
535A - Machine Tool RIDGID - Free user manual and instructions
Find the device manual for free 535A RIDGID in PDF.
| Product Type | Manual or automatic chuck threading machine (depending on model) |
| Brand and Model | RIDGID 535A |
| Threading capacity (pipes) | 1/2″ to 2″ (DN 3 to 50 mm) nominal |
| Threading capacity (bolts) | 1/4″ to 2″ (6 to 50 mm) actual |
| Motor type | Universal or Induction (depending on version) |
| Power supply / Power | Single-phase or three-phase; 115 V, 230 V or 400 V; from 0.5 to 2.3 HP |
| Rotation speeds | From 35 to 70 rpm (depending on configuration) |
| Dimensions (L x W x H) | 940 mm × 535 mm × 535 mm (with tools in position, tube cutter closed) |
| Weight (with oil and die head) | 260 to 350 lb (118 to 159 kg) depending on model |
| Main functions | Threading, cutting and reaming of pipes, conduits and rods |
| Integrated tools | Model 820 oscillating tube cutter, model 341 reamer, length gauge |
| Lubrication system | Integrated, capacity 7 qt (6.6 L) with Gerotor pump or model A |
| Foot pedal control | Yes, for safe start/stop |
| Maintenance and cleaning | Regularly clean the chip drawer, oil strainer and lubricate the carriage rails; replace cutting oil if dirty |
| Safety | Wear safety glasses, do not wear gloves, keep hands away from rotating parts, use foot pedal |
| Spare parts and repairability | Motor brushes, drive belt, chuck jaws, jaw inserts, cutting roller, dies; repair by an authorized RIDGID service center |
| Warranty | RIDGID Full Lifetime Warranty against defects in material and workmanship |
| Available accessories | Die heads (811A, 815A, 531/532, etc.), stands (100A, 150A, 200A), coupling chucks, left-hand threading kits |
| CE compliance country | Directive 2012/19/EU (WEEE recycling) |
Frequently Asked Questions - 535A RIDGID
User questions about 535A RIDGID
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Machine Tool in PDF format for free! Find your manual 535A - RIDGID and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. 535A by RIDGID.
USER MANUAL 535A RIDGID
535 Manual Chuck/535 Auto Chuck Threading Machines

natural_image
Ridgid industrial milling machine with red and gray components, no visible text or symbols on the device itself.
natural_image
Riding machine with red and white components mounted on a wheeled cart, no visible text or symbols on the device itself.Table of Contents
Recording Form For Machine Serial Number ....1
Safety Symbols....2
General Power Tool Safety Warnings
Work Area Safety 2
Electrical Safety 2
Personal Safety 3
Power Tool Use And Care ....3
Service....3
Specific Safety Information
Threading Machines Safety Warnings ....4
Description, Specifications And Standard Equipment
Description....4
Specifications....6
Standard Equipment 6
Machine Assembly
Mounting on Stands....7
Mounting on Bench 7
Pre-Operation Inspection....7
Machine and Work Area Set-Up....8
Die Head Set-Up and Use
Removing/Installing Die Head 9
Quick-Opening Die Heads 9
Self-Opening Die Heads 10
Operating Instructions
Changing Operating Speeds 13
Cutting with No. 820 Cutter....14
Reaming with No. 341 Reamer ....14
Threading Pipe....15
Threading Bar Stock/Bolt Threading 15
Left Hand Threading....15
Removing Pipe from the Machine ....16
Inspecting Threads....17
Preparing Machine for Transport 17
Maintenance Instructions
Cleaning....17
Top Cover Removal/Installation 18
Lubrication 18
Oil System Maintenance ....18
Priming the Model A Oil Pump 18
Replacing No. 820 Cutter Wheel ....19
Jaw Replacement (Auto Chuck Machines)....19
Replacing Jaw Inserts (Manual Chuck Machines)....19
Replacing Carbon Brushes (Universal Motor Units)....20
V-Belt Tension/Replacement (Induction Motor Units)....20
Optional Equipment 20
Thread Cutting Oil Information ....21
Machine Storage....21
Service And Repair....21
Disposal 21
Troubleshooting 22
EC Declaration....Inside Back Cover
Lifetime Warranty ....Back Cover
*Original Instructions - English
535 Manual Chuck/535 Auto Chuck Threading Machines

natural_image
Rigid industrial milling machine with a wheeled cart and power strip, no visible text or symbols on the device itself.
natural_image
RidGID industrial machine with attached cart and power cord (no visible text or symbols)
WARNING!
Read this Operator's Manual carefully before using this tool. Failure to understand and follow the contents of this manual may result in electrical shock, fire and/or serious personal injury.
| 535M/535A Threading Machines | |
| Record Serial Number below and retain product serial number which is located on nameplate. | |
| Serial No. | |
Safety Symbols
In this operator's manual and on the product, safety symbols and signal words are used to communicate important safety information. This section is provided to improve understanding of these signal words and symbols.

This is the safety alert symbol. It is used to alert you to potential personal injury hazards. Obey all safety messages that follow this symbol to avoid possible injury or death.

DANGER
DANGER indicates a hazardous situation which, if not avoided, will result in death or serious injury.

WARNING
WARNING indicates a hazardous situation which, if not avoided, could result in death or serious injury.

CAUTION
CAUTION indicates a hazardous situation which, if not avoided, could result in minor or moderate injury.
NOTICE
NOTICE indicates information that relates to the protection of property.

This symbol means read the operator's manual carefully before using the equipment to reduce the risk of injury. The operator's manual contains important information safe and proper operation of the equipment.
on the
This symbol means always wear safety glasses with side shields or goggles while using this equipment to reduce the risk of injury.

This symbol indicates the risk of fingers, hands, clothes and other objects catching on or between gears or other rotating parts and causing crushing injuries.


This symbol indicates the risk of fingers, legs, clothes and other objects catching and/or wrapping on rotating shafts causing crushing or striking injuries.

This symbol indicates the risk of electrical shock.

This symbol indicates the risk of machine tipping, causing striking or crushing injuries.

This symbol means do not wear gloves while operating this machine to reduce the risk of entanglement.

This symbol means always use a foot switch when using a threading machine/power drive to reduce the risk of injury.

This symbol means do not disconnect foot switch to reduce the risk of injury.

This symbol means do not block foot switch (lock in ON position) to reduce the risk of injury.
General Power Tool Safety Warnings\*
WARNING
Read all safety warnings, instructions, illustrations and specifications provided with this power tool. Failure to follow all instructions listed below may result in electric shock, fire and/or serious injury.
SAVE ALL WARNINGS AND INSTRUCTIONS FOR FUTURE REFERENCE!
The term "power tool" in the warnings refers to your mains-operated (corded) power tool or battery-operated (cordless) power tool.
Work Area Safety
- Keep work area clean and well lit. Cluttered or dark areas invite accidents.
- Do not operate power tools in explosive atmospheres, such as in the presence of flam mable liquids, gases, or dust. Power tools create sparks which may ignite the dust or fumes.
- Keep children and bystanders away while operating a power tool. Distractions can cause you to lose control.
Electrical Safety
- Power tool plugs must match the outlet. Never modify the plug in any way. Do not use any adapter plugs with earthed (grounded) power tools. Un - modified plugs and matching outlets will reduce risk of electric shock.
- Avoid body contact with earthed or grounded surfaces such as pipes, radiators, ranges and refrigerators. There is an increased risk of electrical shock if your body is earthed or grounded.
- Do not expose power tools to rain or wet conditions. Water entering a power tool will increase the risk of electrical shock.
- Do not abuse the cord. Never use the cord for carrying, pulling or unplugging the power tool. Keep cord away from heat, oil, sharp edges or
moving parts. Damaged or entangled cords increase the risk of electric shock.
- When operating a power tool outdoors, use an extension cord suitable for outdoor use. Use of a cord suitable for outdoor use reduces the risk of electric shock.
- If operating a power tool in a damp location is unavoidable, use a ground fault circuit interrupter (GFCI) protected supply. Use of a GFCI reduces the risk of electric shock.
Personal Safety
- Stay alert, watch what you are doing and use common sense when operating a power tool. Do not use a power tool while you are tired or under the influence of drugs, alcohol, or medication. A moment of inattention while operating power tools may result in serious personal injury.
- Use personal protective equipment. Always wear eye protection. Protective equipment such as dust mask, non-skid safety shoes, hard hat, or hearing protection used for appropriate conditions will reduce personal injuries.
- Prevent unintentional starting. Ensure the switch is in the OFF-position before connecting to power source and/or battery pack, picking up or carrying the tool. Carrying power tools with your finger on the switch or energizing power tools that have the switch ON invites accidents.
- Remove any adjusting key or wrench before turning the power tool ON. A wrench or a key left attached to a rotating part of the power tool may result in personal injury.
- Do not overreach. Keep proper footing and balance at all times. This enables better control of the power tool in unexpected situations.
- Dress properly. Do not wear loose clothing or jewel ry. Keep your hair and clothing away from moving parts. Loose clothes, jewelry, or long hair can be caught in moving parts.
- If devices are provided for the connection of dust extraction and collection facilities, ensure these are connected and properly used. Use of dust collection can reduce dust-related hazards.
- Do not let familiarity gained from frequent use of tools allow you to become complacent and ignore tool safety principles. A careless action can cause severe injury within a fraction of a second.
Power Tool Use And Care
- Do not force the power tool. Use the correct power tool for your application. The correct power tool will do the job better and safer at the rate for which it is designed.
- Do not use the power tool if the switch does not turn it ON and OFF. Any power tool that cannot be controlled with the switch is dangerous and must be repaired.
- Disconnect the plug from the power source and/or remove the battery pack, if detachable, from the power tool before making any adjustments, changing accessories, or storing power tools. Such preventive safety measures reduce the risk of starting the power tool accidentally.
- Store idle power tools out of the reach of children and do not allow persons unfamiliar with the power tool or these instructions to operate the power tool. Power tools are dangerous in the hands of untrained users.
- Maintain power tools. Check for misalignment or binding of moving parts, breakage of parts and any other condition that may affect the power tool's operation. If damaged, have the power tool repaired before use. Many accidents are caused by poorly maintained power tools.
- Keep cutting tools sharp and clean. Properly maintained cutting tools with sharp cutting edges are less likely to bind and are easier to control.
- Use the power tool, accessories and tool bits etc. in accordance with these instructions, taking into account the working conditions and the work to be performed. Use of the power tool for operations different from those intended could result in a hazardous situation.
- Keep handles and grasping surfaces dry, clean and free from oil and grease. Slippery handles and grasping surfaces do not allow for safe handling and control of the tool in unexpected situations.
Service
- Have your power tool serviced by a qualified repair person using only identical replacement parts. This will ensure that the safety of the power tool is maintained.
Specific Safety Information
WARNING
This section contains important safety information that is specific to these tool.
Read these precautions carefully before using the 535 Manual Chuck/535 Auto Chuck Threading Machines to reduce the risk of electrical shock or other serious injury.
SAVE ALL WARNINGS AND INSTRUCTIONS FOR FUTURE REFERENCE!
Keep this manual with machine for use by the operator.
Threading Machines Safety Warnings
- Keep floor dry and free of slippery materials such as oil. Slippery floors invite accidents.
- Restrict access or barricade the area when work piece extends beyond machine to provide a minimum of one meter (3 feet) clearance from the work piece. Restricting access or barricading the work area around the work piece will reduce the risk of entanglement.
- Do not wear gloves. Gloves may be entangled by the rotating pipe or machine parts leading to personal injury.
- Do not use for other purposes such as drilling holes or turning winches. Other uses or modifying this machine for other applications may increase the risk of serious injury.
- Secure machine to bench or stand. Support long heavy pipe with pipe supports. This practice will prevent the machine from tipping.
- While operating the machine, stand on the side where the operator control switch is located. Operating the machine from this side eliminates need to reach over the machine.
- Keep hands away from rotating pipe and fittings. Stop the machine before wiping pipe threads or screwing on fittings. Allow the machine to come to a complete stop before touching the pipe. This practice will reduce the chance of entanglement in rotating parts.
- Do not use this machine to install or remove (make or break) fittings. This practice could lead to trapping, entanglement and loss of control.
-
Do not operate the machine without all covers properly installed. Exposing moving parts increases the probability of entanglement.
-
Do not use this machine if the foot switch is broken or missing. The foot switch provides safe control of the machine, such as shut-off in case of entanglement.
- One person must control the work process, machine operation and foot switch. Only the operator should be in the work area when the machine is running. This helps reduce the risk of injury.
- Never reach into the machine front chuck or rear centering head. This will reduce the risk of entanglement.
- Read and understand these instructions and the instructions and warnings for all equipment and materials being used before operating this tool to reduce the risk of serious personal injury.
If you have any question concerning this RIDGI product: - Contact your local RIDGID® distributor.
- Visit RIDGID.com to find your local Ridge Tool contact point.
- Contact Ridge Tool Technical Service Department at rttechservices@emerson.com, or in the U.S. and Cana da call (800) 519-3456.
Description, Specifications And Standard Equipment
Description
The RIDGID ^® Model 535 Manual Chuck and 535 Auto Chuck Threading Machines are electric motor-driven machines that center and chuck pipe, conduit and bolt stock and rotates it while cutting, reaming and threading operations are performed.
The 535 Auto Chuck has an automatic chuck to grip and center pipe.
Threading dies are mounted in a variety of available die heads. An integral oiling system is provided to flood the work with thread cutting oil during the threading operation.
With proper optional equipment, RIDGID® Model 535 Manual/535 Auto Threading Machines can be used to thread larger pipe, short or close nipples or for roll grooving.
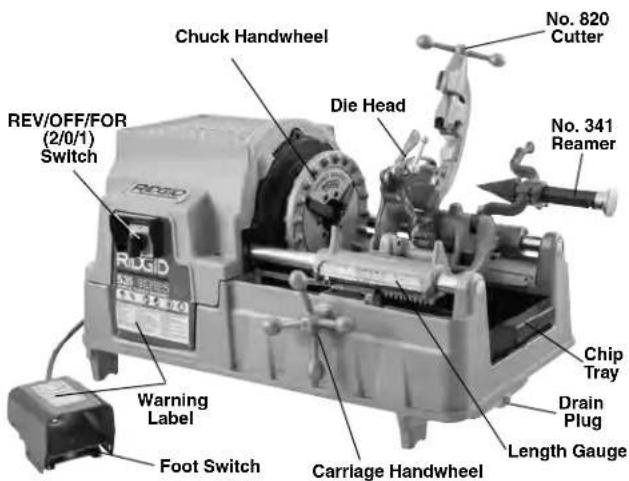
Figure 1A - 535 Manual Chuck Threading Machine
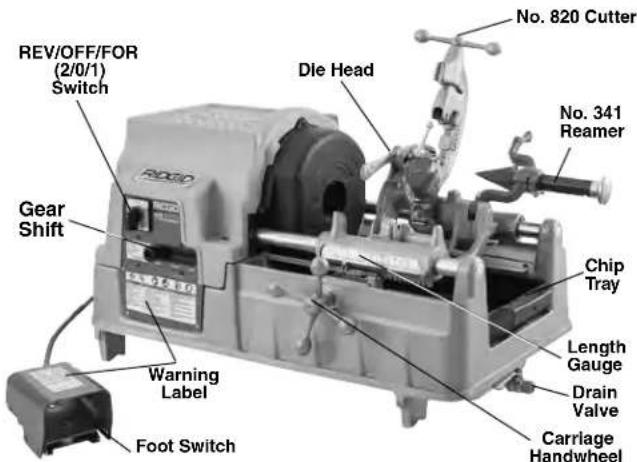
Figure 2A - 535 Auto Chuck Threading Machine

Figure 1B - 535 Manual Chuck Threading Machine

Figure 2B - 535 Auto Chuck Threading Machine
Specifications*
| 535 Manual Chuck Machines 535 Automatic | Chuck Machines | ||||||||
| Pipe Threading Capacity | 1/8 to 2 inch (3 to 50 mm) Nominal Pipe Size | ||||||||
| Bolt Threading Capacity | 1⁄4 to 2 inch (6 to 50 mm) Actual Stock Diameter | ||||||||
| LH Threads With Modifications | |||||||||
| Motor Type Universal Motor Induction Motor Universal | Motor Induction Motor Induction | Motor | |||||||
| Phase Single Phase 3 Phase Single Phase 3 Phase | |||||||||
| Motor Power HP (kW) | 2.3 (1.7) | 0.5 (0.37) | 2.3 (1.7) | 1.8/2.3 (1.35/1.7) | 1.5 (1.1) | 2.3 (1.7) | 2 (1.5) | 1.8/2.3 (1.35/1.7) | |
| Volts V | 115 | 115 | 230 | 400 | 220 | 110 | 230 | 120 | 400 |
| Frequency Hz | 50/60 | 50 | 60 | 50/60 | 60 | 50 | |||
| Current Draw Amp | 15 | 20 | 7.5 | 3.5/5.1 | 4.4 | 15 | 7.5 | 18 | 3.5/5.1 |
| Operating Speed RPM | 36 | 54 | 36 | 35/70 | 16/46/58 | 36 | 16/46/58 | 35/70 | |
| Controls | Rotary Type REV/OFF/FOR (2/0/1) Switch | Rotary Type REV/OFF/FOR (2/0/1) Switch | Rotary Type 2/1/0/1/2 Switch for speed and direction control (see Figure 19) | Rotary Type 1/0/2 Switch | Rotary Type 2/0/1 Switch | Rotary Type REV/OFF/FOR (2/0/1) | Rotary Type 2/1/0/1/2 Switch for speed and direction control (see Figure 19) | ||
| Shifter knob for speed selection | Switch Shifter knob for speed selection | ||||||||
| ON/OFF Foot Switch | |||||||||
| Front Chuck | Speed Chuck with replaceable Rocker-Action Jaw Inserts | Automatic with four reversible Forged Jaws | |||||||
| Rear Centering Device | Cam Action, rotates with Chuck | Automatic, Centering only | |||||||
| Die Heads | See RIDGID Catalog for available Die Heads | ||||||||
| Cutter | Model 820, 1/8" - 2" Full Floating, Self-Centering Cutter | ||||||||
| Reamer | Model 341, 1/8" - 2", 5-Fluted Reamer | ||||||||
| Oil System | 7 qt (6.6 l), with integrated Gerotor Model MJ Pump (Units prior to 1996 - Model A Oil Pump) | ||||||||
| Weight (unit with oil and a DH) | 260 lbs. (118 kg) | 350 lbs. (159 kg) | 290 lbs. (132 kg) | 350 lbs. (159 kg) | |||||
| Overall Dimension L × W × H | 37" × 21" × 21" (940mm × 535mm × 535mm)(With Tools In Operating Position and Cutter Fully Closed) | ||||||||
| Sound Pressure (L)** | 85 dB(A), K=3 | ||||||||
| Sound Power (Lw)** | 91 dB(A), K=3 | ||||||||
* Refer to your machine serial number plate for information on motor rating and control panel for information on your specific machine.
** Sound measurements are measured in accordance with a standardized test per Standard EN 62481-1.
- Sound emissions may vary due to your location and specific use of these tools.
- Daily exposure levels for sound need to be evaluated for each application and appropriate safety measures taken when needed. Evaluation of exposure levels should consider the time a tool is switched off and not in use. This may significantly reduce the exposure level over the total working period.
Standard Equipment
Refer to the RIDGID catalog for details on equipment supplied with specific machine catalog numbers.
The Threading Machine serial number plate is located on the back cover. The last 4 digits indicate the month and year of the manufacture.
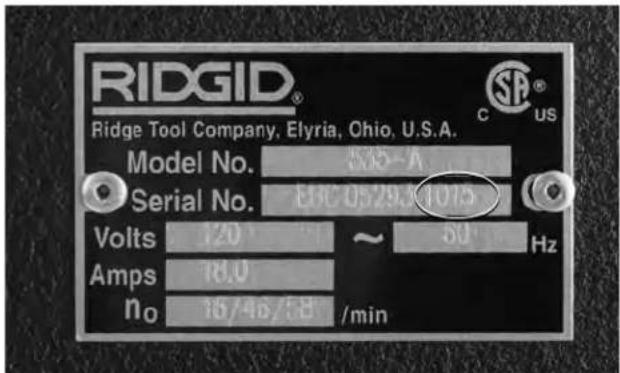
Figure 3 – Machine Serial Number
NOTICE Selection of appropriate materials and installation, joining and forming methods is the responsibility of the system designer and/or installer. Selection of improper materials and methods could cause system failure.
Stainless steel and other corrosion resistant materials can be contaminated during installation, joining and forming. This contamination could cause corrosion and premature failure. Careful evaluation of materials and methods for the specific service conditions, including chemical and temperature, should be completed before any installation is attempted.
Machine Assembly
WARNING

To reduce the risk of serious injury during use, follow these procedures for proper assembly.
Failure to mount the threading machine to a stable stand or bench may result in tipping and serious injury.
REV/OFF/FOR Switch should be OFF and machine unplugged before assembly.
Use proper lifting techniques. RIDGID 535 threading machines weigh 260 lbs. (118 kg) or more.
Mounting on Stands
The Threading Machines can be mounted on various RIDGID Threader Stands. Refer to RIDGID catalog for stand information and to the respective Stand Instruction Sheet for mounting instructions.
Mounting on Bench
The machines can be mounted on a level, stable bench. To mount the unit on a bench, use four 5/16"-18 UNC bolts in holes provided at each corner of the machine base. Base hole spacing is 29.5" x 15.5" (749 mm x 394 mm). Tighten securely.
Pre-Operation Inspection
WARNING



Before each use, inspect your threading machine and correct any problems to reduce the risk of serious injury from electric shock, crushing and other causes and prevent threading machine damage.
- Make sure that the threading machine is unplugged and the REV/OFF/FOR (2/0/1) Switch is in OFF (0) position.
- Clean any oil, grease or dirt from the threading machine, including the handles and controls. This aids inspection and helps prevent the machine or control from slipping from your grip. Clean and maintain the machine per the Maintenance Instructions.
-
Inspect the threading machines for the following:
-
Inspect the cords and plugs for damage or modification.
- Proper assembly, maintenance and completeness.
- Any broken, worn, missing, misaligned or binding parts or other damage.
- Presence and operation of the foot switch. Confirm that foot switch is attached, in good condition, that it cycles smoothly and does not stick.
- Presence and readability of the warning labels (See Figure 1 & 2).
- Condition of the dies, cutter wheel and reamer cutting edges. Dull or damaged cutting tools increase required force, produce poor results and increase the risk of injury.
- Any other condition which may prevent safe and normal operation.
If any problems are found, do not use the threading machine until the problems have been repaired.
- Inspect and maintain any other equipment being used per its instructions to make sure it is functioning properly.
Machine and Work Area Set-Up
WARNING



Set up the Threading Machine and the work area according to these procedures to reduce the risk of injury from electric shock, machine tipping, entanglement, crushing and other causes, and to help prevent threading machine damage.
Secure machine to stable stand or bench. Properly support pipe. This will reduce the risk of falling pipe, tipping and serious injury.
Do not use the Threading Machines without a properly operating foot switch. A foot switch provides better control by letting you shut off the machine motor by removing your foot.
-
Check work area for:
-
Adequate lighting.
- Flammable liquids, vapors or dust that may ignite. If present, do not work in area until source is identified, removed or corrected, and area is completely ventilated. The threading machine is not explosion proof and can cause sparks.
- Clear, level, stable and dry place for all equipment and operator.
- Good ventilation. Do not use extensively in small, enclosed areas.
-
Properly grounded electrical outlet of the correct voltage. Check the machine serial plate for required voltage. A three-prong or GFCI outlet may not be properly grounded. If in doubt, have outlet inspected by a licensed electrician.
-
Inspect the pipe to be threaded and associated fittings. Determine the correct equipment for the job, see Specifications. Do not use to thread anything other than straight stock. Do not thread pipe with fittings or other attachments. This increases the risk of entanglement.
- Transport equipment to work area. See Preparing Machine for Transport for information.
- Confirm equipment to be used has been properly in -spected and assembled.
- Confirm that the REV/OFF/FOR Switch is in the OFF position.
- Check that the correct dies are in the die head and are properly set. If needed, install and/or adjust the dies in
the die head. See Die Head Set-Up and Use section for details.
- Swing the cutter, reamer and die head up away from the operator. Make sure they are stable and will not fall in the work area.
- If pipe will extend past the chip tray in the front of the machine or more than 4' (1,2 m) out of the rear of the machine, use pipe stands to support the pipe and prevent the pipe and threading machine from tipping or falling. Place the pipe stands in line with machine chucks, approximately 1/3 of distance from end of the pipe to the machine. Longer pipe may need more than one pipe stand. Only use pipe stands designed for this purpose. Improper pipe supports or supporting the pipe by hand can cause tipping or entanglement injuries.
- Restrict access or set-up guards or barricades to create a minimum of 3' (1 m) clearance around the threading machine and pipe. This helps prevent non-operators from contacting the machine or pipe and reduces the risk of tipping or entanglement.
- Position the foot switch as shown in Figure 17, to allow a proper operating position.
- Check the level of RIDGID Thread Cutting Oil. Remove the chip tray and oil pan liner; see that the filter screen assembly is fully submerged in oil. See Oil System Maintenance.
- With the REV/OFF/FOR Switch in OFF position, run the cord along a clear path. With dry hands, plug the power cord into properly grounded outlet. Keep all connections dry and off the ground. If the power cord is not long enough use an extension cord that:
- Is in good condition.
- Has a three-prong plug like on the threading machine.
- Is rated for outdoor use and contains a W or W-A in the cord designation (e.g. SOW).
- Has sufficient wire size. For extension cords up to 50' (15.2 m) long use 16 AWG (1.5 mm) or heavier. For extension cords 50'-100' (15.2 m - 30.5 m) long use 14 AWG (2.5 mm) or heavier.
- Check the threading machine for proper operation. With hands clear of moving parts:
- Move the REV/OFF/FOR (2/0/1) Switch to the FOR (1) position. Press and release the foot switch. Chuck should rotate counter-clockwise when viewed from the carriage end (see Figure 22). Repeat for REV position – chuck should rotate clockwise. If the threading machine does not rotate in the correct direction, or the foot switch does not control the machine
operation, do not use the machine until it has been repaired.
- Depress and hold the foot switch. Inspect the moving parts for misalignment, binding, odd noises or any other unusual conditions. Remove foot from the foot switch. If any unusual conditions are found, do not use the machine until it has been repaired. For 535 Auto Chuck machines, confirm that the FOR rotation closes the chuck and REV rotation opens it.
-
Place die head in the use position. Depress and hold the foot switch. Check for oil flow through the die head. Remove foot from the foot switch.
-
Move the REV/OFF/FOR Switch to the OFF position, and with dry hands unplug the machine.
Die Head Set-Up and Use
The 535 Manual Chuck/535 Auto Chuck Threading Machines can be used with a variety of RIDGID Die Heads to cut pipe and bolt threads. Information is included here for Quick-Opening, Self-Opening and Semi-Automatic Die Heads. See the RIDGID catalog for other available die heads.
Die Heads using Universal Dies for pipe require one set of dies for each of the following pipe size ranges, (1/4" and 3/8"), (1/2" and 3/4") and (1" through 2"). NPT/NPSM dies must be used in NPT Die Heads and BSPT/BSPP dies must be used in BSPT Die Heads – The cam plate is marked for each.
Die heads using Bolt dies require a dedicated set of dies for each specific thread size.
High Speed dies are recommended for threading at 40 rpm and higher speeds. See the RIDGID catalog for dies available for your die head.
Always cut a test thread to confirm proper thread size after changing/adjusting the Dies.
Removing/Installing Die Head
Insert/remove Die Head Post into mating hole in carriage. When fully inserted, the Die Head will be held in place. When it is installed, the Die Head can be pivoted on post to align it with pipe or it can be swung up and out of the way to allow use of cutter or reamer.
Quick-Opening Die Heads
Quick opening die heads include Model 811A and 531/532 Bolt. Quick opening die heads are manually opened and closed for user specified thread length.
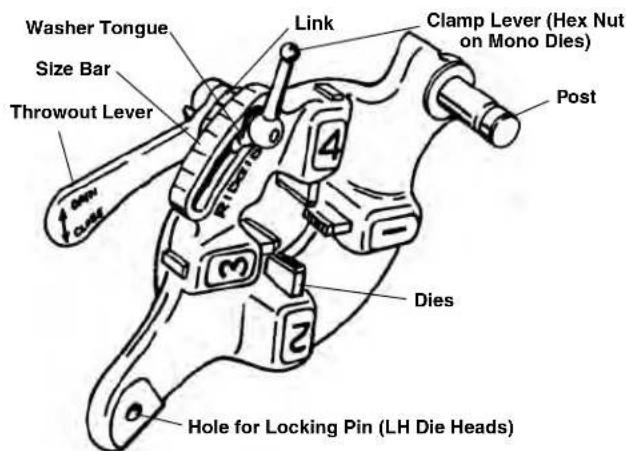
Figure 4 – Quick-Opening Die Head
Inserting/Changing the Dies
- Place the die head with numbers facing up.
- Move throwout lever to OPEN position (Figure 5).
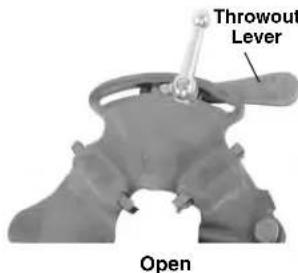
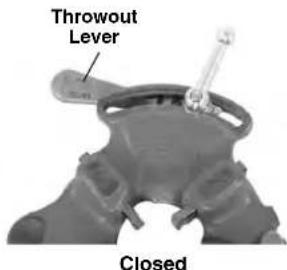
Figure 5 – Open/Closed Lever Position
3 Loosen clamp lever approximately three turns.
4. Lift tongue of washer out of slot in size bar. Move washer to end of slot (Figure 6).
5. Remove dies from the die head.
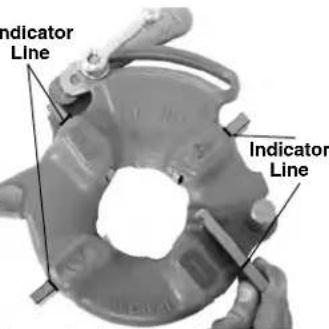
Figure 6 – Inserting Dies
- Insert appropriate dies into the die head, numbered edge up until the indicator line is flush with the edge of the die head (see Figure 6). Numbers on the dies must correspond with those on the die head slots. Always change dies as sets – do not mix dies from different sets.
- Move link index mark to align with desired size mark on size bar. Adjust die insertion as needed to allow movement. Washer tongue should be in slot to left.
- Tighten clamp lever.
Adjusting Thread Size
-
Install the die head move the die head into threading position.
-
Loosen clamp lever.
-
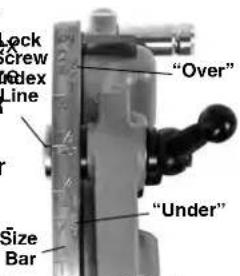
Start with link index mark a ligned with desired size mark on size bar. On Bolt die heads, set link mark at line in size bar. For bolt threads with Universal die head, set all bolt dies at BOLT line on size bar (Figure 7). Link Index
-
If thread size needs to be adjusted, set the link index mark slightly off the mark on size bar in the direction of OVER (larger diameter thread, less turns of fitting engagement) or UNDER (smaller thread diameter, more turns of fitting engagement) markings.
-
Tighten clamp lever.

Figure 7 – Adjusting Thread Size
Opening the Die Head at the End of the Thread
At the end of the thread:
- Pipe Threads – End of threaded pipe is flush with the end of the number 1 die.
- Bolt Threads – Thread the desired length – watch closely for any interference between the parts.
Move the throwout lever to the OPEN position, retracting dies.
Self-Opening Die Heads
The Model 815A Die Heads are self-opening die heads. For 12 " through 2" pipe sizes, a trigger can be used to open the diehead when the thread is complete. For 18 " to 38 " sizes, and if desired for the other sizes, the die head is manually opened when the thread is complete.
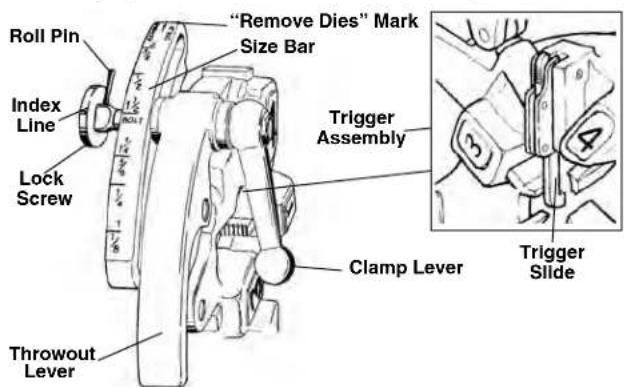
Figure 8 – Universal Self-Opening Die Head
Inserting/Changing the Dies
-
Place the die head with numbers facing up.
-
Make sure the trigger assembly is released and die head OPEN by pulling the trigger slide away from the die head. Stay clear of the spring loaded Throwout Lever while releasing trigger assembly.
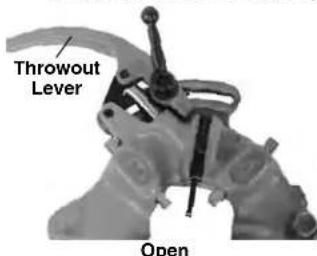
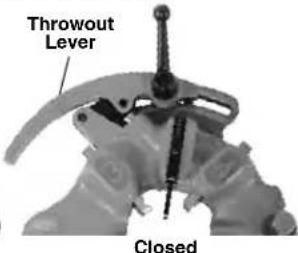
Figure 9 – Open/Closed Position
-
Loosen clamp lever ap proximately six full turns.
-
Pull lock screw out of size bar slot so roll pin will by pass slot. Position size bar so that the index line on lock screw is a ligned with the RE MOVE DIES mark.
-
Remove dies from the die head.
Insert appropriate dies in the die head, numbered edge up until the indicator line is flush with the edge of the die head (see Figure 10). Numbers on the dies must cor respond with those on the die head slots. Always change dies as sets – do not mix dies from different sets.
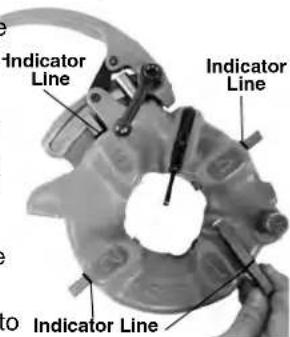
Figure 10 – Inserting Dies
-
Move size bar so in dex line on lock screw is a ligned with desired size mark. Adjust die insertion as needed to allow movement.
-
Make sure roll pin points to ward REMOVE DIES mark.
-
Tighten the clamp lever.
Adjusting Thread Size
-
Install the die head and move the die head into threading position.
-
Loosen clamp lever.
-
Position size bar so index line on lock screw is aligned with desired size mark on size bar.
-
If thread size needs to be adjusted, set the lock screw indeg line slightly off the mark on size bar in the direction of OVER (larger dia meter thread, less turns of fitting engagement) or UNDER (smaller thread diameter, more turns of fitting engagement) markings.
- Tighten clamp lever.
Figure 11 – Adjusting Thread Size
Trigger Slide Adjustment
Position the Trigger Slide for the size of pipe being threaded (see Figure 12).
- 1/2'' and 3/4'' - End of pipe should hit foot of Trigger Slide. 1" thru 2"
- 1" to 2" – End of pipe should hit pipe hit this the shank of the Trigger Slide. surface
For
- 1/8" , 1/4" and 3/8" pipe
- Longer or shorter threads
- Bolt threading
Push trigger slide up and out of the way. Die head must be opened manually.
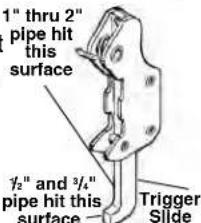
Figure 12 – Setting the Trigger
Opening the Die Head at the End of the Thread
When using trigger it will contact the end of pipe, causing the die head to automatically open. Stay clear of the spring loaded Throwout Lever when it releases.
To open the die head manually (with trigger slide up), at the end of the thread:
- Tapered Pipe Threads – End of pipe is flush with the end of the number 1 die.
- Bolt and Straight Threads – Thread the desired length – watch closely for any interference between the parts.
Move the throwout lever to the OPEN position, retracting dies.
Semi-Automatic Die Heads include Model 816/817 NPT (RH) die heads. The Semi-Automatic Die Heads can be quickly adjusted from size to size and are manually opened and closed for user specified thread length.
Inserting/Changing the Dies
1 Place the die head with numbers facing up.
2. Depress handle so that cam plate rests against the change die stop (Figure 13). The cam plate/handle assembly is spring loaded and will move when depressed.
3. Pull the plunger knob and rotate the handle and cam plate counter-clockwise until it stops.
4. Remove dies from the die head.
5. Insert appropriate dies into the die head, numbered edge up until the indicator line is flush with the edge of the diehead (see Figure 14). Numbers on the dies
must correspond with those on the die head slots. Always change dies as sets – do not mix dies from different sets.
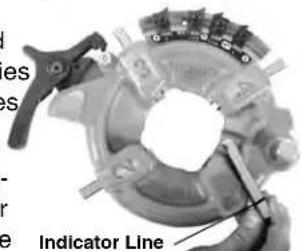
Figure 14 – Inserting Dies
- Rotate the handle clockwise so that the plunger knob is flush against the die head.
Adjusting Thread Size
1 Install the die head and move the die head into threading position.
2 Loosen the screw for the position block for desired pipe size.
3 Start with the position block index line on the middle size bar mark.
4 If thread size needs to be adjusted, set the index line slightly off the mark on size bar in the direction of the handle for larger diameter thread, (less turns of fitting engagement) or away from handle for smaller thread diameter (more turns of fitting engagement).
5 Securely tighten the position block screw.
6 Always make sure position block type matches (Figure 15).
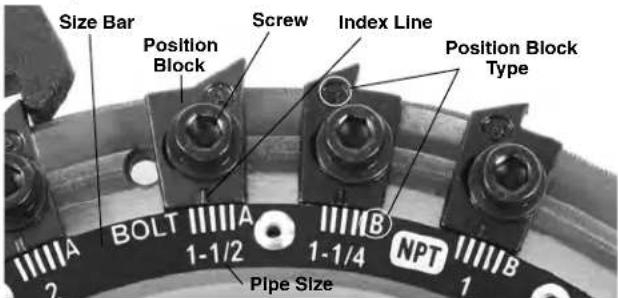
Figure 15 – Adjusting Thread Size
Opening the Diehead at the end of the Thread
When the end of the pipe is flush with the end of the number 1 die, press the handle to open die head and retract the dies. Do not run machine in reverse (REV) with dies engaged.
Operating Instructions
WARNING

natural_image
Five black-and-white icons representing different workplace safety symbols: a bird, no hand, gear, cleaning tools, and open book (no text or labels)Do not wear gloves or loose clothing. Keep sleeves and jackets buttoned. Loose clothing can become entangled in rotating parts and cause crushing and striking injuries.
Keep hands away from rotating pipe and parts. Stop the machine before wiping threads or screwing on fittings. Do not reach across the machine or pipe. To prevent entanglement, crushing or striking injuries, allow machine to come to a complete stop before touching the pipe or machine chucks.
Do not use this machine to make or break (tighten or loosen) fittings. This can cause striking or crushing injuries.
Do not use a threading machine without a properly operating foot switch. Never block a foot switch in the ON position so that it does not control the threading machine. A foot switch provides better control by letting you shut off the machine motor by removing your foot. If entanglement should occur and power is maintained to the motor, you will be pulled into the machine. This machine has high torque and can cause clothing to bind around your arm or other body parts with enough force to crush or break bones or cause striking or other injuries.
One person must control both the work process and the foot switch. Do not operate with more than one person. In case of entanglement, the operator must be in control of the foot switch.
Follow operating instructions to reduce the risk of injury from entanglement, striking, crushing and other causes.
- Make sure that machine and work area is properly set up and that the work area is free of bystanders and other distractions. The operator should be the only person in the barricaded area while the machine is operated.
The cutter, reamer and die head should be up away from the operator, do not place in the operating position. Make sure they are stable and will not fall in the work area.
Fully open the chucks of the threading machine. For Manual Chuck machines, turn the front chuck handwheel clockwise (see Figure 16). For Auto Chuck machines, move the REV/OFF/FOR (2/0/1) Switch to the REV (2) position, depress and release the foot switch.
-
Insert pipe shorter than 2' (0,6 m) from the front of the machine. Insert longer pipes through either end so that the longer section extends out beyond the rear of the threading machine. Confirm that pipe stands are properly placed.
-
If needed, mark the pipe. Place pipe so that the area to be cut or end to be reamed or threaded is approximately 4" (100 mm) from the front of the chuck. If closer, the carriage may strike the machine during threading and damage the machine.
-
Chuck the pipe.
For Manual Chuck machines: Turn the rear centering device counterclockwise (viewed from rear of machine) to close down onto pipe. Make sure that the pipe is centered in the jaws. This improves pipe support and gives better results.
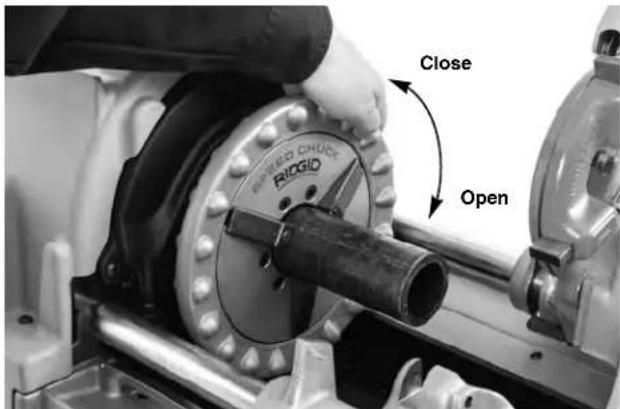
Figure 16 – Chucking Pipe
Turn the front chuck handwheel counterclockwise (viewed from front of machine Figure 16) to close
down onto pipe. Make sure that the pipe is centered in the inserts. Use repeated and forceful counterclockwise spins of the handwheel to secure the pipe in front chuck.
For Auto Chuck machines: Move the REV/OFF/ FOR (2/0/1) Switch to the FOR (1) position and step on the foot switch. The machine will automatically center and grip the pipe or stock. If pipe is chucked off center, run the machine in REV to release and re-chuck. Do not handle rotating pipe. Auto chuck machines only grip pipe when rotating.
-
Assume a proper operating position to help maintain control of the machine and pipe (See Figure 17).
-
Stand on the REV/OFF/FOR Switch side of the machine with convenient access to the tools and switch.
- Be sure that you can control the foot switch. Do not step on foot switch yet. In case of emergency, you must be able to release the foot switch.
- Be sure that you have good balance and do not have to overreach.

natural_image
Man operating a machine tool on a workbench (no visible text or symbols)Figure 17 – Operating Position
Changing Operating Speeds
535 Threading machines come in single and multiple speed versions. Any speed may be used for cutting and reaming.
Threading Speed Selection
- Up to 36 RPM – Suitable for threading up to 2" pipe,
bolt threading, high torque applications like stainless steel and high hardness material.
- 46 RPM – Suitable for threading up to 2" pipe. High Speed Dies are recommended.
- 54 and 58 RPM – Suitable for threading up to ^4 1 pipe. High Speed Dies are recommended.
- Higher than 58 RPM – Not suitable for threading. Use for cutting and reaming only.
If the machine stalls while operating, immediately release foot switch and change to low speed. Do not change speed while cutting, reaming or threading.
If equipped with a shifter (see Figure 18), to shift:

Figure 18 - 535 Shifter
- Pull the shifter knob out.
- Move the shifter to the desired speed position and release the knob into detent.
If shifter cannot be moved, leave in current speed setting. Depress and release the foot switch, allow the machine to come to a full stop and try shifting again. Do not shift while the machine is rotating.
400 Volt three phase 535 machines can be operated in 35 or 70 rpm. This is controlled by the machine switch, which is marked 2-1-0-1-2. 0 is the OFF position, 1 is 35 rpm (Forward and Reverse), 2 is 70 rpm (Forward and Reverse). See Figure 19.
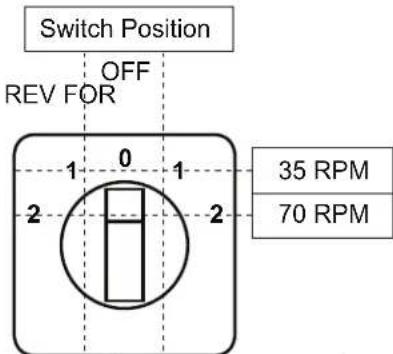
Figure 19 - 400 V 3 phase Speed and Direction Control
Cutting with No. 820 Cutter
- Open cutter by turning the feed screw counterclockwise. Lower the cutter into cutting position. Align the cutter wheel with the mark on pipe. Cutting threaded or damaged sections of pipe can damage the cutter wheel.
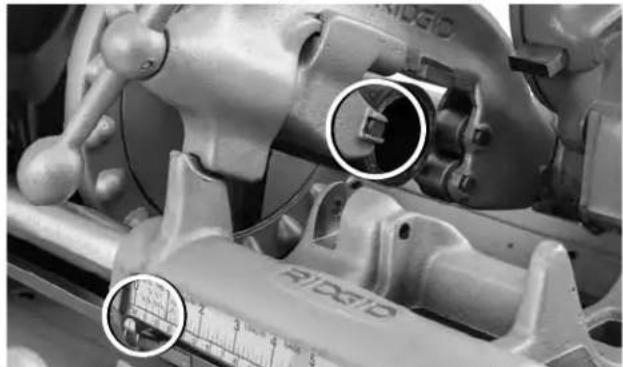
Length Gauge Use – Place cutting wheel blade against the end of pipe and set length gauge pointer to "0" (Figure 20A). Raise cutter and turn carriage handwheel until the pointer is at the length desired. Lower the cutter into cutting position. See Figure 20B.
natural_image
Close-up of a mechanical component with circular annotations highlighting features, including a magnified inset showing measurement scale (no readable text or symbols)Figure 20A – Cutter Wheel Blade Against End of Pipe. Set Pointer to Zero (0)

Figure 20B – Length Gauge Pointer At Desired Length
- Tighten the cutter feed screw handle to bring the cutter wheel firmly in contact with the pipe while keeping the cutter wheel aligned with the mark on pipe.
- Move the REV/OFF/FOR Switch to the FOR position.
- With both hands, grasp the pipe cutter feed handle.
- Depress the foot switch.
- Tighten the feed screw handle one-half turn per rotation of the pipe until the pipe is cut. More aggressive tightening of the handle reduces cutter wheel life and increases burr formation. Do not support the pipe
by hand. Let the cut off piece be supported by the threading machine carriage and pipe stand.

natural_image
Close-up of hands assembling a high-speed engine component (no visible text or symbols)Figure 21 – Cutting Pipe with Cutter
- Remove foot from the foot switch.
8 Move the REV/OFF/FOR Switch to the OFF position. - Raise the cutter into position up away from the operator.
Reaming with No. 341 Reamer
- Move the reamer into reaming position. Make sure that it is securely positioned to prevent it from moving during use.
- Extend reamer by releasing latch and sliding the reamer towards pipe until the latch engages.
- Move the REV/OFF/FOR (2/0/1) Switch to the FOR (1) position.
- With both hands, grasp the carriage handwheel.
- Depress the foot switch.
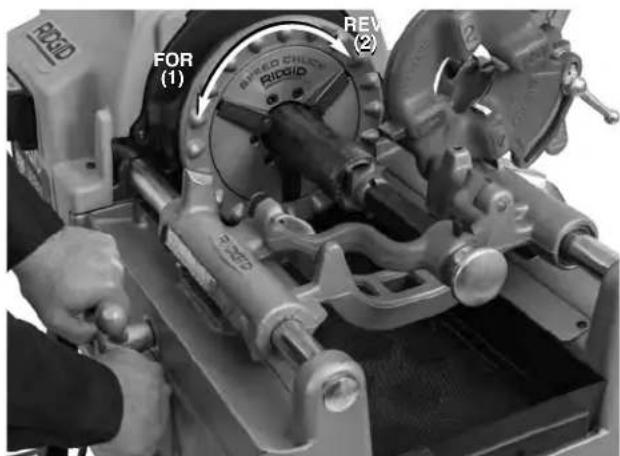
Figure 22 – Reaming Pipe with Reamer, Machine Rotation
- Turn carriage handwheel to move the reamer to the
end of the pipe. Apply slight pressure to the hand-wheel to feed the reamer into pipe to remove the burr as desired.
-
Remove foot from the foot switch.
-
Move the REV/OFF/FOR Switch to the OFF position.
-
Retract the reamer by releasing latch and sliding the reamer away from pipe until the latch engages.
-
Move reamer up away from the operator.
Threading Pipe
Due to differing pipe characteristics, a test thread should always be performed before the first thread of the day or when changing pipe size, schedule or material.
-
Lower the die head into the threading position. Confirm that the dies are correct for the pipe being threaded and properly set. See the Die Head Set-Up and Use section for information on changing and adjusting dies.
-
If needed, chose a correct operating speed for the application. See Changing operating Speeds section.
-
Move the REV/OFF/FOR Switch to the FOR position.
-
With both hands, grasp the carriage handwheel.
-
Depress the foot switch.
-
Confirm cutting oil flow through the die head. Current 535 Threading Machines use through head oiling. Machines made prior to 1996 have an oil spout which must be swung to the down position to flood dies with oil.
natural_image
Close-up of a mechanical assembly with visible components and tools (no readable text or symbols)Figure 23 – Threading Pipe
-
Turn carriage handwheel to move the die head to the end of pipe. Apply slight force to the handwheel to start the die head onto the pipe. Once the die head starts threading, no more force is required on the carriage handwheel.
-
Keep your hands away from the rotating pipe. Make sure the carriage does not hit the machine. When the thread is complete, open the die head (if the die head does not open automatically). Do not run machine in Reverse (REV) with dies engaged.
- Remove foot from the foot switch.
- Move the REV/OFF/FOR Switch to the OFF position.
- Turn the carriage handwheel to move the die head past the end of the pipe. Raise the die head into position up away from the operator.
- Remove the pipe from the machine and inspect the thread. Do not use the machine to tighten or loosen fittings on the thread.
Threading Bar Stock/Bolt Threading
Bolt threading is similar to the pipe threading process. The stock diameter should never exceed the thread major diameter.
When cutting bolt threads, the correct dies and die head must be used. Bolt threads may be cut as long as needed, but make sure the carriage does not hit the machine. If long threads are required:
- At the end of carriage travel, leave the diehead closed, remove foot from the foot switch and move the REV/ - OFF/ FOR Switch to the OFF position.
- For Manual Chuck machines: Open the chuck and move the carriage and workpiece to the end of the machine. Re-chuck the rod and continue threading.
- For Auto Chuck machines: Move the REV/OFF/FOR Switch in the REV position and tap the foot switch to release the workpiece. Slide the carriage and workpiece to the end of the machine. Re-chuck the rod and continue threading.
Left Hand Threading
Cutting left hand threads is similar to the right hand threading process. To cut left hand threads left hand threading kit, left hand die heads and dies are required. For reaming with the machine in reverse a Model E-863 Reamer Cone (cat# 46660) is required.
- For 535 Manual Chuck machines: Install the left hand threading kit (Cat# 96517) as per the kit instructions to allow oil flow in REV. (535 Threading Machines made prior to 2001 do not require the kit).
- For 535 Auto Chuck machines: Install the 535 Automatic Reversing Valve Kit (Cat# 12138) as per kit instructions to allow oil flow in REV. The kit includes a selector for LH or RH oil flow. See Figure 24.

Figure 24 – LH or RH Oil Flow Selector
Left hand threading requires the chuck jaws to grip the pipe during REV rotation of the machine.
a. Make sure that the REV/OFF/FOR (2/0/1) switch is in the OFF (0) position and the cord is unplugged from the outlet.
b. Remove rear cover. Loosen cover screws and rotate cover to remove (Figure 25A).
c. Remove E-clips and rear pivot rod support (Figure 25B).
d. Position the rear pivot rod support so that pin faces outward and reinstall (Figure 25B).
e. Reinstall retaining E-clips and rear cover.
f. With the machine completely reassembled and the chuck cover installed, place the REV/OFF/FOR in the FOR position to open the chuck in preparation to left hand thread. In this configuration, the machine can be used for both Left Hand and Right Hand threading, depending on whether FOR or REV is used to open the empty chuck.
g. To convert back to Right Hand threading only, turn over the rear pivot rod support so that pin faces inward and reinstall (Figure 25B).
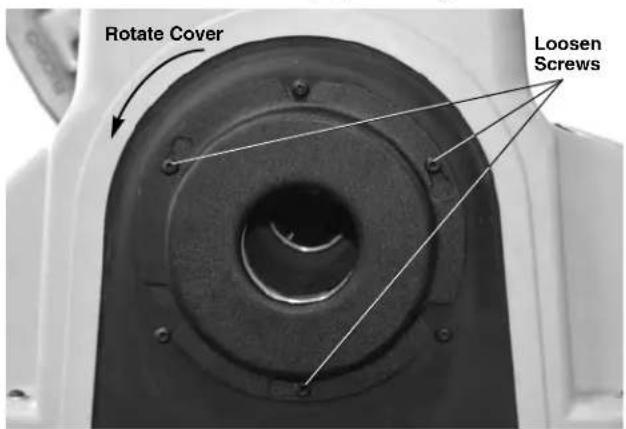
Figure 25A – Removing Rear Cover
L.H. & R.H. Threading

R.H. Threading
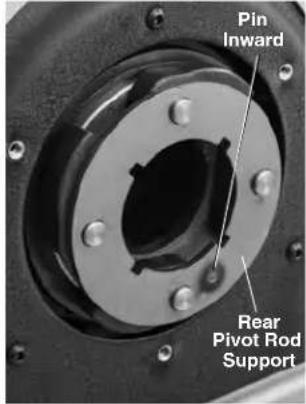
Figure 25B – Rear Pivot Rod Support - Pin Placement
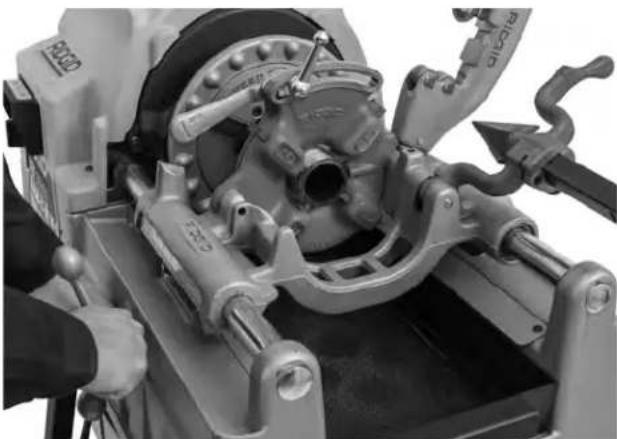
- Place a 5/16" pin 2" long through the holes in carriage rest and left hand die head to retain in place (see Figure 26).
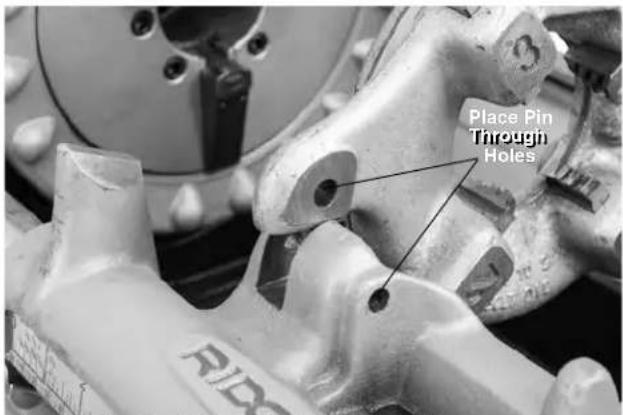
Figure 26 - Retaining LH Die Head in Place
- Threading will be done with the REV/OFF/FOR switch in the REV position. For the Auto Chuck machines, the chuck operation will be reversed – the chuck will close down and grip pipe in REV and open in FOR.
Removing Pipe from the Machine
- Un-chuck the pipe.
For Manual Chuck machines: With the REV/OFF/FOR Switch in OFF position and the pipe stationary, use repeated and forceful clockwise spins of the handwheel to loosen the pipe in the chuck. Open the front chuck and the rear-centering device. Do not reach into chuck or centering device.
For Auto Chuck machines: Move the REV/ OFF/ FOR (2/0/1) Switch to the REV (2) position. Press and release the foot switch, the machine will release the pipe. Move the REV/OFF/FOR Switch to the OFF (0) position.
- Firmly grip the pipe and remove from the machine. Carefully handle the pipe as the thread may still be hot and there may be burrs or sharp edges.
Inspecting Threads
- After removing the pipe from the machine, clean the thread.
- Visually inspect thread. Threads should be smooth and complete, with good form. If issues such as thread tearing, waviness, thin threads, or pipe out-of roundness are found, the thread may not seal. Refer to the Troubleshooting Chart for help in diagnosing these issues.
-
Inspect the size of the thread.
-
The preferred method of checking thread size is with a ring gauge. There are various styles of ring gauges, and their usage may differ from that shown here.
- Screw ring gauge onto the thread hand tight.
- Look at how far the pipe end extends through the ring gage. The end of the pipe should be flush with the side of the gauge plus or minus one turn. If thread does not gauge properly, cut off the thread, adjust the die head and cut another thread. Using a thread that does not gauge properly can cause leaks.
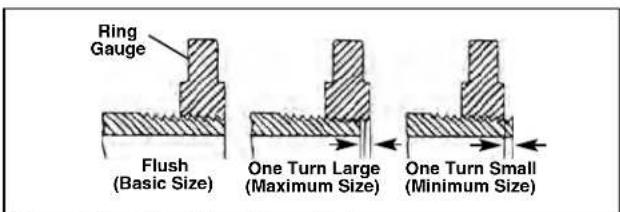
Figure 27 - Checking Thread Size
- If a ring gauge is not available to inspect thread size, it is possible to use a new clean fitting representative of those used on the job to gauge thread size. For 2" and under NPT threads, the threads should be cut to obtain 4 to 5 turns to hand tight engagement with the fitting and for BSPT it should be 3 turns.
- See Adjusting Thread Size under Die Head Set-Up and Use heading to adjust thread size.
- Test the piping system in accordance with local codes and normal practice.
Preparing Machine for Transport
-
Make sure that the REV/OFF/FOR switch is in the OFF position and the cord is unplugged from the outlet.
-
Clean the chips and other debris from the chip tray. Remove or secure all loose equipment and material from the machine and stand prior to moving to prevent falling or tipping. Clean up any oil or debris on the floor.
- Place the cutter, reamer and die head in the operating position.
- Coil up the power cord and foot switch cord. If needed, remove the machine from the stand.
- Use care in lifting and moving, follow stand instructions. Be aware of the machine weight.

natural_image
Ridgid 535 series milling machine on a wheeled cart (no visible text or symbols on the device body)Figure 28 – Machine prepared for Transport
Maintenance Instructions
WARNING
Make sure that the REV/OFF/FOR Switch is in the OFF position and the machine is unplugged before performing any maintenance or making any adjustments.
Maintain threading machine according to these procedures to reduce the risk of injury from electrical shock, entanglement and other causes.
Cleaning
After each use, empty the threading chips from the chip tray and wipe out any oil residue. Wipe oil off exposed surfaces, especially areas of relative motion like the carriage rails.
If the jaw inserts do not grip and need to be cleaned, use a wire brush to remove any build up of pipe scale, etc.
Top Cover Removal/Installation
The top cover is retained by fasteners at each corner. The fasteners are secured to the cover to prevent loss. Do not operate the threading machine with cover off.
Lubrication
On a monthly basis (or more often if needed) lubricate all exposed moving parts (such as carriage rails, cutter wheels, cutter feed screw, jaw inserts and pivot points) with a light lubricating oil. Wipe off any excess oil from exposed surfaces.
Every 2-6 months, depending on usage, remove top cover and use grease gun to apply Lithium based EP (Extreme Pressure) grease to the shaft bearing grease fittings (Figure 29). Apply a small amount of grease to the exposed drive gear teeth.
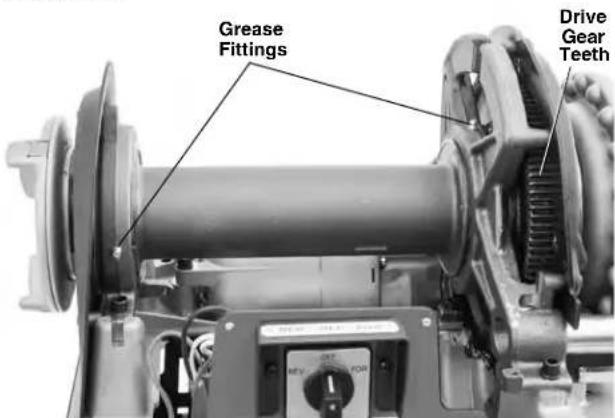
Figure 29 – Lubrication Points
Do not operate the threading machine with cover off. Always replace cover immediately after lubricating machine.
Oil System Maintenance
Slide the chip tray out.
Keep oil filter screen clean for sufficient oil flow. Oil filter screen is located in the bottom of oil reservoir. Loosen the screw that secures filter to base, remove filter from oil line and clean. Do not operate machine with oil filter screen removed.
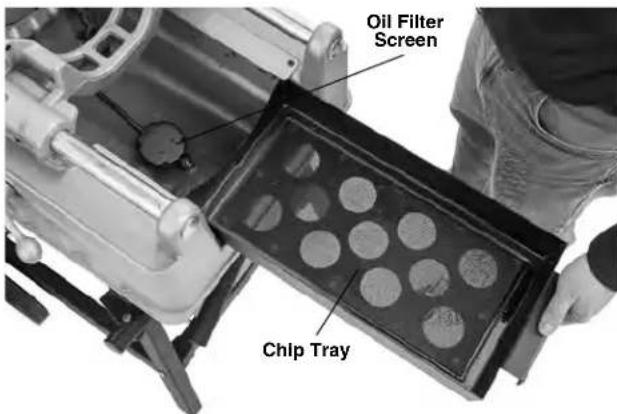
Figure 30 - Removing Chip Tray
Replace thread cutting oil when it becomes dirty or contaminated. To drain the oil, position a container under drain plug at end of reservoir and remove plug. Clean build up from the bottom of the reservoir. Use RIDGID Thread Cutting Oil for high quality threads and maximum die life. Reservoir in the base will hold approximately 7 qt (6,6 l) of thread cutting oil.
The oil pump should self-prime if the system is clean. If it does not, this indicates that the pump is worn and should be serviced. Do not attempt to prime the pump.
Priming the Model A Oil Pump
Current 535 threading machines use self-priming pumps. Machines made prior to June 1, 1996 have the Model A oil pump and may require priming.
WARNING RIDGID Model 535, 500 and 500A
Thread ing Machines equipped with a Model A oil pump should have an oil pump priming port tube extension and a top cover access hole to allow the oil pump to be primed without removing the top cover of the machine. This reduces the risk of injury from contacting the internal gearing of the machine. If your pre-1996 machine does not have a priming port tube extension and access hole in the top cover, we strongly recommend that they be added. Contact Ridge Tool Technical Service Department at rttechservices@emerson.com, or (800) 519-3456 regarding a retrofit policy.
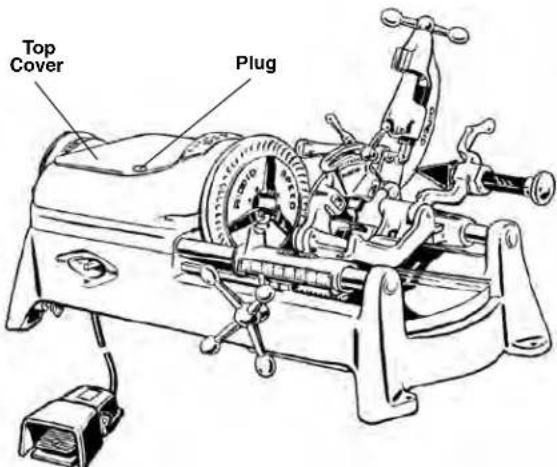
Figure 31 – Priming Model A Pump
To prime the Model A Pump:
- Remove plug cover located on top cover.
- Remove plug through opening.
- Fill pump with oil.
- Replace plug and plug cover before starting machine or pump will drain itself immediately.
NOTE! If machine must be primed on a frequent basis, it is an indication that the pump is in need of repair.
Replacing No. 820 Cutter Wheel
If the cutter wheel becomes dull or broken, push cutter wheel pin out of frame and check for wear. If needed replace pin, and install new Cutter Wheel (see RIDGID catalog). Lubricate pin with light lubricating oil.
Jaw Replacement (Auto Chuck Machines)
When teeth on jaw become worn and fail to hold pipe or rod during operation, flip jaws to unused side or replace entire set of jaws.
- Loosen all three front cover mounting screws and remove the front cover. Mounting screws are retained to front cover.
- Remove retaining rings and remove front pivot rod support.
- Remove jaws from the drive shaft. Flip over to unused side or replace with new jaws. Make sure keys are installed.
Confirm that connection links and jaws are in proper orientation (Figure 32 inset).
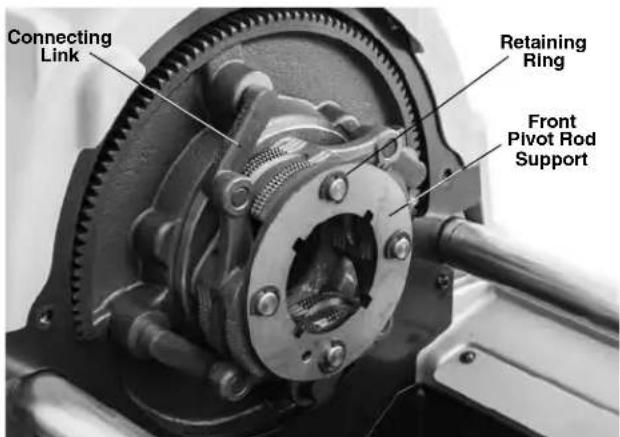

Figure 32 – Changing Auto Chuck Machine Jaws
- Reverse process to assemble.
Replacing Jaw Inserts (Manual Chuck Machines)
If Jaw inserts are worn out and do not grip pipe, they need to be replaced.
- Place screwdriver in insert slot and turn 90 degrees in either direction. Remove insert (Figure 33).
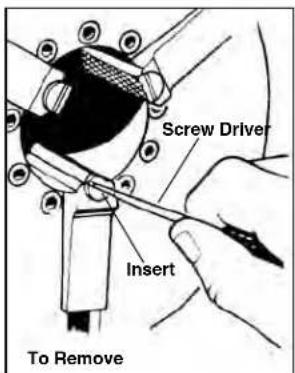
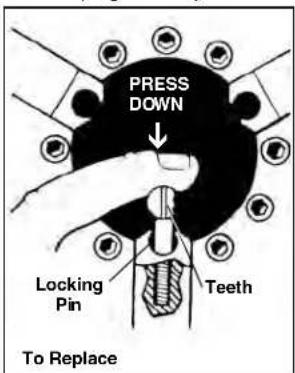
Figure 33 – Replacing Jaw Inserts
-
Place insert sideways on locking pin and press down as far as possible (Figure 33).
-
Hold insert down firmly, and with screwdriver, turn so teeth face up.
Replacing Carbon Brushes (Universal Motor Units)
Check motor brushes every 6 months. Replace when worn to less than 12 ".
-
Unplug the machine from power source.
-
Remove the top cover.

Figure 34 – Removing Motor Cover/Changing Brushes
-
Unscrew brush caps (both top and bottom of motor). Remove and inspect brushes. Replace when worn to less than 12 ". Inspect the commutator for wear. If excessively worn, have machine serviced.
-
Re-install brushes/install new brushes. Reassemble unit. Install all covers before operating machine.
V-Belt Tension/Replacement (Induction Motor Units)
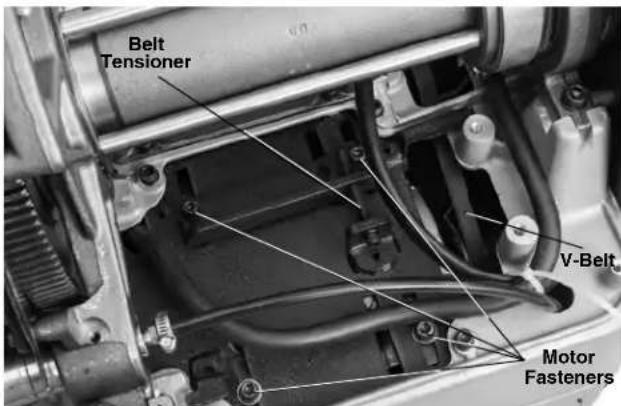
Figure 35 – Belt Tensioning
When lubricating the grease fittings, check v-belt tension. Apply moderate finger force (about 4 pounds (2 kg)) to the midpoint of the belt. Belt should deflect approximately 1/8" (3mm) (Figure 35).
-
Loosen the four fasteners that hold the motor to the motor bracket.
-
If changing the belt, loosen the belt tensioner. Slide the motor toward the pulley. Remove and replace the belt.
-
Tighten the belt tensioner.
-
Make sure the pulleys are aligned and confirm that the belt is properly tensioned. Tighten the 4 fasteners that hold the motor to the motor bracket.
Optional Equipment
WARNING
To reduce the risk of serious injury, only use equipment specifically designed and recommended for use with the RIDGID 535 Manual Chuck/535 Auto Chuck Threading Machines.
| CatalogNo. | Model Description | |
| 42365 | 341 Reamer | |
| 42390 | 820 Wheel | -Type Cutter |
| 41620 | Gearhead | Motor Grease |
| Die Heads | ||
| 42485 | 4U | Die Head Rack |
| 42490 | 6U | Die Head Rack |
| 97065 | 811A | Quick-Opening Die Head NPT RH |
| 97075 | 815A | Self-Opening Die Head NPT RH |
| 23282 | 842 Quick | -Opening Die Head NPT LH |
| 97070 | 811A | Quick-Opening Die Head BSPT RH |
| 97080 | 815A | Self-Opening Die Head BSPT RH |
| 97045 | 531 Quick | -Opening Bolt Die Head RH/LH 1⁄4" to 1" |
| 97050 | 532 Quick | -Opening Bolt Die Head RH/LH 1 1/8" to 2" |
| 84537 | 816 Semi | -Automatic Die Head 1/8" to 3⁄4" |
| 84532 | 817 Semi | -Automatic Die Head 1" to 2" |
| Threader Stands | ||
| 92457 | 100A | Universal Leg & Tray Stand |
| 92462 | 150A | Universal Wheel & Tray Stand |
| 92467 | 200A | Universal Wheel & Cabinet Stand |
| Nipple Chucks | ||
| 51005 | 819 Nipple | Chuck 1⁄2" to 2" NPT |
| 68160 | 819 Nipple | Chuck 1⁄2" to 2" BSPT |
| For 535 Manual Chuck Machines Only | ||
| 96517 | MJ-1 | 535 Left Hand Threading Kit |
| 97365 | - | Jaw Inserts for Coated Pipe |
| For 535 Auto Chuck Machines Only | ||
| 12138 | 535A | Left Hand Threading Kit |
| 94017 | Front Jaw | |
| 35867 | 839 Adapter | Kit for 819 Nipple Chuck |
For a complete listing of RIDGID equipment available for the 535 Manual Chuck/535 Auto Chuck
Threading Machines, see the Ridge Tool Catalog online at RIDGID.com or call Ridge Tool Technical Service Department (800) 519-3456, from the U.S. and Canada.
Thread Cutting Oil Information
Read and follow all instructions on the threading oil label and Safety Data Sheet (SDS). Specific information about RIDGID Thread Cutting Oils, including Hazard Identification, First Aid, Fire Fighting, Accidental Release Measures, Handling and Storage, Personal Protective Equipment, Disposal and Transportation, is included on the container and SDS. SDS is available at RIDGID.com or by contacting Ridge Tool Technical Service Department at (800) 519-3456 in U.S. and Canada or rttechservices@emerson.com.
Machine Storage
WARNING The Threading Machines must be kept indoors or well covered in rainy weather. Store the machine in a locked area that is out of reach of children and people unfamiliar with threading machines. This machine can cause serious injury in the hands of untrained users.
Service And Repair
WARNING
Improper service or repair can make machine unsafe to operate.
The “Maintenance Instructions” will take care of most of the service needs of this machine. Any problems not addressed by this section should only be handled by an authorized RIDGID service technician.
Tool should be taken to a RIDGID Independent Service Center or returned to the factory. Only use RIDGID service parts.
For information on your nearest RIDGID Independent Service Center or any service or repair questions:
- Contact your local RIDGID distributor.
- Visit RIDGID.com to find your local RIDGID contact point.
- Contact Ridge Tool Technical Service Department at rttechservices@emerson.com, or in the U.S. and Canada call (800) 519-3456.
Disposal
Parts of the Threading Machine contain valuable materials and can be recycled. There are companies that specialize in recycling that may be found locally. Dispose of the components and any waste oil in compliance with all applicable regulations. Contact your local waste management authority for more information.

For EC Countries: Do not dispose of electrical equipment with household waste!
According to the European Guideline 2012/ - 19/ EU for Waste Electrical and Electronic Equipment and its implementation into national legislation, electrical equipment that is no
longer usable must be collected separately and disposed of in an environmentally correct manner.
Troubleshooting
| PROBLEM POSSIBLE REASONS SOLUTION | ||
| Torn threads. | Damaged, chipped or worn out dies. | Replace dies. |
| Incorrect cutting oil. | Only use RIDGID® Thread Cutting Oil. | |
| Dirty or contaminated oil. | Replace the RIDGID® Thread Cutting Oil. | |
| Die head not properly aligned with pipe. | Clean chips, dirt or other foreign material from between die head and carriage. | |
| Improper pipe. | Recommend using with black or galvanized steel pipe. | |
| Pipe wall too thin – use schedule 40 or heavier pipe. | ||
| Die head not properly set. | Adjust die head to give proper size thread. | |
| Carriage not moving freely on rails. | Clean and lubricate carriage rails. | |
| Out-of-round or crushed threads. | Die head set undersize. | Adjust die head to give proper size thread. |
| Pipe wall thickness too thin. | Use schedule 40 or heavier pipe. | |
| Thin threads. | Dies inserted into head in wrong order. | Put dies in proper position in die head. |
| Forcing carriage feed handle during threading. | Once dies have started thread, do not force car-riage feed handle. Allow carriage to self-feed. | |
| Die head cover plate screws are loose. | Tighten screws. | |
| No cutting oil flow. | Low or no cutting oil. | Fill oil reservoir. |
| Machine set up for Left Hand Threading. | See section on Left Hand Threading. | |
| Oil Screen Plugged. | Clean Screen. | |
| Die head not in the threading (DOWN) position. | Move die head to the threading position. | |
| Machine will not run. | Motor brushes worn out. | Replace brushes. |
| Motor running but machine will not work. | V-belt loose. | Tighten the v-belt. |
| Worn out v-belt. | Replace the v-belt. | |
| Pipe slips in jaws. | Jaw inserts loaded with debris. | Clean jaw inserts with wire brush. |
| Jaws inserts worn out. | Replace jaw inserts. | |
| Pipe not properly centered in jaw inserts. | Make sure pipe is centered in jaw inserts, use the rear centering device. | |
| Chuck not tight on pipe (535M). | Use repeated and forceful spins of the hammer wheel to tighten speed chuck. | |
| Chuck not tight on pipe (535A) | 535A chuck only grips when rotating. | |
| Confirm connecting links and jaws are assembled in proper orientation (see Jaw Replacement, Maintenance section). | ||
| Brake assembly not properly adjusted (535A). | Take machine for service. | |
Figure 16 – Mandrinage du tuyau
natural_image
Man operating a machine tool on a wheeled platform (no visible text or symbols)natural_image
Close-up of a mechanical component with circular annotations highlighting features, including a ruler and magnified inset (no readable text or symbols)natural_image
Close-up of hands operating a Riddie brand brake caliper assembly (no visible text or symbols)natural_image
Close-up of a mechanical assembly with no visible text or symbolsFigure 23 – Filetage des tuyaux
natural_image
Ridgid industrial machine with wheels and control panel (no visible text or symbols on the device itself)natural_image
Ridgid industrial milling machine on a wheeled cart, no visible text or symbols on the device itself.
natural_image
Ridgid industrial machine with attached cart and power cord (no visible text or symbols)
ADVERTENCIA
natural_image
Man operating a manual machine on a workbench (no visible text or symbols)natural_image
Close-up of a mechanical component with circular annotations highlighting features, including a magnified inset showing measurement scale (no readable text or symbols)natural_image
Close-up of a mechanical component with a 2-inch pipe and a 100mm scale ruler, no visible text or symbols.natural_image
Close-up of hands operating a metal Riddie engine component (no visible text or symbols)natural_image
Close-up of a mechanical assembly with visible components and tools (no readable text or symbols)natural_image
RidGID 535 Series milling machine on a wheeled cart (no visible text or symbols on the machine body)Elyria, Ohio 44035-6001
U.S.A.
Ridge Tool Europe NV (RIDGID)
Schurhovenveld 4820
3800 Sint-Truiden
Belgium
EC DECLARATION OF CONFORMITY
We declare that the machines listed above, when used in accordance with the operator's manual, meet the relevant requirements of the Directives and Standards listed below.
DÉCLARATION DE CONFORMITÉ CE
DEKLARACJA ZGODNOŚCI WE
Conforms to UL 62841-1.
Certified to CSA C22.2#62841-1

Signature

Qualification: V.P. Engineering
Date: 05/01/2019
What is covered
RIDGID ^® tools are warranted to be free of defects in workmanship and material.
How long coverage lasts
This warranty lasts for the lifetime of the RIDGID® tool. Warranty coverage ends when the product becomes unusable for reasons other than defects in workmanship or material.
How you can get service
To obtain the benefit of this warranty, deliver via prepaid transportation the complete product to RIDGE TOOL COMPANY, Elyria, Ohio, or any authorized RIDGIONDEPENDENT SERVICE CENTER. Pipe wrenches and other hand tools should be returned to the place of purchase.
What we will do to correct problems
Warranted products will be repaired or replaced, at RIDGE TOOL'S option, and returned at no charge; or, if after three attempts to repair or replace during the warranty period the product is still defective, you can elect to receive a full refund of your purchase price.
What is not covered
Failures due to misuse, abuse or normal wear and tear are not covered by this warranty. RIDGE TOOL shall not be responsible for any incidental or consequential damages.
How local law relates to the warranty
Some states do not allow the exclusion or limitation of incidental or consequential damages, so the above limitation or exclusion may not apply to you. This warranty gives you specific rights, and you may also have other rights, which vary, from state to state, province to province, or country to country.
No other express warranty applies
This FULL LIFETIME WARRANTY is the sole and exclusive warranty for RIDGID ^2 products. No employee, agent, dealer, or other person is authorized to alter this warranty or make any other warranty on behalf of the RIDGE TOOL COMPANY.

Parts are available online at Store.RIDGID.com
Ridge Tool Company
400 Clark Street
Elyria, Ohio 44035-6001
U.S.A.
Ce qui est couvert





- Manual Chuck/535 Auto Chuck Threading Machines
- Table of Contents
- General Power Tool Safety Warnings
- Specific Safety Information
- Description, Specifications And Standard Equipment
- Machine Assembly
- Die Head Set-Up and Use
- Operating Instructions
- Maintenance Instructions
- WARNING!
- Safety Symbols
- DANGER
- WARNING
- CAUTION
- NOTICE
- General Power Tool Safety Warnings\*
- SAVE ALL WARNINGS AND INSTRUCTIONS FOR FUTURE REFERENCE!
- Work Area Safety
- Electrical Safety
- Personal Safety
- Power Tool Use And Care
- Service
- Threading Machines Safety Warnings
- Description
- Standard Equipment
- Mounting on Stands
- Mounting on Bench
- Pre-Operation Inspection
- Machine and Work Area Set-Up
- Removing/Installing Die Head
- Quick-Opening Die Heads
- Inserting/Changing the Dies
- Adjusting Thread Size
- Opening the Die Head at the End of the Thread
- Self-Opening Die Heads
- Trigger Slide Adjustment
- Opening the Diehead at the end of the Thread
- Follow operating instructions to reduce the risk of injury from entanglement, striking, crushing and other causes.
- Changing Operating Speeds
- Threading Speed Selection
- Cutting with No. 820 Cutter
- Reaming with No. 341 Reamer
- Threading Pipe
- Threading Bar Stock/Bolt Threading
- Left Hand Threading
- Removing Pipe from the Machine
- Inspecting Threads
- Preparing Machine for Transport
- Cleaning
- Top Cover Removal/Installation
- Lubrication
- Oil System Maintenance
- Priming the Model A Oil Pump
- WARNING RIDGID Model 535, 500 and 500A
- Replacing No. 820 Cutter Wheel
- Jaw Replacement (Auto Chuck Machines)
- Replacing Jaw Inserts (Manual Chuck Machines)
- Replacing Carbon Brushes (Universal Motor Units)
- V-Belt Tension/Replacement (Induction Motor Units)
- Optional Equipment
- Thread Cutting Oil Information
- Machine Storage
- Service And Repair
- Disposal
- ADVERTENCIA
- EC DECLARATION OF CONFORMITY
- DÉCLARATION DE CONFORMITÉ CE
- DEKLARACJA ZGODNOŚCI WE
- What is covered
- How long coverage lasts
- How you can get service
- What we will do to correct problems
- What is not covered
- How local law relates to the warranty
- No other express warranty applies
- Parts are available online at Store.RIDGID.com
- Ce qui est couvert
Brand : RIDGID
Model : 535A
Category : Machine Tool