用户手册 LU1561N JUKI
厚料机种 使用说明书(补充)SC-922用
| 注意:そのたけは、当社の製品を買申請いはんだけは令ては令ては令て。安全に使用くださいますようお願いいたします。安全に使用くださいますようお願いいたします。 |
| 本来、いっごまむに説うようお願いいたします。 |
| NOTE: Congratulations on your purchase of a JUKI sewing machine.To use the machine safely, be sure to read this document and the Safety Precautions for the sewing machine before use.Keg these documents so that you can read them whenever necessary. |
| HINWEIS: Herzlichen Glückwunsch zu ihrem Kauf einer JUKI-Nahmaschine.Um die Maschine sicher zu benutzten, lesen Sie diese Dokument und die Sicherheitshinweise für die Nähmaschine vor Gebrauch durch.Bewahren Sie diese Dokumente auf, damit sie bei Bedarf darin nachschlagen können. |
| REMARQUE: Féliciations pour votre achat d'une machine à coudre JUKI.Pour utiliser la machine en toute sécurité, veiller à dire ce document et les Précautions de sécurité pour la machine à coudre avant toute utilisation.Conserver ces documents pour pouvoir les consulter au besoin. |
| NOTA: Nuestro agradecimiento y felicitaciones por su compra de estaquina de coser JUKI.Para utiliser laquina en conditiones de seguridad, asegúrese de leer este documento y las Precauciones de Seguidade de laquina de coser antes de su uso.Tenga a mano这些东西 documents de modo que pueda consultarlos cuando Sean necessities. |
| NOTA: Congratulations per l'acquisto di una macchina per cucire JUKI.Perutilizzare la macchina in modo sicuro, assicurarsi di leggere quello documento e le Precauzioni di Sicurezza per la macchina per cucire prima dell'uso.Conservare quosti documents per ulteriori consultazioni in futuro. |
| 注意:感谢您购买本公司的产品。为了安全地使用本缝纫机,使用之前请一定阅读本书和缝纫机的安全注意书。另外,为了今后随时可以立即查阅,请妥善地保管这些文件。 |
日本語
取叢説明書(補足)の適用にたて
(1)AK/工一装置の取付 6
(2)工一木一木之配管 6
(3)伊戈斯个的取付
(4)伊兹斯什的機能設定 9
(5)使用方法 10
(6)押上昇量の調整 10
1)八不尔杀案内 ① 左付属のね2、は座金3、座金4以取付板に取り付款ま。
5)取付板を止らに1、座金12で取り付款 MSR。
4. AK/ 工一裝置の取り付け

警告
三希不意的起动的事故为防的、電源切到边行
CN30 一夕一信号二不夕
2CN33外付針棒位置換出器(+5V仕樣):針棒位置左换出L末。
CN36頭部SONLEIND:系切、返L缝INLEIND、TtHTBCKSTIHT等
4CN37押上(1501-1501(自動押上上1501)
6CN38操作八不尔:各種縫在設定的之がてきま�。(CP-18以外の八不ル機能の詳細は、八不ル側の取拔説明書を参照<下さい。)
6CN43頭部內藏針棒位置換出器(+12V仕樣):針棒位置左换出U尺寸。
7CN44手元忒什:夕习卜巴克斯伊士以外的手元忒什
CN58 拓張入力コネケ夕(せんサ等の入力)
9CN59 拓張出力口不夕(電磁井出力)
三希下位置下停止的,如針棒下有場合,下記機能設定。
此使用说明书(补充)记载着补充缝纫机使用说明书的内容。
适用机种
| 分类 机种 |
| 平机头型 | LU-2200N-7 系列、LU-1500N/1520NC-7 系列、DNU-1541-7、DU-141H-7、LZH-1290-7 |
| 气缸型 LS-1 | 342-7、DSC 系列、DSU 系列 |
| 柱型 PLC-1700 | 系列 |
目录
- 安装机头的设定
- 位置检测器的安装 ..... 2
- 操作箱的安装 ..... 4
4.AK/空气装置的安装 6
(1)AK/空气装置的安装 6
(2)空气软管的设置 6
(3)膝动开关的安装 8
(4) 膝动开关的功能设定 9
(5)使用方法 10
(6) 压脚上升量的调整 ..... 10
- 电缆线的连接 ..... 11
- 操作盘导线器的穿线方法 ..... 14
- 点击手动倒缝 ..... 14
- 前固定缝制 ..... 14
(1) 使用方法 ..... 14
(2)开关的位置 14
-
延长电缆线 ..... 15
-
关于 LU-2220N-7 上线抓线功能 ..... 17
11.LU-2200N-7系列 对应粗线的切线 18
- 缝纫机在下停止位置针杆下降时的对应 19
13.各附属装置的SC-922功能项目一览表 20
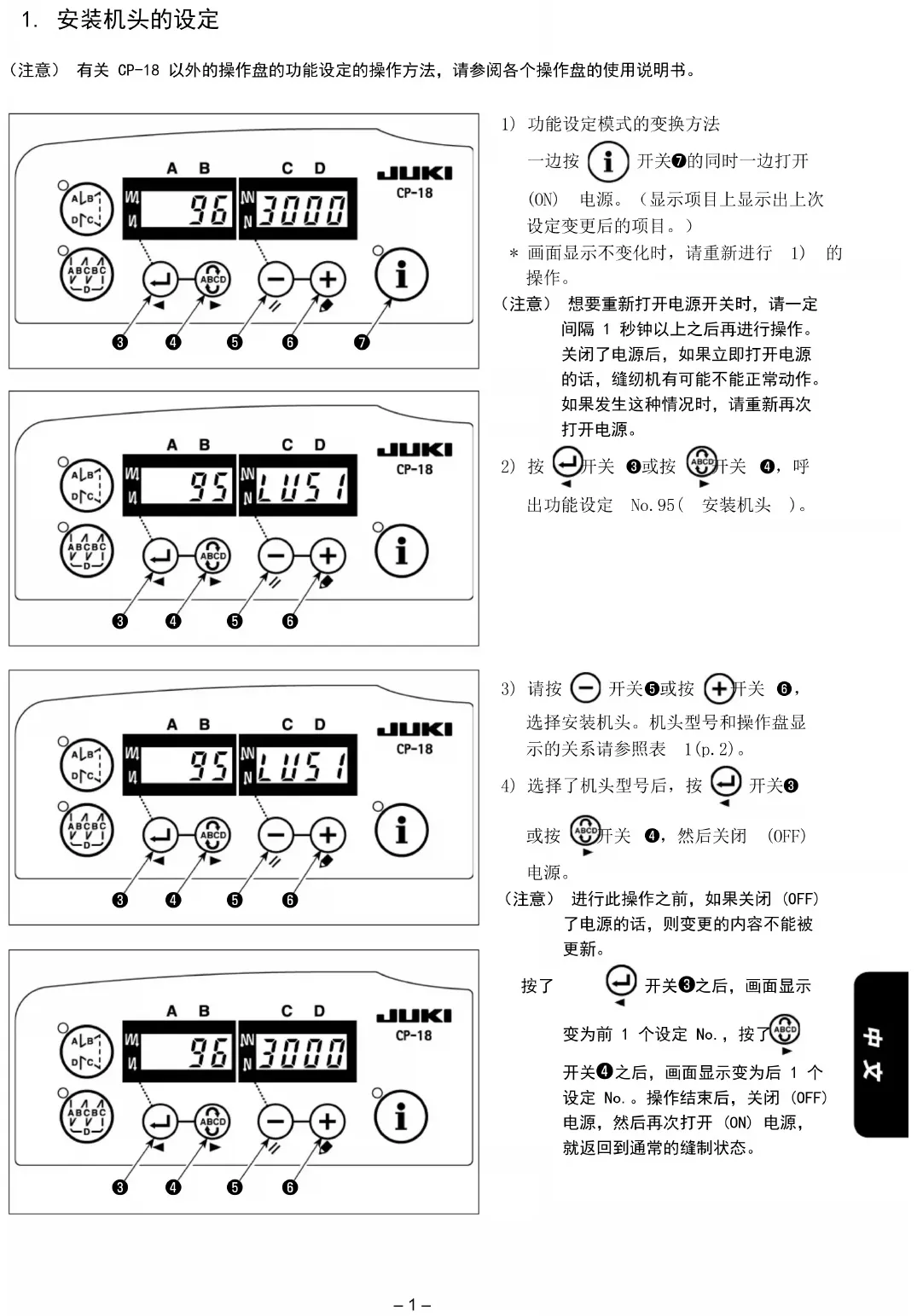
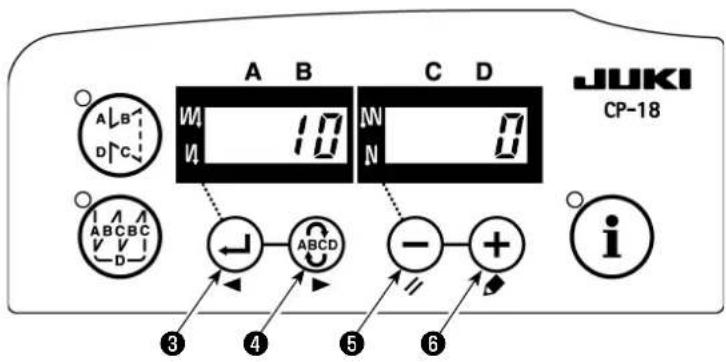
1. 安装机头的设定
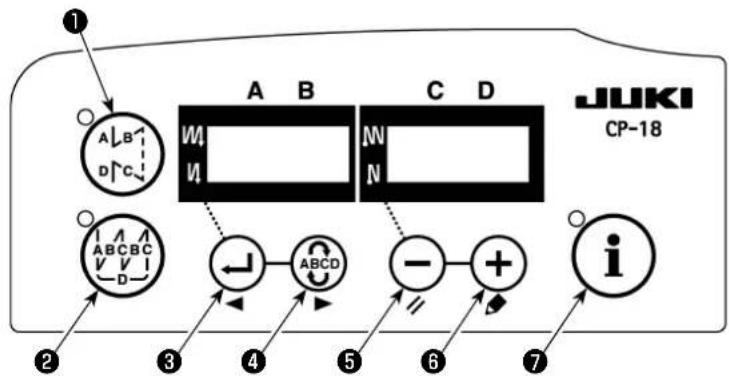
(注意)有关CP-18以外的操作盘的功能设定的操作方法,请参阅各个操作盘的使用说明书。
1)功能设定模式的变换方法
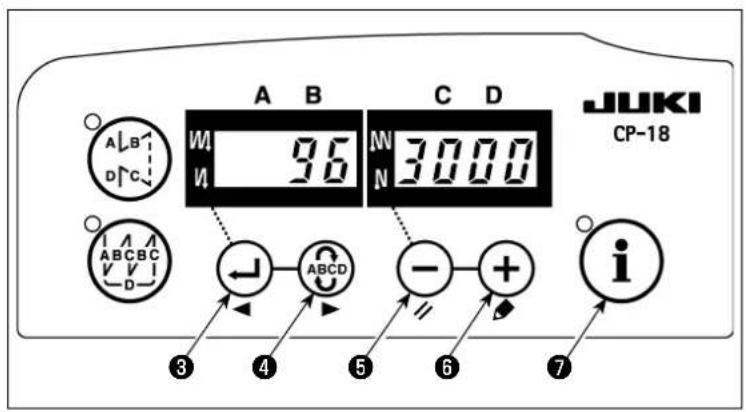
一边按 i 开关的同时一边打开
(ON) 电源。(显示项目上显示出上次设定变更后的项目。)
(注意)想要重新打开电源开关时,请一定间隔1秒钟以上之后再进行操作。关闭了电源后,如果立即打开电源的话,缝纫机有可能不能正常动作。如果发生这种情况时,请重新再次打开电源。
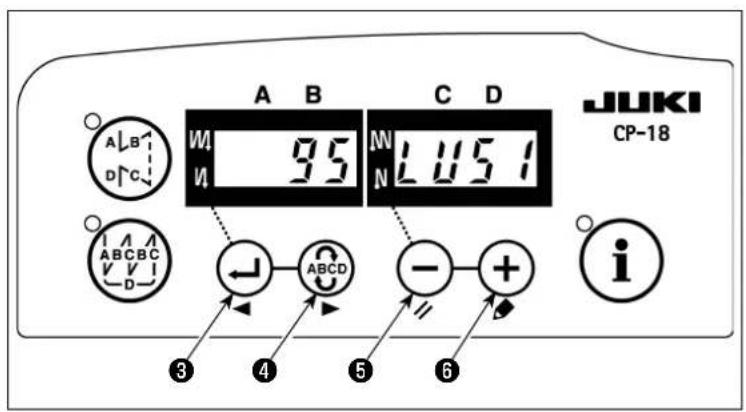
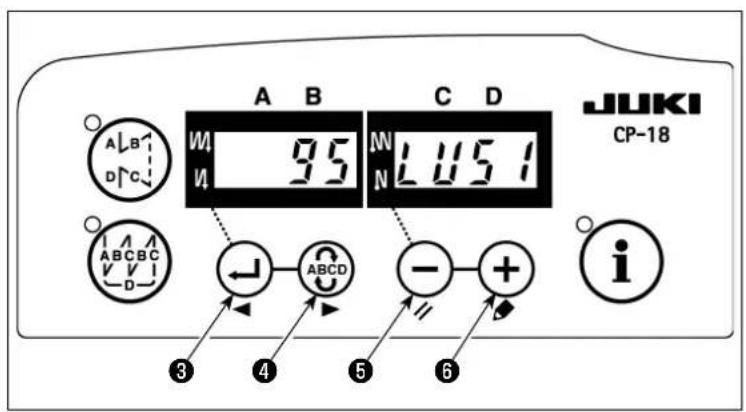
2)按开关或按ABCD开关4,呼出功能设定No.95(安装机头)。
3)请按 开关或按 + 开关6,选择安装机头。机头型号和操作盘显示的关系请参照表1(p.2)。
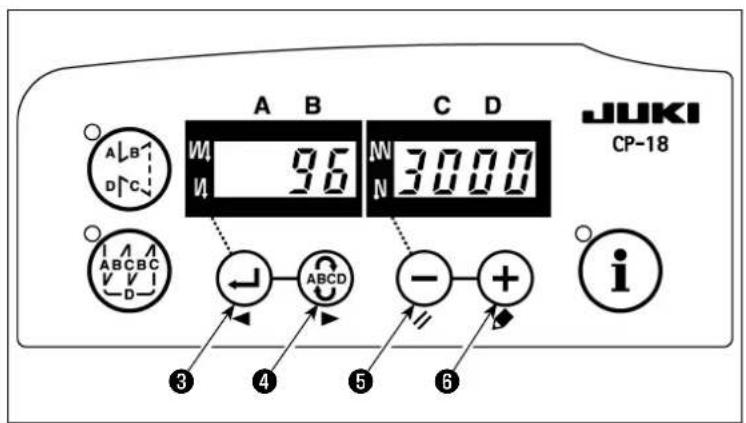
4)选择了机头型号后,按开关或按ABCD开关 ④ ,然后关闭(OFF电源。
(注意)进行此操作之前,如果关闭(OFF)了电源的话,则变更的内容不能被更新。
按了 开关⑥之后,画面显示变为前1个设定No.,按了 ABCD
开关④之后,画面显示变为后1个设定No.。操作结束后,关闭(OFF)电源,然后再次打开(ON)电源,就返回到通常的缝制状态。
表1
| No. | 机头 型号 显示内容 出货时的转速 | (sti/min) 最高转速 (sti/min) | |
| 1 | LU-2210N/2260N-7(VR 型号 ) | LU2v | L U 2 3500 3500 | |
| 2 | LU-2210N/2260N-7(SW 型号 ) | LU2r | L U 2 3500 3500 | |
| 3 | LU-2212N-7(VR 型号 ) LU12 | | L U 1 3500 3500 | |
| 4 | LU-2212N-7(SW 型号 ) L12r | | L 1 2 3500 3500 | |
| 5 | LU-2216N/66N-7(VR 型号 ) LU26 | | L U 2 3500 3000 | |
| 6 | LU-2216N/66N-7(SW 型号 ) L26r | | L 2 6 3000 3000 | |
| 7 | LU-2220N-7(VR 型号 ) LU22 | | L U 2 3500 3500 | |
| 8 | LU-2220N-7(SW 型号 ) L22r | | L 2 2 3500 3500 | |
| 9 | LU-1510N-7 LU51 | | L U 5 3000 3000 | |
| 10 | LU-1510NA-7 LU5A | | L U 5 3000 2000 | |
| 11 | LU-1560N-7 LU56 | | L U 5 3500 2500 | |
| 12 | PLC-1710/1760-7 | PL70 | PL 7 3000 2500 | |
| 13 | PLC-1760L | PL7L | PL 7 1800 1800 | |
| 14 | DNU-1541-7 dnU5 | | d n U 3000 3000 | |
| 15 | LS-1342-7 | LS13 | L S 1 2500 2500 | |
| 16 | LU-1520NC-7 LU5C | | L U 5 2000 2000 | |
LU-2200N-7(VR型号)
LU-2200N-7(SW型号)
2. 位置检测器的安装
- 下列调整请适用于没有安装内装同步信号灯的机种。
- 进行切线动作之前,请一定确认停止位置是否正确。
请在实际安装到缝纫机的状态,调整停止位置。此时,为了保证安全,请卸下缝纫机用的连接器。拆卸缝纫机用连接器时,请一定关闭(OFF)电源。调整上位置检测板时和转动检测器的接头时,请一定关闭(OFF)电源。
机针上位置/机针下位置,请用功能 No.10(指定缝纫机停止时的针杆位置)来进行设定。
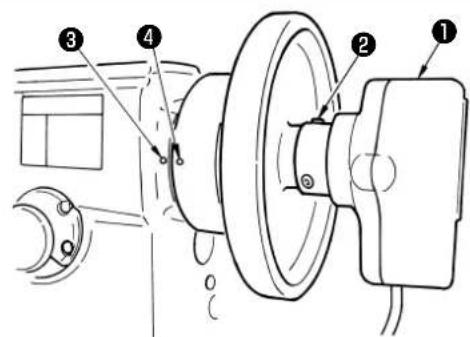
1)请把检测器①临时固定到飞轮上。
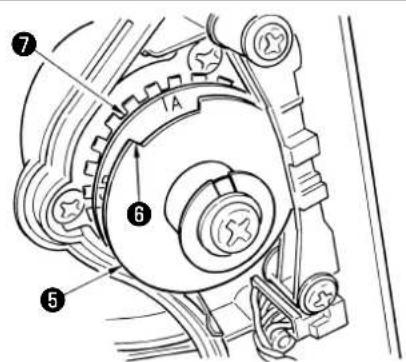
2)卸下检测器①的护罩,按照各机种的规定,把外侧的上位置检测板⑤的凸缘部⑥调整到下位置检测板⑦的刻度位置。有关各机种的刻度位置,请参照表2(p.3)。
3)确认了缝纫机用连接器卸掉之后,把缝纫机控制器设定为机针下位置,然后拧松检测的固定螺丝②转动接头让飞轮的下位置刻印和机臂刻印对齐,调整停止位置。飞轮的停止位置刻印因为各机种不同,所以请参照表3。
4)调整了下停止位置后,把缝纫机控制器设定到机针上位置,然后确认上停止位置。如果上停止位置有偏差时,请用上位置检测板进行微调整。
5)调整了停止位置之后,请安装上检测器①的护罩。然后,把缝纫机控制器返回设定到机针下位置。
表2
| 机种 下位置检测板 | 7的刻度 |
| LU-2200N 系列 A | |
| DU-141H-7、DSC 系列、DSU 系列、LZH-1290-7 D |
表3
| 机种 | 飞轮 |
| 上位置刻印 | 下位置刻印 | 逆转机整提升位置刻印 |
| DU-141II-7、DSC 系列、DSU 系列 | 红 白 - | | |
| LZII-1290-7 红 - 红之间 白 - | | | |
| LU-2200N 系列 F - E 之间 K B | | | |
缝纫机停止时的针杆位置设定方法
用功能 No.10(指定缝纫机停止时的针杆位置)进行设定。
1)参照「1. 安装机头的设定 1) 功能设定模式的变换方法」,变换成功能设定模式。
2)按开关或按 ABCD 开关4,呼出功能设定 No.10。
3)请按 开关 ⑤ 或按 (+) 开关 ⑥ ,选择「0」或「1」。
[0]··下位置停止,[1]··上位置停止
4)设定后,按开关或按开关4,然后关闭(OFF)电源。
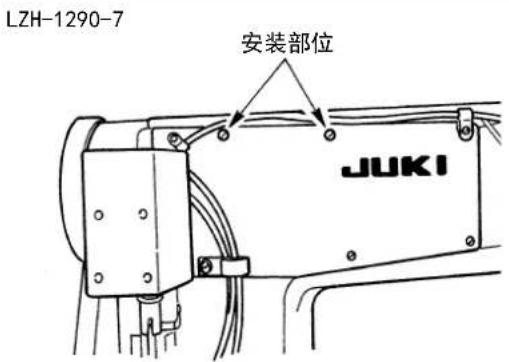
3. 操作箱的安装
[DSU,DSC,LZH-1290-7,DU-141H-7,LU-1500N,LS-1342-7,DNU-1541-7,PLC-1700-7]
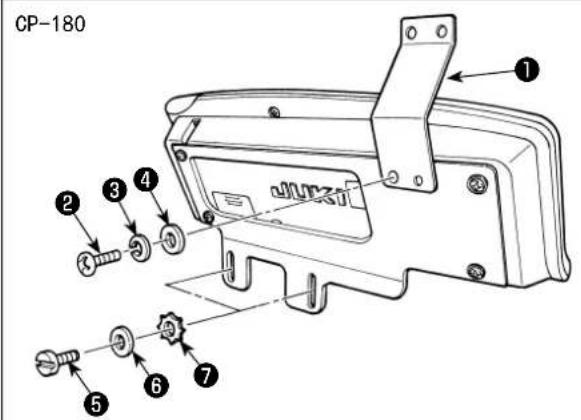
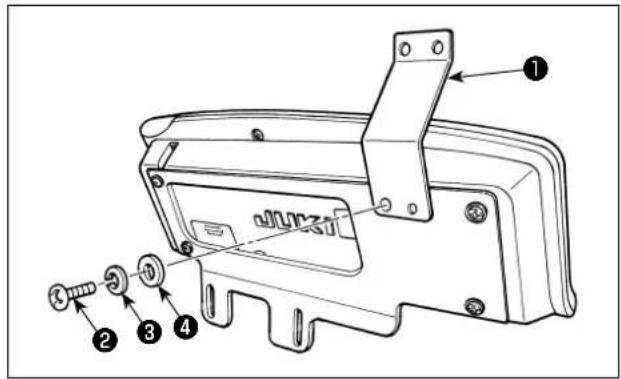
DSC
1)用附属的螺丝②、弹簧垫③、垫片④把操作盘导线器①安装到安装板上。但是,在LU-1500N系列、LS-1342-7、DNU-1541-7上没有安装操作盘导线器①。
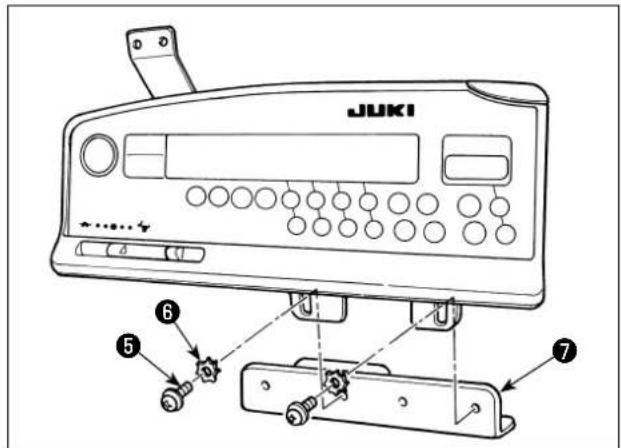
2)用附属的螺丝⑤、垫片⑥、带齿垫片⑦把操作箱安装到缝纫机上。
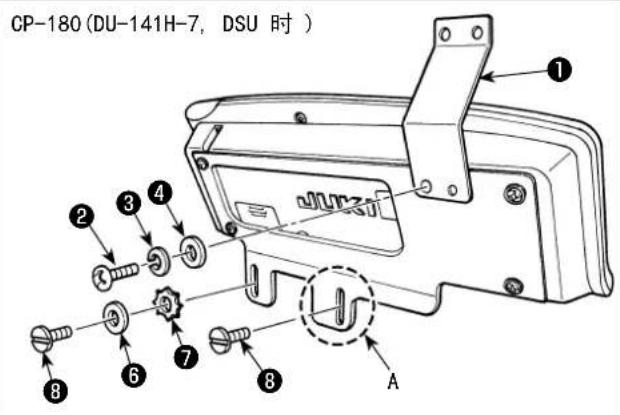
但是,DU-141H-7,DSU时,请不要使用操作箱的附属螺丝⑤,而使用机头附属的螺丝⑧。
另外,安装 A 部时,也请不要使用操作箱的附属垫片⑥和带齿的垫片⑦,而只使用螺丝⑧进行安装。
DU-141H-7,LU-1500N,LS-1342-7,
DNU-1541-7,PLC-1700-7,
DSU 支柱
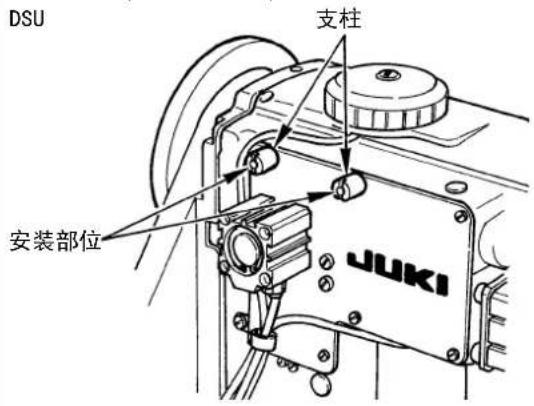
[LU-2200系列]
LU-22*6N系列(长机臂)以外,请按照1)~4)的顺序进行操作。
LU-22*6N 系劣(长机臂)时,紧进行顺序5)的操作
1)请用附属的螺丝2、弹簧垫3、垫片4把操作盘导线器①安装到安装板上。
2)请把附属的螺丝⑤、垫片⑥把操作箱安装到操作盘安装辅助板⑦上。
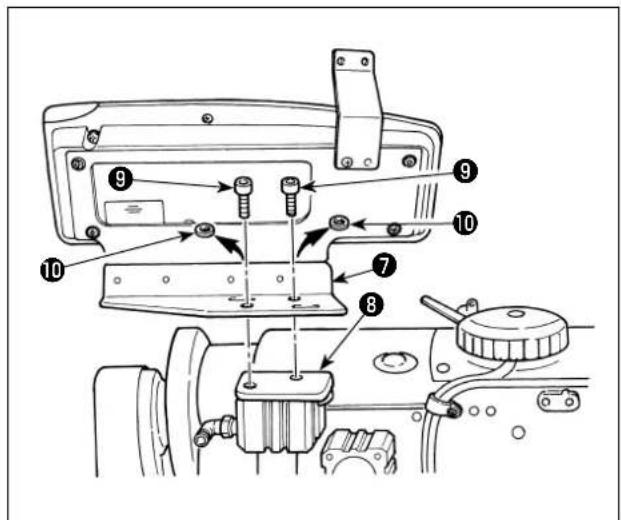
3)请卸下倒送气缸安装座上安装的固定螺丝9、平垫片。(各2个)
4)用固定螺丝把操作盘安装辅助板7安装到安装座8上。此时,不使用平垫
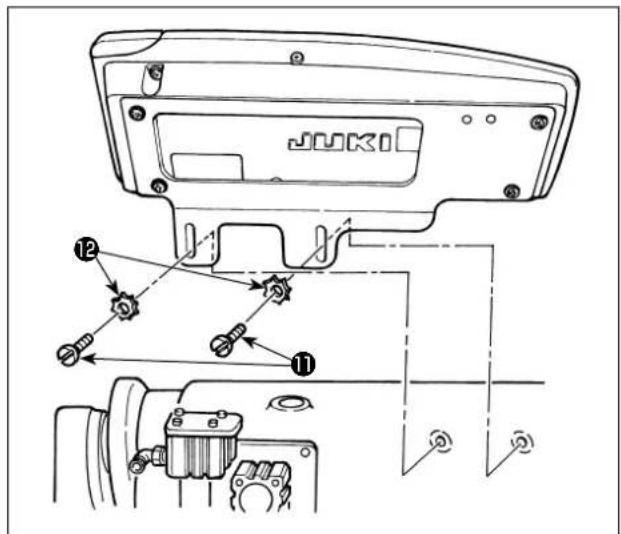
5)请用固定螺丝1、垫片12安装安装板。
4. AK/空气装置的安装
警告
为了防止缝纫机的突然起动造成的事故,请关掉电源之后再进行操作。
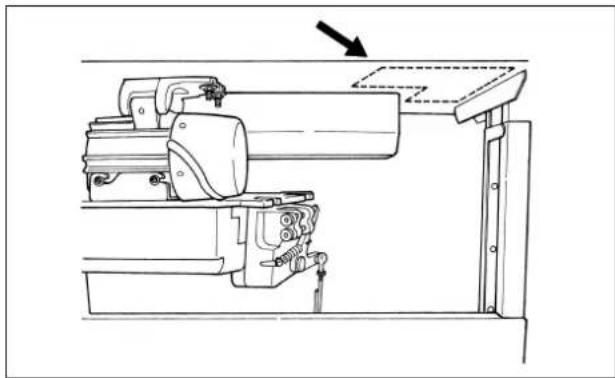
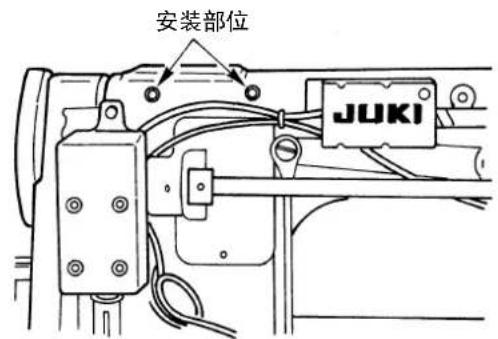
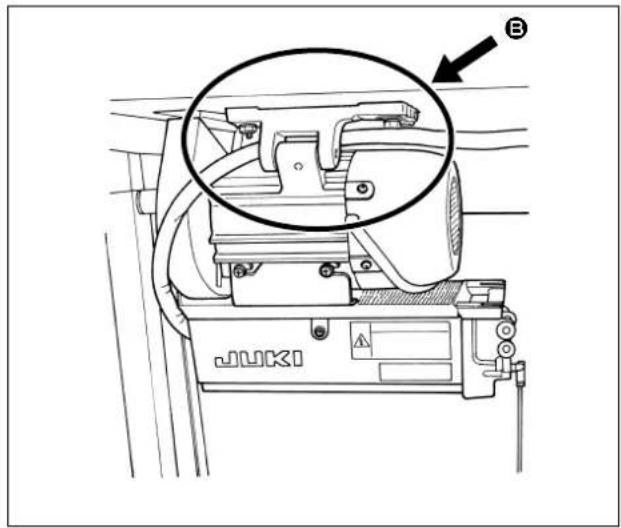
把AK/空气装置的调节器和电磁阀(组件)安装到图中虚线的部分。
(1)AK/空气装置的安装
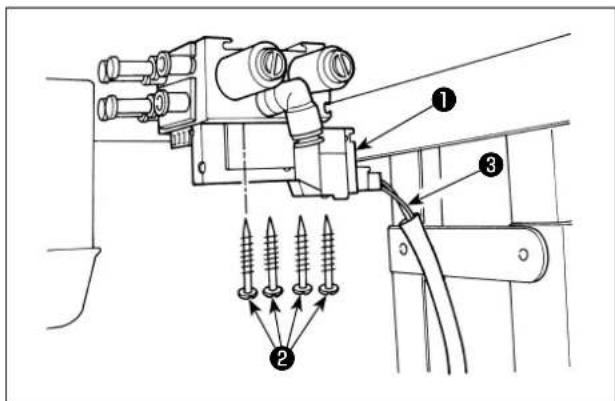
1)用附属的木螺丝②把电磁阀(组件①安装到机台下面。同时请注意安装时不要让电磁阀(组件)的电③碰到机脚。
(2)空气软管的设置
(注意)1. 请注意插入部位不要错误。
- 请插到最深处,不要让空气泄漏。
- 请注意不要让空气软管折弯。
[电磁阀(组件)上标记着空气软管号码时]
![JUKI LU1561N - [电磁阀(组件)上标记着空气软管号码时] - 1](/content/2026/04/591761/images/84f245cb5578ac8ab9040d750fd6f18c9c736df4aa078ff6fd3bee79a9653181.jpg)
例如:LU-1500N-7系列
1)把各号码的空气软管连接到机头的气缸上记载的号码的接头上。空气软管过长时,请切成合适的长度后使用。
[电磁阀(组件)上没有标记着空气软管号码时(LZH、DU-141H、DSC、DSU)]
![JUKI LU1561N - [电磁阀(组件)上标记着空气软管号码时] - 2](/content/2026/04/591761/images/6ad0b1eeae679d0204d23a767063b097359f0ba59fbe4e06b04a5faae3d0f62e.jpg)
1)把空气软管①连接到接头②上,把空气软管③连接到接头④上。空气软管过长时,请切成合适的长度后使用。
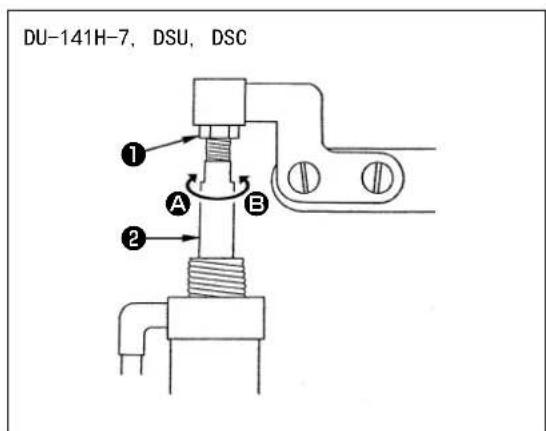
![JUKI LU1561N - [电磁阀(组件)上标记着空气软管号码时] - 3](/content/2026/04/591761/images/17b6b0a6a4b4ddf3e373abac4e7db44ac220f2e614b001f1f170890659b9f789.jpg)
DU-141H-7 / DSC / DSU
![JUKI LU1561N - [电磁阀(组件)上标记着空气软管号码时] - 4](/content/2026/04/591761/images/c26a81eeee4a0dd6b8504efc6abe1a7914c1ea5f4777a6036246b9f1a85fb2c7.jpg)
![JUKI LU1561N - [电磁阀(组件)上标记着空气软管号码时] - 5](/content/2026/04/591761/images/7b9bedabd18a914cca795c66cbbacd923192377c0cddb92ee0e29ce07c93ae93.jpg)
2)用附属的木螺丝把调节器安装到机台下面。把调节器的空气软管7连接到电磁阀(组件)的接头8上。
3)所有的配关连接完了,请用调节器的旋钮把空气压力调整为 0.4 0.5MPa (4~kgf/cm
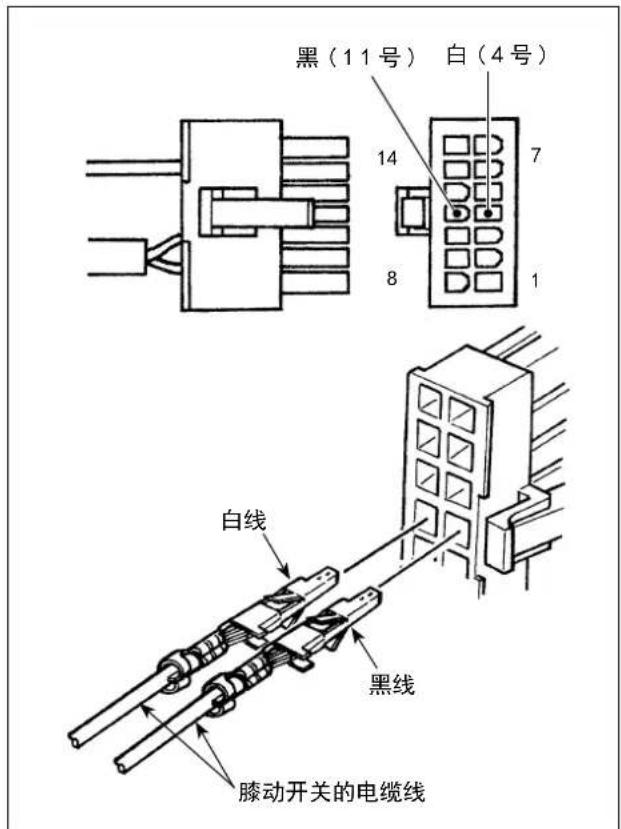
(3)膝动开关的安装
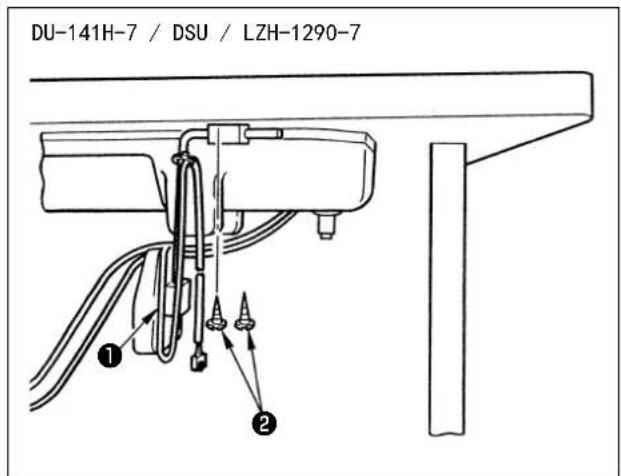
1)用附属木螺丝把膝动开关(组件安装到机台下面。
2)把膝动开关连接到缝纫机控制器的CN36 连接的缝纫机连接器14P 的4号和11号。
(4) 膝动开关的功能设定
1)参照「1. 安装机头的设定 1)功能设定模式的变换方法」,变换成功能设定模式。
12 oP T
2)按开关或按开关,呼出功能设定No.12(选购项目选择输出输入功能)。
oPTin
3)请按 开关或按 开关,选择“in”的项目。
i 3 1 F L交替亮灯L
4)按 ABCD 开关,选择显示 i31。
i 3 1 L 5
5)按 开关或者按开关,选择膝动开关的功能。选择膝动开关的功能。有关功能,请参照表4。
oPT i n
6)按 ABCD 开关4确定功能。
12 oPT
7)用 ABCD 开关 ④ 结束选购项目的输入。
E n d
8)用 开关或用 开关选择“End”的项目。
表4
| 功能代码 | 符号 功能项目 备考 | |
| 5 FL 压脚 | 提升开关功能 按下开关的期间压脚输出 ON。 | |
| 31 ALFL 压脚提升交 | 替开关功能 每次按了开关,压脚输出 ON/OFF。 | |
| 24 vErT 交替变换上 | 下量交替开关功能 每次按了开关,交替上下量输出 ON/OFF。 | |
| 25 vSW 交替上下量变换开关功能 按下开关的期间,交替上下量输出 ON。 | | |
9)按开关或按开关,返回功能设定模式。
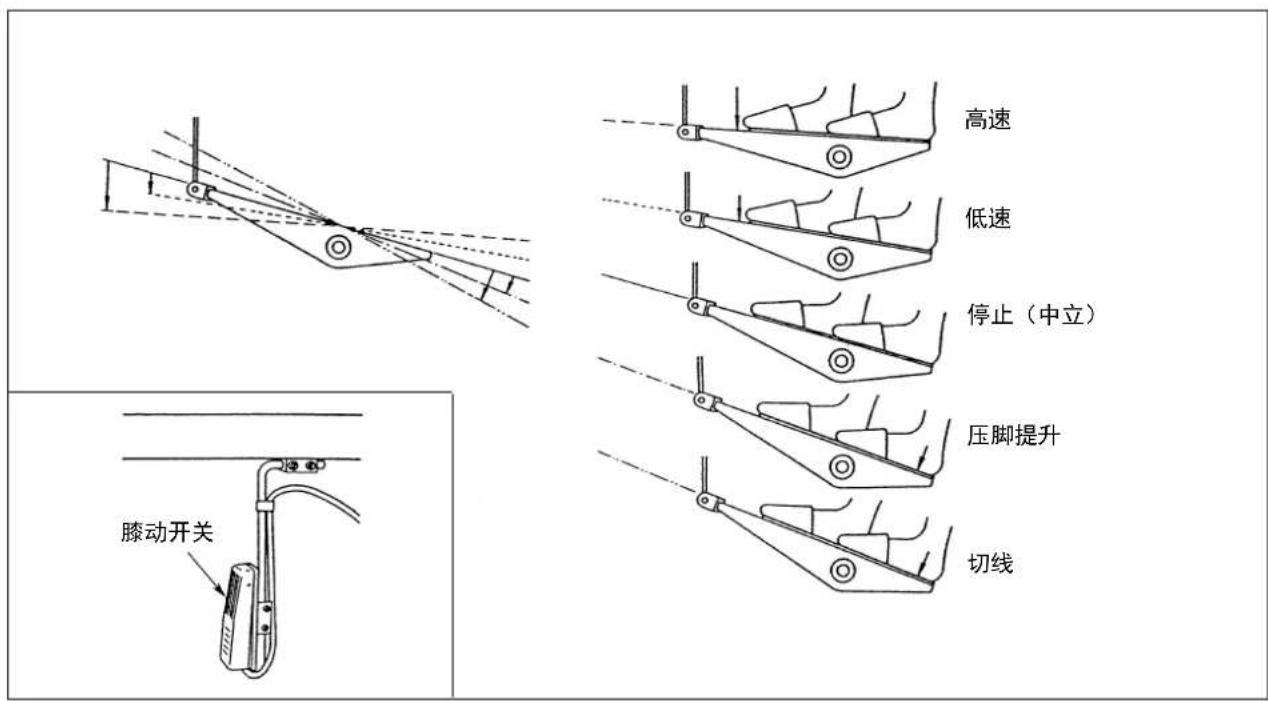
(5)使用方法
1 )在踏板中立时 , 按膝动开关 , 或者轻轻地反踩踏板之后 , 仅踩踏期间压脚上升 。
2)切线后 , 压脚自动地上升 , 向前踩踏板之后压脚下降 , 可以开始缝制。
按一次膝动开关之后返回或者反踩一次踏板之后返回中立都可以下降压脚。
(6)压脚上升量的调整
| 缝纫机 上升部位 上升量 (mm) |
| DU-141H-7 中压脚上升量 15 | |
| DSU 系列 中压脚上升量 13 | |
| DSC 系列 外压脚上升量 13 | |
(LZH-1290-7 时,压脚上升量为 15mm 。)
1)拧松调整螺母,转动气缸进行调整,使全压缩气缸后压脚上升量为上表的数值。A方向转动之后变小,A方向转动之后变大。
2)调整结束之后,请拧紧调整母
5. 电缆线的连接

警告
为了防止缝纫机的突然起动造成的事故,请关掉电源之后再进行操作。
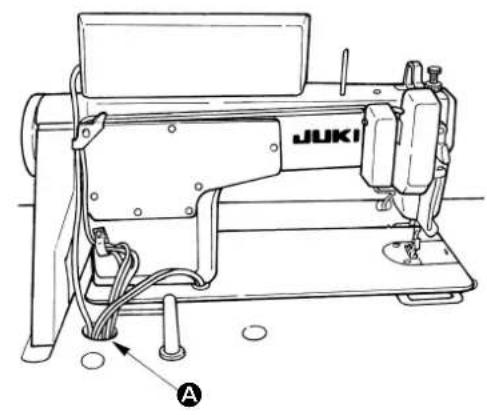
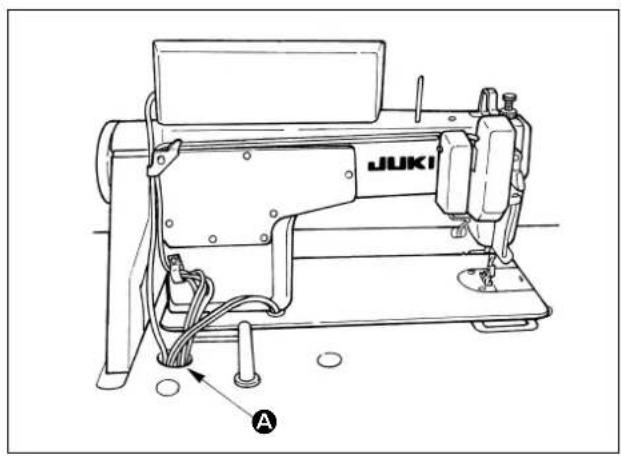
1)请把从缝纫机连接过来的电缆线穿过机台孔A,然后再穿到机台下面。
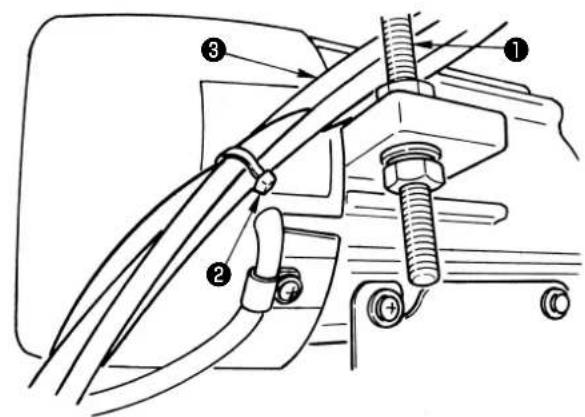
2)请把从缝纫机连接过来的电缆线从马达皮带张力调整螺栓和马达的中间穿过,并注意不要碰到皮带。
3)请用扎线带把从缝纫机连接过来的电缆线捆扎好。
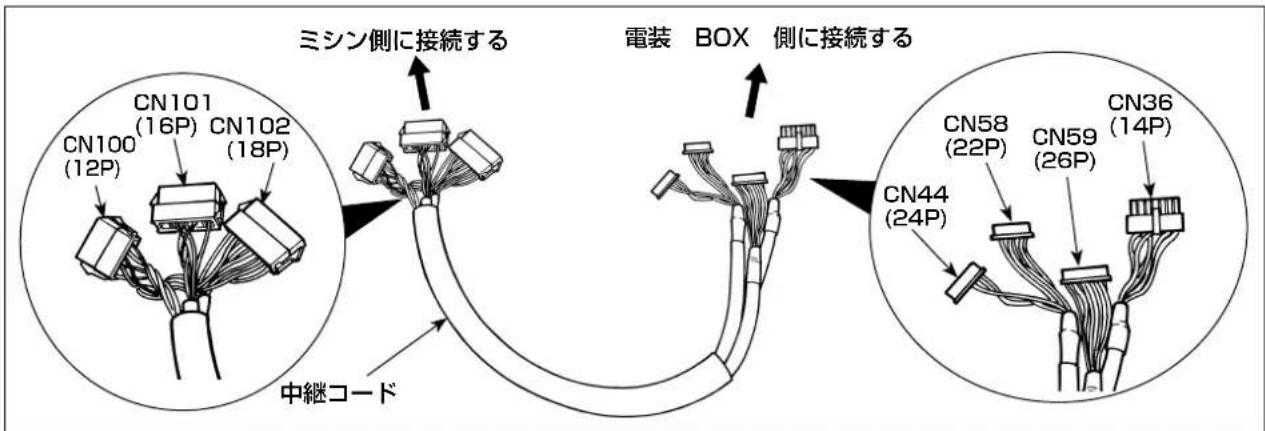
4)电线的连接
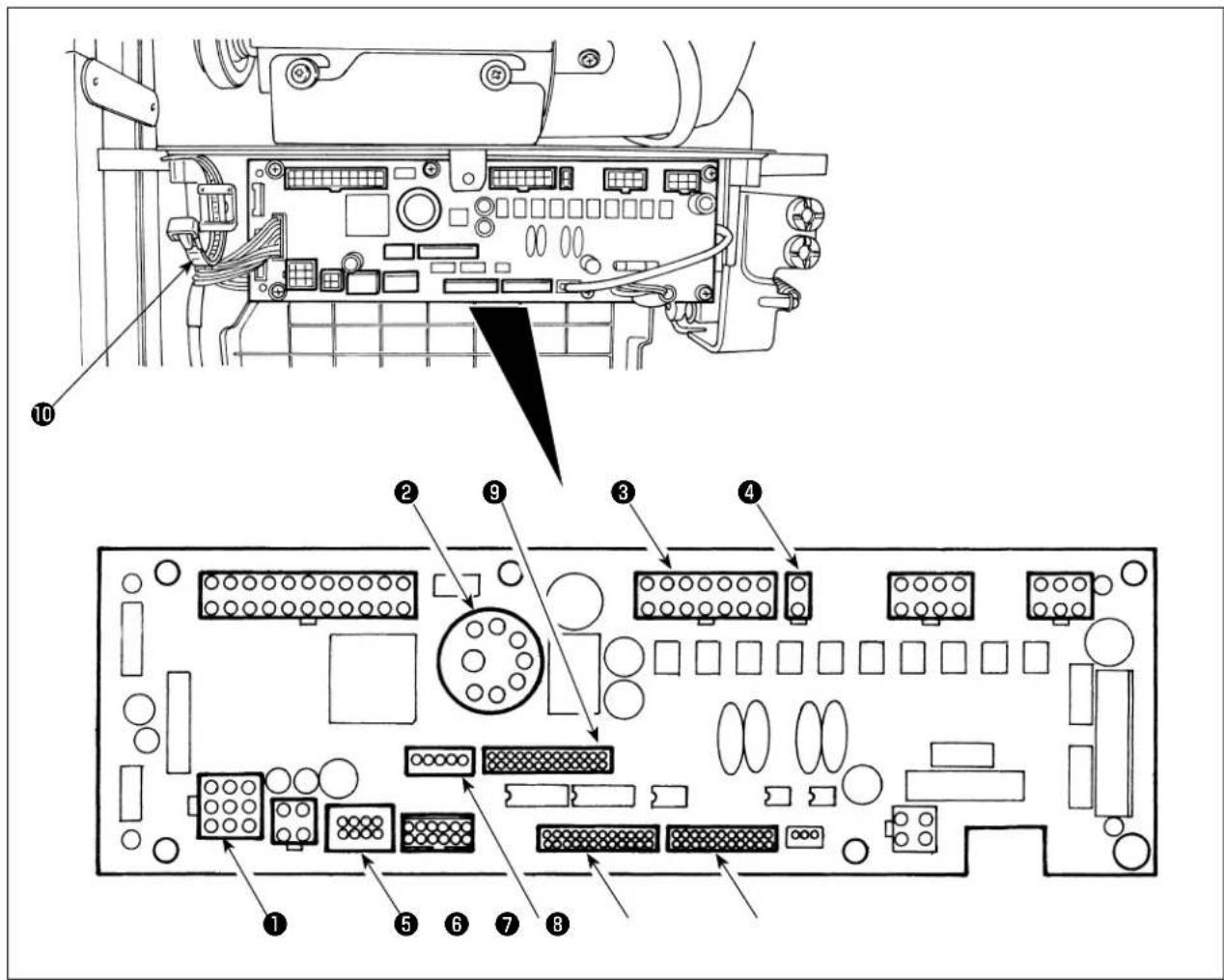
1CN30 马达信号连接器
2CN33 外部安装的针杆位置检测器(+5V规格):检测针杆位置。
3CN36 机头继电器:切线、倒缝电键、按键倒缝开关等。
4CN37 压脚提升继电器(只限自动压脚提升规格)
操作盘:可以进行设定各种缝制。(有关CP-18以外的操作盘功能的详细内容请参照有关操作盘的使用说明书。)
6CN43机头内装针杆位置检测器(+12V规格):检测针杆位置。
7CN44 手持开关:触摸倒缝开关以外的手持开关
CN58 扩展输入输出连接器(传感器等的输入)
9CN59 扩展输出连接器(电磁阀输出)
1)请把马达信号连接器、针杆检测器、操作盘、中转电线等连接到缝纫机控制器上。插完插头之后,把所有的电缆线用箱侧面的扎线带捆扎固定。
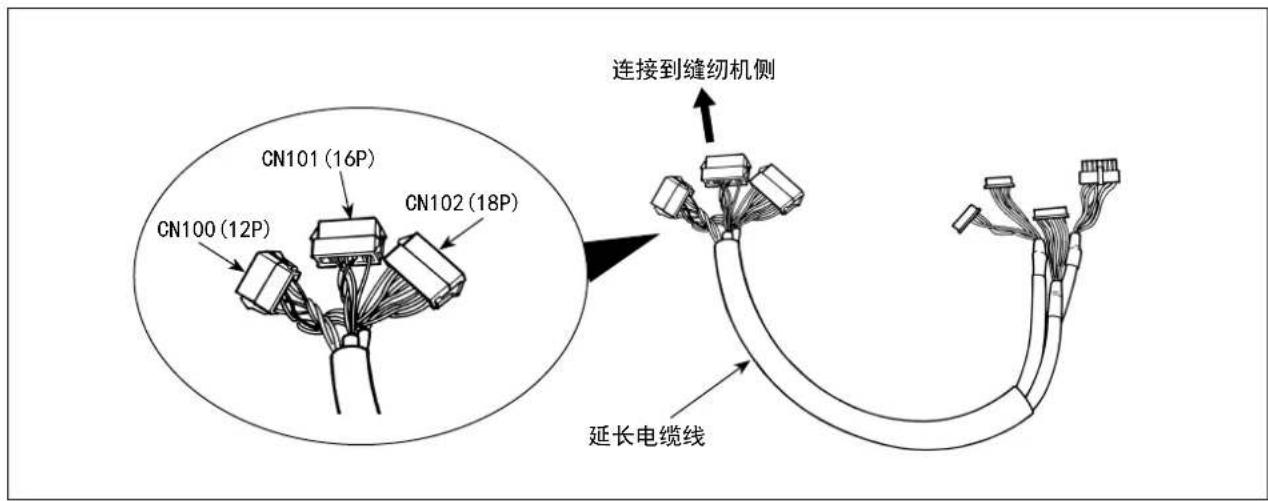
2)如 所示那样把中转电线等穿过。
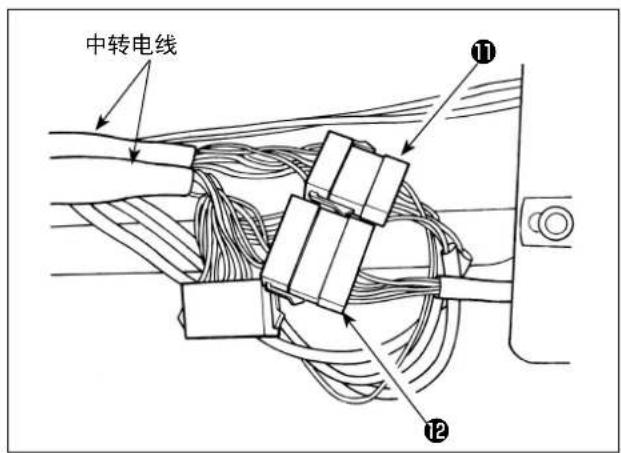
3)把从机头连接过来的连接器①、电磁阀(组件)连接过来的连接器②连接到中转电线上。
4)用按键软管捆包住中转电线等。
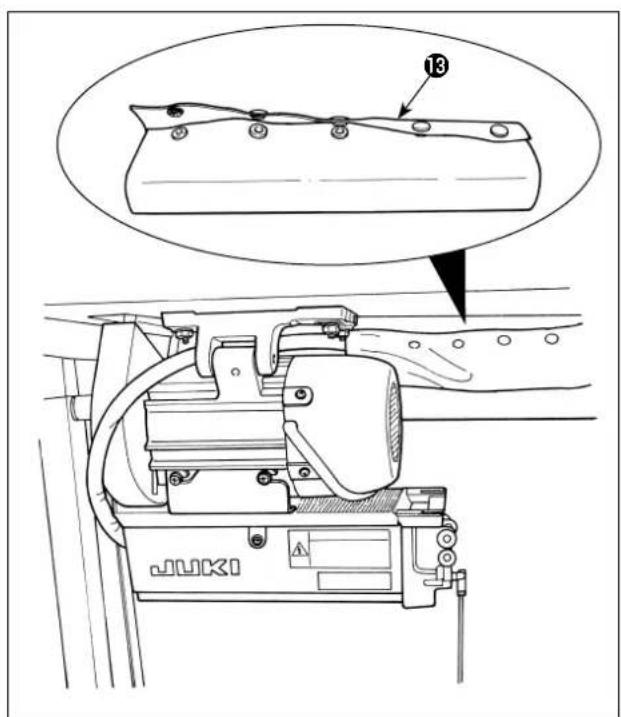
6. 操作盘导线器的穿线方法
[DU-141H-7、DSU、DSC、LZH-1290-7]
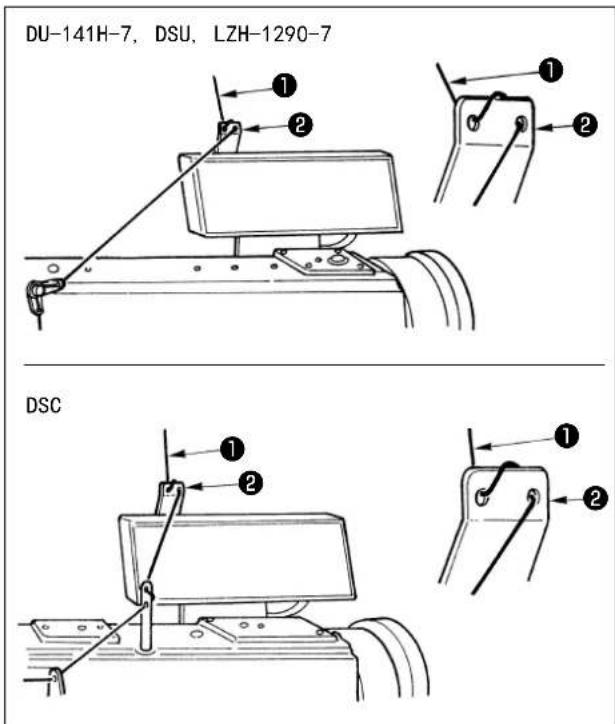
请把从线架装置过来的上线①穿过操作盘导线器②的孔。
7. 点击手动倒缝
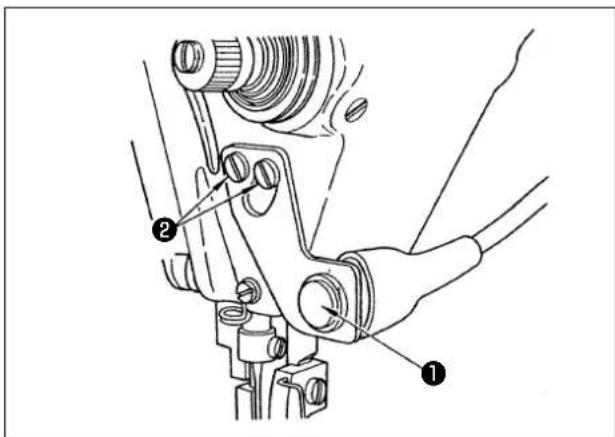
(1)使用方法
1)如果按开关①,缝纫机立即变为倒传动,可以进行倒缝。
2)在按压期间,可以进行倒缝。
3)手离开之后,则变为正传动。
(注意)请不要用过大的力量按开关,也不要敲打开关。有可能把开关弄坏。
(2)开关的位置
1)请把开关的位置调整到使用方便的位置。
2)拧松螺丝,上下移动开关,调整位置。
8. 前固定缝制
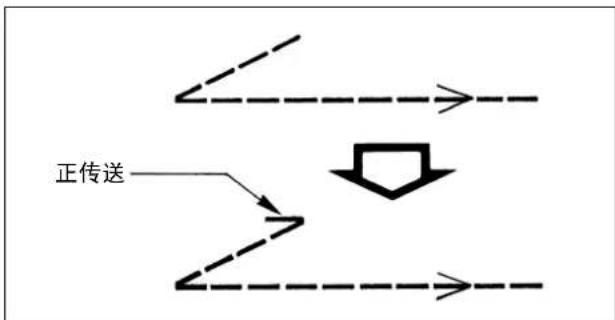
单固定缝制(V形固定缝制)的缝制开始,发生跳针时,请在缝制开始加入正传送 1 2 针。
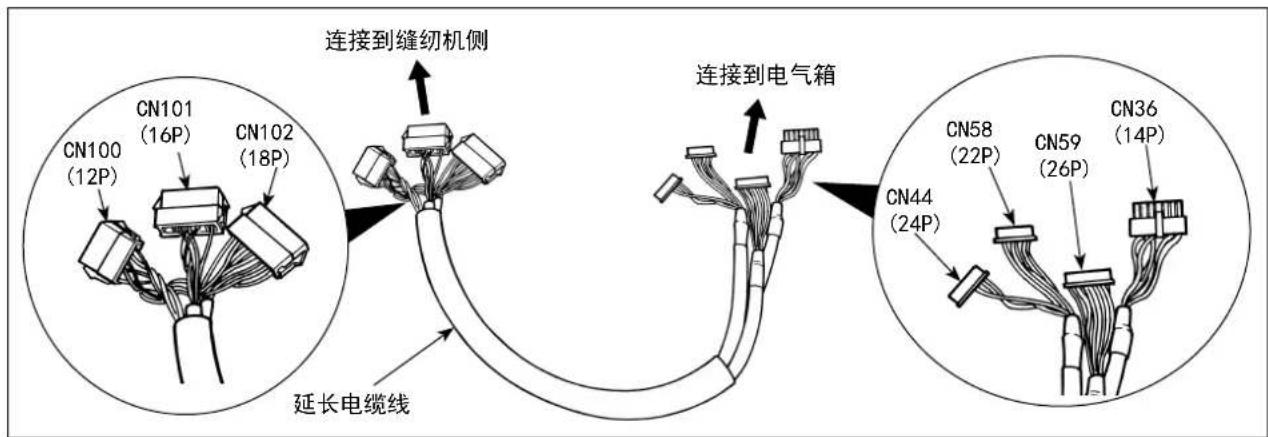
9. 延长电缆线
| CN100(12P) | 引脚 No. 功能 | |
| 机头电磁阀用 | 1 TRM Mg | (-) |
| 7 TRM Mg (+) | |
| 2 TR Mg (-) | |
| 8 TR Mg (+) | |
| 12 FG | |
| 9 GND | |
| 10 BT SW | |
| 3 +12V | |
| 11 DL Vol umc | |
| 4 DL Limit SW1 | |
| 5 DL Limit SW2 | |
| 6 GND | |
| CN101(16P) | 引脚 No. 功能 | |
| 触摸倒缝开关组用 | 1 BT SW | |
| 2 DL SW | |
| 3 ABT SW | |
| 10 NU SW | |
| 11 2P SW | |
| 6 TC SW | |
| 9 GND | |
| 14 GND | |
| 13 +24V | |
| 4 DLSW LED | |
| 12 2PSW LED | |
| 5,7,8,15,16 | |
| CN58(22P) | 引脚 No. 功能 | |
| 限制交替上下量速度用 | 2 GND | |
| 9 +24V | |
| 7 +12V | |
| 14 DL Vol ume | |
| 4 DL Limit t SW1 | |
| 5 DL Limit t SW2 | |
| 8 GND | |
| 1,3,6,10 ~ 3,15 ~ 22 | |
| CN44(24P)引脚 No. 功能 | |
| 触摸倒缝开关组用 | 4 DL SW |
| 5 ABT SW |
| 6 NU SW |
| 7 2P SW |
| 8 TC SW |
| 12 GND |
| 1,2,3,9,10,11,13 ~ 24 |
| CN59(26P) | 引脚 No. 功能 | |
| 电磁阀用 11 | FI. | |
| 12 BT | |
| 13 DL | |
| 14 SS | |
| 15 2P | |
| 16 FL2 | |
| 17 TRM | |
| 18 TRM RET | |
| 19 TC | |
| 22 DLSW LED | |
| 23 2PSW LED | |
| 1~5 +24V | |
| 6 ~ 10, 20, 21,24, 25, 26 | - |
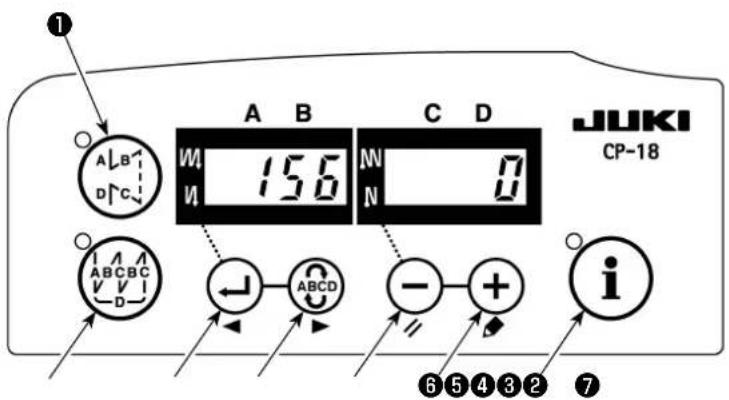
10. 关于 LU-2220N-7 上线抓线功能
上线抓线功能中有下列功能。
| 功能 |
| 功能 No.156
上线抓线功能 | 0:打开 (ON) 上线抓线开关后,功能变成有效。
1:上线抓线功能无效。
2:不管是否打开/关闭 (ON/OFF) 上线抓线开关,功能均为有效。 |
[设定方法]
1)参照「1. 安装机头的设定 1) 功能设定模式的变换方法」,变换成功能设定模式。
2)按开关或按 ABCD开关,呼出功能设定No.156。
3)请按 一 开关或按 + 开关6,选择功能。
4)按开关或按ABCD开关,返回功能设定模式。
11. LU-2200N-7 系列 对应粗线的切线
使用粗线(相当于#4以上),而线不能切断时,请设定下列功能。
| 功能 |
| 功能 No.143切线上停止制动器开始角度 | 设定切线上停止时的制动器开始角度。设定范围 :0~10度工厂出货时的设定值 :0度 |
[设定方法]
![JUKI LU1561N - [设定方法] - 1](/content/2026/04/591761/images/efc3aefff210add89e322e6577a240dd993d05ec6bbdb84f6c017eb5dd420896.jpg)
把上停止位置设定到指针和飞轮的刻线 F 对齐的位置。
首先,把设定的数值设定为「7」度,然后确认上停止位置。
如果上停止位置超过了刻线 F 的话,则按照下述 3)的方法把设定值减少 1 进行设定,然后再确认上停止位置。
如果上停止位置还不到刻线 F 的话,则按照下述 3)的方法把设定值增加 1 进行设定,然后再确认上停止位置。
把功能 No.56(切线后反转提升机针功能)设定为「0:无效」,然后切线进行确认。
![JUKI LU1561N - [设定方法] - 2](/content/2026/04/591761/images/582781f5a20e9ba837b9cba5e184469f41a972bfcf37e7a7274f8913e95729be.jpg)
1)参照「1. 安装机头的设定 1) 功能设定模式的变换方法」,变换成功能设定模式。
2)按开关或按ABCD开关4,呼出功能设定No.143。
3)请按 开关或按 + 开关6,设定角度。
4)按开关或按ABCD开关,返回功能设定模式。
12. 缝纫机在下停止位置针杆下降时的对应
缝纫机停止在下位置,针杆下降时,请设定下列功能。
| 功能 |
| 功能 No.58针杆定位置保持功能 | 针杆上下定位置保持功能0:无针杆定位置保持功能1:针杆定位置保持力 弱2:针杆定位置保持力 中3:针杆定位置保持力 强 |
[设定方法]
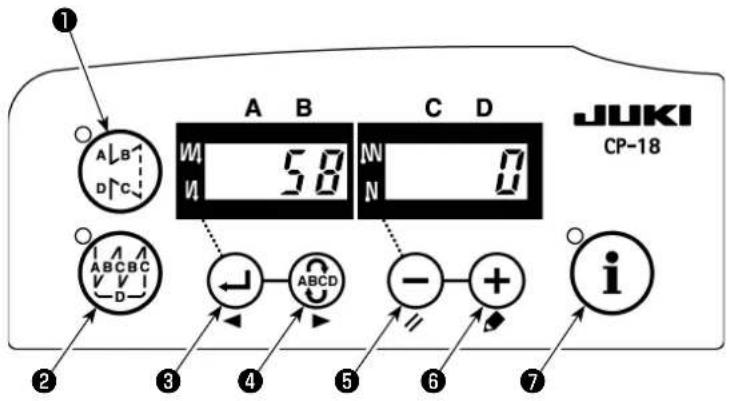
1)参照「1. 安装机头的设定 1) 功能设定模式的变换方法」,变换成功能设定模式。
2)按开关或按ABCD开关4,呼出设定功能No.58。
3)请按 一 开关或按 + 开关6,选择功能。
4)按开关或按ABCD开关,返回功能设定模式。
13. 各附属装置的 SC-922 功能项目一览表
| 附属装置 | 功能No. | 功能项目 | 起动等级 | 设定范围 | 内容 对应机种 | |
| 2 间距装置 | 148输 | 出缝制开始、缝制结束、结束倒缝中的2 间距 | 用户 | 0、1 0: | 无效1 :在缝制开始、结束倒缝的缝制控制中进行2 间距输出 | LU-2212N-7LU-2220N-7 |
| 149 | 翻转交替上下量输出中的2 间距输出 | 用户 | 0、1 0: | 无效1 :在交替上下输出时、同步地翻转输出2 间距输出的状态 |
| 150 | 2 间距初期输出 | 户0、 | 1、2 0 | :电源ON 时恢复到上一次电源OFF 时的状态1 :电源ON 时关闭(OFF)2 间距2 :电源ON 时打开(ON)2 间距输出 |
| 交替上下量变换装置 | 144 | 设定交替上下输出自动解除针数 | 用户 | 0、1~30针 | 0 :自动解除无效1 ~ 30 : 按照设定针数自动解除交下输出 | LU-1500N-7杜上1520NC-7LS-1342-7DNC-1541-7PLC-1700-7LU-2200N-7上下OFF 时 |
| 146 | 选择切线后的交替上下输出 | 用户 | 0、1、2 | 0 :无效1 :切线后,强制地关闭(OFF) 交替下输出2 :切线后,强制地打开(ON) 交替输出 |
| 147 | 交替上下初期输出 | 用户 | 0、1、2 | 0 :电源ON 时恢复到上一次电源的状态1 :电源ON 时关闭(OFF) 交替上下2 :电源ON 时打开(ON) 交替上 |
| 上线抓线装置 | 156 | 选择上线抓线开关功能 | 用户 | 0、1、2 | 0 :打开(ON) 上线抓线开关后,功为有效。1 :上线抓线功能变为无效。2 :把强制性上线抓线动作设定为有效。 | 能变2220N-7 |
JUKI®
JUKI株式会社
縫製機器工二卜
T206-8551東京都多摩市鶴牧2-11-1
此製品使方中以不明点加了,求求的贩店又当社常業所有公间合
对本产品如有不明之处,请向代理店或本公司营业部门询问。
※本使用说明书中的规格因改良而发生变更,请订货时确认。