
10190010146 - Skärverktyg Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis 10190010146 Vevor i PDF-format.

Användarfrågor om 10190010146 Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Skärverktyg i PDF-format gratis! Hitta din manual 10190010146 - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. 10190010146 av märket Vevor.
BRUKSANVISNING 10190010146 Vevor
Teknisk support och e-garanticertifikat www.vevor.com/support
ARKRIG KLIPPPARE
ANVÄNDARMANUAL
MODELL: 10190010215/10190010216/10190010146
10190010213/10190010214
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser. "Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om du faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
VEVOR®
TOUGH TOOLS, HALF PRICE
ARKRIG KLIPPARE
MODELL: 10190010215/10190010216/10190010146
10190010213/10190010214

Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna:
Teknisk support och e-garanticertifikat
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
SÄKERHETSINSTRUKTIONER OCH FÖRSIKTIGHETSÅTGÄRDER
WARNING:
Läs detta material innan du använder denna produkt. Underlåtenhet att göra det kan resultera i allvarlig skada.
Säkerhet Varning
För din säkerhet, använd skyddsglasögon och hjälm. Bär inte löst kläder eller garnhandskar.
- Använd kroken för att ta bort chipet för att förhindra handskador.
- Innan du använder den, se till att kniven är sund och säker. Använd inte fräs med skada.
- Stäng av maskinen omedelbart om kniven fastnar.
- Stäng av strömmen innan du byter ut och demonterar fräsen.
- Rör inte kniven när den är igång.
- Skärspetsen är hård men också ömtålig. Vänligen skydda skäraren för att förhindra de tippning.
[Användningen av ringformig skärare]
Ringformig skärare (kärnborr). Den kan skära alla typer av stål, stålrör, gjutna järn, rostfritt stål, aluminium, koppar och olika icke-metalliska material.
[Typen]
| Skaft | Lämpliga typer av magnetborr |
| Weldon skaft Gäller alla typer av magnetiska kärnborrmaskiner. Gillar: CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach, BDS etc. | |
| Universell skaft (Nitto skaft) | Gäller alla typer av magnetisk kärnborrmaskin, såvida inte Fein maskin .Som: CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach, BDS osv. |
| Fein skaft | Gäller Fein-maskin från Tyskland |
[Appliceringsmetod]
flowchart
graph TD
A["Raw Material"] --> B["Material Component 1"]
B --> C["Material Component 2"]
C --> D["Material Component 3"]
D --> E["Material Component 4"]
E --> F["Material Component 5"]
F --> G["Material Component 6"]
G --> H["Material Component 7"]
H --> I["Material Component 8"]
I --> J["Material Component 9"]
J --> K["Material Component 10"]
K --> L["Material Component 11"]
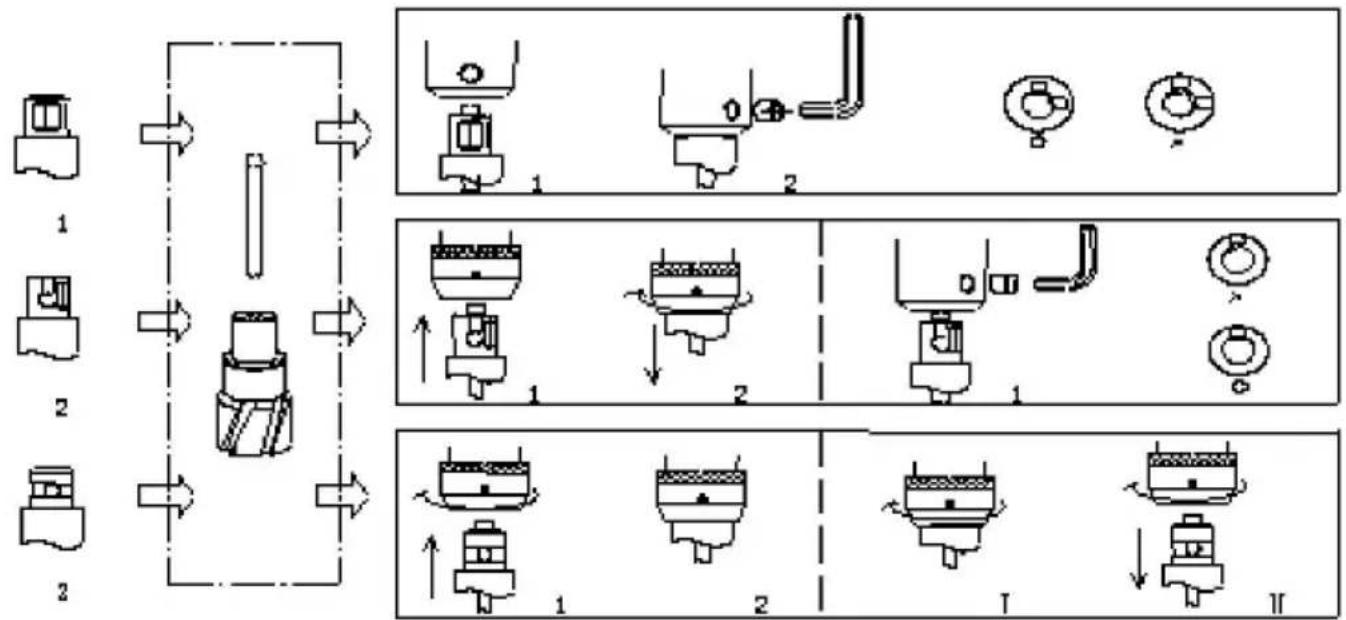
1ÿInstallationsmetod:
- Weldonskaft y1y: Handtaget på två plan riktar sig mot de två skruvhålen på borrspindelnyMed en insexnyckel för att dra åt och lämna ett mellanrum på 0,2-0,3 mm, fram och tillbaka med handen för att bekräfta insexskruven vinkelrätt mot de två planen, skruva sedan ner skruvarna.
- Universalskaftÿ2ÿ: Handtaget på två plan syftar till stålkula inuti borrchuck och laddas sedan i chuck.
Universalskaft kan också användas med insexskruvar, lika länge som insex huvudskruv vinkelrätt mot de två planen.
- Fein skaftÿ3ÿ: Slå på försäkringsringen på huvudaxeln medurs till rätt sätt, låt handtagsänden föras in i direkt, rotera i litet avstånd tills stålkulan kommer in i hålet.
- Rekommenderad skärhastighet för höghastighetstålskärare:
| Dia Material | 12-18 | 19-25 | 26-32 | 33-39 | 40-46 | 47-53 | 54-60 | 61-65 |
| kolstål | 447-318 | 301-229 220-179 173-146 143-124 | 121-108 | 106-95 | 93-88 | |||
| legerat stål | 371-247 234-178 171-139 | 135-114 | 111-96 | 94-84 | 82-74 | 73-68 | ||
| 345-230 | 217-165 159-129 125-106 103-90 | 88-78rostfritt stål 76-69 | 67-63 | |||||
| Aluminium | 1857-1238 1173-891 857-696 675-571 | 557-484 474-420 412-371 365-342 | ||||||
| gjutjärn | 796-530 | 502-382 367-298 289-244 238-207 | 203-180 176-159 156-146 | |||||
| gjuten koppar | 1194-796 | 754-573 551-447 434-367 358-311 | 304-270 265-238 234-220 | |||||
- Matningshastighet: Den rekommenderade matningshastigheten är 0,08-0,12 mm/R eller 0,6-1,0 mm/sek. Olika matningshastigheter kommer att orsaka olika chip och påverka prestanda för borttagning av chips.
- Positionering: Mejsla en positioneringspunkt i mitten av den position som ska vara borras eller markera en "kors" linje med en legeringsnål för att säkerställa noggrannheten av den borrade positionen. Observera att när du använder mittmejseln för att träffa positioneringspunkt, se till att mittmejseln är vinkelrät till ytan av arbetsstycket för att undvika att påverka den jämna utmatningen av skärkärnan
- Börja borra: Se till att knappen på magnetborrmaskinen är ren innan strömmen slås på. Slå på strömbrytaren för kylvätska när du börjar borra. Mata först långsamt och mata i normal hastighet efter borrning 1-2mm.
- Avsluta borrningen: Stäng av strömmen och använd kroken för att ta bort spånorna på skäraren efter att den har stannat.
[Varsel]
Följande åtgärder hjälper till att minska eller sakta ner förslitning och frakturering av fräs.
- När du borrar ståldelar, se till att det finns tillräckligt med kylning och använd metallskärvätska.
- Bra styvhet av borrröret och styrskenans gap kan förbättra precision vid borrning och borrkronans livslängd.
- Se till att den är platt och ren mellan magnethållaren och artefakter.
-
Innan du skär, se till att alla delar är säkert lästa.
-
Borrning i början och i slutet ska borrmatningen minska med 1/3.
- För en stor mängd fint pulvermaterial som förekommer i borrningen, såsom gjutjärn, gjutkoppar etc., kan man använda tryckluft istället för
kylvätska för att hjälpa till att ta bort spån. - Ta bort spånorna på skäraren för att säkerställa smidig spånavlägsnande.
[Lösningarna på vanliga problem]
Lösningarna för chipkärna har fastnat:
Använd icke-metalliskt material som lätt slår borr, eller tryck lätt på kärnan material upprepade gånger, för att få det löst att dyka upp, kan också tas bort biten, knacka på fingerborgen så att den är ute.
Användning av verktyg:
Under normal kylning, när chip visas blå-svart färg, måste det
kontrollera borrbladet, när den största slitbredden är 0,5 mm behöver den slipning.
| Föremål | Beskrivning | |
| 1 | Namn | Ringformig skärare |
| 2 | Modell | 10190010215 |
| 3 | Parameter | Skaft: Weldon skaftDOC: 2"Skärdia.ÿ1"ÿ1-1/8"ÿ1-1/4"ÿ1-1/2"ÿ1-3/4"ÿ2" |
| Föremål | Beskrivning | |
| 1 | Namn | Ringformig skärare |
| 2 | Modell | 10190010216 |
| 3 | Parameter | Skaft: UniversalskaftDOC: 2"Skärdia.ÿ1"ÿ1-1/8"ÿ1-1/4"ÿ1-1/2"ÿ1-3/4"ÿ2" |
| 1 Namn | Ringformig skärare | |
| 2 Modell | 10190010146 | |
| 3 Parameter | Skaft: Weldon skaftDOCÿ1"Skärdiameter: 1/2"ÿ9/16"ÿ11/16"ÿ13/16"ÿ15/16"ÿ1-1/16" | |
| Föremål | Beskrivning | |
| 1 Namn | Ringformig skärare | |
| 2 Modell | 10190010213 | |
| 3 Parameter | Skaft: Weldon skaftDOCÿ1"Skärdiameter: 7/16"ÿ1/2"ÿ9/16"ÿ11/16"ÿ5/8"ÿ3/4"ÿ13/16"ÿ7/8"ÿ15/16"ÿ1"ÿ1-1/16" | |
| Föremål | Beskrivning | |
| 1 Namn | Ringformig skärare | |
| 2 Modell | 10190010214 | |
| 3 Parameter | Skaft: Weldon skaftDOC: 2"Skärdiameter: 7/16"ÿ1/2"ÿ9/16"ÿ11/16"ÿ5/8"ÿ3/4"ÿ13/16"ÿ7/8"ÿ15/16"ÿ1"ÿ1-1/16" | |
GJORT I KINA
VEVOR®
TOUGH TOOLS, HALF PRICE
Teknisk support och e-garanticertifikat



