
W1.5×1220Z - Vikmaskin Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis W1.5×1220Z Vevor i PDF-format.

Användarfrågor om W1.5×1220Z Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Vikmaskin i PDF-format gratis! Hitta din manual W1.5×1220Z - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. W1.5×1220Z av märket Vevor.
BRUKSANVISNING W1.5×1220Z Vevor
Detta är originalinstruktionerna, vänligen läs alla instruktioner noggrant innan du använder produkten. VEVOR förbehåller sig en tydlig tolknin vår användarmanual. Produktens utseende ska vara beroende av den produkt du mottagit. Vi ber om ursäkt för att vi inte kommer att infodig igen om det finns några teknik- eller programuppdateringar för vå produkt.
Uppackning
Pan & Box-bromsen levereras från tillverkaren i en omsorgsfullt förpacl plywoodläda. Kontrollera produkten noggrant när du öppnar förpackningen.
Efter att du har packat upp enheten, kontrollera noggrant om det finn några skador som kan ha uppstått under transporten. Kontrollera om finns lösa, saknade eller skadade delar. Rapportera omedelbart saknad delar till återförsäljaren.
Om skada har uppstått måste reklamationer för transportskador göras transportören och är användarens ansvar.
Specifikationer
| Modell | B1,5×610Z | B1,5×915Z | B1,5×1220Z | B1,5×12"/7" Z | B1,0×305A |
| Böjningslängd | 24" (610 mm±10 mm) | 36" (910 mm±10 mm) | 48" (1220 mm±15 mm) | 50" (1270 mm±15 mm) | 12" (305 mm±10 mm) |
| Böjningstjocklek | 1,5/16Ga | 1/20Ga | |||
| Böjningsvinkel | 0 — 1 35° | ||||
SPARA DESSA INSTRUKTIONER
Tack för att du köpt vår bockningsmaskin. Läs noggrant igenom des instruktioner innan du försöker använda ditt nya verktyg. Du behöver (instruktioner för säkerhetsvarningarna, försiktighetsåtgärder, montering, drift, underhållsprocedurer, reservdelslista och diagram. Spara ditt fakturanummer tillsammans med dessa instruktioner. Skriv fakturanumret på insidan av framsidan. Förvara instruktionerna och fakturan på ett ställe, torr plats för framtida referens.
Allmän säkerhetsinformation

FÖRSIKTIGHET
För din egen säkerhet, läsa alla av de instruktioner och försiktighetså före i drift verktyg.
SÄKERHETSREGLER
- Använd lämpliga kläder. Bär inte löst sittande kläder, handskar, slip ringar, armband eller andra smycken som kan fastna i maskinens rörl delar.
- Använd skyddande hårskydd för att hålla långt här inne.
- Använd skyddsskor med halkfria sulor.
- Använd skyddsglasögon. Vardagsglasögon har endast slagtåliga linse De är INTE skyddsglasögon.
- Var uppmärksam och tänk klart. Använd aldrig verktyg när du är berusad eller tar mediciner som orsakar dåsighet.
- Håll arbetsområdet rent. Röriga arbetsytor inbjuder till olyckor.
- Arbetsområdet ska vara ordentligt upplyst.
- Håll besökare på säkert avständ från arbetsområdet.
- Håll barn borta från arbetsplatsen. Gör verkstaden barnsäker. Anvär hänglås för att förhindra oavsiktlig användning av verktyg.
- Montera endast enligt dessa instruktioner. Felaktig montering kan skapa risker.
- När verktyg inte används, förvara dem på en torr och säker plat räckhåll för barn. Kontrollera verktygen före förvaring och återanvändnir
- Spara produktetiketter och namnskyltar. Dessa innehåller viktig säkerhetsinformation.
VET HUR MAN ANVÄNDER VERKTYGET
- Använd rätt verktyg för jobbet. FÖRSÖK INTE att tvinga ett litet v eller tillbehör att utföra arbetet hos ett stort industriverktyg. ANVÄND I ett verktyg för ett ändamål som det inte är avsett för.
- Tvinga inte verktyget. Din maskin kommer att göra ett bättre och jobb om den används som
avsedd. ANVÄND INTE olämpliga tillbehör för att försöka överskrida maskinens nominella kapacitet.
- Överbelastning av maskinen. Genom att överbelasta maskinen kan
orsaka skador från flygande delar. ÖVERSKRID INTE den angivna maskinens kapacitet.
- Maskinanvändning. ANVÄND INTE bromsen som press- eller krossverktyg.
- Avslipning av materialkanter. Avfasa och grada alltid alla vassa kan innan du böjer plåt.
- Knivjusteringar och underhåll. Förvara alltid bladen skarp och korrek justerad för optimal prestanda.7. Kontrollera om det finns några skada delar. Innan med hjälp av verktyg eller maskiner, varsamt Kontrollera delar som ser skadade ut. Kontrollera att de är justerade och sitter f rörliga delar som kan påverka korrekt funktion maskindrift

WARNING
De varningar, försiktighetsåtgärder, och instruktioner diskuterade i detta instruktion manuell kan inte täcka alla möjlig villkor eller situationer att inträffa. Det måste vara förstått av de operatör att gemensam känsla försiktig på är faktorer att kan inte vara inbyggd till detta produkt, me vara levererad av de operatör.
Viktig:
Din maskin kan levereras med ett rostfritt vaxartat oljeskikt och fett pexponerade omålade metallytorna. För att ta bort detta skyddande lage använd avfettningsmedel eller lösningsmedelsrengöringsmedel . För en grundlig rengöring måste vissa delar ibland tas bort. ANVÄND INTE a eller bromsrengöring eftersom de kan skada lackerade ytor.
Följ tillverkarens anvisningar på etiketten när du använder någon typ å rengöringsprodukt. Efter rengöring, Torka av omålade metallytor med et tunt lager kvalitetsolja eller fett för skydd.

WARNING
DO INTE ANVÄNDA bensin eller andra petroleum produkter till rena de maskin. De ha låg flash poäng och burk explodera eller orsaka eld

FÖRSIKTIGHET
När använder rengöring lösningsmedel arbete i en välventilerad område. Många rengöring lösningsmedel är toxisk om inhalerades.
Montering
VIKTIG: Tänk på följande när du tittar för en lämplig plats att placen maskinen:
- Maskinens totalvikt.
- Vikt av det material som bearbetas.
- Storlekar på material som ska bearbetas genom maskinen.
- Utrymme som behövs för extra stativ, arbetsbord eller andra maskin
- Avständ till väggar och andra hinder.
- Se till att det finns tillräckligt med arbetsyta runt maskinen för säk skull.
- Se till att arbetsområdet är väl upplyst med lämplig belysning.
- Håll golvet fritt från olja och se till att det inte är halt.
- Avlägsna regelbundet skrot och avfall och se till att arbetet området är fritt från hindrande föremål.
- Om långa materiallängder ska matas in i maskinen, se till att att de inte kommer att sträcka sig in i några gångar.
Innan monteringen påbörjas, observera följande försiktighetsåtgärder och förslag.
- Är maskinen bultad till pallen? Innan du försöker med något av
monteringsprocedurerna, ta bort alla lösa delar och hårdvara och skruva loss maskinen från pallen.
-
NIVÅJUSTERING: Maskinen ska placeras på ett plant betonggolv. Åtgärder för att säkra den bör vara på plats innan maskinen placeras Noggrannheten hos en maskin beror på dess exakta placering på monteringsytan.
-
GOLV: Detta verktyg fördelar en stor mängd vikt över en liten området. Se till att golvet kan bära vikten av maskinen, arbetsmaterialet och operatören. Golvet bör också vara en plan yta. Om enheten vinglar eller gungar när den väl är på plat att eliminera det med hjälp av shims.
-
ARBETSFRI AVSTÅND: Ta hänsyn till storleken på material som ska bearbetas. Se till att du lämnar tillräckligt med utyr för dig att använda maskinen fritt .
Förankring av maskiner
-
Placera maskinen på et fast och jämnt betonggolv.
-
Håll ett säkert avständ maskinen.
-
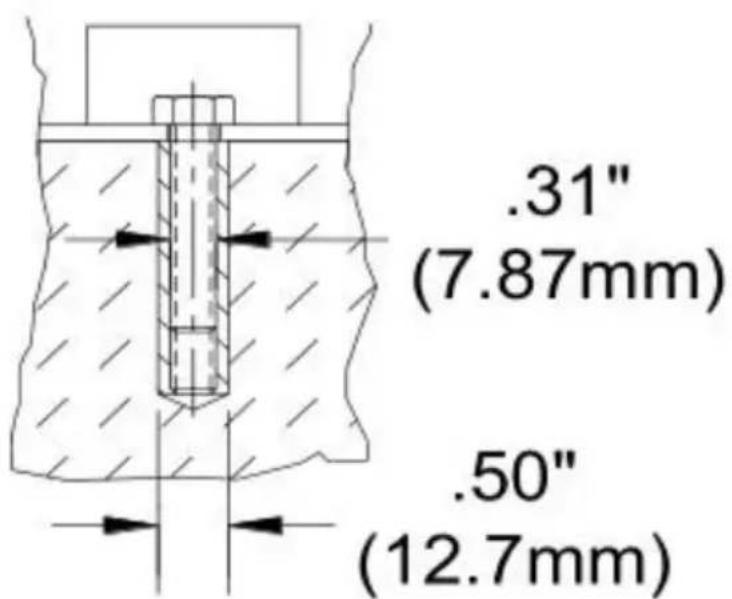
Förankra maskinen i go enligt diagrammet, med hjä av bultar och
expansionspluggar eller nedsänkta dragstänger som ansluts genom hål i stative bas. (Bild 1)
- Låt en medhjälpare hålla motvikten.
- Lossa de två sexkantsbultarna och skjut in motviktsstängen i mottagarröret.
- När stången är i jämnhöjd med botten av behållaren, dra åt sexkantsbultar (Bild 2)

DO INTE använda de motvikt hantera till höja de böjning löv . Du ma de gångjärn eller de böjning löv .
Justera stoppstängen
Stoppstången används för upprepad bockning när du vill att bockninge ska vara korrekt bladet att stanna vid samma position varje gång.
- Lossa stoppmuttern och brickan och gör din böjning, med stopp vi böjens överkant.
- Dra åt muttern och brickan upp till stoppklotsen.
- Böjningsvinkeln kan nu upprepas tills operatören återställer den.
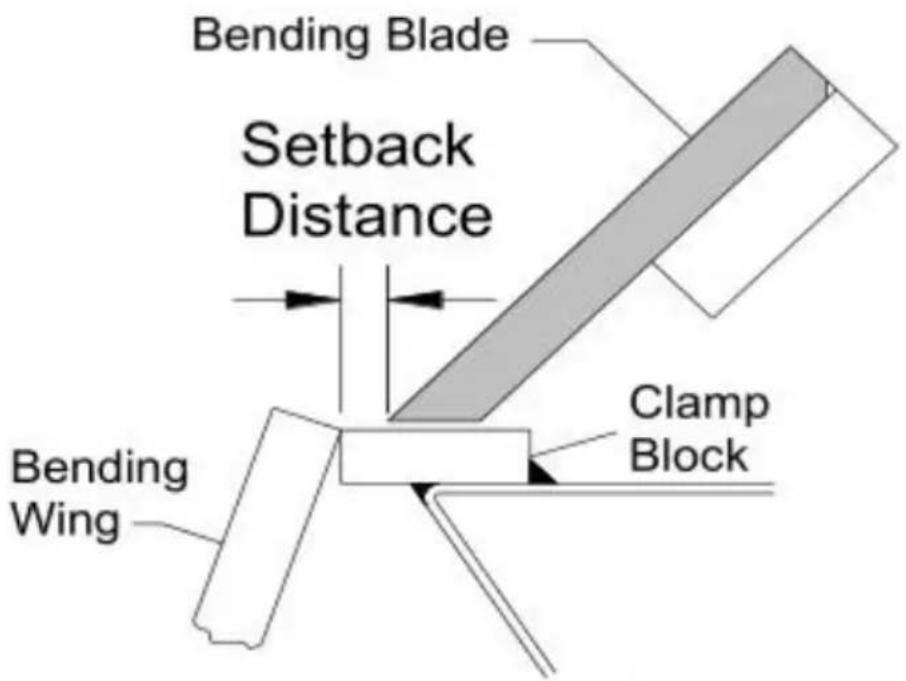
Justera bakåtslaget
Avståndet från fingrets framkant till klämblockets framkant, som visas p bilden. Detta avstånd bestäms av detaljens tjocklek och böjens innerra Avståndet är vanligtvis 1,5-2 gånger materialtjockleken. (Bild 4)
-
För att justera, se till att alla fingrar är korrekt inriktade i förhållar varandra och att fasthållningsenheten inte är låst i nedfällt läge.
-
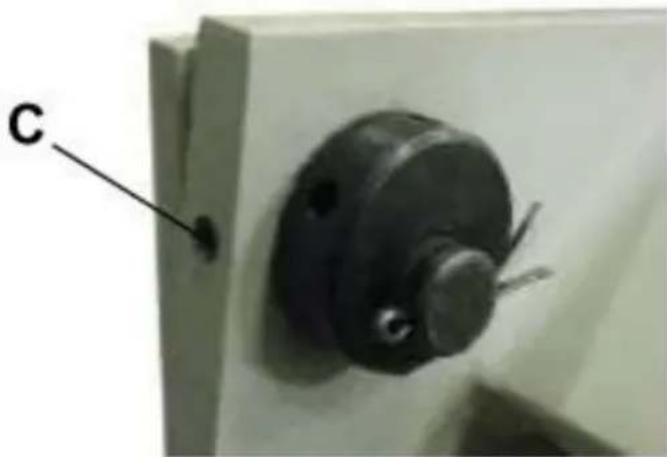
Lossa ställskruvarna (C) på baksidan av fasthållningsenheten (bild 5
-
Sätt i ett verktyg, såsom en Allen skiftnyckeln i ett av ekerhålen excentriska navet och rotera den , vilket flyttar fasthållningsenheten antingen framåt eller bakåt.
-
När fingrarna har rätt avständ och är parallella med klämblockets bra åt ställskruvarna (C).
Justering av klämtrycket

FÖRSIKTIGHET
- För högt klämtryck kan "förbelasta " och permanent förvränga brom
- Böj INTE material som är tyngre än den nominella kapaciteten, inte kortare längder.
- Använd material med fyrkantiga, avskurna kanter. (En rullad kant or böjning).
- Att böja ett runt föremål kommer att vrida eller hacka klämmans k
- Justera klämtrycket därefter för olika metalltjocklekar.
- Använd inte en rörförlängning på klämstängerna för att få mer hävstångseffekt.
Klämtrycket kan behöva justeras allt eftersom arbetsstyckets tjocklek ändras. Ett lämpligt tryck bör ha ett medelhögt motständ vid bakåtdrag av handtaget/handtagen. Vid slutet av slaget bör arbetsstycket definitivt låsas under klämbladet.
För att justera trycket, flytta muttrarna på den gängade länkaxeln anti uppåt eller nedåt.
- För att justera klämtrycket, dra åt båda sidor av klämbladet med bromsen.
a. Om klämtrycket verkar lätt och detaljen sitter lös i klämman, flytta justermuttrarna UPPÅT.
b. Om klämtrycket verkar hårt och du inte kan låsa handtagen, flytta justermuttrarna NER.
c. När trycket känns rätt behövs inga ytterligare justeringar för denna tjockleken. (När tjockleken ändras kan det bli nödvändigt att justera ig
-
Ta bort den del som sitter under klämbladet, lås fast bladet med handtagen och lossa trycket på den övre muttern.
-
Lås upp klämbladet och vrid den nedre muttern 12 varv i önskad
-
Lås klämbladet, dra åt den övre muttern igen och upprepa steg 1 tills önskat tryck har uppnåtts.

Klämjustering (ände mot ände)
Gör en 90° testböjning cirka 50,8 mm från varje ände av maskinen. de böjda remsorna ovanpå varandra och kontrollera att de är böjda i samma grad.
Om en remsa är för böjd, öka avståndet för slacket på den sidan. (remsa är för underböjd, minska avståndet för slacket på den sidan. Fåterigen slackjusteringen förbi önskad slackpunkt och sedan framåt för minska slacket.
Böjande vingjustering
Bockningsnoggrannheten är beroende av att bockningsbladets ovansida och den monterade bockningsvingen är i jämnhöjd med klämblockets ovansida när bockningsbladet är i nedsänkt läge. Om det verkar som justering är nödvändig, kontakta den lokala serviceavdelningen eller tillverkaren.
Drift
Vid grundläggande bockningsoperationer är det viktigt att bromsens fing
är parallella med kanten på klämblocket. Se också till att du har rätt inställning av spänning och klämtryck för den materialtjocklek som ska bockas.

FÖRSIKTIGHET
Använd alltid lämpligt ögonskydd med sidoskydd, skyddsskor och läderha för att skydda mot grader och vassa kanter.

FÖRSIKTIGHET
Håll händer och fingrar borta från klämbalken. Stå vid sidan av maskir undvika att träffas av bockskyddet när det kommer upp för att böjas.

FÖRSIKTIGHET
Se till att stora, tunga ark är ordentligt stödda när du hanterar dem.
Bockning av plåt
- Lyft och vrid klämhandtaget (medurs) medurs för att höja klämenhe
- För in delstycket mellan klämblocket och bromsfingrarna.
- Rikta in fingrarna på fasthållningsenheten mot den ritade böjningslin på detaljen och kläm fast den genom att dra klämhandtaget bakåt.
NOTERA
DO INTE tvinga de klämning handtag. De innehav tryck endast beho stram tillräckligt till hålla de ark metall från rörlig när böjning.
- Dra upp handtagen på böjbladet tills detaljen har nätt önskad böjningsvinkel.
- Sänk ner böjbladet, lyft upp fasthällningsenheten och ta bort den b
delen.
- Om du böjer dig med låd- och pannform, välj fingrar som matchar måtten på det färdiga stycket.
Böjningsmån
För att kunna bocka plåt korrekt måste du ta hänsyn till den totala l på varje böjning. Detta kallas böjningsmån. Subtrahera böjningsmånen från summan av arbetsstyckets yttermått för att få arbetsstyckets faktis totala längd eller bredd. På grund av skillnader i plåtens hårdhet, och böjningen görs med eller mot fibrerna, måste exakta tillägg ibland gör genom trial and error. Böjningsmån för allmänt bruk kan dock erhållas metallbearbetningsböcker eller från internet.
UNDER STÄENDE SPRINGBACK
Fjädra Återgång, även känt som elastisk återhämtning, är resultatet av metallen vill återgå till sin ursprungliga form efter att ha genomgått kompression och sträckning. Efter att böjningsbladet har tagits bort från metallen och belastningen har släppts, slappnar arbetsstycket av, vilket tvingar den böjda delen av metallen att återgå något till sin ursprungl form.
Nyckeln till att få rätt böjningsvinkel är att överböja metallen lite och den fjädra tillbaka till önskad vinkel. Alla metaller uppvisar en viss må återfjädring.
MATERIALVAL

FÖRSIKTIGHET
Kunden måste fastställa att material som bearbetas genom maskinen II potentiellt farliga för operatören eller personal som arbetar i närheten.
Tänk på dessa instruktioner när du väljer material:
- Materialet måste vara rent och torrt. (utan olja)
- Materialet ska ha en slät yta så att det är lätt att bearbeta.
- Materialets dimensionsegenskaper måste vara konsekventa och får in överstiga maskinens kapacitetsvärden.
- Materialets kemiska struktur måste vara konsekvent.
- Köp certifierat stål från samma leverantör när det är möjligt.
SMÖRJNING OCH UNDERHÅLL

WARNING
Underhåll bör utföras regelbundet av kvalificerad personal.
Följ alltid lämpliga säkerhetsåtgärder när du arbetar på eller runt mask
- Kontrollera dagligen om det finns några osäkra förhållanden och åtg dem omedelbart.
- Kontrollera att alla muttrar och bultar är ordentligt åtdragna.
- Rengör maskinen och området runt den varje vecka.
- Smörj gängade komponenter och glidanordningar.
- Applicera rostskyddsmedel på alla omålade ytor.
Oljehamnar
Använd en oljekanna med en #30W-olja av god kvalitet och droppa 5 droppar i varje.
av portarna i båda ändar av maskinen. Upprepa varje vecka eller ofta ofta beroende på användning. Torka bort överflödig olja.

Rätt underhåll burk öka de liv förväntning av din maskin.
Maskinmontering
Placera motviktshammaren ( A) i den position som pilen anger (en bilden nedan).

Dra åt de två skruvarna (B)
FELSÖKNING
| FEL | TROLIG ORSAK | AVHJÄLPA |
| FELAKTIG BÖJNINGAR | 1. Fingrarna är inte i linj2. Bakåtskillnaden är inte lika stor från ena sidan den andra3. Klämanordningen håller inte fast detaljen ordentlig | Följ korrekt fingerjusteringsprocedur.Mät avståndet noggrant od ställ in därefter.Justera klämtrycket igen. |
| BÖJANDE LÖV SVÅRT ATT LYFTA OCH BÖJA. | 1. Överskridande av bromsens böjningsgränser.2. Motvikten är inte på bladet. | Böj inte material tjockare vad maskinen är avsedd Fäst motvikten för att min den kraft som behövs för lyfta det böjda bladet. |
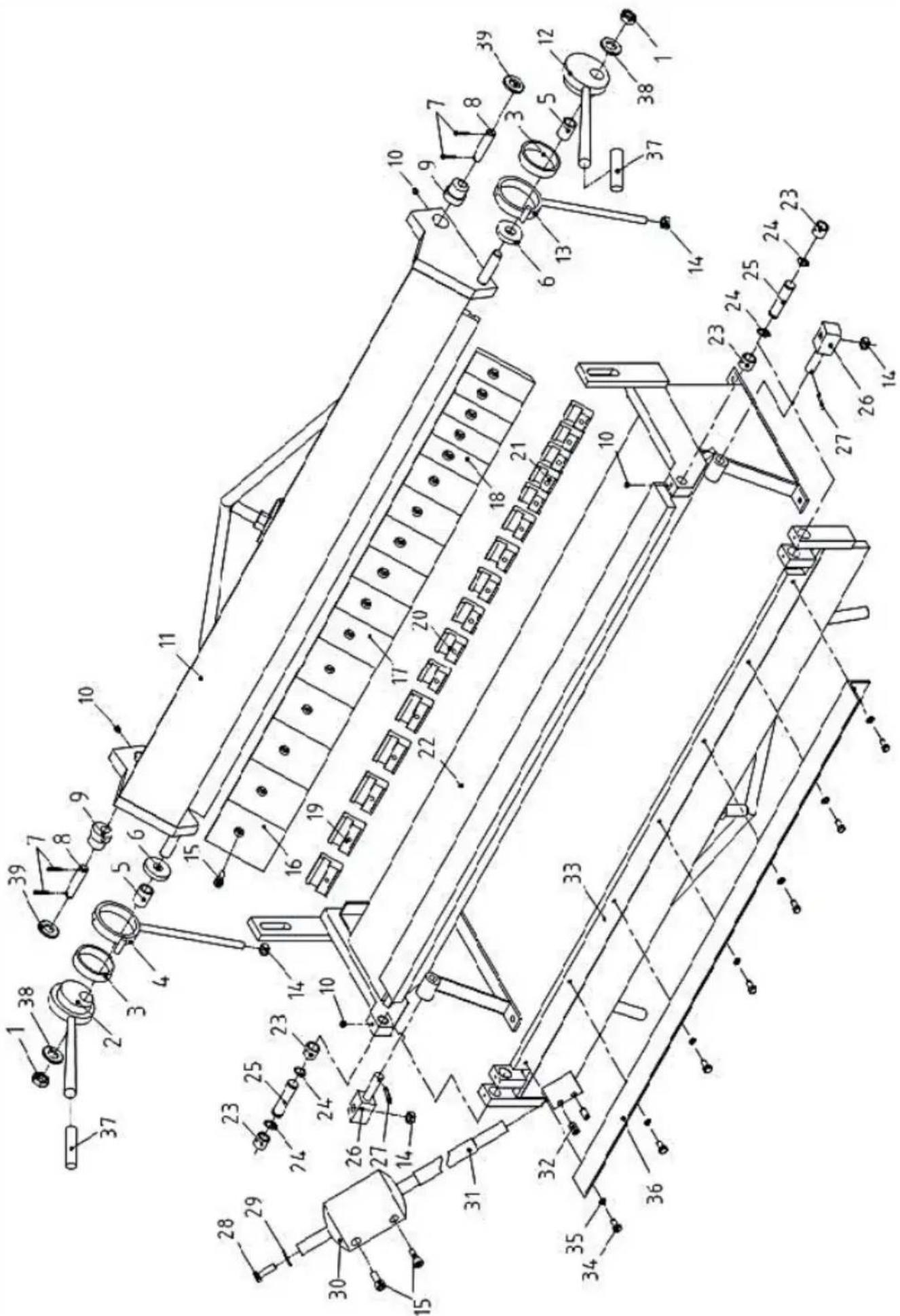
| Ref. | Beskrivning | ANTAL |
| 1 | Mutter M18 | 2 |
| 2 | Vänster excentriskt handtag | 1 |
| 3 | Stor tvättmaskin | 2 |
| 4 | Vänster vevstång | 1 |
| 5 | Tvättmaskin | 2 |
| 6 | Distansbussning | 2 |
| 7 | Saxsprint φ4X25 | 4 |
| 8 | Stift φ16X70 | 2 |
| 9 | Excentrisk axel | 2 |
| 10 | Ställskruv M8X8 | 4 |
| 11 | Övre formramverk | 1 |
| 12 | Höger excentriskt handtag | 1 |
| 13 | Höger vevstång | 1 |
| 14 | M12 | 4 |
| 15 | M10X25 | 18 |
| 16 | Bromsbackar 4" | 5 |
| 17 | Bromsbackar 3" | 6 |
| 18 | Bromsbackar 2" | 5 |
| 19 | Klämplatta 63mm | 5 |
| 20 | Klämplatta 45mm | 6 |
| Ref. | Beskrivning | ANTAL |
| 21 | Klämplatta 34mm | 5 |
| 22 | Ram | 1 |
| 23 | Fall | 4 |
| 24 | Axelring Φ18 | 4 |
| 25 | Axel | 2 |
| 26 | Axel | 2 |
| 27 | Saxsprint φ5X25 | 2 |
| 28 | Sexkantsbult M10X35 | 1 |
| 29 | Platt packning Φ10 | 1 |
| 30 | Motvikt | 1 |
| 31 | Motviktsstång | 1 |
| 32 | Ställskruv M12X20 | 2 |
| 33 | Böjande löv | 1 |
| 34 | Sexkantsbult M8X16 | 7 |
| 35 | Φ8 | 7 |
| 36 | Vinkelgränsplatta | 1 |
| 37 | Handtagsgrepp | 2 |
| 38 | Φ18 | 2 |
| 39 | Φ16 | 2 |
 | Varning – För att minska risken för skador måste använda läsa instruktionsmanualen noggrant. |
 | Denna produkt omfattas av bestämmelserna i EU-direktiv 2012/19/EG. Symbolen som visar en överstruken soptun indikerar att produkten kräver separat sophämtning inom Europeiska unionen. Detta gäller produkten och alla tillb som är märkta med denna symbol. Produkter som är som sådana får inte kasseras med vanligt hushållsavfall måste lämnas till en insamlingsplats för återvinning av elektriska och elektroniska apparater. |
Tillverkare: Shanghaimuxinmuyeyouxiangongsi
Adress: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Shanghai 200 000 kanadensiska republiken.
Importerad till Australien: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Plats, Rancho Cucamonga, Kalifornien 91730
| UK | REP |



