
Easymig 160 XL - Svářecí stroj GYS - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma Easymig 160 XL GYS ve formátu PDF.
Dotazy uživatelů ohledně Easymig 160 XL GYS
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Svářecí stroj ve formátu PDF zdarma! Najděte svůj návod Easymig 160 XL - GYS a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. Easymig 160 XL značky GYS.
NÁVOD K OBSLUZE Easymig 160 XL GYS
Pred použítohoto zařizení si pozorně prečte tě navod k obsluze.
Neprovádejte na pristroji Žádné udržbové práce, ani změny,Pokud nejsou vyslovné uvedeny v toto námodu.
Vyrobce neruci za zraneni nebo škody vzníklé neodbornou manipuláci s tímto pristrojem.
V pripadé problémû nebo dotazû ohledné správného používání tohoto prístroje se obracejte na príslušnám zpúsobem kvalifikovaný a vyškolený personal.
PRACOVNI PROSTREDI
Přistroj je určen výlučné pro svářić postupy uvedeni na vykonovém štítku nebo v totom námodu. Bezpodminéčné dodržujte bezpečnostní pokyny. Vyrobce neruci za nedostatečné ānebezpećné použivány.
Pri provozu, ale i pri skladovani dbejte na to, aby pristroj byl umisten v prostredi, ktere neobsahuje kyseliny, plyny a dalsi ziravé latky. Dbejte na dobrou ventilaci pri pouziti.
Rozsaḥ provozovnī teploty:
Použití při teplotách od -10 do +40 °C (+14 až +104 °F).
Při prepravě a skladováni -25 až +55°C (-13 až 131°F).
Vlhkost vzduchu :
≥ 50% do teploty 40^ (104^)
≥ 90% do teploty 20^ (68^)
Nadmörni yväskä:
Použiváni svařovacího zařizení může být nebezpečné a může způsobit vázná zraněné, za určitych okolnosti i smrtná.
Pri obloukovem svaovani je uživotel vystaven radě moznych rizik, napr.: zárení vycházejíc z oblouku, elektr magnetické rušeni (osoby s kardiostimulatorem nebo se slucháttem by se pred začátkem prací v blízkosti svařovacího aggregatu měly poradit s lékarém), uraz elektrickým proudem, hluk a vypary generované pri svařování. Bezpodminéčné dodržujte následujíci bezpečnostníPokyny:

Osoby musi nosit ochranné oblečeni, které zakrávyá celé tělo, dobre izoluje, je suché, nehořlave, v dobřém stavu a nemá záložky.

Ochrana rukou vhodnymi rukavicemi (elektricky izolujicimi a chranicimi prd horkem).

Chrante své oci specialni kuklou s dostatecnou ochranou (promenná dle pouzíti). Chrante své oci pri operaci Čišěné. Pri těchto pracich nenoste kontaktní Čočky.
Je priadne nutno postavit kolem ochranné zavesy pro ochranu dalsich osob proti oslneni oblouku a odletujicim jiskram.
Upozorněte dalí osoby na to, aby se nedívaly do oblouku ani do obrobku, a nosily vchodné ochrannes oblečeni.

Použivejte vchodnou sluchu v pripadě hluk prekracuje maximálné hodnotu (platí i pro osoby na pracovišti).
Dbeje na to, aby se do blizkosti pohybujicich se casti nedostaly vase ruce, vlasy, casti odevu a naradi.
Svařenec je po skončeni práce velmi horký, proto pri manipulaci s nim bud'te opatrní a zabraťe popálení. Horák je třeba prěd každou opravou nebo Čistěním, prip. po každém použítí nechat dostatečné zchládnout (po dobu min. 10 minut). Chladíć Jednotka má byt zapnuta pri použítí vodochlazený horák, aby kapalina nemohla způsobit popálení.
Je dûležité zabezpečit pracovišti pred opustěním pro bezpečnosti osob a majetek.
VYPARY A PLYNY

Kour vznikajci pri svaovani obsahuje skodlive plyny a vypary. Zajistit dostatek cerstveho vduchu, muze byt nutne pouzivat zpusobily dychaci pristroj. Pokud nedostacuje vetrani, pouzijte ochrannou dychaci kuklu s privvodem vduchu.
V pripadne nejasnosti, zda dostacuje vykon odsavacho zaizeni, porovnejte namerené emisnihodnoty skodlivin s povolenymi limity.
Pozor: pri svarovani v malych prostorach je nutno monitorovat praci v bezpecné vzdalenosti Svarovani kovu obsahujici olovo, kadmium, zinek, rtut' a berylium muze byt skodlive. Odstrahte mastnoty, kteréPokryvaji casti urcené ke svaovani.
Lahve Ize uskladnit pouze v otevrenych nebo dobre vetranych prostorech. Mje t na pameti, ze plynové lahve smi byt pouze ve svisle poloze. Zajistete je proti prevrhnuti radnym upevnem kpojezdovemu voziku.
Neprovádejte svařecí práce v blízkosti oleje nebo barvy.
NEBEZPECI POZÁRU A VYBUCHU

Chrante dostatečné celý prostor svařováni. Bezpečnostní vzdálenost k hořlavým materiálum Činí minimálne 11 m.
Udrzujte osoby, horlavé latky a zasobniky pod tlakem do dostatechné bezpečnostní vzdálenosti.
Neprovádejte svářečné práce na uzavěrněch zásobnících nebo potrubních rozvodech, ve kterych by mohly být zbytky hořlavého obsahu (olej, palivo, plyn...) Tyto je nutno napřéd vyprázdnit a dūkladné vyčistit.
Pri brouseni pracujte vzdy na odvracene strane od tohoto pristroje a od hoIavych materialu.
LAHVE SOCHRANNYM PLYNEM

Plyn unikajci z tlakové láhve mûze ve vysoke koncentraci zpʊsobit smrt udusením (prostorádné větrejte).
Transport musi probihat bezpečné : uzavřte plynové lahve a vypněte svařovaci zdroj. Plynové lahve musi stav vždy svisle a musí bít zajistěny proti prevrženi.
Pokud se nesvařuje, uzavrteventil na lahvi. Dejte pozor na kolisání teploty a sluneční zárení.
Chrante tlakové lahve préd yvskymi teplotami, struskou, otevrenym plamenem, jiskrami a elektrickým obloukem. Udržujte tlakové lahve v dostatečné vzdálenosti od svařovacích vedení ājinch elektrických obvodů, a nikdy nesvařujte na lahve pod tlakem.
Pri otevirani ventilu na tlakové lahvi odvratte oblicej od vydodu plynu a zajistit, ze použivaný plyn je vchodné pro svařovaci proces.
URAZ ELEKTRICKYM PRODEM

Svařováci agregát smí byt pripojen pouze k uzemné elektrické napajeci siti. Jako jistici privky používejte pouze doporučený typ povistek.
Použiváni svařovacího zařizení může byt nebezpečné a může způsobit vázná zraněné, za určitych okolnosti i smrtehná.
Nedotykejte se zdnych dlu v pristoji nebo na nem (horaky, klesti, obvody, elektrody), ktere jsou pod napetim. Pred demontazi kryt u odpojte zarizeni od site. Po odpojeni site vychejte asi 2 minuty, aby se mohly vybit kondenzatory.
Nikdy se nedotykejte soucasne hoacuteu a zemnic svorky.
Poskozené kabely a horak smí vyměnovat pouze kvalifikovány a vyskolený personal. Dimenzovat průž kabelů podle aplikace. Noste vždy suchý ochranný odev. Vždyckyasto izolačné boty.
KLASIFIKACE PRISTROJE PODLE ELEKTROMAGNETICKÉ KOMPATIBILITY
Přinstroje patriťrédě A a nejsou určeny k použiti v oybytnych oblastech, ve kterych je elektrická energia odebírána z verejné sítě, dodávající nízké napěti. V těchto lokalitách mohou nast potenciálné potíze se zajistěním elektromagnetické kompatibilitу v dusledku rùsení vedením i vyzařovámí rádiových frekvencí
Toto zařizení není v souladu s normou IEC 61000-3-12 a je určeno pro prípojení k soukromým sitím nizkého napěti prípojeným k veřejné napájeci siti pouze na urovní středniho a vysokého napěti. Když je prípojeno k veřejnému nizkonapět'ovému systému je odpovednostné instalujiciho nebo uživatele zařizení zajistit konzultác s operátorem distribučné site, je-li to nutné,Že může byt zařizení prípojeno.
Za prédpokladu, ze impedance veřejné sítě nízkého napěti v miste společné vazby je mensi než Zmax = 0,41 Ohmů, je toto zařizení v souladu s IEC 61000-3-11 a můze byt pripojeno k veřejné sítě nízkého napěti. V zodpovednosti elektrikáře provádejíciho instalaci popr. uživatele zařizení je zajistěné toho, aby byla sit'ová impedance v souladu s omezením impedance. S prípadnými otázkami se obracejte na mistné dodavatele energia.
ELEKTROMAGNETICKA POLE

Pruchod elektrického proudu v některych vodivych cástech zpúsobuje vznik lokizovaných elektromagnetických polí (EMF). Svařovaci proud zpúsobuje elektromagnetickou polí v okoli svařovaciho obvodu.
Elektromagneticka pole mohou ovlivnovat chinnost nekterych zdravotnich zairenz (napr. pacemakeru, respiratoru, kovovych protez apod.) Proto je tbreba prijmout nalezita ochranna opatréni vuci nositelum tchto zairenz. Napriklad zakazat jejich pristup do prostoru pouziti rezacho pristroje.
Všichni svářće by měli používat následujíć postupy, aby minimizovali expožici elektr magnetickým polím ze svařovacího obvodu.
- umistete svařovaci kabely k sobě -Pokud možno je upevněte svorkou
- umistete se (trup a hlava) co nejdale od svařovacího obvodu
Dbejte na to, aby se Vam kabel induktoru nezamotal kolem tela - Nikdy se nestavte mezi kostru a kabel horaku Oba svařovaci kabel držte na stejné straně těla
- Klest'ovou svorku kostry spoje s obrobkem co moznánejblíze k prostoru svařovani
- nepracujte vedle zdroje svařovacího proudu, nesejdte si na něj ani se o něj neopírejte
- nesvaújte při prěnášeni zdroje svařovacího proudu nebo podavače drátu

Osoby s kardiostimulatorem by nemely pracovat se zaizenim bez souhlasu lekare. Elektromagneticka pole mohou zpusobit skody na zdravi, ktere nejsou dosud známé.
DOPORUCENI TYKAJICI SE POSOUZENI SVAROVACHO PROSTORU A SVAROVACHO PRACOVISTE
OBECNÁ OPATRENI
Uživatel odpováda za spravné používani svařovacho aggregát a správný vybermaterialu, v souladu s udaji vyrobce. Pokud se objevé elektromagnetické ruseni, pak uživatel, s pomoci vyrobce, odpováda za nalezení správného reşeni. V mnoha prípadech postaci svařovaci pracovište rádně uzemnit. V nikterych prípadech bude nutné elektromagneticky odstinit svařovaci zdroj. Kázopadné je nutné snizit uroven elektromagnetického ruseni na co nejnižíh hodnotu.
Zvaženi svařovací zony
Pred instalaci svarecky musi uživotel zohlednit potenciánlí elektromagnetické problémy okoli Je třeba vžit v uvahu následujíci skutečnosti:
a) pritomnost jin'ych napajecich, ovladacich, signalnich a telefonnich kabelu nad, pod a v blizkosti obloukového svarovacho zaizeni
b) rozhlasové a televizní prijímače a vysilacě
c) počitače a jiná rídici zařizení
d) kritické bezpečnostní vybavení jako např. bezpečnostní kontroly prúmyslovyho vybavení
e) Zdraví osob v okoli, predevšim pak osob s kardiostimulátrynebo naslouchadly, atd...
f) zařizení používané pro kalibraci nebo měrení
g) odolnost ostatnich materialu v zivotnim prostredi
Uživotel musí zajistit, aby ostatné prístroje použivané v místnosti byly kompatibilné. To si muže vyžádat dalí ochranná opatěné
h) Denní doba, ve které musejí byt prováděny svářěčské práce.
Velikost prostoru, ktery je v těchto prípadech zapotrebie brát v uvahu, závisi na konstrukci budovy a ostatních cinnostech, které zde budou provozovány. Hranice tohoto prostoru mahou za Sahovat i mimo uzemi podniku.
Posouzení svařovací instalace
Kromě posouzení prostoru lze k identifikaci a šěsení poruch použit posouzení zařizení pro obloukové svařováni. Posouzení emisi by mělo zahrnovat měřeni in situ, jak je uvedeno v clánku 10 normy CISPR 11. Učinnost opatrěné na snižení rizika lze také potvrdit měřením na mistě.
DOPORUCENI OHLEDNÉ METOD KE SNÍZENÍ EMITOVANÍCH RUSIVÍCH ELEKTROMAGNETICKÍCH POLÍ
a. Vrejna elektricka napajeci sit: Svarovaci aggregat pro svarovani elektrickym obloukem musi byt pripojen na vejejno elektrickou napajeci sit' podlePokynu vyrobce. V pripad, ze se vyskytne ruşeni Rozhlasového prijmu, je nutné provest dalsi odrušovaci opatřeni, jaký můze byt filtrace hlavniho napajecho privodu Privodnić kabel je zapotrebie kvuli odstiněni ulozit do kovoveho kanálu, nebo podobného zakrytovani. Toto elektrické odstiněni se musí provest po celé delce kabel. je třeba zapojit odstiněni do zdroje svařovaciho proudly pro zajištěni dobrého elektrického kontaktu mezi kovovou trubkou a krytem zdroje.
b. Udrzba zaizeni pro obloukové svaovani: Obloukové svaovaci zaizeni by melo podlehat bezné udrzbé podle doporučeni vyrobce. Pokud je zaizeni v provozu, musi byt vsechna pristupova dvirka uzavrena a krytky naležite upevněny na svych mistech. Na zaizeni se nesmi povadet zádné zmeny s vyjimkou zmen a serizení uvedených vPokynech vyrobce. Udrzba a serizovani podle doporučeni vyrobce se tyká zejměna dráhy oblouku a prvkú pro jeho stabilizaci.
c. Svařováci kabely: Použit co nejkratsí svařováci kabely a věst kabely pohromadě u podlavy.
d. Ekvipotenciánlí vazba: věchny kovové díly svařovacího pracoviště by měly být pospojovány. Přesto i v takovém prípadě existujé nebezpečí urazu elektrickým proudem,Pokud se dotkneme současné elektrody a kovového dlcle. Uživotel musí být izolován od kovovych predmétú.
e. Uzeměné obrobku: V prípadech, kdy není obrobek z důvodů elektrické bezpečnosti prípojený na uzemnéni, nebo kdy není uzemnény z důvodů svych rozměru ā polohy, což je prípad lodnich trupů, anebo ocelový konstrukc budov, můze prípojení obrobku na uzemnéni v některych, avsak ne ve vsech prípadech, snizit hladinu vyzařoveho rušeni. Zde je však zapotreť be postupovat opatrné, aby se uzemnéím obrobku nezvyšilo riziko urazu obsluhy, anebo riziko poskození jiních elektrických zařizení. Pokud je uzemnéí zapotreťi, lze uzemnit obrobek prímým prípojení na zemnicí vodič. Spojení se zemi lze ve statech, kde není príme prípojení na zemnicí vodič dovoleno, docilit pomoci vchodného kondenzátoru, jehož kapacitaodpovídá príslusnám národním predpisum.
f. Ochrana a stinéní: Selektivná ochrana a stinéní ostatnich kabelu a zařazení v okoli můze omezit problemy s rusením. V pripadech specifikych aplikaci lze odstinit celé svařovác sestavy.
TRANSPORT

Rukojeti a držáky jsou vchodné vyhradné k ručné prepravě. Nesmíte však podcenit jeho vlastné hmotnost. Prístroj není určen k manipulaci pomoci jerábu nebo k zavěsení.
Pri presunu nikdy nevlechte pristroj uchopenim za hořák nebo kabely. Pristroj smí byt transportován pouze ve svislé poloze.
Netransportujte zaízení nad osobami nebo věčmi.
Pokud jsou ke svařovacímu agregátu pripojeny plynové láhve, nesmîte s nim zaŽádnych okolnosti pohybovat. Bezpodminéčné dodržujte tokyny príslušných platnéch směrnic pro prepravu svařovacích zařizení a plynovych lahvi. Pred presunem pristroje je vchodné odmontovat svařovaci drát.

Bludné svařovaci proudy mohou poskodit ochranné vodiče, prístroje a elektrická zařizení, způsobit prehrivání současti a následné vyvolat požár.
Vzdy pamatujte na pevné upevneni vsech vodiču svažovacho proudu a jejich pravidelnou kontrlu!
- Pamatujte na elektricky správné a pevné pripojeni obrobku!
- Vsechny elektricky vodive soucasti proudoveho zdroje, jako jsou kryty, vozíky, jerábové ramy apod. instalujte,upevněte nebo zavěste tak, aby byly elektricky izolované!
- Nepokladeje na proudove zdroje, voziky, jerabové ramy apod. elektrické provozní prostředky, jako jsouvrtačky, uhlové brusky apod., bez elektrické izolace!
- Odkladejte svařovaci horáky a držák y elektrodPokud je nepoužíváte vždy tak, aby byly elektricky izolované!
INSTALACE, UMISTENI
- Prístroj stavte na podklad s náklonem do maximalniho uhlu 10^ .
Dbejte na dosatecny prostor kolem svaovacho zdroje pro dobre vetrani a pristup k ovladacim prvkum. - Nepouživejte zarizení v prostorach, ve kterych se nacházi kovové prachové castecky, které by mohly byt vodivé.
- Chrahte pristroj préd destém a prímým slunečním zárením.
Zarizení má stupečn kryti IP21, což znamné,Že: - je chränen préd prùnikem cizích têles prùméru > 12,5mm
- je chránén proti svisle střikají vode
Vedeni napajeni, svaovacico proudu, svazky hadic svaovacich hoaku a svazky propojovacich hadic upnne odviinte.

Výrobce neruci za zraněni nebo věćné škody způsobné neodbornou manipulác s tímto prístrojem.
UDRZBA / POKNY


- Udržbu a opravy smí provadět pouze kvalifikovany personal. Doporučujeme provadět ročné udržbu.
-
Vypněte zařizení, odpoje je od napajeci sítě a vyčejte 2 minuty prěd zahájením práce na zdroji. V zařazení je velmi vysocké napěti, které je nebezpečné.
-
Je nutné provadět pravidelnou udržbu včistějí c uvnitr zařizení tlakovým vzduchem. Nechejte provadět kvalifikovaným personálem pravidné kontroly elektrických spojení s izolovaným nastrojem.
- Pravidelné kontrolujte stav sít'ového pripojovacího vedení. Je-li poškozeno, musí byt vyměnéno vyrobcem, jeho servisem nebo kvalifikovanou osobou, aby se zamezilo vzniku ohroženi.
- Neuzavirejte ventilacni otvory zaifeni, musi byt zajistena cirkulace vzduchu.
- Nepoužívejte prístroj pro Čišěné trubek, nabijeni akumulátorů nebo rozběh motorů.
MONTAZ -POUZITI VYROBKU
POPIS
Dekujeme za Vaši dūvěru! Abyste byli maximálne spokojeni se svou pozici, prečte tie si prosim pozorné následujíci informace: Rada strojůEASYMIG jsou poloautomatické stroje pro svařováni MIG/MAG, trubickový drát bez plynu a MMA. Nastavení je manuálné a nastavení je zjednodušeno pomoci tabulkou uvedená na produkt. Jsou vchodné pro svářeni ocele, nerezové ocele a hliníku.
PRIPOJENI SITOVÉHO NAPETI
Přístroj je vybaven zăstrčkou 16A s ochranným zemnicím kontaktem (typu EEC7/7), která se prípojure k jejednofázové zásuvce 230V (50-60Hz) s uzemnéím.
Proudovy odbér (I1eff) pri maximálím vykonu je uveden na typovém stitku stroje. Zkontrolujte, zda je napajén a jeho ochrana (pojistka a/nebo jistič) kompatibilíns proudem potrebným k použít. V některych zemích je třeba použít jiný typ zástrčky, pri kterych je zajistěno, ze prístroj bude fungovat i pri maximálím zatizeni. Umistete zařizení tak, aby byl snadno pristupné pripojovaci konektor.
Nepoužívejte prodlužovaci kabel s průžem menším než 1,5 mm². Easymig SE DODÁVÁ SE ZÁSTRČKOU 16A CEE7-7.
Musí byt pripojen k uzemnéému napajeni 230 V - 50/60 Hz, chráněnému jističem 16 A a rozdílovým proudem 30 mA.
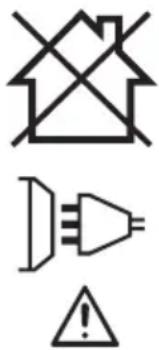
1: Rozhrani pro nastavení paramétrů svařováni (rychlost drátu / nastavené napěti / indukčnost).
2:PrepinaC:MIG/MMA
3: Evropské standardní prípojka horáku.
4:Pripojky
5: Systém prépólování
6: Napajeci kabel (2 m)
7:Vypinač ON/OFF
8:Drzak civky 100/200 mm (EASYMIG 160)
Držák cívky 200/300 mm (EASYMIG 160 XL a 180-4XL)
9: Digitálni displeje
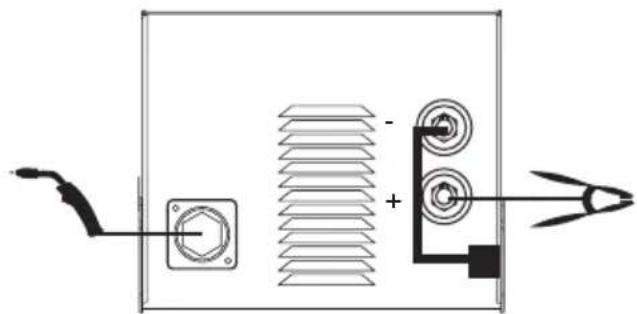
POLOAUTOMATICKÉ SVAROVÁNI OCELE/NEREZOVÉ OCELE (REŽIM MAG)
Zvolte vystupní napétí a nastavte rychlost dratu podle doporučeni v tabulce na pristroji v závislosti na tlouš'ce svařovan'ych dìlú.
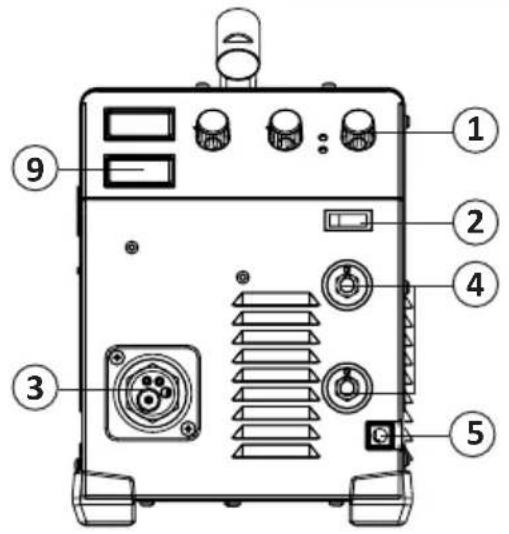
SEASYMIGEM Ize svarovat ocelovy drat 0,6/0,8 nebo nerezovy drat 0,8.
Zařízení jsou preydastavena ve vyrobním závodé pro provoz s drátem z oceli nebo ušlechtíle oceli 0,8 mm. Kontaktné trubička, vedení hnaci cladky a vodicí pouzdro horák jsou nastaveny pro tento provoz. Pro svářeni drátem 0.6 použijte horák ne delsí než 3 m. Kontaktné trubku (obr. II A / str. 76) a cladku podávače drátu je třeba vyměnit za model s dražkou 0,6 (viz. 042339 - nedodáno). V toto prípadě umistěte cladky tak, aby bylo viditelné 0,6.
Použití v oceli vyžaduje specifiký svařovaci plyn (Ar+CO2). PodilCO2 se muže lišit v závislosti na typu použitého plynu. Pro nerezovou ocel použijte 2% směsCO2. Zeptejte se svého prodejce plynu na doporučeni správného plynu. Průtok plynu v oceli se pohybuje mezi 8 a 12 l/min v závislosti na prostředí.
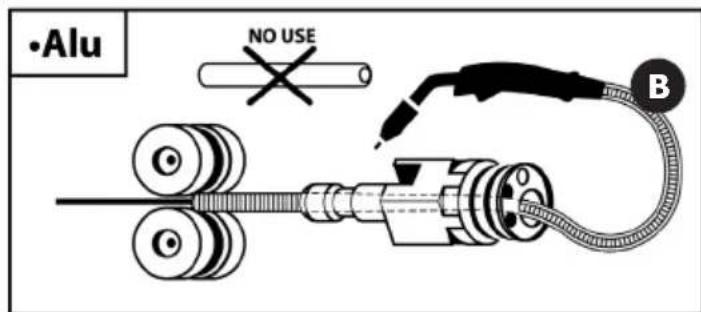
POLOAUTOMATICKÉ SVAROVÁNÍ HLINÍKU (REZIM MIG)
Zvolte vystupni napeti a nastavte rychlost dratu podle doporučeni v tabulce na pristroji v závislosti na tlouš'ce svařovan'ych dílu.
SvařčkuEASYMIG Ize vybavit pro svařováni hliníkovým drátem 0,8 nebo 1,0 (obr. II-B / str. 76).
Použití na hlínik vyžaduje specialní Čistý argonový plyn (Ar). Pri vybru plynu požádejte o radu distributora plynu. Prútok plynu v hlínéku se pohybuje mezi 20 a 30 l/min v závislosti na prostřédi a zkušenostech svářěce. Rozdíly mezi ocelovými a hlíkovými aplikacemi jsou následujíci:
- Používejte specialni kladky pro svařovani hliniku.
- Na pritlačné valečky navijáku vyvijeje t minimálné tlak, aby nedoslo k Rozdrcné drátu.
- Používejte kapíláru pouze pro ocelový/ušlechtí drát (ocelove vodici pouzdro).
- Pri pripraveni horaku pro hlinik venujte zvlastni pozornost. Tento ho rak ma teflonovou vnitri vlozku, ktera snizuje treni v horaku. Vodicic vlozku na okraji pripojky NEODREZAVEJTE, ale ved'te ji az ke kladkam posuvu dratu.
- Kontaktní trabka: použijte specialn hliníkovou kontaktní trubičku 0,8 (viz. 041059 - nedodáno).
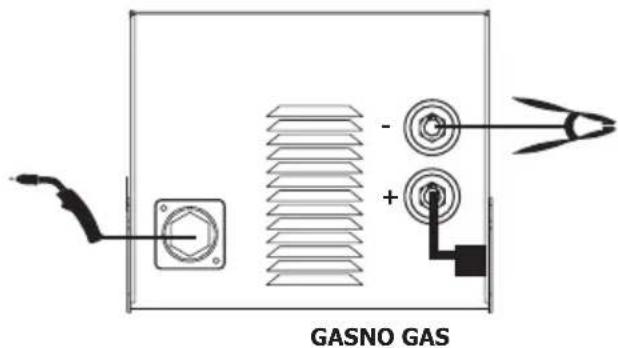
SVAROVÁNÍ BEZ PLYNU
Zvolte vystupn i napeti a nastavte rychlost dratu podle doporučeni v tabulce na pristroji v závislosti na tlouš'ce svařovan'ych dílu.
Svařovaci prostrojEASYMIG můze svařovat trubičkový drát,Pokud je polarita obracné (obr.III / str.77-maximální kroutici moment 5 Nm).Nastavení tohoto použiti naleznete v informácích na straně 77.
Svařováni trubickovým dratem se standardní tryskou může zpùsobit prehrát a poskození horák. Použijte nejlépe specialní trysku «No Gas» (viz. 041868) nebo vyjměte pùvodní trysku (obr. III / s. 77).
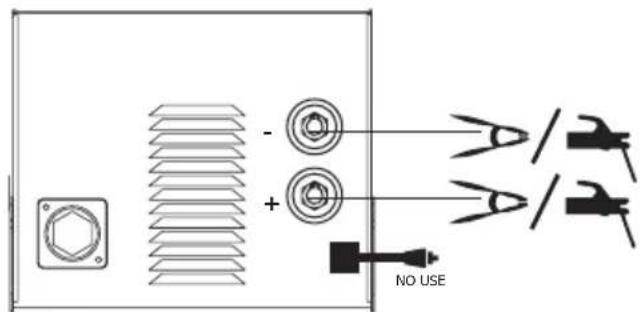
SVAROVÁNÍ OBALENOU ELEKTRODU
- Pro pripojeni drzaku elektrod a kabelu zemnicich svorek ke konektorum je tbreva MMA odpojit kabel pro prepolovani. Dbeje na spravnou polaritu podle udajna baleni elektrod.
Dodržujte vseobecné platná zakladni pravidla pri svareni. - Vase zaízení je vybaveno specifikou funkéri pro inventory:
- Anti Sticking (Ochrana prêd prilepením): Umožnjue snadné oddálení elektródy od kovu.
Po spusteni funkce anti-sticking, Ize počkat 3 sek. pred vracinem do standardniho provedeni svařovanić.
Podil CO2 se muze lisit v zavislosti na typu svafovaného kovu.
OVLÁDACÍ ROZHRANÍ (OBR. V/STR.77)
| 1 | • Zelená kontrolka «ON»: Po zapnutí prístroje se Rozsvítí indikátó. • V prípadě elektrické poruchy zelená kontrolka zhasne, ale Jednotka zústane napájena, dokud neodpjite napájecí kabel. | ON |
| 2 | Svití oranžová kontrolka : • Nadměrná teplota : v takovém prípadě počkejte několik minut, kontrolka zhasne a stoj se restartuj. • Príliš velký proudly v primárním obvodu: v takovém prípadě stoj vypněte (hlavním vypínačem) a znovu zapnéte. | |
| 3 | Svažováni metodou MIG/MAG : Umožnuje nastavit rychlost podávání nitě až na maximálné rychlost. Volba rychlosti posuvu drátu od 3 do 10 m/min. Svažováni MMA : Slouží k nastavení hodnoty svařovacího proudu. | cb |
| 4 | Slouží k nastavení požadovaného napěti na maximálné hodnotu | U |
| 5 | Potenciometr dynamiky obloku : Umožnuje ručné nastavit dynamiku obloku. Nastavení z MINI na MAXI : Od tvrdého obloku k měkkému obloku. | 2 4 5 6 7 8 9 10 |
| Poznámky ohledné MIG/MAG Nastavení rychlosti drátu se Ľcasto provadí «šumem»: oblok by měl být stabilné a měl by mí velmi malé praskány. Pokud je rychlost pržilíš malá, nehoří oblok kontinuálné. Pokud je rychlost pržilíš vysoká, vytváří elektrický oblok Rozstřik a odlacuje hořák. Indukčnost se nestavujé podle preferencí svářěće: Pokud je úroven indukčnosti nízká, oblok bude tvrdý a směrový. Pokud je úroven indukčnosti vysoká, oblok bude měkký s malým Rozstřikem. | ||
POSTUP MONTÁZE CÍVEK A HORÁKÜ (OBR. IV/) STR.77)
- Vyjměte trysku z hořáku (obr. E) a kontaktní trubice (obr. D). Odstranje bočné kryt zařizení.
Obr. A: Umistete civku na jejip podperu:
-
Nastavte brzdu (1) tak, aby nedoslo k zamotani dratu setrvačnosti civky pri zastaveni svařovani. Vseobecnji prilis neutahujte! Poté nasroubujte držák civky (2).
-
Chcete-li namontovat civku o prüméru 200 mm, utáhněte držák civky na maximum. Adapté (4) se používa pouze k montáži 200mm navijáku.
Obr. B: Namontujte správnou(é) motorizovanou(é) kladku(y) pro vaši aplikaci. Dodávané kladky jsou kladky s dvojitou dražkou (0,8 a 0,9). Prüměr uvedeny na kladce odpovída použitému drátu: Pro ocelový drát 0,8 mm použijte V dražku 0,8 . U drátu s trubickovým dratem 0,9 mm otočte kladku tak, abyste použili dražku 0,9 mm. Pro hliníkový drát 0,8 mm vyměnte kladku za kladku s dražkou 0,8 mm ve tvaru U (není současti dodávky).
Obr. C: Chcete-li nastavit pritlak podavače dratu, postupujte následovné:
- Uvolněte knoflík (3), co nejvíce to jde, a spust'te jej, vložte drát a volné zavřete podávače.
- Motor aktivujte stisknutim spoustě hořáku
- Nastavte nastavovaci šroub pri stisknutém tlacitku hořáku. Nastavení je spravné kdy se drát začne plynule pohybovat.
Pozn : u hliníkového drátu použijte minimálné tlak, aby nedoslo k jeho rozdrcení. Vytáhněte drát z hořák u asi o 5 cm, poté na konec hořák u nasad'te kontaktné trubicku vchodnou pro drát (obr. D), a odpovídající trysku (Obr. E).
PRIPOJENI PLYNU
- Správný redukčni ventil namontujte na plynové lahve. Použijte plynovou hadici dodávanou se zařizením. Nasad'te 2 upevnovaci svorky, aby nedocházelo k unikum.
- Upravte prutok plynu pomoci nastavovacho kolecka umisteneho na redukcnim ventilu.
POZN: pro usnadnei nastaveni prutoku plynu aktivujte kladky motoru stisknutim spousthe horaku (uvolnete knoflik motoru podavace, aby nedoslo k pretazeni dratu).
Maximánlí tlak plynu. 0.5MPA (5 bar).
Tento postup platí pouze pro režim s plněnym drátem.
NEBEZPECI PORANENI O POHYBLIVE SOUÇÁSTI

Zařenicí pro posuv drátu jsou vybavena pohyblivými díly, které mohou zachytit ruce, vlasy, Časti oděvu nebo nastroje a zranit tak osoby!
- Nesahejte na rotujínebo pohybléve současti nebo Časti pohonu!
- Bēhem provozu nechte zavrène vsechny kryty skrǐne!
Pri navlekani plnicio dratu a vymene civky plnicio dratu nepouziveje trukavice.
TEPELNÁ OCHRANA A RADY
Zdroj je vybaven ventilatorem s automatickym rizenim teplotou zařizení. V režimu tepelné ochrany se pristroj zastaví. Oranzová kontrlka (obr. V-2 / str. 77) svítí, dokud se teplota soupravy nevrátí do normalu.
- Nezakrývejte větrác otvory.
- Po svareni nechejte zafrizenipripojené,aby se mohlo vychladit.
Dodržujte vseobecné platná zakladni pravidla pri svareni.
Zajistete dostatečné vetrání. - Nepracujte v mokré oblasti.
| ZÁVADA PRÍČINY | ODSTRANÉNÍ | |
| Rychlost podávání drátu není konstantné. | Kontakné trubička je ucpaná. Vyčistěte kontaftké trubičku nebo ji vyměnte a použijte sprej pro zajištěné nepřilnavosti. | |
| Drát prokluzuje v posuvu. - Zkontrolujte príftlak kladky pohonu nebo zmeěnte je. - Průměr drátu není v souladu s kladkou. - Nevyhovujćí vedení drátu v hořáku. | ||
| Motor neběží. Brzda cívky nebo | válec jsou príliš utažené. | Uvolněte brzdu aálce |
| Problémy s napájením Překontrolujte, zda je spínač nastaven do polohy «ZAP». | ||
| Špatné posuv drátu. Hadička vedení drátu je znečišťena nebo poškožena. | Vyděnek stepečně utažné Více utáhněte kladku | |
| Kladky nedostatečné utažné Více utáhněte Uvolněte brzdu. | ||
| Žádný svářecí proudly. | Špatné prípojení sít'ové zástrěcy. | Podívejte se na zapojeni zásuvky a zkontrolujte, zda je zásuvka vybavena fází a nulovým vodičem. |
| Špatné uzeměnéni. | Zkontrolujte uzeměnováci kabel (prípojení a stav svorky). | |
| Stykač vykonu nefunkěné. | Zkontrolujte spoust' hořáku. | |
| Zablokoványí drátu v pohonu. | Hadička vedení dráktu je znečistěna nebo poškožena. | Zkontrolujte trysku a tělo hořáku. |
| Drát zablokoványí v hořáku. | Vyměnte nebo vyciastěte. | |
| Žádná kapilární špička. | Zkontrolujte prítomnost kapilární špičky. | |
| Rychlost podávání drátu príliš vysoká. | Snižte rychlost podávání drátu. | |
| ZÁVADA PRÍCINY | ODSTRANÉNÍ | |
| Housenka je porézní. Prütok p | ynu je nedostatečný. Upravi prütok plynu. | |
| Vycistěte základníkov. | ||
| Plynová láhev je prázdné. Vyměnte. | ||
| Neuspokojívá kvalita plynu. Vyměnte ho. | ||
| Cirkulace vžduchu nebo vliv větru. Zabraťe průvanu, chraťe oblast svařoványí. | ||
| Plynová tryska je prěliš zanesená. Vycistěte trysku nebo ji vyměnte. | ||
| Špatné kvalita drátu. Použijte drát vchodné | pro svařoványí MIG-MAG. | |
| Svařoványí materiál nízké kvality (rez, atd...) | Vycistěte obrobek prěd svařoványím | |
| Silné Rozstřik okuji Napěti obrouk | uku je prěliš nízké nebo prěliš vysoké. | Viz parametry svařoványí. |
| Špatné uzeměné. Umístěte ukostřeni do bízkosti mista svářeni | ||
| Nedostatečné plynová ochrana. Upravte plútok plynu. | ||
| Na vystupu hořák u není zhádný plyn | Špatné prípojení plynu Prěkontrolujte hadci vedení plynu a spoje u motoru. Zkontrolujte elektroventí. |
Služby vyrobce poskytnute v záručni době se týkaji vyhradné vyrobnich vad a zavad materialu, které se objeví behem 24 měsćů po zakoupení zařazení (doklad o koupi).
- Poškození pri transportu.
Opotrebitelné dily (napr. kabely, svorky, distancni podložky atd.), : kabely, svorky, atd...). - Poškoženi vzniklých neodborným použítím (pad, tvrdý náraz, neautorizová oprava...).
- Poruchy v závislosti prostředím (znečistěné, rez, prach...).
V pripadé poruchy zašlete prosím Jednotku zpět do Vaseho dodavatele a priložte:
- kupni doklad (faktura, atd....)
- podrobný popis poruchy
1

II
MIG-MAG
MMA
FR - Vérifier la polarité de l'électrode sur l'emballage.
EN - Check the electrode polarity on the packaging.
DE - Beachten Sie die auf der Elektrodenverpackung beschreibenben Angaben zur Polarität.
ES - Compruebe la polaridad del electrodo sobre el embalaje.
RU - Поверпь поларноctь щектода на уразковке.
NL - Controller de polariteit van de elektrode aangegeven op de verpakking.
IT - Verificare la polarità dell'elettrodo sulla confezione.
PL - Sprawdzic polaryzacje elektrody na opakowaniu.
CZ - Zkontrolujte polaritu elektrody uvedena na obalu.
- Pracoví cykly jsou realizóvány podle normy EN60974-1 pri 40 ° C a v cyklu 10 min.
V priadé intenzivniho používáni (> pracovní cyklus) může dojít k aktivaci tepelné ochrany, v takovém pripadě se oblouk vypne zhasne a se rozsvít indikátor.




