
RT1000 - Coffee grinder RIDGID - Free user manual and instructions
Find the device manual for free RT1000 RIDGID in PDF.

| Product Type | Pressure Pipe Tapping Machine |
| Brand | Ridgid |
| Model | RT1000 |
| Tapping Capacity | 3/4" to 1" (pipe diameter) |
| Maximum Tap Stroke | 6 3/4 inches |
| Maximum Allowable Pressure (water) | 200 psig at 40°C (100°F) |
| Maximum Allowable Pressure (air, steam, natural gas) | 100 psig at 172°C (370°F) |
| Compatible Pipe Types | Steel, plastic, ductile iron, cast iron |
| Drive Mode | Manual (ratchet), pneumatic, or electric (pistol-grip drill) |
| Weight (unit + ratchet) | 6 lbs (approx. 2.7 kg) |
| Feed Screw Material | Bronze |
| Cutting System | Self-cleaning trapezoidal threaded sleeve |
| Included Accessories (standard kit) | Unit, arbor, ratchet wrench, case, CTS adapters 3/4"-1", 2 socket wrenches, hole saw adapter |
| Available Valve Adapters | CTS, NPT, BSPT, M110 in male/female versions for 3/4" and 1" |
| Available Hole Saws | HSS, carbide, PVC in 5/8" and 7/8" diameters |
| Routine Maintenance | Solvent cleaning, thread lubrication, O-ring replacement |
| Essential Safety | Mandatory eye protection, adherence to pressure/temperature limits, mandatory operator training |
| Repairability | Spare parts available (seals, sleeve, screw, etc.); repair by RIDGID authorized technician |
| Warranty | Lifetime warranty against defects in materials and workmanship |
| Intended Use | Tapping of pressurized pipes (water, air, steam, natural gas) for installation of branch connections |
Frequently Asked Questions - RT1000 RIDGID
User questions about RT1000 RIDGID
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Coffee grinder in PDF format for free! Find your manual RT1000 - RIDGID and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. RT1000 by RIDGID.
USER MANUAL RT1000 RIDGID
Read this Operator's Manual carefully before using this tool. Failure to understand and follow the contents of this manual may result in extensive property damage and/or serious personal injury.
Tapping Tool

natural_image
Close-up of a screwdriver with red and orange buttons, no visible text or symbolsTable of Contents
Recording Form for Machine Serial Number....1
General Safety Information
Work Area Safety 2
Personal Safety....2
Tool Use and Care....2
Service....2
Specific Safety Information
Operator Training....2
Tapping Tool Safety....3
Description, Specifications and Equipment
Description....3
Specifications....3
Standard Equipment 4
Operating Instructions
Planning The Tapping Operation....4
Assembling The Tool 4
Valve Adapter Selection....5
RT1000 Assembly Flow Chart....5
Determining Feasibility Of The Tap 6
Tapping Into The Main....8
Maintenance Instructions
Tool Disassembly Procedure....9
Part Cleaning Procedure....9
Tool Assembly Procedure....9
Tool Storage 9
Service and Repair 9
Appendix I – Parts List & Accessories....10
Appendix II – Worksheet....12
Lifetime Warranty ....Back Cover
RT1000 Tapping Tool

natural_image
Close-up of a mechanical screwdriver with a black handle and metallic shaft (no text or symbols visible)| RT1000 Tapping Tool | |
| Record Serial Number below and retain product serial number which is located on nameplate. | |
| Serial No. | |
General Safety Information
WARNING! READ AND UNDERSTAND ALL INSTRUCTIONS. FAILURE TO FOLLOW ALL INSTRUCTIONS LISTED BELOW MAY RE - SULT IN PROPERTY DAMAGE AND/OR SERIOUS PERSONAL INJURY.
SAVE THESE INSTRUCTIONS!
Work Area Safety
- Keep your work area clean and well lit. Cluttered work area invites accidents.
- Keep bystanders, children, and visitors away while operating a tool. Distractions can result in improperly using the tool.
Personal Safety
- Stay alert, watch what you are doing and use common sense when operating a tapping tool. Do not use tool while tired or under the influence of drugs, alcohol, or medications. A moment of inattention while operating tools may result in serious personal injury.
- Dress properly. Do not wear loose clothing or jewelry. Contain long hair. Keep your hair, clothing, and gloves away from moving parts. Loose clothes, jewelry, or long hair can be caught in moving parts.
- Do not overreach. Keep proper footing and balance at all times. Proper footing and balance enables better control of the tool in unexpected situations.
- Use safety equipment. Always wear eye protection. Dust mask, non-skid safety shoes, hard hat, or hearing protection must be used for appropriate conditions.
Tool Use and Care
- Do not force tool. Use the correct tool for your application. The correct tool will do the job better and safer at the rate for which it is designed.
- Store idle tools out of the reach of children and other untrained persons. Tools are dangerous in the hands of untrained users.
- Maintain tools with care. Keep cutting tools sharp and clean. Properly maintained tools with sharp cutting edges are less likely to bind and are easier to control.
- Check for misalignment or binding of moving parts, breakage of parts, and any other condi-
tion that may affect the tools operation. If damaged, have the tool serviced before using. Many accidents are caused by poorly maintained tools.
- Use only accessories that are recommended for your Tapping Tool. Accessories that may be suitable for one tool may become hazardous when used on another tool.
- Keep tool dry and clean; free from oil and grease. Allows for better control of the tool.
Service
- Tool service must be performed only by qualified repair personnel. Service or maintenance performed by unqualified repair personnel could result in injury.
- When servicing a tool, use only identical replacement parts. Follow instructions in the Maintenance Section of this manual. Use of unauthorized parts or failure to follow maintenance instructions may create a risk of injury.
Specific Safety Information
WARNING Read this operator's manual carefully before using the RT1000 Tapping Tool. Failure to understand and follow the contents of this manual may result in extensive property and environmental damage and/or serious personal injury.
Call the Ridge Tool Company, Technical Service Department at (800) 519-3458 if you have any questions.
Operator Training
Cutting into pipe containing liquids or gases under pressure is potentially hazardous. Correct procedures must be followed in the use of this equipment to maintain a safe working environment and prevent serious personal injury.
No person should use this tool who is not fully trained in the proper operating procedure and who is not fully aware of the potential hazards connected with work on pipe containing liquids or gases under pressure.
The purchaser of this equipment is responsible for how this equipment is used and the training and competence of the operators.
Should any difficulty arise at any time in the use of this equipment, please contact Ridge Tool immediately!
WARNING


Do not exceed pressure and temperature ratings of the tool and any attachment, valve or fitting. Only tap into lines that contain specified media.
Model RT1000 Tapping Tool
Water: 200 psig @ 100°F (40°C)
Air, Steam, Natural Gas: 100 psig @ 370°F (172°C)
Tapping Tool Safety
- Only trained personnel should use this tapping tool. Incorrect use of this tool can result in serious personal injury, environmental damage, and/or property damage.
- Always wear eye protection. Cutters and drills are hard and can shatter.
- Do not exceed recommended pressure ratings. Attempting to tap into main with pressures beyond the maximum limits of this tool or a fitting may result in their failure.
- Only tap into pressurized mains that carry water, air, steam or natural gas. Other media may attack the seals of this tool.
-
When using power tools to drive this tapping tool, understand and follow all the safety instructions associated with that power tool. Air power ratchets are generally a safer choice due to the inherent explosion and shock hazards associated with electrical tools.
-
Electrical tools should not be used for natural gas taps. Only use air or manual ratchets. Electrical tools cause sparks which may ignite the gas.
- Grounded electrical tools should be plugged into a properly grounded outlet. If tool should electrically malfunction or breakdown, grounding provides a low resistance path to send electricity away from the user.
-
Electrical tools should be plugged into an outlet protected with a Ground Fault Circuit Interrupter (GFCI). Reduces risk of electrical shock.
-
Use only right angle electrical drills or air ratchets to rotate the cutter. Tool must be fed at a controlled rate. Failure to use a right angle drive or to carefully control the tool feed rate may result in the cutter suddenly stopping which will cause the power tool driver to suddenly twist.
- Main being tapped must be securely mounted to prevent any movement. Movement could cause tool breakage during the tapping operation.
-
Follow all applicable regulations and safety precautions regarding the work area.
-
When working below grade, have an adequate escape route before starting the tap. Such precautions reduce the risk of injury.
- When working on a scaffold or lift, the operator, tool, and drive assembly should all be properly secured. Will prevent injury in the event of a fall or dropping a tool.
- Do not use this tool to support the operator. Could result in tool breakage or malfunction.
- Tool is made to tap into pressurized lines. Follow instructions in operator's manual on tool uses. Other uses or modifying this tool for other applications may increase the risk of injury.
Description, Specifications and Standard Equipment
Description
The Model RT1000 Tapping Tool is designed to tap pressurized pipe systems using a saddle-mounted valve or welded nipple on steel, plastic, ductile iron and cast iron pipe. The RT1000 is capable of tapping water lines up to 200 psi and steam, natural gas and air up to 100 psi. Because of its weight, the RT1000 can be effectively used for branching 3/4" - 1" lines. The cutter/drill is rotated by an 11/16"hand ratchet or can be operated by an air ratchet or right angle drill. A self cleaning acme threaded barrel feeds the cutter into the pipe and resists the force of the pressurized pipe when the cut is through.
Specifications
Tapping capacity ....3/4"-1"
Mounting....Saddle Mount, Welded nipple, Weld-O-Let, Thread-O-Let
Cutter Travel....6 ^3/4 "Max
Cutter Actuation....Hand Ratchet, Air Ratchet or Right Angle Drill
Type of Pipe ....Steel, Plastic, Ductile Iron, Cast Iron
Cutter Feed ....Rotation of sleeve around acme threaded barrel
Pressure....Water 200 psig @ 100°F. Steam, Air, Natural Gas 100 psig @ 370°F
Weight ......6 lbs. (Tool and Ratchet only)
Standard Equipment
RT1000 Tool Only ....Tool Body with Shaft
RT1000 3/4"-1"
CTS Set......Tool body with shaft
Ratchet wrench
Tool box
3/4" - 1" CTS adapter
2 Spud Wrenches
Hole Saw Adapters
Cutters and NPT/BSPT adapters available separately.
See Appendix 1, Parts List and Accessories.
Operating Instructions
Planning The Tapping Operation
WARNING Cutting into pipe containing liquids or gases under pressure is potentially hazardous. Correct procedures must be followed in the use of this equipment. Only trained personnel should use this tapping tool.
To prevent extensive property damage and/or serious injury, proper planning of the tapping operation is required. The following procedure should be followed every time the tapping tool is used.
- DETERMINE EXACTLY WHICH PIPE NEEDS TO BE TAPPED INTO. Follow the pipe as far as possible to ensure it is the pipe that requires tapping. Record the media and the pressure on a copy of the worksheet, Appendix II, at the back of this manual.
⚠ WARNING Do not exceed pressure and temperature ratings of the tool and any attachment, valve or fitting. Only tap into lines that contain water, air, steam or natural gas.
Water: 200 psig @ 100°F (40°C)
Air, Steam, Natural Gas: 100 psig @ 370°F (172°C)
-
DETERMINE EXACTLY WHERE THE PIPE NEEDS TO BE TAPPED. Consider not only the best route for the new line but also the effect that any chips from the tapping operation could have on downstream equipment. Consider the orientation of the tap, tapping the top of the pipe may drop chips into the tapped pipe whereas tapping the bottom of the pipe will tend to drop the chips back into the tool.
-
DETERMINE WHETHER A SERVICE SADDLE OR A WELD-IN-PLACE THREAD-O-LET™ OR WELD-O-LET™ WILL BE USED TO MOUNT THE VALVE TO THE MAIN. Consider the advantages and disadvantages of each type. Record this connection data on the worksheet.
NOTE! The “Thread-O-Let™” or “Weld-O-Let™” may only be welded to compatible metal pipe. Although Thread-O-Lets may have a pressure rating, the strength of the weld to the pipe is virtually impossible to certify without x-rays. The media in the pipe may also adversely affect weld penetration due to chilling. In addition, weld may penetrate far enough into the pipe to allow the pressure in the pipe to blow through the molten weld puddle.
A service saddle may be used on any type of pipe that has a compatible outside diameter. Insure the saddle pressure rating is equal to or greater than the pipe system.
-
SELECT WHICH "CORPORATION STOP" OR VALVE IS TO BE USED. Only a full port ball, plug or safety valve will work. The valve must meet following criteria:
-
Must have an adequate pressure rating.
- Made of material compatible with the media.
- Must allow the cutter to pass through the valve. This should be checked prior to mounting the valve.
NOTE! A corporation stop is a valve with a square lug for a wrench instead of a handwheel to open and close the valve. This is to ensure that the valve is not operated inadvertently or by unauthorized personnel. Typically, corporation stops have male NPT inlet threads that screw directly into a service saddle or "Thread-O-Let" without the need for an intermediate "close nipple" as an adapter.
Assembling the Tool
⚠ WARNING To prevent extensive property damage and/or serious injury, proper assembly of the
| Valve Adapter Selection | ||||||||||
| Valve Size | Bore Size | CTS Adapter | NPT Female Adapter | NPT Male Adapter | BSPT Female Adapter | BSPT Male Adapter | M#110 Female adapter | Pilot Size | Saw Adapter | Remarks |
| 3/4" | 0.625 | 83317 | 83332 | 83337 | 84437 | 84432 | 83327 | 0.250 | 0.250 | Preferred Configuration |
| 0.688 | ||||||||||
| 1" | 0.750 | 83322 | 83342 | 83347 | 84447 | 84442 | 83572 | 0.250 | 76037 | |
| 0.813 | ||||||||||
| 0.875 | Preferred Configuration | |||||||||
| 0.938 | ||||||||||
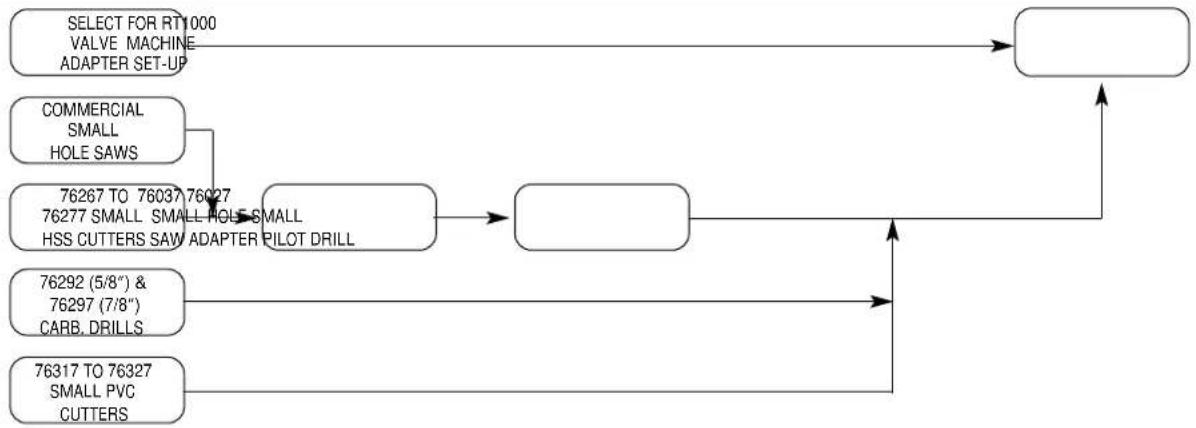
RT1000 Assembly Flow Chart
flowchart
graph TD
A["SELECT FOR RT1000 VALVE MACHINE ADAPTER SET-UP"] --> B["COMPERCIAL SMALL HOLE SAWS"]
B --> C["76267 TO 76037 76027\n76277 SMALL SMALL HOLE SMALL\nHSS CUTTERS SAW ADAPTER PILOT DRILL"]
C --> D[" "]
D --> E[" "]
E --> F["76317 TO 76327 SMALL PVC CUTTERS"]
F --> G["76292 (5/8") & 76297 (7/8") CARB. DRILLS"]
Tapping Tool is required. The following procedure should be followed to assemble this tool:
- Select the correct valve adapter, pilot drill, extension, and saw adapter from the Valve Adapter Chart (Chart 1). The Flow Chart (Chart 2) will assist in determining the required equipment to perform the tap.
- Extend the tool by turning the sleeve counter-clockwise.
- Inspect the o-ring seal in the valve adapter and replace if necessary.
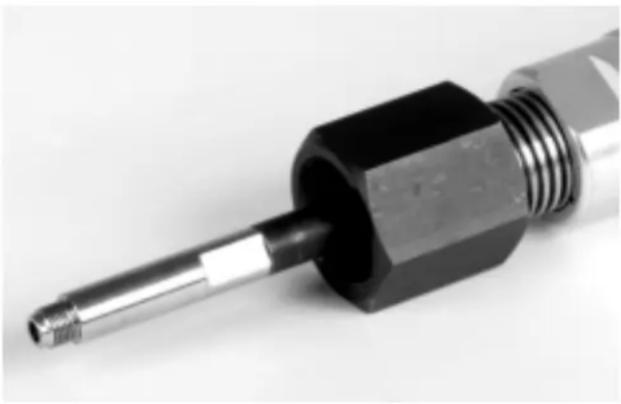
- Holding the bronze feed screw by the flats, hand-assemble the valve adapter onto the bronze feed screw. Operator will feel first the seal engaging and then feel the adapter reach an abrupt stop as the bronze feed screw "bottoms out" in the valve adapter (Figure 1). Collapse the tool by turning the sleeve clockwise.

natural_image
Close-up of hands using a mechanical tool to handle a cylindrical component (no visible text or symbols)Figure 1 – Assembling Valve Adapter Onto Feed Screw
- Select cutter from Chart 3. The pilot drill and hole saw adapter may not be required depending on the actual cutter selected. If the selected cutter requires the hole saw adapter, screw it into the end of the extension hand-tight (Figure 2).
natural_image
Close-up of a screwdriver with threaded shaft and hexagonal head (no visible text or symbols)Figure 2 – Assembling Hole Saw Adapter
RIDGID Tapping Tool Cutter Selection Chart
| Bore Size Size | Fractional Bi-Metal (Inches) | RIDGID Steel CI/DI PVC Hole Saw Cutter | RIDGID Drill Cutter | RIDGID | RIDGID |
| 0.625 5/8 | M16-R10 | 76267 | 76292 76817 | ||
| 0.688 11/ | 16 M17-R11 | ||||
| 0.750 3/4 | M19-R12 | ||||
| 0.813 13/ | 16 M21-R13 | ||||
| 0.875 7/8 | M22-R14 | 76272 | 76297 76822 |
Chart 3 – Cutter Selection Chart
- Inspect the selected cutter to ensure that it is in good working order and hand-screw it into the hole saw adapter or directly into the tool's spindle as required (Figure 3).

natural_image
Close-up of a black mechanical tool with a metallic shaft and connector (no visible text or symbols)Figure 3 – Assembling Cutter
- Inspect the selected pilot drill to ensure that it is in good working order. The purpose of the pilot drill is to capture the slug when using a hole saw or steel cutter. Pay attention to the coupon retention device, as the coupon may not be captured if the device is damaged.
NOTE! Do not use pilot drill with PVC cutters or the CI/DI drills. - Insert this pilot drill into the hole saw adapter. Secure the pilot drill in place with the set screw positioned on the flat of the pilot and firmly tighten (Figure 4).

natural_image
Close-up of a mechanical drill bit with a central hub and metallic shaft (no visible text or symbols)Figure 4 – Installation Of Pilot Drill
- Attach the selected service saddle to the main in accordance with the manufacturer's specifications or weld the selected "Thread-O-LetTM" or "Weld-O-LetTM" to the main in accordance with all applicable welding standards.
- Apply pipe sealant to the threads on the "corporation stop" or valve and tightly thread it into the saddle or "Thread-O-Let™". Ensure the valve is in the CLOSED position.
Determining Feasibility Of The Tap
⚠ WARNING Improper measurement may result in tapping through the bottom of the pipe. To prevent extensive property and environmental damage, fire and/or serious injury, follow this procedure to determine if the tap has been properly planned.
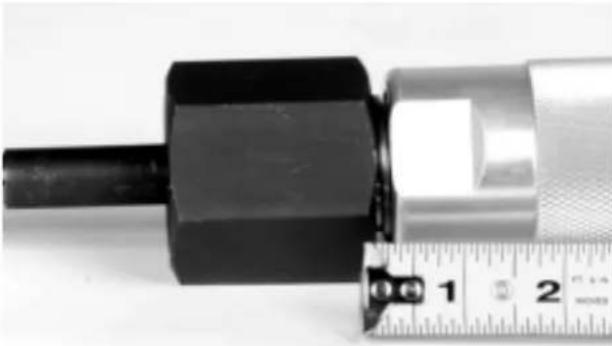
- Measure the distance from the datum of the valve adapter rear face to the end of the sleeve. As shown in Figure 5 it should be about 1/8".
natural_image
Close-up of a mechanical component with a ruler for scale, showing no visible text or symbols.Figure 5 – Measuring 1/8"Offset
- Unscrew the sleeve back up the bronze barrel until it stops. Measure the distance from a datum such as the wrench flats on the feed screw to the end of the sleeve (Figure 6). Subtract the distance from the previous step (1) from this distance. The result is 6^3/4'' full stroke. Note that the valve adapter/cutter combinations affects stroke distance. Record the stroke in the worksheet.

natural_image
Close-up of a metallic threaded bolt with hexagonal head and threaded shaft, placed above a ruler for scale (no text or symbols visible)Figure 6 – Measuring Full Stroke Distance
- Measure the distance from the surface of the pipe to the outlet end of the valve as shown in Figure 7. This is the minimum amount of stroke required before making contact with the pipe. (In the example shown it is 4^1/2 ) Record this dimension in the worksheet. If this distance is within 1" of the stroke distance from Step 2, then this operation must be aborted and the Tapping Tool reconfigured for a different valve and/or saddle.

natural_image
Close-up of a metal pipe fitting with a ruler for scale, no visible text or symbols on the object itself.Figure 7 – Measuring Valve Stand-Off Distance – Minimum Stroke
- Measure the distance from the far surface of the pipe to the outlet end of the valve as shown in Figure 8. This is the maximum amount of stroke required to break through the far side of the pipe. (In the example shown, it is 10^1/2 ) Record this dimension in the worksheet. If this distance is less than the stroke distance from Step 3 then the Tapping Tool has enough travel to penetrate the far side of the pipe.

natural_image
Close-up of a mechanical pipe fitting with a ruler for scale, no visible text or symbols on the object itself.Figure 8 – Measuring Valve Stand-Off Distance – Maximum Stroke
⚠ WARNING If Tapping Tool has sufficient travel to penetrate the far side of the pipe, extensive care must be taken during the tapping operation. Be aware of the unusable length of the stroke. Penetrating the far side of the pipe could result in extensive property damage and/or serious injury.
Tapping Into The Main
WARNING


- Do not exceed pressure and temperature ratings or the tool and any attachment, valve or fitting. Only tap into lines that contain water, air, steam or natural gas.
• Always wear eye protection to protect your eyes from dirt and other foreign objects. - Be sure proper planning of the tapping operation has been performed.
-
Follow all applicable regulations and safety precautions regarding work area.
-
When working below grade, have an adequate escape route before starting the tap.
- When working on a scaffold or lift, the operator, tool and drive assembly should all be properly secured.
-
Main being tapped must be securely mounted to prevent any movement.
-
Attach the fully assembled and fully extended tapping tool to the outlet thread of the valve by the valve adapter. Pipe sealant is not required in the temporary assembly between the valve and the valve adapter but it should be snug enough not to leak.
- Open, close and re-open the valve or the "corporation stop" to ensure that the pilot drill does not interfere with the operation of the valve. In the event of interference in closing the valve, the tool will not have stroke to retrieve the cutter pass the valve. In this case, another valve must be used and the whole procedure must be re-started.
- Turn the sleeve clockwise until the cutter contacts the main, and back the sleeve one turn. Using the ratchet wrench, or a power tool, rotate the drive shaft hex
while continually applying pressure by turning the sleeve. Do not apply too much pressure on the cutter. Gentle feeding produces superior cutting and extended cutter life. ⚠WARNING Drill
until no resistance is felt to advancing the sleeve. Stop immediately. ⚠ WARNING
past this point could cause penetration through the far side of the pipe. This could result in extensive property damage and/or serious injury.
⚠ WARNING When using power tools to drive this tapping tool, understand and follow all safety instructions associated with that power tool. Air power ratchets are generally a safer choice due to the inherent explosion and shock hazards associated with electrical tools.
- Electrical tools should not be used for natural gas taps. Only use air or manual ratchets.
- Grounded electrical tools should be plugged into a properly grounded outlet.
- Electrical tools should be plugged into an outlet protected with a Ground Fault Circuit Interrupter (GFCI).
- Use only right angle electrical drills or air ratchets to rotate the cutter. Tool must be fed at a controlled rate.
- The drilling into the pipe is now complete and the valve, saddle and tool are now under pressure. Turn the sleeve counter-clockwise until the barrel comes to a halt. Close the corporation stop or valve. Should it be difficult to close the valve, rock the valve open and closed until it can be completely shut-off. ⬆WARNING the valve is closed before proceeding.
- Remove the ratchet or power tool from the hex on the drive shaft. Place a wrench on the valve to prevent disconnecting the valve as the adapter is unscrewed with another wrench. The tool will suddenly come free and any media contained in the tool will spill. If the drilled pipe was drained, be aware that the cutter may be hot.
- Attach the new branch to the outlet end of the valve. The valve may now be opened to activate the new system.
- To remove the coupon from the cutter, turn the sleeve clock-wise until the cutter is exposed. Shell cutters have a slot to allow the coupon to be pushed out. Remove the cutter if required.
- Remove the valve adapter, drill or cutter, pilot drill (if used), saw adapter (if used) and extension from the tool. Turn the sleeve clockwise until the tool is fully collapsed. Wipe all the components until clean and dry and store them in the toolbox.
Maintenance Instructions
WARNING Cleaning and maintenance of this Tapping Tool should only be conducted by a trained service technician.
Tool Disassembly Procedure
- Turn the sleeve clockwise until all the threads of the bronze feed screw are hidden and the tool is fully collapsed. Place the tool horizontally on a table so parts do not fall out.
- Locate and remove the cap screws from the side of the red cap.
- Unscrew the red end cap. Note that any media that has escaped the seal will collect under this cap and may be spilled at this time. Do not remove the "maintenance free" flanged bushing from the end cap unless replacement is intended. If the bearing must be removed, use a 7/8"diameter pin to slowly press the bushing out. Do not use a hammer as this may damage the precision recess in the end cap for the bushing.
- Pull the spindle by pulling it from the cap end and remove it from the tool. Turn the sleeve clockwise until the sleeve separates from the bronze feed screw. This completes the disassembly of the tool.
Part Cleaning Procedure
- Wash the parts in a degreaser tank and wipe each individual part until clean and dry.
- Be careful not to wash parts with materials that will corrode or degrade the parts in any way.
Tool Assembly Procedure
- Inspect the bronze feed screw and sleeve for any damage, replace if required. Lubricate the acme threads on the bronze feed screw with grease. Place bronze feed screw inside sleeve and then turn the sleeve clockwise onto the bronze feed screw until the top end of the bronze feed screw is flush with the sleeve. Place the tool horizontally on a table so parts do not fall out. Lubricate the o-ring that is just inside the top of the bronze feed screw.
-
Inspect the spindle/cap assembly for any damage and replace if required. Insert the spindle into the top end of the bronze feed screw female threaded end first. Slide it in as far as it will go and screw it into position.
-
To prevent the end cap from being accidentally unscrewed secure it in place with the cap screws in the side of the end cap.
- Wipe tool down to remove excess lubricant and return the tool to the box ready for the next use.
Tool Storage
⚠ WARNING Store the Tapping Tool in a locked area that is out of reach of children and people unfamiliar with tools. This Tapping Tool can cause serious injury in the hands of untrained users.
Service And Repair
The “Maintenance Instructions” will take care of most of the service needs of this tool. Any problems not addressed by this section should only be handled by an authorized RIDGID service technician.
Tool should be taken to a RIDGID Independent Authorized Service Center or returned to the factory. All repairs made by Ridge service facilities are warranted against defects in material and workmanship.
⚠ WARNING When servicing this tool, only identical replacement parts should be used. Failure to follow these instructions may create a risk of extensive property damage, fire and/or serious injury.
If you have any questions regarding the service or repair of this tool, call or write to:
Ridge Tool Company
Technical Service Department
400 Clark Street
Elyria, Ohio 44036-2023
Tel: (800) 519-3456
E-Mail: TechService@ridgid.com
For name and address of your nearest Independent Authorized Service Center, contact the Ridge Tool Company at (800) 519-3456 or http://www.ridgid.com
Appendix I – Parts List and Accessories
| RIDGID Tapping Tool Parts List | |||
| Description Remarks Ridgid Package | Catalog # Qty. | ||
| Kits | |||
| RT1000 3/4" TO 1" NPT (male) KIT | 83567 | 1 | |
| Machine | |||
| RT1000 Tapping Tool Asm. Main Assembly 83302 1 | |||
| Sleeve Part of Asm. T395-A1 83952 1 | |||
| End Cap Part of Asm. T395-A1 83972 1 | |||
| Screw, Set, #8 -32 x 1/4" to lock End Cap against sleeve 83992 10 | |||
| Spindle | Part of Asm. T395-A1 83947 1 | ||
| Feed Screw O-ring (#0214) | Part of Asm. T395-A1 83962 1 | ||
| Feed Screw | Part of Asm. T395-A1 83957 1 | ||
| Bushing | Part of Asm. T395-A1 83967 1 | ||
| Washer | Part of Asm. T395-A1 76407 10 | ||
| Retaining Ring | Part of Asm. T395-A1 76412 10 | ||
| Accessories | |||
| Tool Box For tool and parts | 83307 1 | ||
| Wrench, Adjustable | RIDGID "Spud Wrench" | 31400 1 | |
| Wrench, Ratchet | Lowell | 76022 1 | |
| Pilots | |||
| Pilot Drill 1/4" dia. | for 3/4" to 1 1/4" valves | 76027 1 | |
| Saw Adapters | |||
| Saw Adapter | for 5/8" to 1 3/16" hole saws | 76037 1 | |
| Valve Adapters | |||
| Adapter O-Ring (#0218) | for all valve adapters | 10 | |
| CTS 3/4" Female | fits male outlet 3/4" CTS valve | 83317 | 1 |
| CTS 3/4" Gasket | for use with 83317 | 76058 | 10 |
| CTS 1" Female | fits male outlet 1" CTS valve | 83322 | 1 |
| CTS 1" Gasket | for use with 83322 | 76068 | 10 |
| NPT 3/4" Female | fits male outlet 3/4" NPT valve | 83332 | 1 |
| NPT 1" Female | fits male outlet 1" NPT valve | 83342 | 1 |
| NPT 3/4" Male | fits female outlet 3/4" NPT valve | 83337 | 1 |
| NPT 1" Male | fits female outlet 1" NPT valve | 83347 | 1 |
| BSPT 3/4" Female | fits male outlet 3/4" BSPT valve | 84437 | 1 |
| BSPT 1" Female | fits male outlet 1" BSPT valve | 84447 | 1 |
| BSPT 3/4" Male | fits female outlet 3/4" BSPT valve | 84432 | 1 |
| BSPT 1" Male | fits female outlet 1" BSPT valve | 84442 | 1 |
| M110 3/4" Female | fits male outlet 3/4" CTS valve | 83327 | 1 |
| M110 3/4" Gasket | for use with 83327 | 76068 | 10 |
Appendix I – Parts List and Accessories Cont.
| M110 1"Female fits male outlet 1"CTS valve 83572 1 | |||
| M110 1"Gasket for use with 83572 76073 10 | |||
| HSS Shell Cutters | |||
| HSS 5/8"Cutter (0.625) uses 1/2-20 UNF drive threads 76267 1 | |||
| HSS 7/8"Cutter (0.875) uses 1/2-20 UNF drive threads 76272 1 | |||
| Carbide Shell Cutters | |||
| Carbide 5/8"Cutter (0.625) uses 7/16-20 UNF drive threads 76292 1 | |||
| Carbide 7/8"Cutter (0.875) uses 7/16-20 UNF drive threads 76297 1 | |||
| PVC Shell Cutters | |||
| PVC 5/8"Cutter (0.625) uses 7/16-20 UNF drive threads 76317 1 | |||
| PVC 7/8"Cutter (0.875) uses 7/16-20 UNF drive threads 76322 1 |
Appendix II - Worksheet
| Pipe Identification Code Marking | |
| Media | |
| Pressure | |
| Actual Pipe Type and Size | |
| Identified By | |
| Saddle or Thread-O-LetTM Manufacturer | |
| Part Number | |
| Designed Saddle Pipe Type & Size (Must match pipe data above) | |
| Designed Saddle or Thread-o-letTM Pressure Rating (Must exceed main pressure) | |
| Outlet Size | |
| Installed/Welded Date | |
| Installed/Welded By | |
| Inspected Date | |
| Saddle or Thread-O-LetTM Installation Approved By | |
| Valve Manufacturer | |
| Part Number | |
| Valve Type & Size | |
| Valve Pressure Rating (Must exceed main pressure) | |
| Valve Approved By | |
| Datum Offset (Figure 5) | |
| Datum to Full Stroke (Figure 9) | |
| Subtract “Datum Offset” from “Datum to Full Stroke” for “Full Stroke Distance” | |
| Valve Standoff Distance (Figure 10) (Note if Full Stroke Distance - 1" = Valve Standoff Distance then ABORT THIS TAP!) | |
| Maximum Stroke (Figure 10) (Note if Maximum Stroke is less than Full Stroke Distance be warned that penetration of the back of the pipe is possible! Observe Unusable Stroke Remainder (see Figure 12) to execute this tap safely!) |
Taraudeuse RT1000

natural_image
Close-up of a mechanical screwdriver with a black handle and metallic shaft (no text or symbols visible)CONSERVEZ CES INSTRUCTIONS!
natural_image
Three black-and-white icons depicting explosive, flameous, and helmet-like objects (no text or symbols)Montage ....Par bride, raccord soudé, Weld-O-Let, Thread-O-Let
natural_image
Close-up of hands using a handheld industrial tool to handle a cylindrical mechanical component (no visible text or symbols)natural_image
Close-up of a screwdriver with threaded shaft and hexagonal head (no visible text or symbols)natural_image
Close-up of a black mechanical tool with a metallic shaft and hexagonal end (no visible text or symbols)natural_image
Close-up of a mechanical drill bit with a cylindrical shaft and central hole (no visible text or symbols)natural_image
Close-up of a mechanical component with a ruler for scale, no visible text or symbols on the object itself.natural_image
Close-up of a metallic bolt with hexagonal head and threaded shaft, placed above a ruler for scale (no text or symbols visible)Figure 6 – Mesure de la course totale
natural_image
Close-up of a metal pipe fitting with threaded end, placed next to a ruler for scale (no visible text or symbols)natural_image
Close-up of a mechanical pipe fitting with a ruler for scale, no visible text or symbols on the object itself.Technical Service Department
400 Clark Street
Elyria, Ohio 44036-2023
Tél. : (800) 519-3456
E-Mail: TechService@ridgid.com
natural_image
Close-up of a mechanical screwdriver with a black handle and metallic shaft (no text or symbols visible)natural_image
Close-up of hands using a mechanical tool to adjust a cylindrical component (no visible text or symbols)natural_image
Close-up of a screwdriver with threaded shaft and hexagonal head (no text or symbols visible)natural_image
Close-up of a black mechanical tool with a pointed tip and hexagonal head (no visible text or symbols)natural_image
Close-up of a mechanical drill bit with a central hub and threaded shaft (no visible text or symbols)natural_image
Close-up of a mechanical component with a ruler for scale, showing no visible text or symbols.natural_image
Close-up of a metallic bolt with hexagonal head and threaded shaft, placed next to a ruler for scale (no text or symbols visible)natural_image
Close-up of a metal pipe fitting with threaded end, placed next to a ruler for scale (no visible text or symbols)natural_image
Close-up of a mechanical pipe fitting with a ruler for scale, no visible text or symbols on the object itself.natural_image
Three black-and-white icons representing fire, explosion, and helmet (no text or symbols)RIDGID® tools are warranted to be free of defects in workmanship and material.
How long coverage lasts
This warranty lasts for the lifetime of the RIDGID® tool. Warranty coverage ends when the product becomes unusable for reasons other than defects in workmanship or material.
How you can get service
To obtain the benefit of this warranty, deliver via prepaid transportation the complete product to RIDGE TOOL COMPANY, Elyria, Ohio, or any authorized RIDGID® INDEPENDENT SERVICE CENTER. Pipe wrenches and other hand tools should be returned to the place of purchase.
What we will do to correct problems
Warranted products will be repaired or replaced, at RIDGE TOOL'S option, and returned at no charge; or, if after three attempts to repair or replace during the warranty period the product is still defective, you can elect to receive a full refund of your purchase price.
What is not covered
Failures due to misuse, abuse or normal wear and tear are not covered by this warranty. RIDGE TOOL shall not be responsible for any incidental or consequential damages.
How local law relates to the warranty
Some states do not allow the exclusion or limitation of incidental or consequential damages, so the above limitation or exclusion may not apply to you. This warranty gives you specific rights, and you may also have other rights, which vary, from state to state, province to province, or country to country.
No other express warranty applies
This FULL LIFETIME WARRANTY is the sole and exclusive warranty for RIDGID® products. No employee, agent, dealer, or other person is authorized to alter this warranty or make any other warranty on behalf of the RIDGE TOOL COMPANY.
