
UniMig 165 SYN - Welding machine Güde - Free user manual and instructions
Find the device manual for free UniMig 165 SYN Güde in PDF.
| Product type | Synergic MIG/MAG welding machine |
| Brand | Güde |
| Model | UniMig 165 SYN |
| Order number | 20077 |
| Rated input voltage | 230 V / 50 Hz |
| Welding current | 50-160 A |
| Wire diameter | 0.6 – 1.0 mm |
| Weldable material thickness | 1.0 – 10 mm |
| Duty cycle (40°C) | 15% at 160 A |
| Insulation class | H |
| Protection degree | IP21S |
| Dimensions (L × W × H) | 400.5 × 178.5 × 295 mm |
| Net weight | 11.5 kg |
| Shielding gas | CO₂ or Ar/CO₂ mixture |
| Maximum power consumption | 6.9 kVA |
| Required residual current protection | 30 mA circuit breaker |
| Machine body | Steel sheet, copper, aluminum, ABS, PE |
| Maintenance | Dry cleaning, lubrication of moving parts |
| Spare parts | Available at www.guede.com |
| Warranty | 24 months for the end consumer |
Frequently Asked Questions - UniMig 165 SYN Güde
User questions about UniMig 165 SYN Güde
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Welding machine in PDF format for free! Find your manual UniMig 165 SYN - Güde and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. UniMig 165 SYN by Güde.
USER MANUAL UniMig 165 SYN Güde
ENGLISH Please read the instructions carefully before starting the machine.
EN You can find all the technical documents required in the Ecodesign Regulation 2019/1784 at
https://www.guede.com/index.html?shopart=20083

text_image
QR code image containing encoded data, no visible human-readable texthttps://www.guede.com/index.html?shopart=20077

text_image
QR code image containing encoded data, no visible human-readable textDownloads

Produktinformation

EN starting-up the device FR Mise en service IT Messa in funzione
ES Puesta en marcha NL Toestel in gebruik nemen cz Uvedení do provozu
natural_image
Coiled black cable with metal clamp attachment (no text or symbols visible)
natural_image
Black welding torch with coiled cable and handle (no text or symbols visible)
natural_image
Black welding torch with blue and red connector, isolated on white background (no text or symbols)
natural_image
Black industrial welding helmet with visible internal components and mounting holes (no text or symbols)
natural_image
Close-up of a gas regulator with dual pressure gauges and a black valve (no visible text or symbols)
natural_image
Collection of mechanical components including a bearing, spring, and hexagonal frame (no text or symbols visible)
natural_image
Black plastic hairbrush tool with multiple teeth, isolated on white background (no text or symbols)Lieferumfang
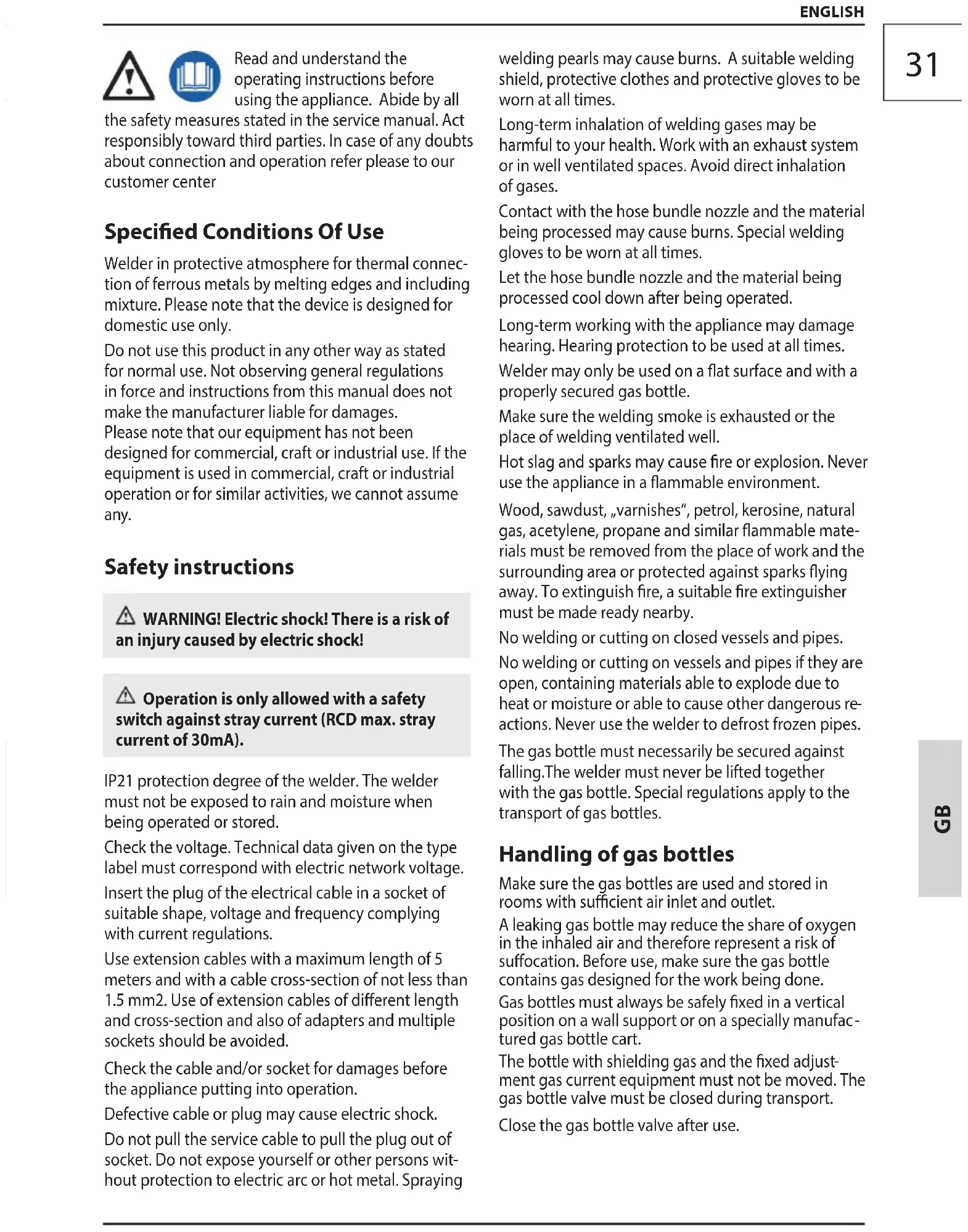
EN Scope of delivery FR Contenu de la livraison IT Dotazione
ES Volumen de suministro NL Leveringsomvang cz OBJEM dodávky
flowchart
graph LR
A["MMA"] --> C["Warning icon with exclamation mark"]
B["VRD"] --> C
C --> D["S. 10"]
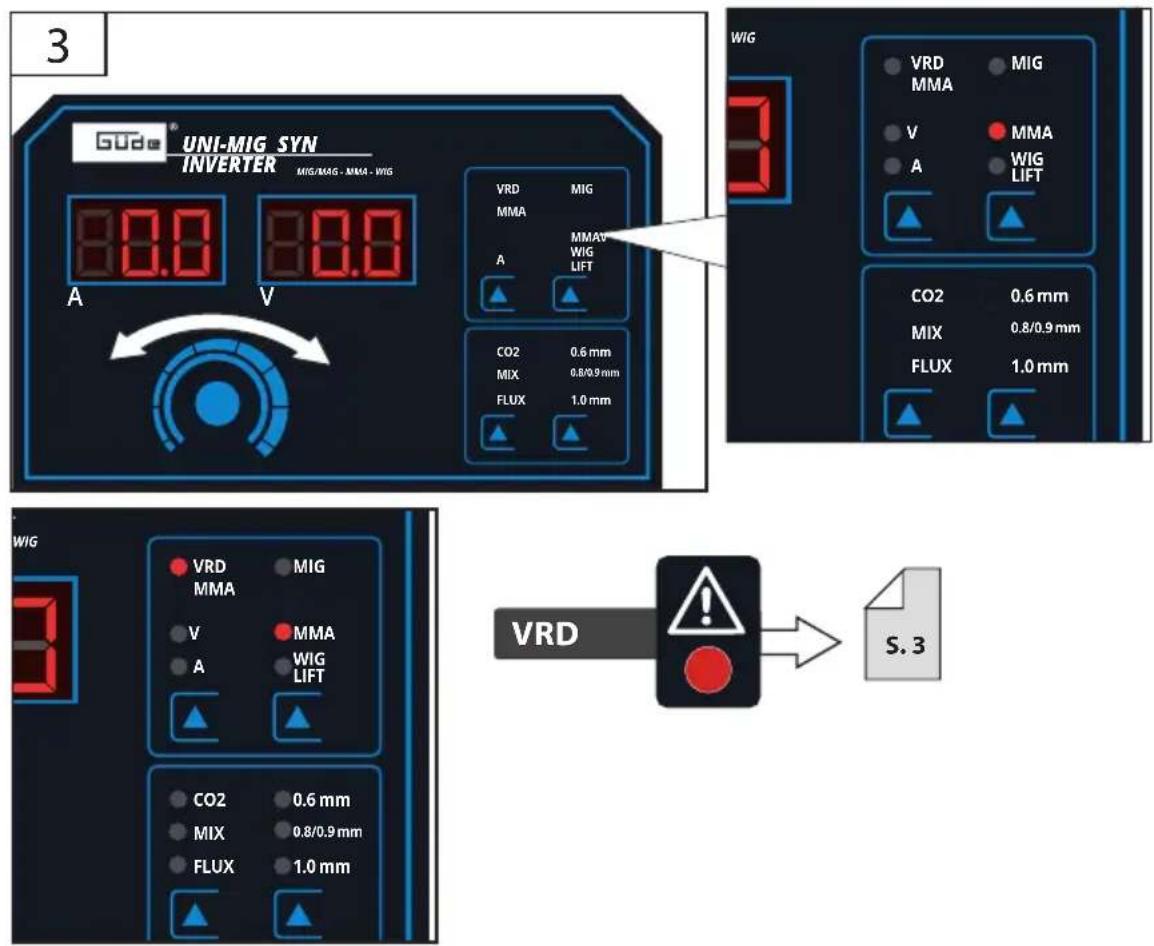
| DE | Die Einrichtung VRD (Voltage Reduction Device) dient dazu, die Ausgangsspannung auf ein sicheres Niveau abzusenken, wenn die Schweißmaschine zwar eingeschaltet, aber nicht schweißbereit ist. Die Sicherheit des Bedieners wird so sichergestellt, der mit der Elektrode gefahrlos in Berührung kommen kann, solange die Schweißarbeiten nicht wieder aufgenommen sind. |
| EN | The VRD (Voltage Reduction Device) is used to reduce the output voltage to a safe level when the welding machine is switched on but not ready to weld. This ensures the safety of the operator, who can safely come into contact with the electrode as long as welding operations have not resumed. |
| FR | Le dispositif VRD (Voltage Reduction Device) sert à abaisser la tension de sortie à un niveau sûr lorsque la machine de soudage est allumée mais pas prête à souder. Il assure ainsi la sécurité de l'opérateur qui peut entrer en contact sans danger avec l'électrode tant que les travaux de soudage n'ont pas repris. |
| IT | Il dispositivo VRD (Voltage Reduction Device) viene utilizzato per ridurre la tensione di uscita a un livello sicuro quando la saldatrice è accesa ma non è pronta per la saldatura. Questo garantisce la sicurezza dell'operatore, che può entrare tranquillamente in contatto con l'elettrodo finché le operazioni di saldatura non sono riprese. |
| NL | De VRD (Voltage Reduction Device) wordt gebruikt om de uitgangsspanning te verlagen tot een veilig niveau wanneer het lasapparaat is ingeschakeld maar nog niet gereed is om te lassen. Dit garandeert de veiligheid van de operator, die veilig in contact kan komen met de elektrode zolang het lassen niet is hervat. |
| CZ | Zařízení VRD (Voltage Reduction Device) slouží ke snížení výstupního napětí na bezpečnou úroveň, když je svářečka zapnutá, ale není připravena ke svařování. Tím je zajištěna bezpečnost obsluhy, která může bezpečně přijít do kontaktu s elektrodou, dokud se svařovací operace neobnoví. |
| SK | Zariadenie na zníženie napätia (VRD) sa používa na zníženie výstupného napätia na bezpečnú úroveň, ked' je zváračka zapnutá, ale nie je pripravená na zváranie. Tým je zaistená bezpečnosť obsluhy, ktorá môže bezpečne príst do kontaktu s elektródou, kým sa neobnovia zváracie operácie. |
| HU | A VRD (feszültségcsökkentő készülék) a kimeneti feszültség biztonságos szintre történő csökkentésére szolgál, amikor a hegesztógép be van kapcsolva, de nem áll készen a hegesztésre. Ez biztosítja a kezelő biztonságát, aki biztonságosan érintkezhet az elektródával mindaddig, amíg a hegesztési műveletek nem folytatódnak. |
| PL | Urządzenie VRD (Voltage Reduction Device) służy do obniżenia napięcia wyjściowego do bezpiecznego poziomu, gdy spawarka jest włączona, ale nie jest gotowa do spawania. Zapewnia to bezpieczeństwo operatora, który może bezpiecznie wejść w kontakt z elektrodą, dopóki nie zostaną wznowione czynności spawalnicze. |
| ES | El VRD (Dispositivo de Reducción de Tensión) se utiliza para reducir la tensión de salida a un nivel seguro cuando la máquina de soldar está encendida pero no está lista para soldar. Esto garantiza la seguridad del operario, que puede entrar en contacto con el electrodo de forma segura mientras no se hayan reanudado las operaciones de soldadura. |


natural_image
Line drawing of a multi-level office chair with wheels and a handle (no text or symbols)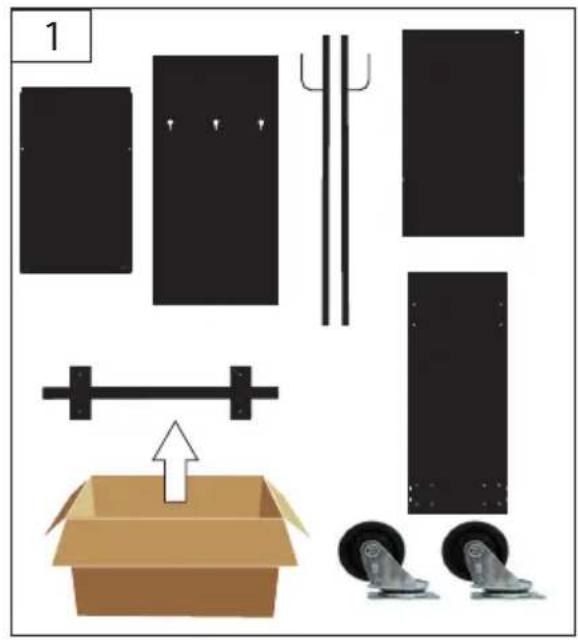
natural_image
Illustration of a cardboard box with an open door, loading wheels, and a lifting rod (no text or symbols)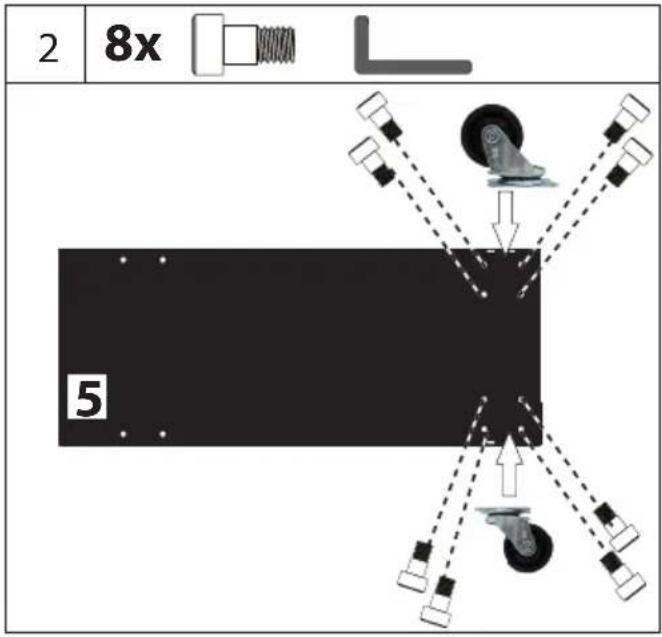
text_image
2 8X 5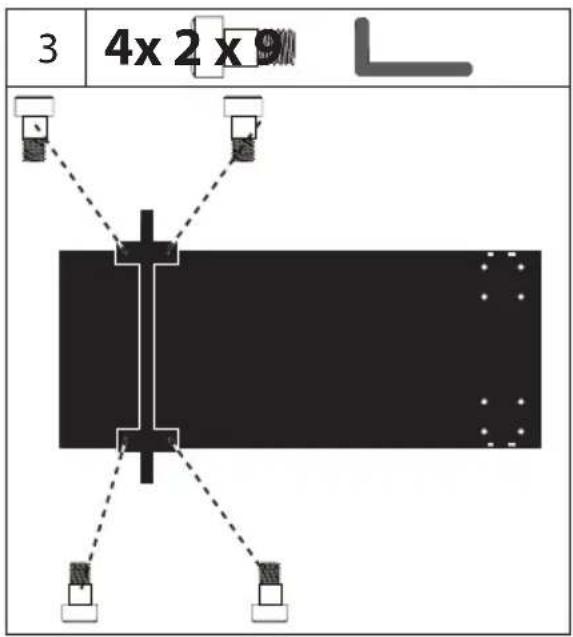
text_image
3 4x 2 x 9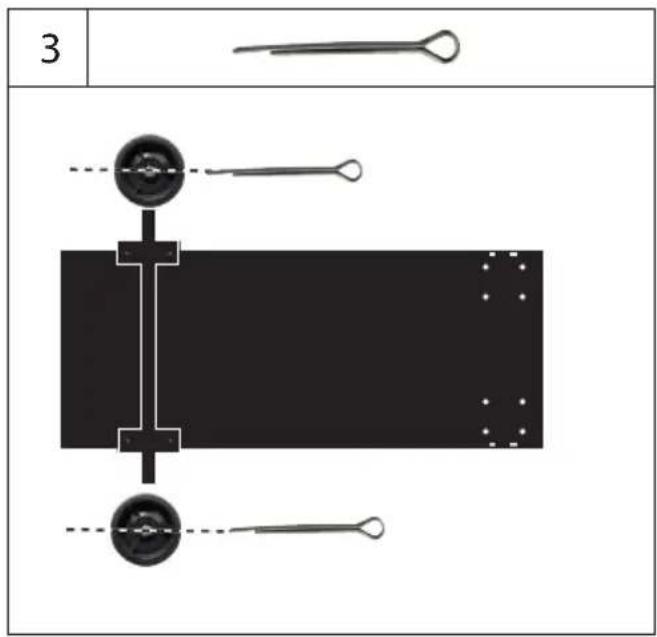
text_image
3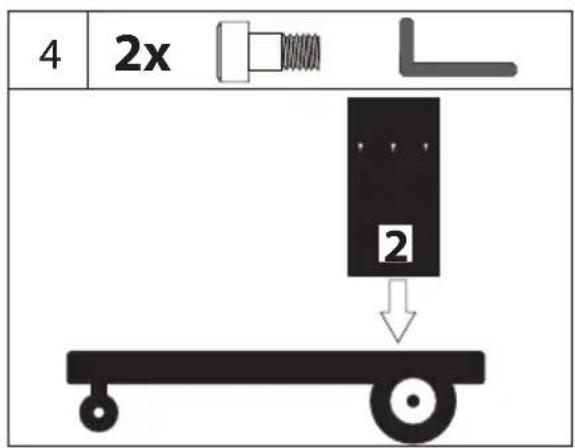
text_image
4 2x 2
natural_image
Diagram of a mechanical lever system with two pulleys and a vertical rod, no text or symbols present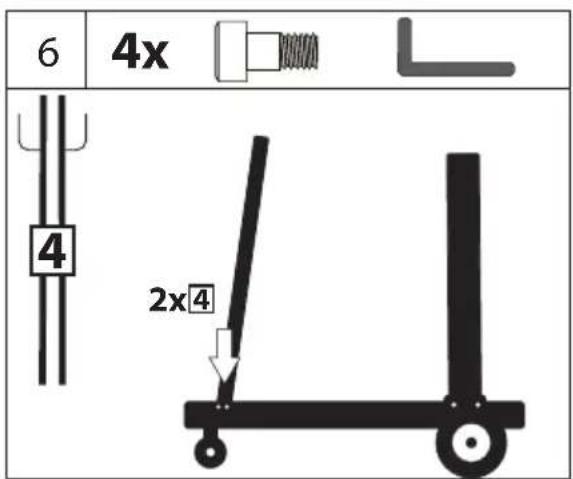
text_image
6 4x 4 2x4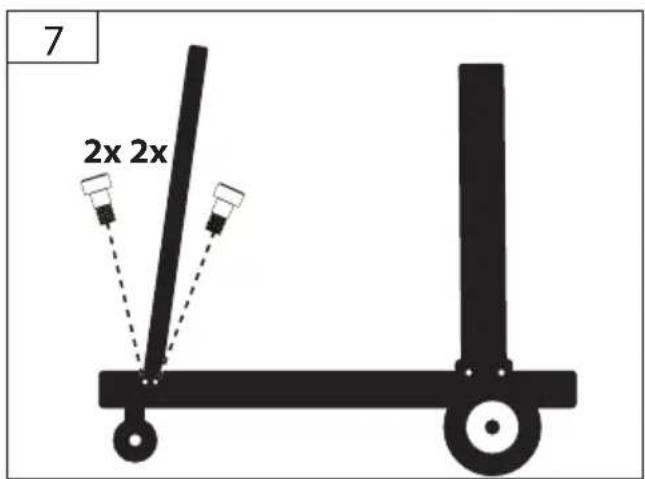
text_image
7 2x 2x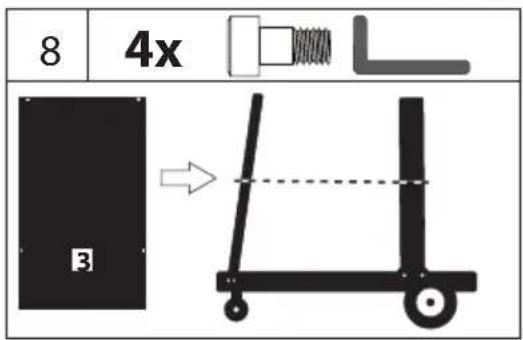
text_image
8 4x 3 → dashed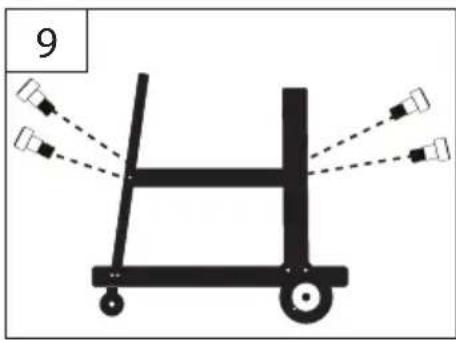
natural_image
Diagram of a cart with wheels and three directional arrows indicating motion (no text or symbols)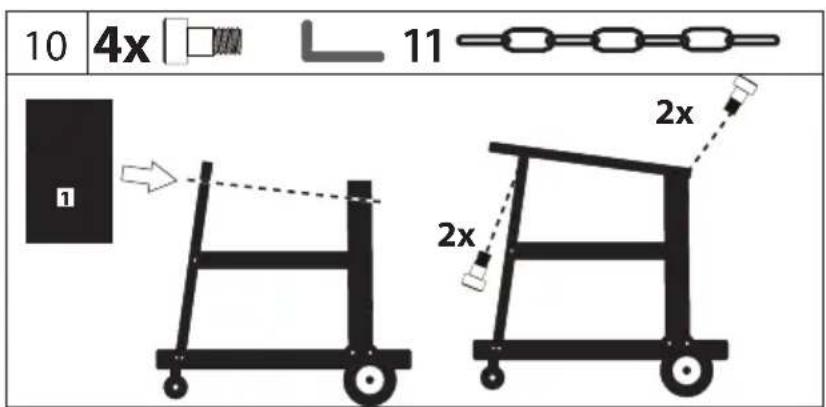
text_image
10 4x 11 1 2x 2x
text_image
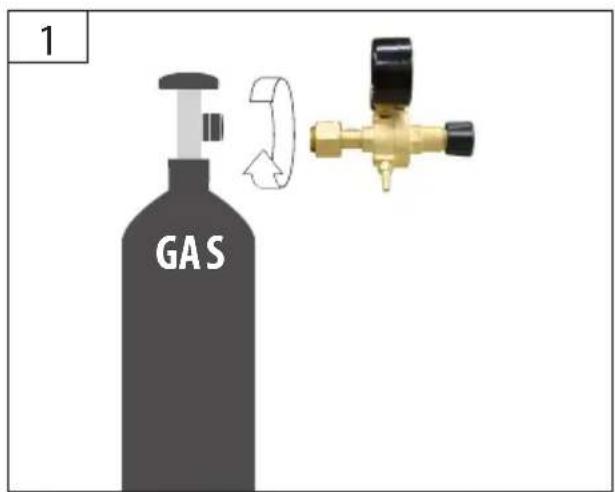
11 GAS
natural_image
Illustration of a blue industrial machine with control panel above an open cardboard box, no visible text or symbols on the device or background.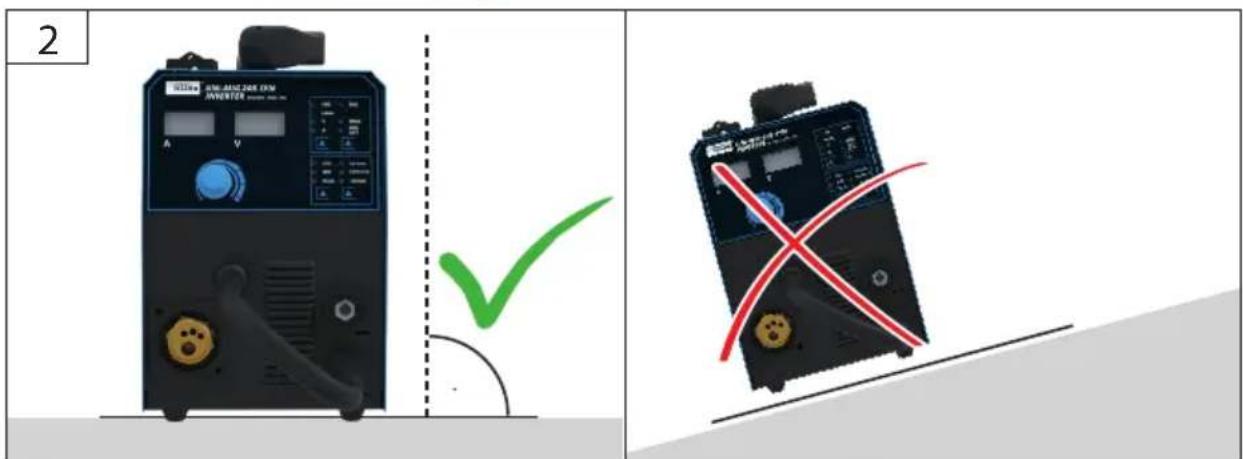
text_image
2 ON-LINE 208 ON ANVERTER A V ✓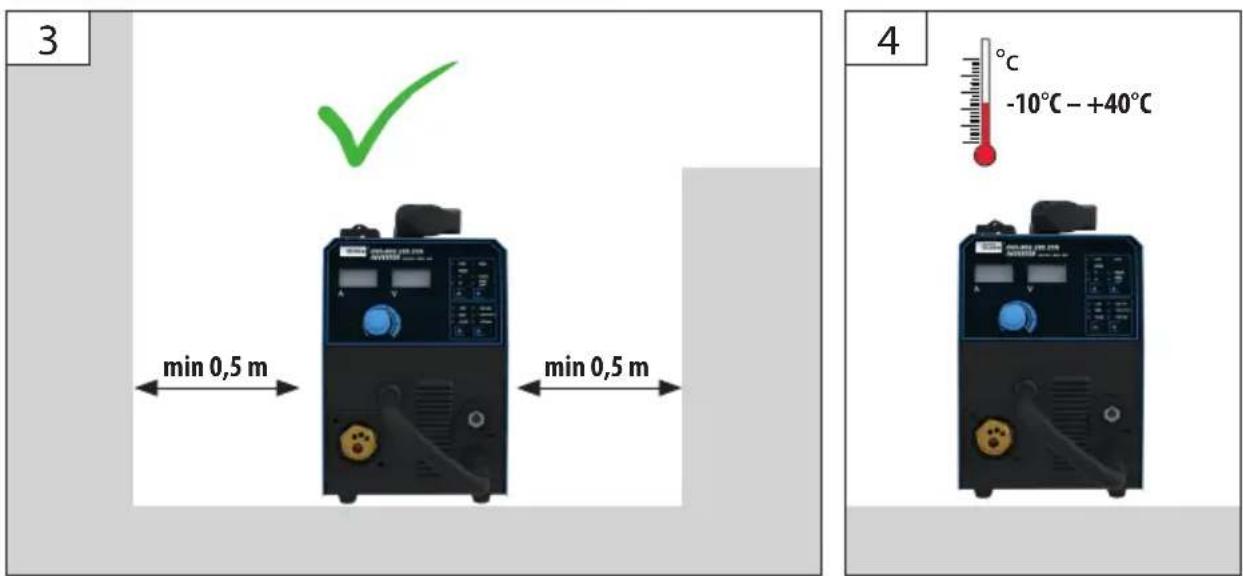
text_image
3 min 0,5 m min 0,5 m 4 -10°C - +40°C
natural_image
Close-up of a dual-gauge gas regulator with two pressure gauges and a black connector (no visible text or symbols)


MIG/MAG

WIG

text_image
1 GAS
natural_image
Diagram of mechanical components with a red X mark indicating a crossed section (no text or symbols present)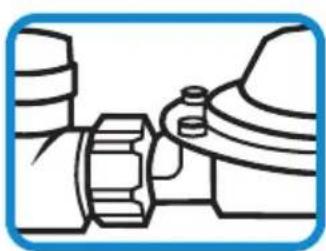
natural_image
Pure mechanical assembly diagram without any text, numbers, or symbols
text_image
1 UNI-MIG 205 SYN INVERTER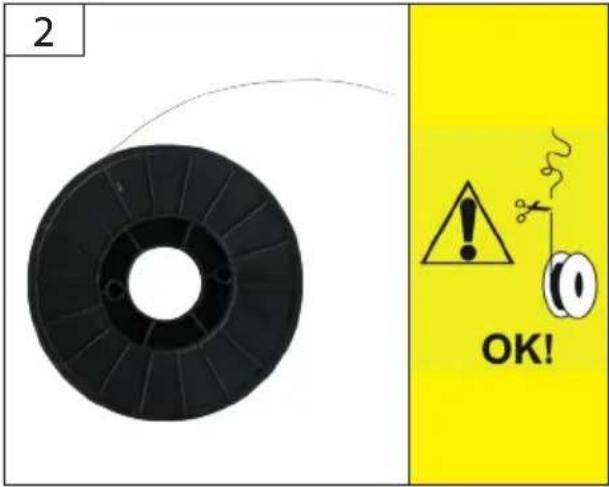
text_image
2 OK!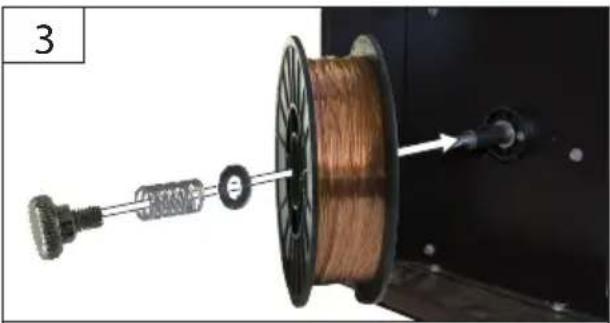
natural_image
Close-up of a mechanical assembly showing a wire being inserted into a spool, with no visible text or symbols.| DE Kleinspulen | CZ | Malé civky | |
| EN | Small coils | SK | Malé cievky |
| FR | Petites bobines | HU | Kis tekercsek |
| IT | Bobine di piccole dimensioni | PL Mała szpula | |
| ES Bobinas pequeñas | |||
| NL | Kleinspoelen | ||
1kg-5kg
natural_image
Interior view of a black industrial machine with control panel and mechanical components (no visible text or symbols)

MIG/MAG
text_image
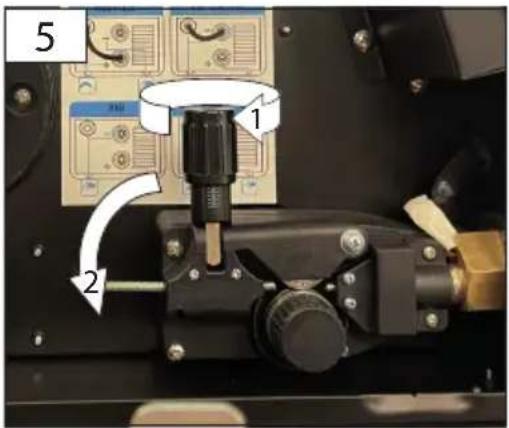
5 1 2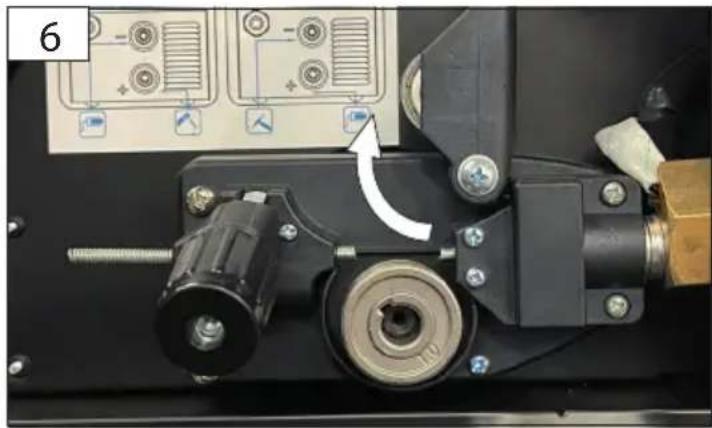
natural_image
Close-up of a mechanical device with a rotary knob and control panel (no visible text or symbols)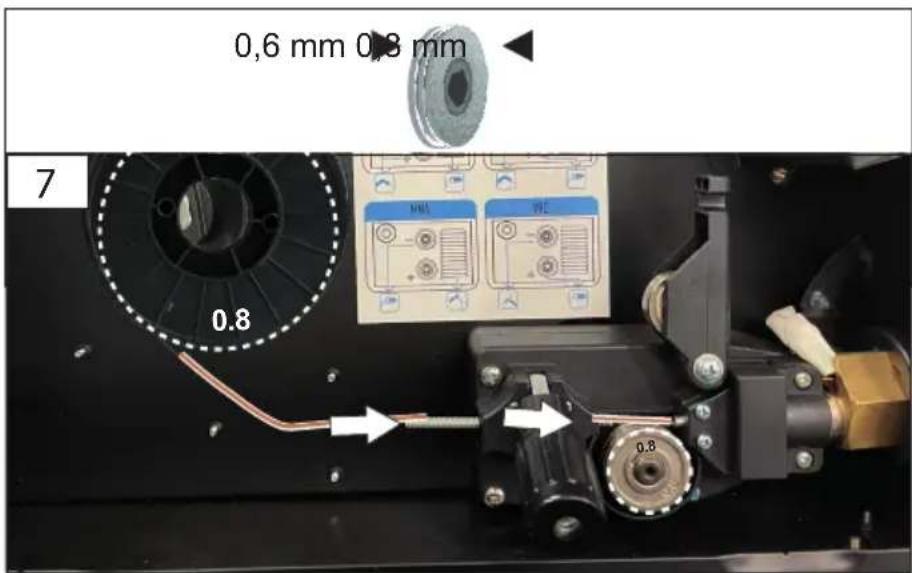
text_image
0,6 mm 0,8 mm 7 0.8 MML WE 0.8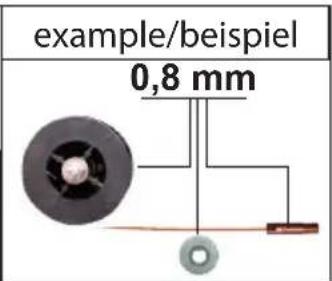
text_image
example/beispiel 0,8 mm
MIG/MAG




natural_image
Two black cable connectors with metal clamps, shown against white background (no text or symbols)
text_image
Gude UNI-MIG 205 SYN INVERTER VDD/1001-1001-100 A V VDD MIG MMA HMA V A VDD LFT CO2 0.8 mm MFC 0.0025 mm FLUX 1.2 mm (+) -
natural_image
Close-up of a blue welding torch connector with a red internal component and a gray plunger tip (no text or symbols visible)
text_image
2 ON OFF ON ← - ON
text_image
3 ~ 10 mm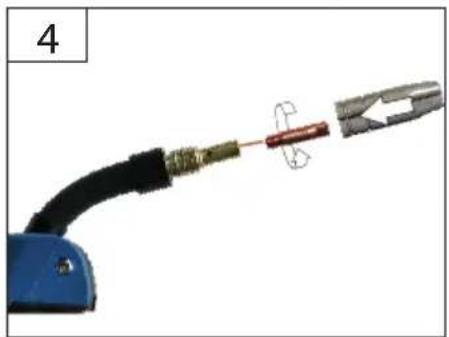
natural_image
Close-up of a blue welding torch with metal clamps and a red wire being inserted (no text or symbols visible)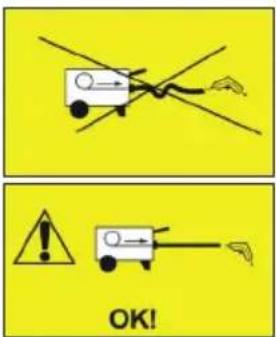
text_image
OK!
text_image
Warning symbols and pictograms including warning, safety, and household restriction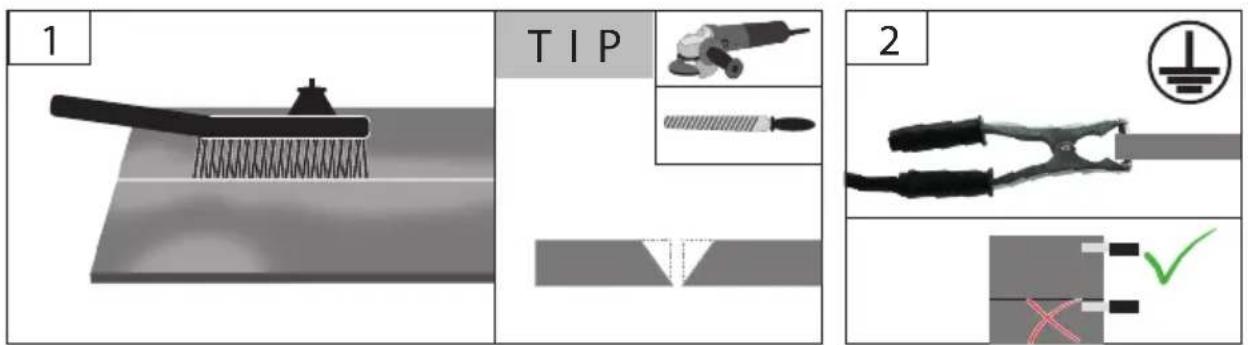
text_image
1 TIP 2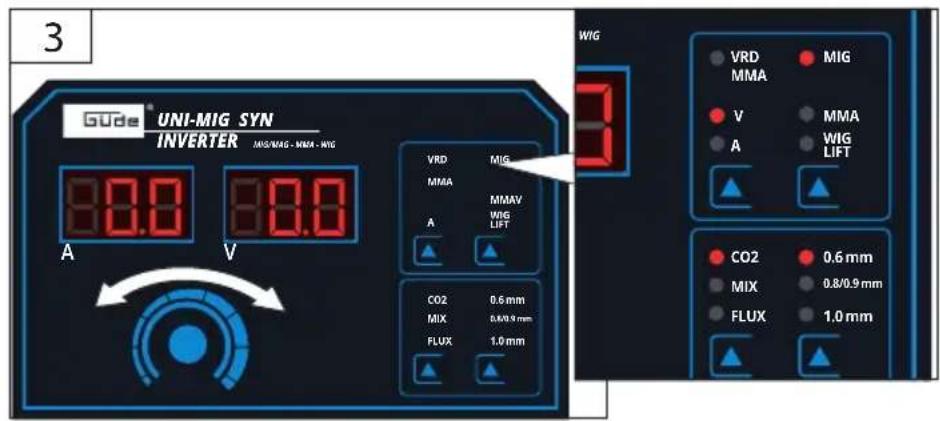
text_image
3 Gude UNI-MIG SYN INVERTER MKG/MAG - MRA - MIG 3.0.0 3.0.0 A V VRD MIG MMA MMAV A WIG LIFT CO2 0.6 mm MIX 0.8/0.9 mm FLUX 1.0 mm WIG VRD MIG MMA V MMA A WIG LIFT CO2 0.6 mm MIX 0.8/0.9 mm FLUX 1.0 mm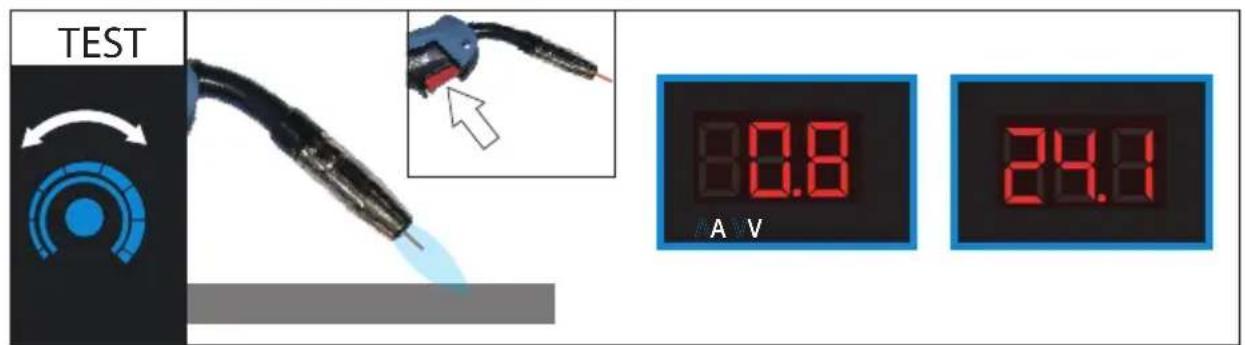
text_image
TEST 80.8 A V 29.1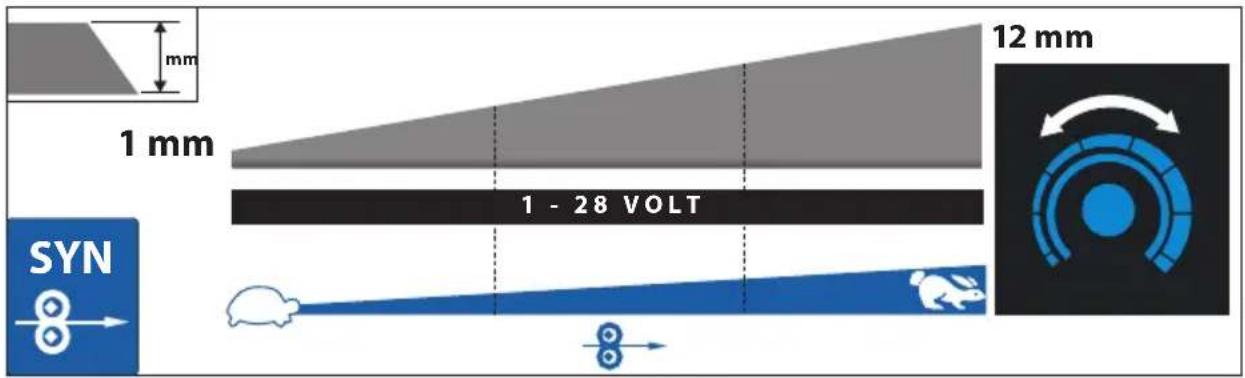
text_image
12 mm 1 mm 1 - 28 VOLT SYN 8
text_image
Warning symbols including warning sign, safety gear, hand gesture, shoe, hazard symbol, and no-hanging house.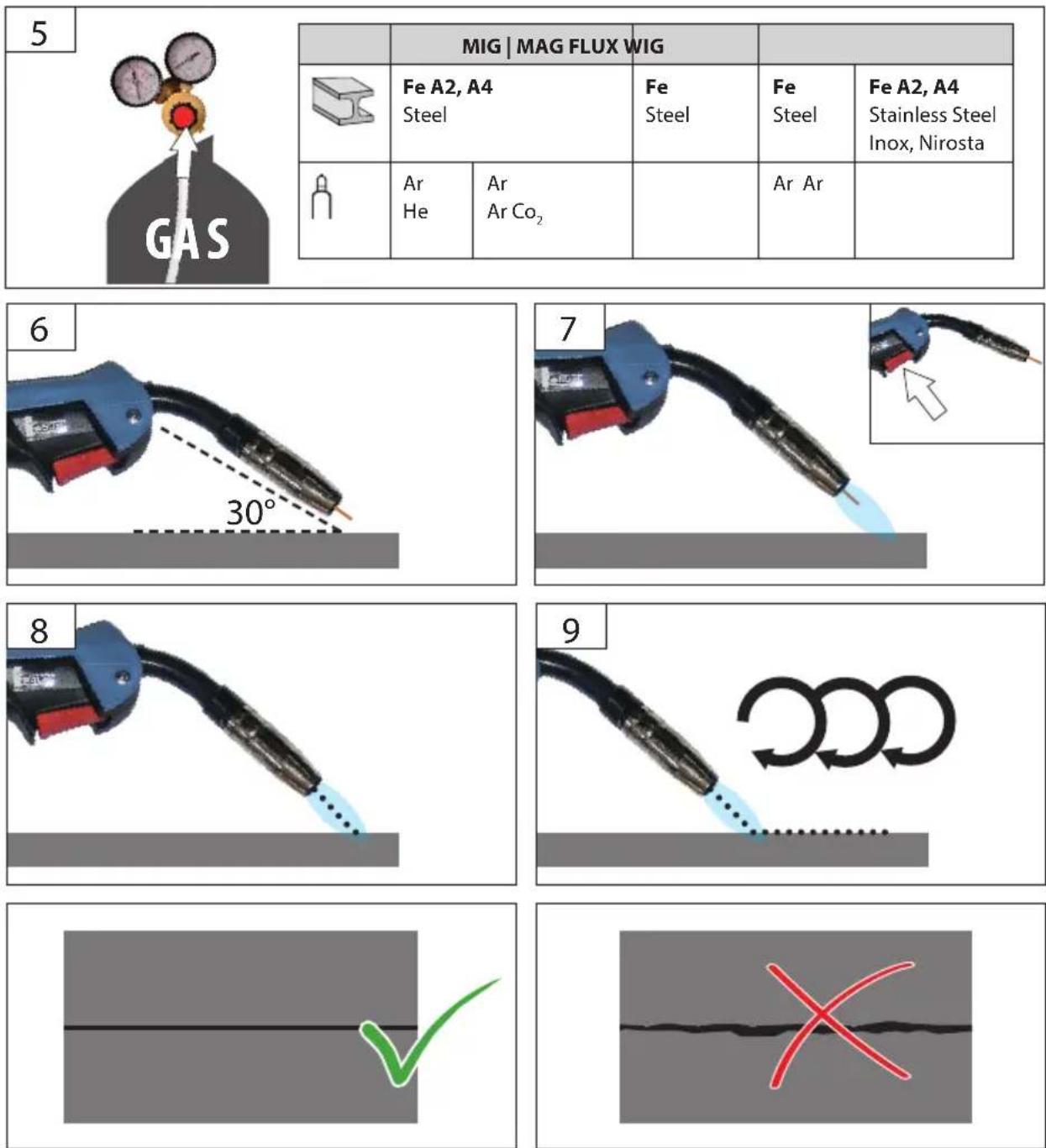
text_image
5 GAS MIG | MAG FLUX WIG Fe A2, A4 Steel Fe Steel Fe A2, A4 Stainless Steel Inox, Nirosta Ar He Ar Ar Co₂ Ar Ar 6 30° 7 9 X
natural_image
Four black cable and wire components: a blue circular icon with a power symbol, a coiled cable, a wire spool, and a separate film reel (no text or symbols visible)
text_image
1 Gude UNI-MIG 205 SYN INVERTER A V VDD MIG MMA V MINA ▲ BDC ▲ LET CO2 0.6 mm MX 0.0008 mm FLUX 1.0 mm - + ⊕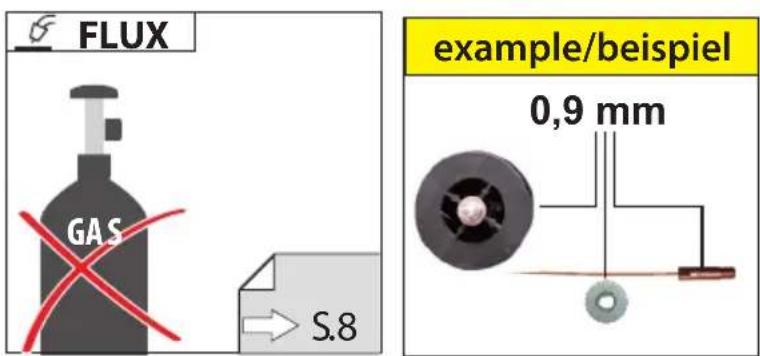
natural_image
Two types of black automotive clamps with metal fittings, shown from different angles (no text or symbols visible)
text_image
1 GUBS UNI-MIG 205 SYN INVERTER MIG/MIG-MIN - MIG A V VRD MHG MMA V MNA A WIG LIST CO2 0.6mm MIX 3.80,8mm FLUX 1.0mm
text_image
2 ON OFF ON ON ← - ON








text_image
3 GUDa UNI-MIG SYN INVERTER MIG/MAG - MMA - WIG 80.0 80.0 A V VRD MIG MMA A MMAV WIG LIFT CO2 0.6 mm MIX 0.8/0.9 mm FLUX 1.0 mm WIG VRD MIG V MMA A WIG LIFT CO2 0.6 mm MIX 0.8/0.9 mm FLUX 1.0 mm VRD S.3

TIP
Art.-Nr. 16982

natural_image
Pure diagram of parallel lines without any text, numbers, or symbols4

text_image
Diagram of welding torch with labeled parts and directional arrows indicating movement or force








text_image
5 Güde® UNI-MIG SYN INVERTER MVG/MAS - MNA - WGS 80.0 80.0 A V VRD Mali MMA MMAV A VIG LIFT CO2 0.6 mm MIX 0.6/0.9 mm FLUX 1.0 mm
text_image
TEST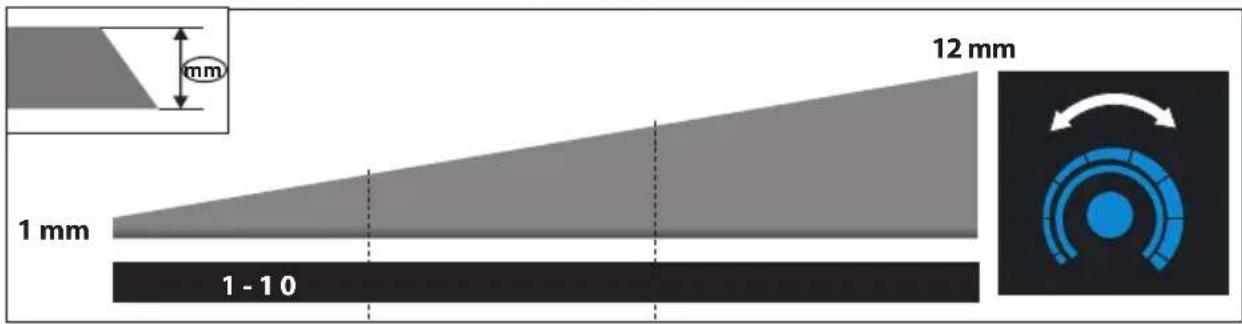
text_image
12 mm 1 mm 1 - 10
text_image
Diagram illustrating a hairbrush application on a surface with red X and green checkmark, showing directional arrows and text labels.
text_image
Warning symbols and pictograms including warning, safety, and no-hanging household
text_image
Warning symbols and pictograms including warning, safety, and no-hanging household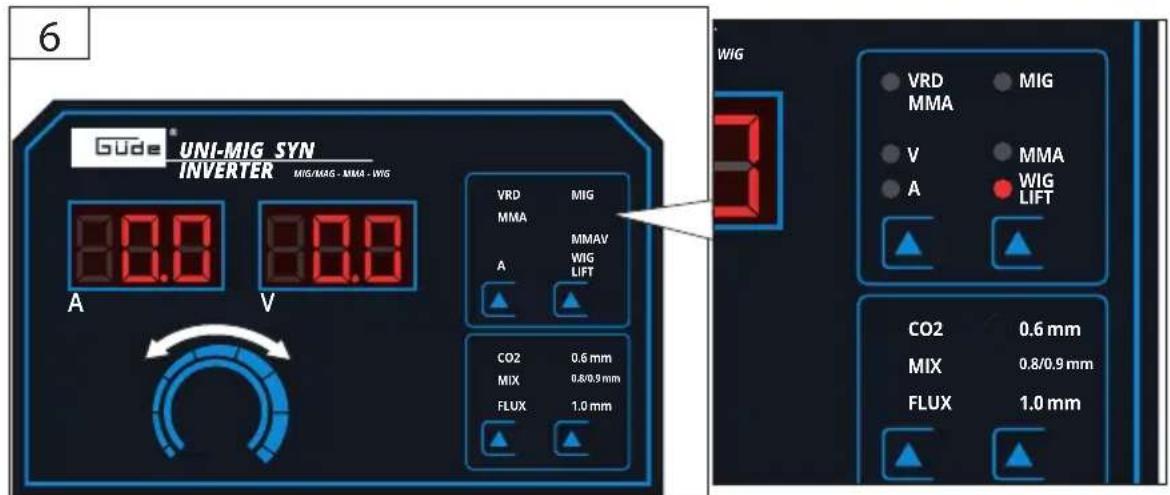
text_image
6 Güde UNI-MIG SYN INVERTER MIG/MAG - MMA - WIG A V VRD MIG MMA MMAV A WIG LIFT CO2 0.6 mm MIX 0.8/0.9 mm FLUX 1.0 mm WIG VRD MIG MMA MMA V MMA A WIG LIFT CO2 0.6 mm MIX 0.8/0.9 mm FLUX 1.0 mm
text_image
Safety warning symbols: blue circle with circuit symbol and right arrow, yellow triangular warning sign with steam lines
text_image
1 UNIF-MIG 205 SYN INVERTER
natural_image
Mechanical assembly diagram showing a valve mechanism with directional arrows indicating motion (no text or symbols present)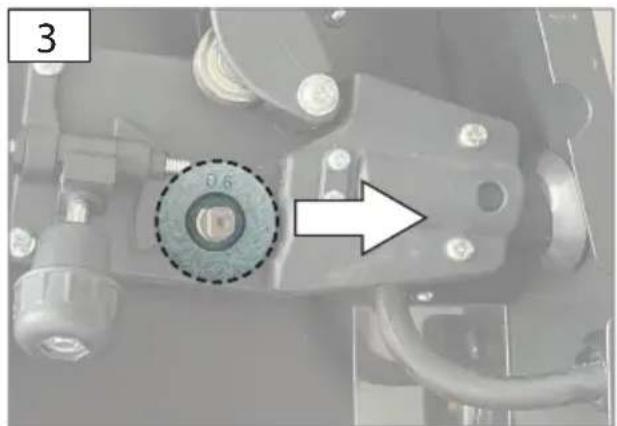
natural_image
Close-up of a mechanical component with a circular dial and arrow indicator (no readable text or symbols)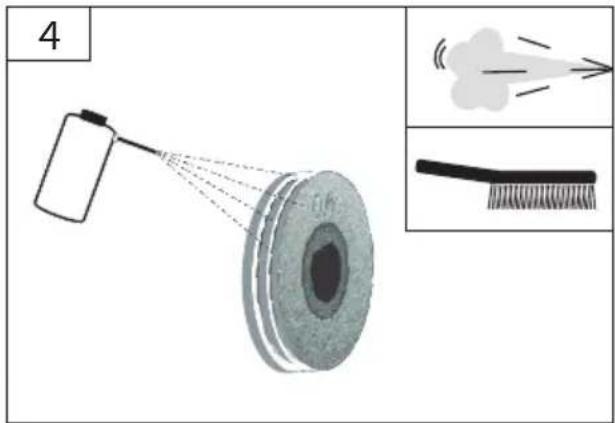
natural_image
Diagram showing a spray gun emitting powder onto a circular object, with an inset image of a brush emitting smoke (no text or symbols present)Technische Daten
| Welder UNI MIG 205 SYN UNI MIG 165 SYN | ||
| Art. No 20083 20077 | ||
| Degree of protection IP 21S IP 21 S | ||
| Insulation class H H | ||
| Rated input voltage (AC Current) U_1 | 230 V 230 V | |
| Mains frequency 50 Hz 50 HZ | ||
| Protection, time delay 16 A | 16 A | |
| No-load voltage U_0 | 62 V | 62 V |
| Idle state power | 46 W | 46 W |
| Efficiency of the Welding Power Source | 84 % | 84 % |
| Load voltage U_2 | 24 V | 22 V |
| Welding current I_2 | 200 A 160 A | |
| Switch-on time X * | 15 % | 15 % |
| max. Welding current (230 V) | 200 A | 160 A |
| Regulated section Welding current | 50-200 A | 50-160 A |
| Max. input (230 V) | 8,74 kVA | 6,9 KVA |
| Maximum rated input current I_1max | 38 A | 30 A |
| Maximum effective input current I_1eff | 14.7 A 11.6 A | |
| Material thickness | 1,0 mm-12 mm | 1,0 mm-10mm |
| Wire thickness | 0,6 -1,0 mm | |
| Hose package length | 2,8 m | |
| Dimensions L x W x H | 400,5 x 178,5 x 295 mm | |
| Net/gross weight | 24 kg/ 26,7 kg | 11,5 kg/ 13kg |
| This appliance is made of the following recyclable materials: | ||
Sheet steel, Ccopper, Aluminum, ABS, PE
* The ratio of given duration time/the full-cycle time. Switch-on time determined at 40°C using simulation


Read and understand the operating instructions before using the appliance. Abide by all
the safety measures stated in the service manual. Act responsibly toward third parties. In case of any doubts about connection and operation refer please to our customer center
Specified Conditions Of Use
Welder in protective atmosphere for thermal connection of ferrous metals by melting edges and including mixture. Please note that the device is designed for domestic use only.
Do not use this product in any other way as stated for normal use. Not observing general regulations in force and instructions from this manual does not make the manufacturer liable for damages. Please note that our equipment has not been designed for commercial, craft or industrial use. If the equipment is used in commercial, craft or industrial operation or for similar activities, we cannot assume any.
Safety instructions

WARNING! Electric shock! There is a risk of injury caused by electric shock!

Operation is only allowed with a safety tch against stray current (RCD max. stray rent of 30mA).
IP21 protection degree of the welder. The welder must not be exposed to rain and moisture when being operated or stored.
Check the voltage. Technical data given on the type label must correspond with electric network voltage. Insert the plug of the electrical cable in a socket of suitable shape, voltage and frequency complying with current regulations.
Use extension cables with a maximum length of 5 meters and with a cable cross-section of not less than 1.5 mm2. Use of extension cables of different length and cross-section and also of adapters and multiple sockets should be avoided.
Check the cable and/or socket for damages before the appliance putting into operation.
Defective cable or plug may cause electric shock. Do not pull the service cable to pull the plug out of socket. Do not expose yourself or other persons without protection to electric arc or hot metal. Spraying
welding pearls may cause burns. A suitable welding shield, protective clothes and protective gloves to be worn at all times.
Long-term inhalation of welding gases may be harmful to your health. Work with an exhaust system or in well ventilated spaces. Avoid direct inhalation of gases.
Contact with the hose bundle nozzle and the material being processed may cause burns. Special welding gloves to be worn at all times.
Let the hose bundle nozzle and the material being processed cool down after being operated.
Long-term working with the appliance may damage hearing. Hearing protection to be used at all times.
Welder may only be used on a flat surface and with a properly secured gas bottle.
Make sure the welding smoke is exhausted or the place of welding ventilated well.
Hot slag and sparks may cause fire or explosion. Never use the appliance in a flammable environment.
Wood, sawdust, "varnishes", petrol, kerosine, natural gas, acetylene, propane and similar flammable materials must be removed from the place of work and the surrounding area or protected against sparks flying away. To extinguish fire, a suitable fire extinguisher must be made ready nearby.
No welding or cutting on closed vessels and pipes.
No welding or cutting on vessels and pipes if they are open, containing materials able to explode due to heat or moisture or able to cause other dangerous reactions. Never use the welder to defrost frozen pipes.
The gas bottle must necessarily be secured against falling. The welder must never be lifted together with the gas bottle. Special regulations apply to the transport of gas bottles.
Handling of gas bottles
Make sure the gas bottles are used and stored in rooms with sufficient air inlet and outlet.
A leaking gas bottle may reduce the share of oxygen in the inhaled air and therefore represent a risk of suffocation. Before use, make sure the gas bottle contains gas designed for the work being done.
Gas bottles must always be safely fixed in a vertical position on a wall support or on a specially manufactured gas bottle cart.
The bottle with shielding gas and the fixed adjustment gas current equipment must not be moved. The gas bottle valve must be closed during transport.
Close the gas bottle valve after use.
Instructions for the installation and operation of an arc welding device to prevent possible electromagnetic interference:
As the manufacturer, we recommend that the following assessments and measures be carried out by a qualified electrician.
General
The user is responsible for setting up and operating the arc welding machines/cutting equipment in accordance with the manufacturer's instructions. If electromagnetic interference is detected, it is the responsibility of the user of the arc welding machines/cutting equipment to find a solution with the technical assistance of the manufacturer. In some cases, the measure needed may simply consist of earthing the welding circuit (see note). In other cases, it may include complete electromagnetic shielding of the power source of the arc welding machine/cutting equipment and the workpiece, combined with input filters. In all cases, electromagnetic interference must be reduced until it no longer causes any disturbance.
Note
The approach taken to earthing the welding circuit depends on the local safety regulations.
Changing the earthing to improve electromagnetic compatibility may increase the risk of
accidents or damage to equipment
Assessing the surroundings
Before setting up the arc welding machines and/or cutting equipment, the user must assess possible electromagnetic problems in the surroundings.
When doing so, the following factors must be taken into account:
a) other mains cables, control cables, signal and telecommunication cables above, below and next to the arc welding machines and/or cutting equipment;
b) Audio and television broadcast transmitters and receivers;
c) Computers and other control devices;
d) Safety equipment, e.g. protection for commercial facilities;
e) the health of persons nearby, e.g. those using pacemakers and hearing aids;
f) Calibration and measurement equipment;
g) the resistance of other equipment in the vicinity to interference. The user must ensure that
other equipment used in the environment is suitable for such a purpose. This may require additional protective measures;
h) the time of day during which the welding, cutting, or other activities must be carried out.
The extent of that surrounding area that must be considered depends on how the building is constructed, and the other activities taking place there. This area may extend beyond the limits of the premises
Evaluation of the welding machine / cutting equipment
In addition to the assessment of the area, the arc welding machines/cutting equipment can be evaluated to assess and resolve cases of interference. An assessment of electromagnetic interference should include in situ measurements, as specified in section 10 of CISPR 11:2009. In-situ measurements can also be made to gauge the effectiveness of any minimisation measures implemented.
Guidance for minimisation measures:
Public power supplies
Welders machines/cutting equipment should be connected to the public power supply as per the manufacturer's recommendations. If there is any interference, it may be necessary to take additional precautions, such as fitting filters for the mains connection. Consider shielding the mains cable of permanently installed welding machines/cutting equipment with a metal pipe or similar. The shielding should be electrically connected for its entire length. The shielding should be connected to the welding machine/cutting equipment power source to achieve good electrical contact between the sheath and the housing of the welding machine/cutter power source.
Maintenance of the arc welding machines/cutting equipment
Arc welding machines/cutting equipment should be regularly maintained as per the manufacturer's recommendations. All access and service doors and covers should be closed and well secured when the welding machine/cutting equipment is in operation. With the exception of the changes and adjustments specified in the manufacturer's instructions, the welding machines/cutting equipment should not be modified in any way. In particular, the spark gaps of arc ignition and stabilisation devices should be adjusted and maintained in accordance with the manufacturer's recommendations.
Welding cables
Welding cables should be as short as possible, close together, and should run across or near the ground.
Electrical bonding
The electrical interconnection of all metallic parts in and next to a welding machine/cutting equipment should be taken into consideration. Metallic parts connected to the workpiece can increase the risk of the welder receiving an electric shock from touching these metallic parts and the electrode at the same time. The welder should be electrically insulated from all of these connected metal parts.
Earthing the workpiece
It may be that the workpiece is not already connected to earth for reasons of electrical safety or because of its size and location, e.g. a ship's hull or steel structures. If so, grounding the workpiece can reduce emissions in some, but not all, cases. Ensure that earthing the workpiece does not increase the risk of accident for the user or cause the destruction of other electrical equipment. If necessary, the workpiece must be grounded by a direct connection to the workpiece. In countries where a direct connection is prohibited, the connection should be achieved using suitable capacitors, selected in accordance with national regulations.
Screening
Selective screening of other cables and equipment in the vicinity can reduce irradiation. The screening of the entire welding/cutting set-up may be considered for special applications.
Class A (IEC 60974-10):
If you intend to use the apparatus in residential surroundings supplied by the low voltage mains supply, an electromagnetic filter may be required to suppress electrical disturbance to a level where they will no longer be a nuisance to the user.
The apparatus may be used in industrial or other areas where power is not supplied by municipal LV mains.
Class A apparatus are not intended for use in residential areas where power is supplied via municipal LV mains, since unfavourable power conditions may cause interference. As a user, you must make sure, after consultation with your energy provider, if necessary, that your point of connection on which the machine is to be operated meets the requirements above.
The user is responsible for faults arising from the welding.
Symbols


Caution! Read the Operating Instructions!

Wear personal protective equipment.

Welding mask to be used!

Special welding gloves to be worn at all times.

Wear safety cut through resistant shoes with safety sole and steel toe!

Protective apron to be used

Before carrying out any work on the machine, disconnect the plug from the socket.

Pressure bottle to be secured by chain


Warning against dangerous voltage


Risk of explosion

Caution - hot surface!

Warning against toxic fumes! Not to be used in enclosed spaces

Protect against humidity Never expose tool to rain.

Prohibition for persons with a pacemaker!

Keep distance of persons Observe to keep out of dangerous zone

Single-phase transformer with rectifier

MIG (welding, metal-inert-gas) MAG (welding, metal-active-gas)

WIG (tungsten inert gas welding)

MMA (electrode welding)

Suitable for welding with an increased electric risk.

Single-phase alternating current with rated frequency of 50 Hz

Any damaged or disposed electric or electronic devices must be delivered to appropriate collection centres.

Protect against humidity

This side up
Requirements for operating staff
The operating staff must carefully read the Operating Instructions before using the appliance.
Qualification: Apart from the detailed instructions by a professional, no special qualification is necessary for appliance using.
Minimum age: Persons over 16 years of age can only work on the appliance. An exception includes youngsters trained in order to reach knowledge under supervision of the trainer during occupational education.
Training: Using the appliance only requires corresponding training by a professional or the Operating Instructions. No special training is necessary.
Emergency procedure
Conduct a first-aid procedure adequate to the injury and summon qualified medical attendance as quickly as possible. Protect the injured person from further harm and calm them down. For the sake of eventual accident, in accordance with DIN 13164, a workplace has to be fitted with a first-aid kit. It is essential to replace any used material in the first-aid kit immediately after it has been used.
If you seek help, state the following pieces of information:
- Accident site
- Accident type
- Number of injured persons
- Injury type(s)
Maintenance
Before carrying out any work on the machine, disconnect the plug from the socket.
Prior to every use, visually check the machine to rule out any defects, in particular on the power cable and the plug.
The machine must not be used under any circumstances if the machine or the safety devices are damaged.
If the device is defective, the repair has to be made exclusively by the customer service.
Use only original accessories and original spare parts.
Never clean the machine and its components with solvents, flammable or toxic liquids. Us only a damp cloth making.
Use a soft brush to remove the deposited dust from the ventilation hole and moving parts after each use.
All moving metal parts, e.g. wheels and the side cover, to be regularly lubricated with oil.
Only a regularly maintained and treated appliance can serve as a satisfactory aid. Insufficient maintenance and care can lead to unforeseen accidents and injuries.
If necessary, a list of spare parts can be found at www.guede.com.
Guarantee
Warranty period of 12 months applies to commercial use and 24 months applies to private use and commences on the day of purchase of the device.
The guarantee solely covers inadequacies caused by material defect or manufacturing defect. Original payment voucher with the sales date needs to be submitted for any claim in the guarantee period.
The guarantee does not cover any unauthorised use such as appliance overloading, use of violence, damage as a result of any unauthorised interference or caused by foreign items. Failing to follow the operating and assembly instructions and common wear are also not included in the guarantee.
Service
Do you have any technical questions? Any claim? Do you need any spare parts or operating instructions? We will quickly help you and without needles bureaucracy at our web pages at www.guede.com in the Servicing part. Please help us be able to help you. In order to identify your device in case of claim we need the serial No., product No. and year of production. All this data can be found on the type label. Please enter it here for future reference:
Serial No.:
Art. No:
Year of production:
Failure removal
| Failures Causes Removal | ||
| Wire not feeding despite wire feed pulley turning. | Dirty current nozzle Clean | |
| Coil carrier clutch set too tight. Loosen | ||
| Damaged hose bundle Check the wire guide housing | ||
| Too low clamping pressure of the wire feed pulley | Increase the clamping pressure | |
| Interrupted or disruptive wire supply | Damaged current nozzle Replace | |
| Burnt current nozzle Replace | ||
| Dirty driving gear nozzle Clean | ||
| Cut on worn driving gear Replace | ||
| Electric arc turned off Poor contact between earth pliers and the respective part | Tighten the pliers and check themRemove paint and rust | |
| Porous welded joint Wrong distance of inclination of the hose bundle | Distance between the hose bundle and the respective part must be 5-10 mm. Inclination must not be lower than 60 with respect to the part. | |
| Welder has overheated due to too long use and the thermal protection has activated | ||
Attention - surface chaude!


Translation of the EC-Declaration of Conformity
We, hereby declare the conception and construction of the below mentioned appliances correspond - at the type of construction being launched - to appropriate basic safety and hygienic requirements of EC Directives.
In case of any change to the appliance not discussed with us the Declaration expires.
Translation of the EC-Declaration of Conformity
We, hereby declare the conception and construction of the below mentioned appliances correspond - at the type of construction being launched - to appropriate basic safety and hygienic requirements of EC Directives.
In case of any change to the appliance not discussed with us the Declaration expires.




