
TIG 250 ACDC - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts TIG 250 ACDC GYS als PDF.

| Produkttyp | Inverter-Schweißgerät TIG AC/DC und MMA |
| Marke | GYS |
| Modell | TIG 250 ACDC |
| Stromversorgung | Dreiphasig 400 V ±15 %, 50-60 Hz, Stecker 16 A EN 60309-1 |
| Schweißstrom | Bis 250 A (TIG/MMA) |
| Schweißverfahren | TIG DC, TIG AC, MMA |
| TIG-Schweißmodi | Standard, Gepulst, Spot, TACK, Synergic |
| Zündarten | HF (Hochfrequenz) und Lift |
| Taktsteuerungen | 2T, 4T, 4T Log |
| Bildschirm | Farb-TFT mit Inkrementaltasten |
| Kühlung | Integriert (Flüssigkeitskühlsatz) mit Tank und Umwälzpumpe |
| Thermoschutz | Ja, mit automatischer Abschaltung und Anzeige |
| Schutzart | IP23 |
| Betriebstemperaturbereich | -10 °C bis +40 °C |
| Lagertemperaturbereich | -20 °C bis +55 °C |
| Maximale Luftfeuchtigkeit | 50 % bei 40 °C, 90 % bei 20 °C |
| Maximale Höhe | 1000 m |
| Einschaltdauer | Gemäß Norm EN60974-1 bei 40 °C (10-min-Zyklus) |
| Brennerkompatibilität | TIG-Brenner mit 1- oder 2-Tasten-Abzug, optionales Potentiometer |
| Fernbedienungen | Manuell (Ref. 045675), Fußpedal (Ref. 045682), Automat CONNECT-5 |
| Speicher für Konfigurationen | 100 in MMA, 100 in TIG DC, 50 in TIG AC |
| Sicherheitsfunktionen | Thermoschutz, Überspannung, Wassermangel, Wasserdurchfluss, Notaus über Abzug |
| Wartung | Regelmäßige Entstaubung, Kontrolle der Anschlüsse, Wechsel der Kühlflüssigkeit alle 12 Monate |
| Garantie | 2 Jahre (Teile und Arbeit) gegen Herstellungsfehler |
Häufig gestellte Fragen - TIG 250 ACDC GYS
Benutzerfragen zu TIG 250 ACDC GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch TIG 250 ACDC - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. TIG 250 ACDC von der Marke GYS.
BEDIENUNGSANLEITUNG TIG 250 ACDC GYS
Poste à souder TIG et MMA TIG (GTAW) and MMA (SMAW) welding machine Schweissgerät für WIG und E-Hand (MMA)
SICHERHEITSANWEISUNGEN
ALLGEMEIN

Die Missachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden führen.
Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannt werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
Bei Problemen oder Fragen zum korrekten Einsatz dieses Gerätes, wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw) verwendet werden. Beachten Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schäden bei falscher oder gefährlichen Verwendung verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft größere Mengen metallischer Staubpartikel befinden, die Elektrizität leiten können. Achten Sie sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m (über NN) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährlicher Hitze, Lichtbogenstrahlung, elektromagnetische Störungen (Personen mit Herzschnittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und -rauch.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie elektrisch- und wärmeisolierende Handschuhe.

Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und -strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Schweißbereich bei entsprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor Lichtbogenstrahlung, Schweißspritzen, usw. zu schützen.
In der Nähe des Lichtbogens befindliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutzmitteln ausgerüstet werden.

Bei Gebrauch des Schweißgerätes entsteht sehr großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Halten Sie mit den ungeschützten Händen, Haaren und Iosen Kleidungstücken ausreichenden Abstand zu sich bewegenden Teilen (Lüfter).
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Lassen Sie den Brenner vor jeder Wachtung / Reinigung bzw. nach jedem Gebrauch unbedingt ausreichend abkühlen (min. 10 min). damit die Kühflüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden. Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS

Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfen. Sorgen Sie daher immer für ausreichend Frischluft, technische Belüftung oder ein zugelassenes Atemgerät.
Schweißen Sie nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit ausreichend starker Absaugung, die den aktuellen Sicherheitsstandards entspricht.
Metalle entstehen giftige Dämpfe. Entfetten und reinigen Sie diese zuvor.
Die zum Schweißen benötigten Gasflaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich stehend und sichern Sie sie z.B. mithilfe eines entsprechenden Fahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasflaschen erhalten Sie von Ihrem Gaslieferanten.
Schweißarbeiten in unmittelbarer Nähe von Fetten und Farben sind grundsätzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweißbereich vorhanden sein.
Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken.
Sie sind eine potentielle Entstehungsquelle für Feuer oder Explosionen.
Halten Sie einen Sicherheitsabstand zu Personen, entflammbaren Gegenständen und Druckbehältern ein.
Schweißen Sie keine Behälter mit brennbare Materialien (auch keine Reste davon) -> Gefahr entflammbarer Gase. Falls sie geöffnet sind, müssen entflammbare oder explosive Materialen entfernt werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzter Richtung zu diesem Gerät und entflammbaren Materialen.
UMGANG MIT GASFLASCHEN

Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits- und Lagerumgebung.
Achten Sie darauf, dass die Gasflaschen beim Transport gut verschlossen sind und das Schweißgerät ausgeschaltet ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang. Schützen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperaturen).
Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle. Halten Sie mit den Gasflaschen Abstand zu Stromleitungen und Schweißarbeiten. Das Schweißen von Druckgasflaschen ist untersagt.
Achten Sie auf einen einwandfreien Zustand der Gasbehälter und verwenden Sie nur zugelassene Schläuche, Kupplungen, Druckminderer usw. Bei Erstöffnung des Gasventils muss der Plastikverschluss/ Garantiesiegel von der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Schweißgerät darf nur an einer geerdeten Netzversorgung betrieben werden. Verwenden Sie nur die empfohlenen Sicherungen. Das Berühren stromführender Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse (Brenner, Klemme, Kabel, Elektrode) wenn das Gerät mit dem Stromnetz verbunden ist.
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann.
Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Der Austausch von beschädigten Kabel und Brenner muss von qualifizierten Fachkräften durchgeführt werden.
Achten Sie beim Austausch stets darauf das entsprechende Äquivalent zu verwenden.
Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
CEM-KLASSE DES GERÄTES

Der Norm IEC 60974-10 entsprechend, wird dieses Gerät als Klasse A Gerät eingestuft und ist somit für den industriellen und/oder professionellen Gebrauch geeignet. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Energieversorgung über das öffentliche Niederspannungsnetz erfolgt. In diesem Umfeld ist es auf Grund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.


Dieses Gerät entspricht nicht der IEC 61000-3-12 und ist für den Anschluss an private Niederspannungsnetze vorgesehen, die nur auf der Mittel- und Hochspannungsebene an das öffentliche Versorgungsnetz angeschlossen sind. Wenn es an ein öffentliches Niederspannungsnetz angeschlossen wird, liegt es in der Verantwortung des Installateurs oder Nutzers des Geräts, durch Rücksprache mit dem Betreiber des Versorgungsnetzes sicherzustellen, dass das Gerät angeschlossen werden kann.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER

Der durch einen Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMV). Beim Betrieb von Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können medizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen. Zum
Beispiel Zugangseinschränkungen für Passanten oder individuelle Risikobewertung für Schweißer.
Folgen Sie den folgenden Maßnahmen zur Reduktion elektromagnetischer Felder:
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass ihre Oberkörper und Kopf sich so weit web wie möglich von den Schweißarbeiten befinden;
- Achten Sie darauf, dass sich die Kabel, den Brenner oder die Masseklemme nicht um Ihren Körper wickeln;
- Stellen Sie sich niemals zwischen Masse- und Brennerkabel. Die Kabel sollten stets auf einer Seite liegen;
- Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
- Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle;
- Während des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweißen.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Durch den Betrieb dieses Gerätes können medizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist für den korrekten Einsatz des Schweißgerätes und des Materials gemäß den Herstellerangaben verantwortlich. Treten elektromagnetischer Störungen auf, liegt es in der Verantwortung des Anwenders mit Hilfe des Herstellers eine Lösung zu finden. Die korrekte Erdung des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms erforderlich sein. Eine Reduzierung der elektromagnetischen Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender sollte den Arbeitsplatz vor dem Einsatz des Schweißgerätes auf mögliche elektromagnetische Probleme der Umgebung prüfen. Zur Bewertung potentieller elektromagnetischer Probleme in der Umgebung sollte der Anwender folgendes berücksichtigen:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) sicherheitskritische Einrichtungen wie Industrieanlagen;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss die Verfügbarkeit anderer Alternativen prüfen. Weitere Schutzmaßnahmen können erforderlich sein;
h) durch die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von den örtlichen Strukturen und anderen dort stattfindenden Aktivitäten abhängig. Die Umgebung kann sich über die Grenzen des Schweißplatzes hinaus erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der IEC/CISPR 11 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Maßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Das Lichtbogenschweißgerät sollte gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzfilter). Eine Abschirmung der Versorgungskabel durch ein Metallrohr kann erforderlich sein. Kabeltrommeln sollten vollständig abgerollt werden. Abschirmung anderer Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Das Lichtbogenschweißgerät muss gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Alle Klappen und Deckel am Gerät müssen im Betrieb geschlossen sein. Das Schweißgerät und das Zubehör dürfen nur den Anweisungen des Geräteherstellers gemäß verändert werden. Für die Einstellung und Wartung der Lichtbogenzünd- und Stabilisierungseinrichtungen sind die Anweisungen des Geräteherstellers besonders zu beachten.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich sein und gebündelt am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes müssen in den Potentialausgleich einbezogen werden. Bei gleichzeitiger Berührung der Brennerspitze und metallischer Teile besteht die Gefahr eines elektrischen Schlags. Berühren Sie beim Schweißen keine nicht geerdeten Metallteile.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmten Fällen die Störung reduzieren. Erden Sie keine Werkstücke, wenn dadurch ein Verletzungsrisiko für den Benutzer oder die Gefahr der Beschädigung anderer elektrischer Geräte entsteht. Die Erdung kann direkt oder über einen Kondensator erfolgen. Wählen Sie den Kondensator gemäß der nationalen Normen.
f. Schutz und Trennung: Der Schutz und die selektive Abschirmung andere Leitungen und Geräte in der Umgebung können Interferenzprobleme reduzieren. Die Abschirmung der gesamten Schweißzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT DER MASCHINE

Die Schweißstromquelle ist mit oberen Griffen ausgestattet, die das Tragen in der Hand ermöglichen. Achten Sie darauf, dass Sie das Gewicht nicht unterschätzen. Die Griffe gelten nicht als Anschlagmittel.
AUFBAU AUFBAU
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Untergrund, mit einem Neigungswinkel nicht größer als 10°.
- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten. Der Netzstecker muss zu jeder Zeit frei zugänglich sein.
- Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
- Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
- Das Gerät ist IP23S-Schutzart konform, d. h.:
- das Gerät schützt die eingebauten Teile vor Berührungen und mittelgroße Fremdkörpern mit einem Durchmesser >12,5 mm.
- Schutzgitter gegen Sprühwasser (beliebige Richtungen bis 60° Abweichung von der Senkrechten).
Dieses Gerät kann IP23 gemäß im Freien benützt werden.
Die Versogung-, Verlängerung- und Schwießkabel müssen komplett abgerollt werden um Überhitzerisiko zu verhindern.

Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
WARTUNG / HINWEISE


- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung wird empfohlen.
-
Trennen SIE das Gerät von der Stromversorgung und warten Sie bis der Lüfter nicht mehr läuft. Erst dann dürfen Sie das Gerät warten. Die Spannungen und Ströme im Gerät sind hoch und gefährlich.
-
Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie das Gerät regelmäßig von einem qualifizierte Techniker auf die elektrische Betriebssicherheit prüfen.
- Prüfen Sie regelmäßig den Zustand der Netzleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
- Lüftungsschlitze nicht bedecken.
- Verwenden Sie diese Strom-/Schweißspannungsquelle nicht, um Rohrleitungen aufzutauen, Batterien/Akkus aufzuladen oder Motoren zu starten.

Das Kühlmittel sollte alle 12 Monate gewechselt werden, um Ablagerungen zu vermeiden, die das Kühlsystem des Brenners bewegen könnten. Alle Lecks oder Rückstände des Produkts nach der Verwendung sollten in einer geeigneten Reinigungsanlage behandelt werden. Wenn möglich, sollte das Produkt recycelt werden. Es ist verboten, das verbrauchte Produkt in Wasserläufe, Gruben oder Drainagesysteme zu entleeren. Die verdünnte Flüssigkeit sollte nicht in die Kanalisation abgelassen werden, es sei denn, dies ist nach den örtlichen Vorschriften zulässig.
AUFBAU - PRODUKTFUNKTION
Das Gerät darf nur von qualifizierten und befugten Personen montiert und in Betrieb genommen werden. Der Aufbau darf nur im ausgeschalteten, nicht angeschlossenen Zustand vorgenommen werden. Die Reihen- oder Parallelschaltungen von Generatoren sind verboten.
BESCHREIBUNG (ABB.1)
Das TIG 250 AC/DC ist ein einphasiger WIG-Schweißinverter zum Gleich- und Wechselstromschweißen
Zum WIG-Schweißen ist Schutzgas (Argon) erforderlich.
Das Gerät verfügt über einen E-Hand-Schweißmodus (MMA), in dem alle gängigen Rutil-, Edelstahl-, Stahl- und basischen Elektroden verschweißt werden können.
Das Gerät kann mit einer manuellen Fernregelung (Art.-Nr. 045675), einem Fußfernregler (Art.-Nr. 045682) oder einer automatischen Steuerung (CONNECT-5) betrieben werden.
1- Display + inkrementale Tasten 8- Eingang für Fernsteuerung (remote control)
2- Buchse für positive Polarität 9- Halterung für 5A-Sicherung
3- Buchse für negative Polarität 10- Schalter ON / OFF
4- Gasanschluss des Brenners 11- Kabel für die Stromversorgung
5- Anschluss Abzugsbügel 12- Einlass für Kühlmittelbehälter
6- Anschluss Kühlmittteleinlass 13- Gasanschluss
7- Anschluss Kühlmittelausgang 14- Ansaugschlauch
BEDIENFELD (ABB. 2)
Das Bedienfeld besteht aus einem Farbdisplay und zwei Druck-/Drehreglern.
Funktionsweise in drei Abschnitten:
- Abschnitt 1/ Standby-Modus: Mit Drehregler 1 stellen Sie den Schweißstrom, mit Drehregler 2 die dem Schweißstrom entsprechenden Parameter ein.
- Abschnitt 2/ Schweiß-Modus: Durch Druck auf den ersten Regler gelangen Sie in das Einstellungsmenü, wo Sie ebenfalls mithilfe des Reglers den Schweißmodus auswählen können. Warten Sie 8 Sek. bzw. drücken Sie den zweiten Drehregler, um das Menü zu verlassen -> zurück zum ersten Abschnitt.
- Abschnitt 3/ Schweißparameter-Modus: Durch Druck auf den zweiten Reglers gelangen Sie zu den Einstellungsoptionen der Schweißparameter, wo Sie erneut mit Hilfe des Reglers die entsprechenden Einstellungen vornehmen und einsehen können. Warten Sie 8 Sek. bzw. drücken Sie den zweiten Drehregler, um das Menü zu verlassen -> zurück zum ersten Abschnitt.
STROMVERSORGUNG-EINSCHALTEN
- Dieses Gerät wird mit einer 16-A-Steckdose des Typs EN 60309-1 geliefert und darf nur in einer 400 V (50-60 Hz) dreiphasigen, vieradrigen elektrischen Anlage mit geerdetem Neutralleiter verwendet werden.
Die effektive Stromaufnahme (I1eff) ist auf dem Gerät für die maximalen Betriebsbedingungen angegeben. Stellen Sie sicher, dass die Stromversorgung und ihre Schutzvorrichtungen (Sicherung und/oder Leistungsschalter) mit dem im Betrieb benötigten Strom kompatibel sind. In einigen Ländern kann es notwendig sein, die Steckdose zu wechseln, um den Betrieb unter den maximalen Bedingungen zu ermöglichen. - Die Stromquelle ist für den Betrieb an einer elektrischen Spannung von 400 V +/- 15 % ausgelegt. Sie schaltet sich in den Schutzmodus, wenn die Netzspannung unter 330 Veff oder über 490 Veff liegt. (Ein Fehlercode wird auf dem Display angezeigt).
- Das Einschalten erfolgt durch Drehen des Ein-/Ausschalters (I-10) in die Position I, umgekehrt erfolgt das Ausschalten durch Drehen in die Position O. Achtung! Schalten Sie die Stromversorgung niemals aus, wenn die Schweißstromquelle unter Last steht.
- Verhalten des Lüfters: Im MMA-Modus läuft der Lüfter ständig. Im WIG-Modus läuft der Lüfter nur während der Schweißphase und schaltet sich nach dem Abkühlen ab.
ANSCHLUSS AN EINEN GENERATOR
Dieses Material kann mit Stromaggregaten betrieben werden, sofern die Hilfsleistung die folgenden Anforderungen erfüllt:
- Die Spannung muss Wechselstrom sein, der Effektivwert muss 400 V +/- 15 % betragen und die Spitzenspannung muss unter 700 V liegen,
- Die Frequenz muss zwischen 50 und 60 Hz liegen.
Diese Bedingungen müssen unbedingt überprüft werden, da viele Stromaggregate Hochspannungsspitzen erzeugen, die das Material beschädigen können.
VERWENDUNG EINES VERLÄNGERUNGSKABELS
Alle Verlängerungskabel müssen eine Größe und einen Querschnitt haben, die für die Spannung des Geräts geeignet sind. Verwenden Sie ein Verlängerungskabel, das den nationalen Vorschriften entspricht. Strom-, Verlängerungs- und Schweißkabel müssen vollständig abgerollt sein, um Überhitzung zu vermeiden.
| Eingangsspannung | Länge - Querschnitt des Verlängerungskabels (Länge < 45m) |
| 400 V 4 mm2 |
ANSAUGEN DES KÜHLAGGREGATS
Wenn Sie das Produkt zum ersten Mal verwenden oder den Kühlmittelbehälter vollständig entleert haben, müssen Sie das folgende Verfahren anwenden, um die Umwälzpumpe mit Flüssigkeit anzusaugen:
- Füllen Sie den Kühlmittelbehälter bis zum maximalen Füllstand mit Kühlmittel.
- Schließen Sie das Kühlmittelfüllset an den Kaltflüssigkeitsanschluss des Geräts an (blauer Anschluss). Stecken Sie das andere Ende des Kits in einen leeren Behälter.
- Schalten Sie die Umwälzpumpe für die Flüssigkeit ein. Um ihn zu aktivieren, müssen Sie je nach Produkt einen Schweißbrenner anschließen und dann den Schweißabzug betätigen oder einfach das Gerät einschalten.
- Die Umwälzpumpe sollte sofort anspringen und die Flüssigkeit in den Behälter fließen. Wenn die Umwälzpumpe nicht anspringt, schalten Sie die Stromzufuhr ab, blasen Sie Druckluft in das Ansaugset, um die Flüssigkeit aus den Leitungen zu drücken, und schalten Sie die Umwälzpumpe wieder ein.
- Wenn die Pumpe angesaugt ist (der Behälter füllt sich mit Kühflüssigkeit), schalten Sie das Kühlaggregat durch Drücken einer Taste auf dem MMI aus.
- Sobald die Flüssigkeit ausläuft, wird die Umwälzpumpe angesaugt. Schalten Sie das Gerät aus, trennen Sie das Primer-Kit, füllen Sie das Kühlmittel im Behälter nach und schließen Sie Ihr System an die Flüssigkeitsanschlüsse des Geräts an. Ihr Kühlaggregat ist gebootet und betriebsbereit.
FLÜSSIGKEITSKÜHLUNG
Der Tank des Kühlaggregats muss unbedingt bis zum empfohlenen MAX-Füllstand des an der Vorderseite des Kühlaggregats angebrachten Messstabs gefüllt werden, jedoch niemals unter den MIN-Füllstand, vorbehaltlich einer Warnmeldung.
Verwenden Sie unbedingt ein spezielles Kühlmittel für Schweißgeräte, das eine geringe elektrische Leitfähigkeit aufweist, korrosionsbeständig und frostsicher ist.
Die Verwendung anderer Kühlmittel, insbesondere des Standard-Kühlmittels für Kraftfahrzeuge, kann durch Elektrolyse zu festen Ablagerungen im Kühlsystem führen, die die Kühlung beeinträchtigen und sogar das System verstopfen können.
Diese empfohlene MAX-Stufe ist für die Optimierung der Betriebsfaktoren des zugehörigen wassergekühlten Brenners von entscheidender Bedeutung. Schäden an der Maschine, die durch die Verwendung eines anderen als des empfohlenen Kühlmittels verursacht werden, fallen nicht unter die Garantie.
Stellen Sie sicher, dass das Kühlaggregat (oder der Generator mit Kühlaggregat) von der Stromversorgung getrennt ist, bevor Sie die Schläuche für die Kühflüssigkeit des Brenners (Einlass und Auslass) anschließen oder abtrennen.
BESCHREIBUNG DER FUNKTIONEN, DER MENÜS UND DER PIKTOGRAMME
| Funktion Display-Bezeichnung Piktogramm | WIG DC | WIG AC | E-HAND-SCHWEIS-SEN | Bemerkungen | ||
| Schweißstrom Schweißstrom X X X |  | Stellen Sie den Schweißstrom mit dem Hauptdrehregler je nach Elektrodentyp, -stärke und Verbindungstyp ein. | ||||
| Schweißspannung Spannung X X X Gemessene Schweißspannung (V) | ||||||
| HotStart Erhöhter Startstrom X |  | Erhöhter Startstrom beim Zünden der Elektrode beim E-Handschweißen (%) | ||||
| ArcForce ArcForce X Einstellbarer erhöhter Startstrom zu Schweißbeginn (%). | |||||
| Umpolung X |  | ||||
| Wahl der Polarität MINUS |  | X Auswahl der Polarität MINUS | |||
| Wahl der Polarität PLUS |  | X Auswahl der Polarität PLUS | |||
| HF-Zündung HF X X Berührungslose Zündung | |||||
| LIFT-Zündung LIFT X X Kontaktzündung | |||||
| Gasvorströmung Gasvorströmung |  | X X Dauer der Gasvorströmung vor der Zündung. | |||
| Startstrom Startstrom X | X Stromstärke, mit der der Lichtbogen gezündet wird (A) | ||||
| Zeit Startstrom Startstrom X X Zeit, in der der Startstr |  | ||||
| Stromanstieg | Stromanstieg | [2734] | X | X | |
| Zweitstrom (4TLog) | I Kalt | [36010] | X | X | |
| Zweitstrom | I Kalt | [1347] | X X Sekundärstrom im PULS-Modus (A) | ||
| Puls-Balance | Pulszeit | [43970] | X X Verhältnis Haupt- Sekundärstrom (%) | ||
| Puls-Frequenz Pulsfrequenz | [46021] X Pulsfrequenz (Hz) | ||||
| Stromabsenkung | Stromabsenkung | [10000] | X X | ||
| Endstrom | Stillstandstrom | [10376] | X | X | |
| Zeit Endstrom | Stillstandzeit | [2327] | X | X | |
| Gasnachströmzeit | Gasnachströmung |  | X X | ||
| AC-Balance | Prozentsatz Dekapieren |  | X Dekapieren-Balance (%). | ||
| AC-Frequenz | AC-Frequenz |  | X Schweißfrequenz in AC-Modus (Hz). | ||
| AC Zeit | T AC | [27CY] | X Schweißdauer AC in AC MIX-Modus (S). | ||
| DC Zeit | T DC |  | X Schweißdauer DC in AC MIX-Modus (S). | ||
| Heftzeit | Schweißzeit | [4024] | X X Dauer der Zeit zum Heften (s). | ||
| TACK Zeit | T Pulse |  | X | ||
| Elektrodenstärke | ∅ | X X | |||
| Schweißmaterial | Fe, CrNi, Cu/CuZn, AlMg, AlSi, Al99 | X | X | ||
| Überlapp-Stoß | [56405] | X X SYNERGIC-Modus. | |||
| Überlapp-Stoß | [48002] | X X SYNERGIC-Modus. | |||
| Kehlnaht-Schweißen |  | X X SYNERGIC-Modus. | |||
| Fallnaht-Schweißen |  | X X SYNERGIC-Modus. | |||
Materialstärke. X X Materialstärke im SYNERGIC Modus  Ilbar. Ilbar. | ||||||
| E-Hand-Modus E-HAND-SCHWEISSEN X | ||||||
| WIG AC-Modus AC X | ||||||
| TACK-Modus TACK X | ||||||
| WIG AC MIX-Modus AC MIX X | ||||||
| WIG DC-Modus DC X | ||||||
| SYNERGIC-Modus SYN | X X | |||||
| Standard-Modus | STD | X X | ||||
| Puls-Modus | PULSE | X X | ||||
| Heftschweißen-Modus | PUNKT | X X | ||||
| 2T | 2T | X X Brennermodus 2T | ||||
| 4T | 4T | X X Brennermodus 4T | ||||
| 4T LOG | 4T LOG | X X Brennermodus 4T LOG | ||||
| Sprachen | [464N] | X X | X Auswahl der | Sprache | ||
| Bedienfeld sperren | X | X | X | Sperrung des Bedienfeldes: Kein Zugriff auf Menü und Parameter | ||
| Bedienfeld entsperren | [2027] | X | X | X | Entsperrung des Bedienfeldes (voreingestellt auf: 0000) | |
| Passwort ändern | X | X | X | Änderung des Passwortes | ||
| Reset | RESET | X | X | X | Zurück zu den Werkeinstellungen | |
| Identifizierung | ID | X | X | X | Kundendienstmodul zur Identifizierung des Gerätes | |
| Speichermenü |  | X | X | X | Kundendienstmodul zur Identifizierung des Gerätes | |
| Speichern | X X | X | Speicherung der Schweißparameter unter bereits vorhandenem Namen | |||
| Speichern unter |  | X | X | X | Speicherung der Schweißparameter unter neuem Namen | |
| Öffnen |  | X | X | X | Öffnen gespeicherter Schweißeinstellungen | |
| Löschen | X | X | X | Löschen gespeicherter Schweißeinstellungen | ||
| Schweißstrom wenn eine Fernsteuerung angeschlossen ist | Strom | [24CH] | X X | X Stromstärke | einstellbar mit Fernregler | |
| Kühlaggregat | [0865] | X X | X Kühlaggregat | |||
| Erkennung eines Brenners mit Potentiometer |  | X X Erkennung eines Brenners mit Potentiometer | ||||
| Erkennung einer Fernsteuerung | [223C] | X X | X Symbole für die Erkennung einer Fernsteuerung | |||
| Thermoschutz | X X | X Symbol für thermischen Überlastungsschutz. | ||||
SCHWEISSEN MIT UMHÜLLTER ELEKTRODE (MMA-/E-HANDSCHWEISSEN)
ANSCHLUSS UND HINWEISE
- Schließen Sie Elektrodenkabel, -Halter und Masseklemme an die entsprechenden Anschlüsse an.
- Beachten Sie die auf der Elektrodenpackung beschriebenen Polaritätsangaben.
- Entfernen Sie die Elektroden aus dem Elektrodenhalter, wenn das Gerät nicht benutzt wird.
SCHWEISSVORGÄNGE MIT ELEKTRODEN
MMA PRO
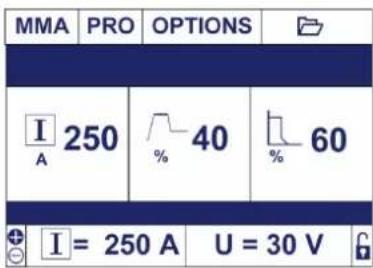
Der PRO Modus ermöglicht die Anwahl jeder Funktion und jeden Schweißparameters.
Der EASY Modus ist ein vereinfachter Modus, in dem lediglich der einstellbare Schweißstrom verfügbar ist.
Optionen im PRO und EASY Modus
| % HotStart % ArcForce Umkehrung der Polarität | |||
| EASY MODUS (40%) (40%) | |||
| PRO MODUS 0 - 100% 0 - 100% X | |||
EINSTELLUNG UND HINWEISE
- ArcForce
Wird entsprechend der Elektrode und der Schweißposition eingestellt:
| Arc Force PA PF PE | |||
| Rutil 40% 20% 0% | |||
| Basisch 60% 60% 20% | |||
| Zellulose | 80% | - | 50% |
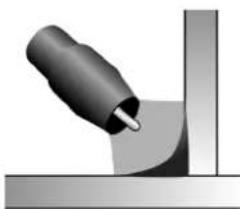
WOLFRAM-INERTGAS-SCHWEISSEN (WIG-MODUS)
ANSCHLUSSE UND EMPFEHLUNGEN
Schließen Sie die Masseklemme an die positive Anschlussbuchse (+) an und verbinden Sie den Brenner mit der negativen Anschlussbuchse (-). Schließen Sie Brennertasterkabel und Gasschlauch an. Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse, Spannhülse, Brennerkappe und Wolfram-Elektrode).
WIG- SCHWEISSVERFAHREN
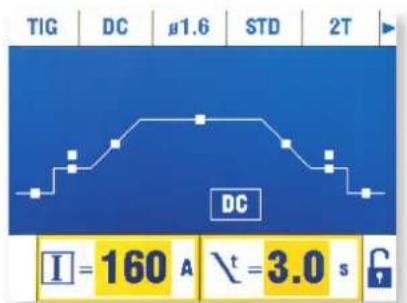
Das Schweißverfahren WIG DC Standard ist für das Schweißen von eisenhaltigen Metallen wie Stahl, Edelstahl, aber auch Kupfer und dessen Legierungen sowie Titan geeignet.
Von der Zündung bis zur Abkühlung der Schweißnaht sind zahlreiche Strom- und Gaseinstellungen möglich, was für eine hervorragende Beherrschung des Schweißvorgangs sorgt.
• WIG DC PULSE
Dieses Schweißverfahren ist für das Schweißen von dünnen Blechen und Schweißen in Zwangslagen geeignet. WIG DC ist ein Wechsel von Heiß- und Kaltstrom zur Steuerung der Energie.
Einstellungen:
- Der Kaltstrom I in Prozent (%) ist zwischen 20 und 80% des Schweißstroms einstellbar. Je geringer der Kaltstrom, desto weniger Wärme wird in das Werkstück eingebracht.
- Pulsfrequenz (Hz Pulse) ist von 0,1 Hz bis zu 2500Hz einstellbar.
Dünne Bleche : Hz Pulse zwischen 0,1 und 5Hz,
Schweißen in Zwangslagen (PE): Hz Pulse zwischen 5 und 20Hz,
Spezielle Materialien : Hz Pulse zwischen 100 und 2500Hz,
- Pulsbalance (%T_PULSE): Sekundärstrom in Prozent (%) für eine auf Kaltstrom eingestellte Zeit (1 : Periode = 1 / Hz Pulse)
Beispiel:
Der Schweißstrom ist auf 100A eingestellt.
I_Froid = 50%, d.h. Grundstrom = 50% x 100A = 50A.
Hz_Puls ist auf 10Hz und %T_PULSE auf 30% voreingestellt. Der Zeitraum des Signals beträgt 1/10Hz = 100ms. Der zeitliche Abschnitt von « I_Sekundär » beträgt 30% dieses Zeitraumes -> 30ms.
WIG AC- SCHWEISSVERFAHREN
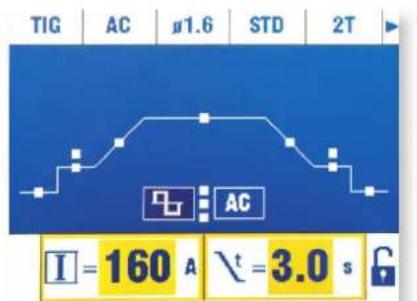
WIG AC Standard ist für das Schweißen von Aluminium und dessen Legierungen (Al, AlSi, AlMg, AlMn...) geeignet.
Gleichgewicht (%T_AC) : während der positiven Halbwelle wird die Oxidschicht zerstört. Während der negativen Halbwelle kühlt die Elektrode ab und die Teile werden verschweißt. Einbrand erfolgt. Durch die Veränderung der Balance wird das Verhältnis zwischen den beiden Wellen und damit entweder das Aufbrechen oder der Einbrand verstärkt (die Standarseinstellung beträgt 30%).
Frequenz (Hz AC): Die Frequenz ermöglicht, die Bündelung Lichtbogens anzupassen. Je konzentrierter der Lichtbogen sein soll, desto höher muss die Frequenz eingestellt werden. Je niedrieger die Frequenz, desto breiter der Lichtbogen.
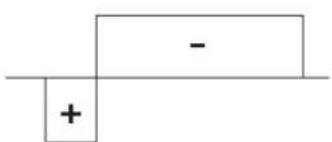
text_image
-+ +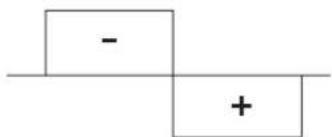
text_image
- + +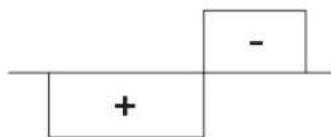
Balance: 20% maximaler Einbrand 50 % 60% maximales Aufbrechen

Hohe Frequenz Niedrige Frequenz
Dieses Schweißverfahren ist für das Schweißen von dünnen Blechen geeignet. (siehe WIG DC PULS)
WIG AC und DC- SCHWEISSVERFAHREN
• HEFTEN - SPOT Verfahren
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozeß.
Die einstellbare Schweißdauer ermöglicht eine festgelegte Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen.
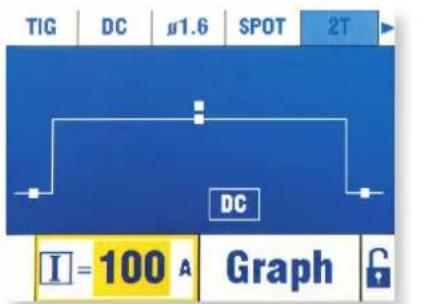
Einstellungen und Optionen
| Symbol | |
| Bezeichnung | Dauer Heft-schweißen |
| Wert Manuell, | 0,1s – 20s |
• TACK-Heften (WIG DC)
Dieser Schweißmodus ermöglicht ebenfalls das Heften der Werkstücke vor dem Schweißen, allerdings in zwei Phasen: bei der ersten Phase mit gepulsstem Gleichstrom wird der Lichtbogen für einen besseren Einbrand gebündelt. Die darauf folgende zweite Phase mit Standard-Gleichstrom verbreitert den Lichtbogen und somit die Schmelze, um den Schweißpunkt zu setzen.
Mit den unabhängig einstellbaren Zeiten der beiden Phasen lässt sich eine höhere Wiederholungsgenauigkeit und das Setzen von nicht oxidierten Schweißpunkten mit geringem Durchmesser (Zugang im erweiterten Menü) erzielen.
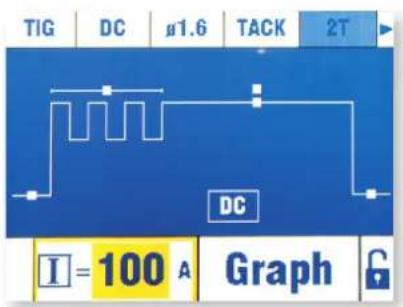
Einstellungen und Optionen
| Symbol | ||
| Bezeichnung | Dauer Puls-Heftschweißen | Dauer Heftschweißen |
| Wert 0.1s - 20s | Manuell, 0,1s - 20s |
WIG SYNERGIC
Der synergische Modus ist ein vereinfachter Modus, der aus 4 essentiellen Informationen eine geführte Einstellung des Schweißprozesses ermöglicht. Die 4 Parameter sind :
1- Metalltyp des Werkstücks: Eisen und Stahl (Fe), Nickel-Chrom (CrNi), Kupfer und Kupferlegierungen (Cu/ CuZn), Aluminium-Magnesium (AlMg), Aluminium Silizium (AlSi) und Aluminium 99% (Al99).
2- Art der Schweißverbindung: Kehlnaht, I-Naht, Überlappnaht oder Fallnaht
3- Durchmesser der verwendeten Wolfram-Elektrode -> Einstellung des Schweißstrombereiches ohne Qualitätsabfall und Optimieren der Zündung.
4- Materialstärke.
Dieser Modus kann äußerst hilfreich sein, wenn Sie das Gerät gerade erworben haben und die Parameter zum ersten Mal einstellen. Der SYNERGIC-Modus erlaubt einen Wechsel in den normalen Modus ohne Verlust der eingestellten Parameter. Jeder Parameter des SYNERGIC Modus wird automatisch gespeichert, was es Ihnen ermöglicht die Einstellungen auch später noch abzuändern. Dieser Modus ermöglicht es den Schweißvorgang mit einer maximalen Anzahl voreingestellter Parameter starten.
AUSWAHL DER ZÜNDART
TIG HF: Hochfrequenz-Zündung ohne Kontakt der Wolfram-Elektode mit dem Werkstück. TIG LIFT: Kontaktzündung (in HF-störungsanfälligen Umgebungen).
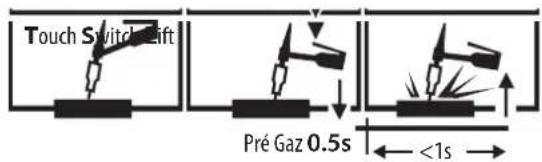
text_image
Touch Switch Lift Pré Gaz 0.5s <1s1- Mit der Elektrode das Werkstück berühren
2- Den Brennertaster drücken
3- Brenner anheben.
GEEIGNETE BRENNER
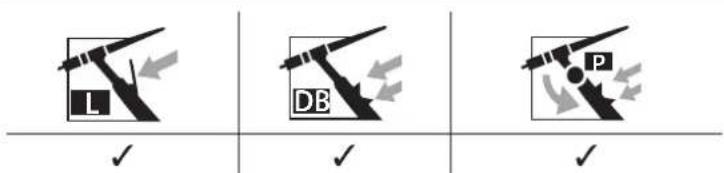
text_image
L DB PGEEIGNETE BRENNER UND VERHALTEN DER BRENNER TASTEN
Beim Brenner mit 1 Taste wird die Taste als «Haupttaste» bezeichnet.
Beim Brenner mit 2 Tasten wird die erste Taste als «Haupttaste» und die zweite als «Sekundär-Taste bezeichnet.
2-T-Modus
text_image
Haupttaste T1 T2T1 - Haupttaste ist gedrückt, der Schweißzyklus startet (Gasvorströmung, I_Start, UpSlope und Schweißen).
T2 - Haupttaste ist gelöst, der Schweißzyklus stoppt (DownSlope, I_Stop, Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekundär-Taste als Haupttaste verwendet.
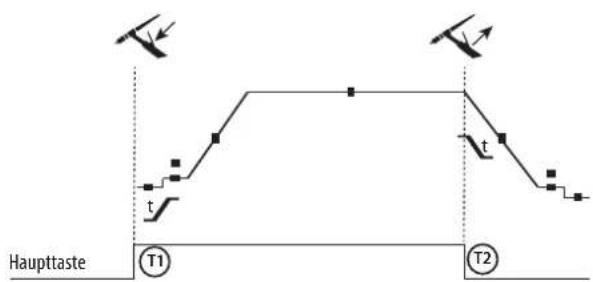
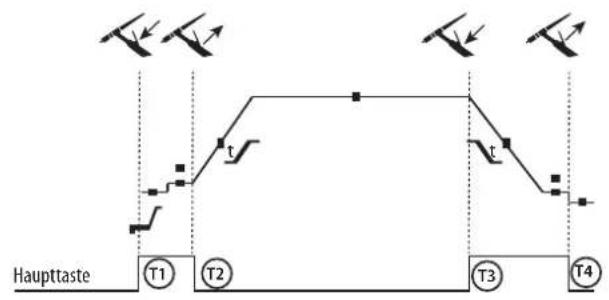
4-T-Modus
flowchart
graph TD
A["Haupttaste"] --> B["T1"]
B --> C["T2"]
C --> D["T3"]
D --> E["T4"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
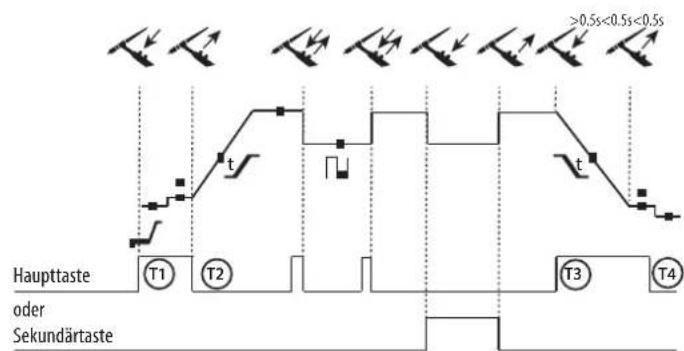
4-Tlog-Modus
text_image
Haupttaste oder Sekundärtaste T1 T2 T3 T4 ≥0.5s<0.5s<0.5sT1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gasvors-trömung und stoppt bei der Phase I_Start.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in UpSlope und Schweißen.
T3 - Haupttaste ist gedrückt, der Schweißzyklus geht über in DownSlope und stoppt bei Phase I_Stop.
T4 - Haupttaste ist gelöst, der Schweißzyklus endet durch die Gasnachströmung.
Anmerkung: für Brenner mit Doppeltaster und Doppeltaster + Potentiometer
=> Taster « oben/Schweißstrom » und Potentiometer aktiv, Taster « unten » inaktiv.
T1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gasvors-trömung und stoppt bei Phase I Start.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in UpSlope und beim Schweißen.
LOG: dieser Betriebsmodus wird in der Schweißphase angewandt:
- durch kurzen Druck auf die Haupttaste (< 0,5s) schaltet der Strom zwischen I Schweißstrom und I Kaltstrom und umgekehrt.
- bei gedrückt gehaltener Sekundär-Taste schaltet der Strom von I Schweißstrom zu I Kaltstrom
- bei lösen der Sekundär-Taste schaltet der Strom von I Kaltstrom zurück zu I Schweißstrom
T3 - durch langen Druck auf die Haupttaste (> 0,5s) geht der Zykus in DownSlope über und stoppt bei der Phase I_Stop.
T4 - bei gelöster Haupttaste endet der Zyklus durch die Gasnachströmung.
Bei Brennern mit Doppeltasten oder Doppeltasten + Potentiometer behält die Taste «Oben» die gleichen Funktionen bei wie beim Brenner mit einfacher oder Lamellen-Taste. Mit der Taste «Unten», wenn diese gedrückt gehalten wird, lässt sich der Kaltstrom umschalten. Bei vorhandenem Brenner-Potentiometer kann der Schweißstrom von 50 % bis 100 % des angezeigten Wertes geregelt werden.
Zusammenfassung der Funktionen nach Schweißprozess, Zündart und Brennertastermodus
(*) ausschließlich in 4T LOG
(**) ausschließlich in AC
EMPFOHLENE KOMBINATIONEN
WIG: Auswahl der Verschleißteile und der Parameter je nach Elektrodenstärke.
| TIG DC |  | Strom (A) | ∅ Elektrode (mm) | ø Düse (mm) | Gasströmung(Argon L/min) |
| 0,5-5 | 10-130 | 1,6 | 9,5 | 6-7 | |
| 4-6 | 130-160 | 2,4 | 11 | 7-8 | |
| 6-9 | 160-250 | 3,2 | 11-12.5 | 8-9 | |
| TIG AC | 1-2,4 | 50-90 | 1,6 | 9,5 | 6-7 |
| 2,4-3,2 | 80-150 | 2,4 | 9,5 | 7-8 | |
| 3,2-5,0 | 120-200 | 2-2,4 | 9.5-12.5 | 8-10 | |
| 5-6,5 | 200-250 | 3,2 | 12.5-19.5 | 10-12 | |
AUSWAHL UND SCHLEIFEN DER ELEKTRODE
WIG DC:
Für optimale Funktion wird empfohlen, eine wie folgt geschliffene Elektrode zu verwenden:

text_image
d LL = 3 x d bei niedrigem Schweißstrom.
L = d bei hohem Schweißstrom.
Die geeignete Elektroden: E3, WL15
Im WIG AC-Modus:
Die Elektrode muss nicht angeschliffen werden- außer bei sehr niedrigem Strom < 50A Eine Kugelbildung an der Elektrodenspitze ist normal. Je größer der Durchmesser der Elektrode und der eingestellte Schweißstrom ist, desto größer ist die Kugel.
Die geeignete Elektroden: WP PUR, E3 und WL.
SPEICHERUNG UND AUFRUFEN DER SCHWEISSEINSTELLUNGEN
Programmspeicherplätze : 100 für MMA, 100 für TIG DC und 50 für TIG AC.
Speichern einer Schweißeinstellung:
Im Speichermenü wird die Funktion « SPEICHERN UNTER » durch das Piktogramm dargestellt:
Mithilfe der Tastatur können Sie einen Namen angeben, unter dem die Einstellungen gespeichert werden sollen.
Zurück im Schweißmenü erscheint der abgespeicherte Name auf dem Bedienfeld.
Wird eine Änderung in der gespeicherten Schweißeinstellung abgespeichert, erscheint der Name rot.
Speichern einer Einstellung
Falls die gespeicherten Einstellung überschreiben möchten, speichern Sie im Speichermenü/Funktion 📋, Falls die gespeicherten Einstellung überschreiben möchten, speichern Sie im Speichermenü/Funktion
Passwort: :
Das standardmäßige Passwort ist: 0000.
Wurde das Passwort geändert und verloren, ermöglicht das «Super-User» Passwort, das Gerät zu entsperren: MORFRES
Dann können Sie das standardmäßige Passwort reaktivieren: 0000.
STEUERLEITUNG-STECKER BRENNER
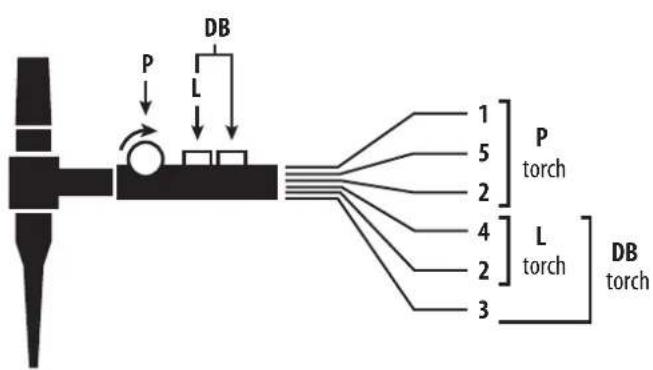
Belegungsschema des Brenners SRL 18. Schaltbild je nach Brennertyp.
| Brennertyp | Aderbezeichnung | Steckerbelegung | ||
| Doppeltasterbrenner + Potentiometer | Doppeltasterbrenner Tasterbrenner | PN/Masse 2 (grün) | ||
| Tasterschaltung 1 4 (weiß) | ||||
| Tasterschaltung 1 3 (braun) | ||||
| PN/Masse Poten- tiometer | 2 (grau) |
| VCC 1 (gelb) | |
| Cursor 5 (rosa) |
FERNREGELUNG
Die Fernregelung funktioniert beim WIG- und MMA-Verfahren

Art.-Nr. 045699 Aufsicht Steckerseite
Schaltplan je nach Fernregler.
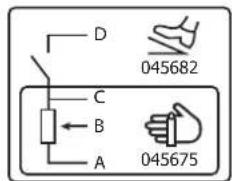
text_image
D 045682 C B A 045675Anschluss:
1- Fernregler an der Rückseite der Schweißstromquelle anschließen.
2- Die Steuerung registiert das Vorhandensein eines Fernreglers und schlägt eine mit dem Drehregler aufrufbare Auswahl vor:
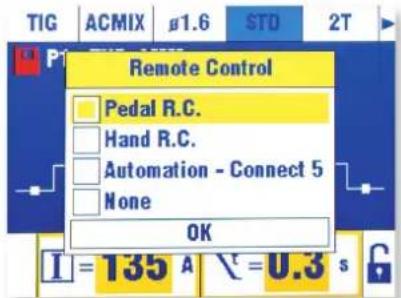
3- Die Steuerungstyp auswählen
Anschlüsse
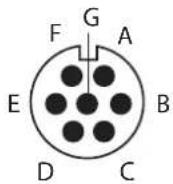
Das Gerät ist mit einer Anschlussbuchse für Fernregler ausgestattet. Der 7-polige Stecker (Option Art.-Nr. 045699) eignet sich für den Anschluss der manuellen Fernsteuerung (Remote Control) oder Fußfernregler. Für die Anschlussbelegung, siehe Verdrahtungsschema.
| FERNREGLERTYP Aderbezeichnung Steckerbelegung | ||||
| CONNECT-5 | Fußregler Handregler | VCC A | ||
| Cursor B | ||||
| PN/Masse C | ||||
| Schalter D | ||||
| AUTO-DETECT E | ||||
| ARC ON | F | |||
| REG I | G | |||
Steckerbelegung:
• Manuelle Fernsteuerung (Option Art.-Nr. 045675).
Mit der manuellen Fernregelung lässt sich der Strom zwischen 50% und 100% der am Gerät eingestellten Stromstärke regeln. In dieser Konfiguration sind alle Modi und Funktionen der Schweißstromquelle zugänglich und einstellbar.
• Fußfernregler (Option Ref. 045682)
Mit dem Fußfernregler lässt sich der Strom vom Minimum auf 100 % der am Gerät eingestellten Stromstärke regeln. Beim WIG-Schweißen funktioniert die Schweißstromquelle nur im 2T-Modus. Außerdem werden Stromanstieg und Stromabsenkung nicht mehr durch die Schweißstromquelle geregelt (Funktionen inaktiv), sondern vom Benutzer über den Fußfernregler gesteuert.
- CONNECT 5 - SPS-Modus:
In diesem Modus lässt sich das TIG 250 AC/DC von einer Konsole oder einer SPS («Speicher programmierbare Steuerung») durch das Aufrufen von 5 zuvor gespeicherten Programmen steuern.
Per Fußfernregler startet oder unterbricht mit «Switch (D)» den Schweißvorgang, je nach gewähltem Zyklus. Der angewandte Spannungswert am «Cursor (B)» entspricht einem Programm oder dem aktuellen Kontext.
Diese Spannung muss zwischen 0 und 3,0 V (in Sprüngen von 0,5 V), entsprechend dem Programmaufruf liegen:
- aktueller Kontext : 0 - 0,5 V
- Programm 1: 0,5 - 1,0 V
- Programm 2: 1,0 - 1,5 V
- Programm 3: 1,5 - 2,0 V
- Programm 4: 2,0 - 2,5 V
-Programm 5:2,5-3,0V
Mit einem zusätzlichen Potentiometer lässt sich der Strom außerhalb und während des Schweißens um +/- 15 % variieren. Durch die Information ARC ON (Lichtbogen vorhanden) lässt sich die SPS synchronisieren (Eingang Pull Up 100k SPS-Seite). Durch die Pin-Belegung des AUTO_DETECT Steckers auf Masse kann das Gerät gestartet werden, ohne für die Fernregler-Auswahl über das Display zu gehen.
Die 5 aufgerufenen Programme entsprechen den 5 zuerst gespeicherten Programmen (von P1 bis P5).
Die Ein-/Ausgangssignale sind bei 6,1V geschützt
Weitere Informationen können von unserer Webseite (https://goo.gl/i146Ma) heruntergeladen werden.
Programme-Aufruf:
FEHLERMELDUNGEN, BEDEUTUNG, URSACHEN, LÖSUNGEN
Dieses Gerät verfügt über ein Störfallsystem.
Die Fehlermeldungen auf dem Display ermöglicht eine Fehlerdiagnose.
FEHLER URSACHEN LÖSUNGEN
| Das Gerät liefert keinen Strom und die gelbe Leuchte Temperaturfehler leuchtet. | Der Überhitzungsschutz wurde ausgelöst. | Bis zum Ende der Abkühlphase warten (ca. 5 Min.) Die Meldung verschwindet. |
| Die Anzeige ist eingeschaltet, aber das Gerät liefert keinen Strom. | Massekabel, Elektrodenhalter oder Brenner sind nicht am Gerät angeschlossen. | Die Anschlüsse prüfen. |
| Fehler Spannung | Das Gerät ist gegen Überspannungen geschützt. | Das Gerät ist gegen Überspannungen geschützt. |
| Trotz maximal befülltem Tank, erscheint obige Fehlermeldung. | Das Kühlgerät funktioniert nicht.Der Ventilator dreht sich nicht.. | Stellen Sie sicher, dass eine Sicherung vorhanden ist und prüfen Sie ihren Zustand.Nutzen Sie eine geeignete Wolframelektrode. |
| Instabiler Lichtbogen | Fehler von der Wolframelektrode. | Nutzen Sie eine richtig angeschländene Wolframelektrode. |
| Gasdurchluss zu hoch Den Gasdurchluss reduzieren. | ||
| Schweißbereich. | Sorgen Sie für ausreichenden Schutz des Schweißbereiches gegen Luftzug. | |
| Die Wolframelektrode oxidiert und verfärbt sich zum Ende der Schweißarbeit. | Gasnachströmfehler | Erhöhen Sie die GasnachströmzeitPrüfen Sie und schrauben Sie alle Gasanschlüsse fest.Überprüfen Sie alle Gasanschlüsse und schrauben Sie sie gegebenenfalls fest. |
| Die Wolframelektrode schmilzt Polaritätsfehler | Prüfen Sie, dass die Masseklemme am Pluspol (+) angeschlossen ist. | |
| Fehler Wassermenge | Wasser fehlt in dem Kühlaggregat.Das Kühlaggregat ist mit einem Wasserstandsensor ausgestattet, der einen reibungslosen Gerätebetrieb gewährleistet. | Füllen Sie den Tank bis zur empfohlenen Höhe des Messstabes (MAX) aus. |
| Trotz maximal befülltem Tank, erscheint obige Fehlermeldung. | Das Kühlgerät funktioniert nicht.Der Ventilator dreht sich nicht. | Stellen Sie sicher, dass eine Sicherung vorhanden ist und prüfen Sie ihren Zustand. |
| Fehler Durchluss | Der Kühlmittelkreislauf ist verstopft. Das Kühlaggregat ist mit einem Wasserstandsensor ausgestattet, der einen reibungslosen Gerätebetrieb gewährleistet. |
Fehler Kühlaggregat Das Kühlaggregat wird nicht mehr erkannt.
Schalten Sie das Gerät aus und prüfen Sie die elektrischen Verbindungen des Kühlaggregates.
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
- Durch Transport verursachten Beschädigungen.
- Normalem Verschleiß der Teile (z.B. : Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
- Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
- Durch Umwelteinflüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOEREN
SALDATURA AD ELETTRODO TUNGSTENO CON GAS INERTE (MODO TIG)
COLLEGAMENTO E CONSIGLI
* Einschaltdauer gemäß EN60974-1 10min - 40°C.
Eine Überschreitung der Einschaltdauer kann zur Aktivierung des Überhitzungschutzes führen. In diesem Fall wird der Lichtbogen ausgeschaltet und die Kontrollleuchte leuchtet. Lassen sie das Gerät bis zum Erlöschen der Warnleuchte eingeschaltet.
Die Stromquelle besitzt eine Ausgangskennlinie vom flachen Typ.




