LK-1942ZA5050 - 缝纫机 JUKI - 免费用户手册
免费查找设备手册 LK-1942ZA5050 JUKI PDF格式.
| 产品类型 | 工业缝纫机,翻转式机头 |
| 品牌 | Juki |
| 型号 | LK-1942ZA5050 |
| 缝纫尺寸 (X × Y) | 100 mm × 60 mm |
| 最大缝纫速度 | 2,200 针/分钟 (针距 ≤ 3 mm) |
| 针距长度 | 0.1 至 10.0 mm (以 0.1 mm 为步长可调) |
| 兼容机针 | DP × 17 (18# 至 26#) 或 DP × 5 |
| 针杆行程 | 41.2 mm |
| 驱动框架提升高度 | 18 mm (最大 25 mm) |
| 旋梭 | 全旋转式三倍容量 |
| 中间压脚行程 (LK-1942) | 0 至 10 mm (标准 4 mm) |
| 润滑 | New Defrix Oil N°2 润滑油 |
| 电源 | 单相 200-240 V 或三相 200-415 V (取决于版本) |
| 所需空气压力 | 0.5 至 0.55 MPa (5 至 5.5 kgf/cm²) |
| 工作温度 | 5 至 35 °C |
| 相对湿度 | 35 至 85 % |
| 噪音水平 | 79.5 dB(A) 在工作位置 |
| 主要功能 | 图案编程,缩放 20-200%,件数/底线计数器,断线检测,剪线装置 (Z型),暂停,EEPROM 32 KB 存储器 |
| 安全 | 安全开关,护目镜,急停 |
| 日常维护 | 每日润滑,清洁过滤器,更换机油 |
| 估计重量 | 约 60 至 80 kg |
常见问题 - LK-1942ZA5050 JUKI
用户关于以下问题的提问 LK-1942ZA5050 JUKI
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 缝纫机 免费PDF格式!查找您的手册 LK-1942ZA5050 - JUKI 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 LK-1942ZA5050 品牌 JUKI.
用户手册 LK-1942ZA5050 JUKI
由于缝制作业的具体情况,有时不得不靠近机器转动的零部件进行操作而有可能接触到转动零部件,因此实际操作机器的操作员和维修保养的维修人员,必须在事前仔细阅读有关安全的注意事项充分理解内容之后再进行操作。此有关安全的注意事项中记述的内容有的不是用户购买的商品规格的内容。
另外,为了能让用户充分地理解用说明书以及产品的警报标签,特将警报表示分为如下种类。请充分了解这些内容并遵守指示的要求。
( )危险等级的说明
| 危险 | 操作或维修养机器时,如果当事人、第3者操作错误或没有避免该情况,有发生死亡或造成重伤的危险。 |
| 警告 | 操作或维修养机器时,如果当事人、第3者操作错误或没有避免该情况,有发生死亡或造成重伤的潜在可能。 |
| 注意 | 操作或维修养机器时,如果当事人、第3者操作错误或没有避免该情况,有造成中轻伤的可能。 |
(II)警告图标表示和指示标签的说明
| 警告图标表示 | 有接触转动部,造成负伤的危险。 | 警告图标表二触摸 | 作业时拿缝纫机的话,有让手受伤的危险。 | ||
| 有接触高电压部,造成触电的危险。 | 卷入皮带,造成负伤的危险。 | ||||
| 有接触高温部,造成烫伤的危险。 | 了纽扣传送器,有受伤的危险。 | ||||
| 如果直接目视激光的话,有伤害眼睛的危险。 | 指示标地线 | 指示正确的转动方向。 | |||
| 有头部接触到缝纫机的危险。 指示 | 的连接。 | ||||
| 警告标签 | 1→ 2→ 1·有发生中轻度伤害、重伤、死亡的危险。 ·触摸了活动部分的话,有发生负伤的危险。 2·应安装安全防护器,然后再进行缝制。 ·应安装安全护罩,然后再进行缝制。 ·应安装保护装置,然后再进行缝制。 3·必须切断电源之后,再进行「穿线」、「换针」、「更换梭心」以及「油、清扫」的操作。 | ||
| 触电危险标签 | 危险 高电压部分に触い、大被害はる 电源を切て、5分以上たてかか カローハロー。 | DANGER Hazardous voltage will cause injury. Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. | |
危险
- 需要打开电气箱时,为了防止触电事故,请关闭电源,经过5分钟以上的时间之后再打开电气箱盖。
注意
基本注意事项
- 用之前,请您一定阅读用说明书以及附属的所有说明资料。另外,请您妥善管本用说明书,以便随时可以立即查阅。
- 本注意事项中有部分内容可能不是您所购买的机器规格的内容。
- 为了防止断针造成的事故,请戴上安全防护眼镜进行操作。
- 用心脏起搏器的人,请一定与专门医生咨询之后再用。使
安全装置、警告标签
- 为了防止由于没有安装安全装置而造成的事故,操作本机器时,请确认安全装置是否正确地安装到规定位置之后再进行操作。
- 为了防止人身事故,卸下了安全装置后,请一定再安装到原来的位置,并确认功能是否正常。
- 为了防止人身事故,请把警告标签时常地粘贴到可以明显看到的机器上。如果脱落或发生污损,请立即更换成新的标签。
用途、改装
1.为了防止人身事故,请不要将本机器用于本来的用途和用说明书规定的用方法以外的用处。如果用于规定用途以外时,本公司一概不负任何责任。 使 使
2. 为防止人身事故,请不要改装机器。对于因改装而发生的事故,本公司一概不负任何责任。
教育培训
- 为了防止由于不熟练而造成的事故,雇用单位应就有关本机器的操作和安全注意事项,对操作人员进行教育,而且只让具有专业知识和操作技能的操作人员用本机器。同时,雇用单位一定事前编制操作人员的教育培训计划,并切实地实施。
必须关闭电源的事项
关闭电源:是指关闭电源开关之后,并且把电源插头从电源插座上拔下来。以下相同。
- 为了防止人身事故,当确认了异常、故障后以及停电时,请立即关闭电源。
2.为了防止因机器突然起动造成的事故,在如下情况时,请一定关闭电源之后再进行操作。特别是用离合马达时,关闭电源后,一定确认了缝纫机完全停止转动之后再进行操作。使
2-1.例如,向机针、弯针、分线器等需要穿线的零件进行穿线或更换梭心时。
2-2. 例如,更换或调整组成机器的所有零部件时。
2-3. 例如,检查、修理、清扫机器时,或离开机器时。
3.为了防止触电、漏电、火灾事故,拔电源插头时,一定要手持插头拔电线,而不能拉着电线拔。
4. 不用缝纫机闲放时,一定要关闭电源。
5. 为防止因电气零部件的损坏造成的事故,停电后请一定关闭电源。
在各用阶段的注意事项
使
搬运
- 为了防止人身事故,抬起缝纫机移动时,请一定根据机器的重量采用确保安全的方法进行搬运。另外,有关机器重量,请确认用说明书的说明。
- 为了防止人身事故,抬起缝纫机移动时,请采取确保安全的措施防止翻倒、掉落。
- 为了防止不可预想的事故、掉落事故、机器损坏,请不要再次包装已经开箱的机器进行搬运。
开箱
- 为了防止人身事故,开箱时请按照从上方开始的顺序进行开箱。木框包装时,请一定要小心不要被钉子扎破。请把钉子从木板上拔下来。
- 为了防止人身事故,取出机器时,请一定首先确认机器的重心位置然后小心地取出。
安装
(1)机台、台脚
- 为了防止人身事故,请一定用纯正的机台、台脚。不得以用非纯正的零件时,请一定用可以充分承受机器重量、运转时的及用力的机台、台脚。
2.为了防止人身事故,在台脚上安装脚轮时,请用具有充分强度的带锁定装置的脚轮,操作机器时、维修养、检查、修理时进行锁定不要机器晃动。使
(II)电缆、布线
- 为了防止触电、漏电、火灾事故,用电缆时请不要向电缆施加过大的力量。另外,在V形皮带等转动零部件附近布设电缆时,已经让电缆距离它们 30mm 以上。
- 为了防止触电、漏电、火灾事故,请不要进行分岔布线。
- 为了防止触电、漏电、火灾事故,请一定牢固地固定连接器。另外,拔连接器时,请一定手持连接器拔线。
(III)接地
- 为了防止因漏电、绝缘耐压而造成的事故,一定请具有电气专门知识的人安装电源插头。另外,请一定把电源插头连接到接地的电源插座上。
- 为了防止因漏电造成的事故,请一定把地线接地。
(IV)马达
1.为了防止马达烧毁而造成的事故,请一定用规定的额定马达(纯正品)。
2. 用市场出售的离合马达时,因被卷入 V 形皮带而造成的事故,请一定选用安装有防止卷入功能的皮带护罩的离合马达。
操作前
- 为了防止人身事故,接通电源之前,请一定确认连接器、电缆等确实没有损伤、脱落、松动。
- 为了防止人身事故,请不要把手伸到活动的部位。另外,请确认皮带轮的转动方向是否与箭头标记一致。
- 用带脚轮的机台脚时,为了防止突然的起动造成的事故,请一定锁定脚轮,带有调节器时,请调节使合脚把脚固定好。
操作中
- 为了防止卷入而造成的事故,操作机器时,请注意不要让手指、头发、衣服靠近皮带轮、手动飞轮、马达等转动部位,也不要把物品放到上面。
- 为了防止人身事故,接通电源时或机器操作中,请不要把手指靠近机针,也不要把手指伸到挑线杆护罩里。
- 缝纫机以高速在进行转动。为了防止弄伤手,操作中绝对不能让手靠近弯针、分线器、针杆、旋梭、布切刀等活动部位。另外,更换缝纫机机线时,请关闭电源,确认了缝纫机和马达均完全停止之后再进行更换。
-
为了防止人身事故,从机台上拆卸缝纫机时,或者返回安装到原来的位置时,请注意不要夹到手指。
-
为了防止因突然的起动造成的事故, 拆卸皮带护罩以及 V 形皮带时, 请一定关闭电源, 确认了缝纫机和马达均完全停止之后再进行拆卸。
- 用伺服马达时,机器停止时马达不发出声音。为了防止因突然的起动造成的事故,请注意不要忘记关闭电源。
7.为了防止因过热造成的火灾事故,用时请不要堵住马达电源箱的冷却口。使
加油
加
- 请使用 JUKI 纯正的机油和 JUKI 纯正的润滑脂向规定部位进行油和涂抹润滑脂。
- 为了防止炎症和脓肿,眼睛、身体上粘附了油时,请立即进行清洗。
3.为了防止腹泻、呕吐,如果误饮了机油,请立即让医生治疗。保
维修养
保
- 为了防止因不熟练而造成的事故,有关修理、调整,请一定让熟悉机器的维修养技术人员按照说明书的说明进行修理和调整。另外,更换零部件时,请一定用本公司的纯正零部件。对于不适当的修理和调整以及用非纯正零部件造成的事故,本公司一概不负任何责任。
2.为了防止因不熟练而造成的事故以及防止触电事故,请一定让具有电气专门知识的人或委托本公司、代理店的技术人员进行有关电气的修理和维修(包括布线)。 - 为了防止因突然的起动造成的事故,修理和维修养用气缸等高压空气的机器时,请一定卸下空气供给源的管子,排放出残留的空气之后再进行修理和维修养。
- 为了防止人身事故,修理调整和更换零部件后,请一定确认螺丝螺母等没有松动。
- 机器的用期间中,请一定定期地进行清扫。此时,为了防止因突然的起动而造成的事故,请一定关闭电源,使确认了缝纫机和马达均完全停止之后再进行清扫。
- 进行维修养、检查、修理时,请一定关闭电源,确认了缝纫机和马达均完全停止之后再进行操作。(离合马达时,请注意关闭电源后马达由于惯性仍然回继续转动一定时间。)
- 为了防止人身事故,经过修理调整,机器不能正常操作时,请立即停止操作,与本公司或代理店联系,委托有关技术人员修理。
- 为了防止人身事故,保险丝熔断后,请一定切断电源,排除了保险丝熔断的原因之后,更换相同规格的新保险丝。
- 为了防止马达的火灾事故,请定期地进行风扇通气口的清扫和配线四周的检查。
用环境
为了防止因误动作造成的事故,请在没有高频电焊机等强噪音源(电磁波)影响的环境下用缝纫机。2.为了防止因误动作造成的事故,在超过额定电压 ± 10% 的地方,请不要用缝纫机。使
3.为了防止因误动作造成的事故,对于用气缸等高压空气的装置,请确认了压力符合规定之后再进行用。
4. 为了安全地用缝纫机,请一定在下列环境下进行用。
动作时的周围温度 5^ 35^
动作时的相对湿度 35% 85%
- 为了防止因电气零部件的损坏和误动作造成的事故,从寒冷的环境急速地变到温暖的地方后容易产生结露现象,请等待水滴完全干燥之后再接通电源。
- 为了防止因电气零部件的损坏和误动作造成的事故,打雷时为了安全,请停止操作,并拔下电源插头。
- 有的电波状态下,可能会给予附近的电视机、收音机带来噪音。此时,请在稍稍离开缝纫机的地方使用电视机、收音机。
- 为了确保作业环境,请遵守各国的有关法令。
需要对应噪音时,请穿戴有关法令规定的防音防护用具等。
- 有关产品、包装的废弃,用完的润滑油等的处理,请按照各国的法律法规进行适当的处理。
使
| 危险 | 1.为了防止触电事故,请不要在接通电源的状态下打开马达电气箱的盖子或触摸电气箱内的零件。 2.变更图案后,请确认落针位置。万一图案突出压脚,缝制中机针会碰到压脚,发生危险的断针事故。 |
| 注意 | 1.为了防止被卷入的人身事故的发生,绕线时请确认了机针下没有障碍物之后再踩起动开关。 2.变更图案、打开准备键、打开压脚开关时,压脚会自动地下降,为了防止人身事故的发生,请绝对不要把手指放到压脚下面。缝纫机运转中,请不要把手指靠近压脚。 3.缝纫机运转中如果关闭了电源的话,外压脚会上升,因此请不要把手放到压脚附近。 4.因为本产品属于精密机器,所以操作时请充分注意,不要把水、油溅到机器上面,也不要让机器掉落给与机器冲击。 5.本机器是A级工业用机器。在家庭环境下使用此机器的话,有可能发生电波干扰现象。此时,请使用人采取适当的措施解决电波干扰问题。 |
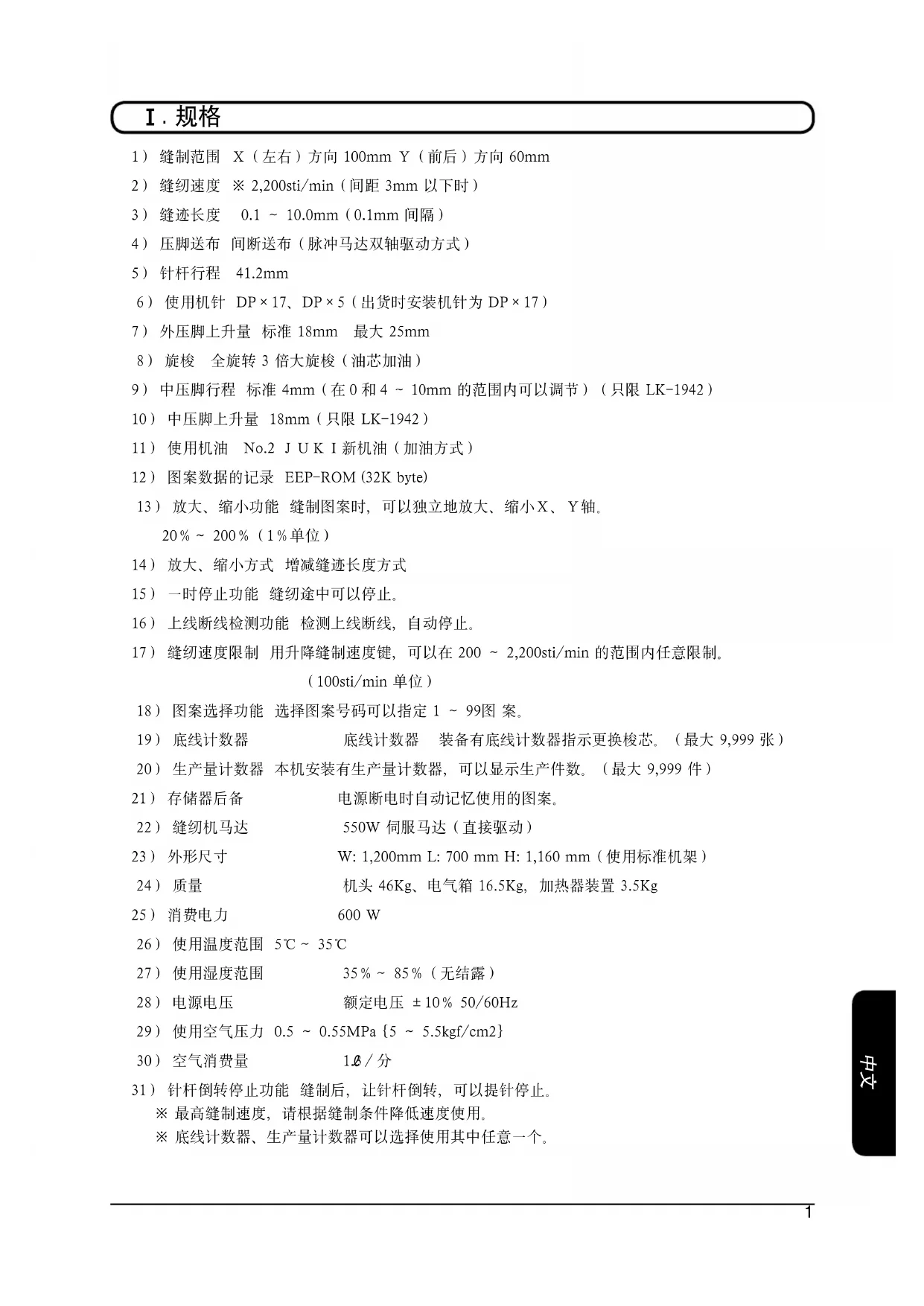
关于安全装置和警告标签
注意
另外,在使用说明书中为了突出说明的重点,有的地方省略显示了「眼睛防护罩」、「手指防护器」等安全装置,请了解。
但是实际使用时,请绝对不要卸下这些安全装置。
目录
I.规格
Ⅱ.各部的名称 2
- 主机的名称 2
- 操作箱开关的名称 3
Ⅲ. 安装 4
V.缝纫机的准备 18
1.加油方法 18
2.机针的安装方法 19
3. 上线的穿线方法 ..... 20
4. 梭壳的取下插入 21
5.旋梭的插入方法 21
6. 线张力的调整方法 ..... 22
7. 挑线弹簧的调节 ..... 22
8. 中压脚高度的调节 (LK-1942) ..... 23
9. 中压脚行程的调节 (LK-1942) ..... 23
V.缝纫机的操作(基础篇) 25
- 项目数据的设定 ..... 25
- 图案形状的确认 ..... 27
3.缝制电磁式规格 28 - 变更为其他图案 ..... 29
- 有关缝纫机途中的停止 ..... 29
6.卷绕底线 30
7.使用时的注意事项 31
VI.缝纫机的操作(应用篇) 32
1.使用图案键(P1 P2 P3 键)缝制 32
2.使用组合功能的缝制 34
3.使用「底线计数器」的缝制 36
4.发生切线不良后,取出缝制物的方法(只限Z规格机种) 37
VII.维修 38
1.针杆高度 38
2. 机针与旋梭 38
3. 压脚的高度 ..... 41
4. 线张力盘浮起量的调节 41
5. 动刀和固定刀 42
6.断线检测板 44
7.旋梭油量的调整 45
8. 滤清器的清扫 46
9.废油的处理 46
10.保险丝的更换 47
VIII.存储器开关的使用方法 48
1.存储器开关的起动 48
2.存储器开关设定例 48
3.存储器开关功能一览表 50
X. 其他 ..... 52
1.缝制图案 52
2. 设定开关的设定 ..... 54
3. 选商品踏板的连接方法 ..... 55
4.错误一览表 57
5.缝制时的现象、原因和对策 58
6. 选购零件 ..... 59
7.标准配件表 62
8. 机台图纸 ..... 63
I. 规格
1)缝制范围X(左右)方向 100mm Y(前后)方向 60mm
4)压脚送布间断送布(脉冲马达双轴驱动方式)
5)针杆行程 41.2mm
6)使用机针 DP × 17 、 DP × 5 (出货时安装机针为 DP × 17 )
7)外压脚上升量 标准 18mm 最大 25mm
8)旋梭全旋转3倍大旋梭(油芯加油)
9)中压脚行程标准 4mm (在0和 4 10mm 的范围内可以调节)(只限LK-1942)
10)中压脚上升量 18mm (只限LK-1942)
12)图案数据的记录 EEP-ROM(32Kbyte)
13)放大、缩小功能缝制图案时,可以独立地放大、缩小X、Y轴。 20% 200% (1%单位)
14)放大、缩小方式 增减缝迹长度方式
15)一时停止功能 缝纫途中可以停止。
16)上线断线检测功能 检测上线断线,自动停止。
17)缝纫速度限制 用升降缝制速度键,可以在 200 2,200sti / min 的范围内任意限制。(100sti/min单位)
18)图案选择功能 选择图案号码可以指定 1 99 图案。
20)生产量计数器本机安装有生产量计数器,可以显示生产件数。(最大9,999件)
21)存储器后备 电源断电时自动记忆使用的图案。
23)外形尺寸 W:1,200mm L:700 mm H:1,160 mm(使用标准机架)
24)质量 机头 46Kg 、电气箱 16.5Kg ,加热器装置 3.5Kg
25)消费电力 600W
26)使用温度范围 5% 35%
27)使用湿度范围 35% 85% (无结露)
28)电源电压 额定电压 ± 10% 50 / 60Hz
29)使用空气压力 0.5 0.55MPa {5~5.5kgf/cm2}
30)空气消费量 1/分
31)针杆倒转停止功能缝制后,让针杆倒转,可以提针停止。※最高缝制速度,请根据缝制条件降低速度使用。※底线计数器、生产量计数器可以选择使用其中任意一个。
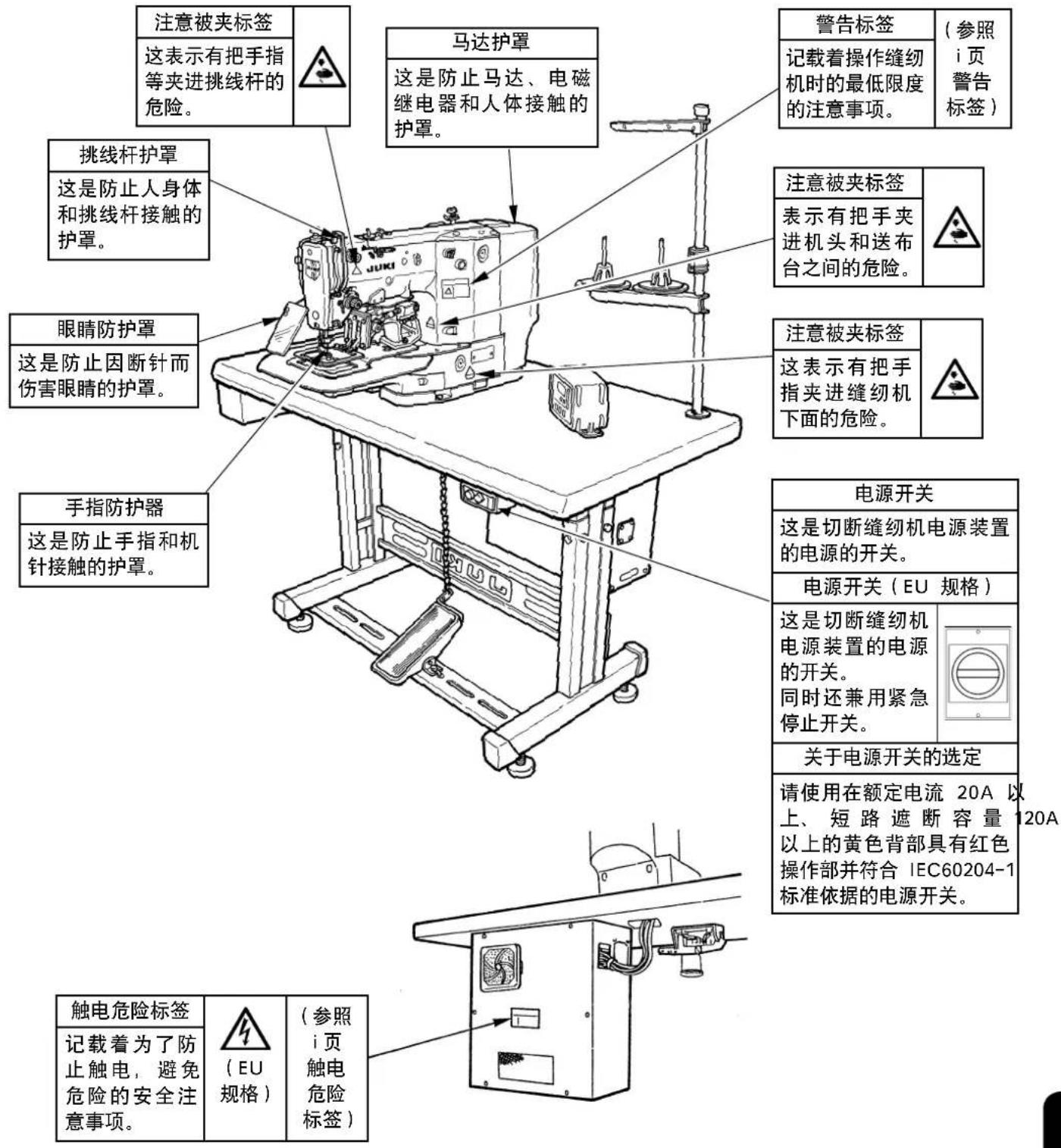
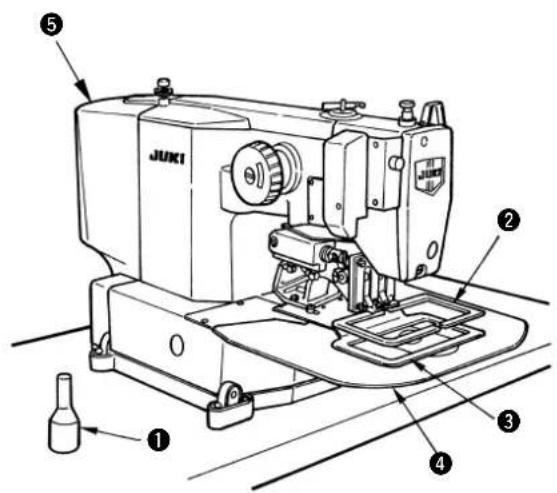
Ⅱ. 各部的名称
1. 主机的名称
第1级:压脚开关,第2级:起动开关
空气控制装置(气动式机种)
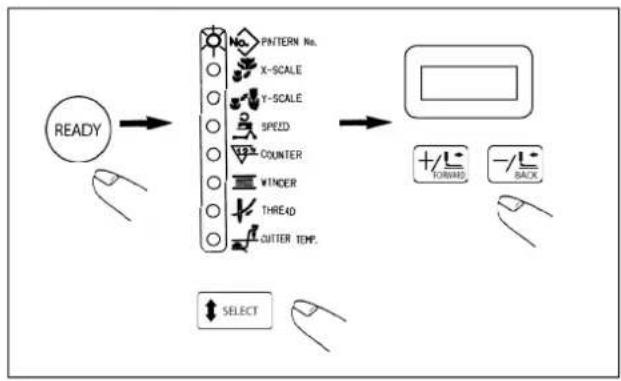
2. 操作箱开关的名称
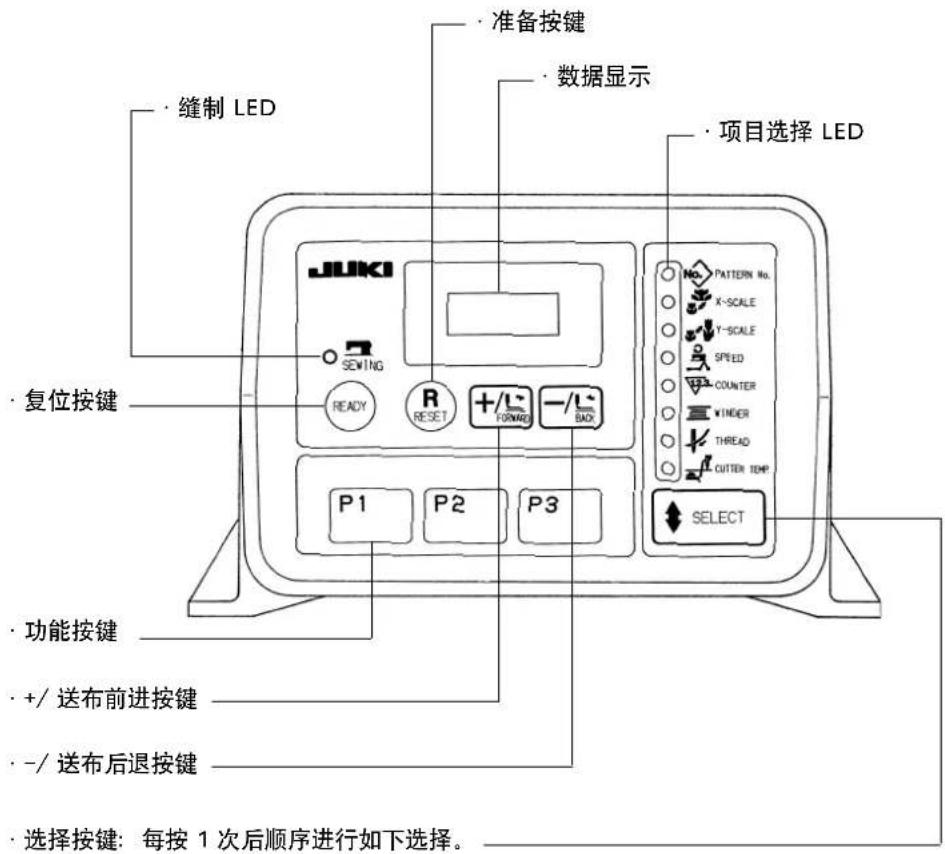
·图案No X放大缩小 Y放大缩小 速度 计数器 绕线 穿线 断热温度(只限Z规格)
Ⅲ. 安装
危险
搬运缝纫机时,请至少2人以上进行搬运。
(1)机台安装
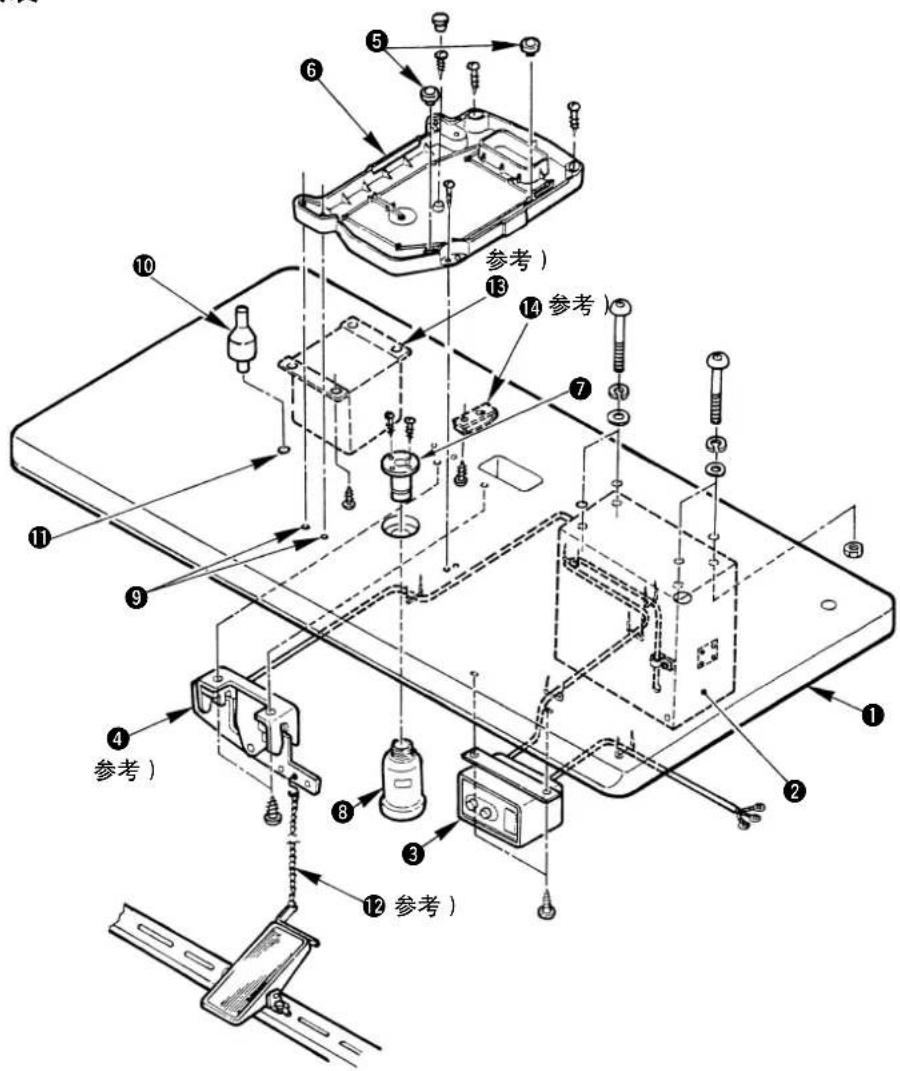
1)机台(14117519)①上固定有控制箱②、电源开关③、踏板开关④、加热器装置⑤、电缆夹⑥。
2)用附属的链子把踏板和踏板开关4连接起来
3)用线夹把各电线固定住。
4)把排油栓⑦固定到机台①,并拧上油槽座⑧。
5)把减震橡胶 品 放到油槽 品 上,对准机台的上铰孔(4处)9,用木螺丝固定油槽 品 (4处)。
6)油的中央部,请拧紧固定螺丝后用橡胶栓塞住。
7)把机头支杆10打进机台孔11里。

- 安装 4、12 只限单踏板规格机种。
- 13、14 只限 Z 规格机种。
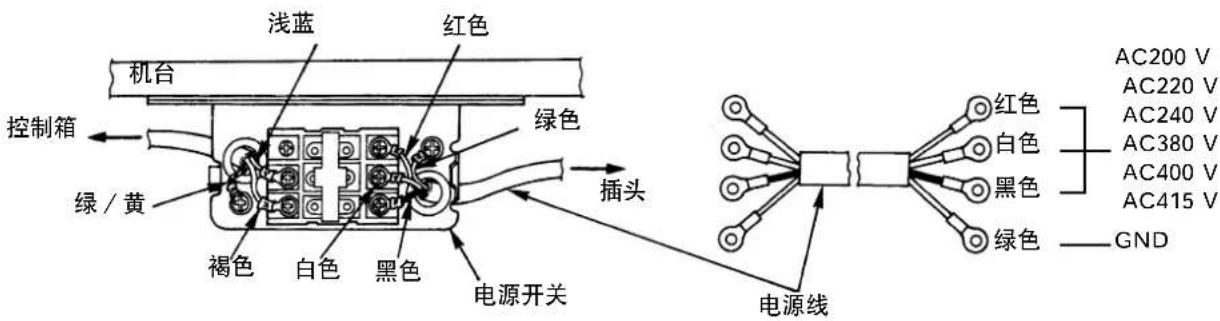
(2)电源线的连接·电压规格

在电压表示标签上写有电源规格。请根据规格选接电线。
| 规格 电压表示标签 规格 电压表示标签 | |||
| 三相200V 3 | ∅200V | 三相220V 3 | ∅220V |
| 三相240V 3 | ∅240V | 单相200V 1 | ∅200V |
| 三相380V 3 | ∅380V | 单相220V 1 | ∅220V |
| 三相400V 3 | ∅400V | 单相230V/240V 1 | ∅240V |
| 三相415V 3 | ∅415V | ||
·单相 200V 、 220V 、 230V 和 240V 的连接
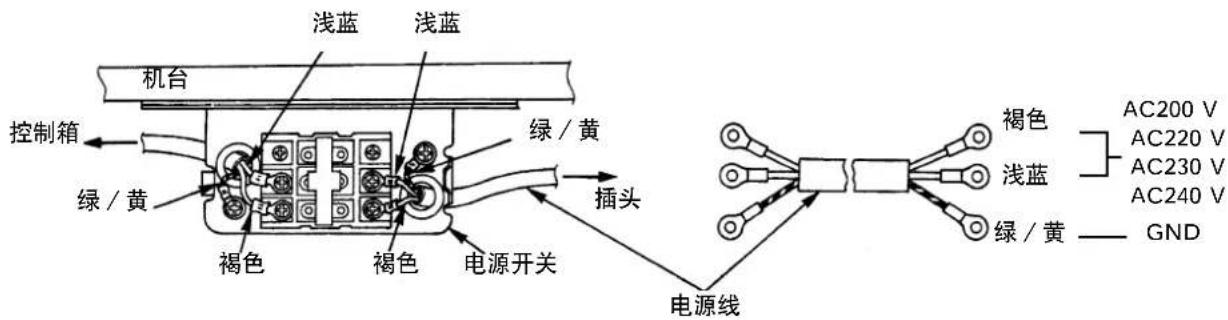
·三相 200V 、 220V 、 240V 、 380V 、 400V 和 415V 的连接

危险
- 在电压规格不同的状态下绝对不能使用。
- 变更单相 100V 、单相 110V 、单相 120V 、单相 200V 、单相 220V 、相 240V 、三相 200V 、三相 220V 、三相 240V 时请参照「100-240 V规格电压变换方法」的内容。
变更三相 220V 、三相 240V 、三相 380V 、三相 415V 时请参照「220-415V规格电压变换方法」的内容。
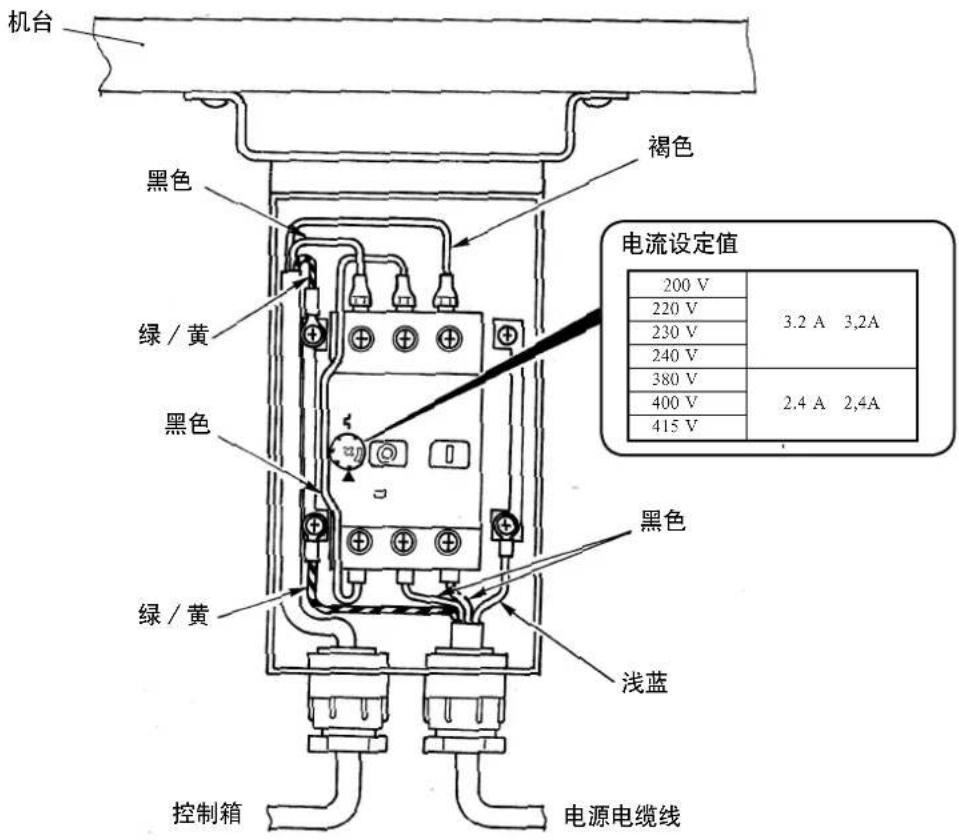
(3)电源开关
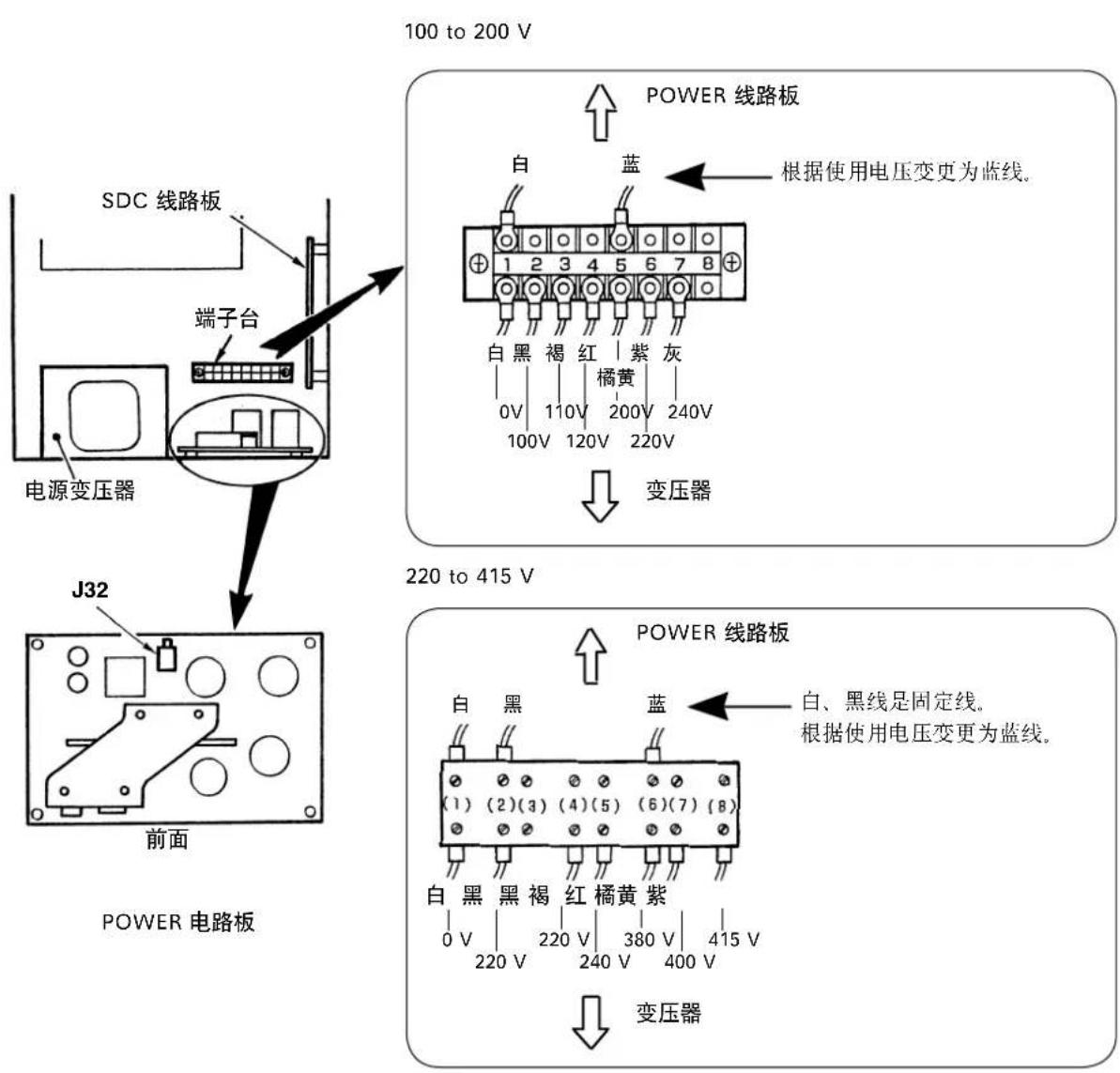
(4)电源电压的变换方法
100 240V 规格的电压变换方法
100V、200V规格时按如下变换端子台接线即可使用。
| 线色(白) 线色(蓝) 输入电压 备考 | ||
| 端子台号码 | ||
| 1 2 100 | ||
| 1 3 110 需要 J32 | ||
| 1 4 120 | ||
| 1 5 200 | ||
| 1 6 220 不要 J32 | ||
| 1 7 230/240 | ||

100V 规格 200V 规格的电压变换
用电源电压100、110、120V使用缝纫机时,需要把电压变换电缆(货础号M90215800A0)插到POWER电路板的J32上。
使用200.220.230.240V的电源电压时,请不要安装J32。
错误地设定了J32的话,会损坏电气设备。
220 415V 规格的电压变换
220V 415V 规格时按如下变换端子台接线即可使用
| 线色(白) 线色(黑) | 线色(蓝) 输入电压 | ||
| 端子台号码 | |||
| 1 2 | 4 220 | ||
| 1 2 | 5 230/240 | ||
| 1 2 | 6 380 | ||
| 1 2 | 7 400 | ||
| 1 2 | 8 415 | ||
(5)缝纫机主体的固定
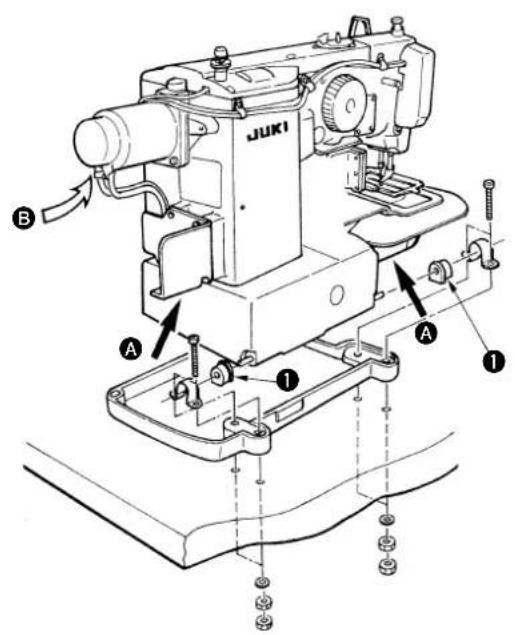
把胶垫 插到机轴上,固定缝纫机主体。

搬运缝纫机时,请手拿A部。另外请不要手拿马达部(B)。
注意
搬运缝纫机时,请一定2以上进行搬运。
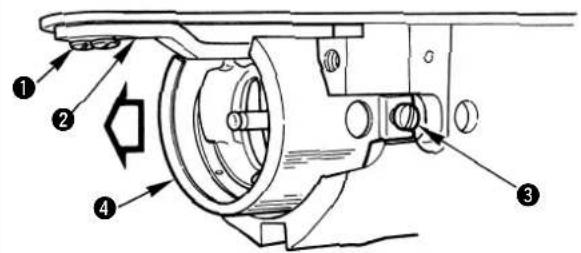
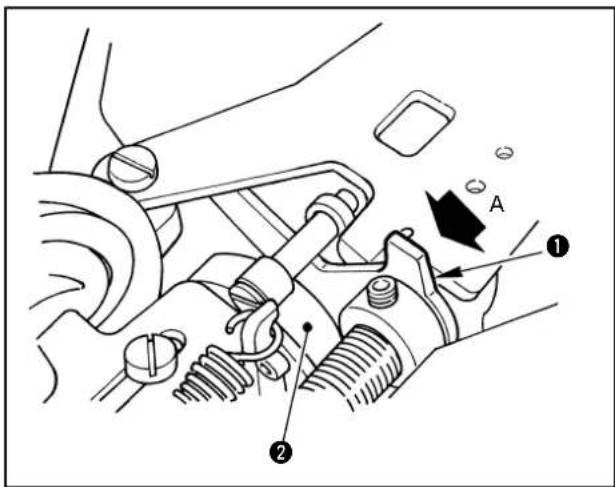
(6)安全开关的安装
本机安装有在因保养、检修而放倒缝纫机时,不让缝纫机转动的安全开关。
安装时,请装设到正确的位置上。
(如果没有安装到正确的位置上时,缝纫机则不能运转。)
1)拧松2根固定螺丝
2)把安全开关 ② 下降到最下方。
3)拧紧2根固定螺丝①。
(7)马达外罩的安装
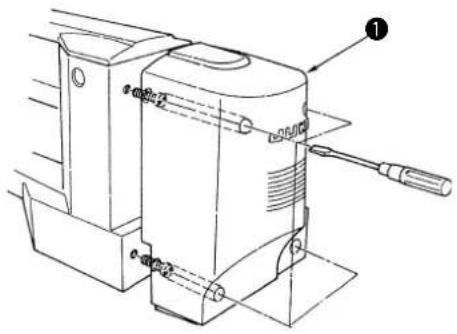
用安装到马达外罩 上的螺丝把外罩安装到缝纫机主体上。
(8)操作箱的安装
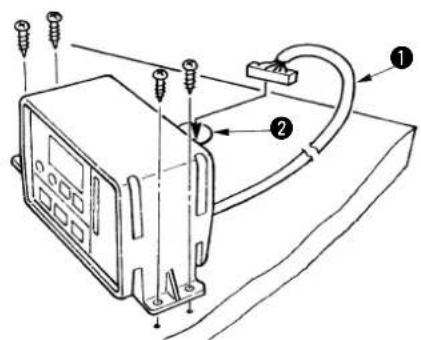
操作箱电缆 ① 穿过机台孔 ②,固定好操作箱。
(9)踏板开关
·单踏板
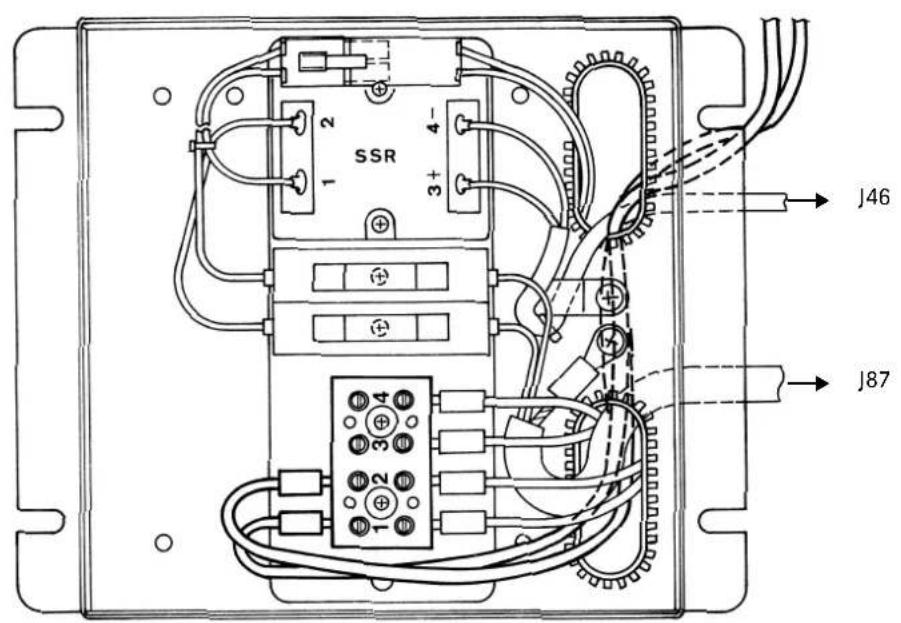
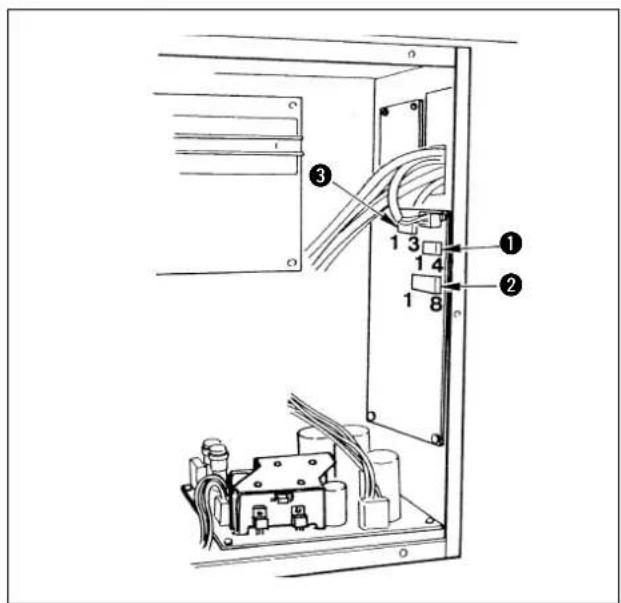
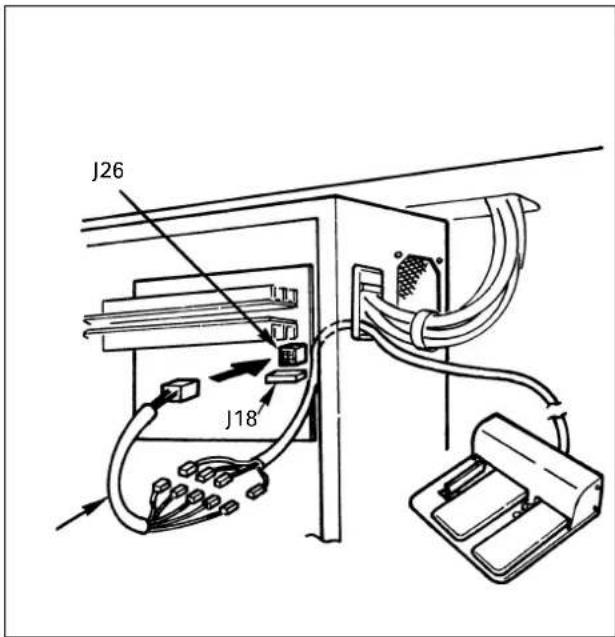
(10)电缆的连接
请请按下图所示那样连接好电缆
连接CN2、CN7时,请注意不要碰到A的纵送轴,用电缆捆扎带把它与其他电缆一起捆扎好。控制箱内上部的电缆夹A上捆扎J12、14、15、59电缆,电缆夹B上捆扎J17、18(26)电缆。请用捆线带把J2、8、FG捆扎好。
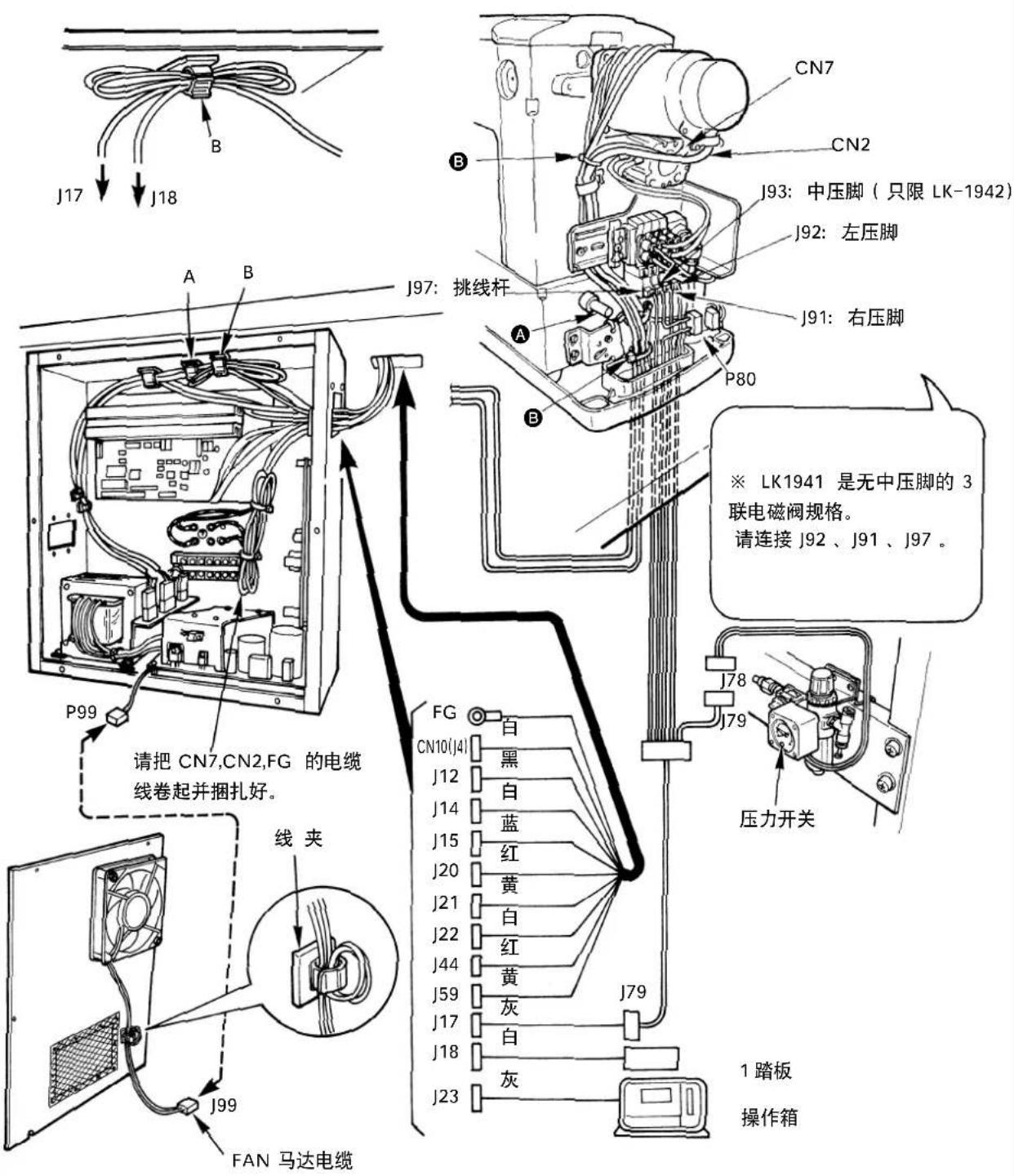

-
请把J17、J18电缆如上图所示那样折弯,然后再夹好。
-
打开箱盖时,请把风扇马达电缆从电缆夹上卸下来。
另外,盖上箱盖时,请把电缆再捆到电缆夹上。
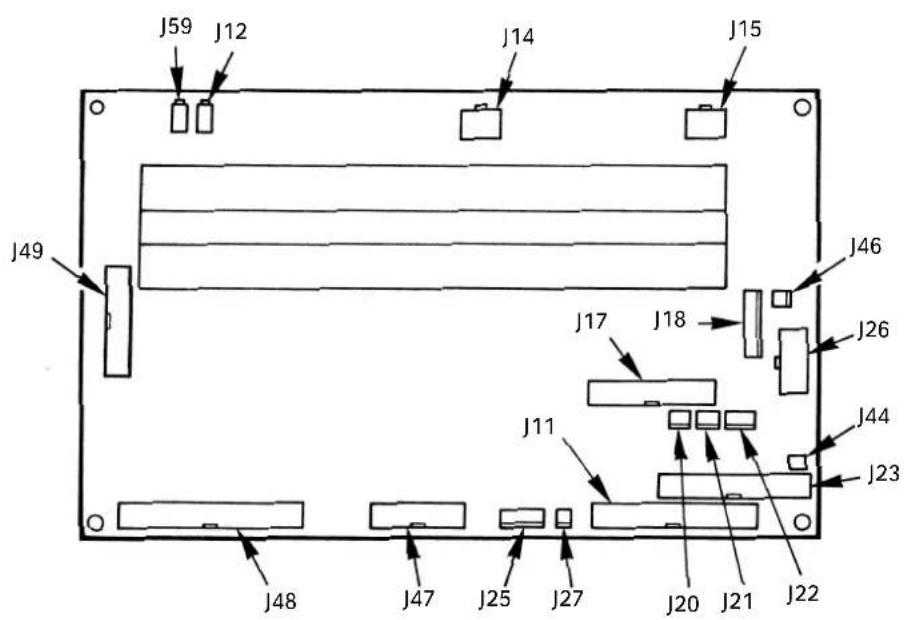
主电路板插头位置
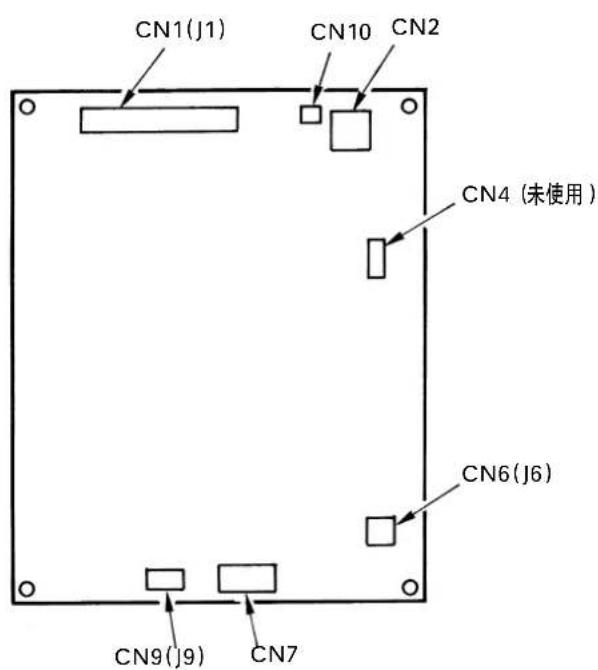
○SDC电路板插头位置
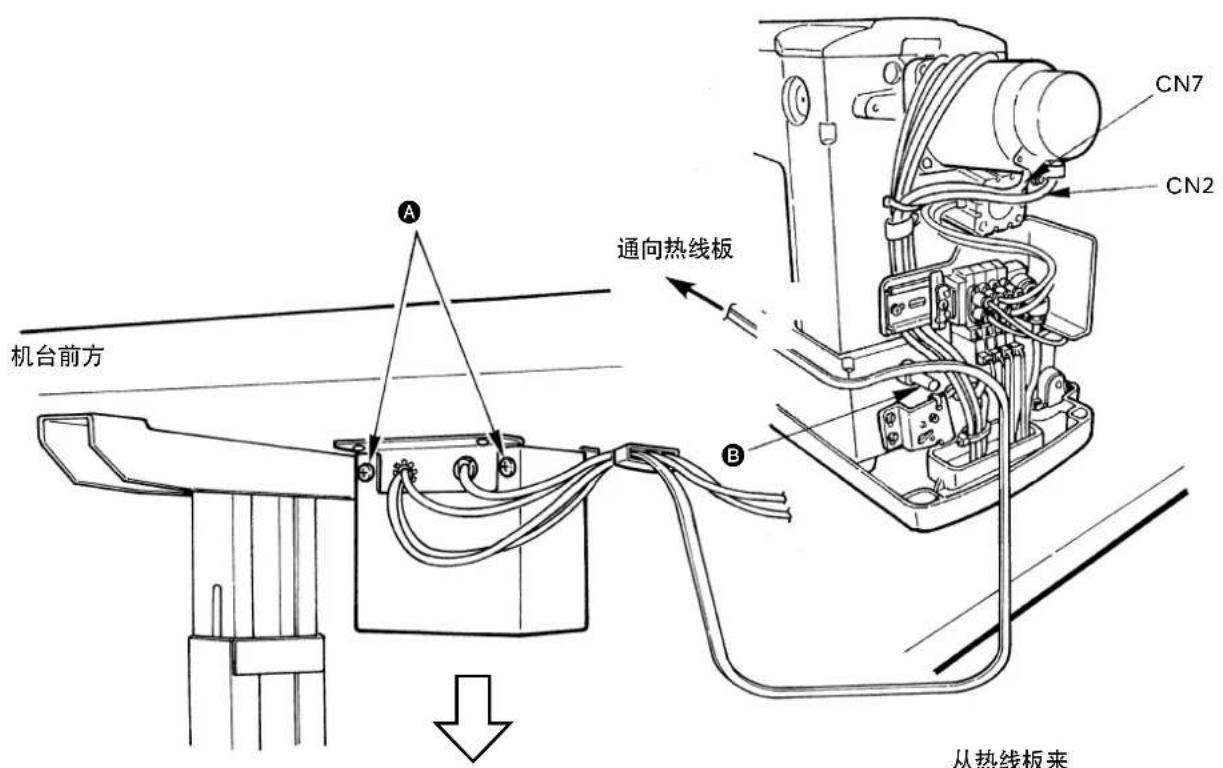
(11)加热器的连接(只限Z规格的机种)
1)先卸下 A × 4 的螺丝,然后卸下加热器外罩。
2)如下图所示那样,把电缆拉出连接到接线端子台的1、2上。
(请注意不要让电缆线接触到纵送轴 3
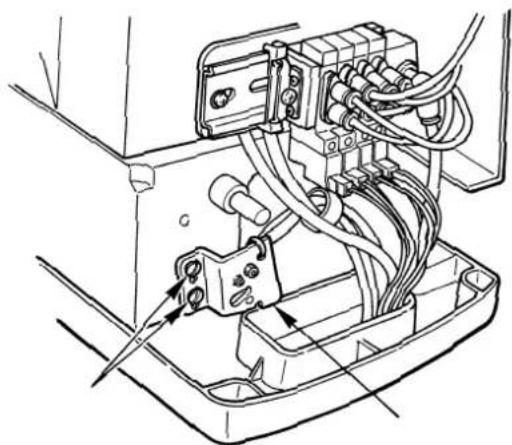
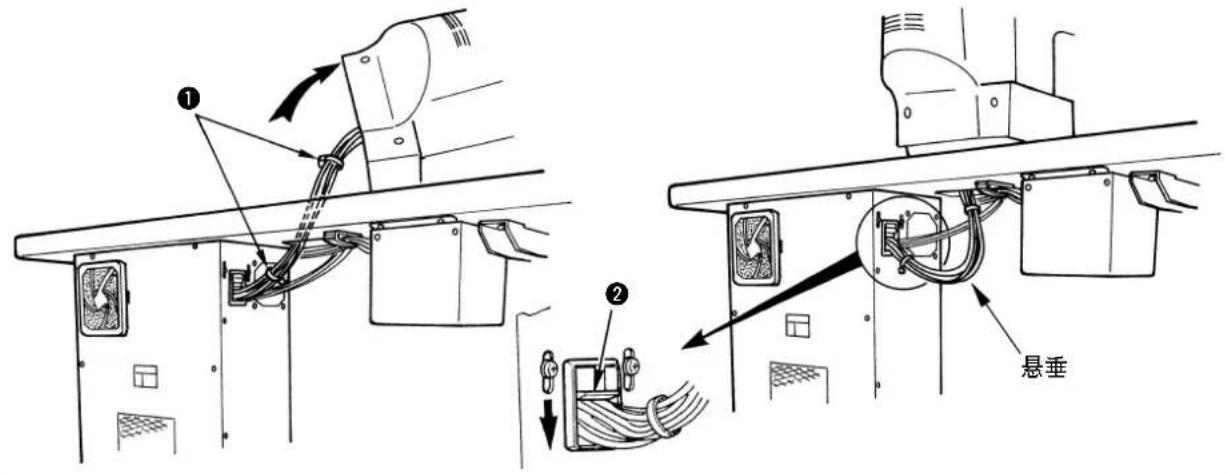
(12)电线的处理
1)在放倒缝纫机的状态,连接电线,如图所示用线束夹 ① 捆紧。
2)如图所示,让电线稍稍弯垂,用电线固定板 ② 固定电线

放倒缝纫机时,请确纫机头支杆安装在机台上。
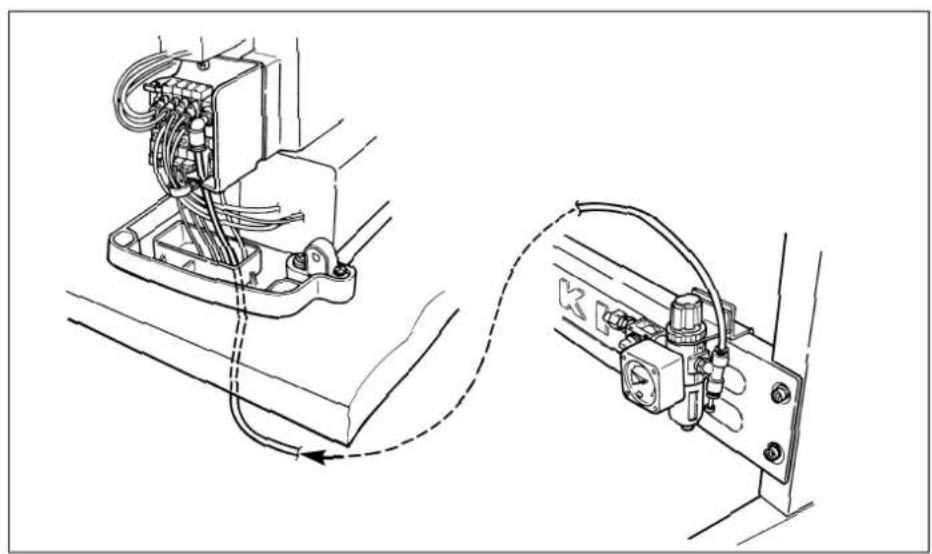
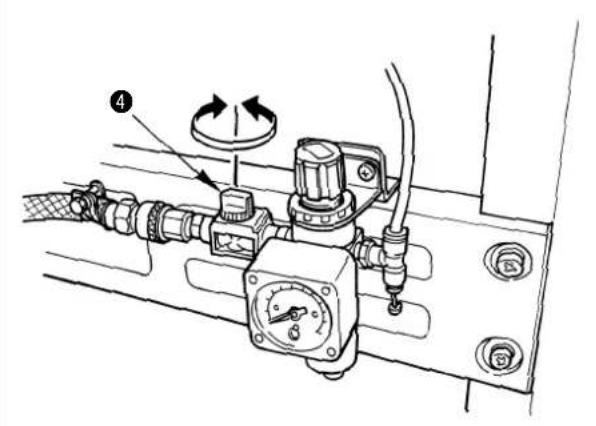
(13)空气配管
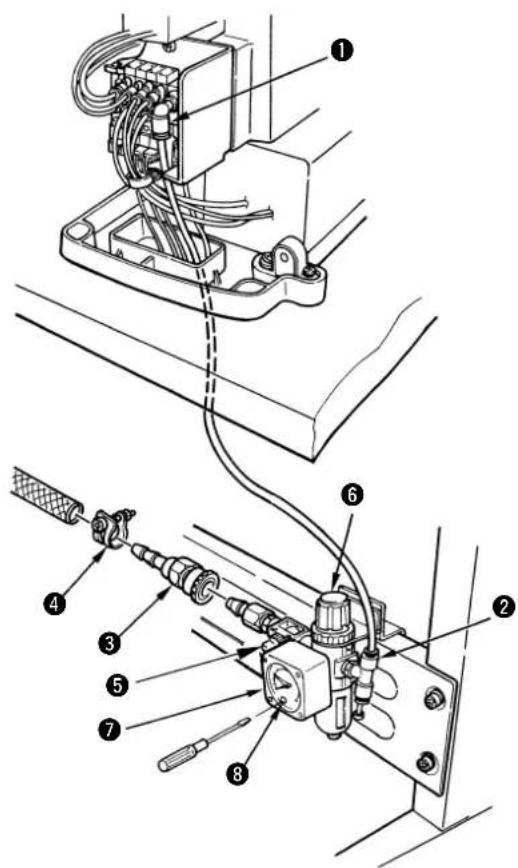
1)把附属的空气软管切割成适当的长度,与电磁阀①和空气调节器②连接起来。
2)使用附属的插接连接卡头 ③ 和软管捆扎带 ④ 把空气源软管连接起来。
3)打开空气栓,向上拉空气压力调整旋钮 然后转动旋钮,看着压力表 把压力调节到 0.5 0.55MPa{5~5.5kgf/cm2}。
4)用小螺丝到转动压力表前面的旋钮。把压力调整到 0.4 MPa 4 ~kgf / cm^2
(14)眼睛保护罩的安装
危险
为了保护断针飞起弄伤眼睛,请一定安装眼睛保护罩。
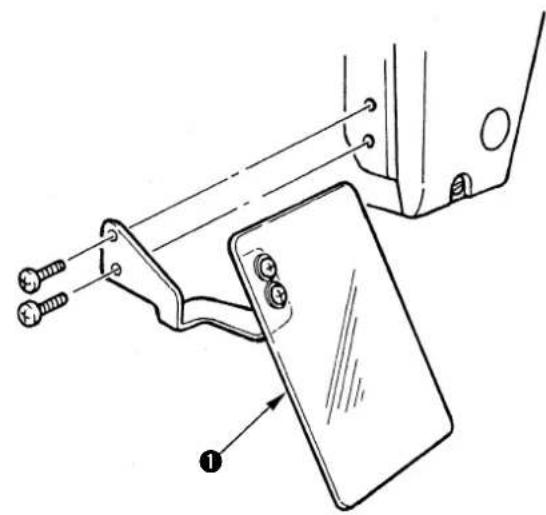
请一定安装眼睛保护罩 后使用缝纫机
(15)线架装置的安装
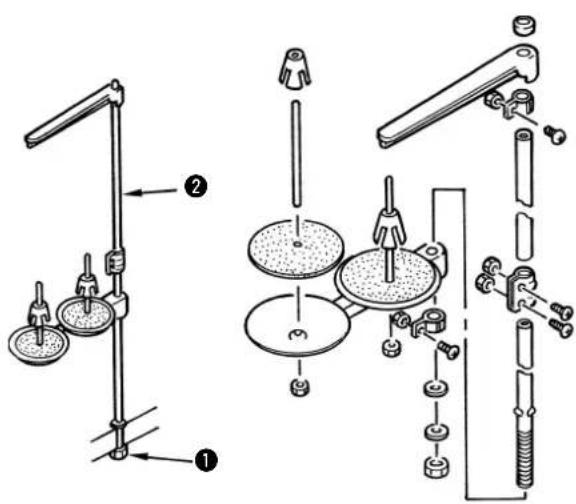
1)安装线架装置,把它安装到机台右上的孔里。
2)拧紧固定螺母,不让线架装置松动。
3)可以配置顶线时,请把电线从线架杆②中间穿过。
(16)针板辅助罩的安装
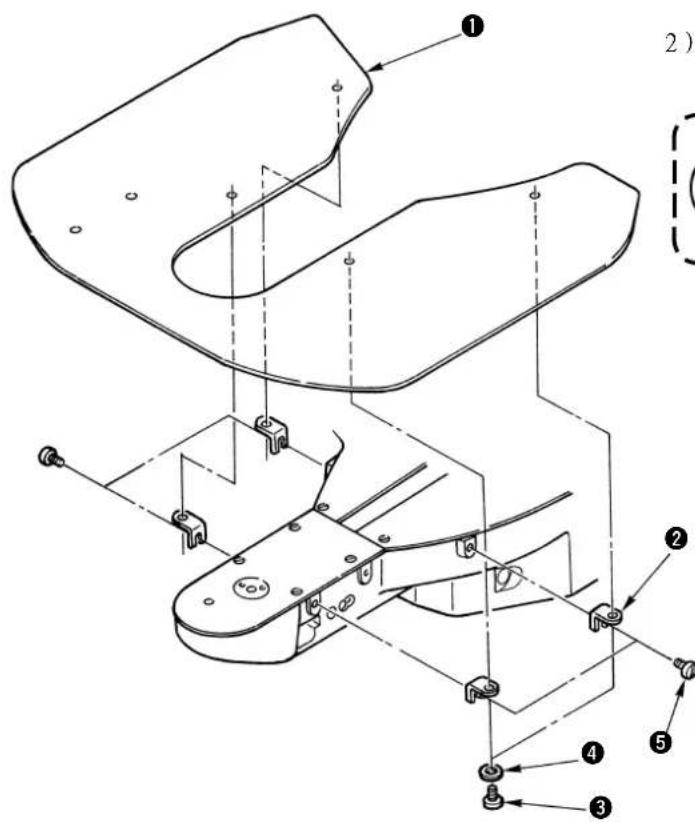
1)把针板辅助罩支架②固定到针板辅助罩上,然后用螺丝③(L=6)和垫片④进行固定。
2)用固定螺丝 (L = 8) 安装到机架上。

请把针板辅助外罩和针板机板上安装在同一面。如果有高低差的话,缝制时底板有可能被拉住。
(17)搬送螺杆的安装
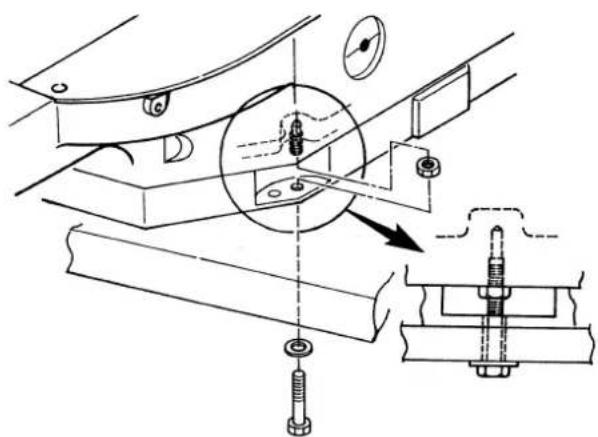
搬送时,请用附属的搬送螺栓固定缝纫机主体。
(18)缝纫机的放倒方法

注意
放倒或抬起缝纫机时,请注意不要被缝纫机夹到手指。为了防止突然的起动造成的事故,请关掉电源之后在进行操作。
放倒缝纫机时,请轻轻地把缝纫机头放倒在机头 ① 支杆上。

- 放倒缝纫机前,请先确认缝纫机台上是否安装有机头支杆 ①。
- 放倒缝纫机后,压脚②靠自重向左移动,有可能与中压脚相碰,造成破损。
请预先卸下上述零部件,或用胶带等把底板 故定到针板辅助外罩 ,然后再放倒缝纫机。
- 请不要手持马达外罩或针板辅助外罩放倒缝纫机,一定用手拿缝纫机主体,以防止外罩损坏。
4.为了防止缝纫机突然翻倒,请一定在平坦的地方进行操作。
IV.缝纫机的准备
1. 加油方法
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
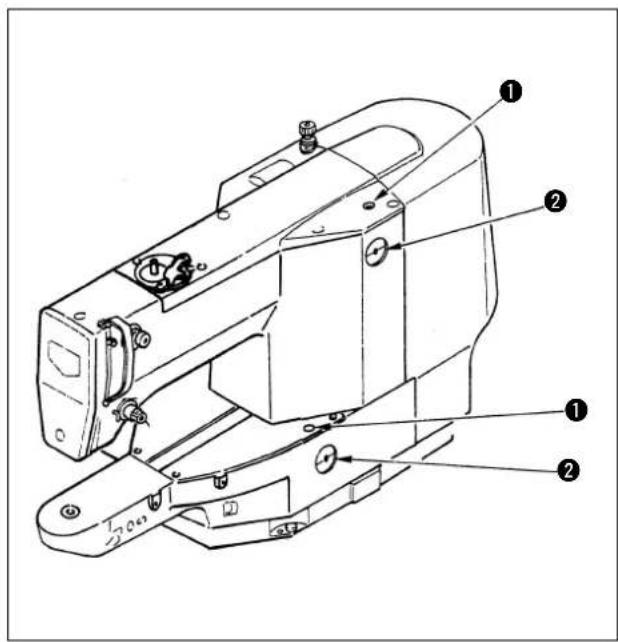
1)从机头加油①把油加到油尺②中央的红印处,每日加油1次左右。
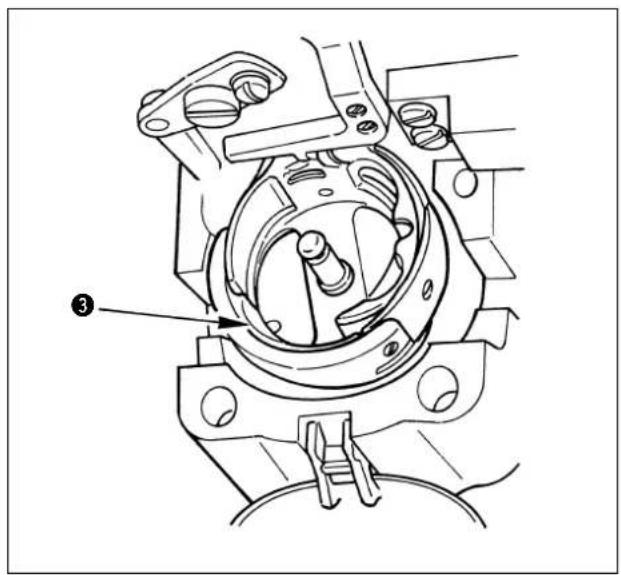
2)请往旋梭轴面③上滴一滴机油。
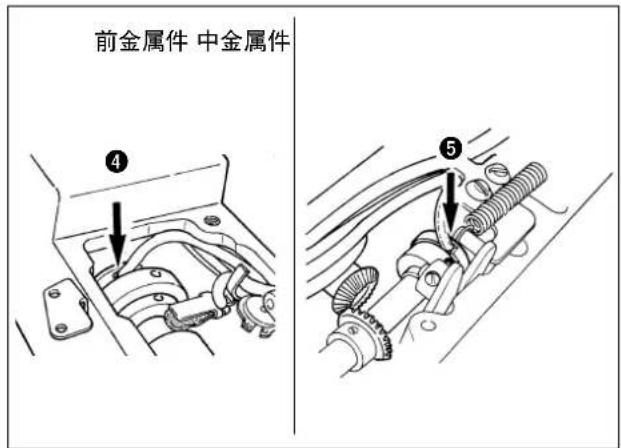
3)卸下上面外罩,往前金属块4、中金属块5上加油。

2)、3)项在缝纫机初次使用时或长时间没有使用时一定进行加油。
2.机针的安装方法
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
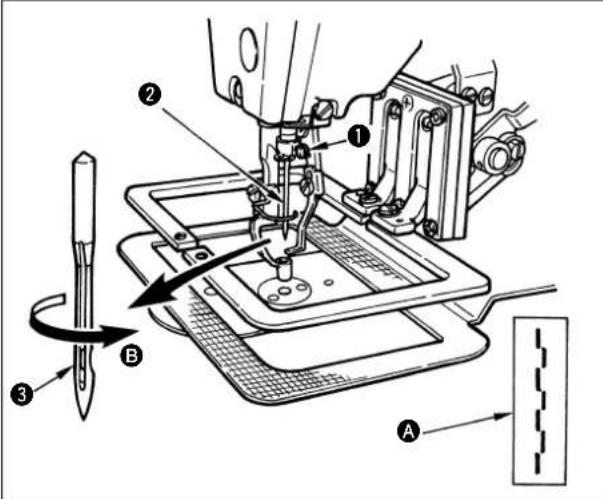
安装机针时,请拧松固定螺丝①,把机针②的长沟③朝向面前,插进针杆的深处,然后拧紧固定螺丝①。

- 缝迹不匀时,请把机针稍稍移动然后安装起来。
- 如果拨线杆挡住时,请转动飞轮让针杆稍稍下降,或转动滤清器调节器的空气栓 ④ ,把空气排放出去。

如果要使用与出货时安装的机针针号不同的机针时,有时还需要更换旋梭。请参照P62页的标准配件一览表
3. 上线的穿线方法

注意
有因被夹针等把手指、手弄伤的危险,请不要把手指等伸到压脚的下边。

线穿针时,请按以下的操作把中压脚和外压脚卸下。 (LK-1942)
1)按操作箱的SELECT键,穿线的LED亮灯。
2)按键之后,中压脚和外压脚下降。
3)把线穿针后,再次按键,返回原来状态。穿过机针的线应留出 4cm 左右。
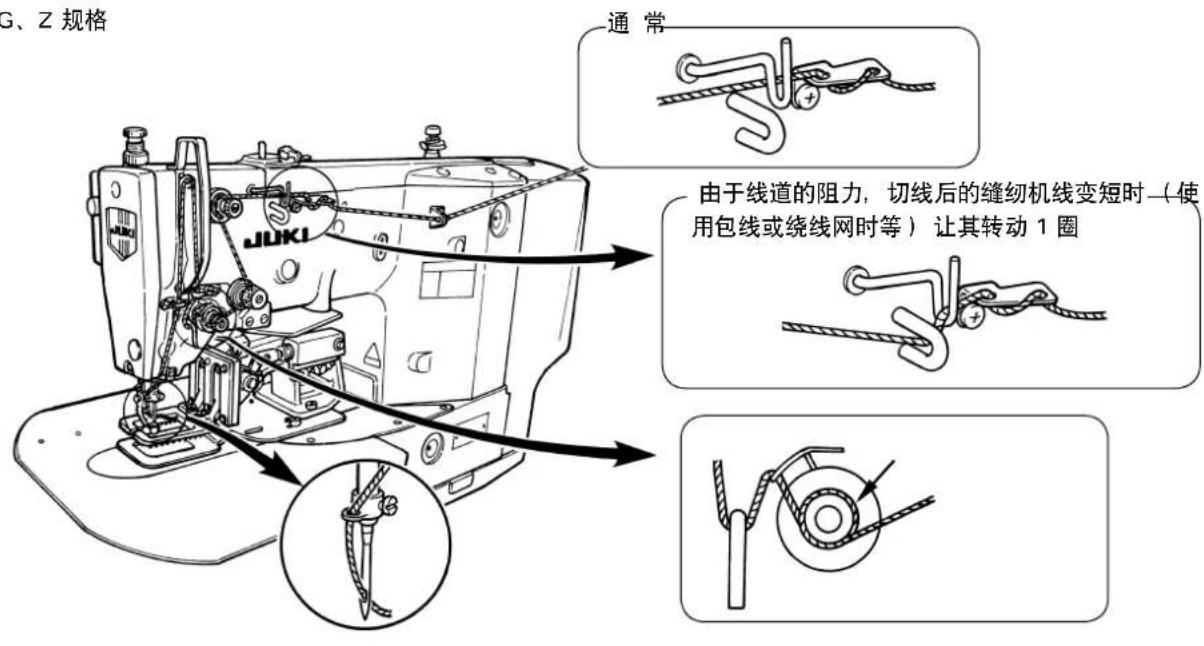
G、Z规格
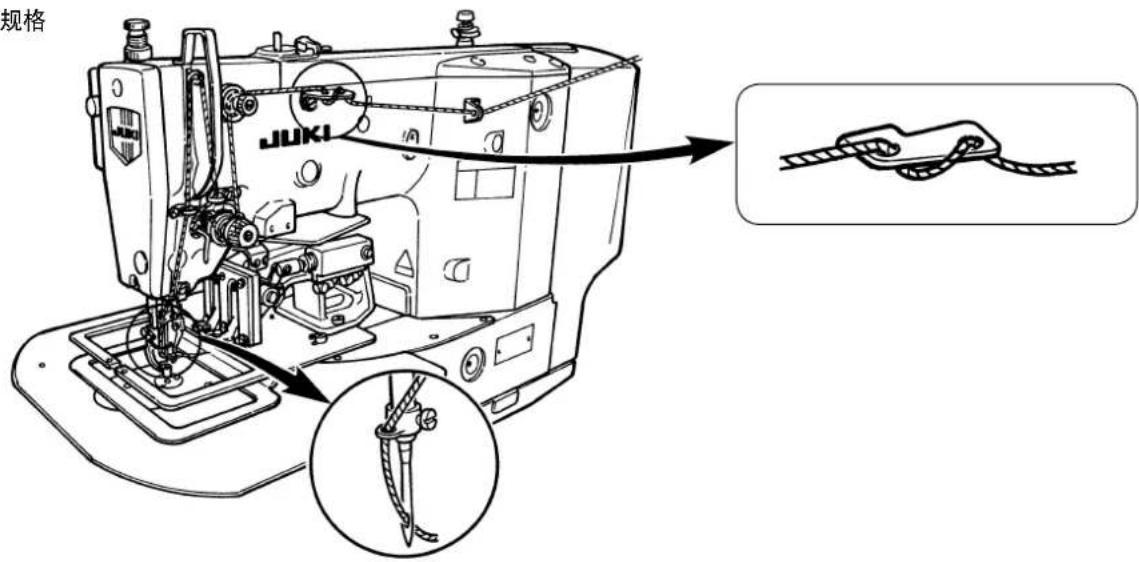
H规格
4. 梭壳的取下插入
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
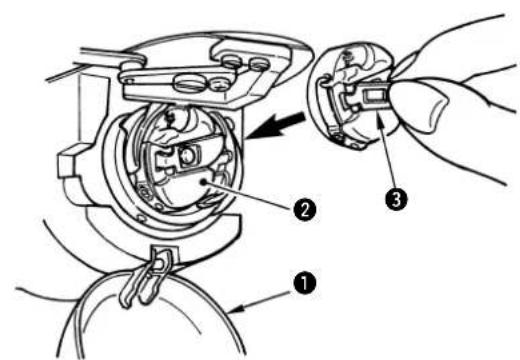
1)打开旋梭外罩①。
2)拨起旋梭壳的抓脚,取出梭壳。
3)插入时,请把梭壳深深插入旋梭轴,并关闭抓脚。

如果没有插到底,缝制途中梭壳就有可能脱落。
5. 旋梭的插入方法
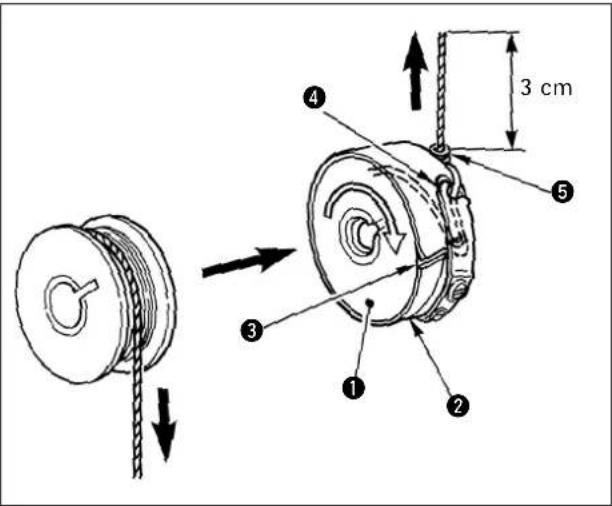
1)把旋梭①按图示的方向插入梭壳②
2)把线穿过梭壳②的穿线口③,然后拉线,把线从线张力弹簧下面的穿线口④拉出来。
3)把线从角部的线孔 ⑤ 穿出,从线孔约拉出 3cm

旋梭的旋转方向相反的话,底线的拉出就不稳定。
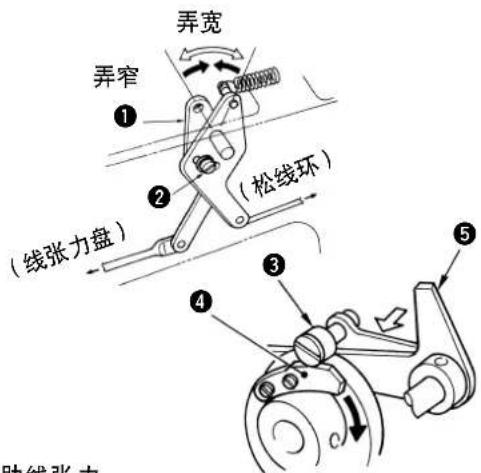
6. 线张力的调整方法
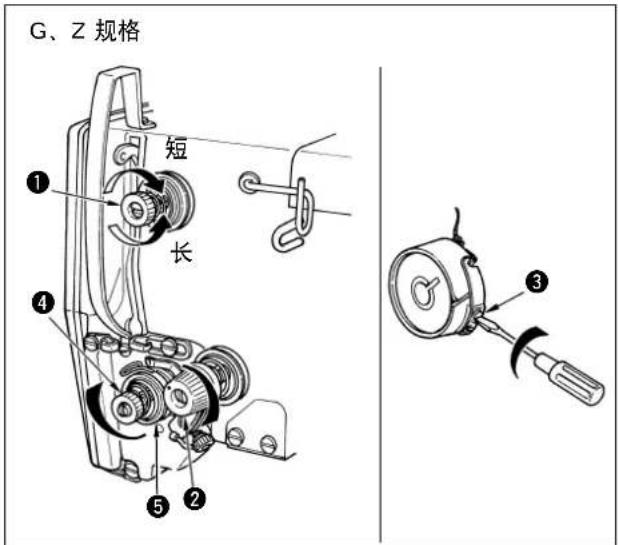
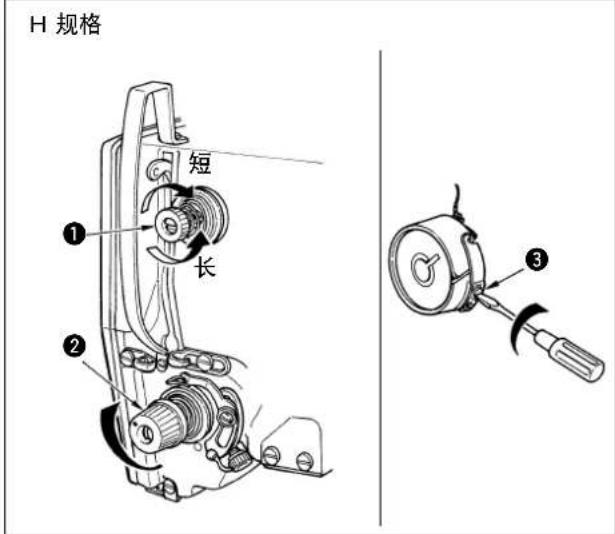
把第一线张力旋钮 向有转动,切线后针尖上的残线长度变短,向左转动后变长。
请尽量在不脱线的情况下弄短残线。
上线张力用第二线张力器旋钮②调整,底线张力用③调整。
G、Z规格安装的辅助线张力器一般不需要调整,但是当上线和底线导线轮不能稳定地滑动转动时,请把它向左转动减弱张力。
7. 挑线弹簧的调节
挑线弹簧 ① 的标准移动量为 6 8 ~mm , 其强度请根据上线张力进行调整。
1)移动量的调节
拧松固定螺丝 2,全体转动线张力器 3
2)强度的调节
在拧紧固定螺丝 2的状态下,把螺丝刀插到线张力杆 4 的槽里转动。
3)变更完挑线弹簧的行程之后,请参考P.43的内容调整切线检测板。
8. 中压脚高度的调节(LK-1942)
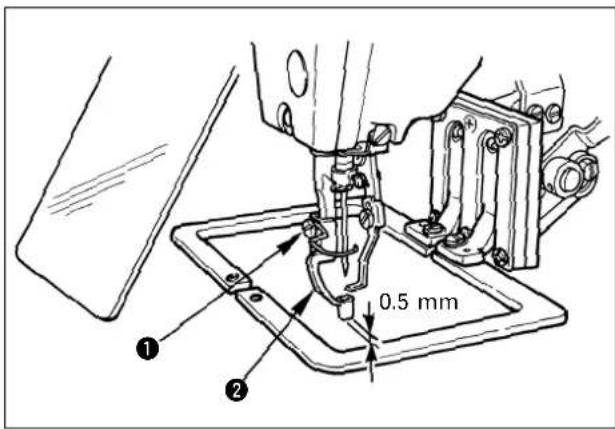
1)降下中压脚②
(参照[3.上线的穿线方法])
2)转动飞轮,把中压脚 ±b2 下降到最下点。
3)拧松固定螺丝①,让与布的间隙为 0.5mm 左右,调节中压脚②的高度。
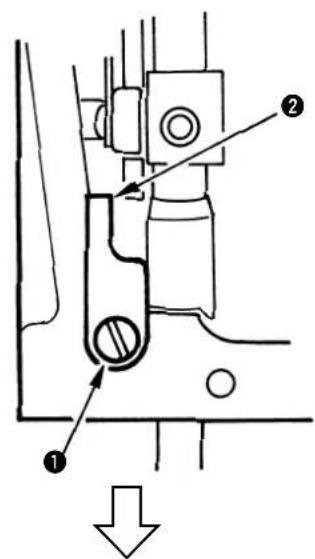
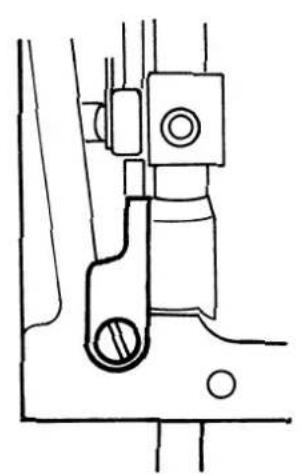
9. 中压脚行程的调节(LK-1942)
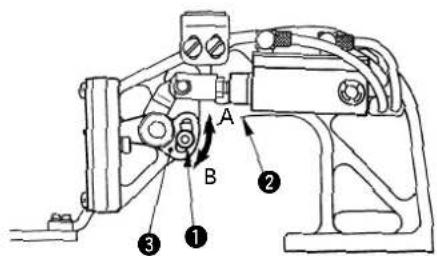
9-1. 中压脚行程 4 10mm 的调节
1)卸下机臂侧面的外罩。
2)拧松固定螺丝,向箭头方向移动,进行调节。
3)向箭头方向A移动之后,行程变小(最小 4mm )。
4)向箭头方向B移动之后,行程变大(最大 10mm )。

固定螺丝 ① 拧得过松的话,螺母有可能脱落,请加以注意。
只要把固定螺丝 拧松半圈就可以进行调节。
9-2. 中压脚行程 0mm 的调节
1)把中压脚行程调整到最小(4mm)。(参照P23,9-1节的内容)
2)卸下面部外罩。
3)卸下固定螺丝①,反转中压脚挡块②,然后再安装上固定螺丝①。
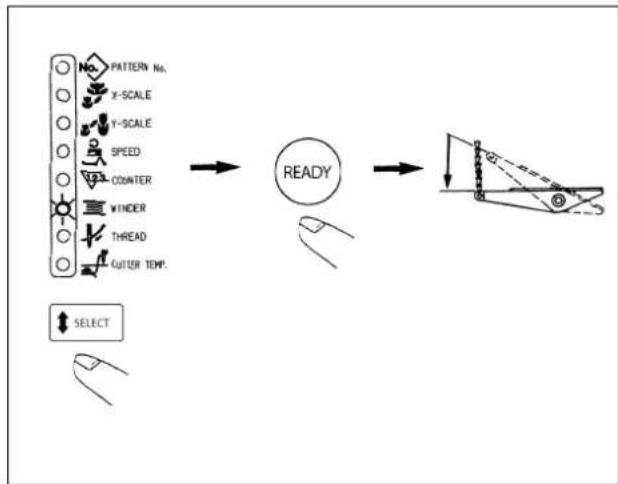
V.缝纫机的操作(基础篇)
1. 项目数据的设定
请按如下的顺序设定各项目。

请注意操作箱的开关设计,机种不同样子也不同。

(1)打开电源的开关
项目选择的图案号码亮灯,数据显示部显示出图案号码。
(2)图案号码的设定
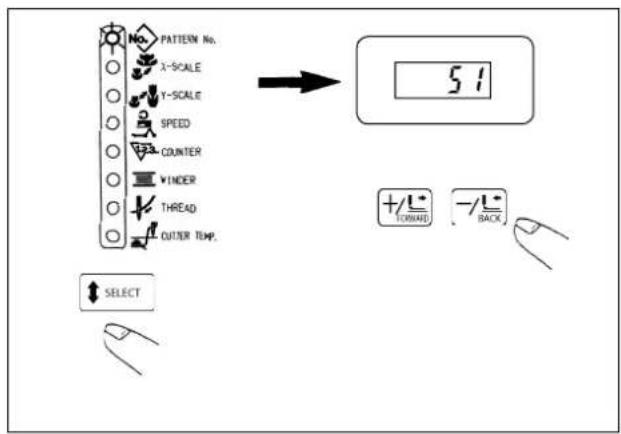
1)键:设定位图案号码(PATTERN No.)的项目显示。
2)按+画面上显示出1~99的图案号码。
如果图案没有准备好时,请先显示出出货时预先登记的服务图案No.51~53。对于LK-1941,因为没有安装中压脚,所以请根据缝制图案准备压脚。
| 服务图案号码 | 形状 |
| 51 | ☐50x30 mm P=3.0 |
| 52 | P=3.0 Φ30 |
| 53 | P=3.0 |
| 54 | P=3.5 Φ30 |
| 60 | 因为是旋梭油量调整用图案,所以不能缝制。(请参照P45) |
(3)放大缩小率的设定
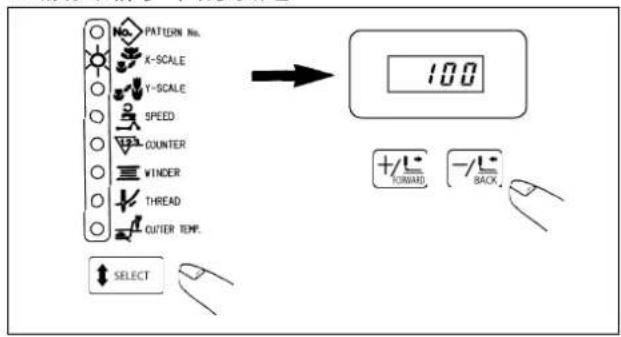
X放大缩小率的设定
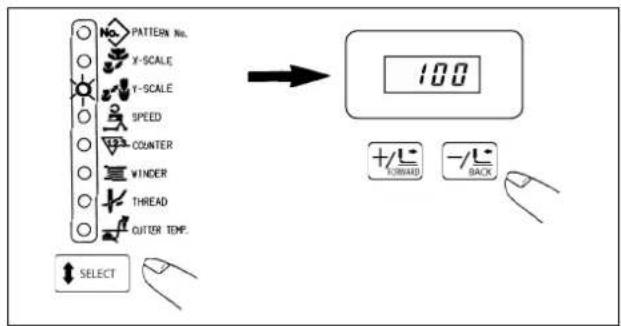
Y放大缩小率的设定
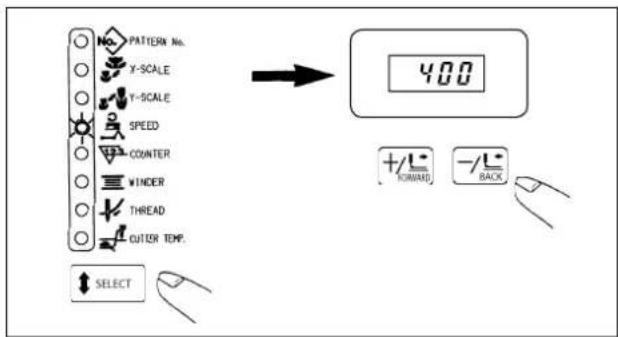
(4)最高转速限制的设定
(5)加热切刀温度的设定(只限Z规格)
1)按键,设定为「X放大缩小率(XSCALE)」的项目显示。
2)按在 20% 200% 的范围内进行设定。
1)按键,设定为「Y放大缩小率(YSCALE)」的项目显示。
2)按在 20% 200% 的范围内进行设定。

因为放大,缩小采用的是增减缝迹长度式,所以放大缩小之后,针数的固定间隔会发生变动。
1)键,设定为「转速(SPEED)」的项目显示。
2)按画面上显示出。400(设定为 400sti / min 时)
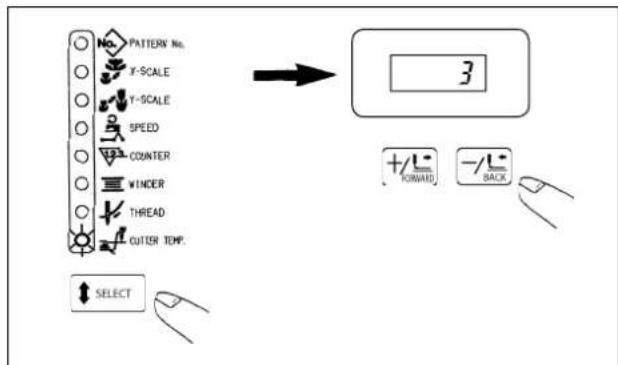
1)按SELECT键,显示出「加热切刀的温度」的项目。
2)按+(,在画面上显示出" 3(设定为温度3)

- 热线是消耗部件。
- 加热切刀温度的温度3是标准设定值。温度越高切线性能越好。但是温度过高的话,热线板就会受到损伤,寿命也会降低。使用标准设定值,如果发生切线不良时,请参照「IX-5.缝制时的现象、原因和对策」章节的内容进行适当的调整。
(6)设定结束
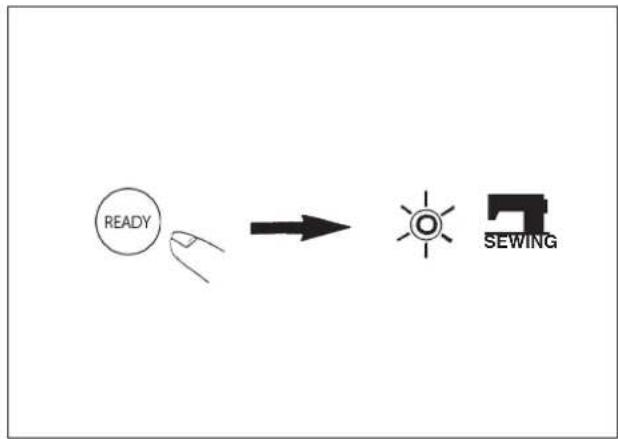
1)按键。
2)压脚[下降 移动 上升]后,缝制LED亮灯,成为可以缝制的状态。
※按SELECT键后,请重新确认各项目设定值。

请确认了图案号码之后再使用。请确认了图案No.之后再使用。显示着服务图案以外的No.时,如果按了缝制准备开关之后,显示错误E-1。请再次设定此时登录的图案号码
2. 图案形状的确认
注意
·选择图案后,请一定确认图案的形状。
万一图案远离压脚,缝制中机针会碰到压脚,弄断机针。
·确认图案形状时,请不要把踏板踩到第二级。
如果踩到第二级,缝纫机就会起动。



1)踩踏板,降下踏板开关。
2)每按一次 + / - 键,压脚便移动一针。持续按键的话,压脚便连续移动
3)按键之后,针头返回最初的位置,压脚上升。

送完一针之后,请把脚从踏板上离开。
3. 缝制电磁式规格
无AW时用
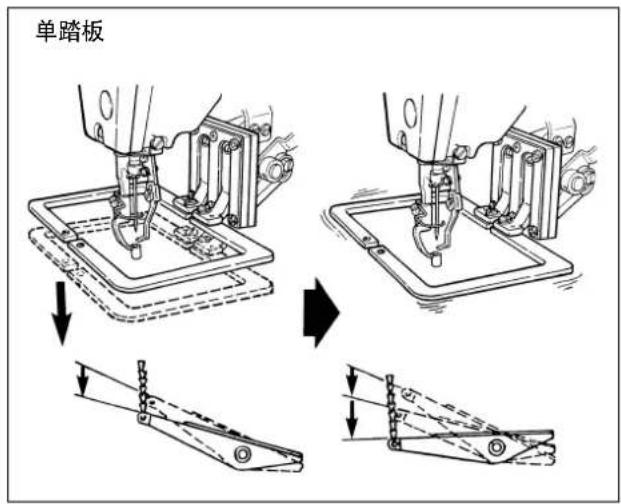
单踏板
1)把缝制品放到压脚部。
(2)把踏板开关踩到第一级,压脚下降,脚离开踏板后,压脚上升。
3)放下压脚后,把踏板踩到第二级,便开使缝制。
4)缝制结束后,压脚上升到原来的位置。
有AW时用
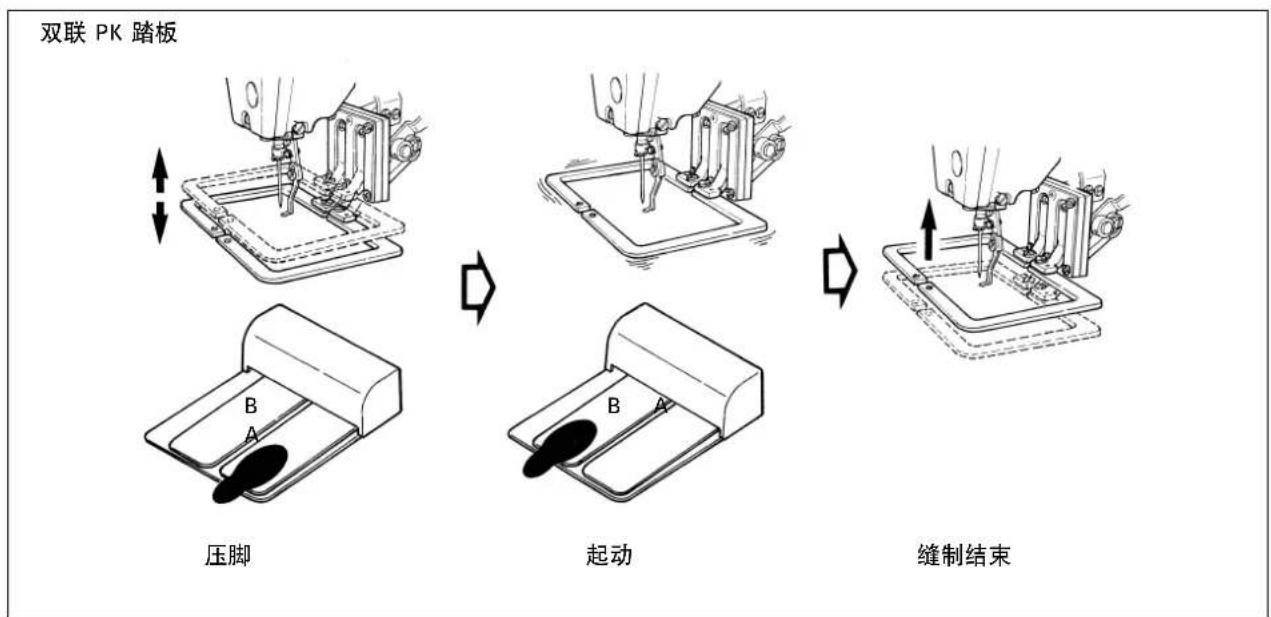
双联PK踏板
1)把缝制物放到压脚部。
2)踩踏板A之后,压脚下降,再次踩踏板后,压脚上升。
3)踩踏板B之后,开始缝制。
4)缝制结束之后,返回原来的位置,压脚上升。

Z 规格机种的压脚,切线时如果做图案数据上没有的动作,不属于异常。
4. 变更为其他图案
1)按键。(缝制LED灭灯)
2)按SELECT键,显示出「图案号码(PATTERNNo.)」的项目。
3)设定 1 - (2) (5) 项,然后返回到「2.图案形状的确认」的步骤。
5. 有关缝纫机途中的停止
缝制时或确认图案时,可以让缝纫机暂时停止动作。
5-1. 停止方法
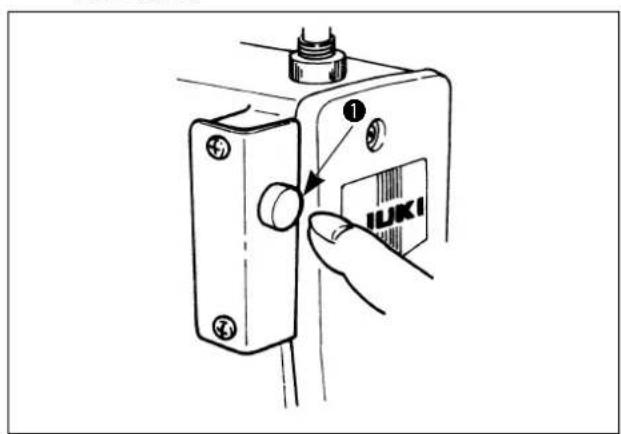
缝纫机动作时,按暂时停止开关 ①。缝纫机停止,操作箱上显示出 E5。
5-2. 再起动(重新缝制)
注意 缝纫机转动时,机针上下动作,所以请不要把手指等放到机针下面。
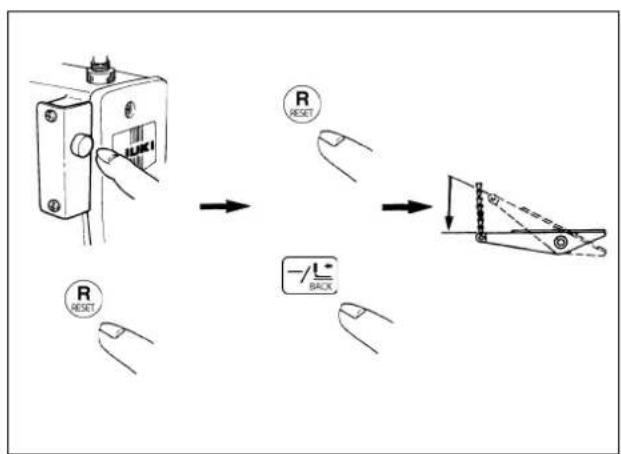
1)再次按暂停开关,按键进行切线。
(空送中途等,机线不和布相连,继续缝制时不需要。)
2)按键或键让机针开始缝制或返回到任意的位置。
(从同一位置再次开始缝制时不需要。)
3)用踏板开关再次起动。
(气动规格的踏板开关与本书上的图示不同。)
6.卷绕底线
6-1. 边缝制边卷绕底线时
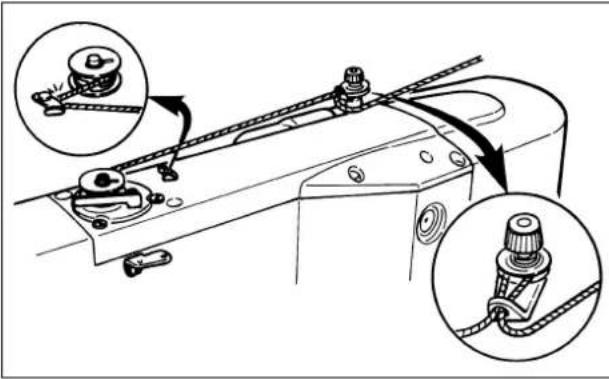
如图所示进行穿线,卷绕底线
6-2. 只卷绕底线时
注意
不送布,针杆会移动,所以不要把手或障碍物放到机针下面。
1)按键:选择「绕线(WINDER)」的项目。

缝制LED没有亮灯时不能选择。
2)按键,压脚下降。

打开电源后, A 键无效,请装设图案后,再按 A 键。
3)踩下起动开关之后,开始卷绕底线
4)按下暂停开关或再次踩起动开关或按下操作箱上的任意开关之后,机器停止。
5)按键,解除。
6-3. 有关底线绕线的调整
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
(1)绕线张力的调整绕线张力的调整
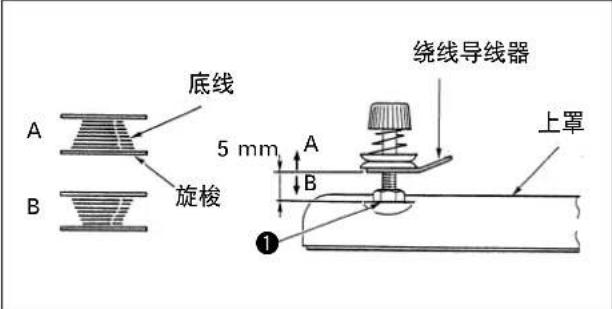
(2)底线绕线量的调整
1)拧松螺母,把绕线导向器和上罩的间隙高度调整为 5mm 。
2)底线为A的情况时,间隙高度调整为大于 5mm 底线为B的情况时,间隙高度调整为小于 5mm
1)底线的卷绕量多时,请拧松固定螺丝,把绕线杆 ±b2 向A方向移动,然后固定。
2)底线的卷绕量少时,请拧松固定螺丝①,把绕线杆②向B方向移动,然后固定。
7. 使用时的注意事项
使用转速的大约速度
| 缝制速度 (sti/min) | |
| 牛仔布8件2,000~2,200 | |
| 牛仔布12件1,500~1,800 | |
| 合成皮革1,500~1,800 | |
| 皮革1,500~1,800 | |
| 汽车安全带1,000~1,200 |
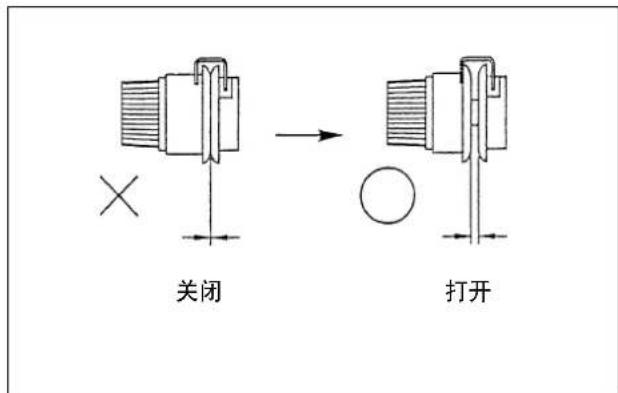
(1)穿线以及缝纫机起动时,如果线张力盘关闭就可以缝制任意的图案。切线动作后,线张力盘开放。
(2)错误显示亮灯后,请一定查明原因,进行处理
(3)缝制中请不要拉缝制物,有可能使针位置偏斜。万一针位置偏斜了,请按2次键,返回正常的原点位置。
※为了防止针热造成的断线,请根据上述的缝制条件设定缝制速度。
VI.缝纫机的操作(应用篇)
1.使用图案键(P1 P2 P3 键)缝制
把已经登记的图案(No.1~99)登记到图案键之后,不用选择图案号码就可以按下开关立即叫出图案。
※选择P4,P5,P6,P7时,用P1~P3键组合进行。
P1:按
P1 键
P4:同时按
P1
P2键
P2:按
P2 键
P5:同时按
P1
P3键
P3:按
P3 键
P6:同时按
P2
P3 键
P7:同时按
P1 P2 P3 键
(1)向图案键登记
设定例:把图案 No.52、X 放大缩小率 50%、Y 放大缩小率 80%、最高速度限制 2,000 的设定登记到 P1。
1)边键边打开电源。
C
2) 按 键。
3)按SELECT键,显示出图案号码。用+10m#设定为图案号"
→
4)以与上述相同的操作,把X放大缩小率设定为“50”%,把Y放大缩小率设定为“80”%,最高速度限制设定为“2000”sti/min。
5)按键,结束登记。

※想登记到P2~P7时,在2)的步骤按 27 键,然后进行3)~5)的步骤。
6)登记结束后,关掉电源,然后重新打开电源即可以使用。
(2)缝制操作
操作例:以登记的P1内容进行缝制,然后缝制P3的内容。
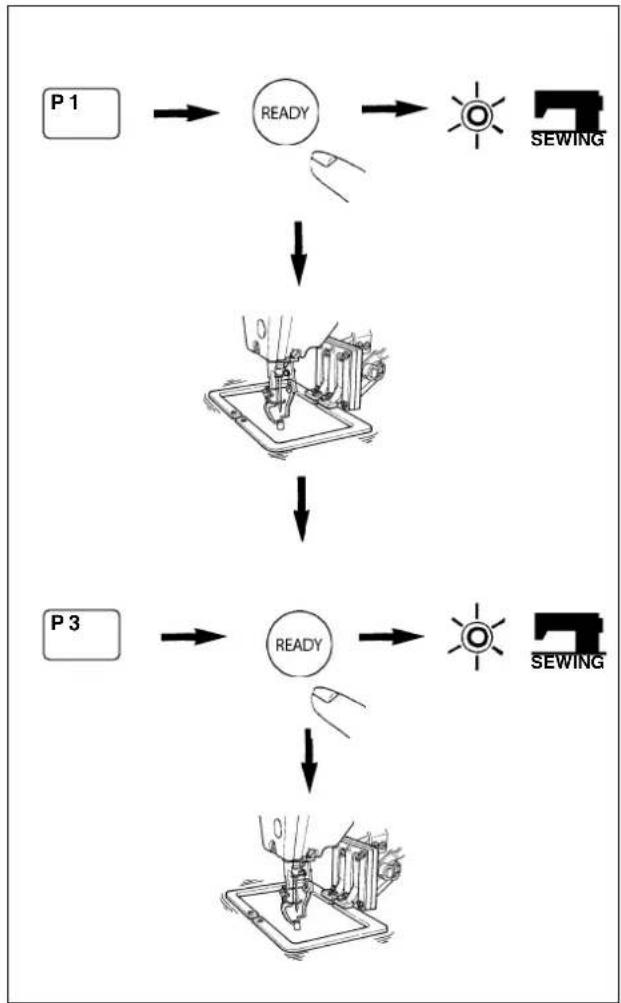
1)打开电源。
2)按1键。
3)按键,缝制亮灯后,压脚移动上升。
4)确认图案形状。
(请参照「图案形状的确认」之项。)
5)如果图案形状正确,则可以缝制。
6)缝制结束后,按键,压脚检索原点后,移动到缝纫始点。
(P键在缝制LED亮灯时,也可以按键变换图案。)
7)进行4)、5)项操作。
※用+ 键显示。

没有登记的P1~P7则不显示。
2. 使用组合功能的缝制
按照使用已经登记的图案(P1~P7)顺序登记到C1、C2、C3,以后每次缝制的图案顺序便变化了。※C1、C2、C3各可登记最多15种图案的P1~P7的组合。
(1)组合的登记
设定例:按P1、P2、P3的顺序组合登记到C1。
1)边按键和键边打开电源。
2)择SELECT键,然后按P1键
3)择SELECT键,然后按P2键。
4)按SELECT键,然后按P3键。
5) 按键结束登记。
6)关闭电源,重新打开电源后,即可使用。
※1.1)的操作时,边按P2键或边按P3键和键边打开电源, P2键时可登记到C2,P3键时可登记到C3。
※2.P4~P7同时按P1~P3键可以设定。
※3.顺序显示的 10 15 用A~F来显示

没有登记到图案键(P1~P7)的图案不能进行图案组合。
(2)缝制操作
操作例:以登记的C1内容进行缝制
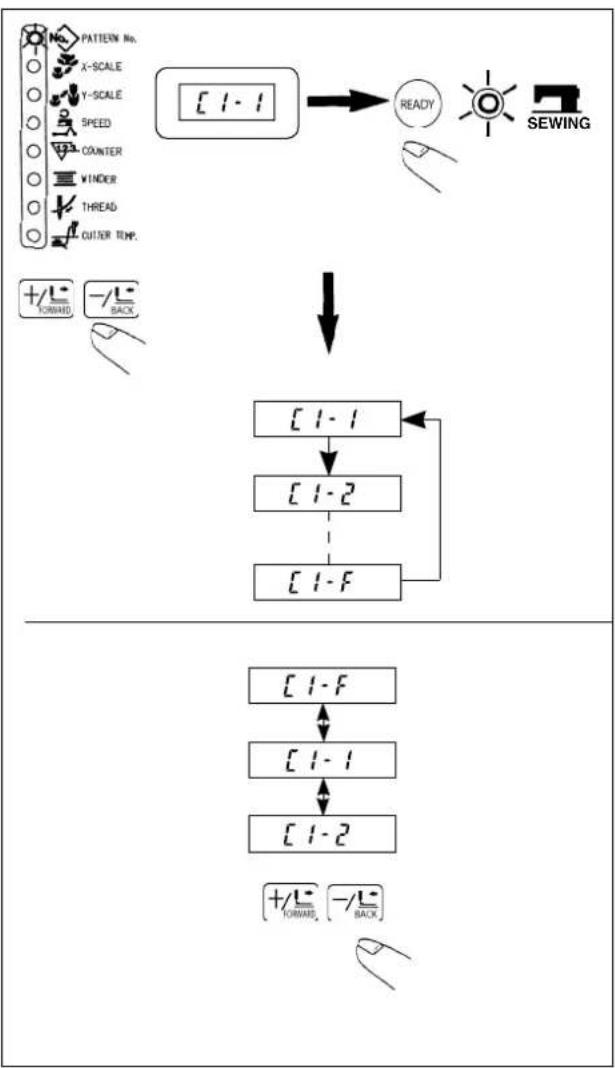
1)打开电源。
2)图 案号码设定为 如

那样循环。
※没有登记的P1~P7和C1~C3则不显示。
3)按键,缝制LED亮灯,然后压脚移动,上升。
4)如果图案形状良好,则可以缝制。
5)每次缝制,按组合的步骤进行,1循环结束后返回最初的步骤,可以反复缝制。
※1.缝制中,如果返回到前图案或进入下一图案步骤时,在缝制L亮灯状态,按+/-键。
※2.登记C1~C3后,改变P1~P7的内容的话,登记在C1~C3中的P1~P7的内容也改变,请注意。
※3.每种图案均应确认图案形状(请参照V-2.图案形状的确认」之项。)
3. 使用「底线计数器」的缝制
可以把生产量计数器作为底线计数器使用。反复缝制相同的图案,用一个旋梭可以缝制的次数(设定数)缝制结束后,缝纫机停止。底线计数器为减数方式。

计数器的设定,出货时为生产量计数器(加数方式),作为底线计数器使用时,需要变换存储器开关。
AW-2D规格没有此功能。(请参照VIII.存储器开关的使用方法」之项。)
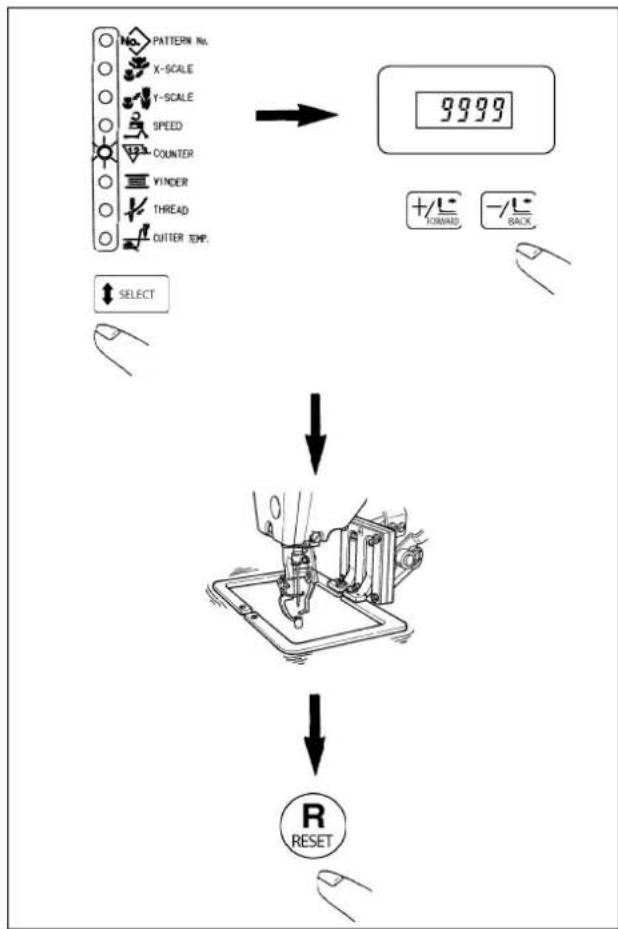
1)缝制LED灭灯时,按键设定为「计数器(COUNTER)」的显示。
2)然后,按设定一个旋梭可以缝制的次数。
3)缝制后,每缝一次计数器减一。
4)缝制完设定数后,踩踏板缝纫机也不开始缝制。
5)更换底线按键。
6)反复3)~5)的步骤。
4.发生切线不良后,取出缝制物的方法(只限Z规格机种)
缝制结束,上线或底线没有被切断时,可以再次加热热线板切断机线,取出缝制物。

有的切线不良现象,再次加热热线板也不能切线。
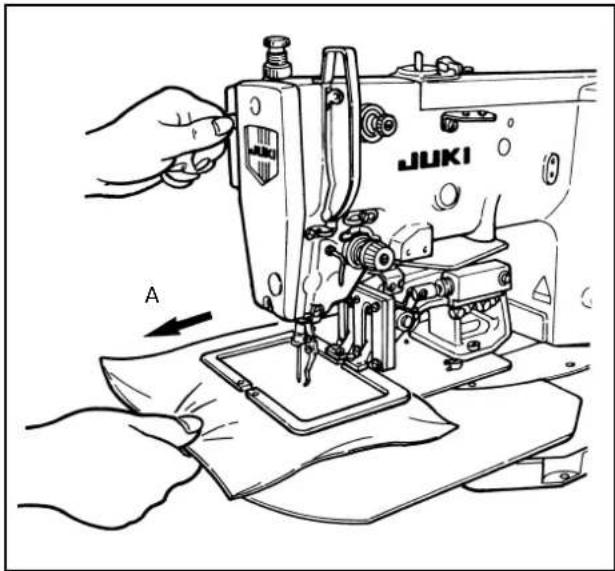
1)在缝制结束状态(缝制LED亮灯中压脚上升的状态)把缝制物向A方向拉就可以纠正机线的悬垂。
2)按下暂停开关之后,加热热线板,机线被切断。

一次操作之后,5秒钟以内不能再次操作。
VII.维修
1.针杆高度
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
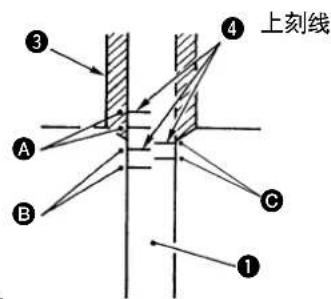
A:DP×5上用刻线
B:DP×17#18\~#25用刻线
: DP × 17 # 26 用刻线
把针杆 1 降到最下点,拧松针杆套筒固定螺丝 2,把针杆上刻线 4 调整对准针杆下端块 3 的下端。

调节后请一定确认扭矩不要松驰。
※有的缝制条件发生跳针时,请从针杆上刻线 ④ 往下调节 0.5mm 1mm_
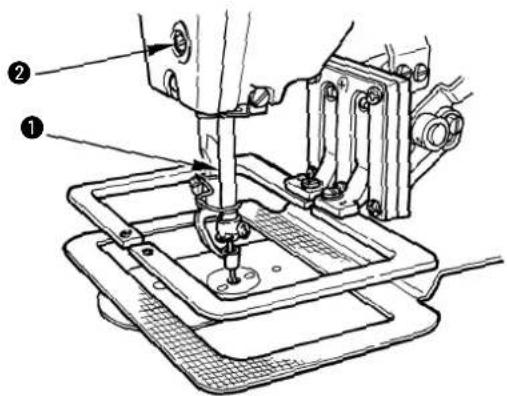
2.机针与旋梭
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
1)卸下固定螺丝①,卸下中旋梭固定螺丝②。
拧松固定螺丝(左右)。卸下防油板。
此请不要强行拆卸时防油板。请转动飞轮到上停止位置附近,就可以卸下防油板
机针和刻线的关系
使用 DP× 5 时
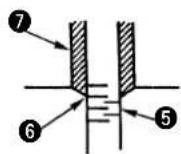
2)用手向正转方向转动皮带轮,针杆上升时,把下刻线 ⑥ 对准针杆下金属块 ⑦ 的下端。

请把中旋梭的进针部朝下,让其不与机针相碰。
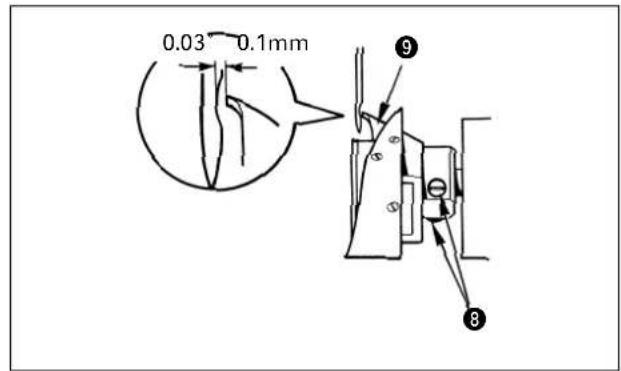
机针与旋梭间隙的调整(请与上述调整一起进行。)
中旋梭固定器的安装
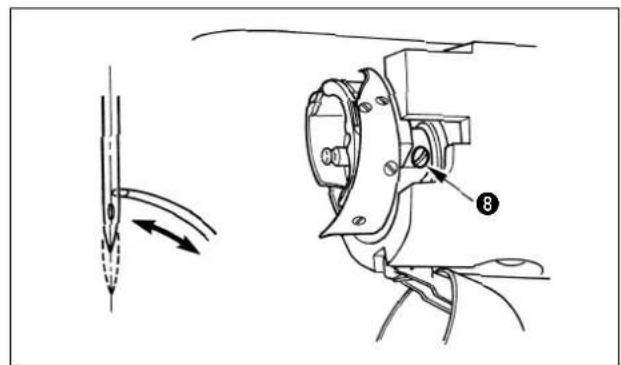
3)拧松固定螺丝,移动旋梭让旋梭尖与机针中心对齐,进行调整。
机针与旋梭间隙的调整(请与上述调整一起进行。)转动飞轮,把旋梭尖与机针中心一致后,拧松固定螺丝把机针与旋梭尖 ±b 的间隙调整为 0.03 0.1mm
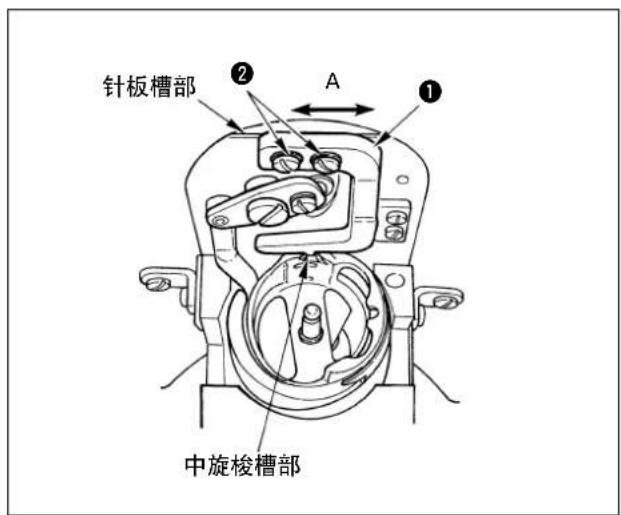
1)把中旋梭固定器①前端部的凸头放入中旋梭槽里,然后安装固定螺丝②。
2)中旋梭固定器①和固定螺丝②在箭头A方向略有松动。把中旋梭固定器①顶到针板槽,把松动基本上调整到中心位置,然后用固定螺丝②进行固定。
旋梭的种类和它们的使用方法
LK-1940 系列的旋梭有 4 种。根据使用机针的针号和缝制条件来使用。请参照下列的「针号对应表」「缝制条件对应表」使用适当的旋梭。
另外,有的线种或运针方向会发生扎针(扎上线、扎下线)的现象,因此发生「毛刺」「断线」「跳针」等。此时,作为应急对策把针尖磨圆可以解决暂时的问题,如果更换成球针的话受针量会发生变化,请参考下表。
「针号对应表」(表中的H、G、Z的记号表示各规格出厂时的组合。)
风琴牌(标准针尖)
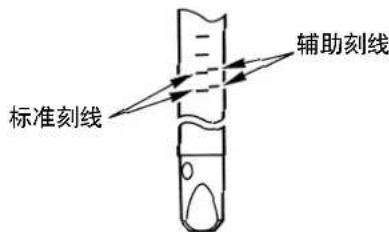
:用标准刻线调整旋梭。
:用辅助刻线调整旋梭
「缝制条件对应表」
| 旋梭特点 | 缝制条件 | |
| 加油旋梭A(14436554)加油旋梭B(14436703) | 行走压脚长 | 细线或棉线等,拔旋梭容易出现灯笼线时。 |
| 加油旋梭C(14436307)加油旋梭D(14436158) | 行走压脚短 | 使用粗线,要求紧线时。 |

特殊缝制条件时,可以组合使用不同种类的外旋梭和中旋梭。
(例)风琴牌 # 24+ 棉线的条件下使用加油旋梭D出现灯笼线。
改为只使用外旋梭加油旋梭A或B。
3. 压脚的高度
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
1)拧松安装在送布台①上的固定螺丝②,向B方向移动布压脚钩③后压脚抬高。
2)调整了高度后,拧紧固定螺丝
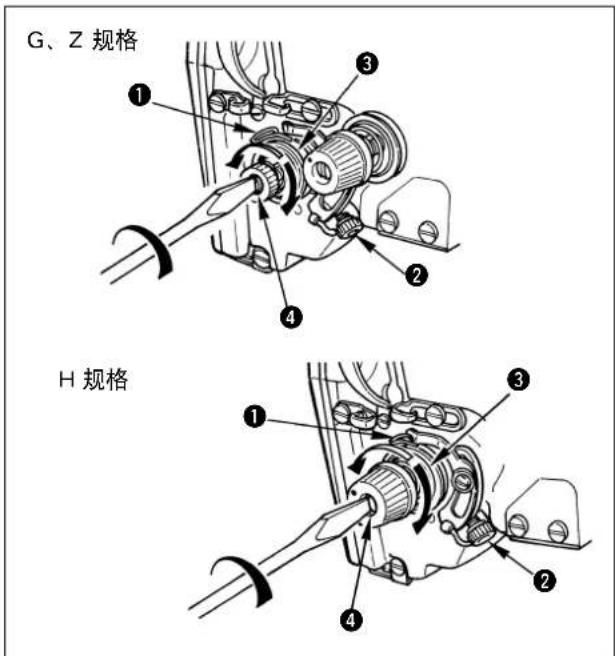
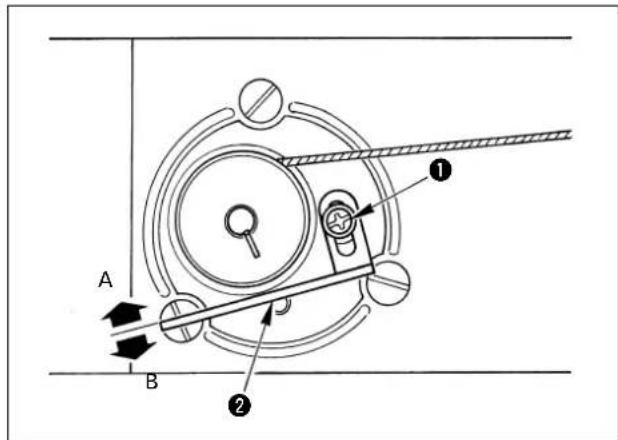
4. 线张力盘浮起量的调节
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
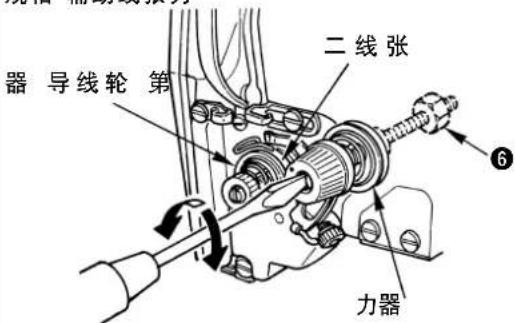
规格辅助线张力
H规格
力器第二线张
1)卸下机架外罩,确认松线销③是否在松线卡头④上。
2)如果没有在上面时,用手把凸轮从动子 ⑤ 向 方向压,如图所示让上轴正向旋转。
3)如图所示,拧松松线调节曲柄固定螺丝②,左右移动松线调节曲柄①,就可以改变张力盘浮起量。
H规格:
把第二线张力器的浮动量调整为 0.8 1.0mm
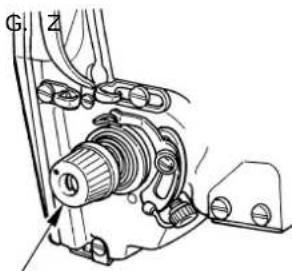
G.Z规格:
用手轻轻转动导线轮,调整辅助线张力器的浮动量。
4)G、Z规格时,还需要调节第二线张力器的浮动量。拧松螺母⑥,把线张力器全体向右移动,浮动量变大,向左移动,浮动量变小。请把浮动量调整为 1.0mm 1.2mm

浮起量过小,切线后残线长度就不一致。浮起量过大后,张力盘浮起之后盘的闭合会不良。
5. 动刀和固定刀
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
(1)移动刀的位置(H规格,G规格. 热线规格通用)
1)卸下机架外罩,向箭头A方向按压凸轮从动轮 1,放入切线凸轮 ②
2)把凸轮从动轮①放入切线凸轮②之后,转动手飞轮③,让上轴朝正转方向转动,把移动刀④前进到最前端。
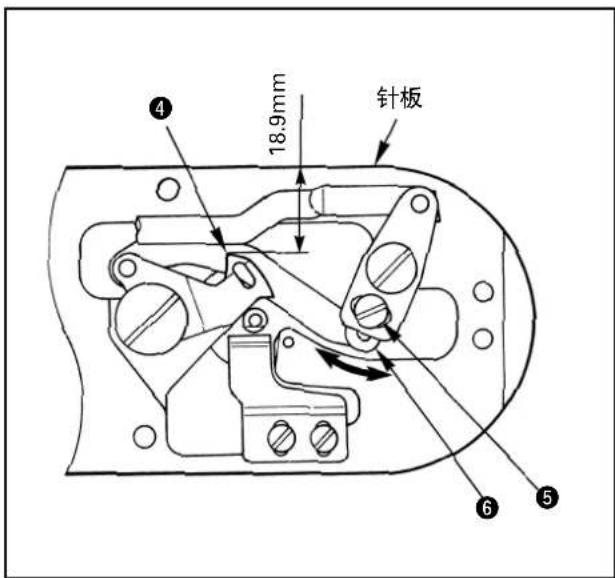
3)拧松调节螺丝,把从针板左端到移动刀4前短的距离调整为 18.9mm ,然后向箭头方向移动小切线杆6,进行调整。

热线规格时,上述尺寸过大的话,切线后上线留线长度有可能非常短。
(2)固定刀的位置
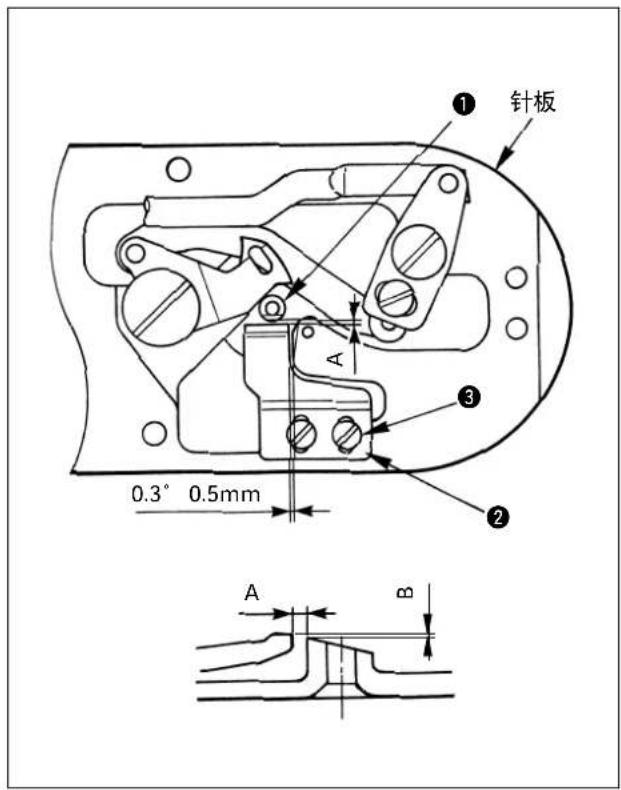
H 规格. G 规格的调整方法
1)根据其规格从下表中选出针孔导向器①和固定刀②的间隙A尺寸,拧松固定螺丝③,移动固定刀②螺丝进行调节。此时,针板和固定刀②的间隙,请调整为 0.3 0.5mm
2)固定刀和针孔导向器①的高低差B尺寸如下表所示,如果不正确时,请弯曲固定刀的前端进行调整。
1)请拧松固定螺丝,移动热线座,把针孔导向器和热线板纵向方向和横向方向的间隙都调整为 0.5mm
2)请确认热线板和绝缘片是否紧密接触。如果没有紧密接触时,请拧松固定螺丝,移动热线板进行调整。(拧松固定螺丝后,请重新进行1)的调整。)

- 调整完间隙之后,请用万用表等确认热线板 ⑤ 和针孔导向器 ④ 以及针板应不导电。如果导电的话,温度就不能上升,有可能发生切线不好或故障。
- 固定螺丝的紧固扭矩请调整为98 147N cm( 10 15kgf cm)。
- 固定螺丝 9 的紧固扭矩请调整为 48 ~ 98N. cm (5 ~ 10kgf. cm)。
6. 断线检测板
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
1)没有穿线时,把断线检测板①和挑线弹簧②调整成相接触(垂度为 0.5mm )。
2)改变了挑线弹簧②的行程后,请拧松螺丝③,再次调整断线检测板①。

断线检测板 ① 除挑线弹簧 ② 以外不能与其他金属部件相接触。
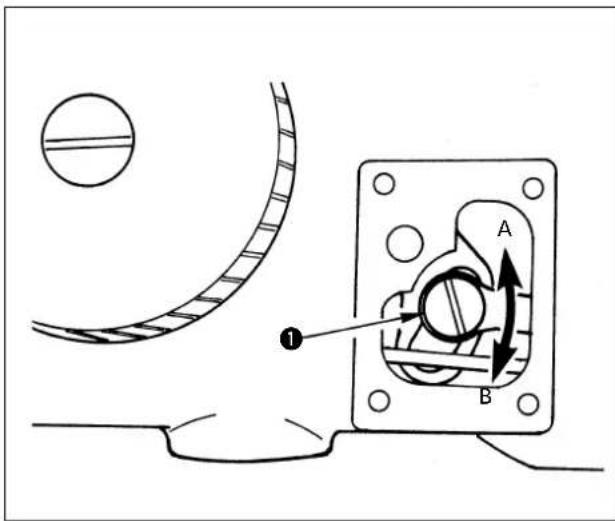
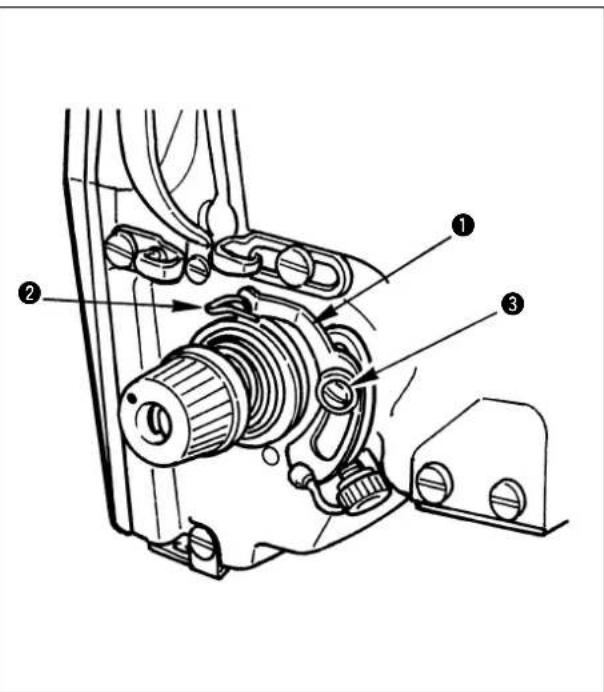
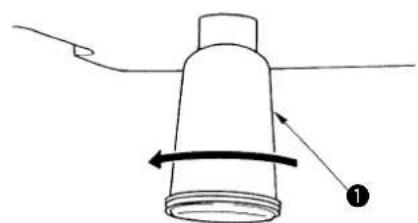
7. 旋梭油量的调整
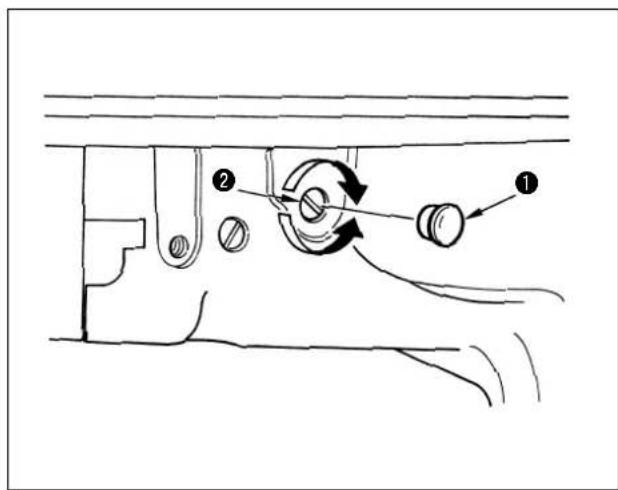
卸下橡胶盖①,向时钟方向转动调整螺丝②,旋梭油量变少。
向逆时钟方向转动调整螺丝,旋梭油量变多。
请按照如下的方法进行调整
a. 机台侧油箱中的机油减少得很快时,请减少旋梭油量。
b. 从旋梭中飞溅的油多,从旋梭罩漏油时,请减少旋梭油量。
c. 旋梭噪音大时,请加大旋梭油量。
d. 因加油不足,上线不容易拉起时,请加大旋梭的油量。
调整后,请一定用确认旋梭油量用的图案No.60运转,确认油量。
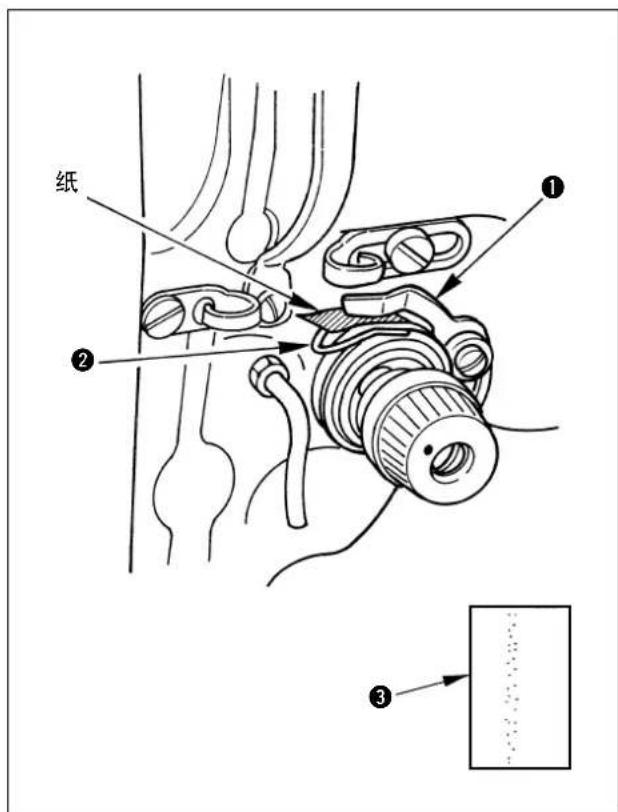
1)卸下防油板。(参照P38)
2)卸下机针。
3)把纸等夹到切线检测板①和挑线弹簧②之间进行绝缘。
4)把 30mm 见方的 放到离旋梭横方向 10mm 的地方,用图案No.60进行运转。(转速设定为最高。)
5)运转一次后,确认沾到纸上的油迹。

旋梭油量调整后不会立即变化。请运转10分钟之后进行确认。
8. 滤清器的清扫
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
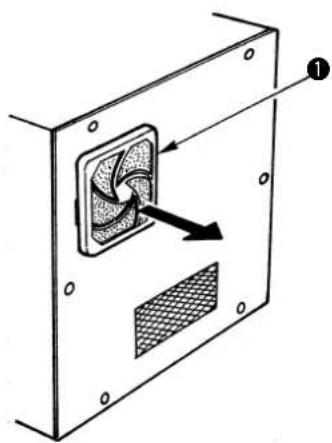
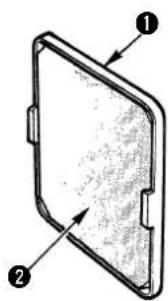
请每周清扫控制箱风扇的滤清器 2
1)沿箭头方向拉过滤网,把它卸下来。
2)用水冲洗清扫滤清器②
3)把滤清器2、过滤网 ① 安装到原来的位置。
9. 废油的处理
注意
为了防止意外的起动造成人身事故,请关掉电源后再进行操作。
塑料油杯 ① 中油积满后,请取下塑料油杯 ① 倒掉里面的油。
10. 保险丝的更换
危险
为了防止因触电造成的事故,请关掉电源,经过5分钟之后再打开控制箱的盖子,更换规定容量的保险丝。
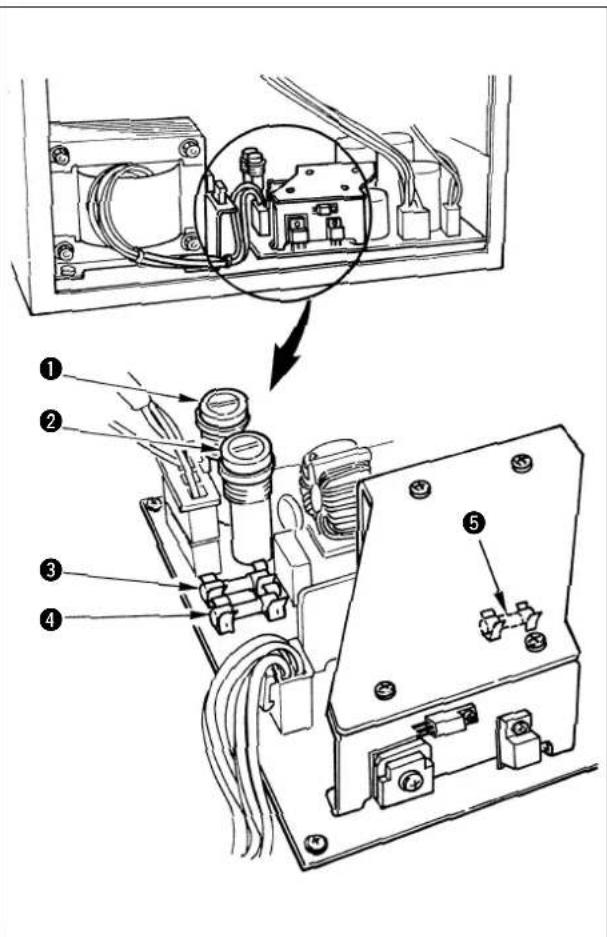
使用5根保险丝
1、2 保护伺服马达电源用各10A(普通熔断式保险丝)
3 保护电磁开关电源用10A(实时熔断保险丝)
保护脉冲马达(X、Y通用)用8A(普通熔断型保险丝)
⑤ 保护5V电源用3A(普通熔断式保险丝)
VIII. 存储器开关的使用方法
1. 存储器开关的起动
边按键和键边打开电源后,成为存储器开关的显示,可以变更缝纫机的动作。

2. 存储器开关设定例
(1)缝纫速度的上线设定
设定例:把缝纫速度的上线设定为 1,800st / min
1)存储器开关起动后,按+键,-在画面上显示出。
1

2) 按键,缝制灯亮。

3)用/键显示记1800。

4)设定后,用键登记。

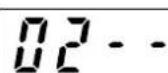
(2)始缝软起动速度的设定
用100sti/min为单位可以变更始缝的第1针~第5针的速度。
最高转速,存储器开关No.01(缝制速度的上线设定)优先。设定例:把第1针 200 400sti / min 、第2针 600 900sti / min 。
1)存储器开关起动后,按/ 画面上显示出。

2)亮灯。(显示出第针 200sti / min 1

3)按,显示出1-04(设定为400sti/min。)

4)按SELECT键。(显示出第2针600sti/min。)

5)按/键,显示出2-09(设定为 900sti / min 1

6)设定后,用键登记。

(3)计数器动作的设定
设定例:把生产计数器(加数方式)变更为底线计数器(减数方式)。
1)存储器开关起动后,按+L 键画面上显示出。05-0
05-0
2) 按键,缝制亮灯。
B5-1
4)设定后,用登记
(4)踏板规格的设定
变更踏板规格时进行设定。
设定例:标准1把踏板规格变更为双连踏板(选商品)规格。
1)存储器开关起动后,按+画面上显示出。
10·
2)按键,缝制亮灯。
10-1
3)按√键,显示出
显示A部:0:1踏板
1:双连踏板、双连PK踏板
2:PK-57
3:3联踏板、3联PK踏板(右优先)
4:3联踏板、3联PK踏板(左优先)
5:3联踏板、3联PK踏板(无优先)
4)设定后,用键登记
※存储器开关设定后,暂时关掉电源,然后重新打开电源,缝纫机及可以按存储器开关的设定起动。
3. 存储器开关功能一览表
注)存储器开关的内容因系统ROM的改订有可能与下列说明有不同。(以下的内容是「005D」时的内容。)
| 显示备考 | 功能 | 设定范围 | 出货状态 | |
| 01- | 设定缝制速度的上限(以100sti/min为单位设定) | 200~2,200sti/min | 2,200sti/min | |
| 02- | 以100sti/min为单位设定始缝第1针~第针的起动速度。 | 5第1针:200~900第2针:200~2,200第3针:200~2,200第4针:200~2,200第5针:200~2,200 | 1:200sti/min2:600sti/min3:1,000sti/min4:2,200sti/min5:2,200sti/min | |
| 03- | 设定是否可以呼出服务图案数据。 | 可以个别设定1~64图案No.0:不能呼出1:可以呼出 | No.51:1 No.60:1No.52:1No.53:1No.54:1 | No.1~30装设LK1900加固缝图案。 |
| 04- | 设定图案No.变更,X/Y放大缩小率、最高速度限制、加热切刀温度的显示以及可否变更。(防止误操作) | 0:OFF1:ON(键锁定) | 0 | |
| 05- | 设定针杆停止位置。停止机针提升模式时,上停止后逆转停止。 | 0:加算1:减算 | 0 | |
| 06- | 设定计数器动作。生产量计数器:加算计数器底线计数器:减算计数器 | 0:上位置停止53°1:机针提升停止22° | 0 | |
| 07- | 设定放大缩小的基准点。 | 0:原点1:始缝点 | 0 | |
| 08- | 缝制结束后,选择是否实行原点检索。(用通常的图案No.或P1~P7进行缝制时) | 0:不检索1:检索 | 0 | |
| 09- | 选择缝制结束后,是否进行原点检索。(用组合图案进行缝制时) | 0:不检索1:检索 | 0 | |
| 10- | 选择踏板规格。 | 0:标准单踏板1:双联踏板2:单踏板(PK-57)3:三联踏板(右优先)4:三联踏板(左优先)5:三联踏板(无优先) | 0 | |
| 11- | 选择有无挑线杆动作。 | 0:无1:有 | 1 | |
| 16- | 变更途中停止开关。(选择了操作盘复位时,变为只在缝制动作中途中停止输入) | 0:无效1:操作盘复位键2:机头开关 | 2 | |
| 18-注) | 选择送布同步时间。紧线不好时设定为1或0则效果变好。 | 0:161°晚1:149°2:137°3:125°4:113°5:101°早 | 2 | 用上轴角度设定开始传送。 |
| 20- | 选择有无上线断线检测功能。(检测始缝8针,途中3针) | 0:无1:有2:未调整 | 1 | 请不要使用设定〔2〕。 |
注)布料特别厚时,过晚的话有断针的危险,请加以注意。
| 显示 | 功能 | 设定范围 | 出货状态 | 备 考 |
| 24-0 | 设定挑线杆挑线位置。 | 0:挑线到中压脚上面。1:挑线到中压脚的下面。 | 0 | 只限LK-1942。 |
| 25-1 | 选择有无空气压力检测功能。 | 0:无1:有 | 1 | |
| 26-0 | 使用AMS-206的压脚时,校正原点。 | 0:无校正1:校正 | 0 | 检索原点后立即Y=-12mm自动软起动 |
| 27-0 | 钉缝模式的选择把图案的缝制数据变换读取为「空送布」,把变曲点变换读取为「缝制」。 | 0:通常1:钉缝 | 0 | 钉缝时,需要安装选购件线张力盘浮起继电器。(存储器SWNo.28-1设定:只限II规格机种) |
| 28-2 | 选定第2线张力盘浮动功能(H规格为选购物或拉线功能(G、Z规格))。 | 0:无效1:盘浮动2:拉线 | 2 | 哪个都必须连接到MAIN电路板J59上,(不能同时使用) |
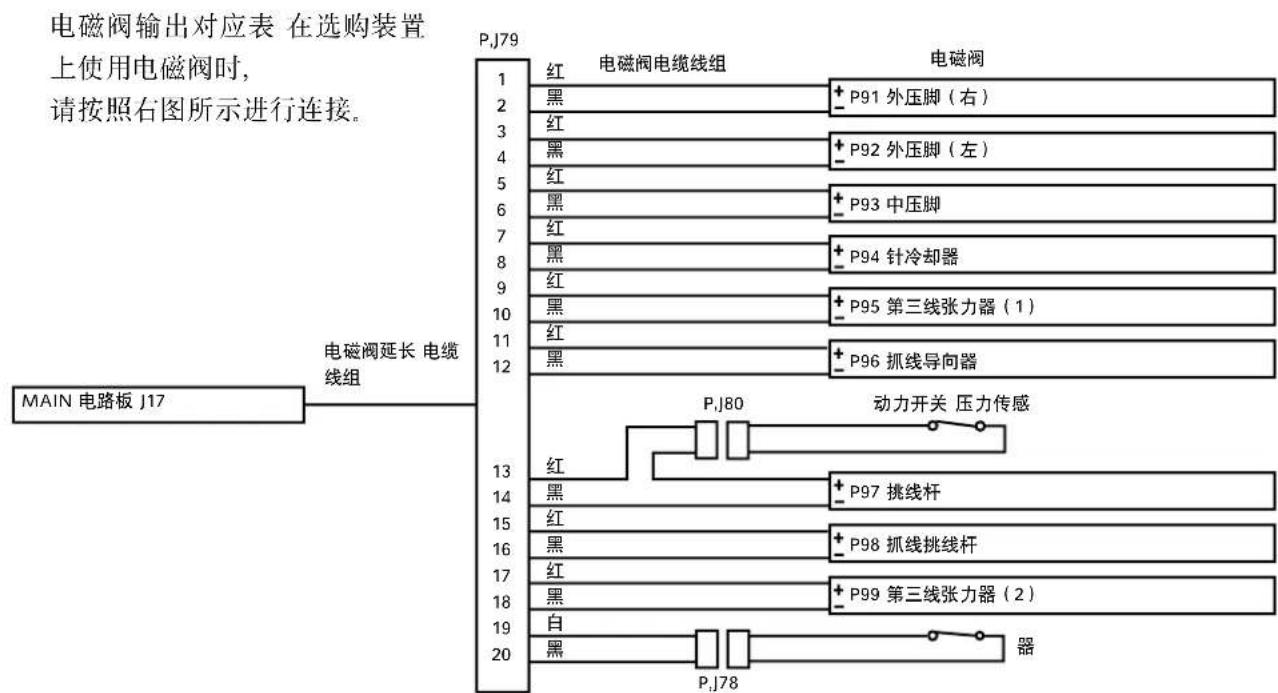
| 31-1 | 第3线张力器控制的选择选择让图案数据的所有的反转指令为有效,或仅让任意反转点有效。 | 0:无效1:所有的反转点2:只限任意反转点 | 1 | 设定1:P95输出设定2:P99输出(请参照选购零件一览表中的电磁阀对应表。) |
| 33-0 | 缝制结束后压脚提升同步时间的选择 | 0:切线→复位原点后压脚上升1:切线后压脚立即上升 | 0 | 如果设定为「1」,切线后压脚上升,布屑不能马上取出来。 |
| 34-0 | LK-1941/42不能使用。请不要变更设定。 | - | 0 | |
| 35-1 | 选择是否使用机针冷却器。 | 0:无效1:有效 | 1 | |
| 37-0 | 选择图案数据切线指令控制的有效无效。 | 0:有效1:无效 | 0 | 即使设定是无效时,途中停止等功能还是有效。 |
| 38-0 | 选择图案数据切线指令控制的有效无效。 | 0:可以切线1:禁止切线 | 0 | |
| 45-0 | 设定加热切刀、拨线杆ON迟延时间的控制变化从加热切割输出的OFF到拨线杆ON时间,变化ON同步时间。线越粗设定值就越大。(可以用50ms单位进行设定) | 250~950ms | 700 | 只限加热切刀规格。 |
| 46-0 | 选择选购品抓线装置控制的有效无效。 | 0:无效1:有效 | 0 | |
| 47-2 | 设定选购品抓线装置的导线缸筒的有效无效。 | 2~5针 | 2 | |
| 49-0 | 选择底线绕线的转动速度。 | 0:高速(1600sti/min)1:低速(800sti/min) | 0 | |
| 52-0 | 选择始缝点复位路线设定为有效之后,缝纫机以与缝制图案相反的描绘路线返回到缝制始点。 | 0:无效1:有效 | 0 | 使用限制压脚形状等的方法也不能直线地移动时,设定成有效。 |
IX.其他
1.缝制图案
(1)图案输入装置
可以使用选购品的手持输入装置PGM-7,或PGM-20来作成。
(2)缝制图案用数据ROM
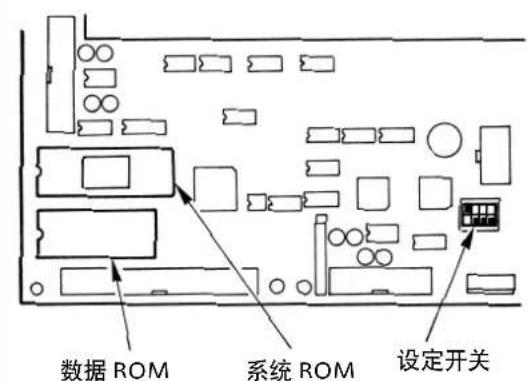

拔出插入阅读存储盘,变换开关时,请关掉电源之后再进行操作。
1)数据ROM装设在MAIN电路板的U32上。
用PGM-7编制图案时,请确认是否装设了此ROM。
(编制的图案被记忆到ROM里。)
ROM货号:HL011940000
(EEP-ROM58C256)
用PGM-20编制图案之后,请写入此ROM。
2)使用AMS-206的数据ROM(EEP-ROM58C65)时,请把设定开关SW1-1设定为OFF。
另外,使用AMS-206压脚时,因为要调整缝制位置,所以请变更存储器开关No.26的设定。

更换数据ROM时,请一定确认开关的设定。如果错误的话,就不能正确地阅读数据,出现E-1、E-2、E-8的错误。
(3) LK-1941/42 数据 ROM(元件)互换表
| ROM种类 可否使用 | ||
| LK1900用 27C256 不可 | ||
| LK1910/20用 58C256 可 | ||
| AMS-206用 58C65 可 |
(4)关于缝制图案的编制

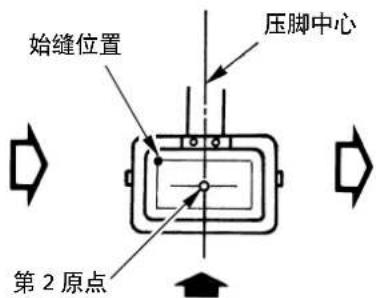
始缝位置
装设布
起动

结束
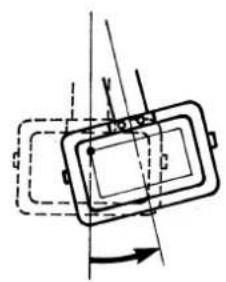
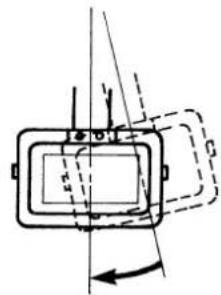
1)压脚躲避位置(第二原点的灵活运用)
有的图案,压脚呈倾斜状态,不容易装布。此时,把第二原点设到压脚中心附近,就容易装布了。
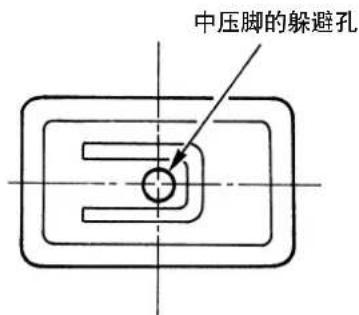
2)使用半加工品布压脚时
外压脚的上升量过高时,有时会与中压脚相碰,设定1)的压脚躲避位置(第2原点),建议在半加工品布压脚上设置中压脚躲避孔。
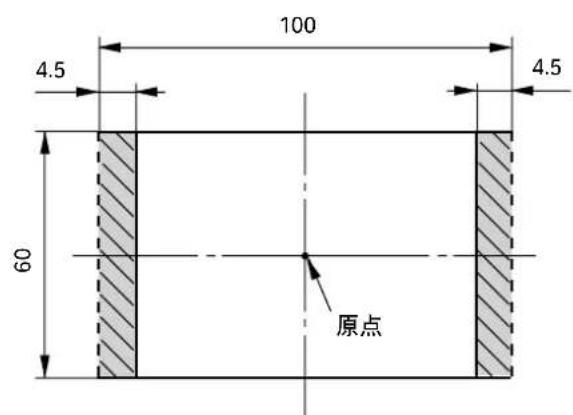
3)切线位置
1)切线数据请尽量不要进入斜线部。进入后,有可能不能切线。
2)设定了切线控制之后,最终针的间距请设定为 2mm 以上。

编制缝制图案时需要输入装置。
2. 设定开关的设定
通过控制箱内的设定SW1、设定SW2、滑动SW3的变换,可以如下表所示那样变更设定。

- 变换设定 SW 和滑动 SW 时,请关掉电源后再进行变换。
- 请不要把未使用的开关设为 ON。
1 设定 SW1
| 功能 | 变更针杆停止高度(通过设定SW1-1~3的设定值和设定SW2-1的符号设定组合可以设定±7级) | ||||
| SW1-1 | SW1-2 | SW1-3 | SW1-4(未使用) | 设定值 | 上停止时的针尖高度 |
| OFF | OFF | OFF | OFF | 0(出货状态) | 设定开关SW2-1的设定值不通设定也不同。 |
| ON | OFF | OFF | OFF | 1 | |
| OFF | ON | OFF | OFF | 2 | |
| ON | ON | OFF | OFF | 3 | |
| OFF | OFF | ON | OFF | 4 | |
| ON | OFF | ON | OFF | 5 | |
| OFF | ON | ON | OFF | 6 | |
| ON | ON | ON | OFF | 7 | |
设定SW2
| 功能 | ON | OFF | 出货状态 | |
| SW2-2 | 选择针杆上停止高度符号 | 高 | 低 | OFF |
| SW2-3 | 设定切线速度 | 250sti/min | 400sti/min | ON |
| SW2-4 | 未使用 | - | - | OFF |
| SW2-5 | 未使用 | - | - | OFF |
| SW2-6 | 未使用 | - | - | OFF |
| SW2-7 | 未使用 | - | - | OFF |
| SW2-8 | 未使用 | - | - | OFF |
滑动 SW3
| 功能 | 出货状态 |
| 未使用 | 3侧ON |
3. 选购品踏板的连接方法
※使用选购品踏板时,请参照VIII.存储器开关的使用方法」「2-(4)踏板规格的设定」。
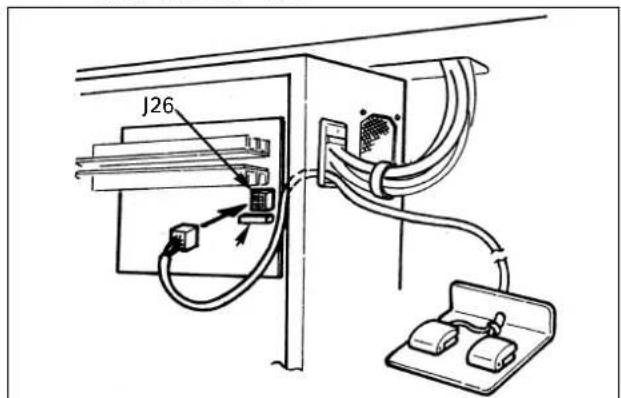
(1)双联踏板的连接
(2)PK-57的连接
(3)双联PK踏板的连接
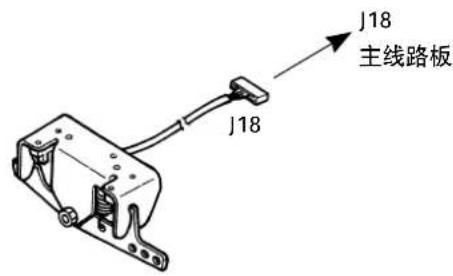
1)从主线路板的J18上卸下标准踏板电缆
2)把双联踏板的电缆线插到控制箱内,与主线路板上的J26连接起来。
双联踏板:货号M85205800A0
※ 存储器开关 No.10-1
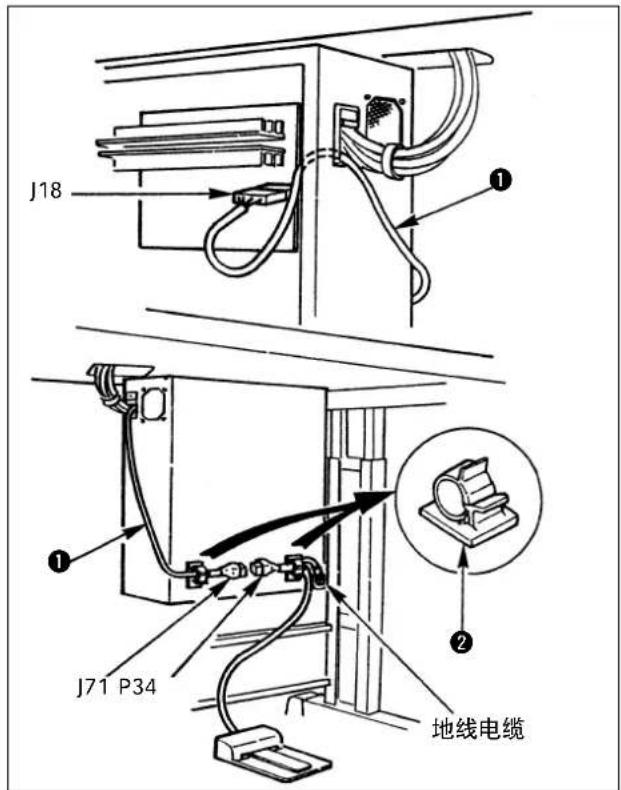
1)从主电路板的J18上卸下标准踏板电线,连接PK-57变换电缆①。
2)在控制箱里面,连接PK-57的电线和PK-57变换电缆①的J71,并用粘贴夹②固定。PK-57的地线电缆如图所示固定好。
PK-57:货号GPK570010B0
PK-57变换电缆:货号M90135900A0
粘贴夹:货号E9607603000(2个)
※ 存储器开关 No.10-2
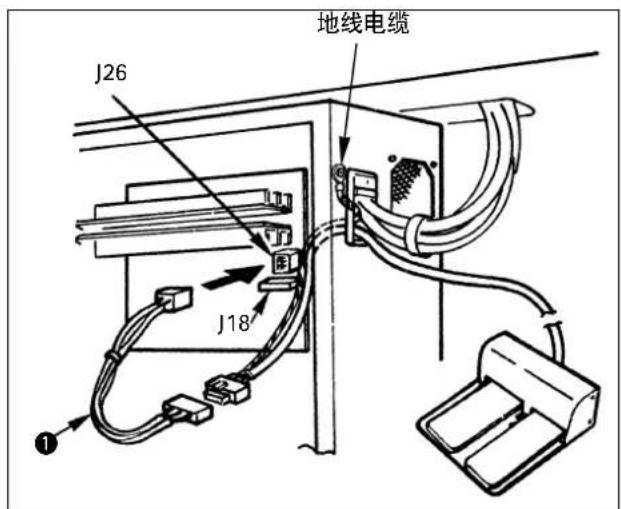
1)从主线路板的J18上卸下标准踏板电缆
2)把双联PK踏板的电缆线插到控制箱内,与双联踏板连接电缆线①连接,在连接到主线路板上的J6连接起来。
如图所示把地线电缆用螺丝固定起来
双联PK踏板:货号M85905130AA
双联踏板连接电缆组件:货号M90315800A0
※存储器开关No.10-1
(4)3联踏板的连接
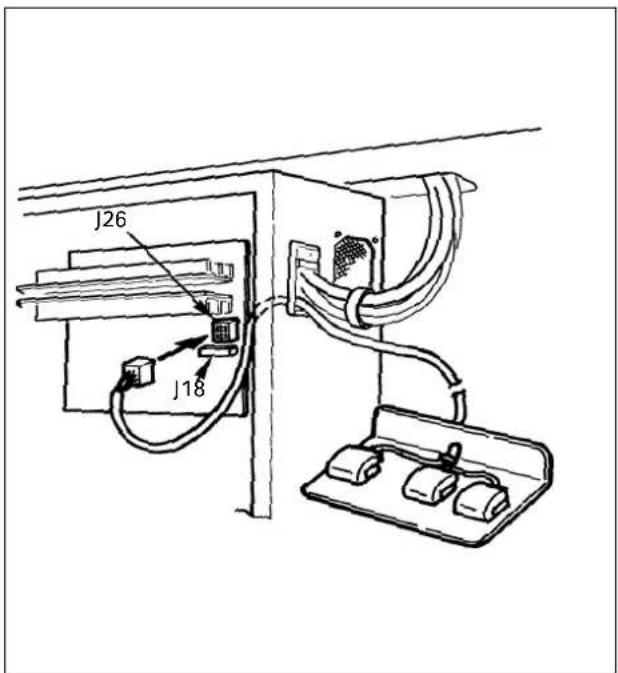
1)从主线路板的J18上卸下标准踏板电缆
2)把3联踏板的电缆插入控制相内,连接到主电路板的J26上。
3 联踏板:
货号 M85205800A0
※存储器开关No.10-3~5
(5)3联PK踏板
1)从主线路板的J18上卸下标准踏板电缆
2)把3联PK踏板的电缆线放到控制箱内,与变换电缆线组 ① 连接,然后连接到J26上。(请参照下表进行连接。)
3联PK踏板:
货号GPK470010AB
变换电缆:
货号 M90255800A0
※存储器开关No.10-3~5
| PK-47 | 连接电缆 | 信号名 |
| P1 | P101 | 压脚1 |
| P2 | P102 | 压脚2 |
| P3 | P103 | 压脚3 |
| - | P104 | 未使用 |
| P4 | P105 | 开始 |

踏板只能连接到主电路板的 J18 或 J26 的其中一个。如果同时连接的话, 有可能不动作所以使用选购踏板时请加以注意。
- 错误一览表
| 错误显示 | 错误名称 | 错误内容 | 解除方法 | 备考 |
| E1 | 图案号码错误 | 被指定的图案号码没有登记到输据 ROM 里。 | 请确认图案号码。 | 服务图案登记在SYSTEM ROM 里。 |
| E2 | 放大错误 图案读入错误 | .缝制间距超过10mm. .使用的数据 ROM 和设定开关的设定不同。 | .请确认放大率和缝制间距. .请确认 SW-1 的设定。 | SW1-1 的设定错误的话,读入则变得不稳定。 |
| E3 | 针杆上位置错误 | 针杆不在上位置。 | 转动手动飞轮,把针杆返回到上位置。 | |
| E4 | 超过维制范围 | 超过维制范围。 | 按复位开关,确认图案和放大率。 | |
| E5 | 中途停止 | 缝纫机驱动中中途停止。 | .从后退送布→设定到起动,进行再缝制. .川中途停止开关或复位开关进行切线. .切线动作后复位来进行原点复位。 | |
| E6 | 安全开关异常 | 安全开关设定为 OFF. (放倒缝纫机时等) | .请关闭电源开关,抬起机头. .请确认安全开关。 | |
| E7 | 缝纫机锁定错误 电压异常错误 | 因为出现某故障,缝纫机主轴不转动。 | .关掉电源开关,排除故障原因. .请确认电源电压。 | |
| E8 | 图案数据错误 | 不能从数据 ROM 里读取图案数据。 | .请关闭电源开关. .请确认 EEPROM 的实装(接触不良、安装方向等)。 .请确认 SW-1-1 的设定。 | SW1-1 的设定错误的话,读入则变得不稳定。 |
| E9 | 上线切线检测错误 | 缝制中上线断线。 | .穿线后,后退送布,再次缝制. .用复位开关复位原点。 | |
| E10 | PGM-7 通信异常 | 因为发生了某故障,所以不能与 PGM-7 通信。 | 关闭电源开关,排除故障原因. (有可能是接触不良、电缆类断线、电路板故障等, ) | |
| E8A | 空气压力过低 | 空气压力过低。 | 请关掉电源开关,确认空气压力。 | |
| E8E | 存储器写入错误 | 不能把数据写入后备存储器里。 | .请关闭电源开关. .存储器不良(更换 MAIN 电路板) | |
| E | 超过时间错误 | 因出线某故障,MAIN 线路板不能控制。 | .请关闭电源开关. . MAIN 电路板不良 (更换 MAIN 电路板) | |
| E H | 温度过高错误 | 控制箱内的温度异常高温。 | 请关掉电源开关,确认风扇滤清器是否堵塞、电源电压,待温度完全下降之后再打开电源。 |
注意:带AW-2D的缝纫机上显示出上述以外的异常时,请参照AW-2D的使用说明书。
- 缝制时的现象、原因和对策
| 现象 | 原因 | 对策 | 页 |
| 1.始缝时脱线。 | ①始缝时跳针。 | ·调整机针和旋梭的间隙。·设定始缝时软起动。·变更始缝的间距看看,(增大或减小) | 3948 |
| ②切线后上线长度短。 | ·把第二线张力器的张力盘浮动量增大。·把第二线张力气的张力盘浮动量增大。·增强挑线弹簧或减弱第一线张力器。·放大针孔导板和固定刀的间隙。(切刀式)·降低固定刀,(切刀式)·调整固定刀的位置。(热线式) | 414122434342 | |
| ③底线过短。 | ·减弱底线张力。·放大针孔导板和固定刀的间隙。(切刀式)·降低固定刀。(切刀式) | 224343 | |
| 2.老断线。化纤线拉断。 | ①旋梭、中旋梭固定器上有伤痕。 | ·卸下用细磨石或锉刀磨平. | 45 |
| ②针孔导向器上有伤。 | ·用锉刀磨,换新。 | 62 | |
| ③因机针摆动,所以只钩线一半。 | ·使用适合针号的旋梭. | 22 | |
| ④上线张力过强。 | ·减弱上线张力。 | 22 | |
| ⑤挑线弹簧过强。 | ·减弱挑线弹簧。 | 59 | |
| ⑥化纤线摩热而断。 | ·使用硅油·使用机针冷却器 | 60 | |
| ⑦缝制汽车安全带时,钩线一半而断线。 | ·使用椭圆针孔导板. | 62 | |
| ⑧有被针刺的现象。 | ·请使用球形刺针。 | ||
| 3.常断针。 | ①针弯了。 | ·更换机针. | 48,50 |
| ②针过细。 | ·根据缝制物选用适当的机针. | ||
| ③同步时间过迟。 | ·同步时间过早. | ||
| 4.切线不断。 | ①切线位置不适合。 | ·在适当的位置进行切线。 | 53 |
| ②动刀位置不好。 | ·更换固定刀. | 42 | |
| ③最终针跳线。 | ·把固定刀再弄弯一些. | 39 | |
| ④最终针的间距过小。 | ·增大最终针的间距. | 47 | |
| (切刀式)①固定刀不快。 | ·调整动刀位置。 | 43 | |
| ②针孔导向器和固定刀高低差。 | ·调整针和旋梭的同步. | 43 | |
| (热线式)①温度设定低。 | ·提高设定温度. | 26 | |
| ②热线板和针孔导板相碰。 | ·调整热线板的位置. | 43 | |
| 5.常跳线。 | ①针和旋梭调整不好。 | ·调整针和旋梭的位符置. | 39 |
| ②针和中旋梭的间隙过大。 | ·调整针和旋梭的位置. | 39 | |
| ③针弯了。 | ·更换机针. | ||
| 6.上线从布的里侧露出来。 | ①上线紧线不好。 | ·加强上线张力。 | 22 |
| ②切线后的上线过长。 | ·推迟送布时间。 | 48,50 | |
| ·加强第1线张力. | 22 | ||
| 7.用化纤线始缝或结束缝时,上线浮起,上线留线过长。 | ①化纤线时,线的强度大,与布料的穿通阻力小。 | ·编制图案时,把始缝、结束缝的针距设定为1mm以下。 |
6. 选购零件
| 零件名称 | 种类 | 货号 | 备考 |
| 布压脚下板夹t=1.2 | 无齿牙/无表面处理 | 14224109 | |
| 有齿牙/无表面处理 | 14224000 | ||
| 布压脚外框 | 连体外框/有凸纹 | B2553210D0A | |
| 连体外框/无凸纹 | B2553210D0B | ||
| 分离外框/无凸纹 | B2554210D0A | ||
| 右分离外框/有凸纹 | B2554210D0B | ||
| 左分离外框/有凸纹 | B2554210D0C | ||
| 线冷却油槽 | B92118500A0SS7110840x2B1131850000C | ||
| 零件名称 种类 | 货号 | 备考 | |
| 机针冷却器组件 | 14225056 | ||
| 第三线张力器 | B50192220B0PV150209000PX50001400014204754 | ||
| 勾线装置 | 14445050 | 对于防止始缝时跳针很有效. |
| 零件名称 | 种类 | 货号 | 备考 |
| 整体布压脚滑动板结合t=1.2 | 14437255 | ||
| 皮带用下板夹t=1.2 | 有凸起 / 无表面处理 | 14444202 | 比通常的下板夹凸起粗糙,有止滑效果。另外,使用下板导向器可以决定皮带的位置。这是皮带缝制时的定位用导板。 |
| 下板导向器 | 14444301SM9040603SCx2WP0450826SCx2 | 14444202与皮带用下板夹和皮带用布压脚外框夹(14444004、14444103)配套使用。 | |
| 皮带用布夹 | 14444004 | 比通常的外框夹凸起粗糙,有防滑效果。 | |
| 分离型外框右 / 有凸起 / 没有表面处理 | 14444103 | ||
| 拨线杆 | 14446009 | 拨线杆的位置与通常位置相反。在缝制物与拨线杆相碰等时使用。(需要变更空气配管图的连接方法。) | |
| 线保持用拨线杆 | 14446157 | 为了防止把始缝时的上线夹进压脚的下面,轻轻保持上线。 | |
| 拨线杆座 | 14445902 | 倒勾拨线杆使用保持线用拨线杆时请一定更换拨线杆座组件。 |
- 标准配件表
| 零件名称种类 | 货号 | 备考 | |
| 针孔导向器 | A=3.0 B=4.0切刀式切线用 | 14439608 | H规格标准 |
| A=4.0 B=5.0切刀式切线用 | 14439707 | G规格标准 | |
| A=3x4.4椭圆 B=5.0热线式切线用 | 14440002 | Z规格标准(汽车安全带用) | |
| A=2.0 B=3.0切刀式切线用 | 14439400 | ||
| A=2.3 B=3.3切刀式切线用 | 14439509 | ||
| A=3x4.4椭圆 B=5.0切刀式切线用 | 14440101 | 汽车安全带用 | |
| A=3.0 B=4.0热线式切线用 | 14439806 | ||
| A=4.0 B=5.0热线式切线用 | 14439905 | ||
| 中压脚(只限LK-1942) | A=3.5 B=5.5C=39.0 | 14433601 | G规格标准 |
| A=2.2 B=3.6C=39.0 | B160122000J | H规格标准 | |
| 旋梭 | 加油旋梭A行走压脚长 | 14436554 | H规格标准可以使用机针号#18~#20(风琴牌机针) |
| 加油旋梭B行走压脚长 | 14436703 | 选购品可以使用机针号#21~#23(风琴牌机针) | |
| 加油旋梭C行走压脚短 | 14436307 | G规格标准可以使用机针号#21~#23(风琴牌机针) | |
| 加油旋梭D行走压脚短 | 14436158 | Z规格标准可以使用机针号#24~#26(风琴牌机针) |
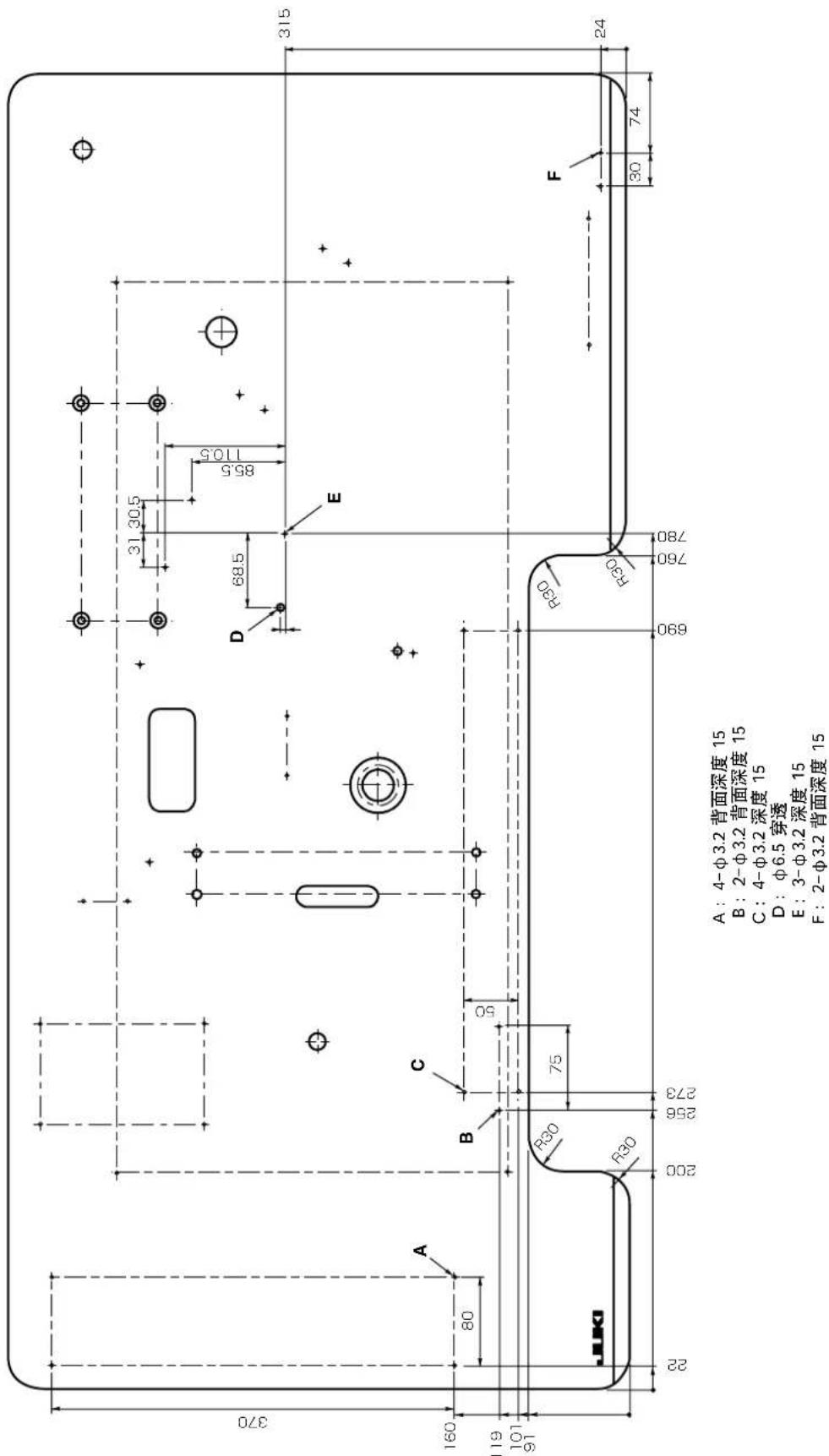
8. 机台图纸
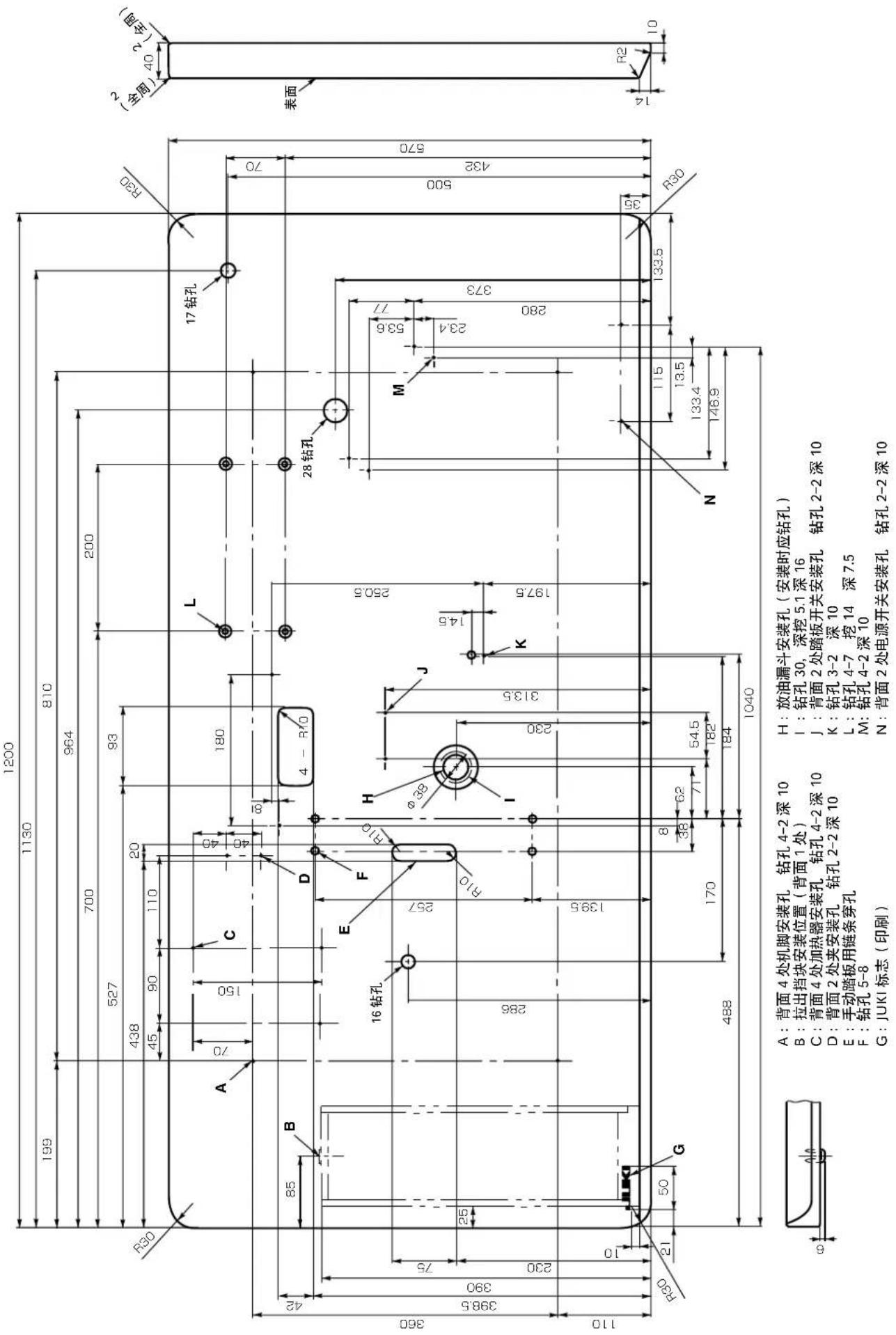
X中
带AW用机台
※没有标明尺寸或规格的部分与前页的机台图纸相同。
JUKI®
JUKI CORPORATION
SEWINGMACHINERYBUSINESSUNIT
2-11-1,TSURUMAKI,TAMA-SHI,