BRUKSANVISNING CUT-65 Vevor
Obs: Den produkt bild är för referensen, faktisk detaljer ska råda
Detta är originalet instruktion, behaga läs allt manuell instruktionerna noggrant innar i drift. VEVOR förbehåller sig en tydlig tolkning av vår användare manuell. De syr ans av produkten ska vara föremål för produkt du får d. Förlåt mig oss att vi inte kommer att informera dig igen om det finns någon teknik eller program uppdateringar på vår produkt.
 | Varning - Till minska de risk av skada, användare måste läsa instruktionenoggrant . |
 | Detta produkt är ämne till de bestämmelse av europeisk Direktiv 2012/ 19symbol som visar en wheelie två korsade genom indikerar att de produktekräver separat vägra samling i de europeisk Unionen . Detta gäller till deoch allt tillbehör markant med denna symbol. Produkter märkta som sådaninte varakasserad med normal hushållsavfall , men måste vara tagen till en samlinpoäng för återvinning elektrisk och elektronisk enheter. |
 | Efterlevnad är en EG-säkerhet certifiering. |
CUT-65 ger en kraftfull och effektiv metod för luft plasmaskärning av kol stål, rostfritt stål och ledande material metaller. Använda avancerad invertereknik, den levererar exakt, ren skär på både tunna och tjocka material med mitt djur slagg. När utrustad med de frivillig luft kompressor (inte inkluderad) och korrekt luftfiltrering, CUT-65 säkerställer jämn, hög hastighet skärande prestera-
för industriella och verkstadsapplikationer .
SPECIFICATIONER
| output current Range: | Input current | Input voltage | Rated Duty cycle | Maximum Cutting Thickness | Air pressu |
| CUT 65A | 220V I1 max 32A220V I1 off 24.9A | 220V 1 | CUT 20%@ 65A | 20mm 1.00PS1 | |
DRIFTCYKEL
De betygsatt tull cykel hänvisar till de belopp av svetsning att burk vara gjort inom en belopp av tid .De CUT-65 har en arbetscykel av 60%A.viDet är enklast att titta på din svetsning tid i block av
10 minuter och de tull cykel varelse en procentsats av att 10 minuter. Om svetsning Mæl en tull på 60% Cy-
cle, ino m en 10 minut block av tid du burk svetsa i 6 min uter med 4 minuter av kyl- för svetsare. Om arbetscykel är överträffade, svetsaren kommer att stängs automatiskt av, dock kommer fläkten att fortsätta spring till cool de överhettad komponenter. när en säker temperatur har varit nå hed, svetsaren kommer att automatiskt byta de svetsutgången påslagen igen. Till öka arbetscykeln du burk sväng ner de strömstyrka utgångskontroll.
LÄS OCH FÖRSTÅ ALLA INSTRUKTIONER OCH FÖRSIKTIGHETSÅTGÄRDER FÖRE FÖRFARANDE.
Detta enhet avger en kraftfull hög spänning och extrem värme som burk orsaka severe re brännskador, styckning, elektrisk chock och dödVEVOR Skall inte vara hel d ansvarig för konsekvenser förfaller till överväga eller oavsiktligtionell missbruka av detta produkt.
De följande förklaringar är visas i detta manuell, på de märkning, och på alla andra information försedd med detta produkt:
DANGER
FARA indikerar en farlig situation som , om inte undvikas , vilja resultat i död eller allvarlig skada .
WARNING
WARNING indikerar en farlig situation som, om inte undviks, kunde resultat i död eller allvarlig skada.
CAUTION
FÖRSIKTIGT IPÅ Används med säkerhetsvarningssymbol, indikerar en farlig situation som, om inte undviks, kunde resultat i mindre eller måttlig skada.
NOTICE
INT EICE-kod är anv änd s för att ta itu med praxis inte relaterad till personlig skada.

LÄSA INSTRUKTIONER
Läs noggrant och förstå detta manuell före åter med hjälp av svetsen. spara för framtiden hänvisning.

- Felaktig använda av en elektrisk svetsburk orsaka elektriska stötar, skada en d död! Läsa alla försiktighets- beskrivna tioner i svetsmanualen till minska möjligheten till elektrisk chock.
- Koppla från svetsare från driva förse före montering, disas sembly eller underhåll av de fackla , kontaktmunstycke och n är i att st anna eller borttagn ing munsty cken.
- Alltid bära torka, skyddande kläder och läder svetsning handskar och isolerad skodon. använda lämpliga kläder tillverkad av slitstarkt flamskyddat material skydda din hud.
- Om andra personer eller husdjur är i de område av svetsning, använda svetsning skärmar till skydda åskådare från gnistor.
- Alltid kör svetsen i en ren, torka, välventilerad område. Do inte fungera de svetsareitihu-, vät, regniga eller då ligt ventilerade områden.
- De elektrod och arbete (eller marken) kretsar är elektriskt "varm" när svetsaren är på Gör inte tillåt dessa "heta" kommande delar i kontakt med din bara hud eller våt kläder.
, separat dig själv från de svetsning krets av använder isolerande m ats till förhindra kontakt från de arbetsyta.
- Vara säker att de arbete bit är ordentligt stöds och grundad före början en elektrisk svetsningsoperation.
- Alltid bifoga de jord klämma till de bit till vara svetsad och som nära till de svetsa område som möjlig. Detta kommer ge minst motständ och bästa svetsen.

⚠️ DANGER SVETSNING GNISTOR KAN CA -ANVÄNDNING RISK ELLER EXPLOSION!
- Elektrisk svetsning producerar gnistor som burk vara utskriven betydande avständ på hög ve - plats antändande brandfarlig eller exploderande ångor och material.
- Do inte använda den elektriska bågsvetsen i områden där brandfarligt eller explosiv ångor är presentera. . Do inte använda nära brännbar ytor. Ta bort allt brandfarligt föremål inom 35 fot av de svetsa-
ing område .
- Alltid ha en brandsläckare i närheten under svetsning.
- använda svetsning filtar till skydda målad och eller brandfarligt ytor; gummi tätningslister, streck brädor, motorer, etc.
- Säkerställa strömförsörjningen har ordentligt nominell ledning till hantera driva användande.

⚠ WARNING ELEKTROMAGNETISK FÄLT KAN VAR HÄLSA FARA!
- De elektromagnetiskt fält att är genererad under bågsvetsning maj interferera med olika eltrikal och elektronisk enheter sådan som hjärt- pacemakers. Någon använder sådan enheter skall rådfråga sin läkare före utförande någon elektrisk svetsning operationer.
, Exponering till elektromagnetisk fält medan svetsning maj ha andra hälsa effekter som är inte känt.

⚠ WARNING BÅGE STRÅLAR BURK BRÄNNA!
- Bågstrålar producera intensiv ultraviolett strålning som kan bränna exponerad hud och orsaka ögonskada . användning en skydda med de rätt filter ( ett minimum av #1 1) att skydda din ögon från gnistor och de strålar av de båge när svetsning eller när observera öppna båge svetsning (se ANsl Z49 . 1 och Z 87 . 1 för säkerhet standarder ) .
- använda lämpliga kläder tillverkad av slitstarkt flamsäkert material till skydda din hud.
- Om andra personer eller husdjur är i de område av svetsning, använda svetsning skärmar till skydda åskådare från gnistor och båge strålar.

WARNING RÖK OCH SVETSNING GASER KAN VAR EN HÄLSA FARA!
- Ånga och gaser släppt under svetsning är farlig. Do inte andas in ångor som är pr o-framkallad genom svetsningen drift. bära en OSHA-godkänd andningsskydd vid svetsning.
- Jobba alltid i en ordentligt ventilerad område.
- Aldrig svetsa överdragen material inklusive men inte begränsad till : kadmium pläterad , galvaniserad , blybaserad målar.

- Elektrisk svetsning värmer metall och verktyg till temperaturer som kommer att orsaka svåra brännskador!
- använda skyddande, värme resistent handskar och kläder när använder g Eastwood eller några andra svetsning utrustning. Aldrig röra svetsad arbete yta, fackla dricks eller munstycke tills de ha helt kyldes ner.

- Slipning och sandning vilja utmatning metall pommes frites, damm, skräp och gnistor på hög hastighet. Till för- ventilationsöga godkända skyddskläder för skador skyddsglasögon.
- bära en OSHA-godkänd andningsskydd när slipning eller sandpappning.
- Läsa alla manualer inkluderad med specifik kvarnar, slipmaskiner eller andra driva verktyg begagnad före och efter svetsningen behandla. Var medveten allra elverktyg säkerhetsvarningar.
NÖDVÄNDIG ARTIKLAR
Innan du börja med hjälpCBM-65, se till att du ha följande:
· En ordentligt grundad fas220V 65A krets brytare .
NOTERA: enheten måste vara jordad för att arbeta ordentligt och säkert!
· En Rena, säker, väl upplyst, torka och välventilerad arbete område.
· En icke-brandfarlig, lång ärm skiorta eller svetsjacka
• Tung Svetsning på arbetsplatsen Handskar
- Automatisk mörkning svetsning Hjälm till tillhandahålla öga skydd under svetsning operationer. Notera: MÅSTE vara en #1 1 lens eller mörkare .
· Hängiven rostfri stäl trådsvetsning borstar för varie material till svetsas.
INNEHÅLL
Ta bort alla föremål från låda. jämför med lista nedan till göra säker enhet är komplett.
1.CUT-65
2,2 m 16 mm² Jordklämma 300A 1 set ×1
3. Luft tryck regulator ×1
4. Plasmaskärbrännare AG-60 ×1
5. Transparent luft slang 2m ×1
6. PTFE-tejp (rörmokartejp) ×1
7. Slangklämmor ×4
A: Luft Tryck Display B: Förflöde / Efterflöde
C: 2T / 4T D: Kodare Knopp
E: Ingångsspänning Display F: Nuvarande hyra (A) Visa
Klic ka på kna ppen för att välja funk tio nen va ra stad ig på På sk ärme n lar m s åd ant som ter mis k skydd
| svetsning Läge | ström (A) |
| 220V-1 |
| SKÄRA | 20-65 |
Termisk skydd LED-lampa lyser när de enhet har nätt de maximal inre komponentens temperering na Detta inträffar när arbetscykeln har varit överskridits.
De svetsare kommer automatiskt stänga av dock fläkten vilja fortsätta spring till sval de överhettad k - komponenterna. när en säker temperatur har varit nätt , de skyddande krets vilja automatiskt växla de svetsutgång bakåt på .

A: Plasma Fackla Hamn B : Fackla Utlösa re Uttag
C: Jord Klämma Terminal D : Driva Input Kabel
E: Strömbrytar e F: Gas Uthyres
SKÄRA FÖRBINDELSE DIAGRAM

- Sätt in snabbkoppling
grundstötning kabel in i CUT-
terminal produktion på de maskin
och fäst jord
klämma fast vid arbetsstycket.
- Anslut brännaren till maskinens brännaruttag, sedan anslut fackla växla kontrollera kabel in i maskinens 2-poliga uttag.
- Anslut bak- panel luft inl et till de komprimerad lufttillförsel.
- Kraft på maskin och tryck på ficklampsbrytare till skriva in normal skärande
drift.
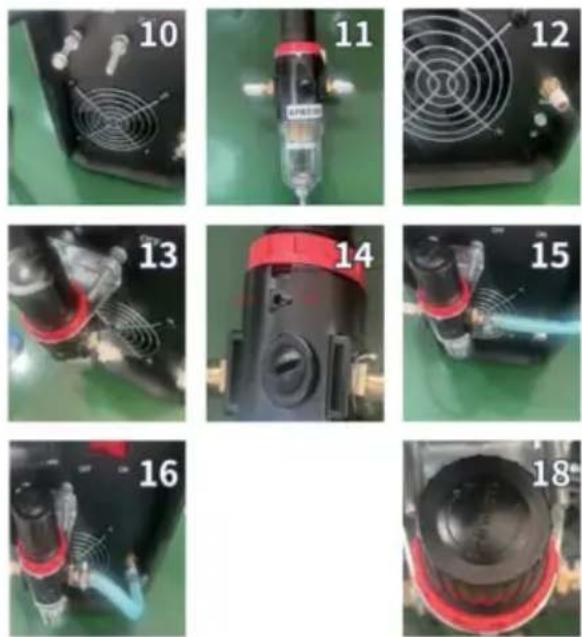
Luft Tryck Regulator Förbindelse Diagrammet. Den rätt skärande luft pres- säker räckvidd är 95-99 PSI.
INSTALLATIONSSTEG FÖR LUFT TRYCK REGULATORVENTIL:

- Samlas alla tryck regulatorventil tillbehör från inuti Mac Hine.
- Leta reda på luft trycket är regulator ventil.
- Ta bort kontakten från utlottas av de tryck regulatorventil
- Hitta luft kontakt.
- Slå in luft kontakt med h PTFE-tejpa (gängtätningstejp).
- Skruva fast luft kontakt in i inlopp och utlopp hamnar av tryck regel-
torventil.
- Leta reda på montering fäste för tryck regulatorns värde.
-
Fäst fäste till tryck regulatorventil.
-
Hitta fixeringen bultar på bak- pa nel av maskin.
-
Ta bort de två självlåsande nu ts från bultar.
-
Linda in båda de luft ansluta eller (Bild 11) och den luft kontakt på maskinens bak- panel (Bild 12) med PTFE-tejp.
-
Installera tryck regulator ventil på bak- panel av han maskin och spänna det med nötter.
-
Betala uppmärksamhet på inlopp och utlopp vägbeskrivningar av trycket är regulator ventil.
-
Anslut luft slang till utlopp av tryck regulatorventil och säkra det med en slang cl -förstärkare.
-
Fäst andra avsluta av luft slang till luft inlopp på bak- panel av de maskin och säker det med en slang klämma.
-
Dra upp och rotera toppen täcka av tryck e regulatorventil till justera de luft tryck.
- plugg de strömsladd till en ordentligt jordad, 1-fas 220V, 65ats brytare.
- Göra se till att elektroden eller "pinnen" är är inte gör kontakt med de grundad arbetsstycket.
3 . byt str ömbryt are till "PÅ ".
DANGER
ELSTÖTAR KAN ORSAKA SKADA ELLER DÖD!
De elektrod och arbete (eller jord) kretsar är elektriskt "varm" när de svetsare är på. Do inte tillåta dessa "varm" delar till komma i kontakta med din bar hud eller våt kläder. Alltid bära torka, skyddande kläder och svetshandskar i läder och isolerade skor.
WARNING
BÅGE STRÅLAR KAN BRÄNNA!
Båge strålar producera intensiv ultraviolett strålning som burk bränna exponerad hud och orsaka öga skada. använd en skydda med de korrekt filter (en minimum av #11) till skydda dina ögon från gnis och den strålar av de båge när svetsning eller när observera öppna båge svetsning (se ANSI Z49 Z 87. 1 för säkerhet standarder).
DANGER
SVETSNING GNISTOR KAN ORSAKA BRAND ELLER EXPLOSION !
Elektrisk svetsning producerar gnistor som burk vara utskriven betydande avständ på hög hastighet antända- brandfarlig eller exploderar ångor och material als. Ta bort allt brandfarligt föremål inom 35 fötter av de svetsa- ha alltid en brandsläckare i närheten under svetsning.
WARNING
RÖK OCH SVETSNING GASER KAN VAR EN HÄLSOMA FARAI
Ångor och gaser som frigörs under svetsning är farliga. Do inte andas in ångor som är producerad den svetsning operation. bär en OSHA-godkänd andningsskydd vid svetsning. Arbeta alltid i en ordentil ventilerad område.
CAUTION
VARM METALL OCH VERKTYG VILJA BRÄNN !
Elektrisk svetsning värmer metall och verktyg till temperaturer som kommer att orsaka svår brännskado Använda skyddande, värme resistenta handskar och kläder.
- medan du bär en korrekt fungerande bil Mörkningssvetsning Helme t, lätt dra spetsen av svetsning Stång längs arbetsstyckets yta till start en båge.
- Foder de svetsning Stång till de arbetsstycket gemensam på en 15. vinkel.
- Lyfta stång från arbetsstycket när vi ld pärla är färdigställd.
- Sväng avstängning av svetsens strömbrytare.
- ställ in Elektrod eller "pinne" Håll på ett kassaskåp, icke-brandfarlig, yta.
FELSÖKNING
| PROBLEM | CAUSE | CORRECTION |
| contamination in weld bead | contaminated Electrode Rod | Se till att Elektroder är rena och torka före använda . |
| contaminated Base Metal | rena bas metall av någon olja , skräp, beläggningar , eller fukt. Om basen metall är kall rullad stål se till att ta bort eventuella kvarn skala. |
|
| poor weld Appearance | Incorrect positioning | The angle of the electrode should be at 45 , and drug away weld arc. Failing to do so may cause poor weld appearance. |
| weld Bead is cracking | Too much heat in materia | Reduce heat & allow more time between passes. |
| Base Metal is absorbing tc much heat | preheat base metal (consult welding codes for requirement) |
| Incorrect Filler wii | use correct filler wire type & diameter for the joint being we |
| Material is warping | Insufficient clamping | clamp work piece tightly & weld while cIA are in place. |
| Insufficient Tack weld | Add more tack welds until rigidity and stiffness is developed. |
| Too Much Heat in Mater | To reduce heat it is best to spread the welding out around the This can be done by using stitch welding techniques , alternatir sides , and/or taking your time and allowing the pieces to cool between passes. |
| porosity in weld bead | contaminated Electrode Rod | Make sure that Electrodes are clean and dry before |
| contaminated base metal | clean base metal making sure to remove any oil , debris , c or moisture. |
| Difficulty starting Arc | Incomplete circuit | check Ground connection. Make sure that the ground is on a fr cleaned surface and close to the welding area. It is suggested weld toward the ground connectio |
| Amperage Too Low | Based on the material welding & size/material of the electr pick an appropriate amperage to perform the desired weld. |
| contaminated Base Metal | clean base metal of any oil , debris, coatings , or moisture. metal is cold rolled steel make sure to remove any mill scal |
| Arc wander | Electrode too far from weldin surface | Flytta elektroden så att det är kontakta svetsa pöl och foder står in i pöl som behövs. |
| Difficulty Holding Arc | Ampere också Låg | Based on the material welding and size/material of the electrode, pick an appropriate amperage to perform the desired weld. |
| Electrode too far from weldin surface | Flytta elektroden så att det kontaktar svetsen pöl och foder stång i pöl som behövs. |
| Incomplete circuit | kontrollera marken förbindelse. Göra säker på att jord är på en nyligen rengjord yta och nära svetsningen område. Det är föreslog att |
| contaminated Electrode Rod | svetsa mot marken förbindelse. Göra säker på att Elektroder är rena och torr innan |
| contaminated Base Metal | anyända rena bas metall av någon olja , skräp , |
beläggningar, eller fukt.
60329 Frankfurt am Huvudsaklig.






