
10190010146 - Schneidewerkzeug Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts 10190010146 Vevor als PDF.

Benutzerfragen zu 10190010146 Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schneidewerkzeug kostenlos im PDF-Format! Finden Sie Ihr Handbuch 10190010146 - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. 10190010146 von der Marke Vevor.
BEDIENUNGSANLEITUNG 10190010146 Vevor
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
RINGFRÄSER
BENUTZERHANDBUCH
MODELL: 10190010215/10190010216/10190010146
10190010213/10190010214
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten. „Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen Topmarken erzielen können, und decken nicht unbedingt alle von uns angebotenen Werkzeugkategorien ab. Wir möchten Sie freundlich daran erinnern, bei Ihrer Bestellung bei uns sorgfältig zu prüfen, ob Sie im Vergleich zu den großen Topmarken tatsächlich die Hälfte sparen.
VEVOR®
TOUGH TOOLS, HALF PRICE
RINGFRÄSER
MODELL: 10190010215/10190010216/10190010146 10190010213/10190010214

Brauchen Sie Hilfe? Kontaktieren Sie uns!
Sie haben Fragen zu unseren Produkten? Sie benötigen technischen Support? Dann kontaktieren Sie uns gerne:
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch, bevor Sie das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unserer Bedienungsanleitung vor. Das Erscheinungsbild des Produkts richtet sich nach dem Produkt, das Sie erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut informieren, wenn es Technologie- oder Software-Updates für unser Produkt gibt.
SICHERHEITSHINWEISE UND VORSICHTSMASSNAHMEN

WARNUNG:
Lesen Sie dieses Material, bevor Sie dieses Produkt verwenden. Andernfalls kann es zu schwere Verletzungen.
Sicherheitshinweise
Tragen Sie zu Ihrer Sicherheit Schutzbrille und Helm. Tragen Sie keine losen Kleidung oder Garnhandschuhe.
- Um Verletzungen der Hand zu vermeiden, verwenden Sie zum Entfernen des Chips bitte einen Haken.
- Stellen Sie vor dem Gebrauch sicher, dass der Cutter fest und sicher sitzt. Verwenden Sie den Fräser mit Beschädigung.
- Schalten Sie die Maschine sofort aus, wenn das Messer stecken bleibt.
- Schalten Sie die Stromversorgung aus, bevor Sie den Fräser austauschen und auseinandernehmen.
- Berühren Sie den Fräser nicht, wenn er in Betrieb ist.
- Die Spitze des Cutters ist hart und auch zerbrechlich. Bitte schützen Sie den Cutter, um zu verhindern, dass er Kippen.
[Die Verwendung eines Lochsägen]
Ringschneider (Kernbohrer). Er kann alle Arten von Stahl, Stahlrohren und Gussteilen schneiden.
Eisen, Edelstahl, Aluminium, Kupfer und verschiedene nichtmetallische Materialien.
[Der Typ]
| Schaft | Geeignete Magnetbohrmaschinentypen |
| Weldonschaft Anwendbar auf alle Arten von Magnetkernbohrmaschinen. Wie: CHTOOLSÿ ALFRA, RUKO, HOUGEN, Rotabroach, BDS usw. | |
| Universal Schaft (Nitto-Schaft) | Anwendbar auf alle Arten von Magnetkernbohrmaschinen, es sei denn, Fein Maschine. Wie: CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach, BDS usw. |
| Feinschaft | Gilt für Fein-Maschinen aus Deutschland |
[Anwendungsmethode]
flowchart
graph TD
A["Raw Material"] --> B["Material Component 1"]
B --> C["Material Component 2"]
C --> D["Material Component 3"]
D --> E["Material Component 4"]
E --> F["Material Component 5"]
F --> G["Material Component 6"]
G --> H["Material Component 7"]
H --> I["Material Component 8"]
I --> J["Material Component 9"]
J --> K["Material Component 10"]
K --> L["Material Component 11"]
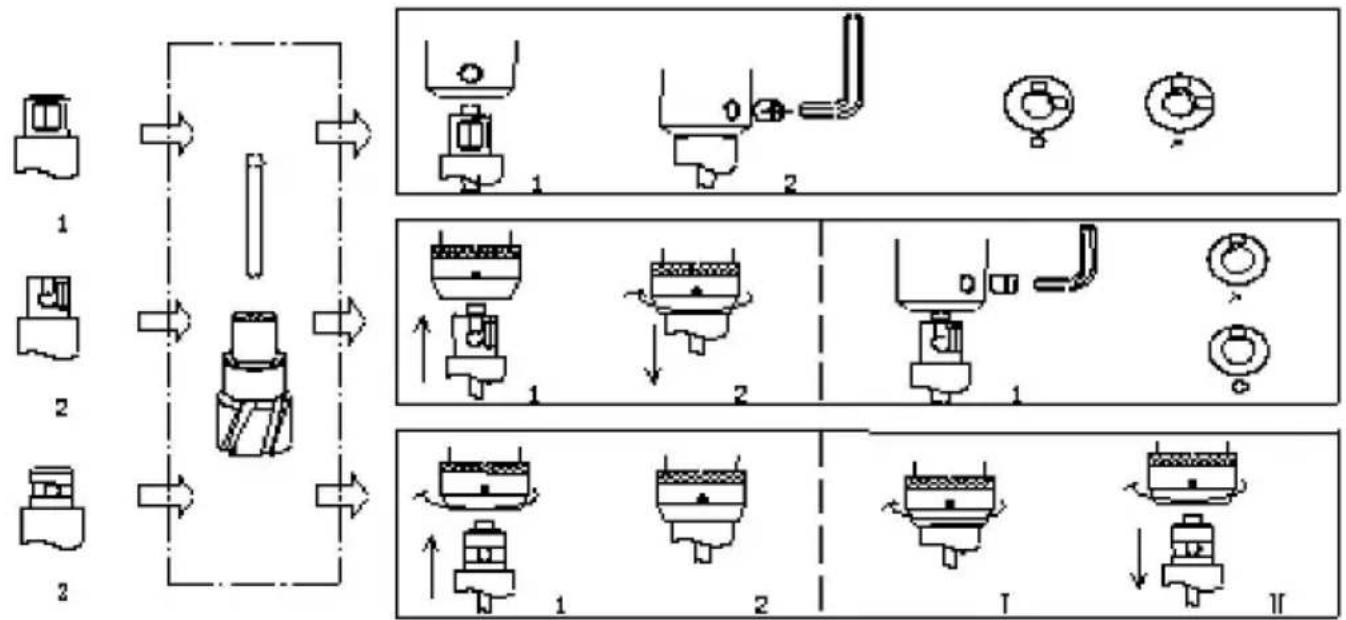
- Weldonschaft y1ydder Griff der beiden Hobel zielt auf die beiden Schraubenlöcher
auf der Bohrspindel, mit einem Inbusschlüssel festziehen und einen Spalt von
0,2–0,3 mm, Hin- und Herbewegung mit der Hand, um die Innensechskantschraube zu bestätigen senkrecht zu den beiden Ebenen ausrichten und dann die Schrauben festziehen.
- Universalschaft (2): Der Griff der beiden Hobel zielt auf eine Stahlkugel im
Bohrfutter, dann ins Bohrfutter geladen.
Universalschaft kann auch verwendet werden Innensechskantschrauben, solange Sockel
Kopfschraube senkrecht zu den beiden Ebenen.
- Feinschaft (3): Drehen Sie den Sicherungsring der Hauptwelle im Uhrzeigersinn bis
richtig herum, lassen Sie das Griffende direkt einführen, drehen Sie es ein wenig, bis Stahlkugel gelangt in das Loch.
- Empfohlene Schnittgeschwindigkeit für Schnellarbeitsstahl-Ringfräser:
| Material\Durchminder | 12-18 | 19-25 | 26-32 | 33-39 | 40-46 | 47-53 | 54-60 | 61-65 |
| Kohlenstoffstahl | 447-318 | 301-229 2 | 20-179 173- | 146 143-124 | 121-108 | 106-95 | 93-88 | |
| legierter Stahl | 371-247 234 | -178 171-139 | 135-114 | 111-96 82 | -7494-84 | 73-68 | ||
| 345-230 | 217-165 1 | 59-129 125- | 106 103-90 | 88-78Edelstahl 76-69 | 67-63 | |||
| Aluminium | 1857-1238 1 | 173-891 857 | -696 675-571 | 557-484 | 474-420 412 | -371 365-342 | ||
| Gusseisen | 502-382 3 | 67-298 289- | 244 238-207 | 203-180 1 | 76-159 156- | 146796-530 | ||
| Kupferguss | 1194-796 | 754-573 5 | 51-447 434- | 367 358-311 | 304-270 2 | 65-238 234-220 | ||
- Vorschubgeschwindigkeit: Die empfohlene Vorschubgeschwindigkeit beträgt 0,08-0,12 mm/U oder
0,6-1,0 mm/sec. Unterschiedliche Vorschubgeschwindigkeiten führen zu unterschiedlichen Spanabnahmen und beeinflussen die Durchführung der Spanabfuhr.
- Positionierung: MeißeIn Sie einen Positionierungspunkt in der Mitte der zu
bohren oder markieren Sie eine "Kreuz"-Linie mit einer Legierungsnadel, um die Genauigkeit zu gewährleisten die gebohrte Stelle. Beachten Sie, dass beim Einsatz des Mittelmeißels zum Schlagen der
Positionierungspunkt, achten Sie bitte darauf, dass der Mittelmeißel senkrecht steht auf die Oberfläche des Werkstücks, um die reibungslose Entladung des
der Schneidkern
- Beginnen Sie mit dem Bohren: Stellen Sie sicher, dass der Knopf der Magnetbohrmaschine sauber ist vor dem Einschalten. Schalten Sie den Kühlmittelschalter ein, wenn Sie mit dem Bohren beginnen.
Führen Sie den Vorschub zunächst langsam durch und nehmen Sie nach dem Bohren von 1–2 mm die normale Geschwindigkeit vor.
- Bohren beenden: Schalten Sie den Strom ab und entfernen Sie mit einem Haken die Späne auf dem Schneidwerkzeug, nachdem es anhält.
[Beachten]
Die folgenden Maßnahmen helfen, den Verschleiß und das Brechen von Cutter.
-
Achten Sie beim Bohren von Stahlteilen auf ausreichende Kühlung und verwenden Sie Metallschneidflüssigkeit.
-
Eine gute Steifigkeit des Bohrgestänges und des Führungsschienenspalts kann die Präzision beim Bohren und Lebensdauer des Bohrers.
-
Bitte achten Sie auf einen flachen und sauberen Bereich zwischen dem Magnethalter und Artefakte.
-
Stellen Sie vor dem Schneiden sicher, dass alle Teile sicher verriegelt sind.
-
Beim Bohren zu Beginn und am Ende sollte der Bohrvorschub um 1/3 reduziert werden.
- Für eine große Menge an feinem Pulvermaterial, das beim Bohren auftritt, wie Gusseisen, Gusskupfer usw., kann Druckluft anstelle von
Kühlmittelflüssigkeit zur Unterstützung der Spanabfuhr.
- Bitte entfernen Sie die Späne am Fräser, um einen reibungslosen Spanabtransport zu gewährleisten.
[Die Lösungen für häufige Probleme]
Die Lösungen für das Problem mit dem festsitzenden Chipkern:
Verwenden Sie einen nichtmetallischen Bohrer mit leichtem Schlag oder einen leicht druckvollen Bohrkern.
Material wiederholt, um es locker zu machen, um aufzuspringen, kann auch entfernen
klopfen Sie auf den Bohrer, so dass er herauskommt.
Das Tragen von Werkzeugen:
Wenn bei normaler Abkühlung der Chip eine blauschwarze Farbe annimmt, muss er
Überprüfen Sie die Bohrerklinge. Wenn die größte Verschleißbreite 0,5 mm beträgt, muss sie Schleifen.
| Artikel | Beschreibung | |
| 1 | Name | Kernbohrer |
| 2 | Modell | 10190010215 |
| 3 | Parameter | Schaft: WeldonschaftDOC: 2"Fräserdurchmesser: 1 Zoll, 1-1/8 Zoll, 1-1/4 Zoll, 1-1/2 Zoll, 1-3/4 Zoll, 2 Zoll |
| Artikel | Beschreibung | |
| 1 | Name | Kernbohrer |
| 2 | Modell | 10190010216 |
| 3 | Parameter | Schaft: UniversalschaftDOC: 2"Fräserdurchmesser: 1 Zoll, 1-1/8 Zoll, 1-1/4 Zoll, 1-1/2 Zoll, 1-3/4 Zoll, 2 Zoll |
| Artikel | Beschreibung | |
| 1 | Name | Kernbohrer |
| 2 | Modell | 10190010146 |
| 3 | Parameter | Schaft: WeldonschaftDOC: 1"Fräserdurchmesser: 1/2 Zoll, 9/16 Zoll, 11/16 Zoll, 13/16 Zoll, 15/16 Zoll, 1-1/16 Zoll |
| Artikel | Beschreibung | |
| 1 | Name | Kernbohrer |
| 2 | Modell | 10190010213 |
| 3 | Parameter | Schaft: WeldonschaftDOC: 1"Fräserdurchmesser: 7/16 Zoll, 1/2 Zoll, 9/16 Zoll, 11/16 Zoll, 5/8 Zoll, 3/4 Zoll, 13/16 Zoll, 7/8 Zoll.15/16 Zoll, 1 Zoll, 1-1/16 Zoll |
| Artikel | Beschreibung | |
| 1 | Name | Kernbohrer |
| 2 | Modell | 10190010214 |
| 3 | Parameter | Schaft: WeldonschaftDOC: 2"Fräserdurchmesser: 7/16 Zoll, 1/2 Zoll, 9/16 Zoll, 11/16 Zoll, 5/8 Zoll, 3/4 Zoll, 13/16 Zoll, 7/8 Zoll.15/16 Zoll, 1 Zoll, 1-1/16 Zoll |
IN CHINA HERGESTELLT
VEVOR®
TOUGH TOOLS, HALF PRICE
Technischer Support und E-Garantie-Zertifikat




