
Tutte le prolunghe devono avere una dimensione e una sezione adeguata al voltaggio dell'attrezzatura. Usare una prolunga conforme alle norme nazionali. I cavi di alimentazione, estensione e saldatura devono essere completamente srotolati per evitare il surriscaldamento.
| Tensione d'ingresso | Lunghezza - Sezione del cavo di estensione (Lunghezza < 45m) |
| 400 V 4 mm ^2 |
ADESCAMENTO DELL'UNITÀ DI RAFFREDDAMENTO
Quando si usa il prodotto per la prima volta o dopo che il serbatoio del refrigerante è stato completamente svuotato, è necessario seguire la seguente procedura per adescare il circolatore con il liquido:
- Riempire il serbatoio fino al livello massimo con il liquido di raffreddamento.
- Collegare il kit di adescamento del refrigerante (I-14) al connettore del refrigerante dell'apparecchio (raccordo blu). Metti l'altra estremità del kit in un contenitore vuoto.
- Accendere il circolatore di liquido. Per attivarlo, a seconda del prodotto, è necessario collegare una torcia e poi premere il grilletto di saldatura, o semplicemente accendere l'unità.
- Il circolatore dovrebbe partire istantaneamente e il liquido dovrebbe fluire nel contenitore. Se il circolatore continua a non adescare, spegnere l'alimentazione, iniettare aria compressa nel kit di adescamento per lavare il liquido dai tubi e poi riavviare il circolatore.
- Una volta che la pompa è stata adescata (riempimento del contenitore con il refrigerante), fermare il refrigeratore premendo uno dei pulsanti sull'HMI.
- Non appena il liquido scorre, il circolatore è adescato. Spegnere l'unità, scollegare il kit di adescamento, rabboccare il refrigerante nel serbatoio e collegare il sistema alle connessioni del fluido dell'unità. La vostra unità di raffreddamento è innescata e pronta per il funzionamento.
Il serbatoio dell'unità di raffreddamento deve essere riempito fino al livello MAX raccomandato dall'indicatore sulla parte anteriore dell'unità di raffreddamento, ma mai sotto il livello MIN a meno che non venga visualizzato un messaggio di avvertimento.
È essenziale utilizzare un refrigerante specifico per saldatrici con bassa conducibilità elettrica, essendo anticorrosivo e antigelo.
L'uso di altri refrigeranti, in particolare di quelli standard per automobili, può portare all'accumulo di depositi solidi nel circuito di raffreddamento attraverso l'elettrolisi, degradando così il raffreddamento e persino intasando il circuito.
Questo livello MAX raccomandato è essenziale per ottimizzare i fattori di funzionamento della torcia raffreddata ad acqua associata.
Qualsiasi danno alla macchina causato dall'uso di un refrigerante diverso da quello raccomandato non sarà considerato in garanzia.
Assicurarsi che il gruppo di raffreddamento (o il generatore con gruppo di raffreddamento) sia scollegato dall'alimentazione prima di collegare o scollegare i tubi di raffreddamento del liquido della torcia (entrata e uscita).
DESCRIZIONE DI FUNZIONI, MENÙ E PITTOGRAMMI
| Funzione | Denominazione sull'IMH | Pittogramma associato | TIG DC | TIG AC | MMA | Osservazioni | |
| Corrente di saldatura | Corrente di saldatura X X | X |  | Corrente da regolare in funzione del tipo di elettrodo, del suo diametro e del tipo di assemblaggio (A) | |||
| Tensione di saldatura T | Tensione X X X Tensione di | salda |  isurata isurata | (V) | |||
| HotStart | Corrente di sovraten-sione |  | X | Sovraccorrente regolabile all'inizio della saldatura (%) | |||
| ArcForce ArcForce X |  | Sovraccorrente liberata durante la saldatura per evitare l'incollaggio dell'elet-trodo nel bagno di fusione (%) | |||||
| Inversione di Polarità |  | X | Permette la saldatura di differenti elettrodi senza smantellamento del portae-lettrodo e del morsetto di terra | ||||
| Posizione della pola-rità MENO |  | X | Indicatore della posizione della polarità MENO. | ||||
| Posizione della pola-rità PIU |  | X Indicatore della posizione della polarità PLUS. | |||
| Innesco HF HF X X Innesco a distanza. | |||||
| Innesco LIFT LIFT X X Innesco per contatto. | |||||
Pre Gas Pre-gas X X Tempi di pulizia della torcia e della  gas prima dell'innesco gas prima dell'innesco | |||||
Corrente Iniziale Corrente di avvio X X Corrente di posi  (A) (A) | |||||
Tempo Iniziale Corrente di avvio X X Tempo di posizior  | |||||
| Corrente di ascesa Salita in corrente X X [AHTA] | Rampa di ascesa partendo dalla corrente iniziale e arrivando fino alla corrente di saldatura (5) | ||||
| Corrente Fredda (4TLog) | I Fredda X X [TDIC] | Seconda corrente di saldatura o corrente Fredda attivata con la torcia a 2 posizioni o in 4T LOG (A) | |||
| Corrente Fredda I Fredda X X Seconda corrente di sald [6CZY] | |||||
| Bilanciamento PULSE | Tempo d'impulso  | X | X | Bilanciamento della corrente fredda della modalità PULSE (%) | |
| Frequenza PULSE | Frequenza d'impulso  | X | X | Frequenza della PULSAZIONE della modalità PULSE (Hz) | |
| Evanescenza della corrente | Evanescenza  | XX | Rampa di discesa partendo dalla corrente di saldatura a I Stop per evitare l'effetto crepe/cratere. | ||
| Corrente finale | Corrente di arresto  | X | X | Corrente di posizionamento (A) | |
| Tempo finale | Tempo d'arrsto  | X | X | Tempo di posizionamento (S) | |
| Post Gas | Post-Gas  t t | XX | Durata di mantenimento della protezione gas dopo l'estinzione dell'arco. Permette di proteggere il pezzo così come l'elettrodo contro le ossidazioni (S) | ||
| Bilanciamento AC | Percentuale di deca-paggio  | X Bilanciamento di decapaggio (%) | |||
| Frequenza AC | Frequenza AC  | X Frequenza di saldatura in AC (Hz) | |||
| Tempo AC | T AC  | X Tempo di saldatura AC in AC MIX (S) | |||
| Tempo DC | T DC  | X Tempo di saldatura DC in AC MIX (S) | |||
| Tempo di puntatura | Tempo di saldatura  | X | X | Durata del tempo di puntatura (s) | |
| Tempo di TACK | T Pulsato  | X | Durata del tempo di puntatura pulsata (s) | ||
| Diametro elettrodo | ∅ | XX | Diametro dell'elettrodo Tungsteno per ottimizzare l'innesco e gli spessori autorizzati in modalità SYNERGIC (mm) | ||
| Materiale da saldare | Fe, CrNi, Cu/CuZn, AlMg, AISi, Al99 | X | X | Scelta del materiale da saldare: Acciaio base in ferro, Nichel-Cromo, rame o ottone, Alluminio Magnesio, Alluminio Silicio in modalità SYNERGIC | |
| Saldatura a giro | [6DOH] | XX modalità SYNERGIC. | |||
| Saldatura testa a testa | [32TZ] | XX modalità SYNERGIC. | |||
| Saldatura ad angolo |  | XX modalità SYNERGIC. | |||
| Saldatura discentente | [CDKK] | XX modalità SYNERGIC. | |||
| Spessore del pezzo da saldare. |  | XX Regolazione dello spessore del pezzo in modalità SYNERGIC | |||
| Procedura MMA | MMA | X | |||
| Procedura TIG AC | AC | X | |||
| Modalità TACK TACK | X | ||||
| Mode TIG AC MIX | AC MIX | X | |||
| Procedura TIG DC DC X | ||||||
| Procedura SYNERGIC SYN X X | ||||||
| Modalità Standard STD X X | ||||||
| Modalità Pulsato PULSE X X | ||||||
| Modalità Puntatura POINT X X | ||||||
| 2T 2T X X Modalità Torcia 2Tempi | ||||||
| 4T 4T X X Modalità Torcia 4Tempi | ||||||
| 4T LOG 4T LOG X X Modalità Torcia 4Tempi LOG | ||||||
| Lingue | [X20K] | X X | X | Selezione della lingua | ||
| Blocco IHM |  | X | X | X | Blocco dell'IHM per inibire l'accesso al menù e al parametraggio | |
| Sblocco IHM | [Y46K] | X X | X | Sblocco dell'IHM per ridare l'accesso ai menù e ai parametraggi (codice pre-definito : 0000) | ||
| Cambiamento della password |  | X | X | X | Permette di modificare la password di blocco | |
| Reset parametraggio | RAZ | X | X | X | Permette di ritornare all'impostazione di fabbrica | |
| Identificazione | ID | X | X | X | Modulo SAV d'identificazione macchina | |
| Menù di memorizza-zione |  | X X | X | Menù di accesso alle funzionalità della memorizzazione di configurazione saldatura | ||
| Registrare |  | X | X | X | Memorizzare un parametro di saldatura sotto il nome esistente | |
| Registrare sotto |  | X | X | X | Memorizzare un parametro di saldatura sotto un nuovo nome | |
| Aprire | [HKBY] | X | X | X | Aprire un programma di saldatura esistente | |
| Cancellare |  | X | X | X | Cancellare un programma di saldatura esistente | |
| Corrente di saldatura mentre è connesso un comando a distanza | Corrente | [805C] | X | X | X | Valore della corrente regolazione con la presenza di comando a distanza. |
| Unità di raffredda-mento | [64ZS] | X X | X | Unità di raffreddamento. | ||
| Presenza di una torcia a potenziometro |  | X X | Presenza di una torcia a potenziometro. | |||
| Presenza di un comando a distanza | [8CTS] | X X | X | Simbolo della presenza di un comando a distanza. | ||
| Protezione termica | ↓ | X | X | X | Simbolo che indica lo stato di protezione termica. | |
SALDATURA ALL'ELETTRODO RIVESTITO (MODO MMA)
COLLEGAMENTO E CONSIGLI
- Collegare cavi, portaelettrodo e morsetto di terra ai connettori di raccordo,
- Rispettare le polarità e le intensità di saldatura indicate sulle scatole degli elettrodi,
- Sollevare l'elettrodo dal portaelettrodo quando la fonte di corrente di saldatura non è in uso.
LE PROCEDURE DI SALDATURA AD ELETTRODO
MMA PRO
La modalità PRO dà accesso a tutte le funzioni e impostazioni del prodotto. La modalità EASY semplifica l'interfaccia con un'unica impostazione della corrente.
Opzioni di modalità PRO e EASY
| % HotStart % ArcForce Polarità inversa | |||
| MODO EASY (40%) (40%) | |||
| MODO PRO 0 - 100% 0 - 100% X | |||
CONSIGLI DI IMPOSTAZIONE
- ArcForce
In funzione del tipo di elettrodo e della posizione di saldatura, consigliamo le seguenti impostazioni :
Collegare la massa nel connettore di collegamento positivo (+). Collegare il cavo di potenza della torcia nel connettore di collegamento negativo (−) così come le connessioni del grilletto della torcia e del gas. Assicurarsi che la torcia sia ben attrezzata e che i ricambi (pinze, supporto collare, diffusore e porta ugello) non siano usurati.
LE PROCEDURE DI SALDATURA TIG
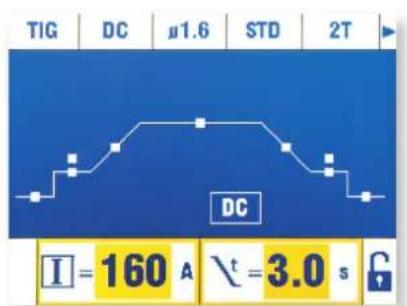
Il procedimento di saldatura TIG DC Standard permette la saldatura di grande qualità sulla maggioranza dei materiali ferrosi quali acciaio, acciaio inossidabile, ma anche rame e le sue leghe, titanio...
Le numerose possibilità di gestione della corrente e del gas vi permettono una perfetta padronanza dell'operazione di saldatura, dall'innesco al raffreddamento finale del vostro cordone di saldatura.
• TIG DC PULSATO
La modalità di saldatura TIG DC Pulsata è dedicata alle lamiere sottili, alla saldatura in posizione, o più raramente per certi materiali. Il TIG DC è un'alternanza di correnti calde e fredde che permettono la padronanza dell'energia apportata al pezzo da saldare.
Le regolazioni sono :
- la corrente I Fredda in percentuale regolabile tra il 20% e l'80% della corrente di saldatura. Più la corrente Fredda sarà bassa meno il pezzo si scaldera durante la saldatura.
- la frequenza del Pulsato (Hz Pulse) regolabile da 0.1 Hz a 2500Hz.
Lamiere sottili : Hz Pulsato compreso tra 0.1 e 5Hz,
Saldatura in posizione (PE): Hz Pulsato compreso tra 5 e 20Hz,
Materiali particolari : Hz Pulsato compreso tra 100 e 2500Hz,
- il bilanciamento Pulsato (%T_PULSE) corrisponde alla % del periodo regolato della corrente fredda (1 : Periodo = 1 / Hz Pulsato)
Esempio :
La corrente di saldatura I è regolata a 100A.
I_Fredda = 50%, ossia una corrente Fredda = 50% x 100A = 50A.
Hz_Pulse è regolata a 10Hz e %T_PULSE al 30%, il periodo del segnale sarà di 1/10Hz = 100ms, il tempo di I Fredda sarà il 30% di questo periodo, ovvero 30ms.
I PROCEDIMENTI DI SALDATURA TIG AC
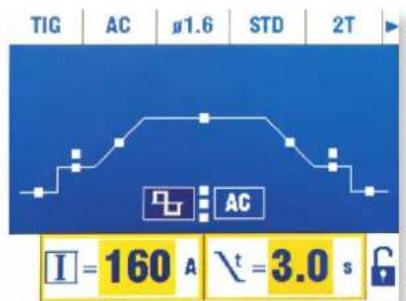
Questa modalità di saldatura TIG AC Standard è utilizzata per saldare l'alluminio e le sue leghe (al, AlSi, AlMg, AlMn...) La corrente alternata permette il decapaggio dell'alluminio indispensabile per saldare.
Il Bilanciamento (%T_AC) : durante l'onda positiva l'ossidazione è interrotta. Durante l'onda negativa, l'elettrodo si raffredda e i pezzi si saldano, c'è penetrazione. Modificando il rapporto tra le due alternanze con la regolazione del bilanciamento, sono favoriti sia il decapaggio sia la penetrazione (la regolazione predefinita è del 30%).
La frequenza ( Hz AC ) : la frequenza permette di regolare la concentrazione dell'arco. Più si vuole un arco concentrato e più la frequenza deve essere elevata. Più la frequenza diminuisce, più l'arco è largo.
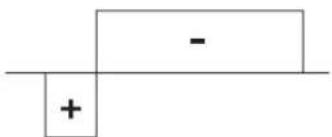
text_image
-Bilanciamento : 20 % Penetrazione massima
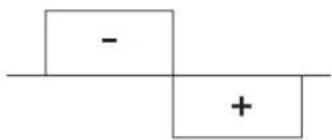
text_image
- + -50 % 60 % Decapaggio massimo
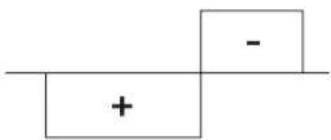
Frequenza alta Frequenza bassa
La modalità di saldatura TIG AC Pulsata è dedicata alle lamiere sottili, vedere la spiegazione del TIG DC PULSATO.
I PROCEDIMENTI SPECIALI DI SALDATURA TIG DC e AC
• Puntatura - SPOT
La modalità di saldatura permette di pre-assemblare dei pezzi prima della saldatura.
Il tempo di puntatura permette di controllare il tempo di saldatura per una migliore riproducibilità e la realizzazione del punto non ossidato.
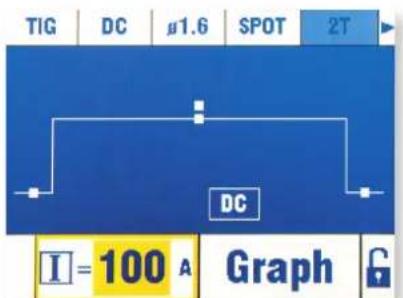
Regolazioni e opzioni
| Simbolo | |
| Denomina-zione | Tempo di punta-tura |
| Valore | Manuale, 0.1s – 20s |
• Puntatura - TACK (TIG DC)
La modalità di saldatura permette anche di assemblare pezzi prima di saldare, ma questa volta in due fasi: una prima fase di DC pulsata che contentra l'arco per una penetrazione migliore, poi una seconda fase in DC standard concentrant l'arc pour une meilleure pénétration, suivi d'une seconde en DC standard ampliando l'arco e quindi il bagno per assicurare il punto. I tempi regolabili delle due fasi permettono una migliore riproducibilità e la realizzazione del punto non ossidato.
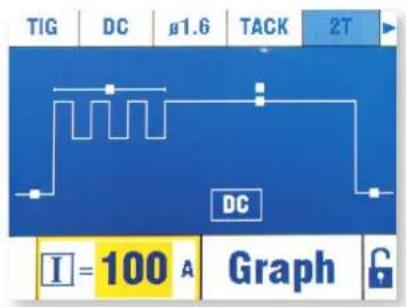
Regolazioni e opzioni
| Simbolo | ||
| Denomina-zione | Tempo di pun-tatura Pulsato | Tempo di puntatura |
| Valore 0.1s - 20s | Manuale, 0.1s | - 20s |
TIG SYNERGIC
La modalità SYNERGIC è una modalità semplificata, che partendo da quattro dati essenziali, propone una configurazione adeguata alla saldatura. Le quattro regolazioni sono :
1- Il materiale dei pezzi da assemblare : Ferro e Acciaio (Fe), Cromo-Nichel (NiCr), Rame e leghe (Cu/CuZn), Alluminio Magnesio, Alluminio Silicio e Alluminio 99% (Al99).
2- Il tipo di assemblaggio : Saldatura ad angolo, Assemblaggio testa a testa, saldatura a giro e saldatura discendente
3- Il diametro dell'elettrodo Tungsteno : utilizzato al fine di determinare i valori di corrente autorizzati senza deterioramento di questa e ottimizzare l'innesco.
4- Lo spessore del pezzo da saldare.
Questa modalità può essere anche di aiuto alla saldatura in manuale. Dalla configurazione SYNERGIC proposta, l'utente può uscire da questa modalità e passare in modalità STD. Tutti i parametraggi SYNERGIC saranno conservati sempre con la possibilità di modificarli. Questo approccio permette di avviare la saldatura di un pezzo con un massimo di parametri preregolati.
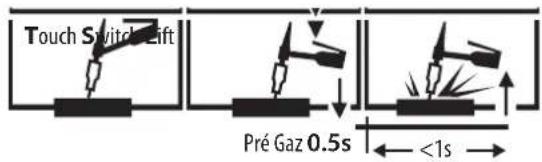
SCELTA DEL TIPO DI INNESCO
TIG HF: innesco alta frequenza senza contatto dell'elettrodo tungsteno sul pezzo. TIG LIFT: Avvio per contatto (per i luoghi sensibili alle perturbazioni HF).
text_image
Touch Switch Lift Pré Gaz 0.5s <1s1- Toccare l'elettrodo sul pezzo da saldare
2- Premere sul grilletto
3- Sollevare l'elettrodo.
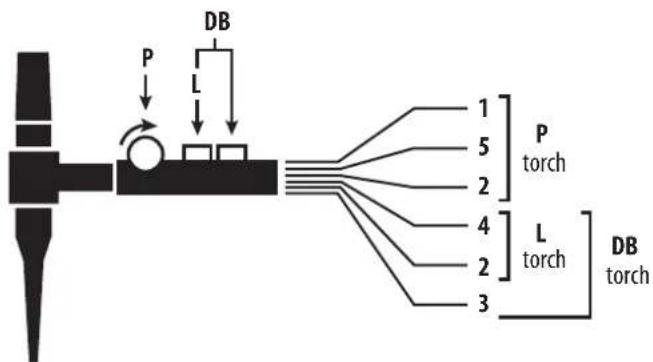
TORCE COMPATIBILI
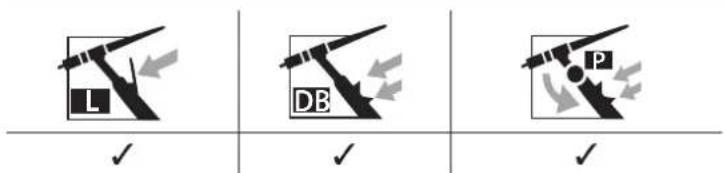
text_image
L DB PLE TORCE E COMPORTAMENTI GRILLETTO
Per la torcia a un tasto, il tasto è chiamato «tasto principale».
Per la torcia a due tasti, il primo tasto è chiamato «tasto principale» e il secondo è chiamato «tasto secondario».
MODO 2T
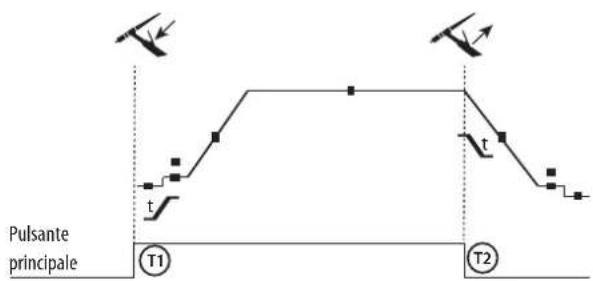
text_image
Pulsante principale T1 T2T1 - Il tasto principale è premuto, il ciclo di saldatura comincia (PreGaz, I_Start, UpSlope e saldatura).
T2 - Il tasto princioale è rilasciato, il ciclo di saldatura è all'arresto (DownSlope, I_Stop, PostGaz).
Per la torcia a 2 tasti e solo in 2T, il tasto secondario è gestito come il tasto principale.
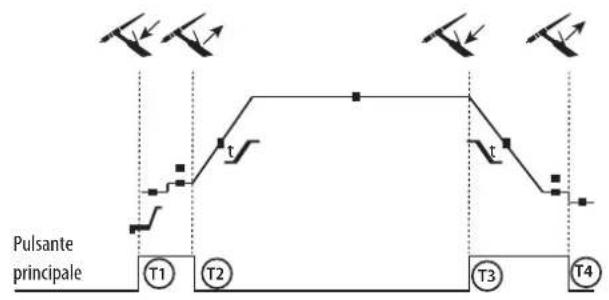
MODO 4T
flowchart
graph TD
A["Pulsante principale"] --> B["T1"]
B --> C["T2"]
C --> D["T3"]
D --> E["T4"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
T1 - Il tasto principale è premuto, il ciclo si avvia dal PreGas e si ferma in fase di I_Start.
T2 - Il tasto principale è rilasciato, il ciclo continua in UpSlope e in saldatura.
T3 - Il tasto principale è premuto, il ciclo passa in DownSlope e si ferma in fase di I_Stop.
T4 - Quando il pulsante principale viene rilasciato, il ciclo si conclude con il PostGas.
Nb : per le torce, doppi pulsanti e doppi pulsanti+ potenziometro => pulsante « alto/corrente di saldatura » e potenziometro attivi, pulsante « basso » inattivo.
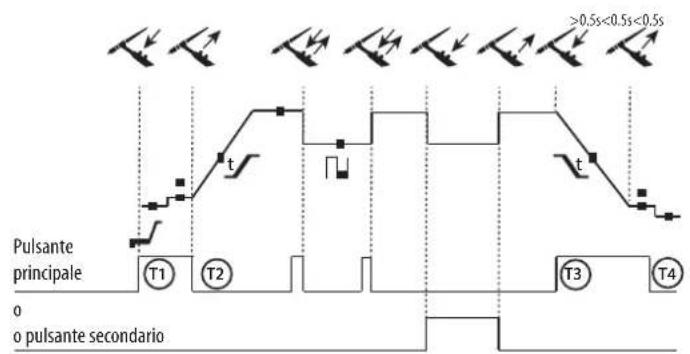
MODO 4T log
text_image
Pulsante principale o o pulsante secondario T1 T2 T3 T4 t t >0.5s<0.5s<0.5sT1 - Quando il pulsante principale viene premuto, il ciclo comincia a partire dal PreGas e si ferma in fase di I_Start.
T2 – Quando il pulsante principale viene rilasciato, il ciclo continua in UpSlope e in saldatura.
LOG : questa modalità di funzionamento è utilizzata in fase di saldatura :
- con una pressione sul pulsante principale (<0.5s), la corrente passa da corrente di I saldatura a I freddo e viceversa.
- quando il pulsante secondario è premuto, la corrente passa da corrente di I saldatura a I fredda
- quando il pulsante secondario è rilasciato, la corrente passa da corrente di I fredda a I saldatura
T3 – Con una pressione prolungata sul pulsante principale (>0.5s), il ciclo passa in DwonSlope e si arresta in fase di I_Stop.
T4 - Quando il pulsante principale viene rilasciato il ciclo termina con il PostGas.
Per le torce a doppio pulsante o doppio pulsante + potenziometro, il pulsante « alto » mantiene la stessa funzione della torcia a pulsante semplice o a «lamella». Il pulsante « basso » permette, quando viene premuto, di passare alla corrente fredda. Il potenziometro della torcia, quando è presente, permette di regolare la corrente di saldatura dal 50% al 100% del valore nominale.
RRiassunto delle funzioni disponibili per procedura di saldatura, per tipo d'innesco e tipo di pulsante
| Modalità di salda-tura TIG | Innesco | Pulsante torcia | Processo TIG | |||||||||||||||||
| HF Lift 2T 4T | 4T | log | ||||||||||||||||||
| AC/DC STD | ● | ● | ● | ● | ● | (*) | ● | ● | ● | (**) | ●(**) | |||||||||
| AC/DC Pulse | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ●(**) | ●(**) | ||
| AC/DC Spot | ● | ● | ● | ● | ● | ● | ●(**) | ●(**) | ||||||||||||
(*) unicamente in 4T LOG
(**) unicamente in AC
COMBINAZIONI CONSIGLIATE
TIG : scelta dei consumabili e delle regolazioni in funzione dello spessore
| TIG DC | Corrente (A) | ∅ Electrode (mm) | ∅ Ugello (mm) | Flusso(Argon L/min) | |
| 0,5-5 | 10-130 | 1,6 | 9,5 | 6-7 | |
| 4-6 | 130-160 | 2,4 | 11 | 7-8 | |
| 6-9 | 160-250 | 3,2 | 11-12.5 | 8-9 |
| TIG AC | 1-2,4 | 50-90 | 1,6 | 9,5 | 6-7 |
| 2,4-3,2 | 80-150 | 2,4 | 9,5 | 7-8 | |
| 3,2-5,0 | 120-200 | 2-2,4 | 9.5-12.5 | 8-10 | |
| 5-6,5 | 200-250 | 3,2 | 12.5-19.5 | 10-12 |
SCELTA E AFFILAMENTO DELL'ELETTRODO
In Tig DC :
Per un funzionamento ottimale, si consiglia d'utilizzare un elettrodo affilato nel modo seguente :
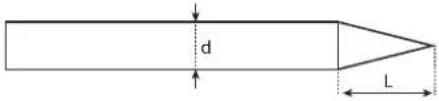
text_image
d LL = 3 x d per una corrente debole.
L = d per una corrente forte.
Gli elettrodi consigliati sono : E3, WL15.
In Tig AC :
L'elettrodo non ha bisogno di essere affilato, tranne che per correnti molto deboli <50A. È normale che si formi una goccia alla fine dell'elettrodo, tanto più grande se la corrente è elevata e il decapaggio è significativo
Gli elettrodi consigliati sono : WP PUR, E3 e WL.
MEMORIZZAZIONE DELLE CONFIGURAZIONI DI SALDATURA
Le memorie sono in numero di : 100 in MMA, 100 in TIG DC e 50 in TIG AC.
Registrare una configurazione di saldatura sotto un nome.
Nel menù Archivio 📋, la funzione « REGISTRARE SOTTO » è identificata dall'icona 📋:
Con la tastiera, l'utente può scegliere il nome della sua configurazione di saldatura.
Al ritorno alla saldatura, un richiamo del nome apparirà sull'IHM.
Se viene fatta una modifica della configurazione di saldatura memorizzata, il richiamo del nome diventerà rosso.
Registrare una configurazione
La configurazione memorizzata non è più adatta, sono state apportate delle modifiche : nel menù Archivio 📋, la funzione « REGISTRARE » identificata dall'icona 📋, cancella la vecchia configurazione e memorizza la nuova. Se viene applicata una modifica della configurazione di saldatura memorizzata, il richiamo diventerà rosso.
Aprire una configurazione esistente
Nel menù Archivio ☐, la funzione « APRIRE » identificata dall'icona ☐ fa accedere alla lista delle configurazioni già memorizzate.
Password :
La password di sblocco preimpostata è : 0000.
In caso di smarrimento, la password dell'amministratore permette di sbloccare il dispositivo: MORFRES
La password standard è resettata a : 0000.
CONNETTORE DI CONTROLLO DEL PULSANTE
Schema di cablaggio della torcia SRL18. Schema elettrico in funzione del tipo di torcia.
| Tipi di torcia Scelta del filo | Pin del connettore associato | |||
| Torcia 2 pulsanti + potenziometro | Torcia 2 pulsanti Torcia 1 | pulsante | Comune/Massa 2 | (verde) |
| Interruttore pul-sante 1 | 4 (bianco) | |||
| Interruttore pul-sante 2 | 3 (marrone) | |||
| Comune/Massa del potenziometro | 2 (grigio) |
| VCC 1 (giallo) | |
| Cursore 5 (rosa) |
COMANDO A DISTANZA
Il comando a distanza funziona in processo TIG e MMA.

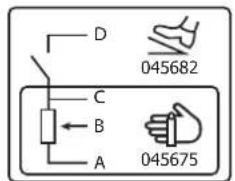
text_image
D 045682 C B A 045675rif. 045699 Vista esterna Schema elettrico in funzione dei comandi a distanza.
Collegamento :
1- Collegare il comando a distanza alla parte posteriore della fonte di corrente di saldatura.
2- L'IHM individua la presenza di un comando a distanza e propone una selezione accessibile :
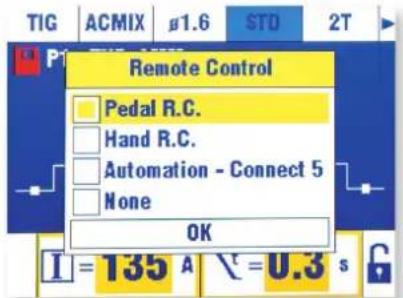
4- Selezionare il vostro tipo di comando.
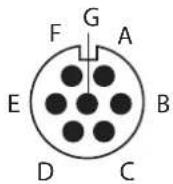
Connettori
Il prodotto è dotato di un connettore femmina per comando a distanza. La presa maschio specifica 7 punti (opzione rif.045699) permette di collegarci il vostro comando a distanza manuale (Remote Control) o a pedale. Per il cablaggio, seguire lo schema qui in basso.
| TIPI DI COMANDO A DISTANZA Scelta del filo | Pin del connettore associato | |||
| CONNECT-5 | Pedale | Comando a distanza manuale | VCC A | |
| Cursore B | ||||
| Comune/Massa C | ||||
| Interruttore D | ||||
| AUTO-DETECT E | ||||
| ARCO ON F | ||||
| REG I G | ||||
Funzionamento :
- Comando a distanza Manuale (opzione rif. 045675).
Il comando a distanza manuale permette di far variare la corrente dal 50% al 100% dell'intensità regolata. In questa configurazione, tutte le modalità e funzionalità del dispositivo sono accessibili e parametrabili.
• Pedale (opzione rif. 045682):
Il pedale permette di far variare la corrente minima al 100% dell'intensità regolata. In TIG, la fonte di corrente di saldatura funziona unicamente in modalità 2T. Inoltre, l'aumento e l'evanescenza della corrente non sono più generati dal dispositivo (funzioni inattive) ma dall'utente grazie all'uso del pedale.
- Connect 5 - modalità automa:
Questa modalità permette di comandare il TIG 250 AC/DC a partire da una console o da un'automazione grazie ai richiami di 5 programmi preregistrati.
All'inizio del pedale, l'«Interruttore (D)» permette di avviare o interrompere la saldatura secondo il ciclo scelto. Il valore della tensione applicata al «Cursore (B)», corrisponde ad un programma o al contesto attuale.
Questa tensione deve essere compresa tra 0 e 3.0V con un cuscinetto di 0,5V corrispondente ad una selezione del programma :
- Contesto in corso : 0 - 0,5V
- Programma 1:0,5 - 1,0V
- Programma 2 : 1,0 - 1,5V
- Programma 3 : 1,5 - 2,0V
- Programma 4 : 2 - 2,5V
- Programma 5 : 2,5 - 3.0V
Un potenziometro addizionale permette di far variare la corrente dopo e durante la saldatura del +/- 15%. L'informazione ARCO ON (presenza dell'arco) permette all'automa di sincronizzarsi (entrata Pull Up 100k lato automa). Mettere il perno AUTO_DETECT alla piastrina di contatto permette di avviare il prodotto senza passare per le finestre di selezione del tipo di comando a distanza.
I 5 programmi richiamati corrispondono ai primi 5 programmi registrati (da P1 a P5).
Gli E/S dei segnali sono protetti a 6.1V.
Spiegazioni complementari sono scaricabili dal nostro sito (https://goo.gl/i146Ma).
Richiamo dei programmi :
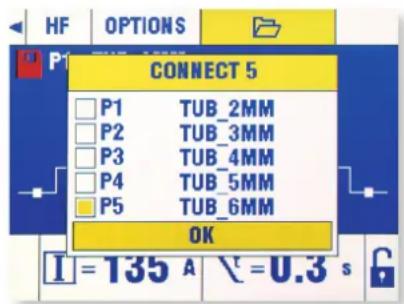
text_image
HF OPTIONS P1 CONNECT 5 □ P1 TUB_2MM □ P2 TUB_3MM □ P3 TUB_4MM □ P4 TUB_5MM □ P5 TUB_6MM OK I = 135 A \ = 0.3 sMESSAGGI D'ERRORE, ANOMALIE, CAUSE, RIMEDI
Questo dispositivo integra un sistema di controllo dei difetti.
Una serie di messaggi alla tastiera di controllo permette una diagnosi degli errori e delle anomalie.
| ANOMALIE CAUSE RIMEDI | ||
| Il dispositivo non eroga corrente e la spia gialla di guasto termico è accesa. | La protezione termica del dispositivo si è attivata. | Attendere la fine del periodo di raffreddamento, circa 5 min. Il simbolo scompare. |
| Lo schermo è acceso ma il dispositivo non eroga nessuna corrente. | Il cavo del morsetto di massa o il portaelettrodo non sono connessi al dispositivo. | Verificare le connessioni. |
| Difetto di tensione. | Il prodotto è provvisto di protezioni contro le sovratensioni di rete. | Una sovratensione è all'origine del messaggio e del tipo di allentamento della carica del motore, scarica, ecc. ... |
| Malgrado il riempimento del serbatoio, la mancanza d'acqua persiste | L'unità di raffreddamento non funziona, il ventilatore non è in funzione. | Verificare la presenza o lo stato del fusibile. |
| Arco instabile | Difetto proveniente dall'elettrodo in tungsteno | Utilizzare un elettrodo in tungsteno di taglia appropriata. |
| Utilizzare un elettrodo in tungsteno corretta-mente preparato. | ||
| Flusso di gas troppo elevato Ridurre il flusso di gas. | ||
| L'elettrodo in tungsteno si ossida e si annerisce alla fine della saldatura. | Zona di saldatura. | Proteggere la zona di saldatura contro le correnti d'aria. |
| Difetto proveniente dal post-gas. | Aumentare la durata del post-gas | |
| Controllare e stringere tutte le connessioni gas.Assicurarsi del flusso di gas per un innesco a vuoto. | ||
| L'elettrodo in tungsteno fonde. Errore di polarità. | Controllare che il morsetto di massa sia correttamente collegato al + | |
| Difetto livello d'acqua | "Questo difetto è caratterizzato da una torcia che ha ostruzioni nel circuito d'acqua.L'unità di raffreddamento è dotata di un sen-sore di livello dell'acqua che permette di assi-curare il buon funzionamento del prodotto." | Riempire il serbatoio fino al punto raccoman-dato dall'indicazione MAX del manometro. |
| Malgrado il riempimento del serbatoio, la man-canza d'acqua persiste | L'unità di raffreddamento non funziona, il ventilatore non è in funzione. | Verificare la presenza o lo stato del fusibile. |
| Difetto di flusso. | Questo difetto è caratterizzato da una torcia bloccata nel circuito d'acqua. L'unità di raffreddamento è dotata di un sensore di livello dell'acqua che permette di assicurare il buon funzionamento del prodotto. | |
| Difetto unità di raffreddamento | Questo difetto è caratterizzato da una perdita individuata nell'unità di raffreddamento. | Spegnere il prodotto e verificare le connessioni elettriche dell'unità di raffreddamento. |
GARANZIA
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire dalla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
• Danni dovuti al trasporto.
- La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
- Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
- I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rinviare il dispositivo al distributore, allegando:
- la prova d'acquisto con data (scontrino, fattura...)
* I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.
Durante l'uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l'arco si spegne e la spia (☐) si illumina. I lasciate il dispositivo collegato per permettere il suo raffreddamento fino all'annullamento della protezione.
La fonte di corrente descrive una caratteristica di uscita di tipo «corrente costante».
Avvertimento: un aumento della lunghezza della torcia o dei cavi di ritorno oltre la lunghezza massima prescritta dal fabbricante aumenterà il rischio di scosse elettriche.
ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / SÍMBOLOS / СИМВОЛЫ / PICTOGRAMMEN / ICONA
 | FR Attention! Lire le manuel d'instruction avant utilisation. EN Warning! Read the user manual before use. DE ACHTUNG! Lesen Sie diese Anleitung sorgfältig durch vor Inbetriebnahme des Geräts. ES |Atención! Lea el manual de instrucciones antes de su uso. RU Внимание! Протите инструкцию перед использованием. NL Let op! Lees aandachtig de handleiding. IT Attenzione! Leggere il manuale d'istruzioni prima dell'uso. |
| [IMAGE] | FR Source de courant de technologie onduleur délivrant un courant C.C. et C.A. EN Inverter technology current source delivering DC and AC current. DE Inverter-Wechsel-/Gleichstromquelle. ES Fuente de corriente de tecnologia ondulador que libera una corriente CC o CA. RU Источник тока с технологией преобразователя, выдающий постоянный и переменный токи. NL Stroombron met UPS technologie, levert gelijkstroom en wisselstroom. IT Fonte di corrente di tecnologia inverter rilasciando una corrente C.C. e C. A. |
 | FR Soudage à l'électrode enrobée - MMA (Manual Metal Arc) EN MMA welding (Manual Metal Arc) DE Schweißen mit umhülter Elektrode (E-Handschweißen) ES Soldadura con electrodo revestido (MMA - Manual Metal Arc) RU Сварка электродом с обмазкой: MMA (Manual Metal Arc) NL Lassen met beklede elektrode - MMA (Manual Metal Arc) IT Saidatura all'elettrodo rivestito - MMA (Manual Metal Arc) |
 | FR Soudage TIG (Tungsten Inert Gaz) EN TIG welding (Tungsten Inert Gas) DE TIG- (WIG-)Schweißen (Tungsten Wolfram) Inert Gas) ES Soldadura TIG (Tungsten Inert Gaz) RU Сварка TIG (Tungsten Inert Gaz) NL TIG lassen (Tungsten Inert Gaz) IT Saidatura TIG (Tungsten Inert Gaz) |
 | FR Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels locaux. EN Suitable for welding in an environment with an increased risk of electric shock. However this a machine should not placed in such an environment. DE Geeignet für Schweifarbeiten im Bereich mit erhöhten elektrischen Risiken. ES Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe estar presente en dichos lugares. RU Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же самом помещении. NL Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaatst. IT Conviene alla saldatura in un ambiente a grande rischio di scosse elettriche. L'origine della corrente non deve essere localizzata in tale posto. |
 | FR Courant de soudage continu EN Direct welding current DE Gleichschweißstrom ES Corriente de soldadura continua. RU Постоянный сварочный ток NL Gelijks-troom IT Corrente di saldatura continuo |
 | FR Courant de soudage alternati EN Alternating welding current DE Wechselschweißstrom ES Corriente de soldadura alterma RU Переменный сварочный ток NL Wisselstroom IT Corrente di saldatura alternato |
| [WCXT] | FR Tension assignée à vide EN Open circuit voltage DE Leerlaufspannung ES Tensión asignada en vacío RU Номинальное напряжение холостого хода NL Nui-lastspanning IT Tensione nominale a vuoto |
| [0866] | FR Tension de crête assignée EN Rated peak voltage DE Nenn-Spitzenspannung ES Tensión nominal de pico RU Номинальное пиковое напряжение NL Nominale piekspanning IT Tensione nominale di picco |
 | FR Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C). EN Duty cycle according to standard EN 60974-1 (10 minutes – 40°C). DE Einschattdauer: 10 min - 40°C, richtlinienkonform EN60974-1. ES Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C). RU ПВ% согласно норме EN 60974-1 (10 минут – 40°C). NL Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C). IT Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C). |
 | FR Courant de soudage conventionnel correspondant EN Corresponding conventional welding current DE Entsprechender Schweißstrom ES Corriente de soldadura convencional correspondiente. RU Соответствующий номинальный сварочный ток NL Corresponderende conventionele lasstroom IT Corrente di saldatura convenzionale |
| [0X4D] | FR Ampères EN Amperes DE Ampere ES Amperios RU Амперы NL Ampère IT Amper |
| [008Y] | FR Tensions conventionnelles en charges correspondantes EN Conventional voltage in corresponding loads. DE Entsprechende Arbeitsspannung ES Tensiones convencionales en cargas correspondientes. RU Номинальные напряжения при соответствующих нагрузках. NL Conventionele spanning in corresponderende belasting IT Tensioni convenzionali in cariche corrispondenti |
| [ZW4Z] | FR Volt EN Volt DE Volt ES Voltio RU Вольт NL Volt IT Volt |
 | FR Hertz EN Hertz DE Hertz ES Hercios RU Герц NL Hertz IT Hertz |
[378Q]  | FR Alimentation électrique triphasée 50 ou 60Hz EN Three-phase power supply 50 or 60Hz DE Dreiphasige Netzversorgung mit 50 oder 60Hz ES Alimentación eléctrica trifásica 50 o 60Hz RU Трехфазное электропитание 50 или 60Гц NL Driefasen elektrische voeding 50Hz of 60Hz. IT Alimentazione eletrica trifase 50 o 60Hz |
 | FR Tension assignée d'alimentation EN Assigned voltage DE Netzspannung ES Tensión asignada de alimentación eléctrica. RU Номинальное напряжение питания NL Nominale voedingsspanning IT Tensione nominale d'alimentazione |
| [TSW3] | FR Courant d'alimentation assigné maximal (valeur efficace) EN Maximum rated power supply current (effective value). DE Maximaler Versorgungsstrom ES Corriente de alimentación eléctrica asignada máxima (valor eficaz) RU Максимальный сетевой ток (эффективное значение) NL Maximale nominale voedingsstroom (effectieve waarde) IT Corrente d'alimentazione nominale massima (valore effettivo) |
| I1eff | FR Courant d'alimentation effectif maximal EN Maximum effective power supply current. DE Maximaler effektiver Versorgungsstrom ES Corriente de alimentación eléctrica máxima. RU Максимальный эффективный сетевой ток NL Maximale effectieve voedingsstroom IT Corrente effettivo massimo di alimentazione |
 | FR Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture). EN Device complies with europeans directives. The EU declaration of conformity is available on our website (see cover page). DE Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung finden Sie auf unsere Webseite. ES Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada). RU Устройство соответствует директивам Евросюза. Декларация о соответствии доступна для просмотра на нашем сайте (ссылка на обложке). EL Apparaat in overeenstemming met de Europese richtlijnen. De verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de omslag). IT Materiale in conformità alle Direttive europee. La dichiarazione di conformità è disponibile sul nostro sito (vedere sulla copertura). |
 | FR Matériel conforme aux normes Marocaines. La déclaration C_P (CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity with Moroccan standards. The declaration C_P (CMIM) of conformity is available on our website (see cover page). DE Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung C_P (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). ES Equipamiento conforme a las normas maroquiles. La declara- ración de conformidad C_P (CMIM) está disponible en nuestra página web (ver página de portada). RU Товар соответствует нормам Марокко. Декларация C_P (CMIM) доступна для скачивания на нашем сайте (см на титульной странице). NL Dit materiaal voldoet aan de Marokkaanse normen. De verklaring C_P (CMIM) van overeens- stemming is beschikbaar op onze internet site (vermeld op de omslag). IT Materiale conforme alle normative marocchine. La dichiarazione C_P (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto). |
| IEC 60974-1IEC 60974-10Class A | FR L'appareil respecte la norme EN60974-1 et EN60971-10 appareil de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DE Das Gerät erfüllt die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A ES El aparato se ajusta a la norma EN60974-1 y EN 60971-10, aparato de clase A. RU Аппарат соответствует нормам EN60974-1 и EN60971-10 аппарат класа A. NL Dit klasse A apparaat voldoet aan de EN60974-1 en EN60971-10 normen. IT II dispositivo rispetta la norma EN60974-1 e EN 60971-10 dispositivo classe A. |
| IEC 60974-3 | FR L'appareil respecte la norme EN 60974-3. EN This product is compliant with standard EN 60974-3. DE Das Gerät entspricht der Norm EN 60974-3. ES El aparato es conforme a las normas EN60974-3. RU Apparat соблюдает нормы EN 60974-3. NL Het apparaat voldoet aan de norm EN 60974-3. IT Il dispositivo rispetta la norma EN 60974-3. |
 | FR Ce matériel faisant l'objet d'une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique ! EN This hardware is subject to waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin ! DE Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden! ES Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica! RU Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник! NL Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval! IT Questo materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smaltire coni rifiuti domestici! |
 | FR Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture). EN Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite). ES Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada). RU Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу) NL Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina). IT Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina). |
 | FR Produit recyclable qui relève d'une consigne de tri. EN This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES Producto reciclable que requiere una separación determinada. RU Этот аппарат подлежит утилизации. NL Product recyclebaar, niet bij het huishoudelijk afval gooien IT Prodotto riciclabile soggetto a raccolta differenziata. |
 | FR Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad económica euroasiática). RU Знак соответствия EAC (Евразийское экономическое сообщество) NL EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunità Economica Eurasialica) |
| ... | FR Information sur la température (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) ES Información sobre la temperatura (protección térmica) RU Информация по температуре (термозащита). NL Informatie over de temperatuur (thermische beveiliging) IT Informazione sulla temperatura (protezione termiche) |
 | FR Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Подача газа NL Ingang gas IT Entrata di gas |
 | FR Sortie de gaz EN Gas output DE Gasausgang ES Salida de gas RU Выход газа NL Uitvoer gas IT Uscita di gas |
 | FR Entrée de liquide de refroidissement EN Cooling liquid input. DE Wasservorlauf ES Entrada de líquido de refrigeración. RU Вход для охлаждающей жидкости. NL Ingang koelvloeistof. IT Entrata di liquido di raffreddamento |
 | FR Sortie de liquide de refroidissement EN Cooling liquid output. DE Wasserrücklauf ES Salida de líquido de refrigeración. RU Выход для охлаждающей жидкости. NL Afvoer koelvloeistof IT Uscita di liquido di raffreddamento |
 | FR Commande à distance EN Remote control DE Fernregler ES Control a distancia RU Дистанционное управление NL Afstandsbediening. IT Telecomando a distanza |





