
VR230 - Svetsmaskin Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis VR230 Vevor i PDF-format.

| Produkttyp | Punktsvets för reparation av karosseri |
| Märke | Vevor |
| Modell | VR230 |
| Inspänning | AC 220-240 V, 50 Hz |
| Utspänning | AC 1-7 V |
| Ingångseffekt | 3 kW |
| Maximal momentan utström | 3500 A |
| Maximal inström | 20 A |
| Arbetsläge | Automatisk / Manuell |
| Svetsgodstjocklek | 0,6 - 1,2 mm |
| Antal arbetskanaler | 7 kontinuerligt justerbara kanaler |
| Skydd | Överhettningsskydd |
| Uppskattad vikt | Cirka 12 kg |
| Ingående tillbehör | Dragningshammare, dragpistol, korrugerad tråd (10), svetshuvuden (meson, kol, punkter), kolstavar (2), nyckel, krok, sugkopp, triangulära packningar (10), långa packningar (10), runda distanser (20) |
| Huvudanvändning | Reparation av bucklor och borttagning av bucklor på bilkarosseri |
| Certifieringar | FCC del 15, EU-direktiv 2012/19/EU |
| Underhåll | Regelbunden rengöring av elektroder, kontroll av anslutningar och nätsladd |
| Säkerhet | Bär isolerande handskar, svetsmask, skyddskläder, isolerande skor; undvik fuktiga miljöer |
| Reservdelar | Elektroder, kolstavar, svetshuvuden, packningar etc. finns hos tillverkaren |
| Garanti | Elektronisk garanti via www.vevor.com/support |
| Rekommenderad nätsladdsektion | Minst 4 mm² (koppar) |
Vanliga frågor - VR230 Vevor
Användarfrågor om VR230 Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Svetsmaskin i PDF-format gratis! Hitta din manual VR230 - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. VR230 av märket Vevor.
BRUKSANVISNING VR230 Vevor
Teknisk support och e-garanticertifikat www.vevor.com/support
REPARATIONSSATS FÖR DUBBSVETSBUCK
MODELL: VR230
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser. "Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om du faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
VEVOR®
TOUGH TOOLS, HALF PRICE
STUBVSVETSBUCK
REPARATIONSSAT
MODELL: VR230

Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna: Teknisk support och e-
garanticertifikat www.vevor.com/support
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
VIKTIGA SÄKERHETSÄTGÄRDER
 | Använd detta skydd med arbetsförhållanden sunt förnuft Före installera och använda svetsaren, titta på följande säkerhet försiktighetsåtgärder |
 | Läs instruktionerna 1. innan du använder maskinen, fritt att läs produktbroschyrerna i detalj. 2. använd originaldelarna och tillbehör. |
 | För att förhindra elektriska stötar: 1. Använd inte huden och våta kläder kontaktsvetsmaskin. 2. Stäng inte av strömförsörjningen och gör det låt inte kabeln runt operatören som bär en tjock botten isoleringsskor 3. Jorda och arbeta direktanslutna. |
 | När du använder maskinen, bär en mask för att undvika problem med delar exploderar kommer att orsaka skada. |
 | På arbetsplatsen, på grund av svetsning kommer att producera giftiga gaser, betala uppmärksamhet på ventilation, för att inte förgifta. (Förbjudet i det stängda behållaresvetsning) |
 | Statisk elektricitet kan skada maskinens kretskort1. ansluten till en bra jord, för att förhindra elektricitet. 2. i rörelse och lagring för att använda antistatiska föremål som omfattas,Så för att undvika skador på maskinen. |
 | 1. stänk av gnistor och ljusbåge kommer att orsaka skada på2. vänligen bär en mask eller med kanten på glasögonen |
 | Rör inte de heta arbetsstyckena för hand under svetsning. |
 | För att förhindra explosionen: brandfarliga, explosiva produkter borta från svetsområdet. |
 | 1. det elektromagnetiska fältet kan påverka operatörens hjärta, t.ex hjärta där Installera pacemakern, håll dig borta från maskinen. 2. såsom behovet att använda maskinen, gratis råd råd för liv. |
 | Var försiktig så att du inte blir krossad och får blåmärken när du rör dig. |
 | Vänligen arbeta inte för länge, kommer att orsaka maskindelen av noll delar överhettas, skadar maskinens livslängd. |
 | Förbjud svetsning på hög nivå. |
 | Förhindra brand Svetsningen är klar, kontrollera svetsområdet med eller utan överhettning av stänk och het metall för att förhindra brand. |
Obs: Svetsarens självskydd! Fokusera på andra säkert! Fokus på växtsäkerhet! Betala uppmärksamhet på underhåll av utrustning!
Allmänna säkerhetsregler:
Innan du tar bort produktens kropp, dra först ut kabeln.
Operatören måste vara kvalificerad för detta.
Driften kan endast kontrolleras av kvalificerade tekniker.
Operatörerna är ansvariga för att följa biltillverkarnas skydd
av elektriska och elektroniska procedurer (omborddatorer, radio ombord, larm, krockkuddar, etc.)
Tryckluftsströmmen måste stängas av och stängas av före underhållet
operation utförs.
Elektroder, elektrodarmar och andra sekundära ledare kan nå mycket högt
temperaturer och förbli hög under lång tid efter att du har stoppat maskinen. Betala
uppmärksamhet på skållning.
Förebyggande underhåll är nödvändigt på regelbunden basis.
Strömanslutning:
-
Kontrollera att enheten måste vara ansluten till jordkopplingen och till mark. Den är i gott skick.
-
Kontrollera om arbetsbänken är ansluten till jordkontakten. 3.Se till att operatören inte har någon kontakt, skydd eller våta kläder med metalldelarna
ska svetsas.
- Undvik kontakt med svetsade delar.
- Punktsvets inte på mycket våta ställen eller på våta golv.
- Svetsa inte med slitna kablar. Kontrollera att isoleringsbältet inte har en standardkabel eller att anslutningen är lös.
- Stäng av enheten innan du byter ut elektroden.
- Koppla bort utrustningen direkt innan den kontrolleras eller repareras.
Skydd av ögon och kropp:
- Under svetsning, använd läderhandskar, svetsat förkläde, skyddsskor, svetsning skyddskläder, ljusbågsfiltrering och strålningsprojektiv hjälm eller glasögon operatören måste skydda sina ögon under gnidning och hamring.
- Bär inte ringar, klockor eller smycken. Det kan orsaka brännskador.
- Alla skyddsbrädor måste vara i gott skick och i korrekt läge. I den avsaknad av ögonskydd, titta inte på svetsbågen. Skydda miljön nära produkten från projektion och reflektion.
Svetsrök:
Svetsoperationer kan leda till utsläpp av giftig rök och skadligt metalldamm.
Utrustningen bör installeras i täckta utrymmen med rökinhalatorer.
Operatörer måste bära rökmasker. Svetsmaterial måste rengöras.
Var uppmärksam på eld:
- Kontrollera om gnistor orsakar bränder, särskilt i närheten av brandfarliga material.
- Kontrollera att brandsläckaren inte är långt från operatören.
- Placera utrustningen där det finns pneumatiska anordningar.
- Svetsa inte på en behållare med brandfarligt och smörjmedel, även om den är tom.
- Svetsa inte i en atmosfär fylld med brandfarlig gas eller bränsleånga.
Elektromagnetisk kompatibilitet:
Nära svetsplatsen, kontrollera: •
Det finns inga andra nätsladdar, styrkablar, telefonlinjer, radio eller
TV-mottagningsutrustning, klockor, mobiltelefoner, magnetkort, datorer eller någon annan elektronisk anordning. • Inga aktiva medicintekniska produkter (pacemakers, akustiska proteser) användes runt (minst 3 meter).
FCC-INFORMATION
FÖRSIKTIGHET:
Ändringar eller modifieringar som inte uttryckligen godkänts av den part som ansvarar för överensstämmelse kan ogiltigförklara användarens behörighet att använda utrustningen!
Denna enhet uppfyller del 15 av FCC-reglerna. Driften är föremål för
följande två villkor:
1) Denna produkt kan orsaka skadliga störningar.
2) Denna produkt måste acceptera alla mottagna störningar, inklusive störningar som kan orsaka oönskad funktion.
WARNING:
Ändringar eller modifieringar av denna produkt som inte uttryckligen godkänts av part.ansvarig för efterlevnad kan ogiltigförklara användarens behörighet att använda produkt.
Notera:
Denna produkt har testats och befunnits följa gränserna för en klass B digital enhet i enlighet med del 15 av FCC-reglerna. Dessa gränser är utformade för att tillhandahålla rimligt skydd mot skadliga störningar i ett boende installation.
Denna produkt genererar, använder och kan utstråla radiofrekvensenergi, och om inte installeras och används i enlighet med instruktionerna, kan orsaka skadliga störningar på radiokommunikation. Det finns dock ingen garanti för det störningar kommer inte att inträffa i en viss installation. Om denna produkt orsakar skadliga störningar på radio- eller tv-mottagning, vilket kan fastställas av stänger av och sätter på produkten, uppmanas användaren att försöka korrigera störning av en eller flera av följande åtgärder.
- Vänd om eller flytta mottagningsantennen.
- Öka avståndet mellan produkten och mottagaren.
- Anslut produkten till ett uttag på en annan krets än den till vilken mottagaren är ansluten.
- Kontakta återförsäljaren eller en erfaren radio/TV-tekniker för hjälp.
Installation
- Specifikationer och parametrar
| Modell | VR230 |
| Ingångsspänning (V) | AC220-240V 50Hz |
| Utspänning (V) | AC1-7V |
| Ineffekt (KW) | 3KW |
| Momentan maximal utgångsströmÿAÿ 3500A | |
| Mata in den maximala strömmenÿAÿ | 20A |
| Arbetssätt | Automatiskt/manuellt |
| Ordinarie arbetstid | Programinställning för automatiskt läge |
| Arbetsbås | 7 kanaler steglöst variabel |
| Svetstjocklek (mm) | 0,6-1,2 |
| Gång | kodning | Namn | Parkett | Driva Konsumtion (kw) |
 | 1 | Triangelark svetsning | 1-1 fil föredras | 0,8-2,0 |
 | 2 | Packningssvetsning | 2-3 filer föredras | 0,8-2,5 |
 | 3 | OT packning svetsning | 3-5 filer föredras | 0,8-2,3 |
 | 4 | Våglinjefläck svetsning | 4-5 filer föredras | 0,8-2,5 |
 | 5 | Varmpressning | 5-5 filer föredras | 0,8-2,8 |
 | 6 | Kolstav uppvärmning | 6-3 filer föredras | 0,8-2,0 |
 | 7 | Dubbsvetsning | 7-5 filer föredras | 0,8-3,0 |
2. Arbetscykeln och överhettningsskydd Maskinens
arbetscykel är användningen av upprepad arbetscykel, svetscykeltiden för belastningstiden och ingen belastningstid och.
Dessutom är maskinen utrustad med överhettningsskydd, när temperaturen när den kritiska, kommer svetsmaskinen automatiskt att sluta fungera, för att kylas, du kan fortsätta att arbeta, som visas i den specifika situationen.
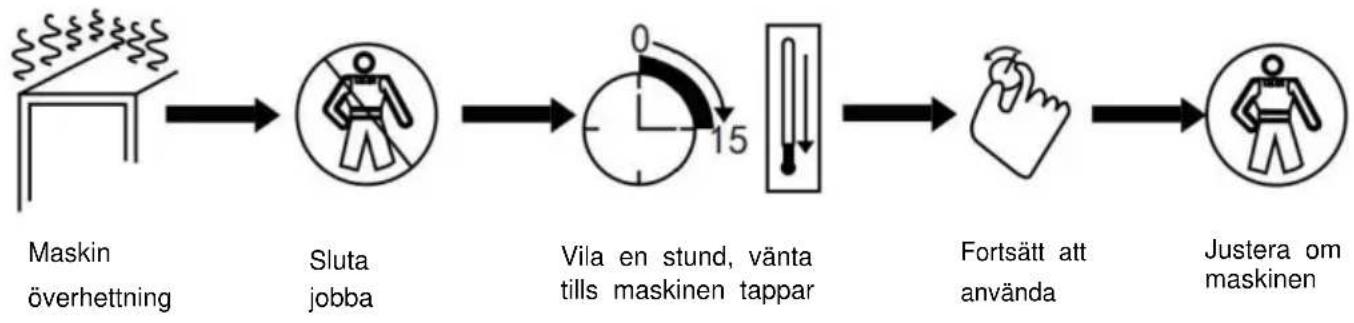
flowchart
graph LR
A["Maskin överhetting"] --> B["Sluta jobba"]
B --> C["Vila en stund, vänta tills maskinen tappar"]
C --> D["Fortsätt att använda"]
D --> E["Justera om maskinen"]
3. Installationen av maskinen
1). Kunder får maskinen, det första paketet öppnas, hitta produkten broschyrer.
2). Enligt instruktionerna i packlistan på varorna och antalet kontroller för att kontrollera typen av maskintillbehör och antalet är korrekt.
3). Enligt maskinens utseendebild är maskinen installerad och kontrollera maskinen om det finns andra problem, om några frågor, vänligen rådfråga återförsäljaren eller servicelösningen.
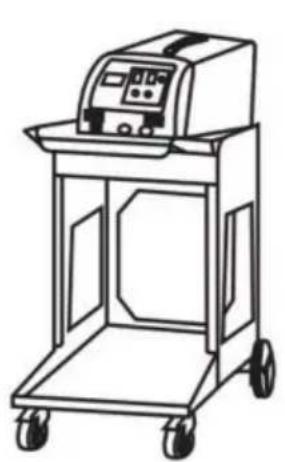
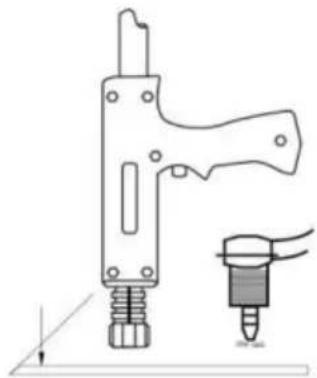
4. Flytta och fäst maskinens uppmärksamhet
1). Efter installationen av maskinen om inga andra problem, måste vi välja rätt plats att lägga.
2). Längden på den ingående strömkabeln bestäms enligt driften
avständ, och nätsladden får inte vara mindre än 4 mm kopparkabel.
3). När den placeras i maskinen, kan den inte lutas runt, för att vara stabil på den mark för att undvika skador på maskinen.
4). När du flyttar maskinen, använd en remskiva med remskiva eller flytta den med hjulen av maskinen. Dra inte maskinen eller dra i kabeln för att flytta maskinen.
Annars kommer det att skada maskinen eller bryta kabeln och orsaka olägenheter till det senare arbetet.
Som visas:
5. Ange anslutningsmetod för strömförsörjningen
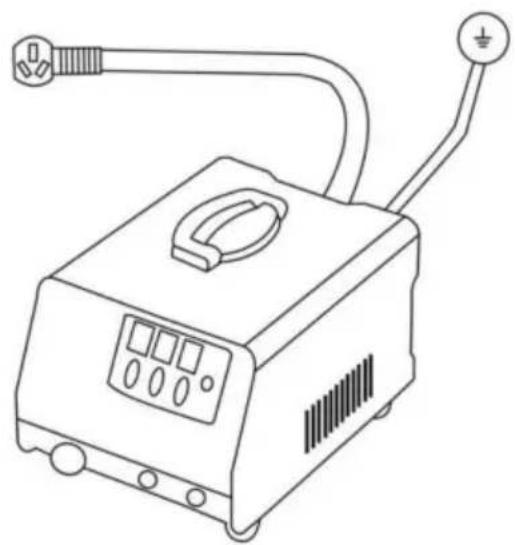
Sätt i kontakten i lämplig
uttag enligt den medföljande kontakten med enheten. Var noga med att kontrollera spänning.
Drift
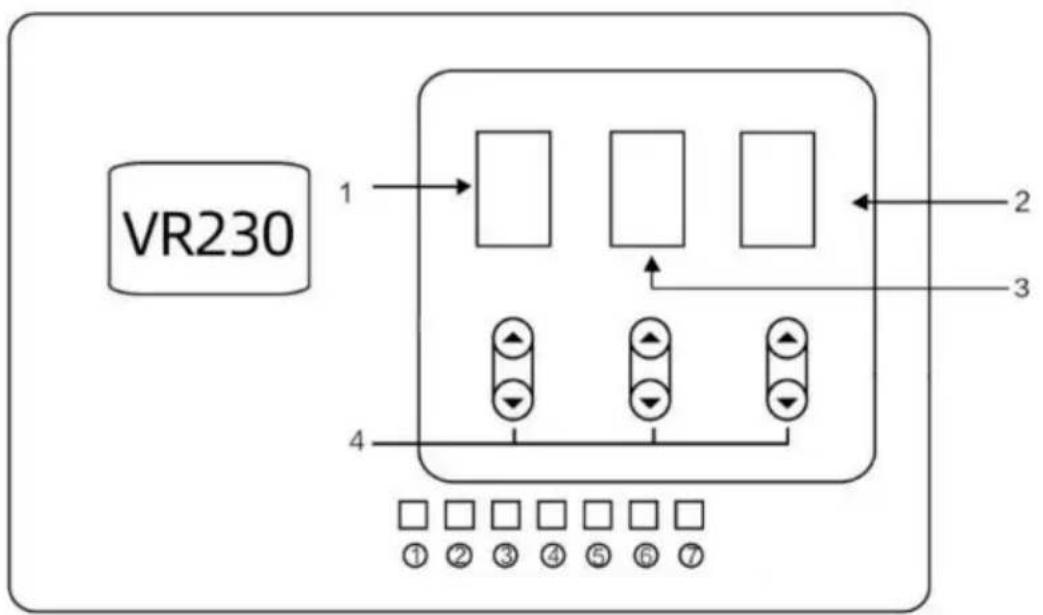
1. Riktlinjer för manöverpanelen
flowchart
graph TD
A["VR230"] --> B["1"]
B --> C["Block 1"]
B --> D["Block 2"]
B --> E["Block 3"]
B --> F["Block 4"]
C --> G["Arrow to Block 1"]
D --> H["Arrow to Block 2"]
E --> I["Arrow to Block 3"]
F --> J["Arrow to Block 4"]
G --> K["Output ①"]
H --> L["Output ②"]
I --> M["Output ③"]
J --> N["Output ④"]
K --> O["Output ⑤"]
L --> P["Output ⑥"]
M --> Q["Output ⑦"]
-
Svetsläge 3.
-
Svetstid
Svetskraft
-
justera
-
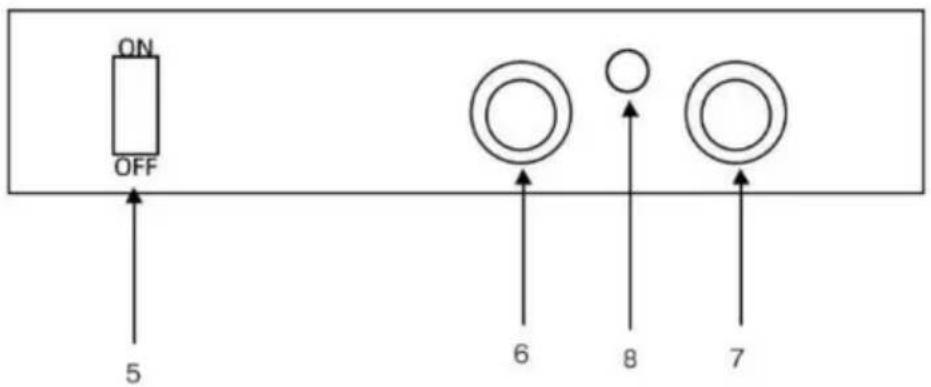
PÅ/AV 6. Fackelvajer
-
Jordledning
-
Signalledning
Obs: Maskinöverbelastningsarbete kommer att gå in i skyddstillständ tills maskinen kyla och sedan arbeta
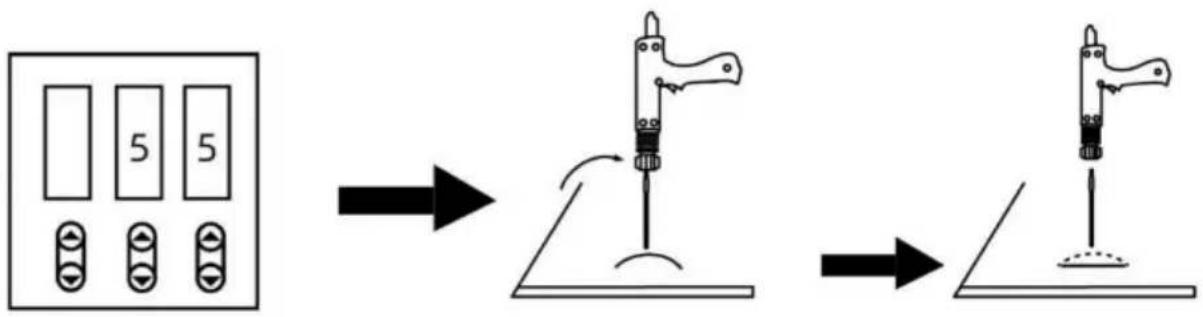
2. Svetsbrännare och koppling
Applicering av enkelsidig punktsvetspistol

- Lägg träden på plåtdelen som ska repareras, så nära svetsområdet som möjligt.
- svetsbrännaren i närheten av maskinen nära den automatiska svetsmaskinen.
- Fast mark
För den negativa anslutningen kan koden väljas som 1 och effekten kan väljas som 6. Effekten kan ökas, vilket ger ett högre antal svetsar för att lösa upp plätering på den negativa spetsen.
3. Arbetssätt a.
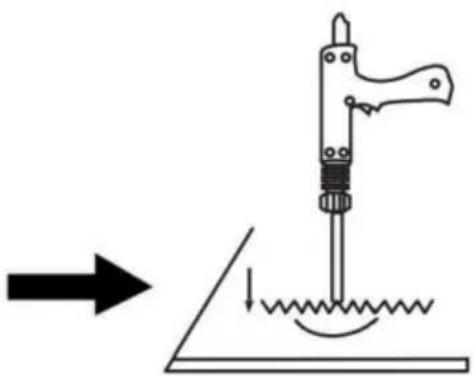
Packningssvetsning

flowchart
graph LR
A["Tool Insert"] --> B["Tool Position"]
B --> C["Tool Position with Sensor"]
C --> D["Tooth Detection"]
D --> E["Tooth Detection with Panel 4"]
E --> F["Tooth Detection with Panel 5"]
Den negativa linjen fixerad till den polerade ren och ta bort färgen på arbetsstycket, ju närmare arbetsytan desto bättre.
Anslut packningskontakten till brännaren och lås den med en packning.
Välj lämpligt svetsläge.
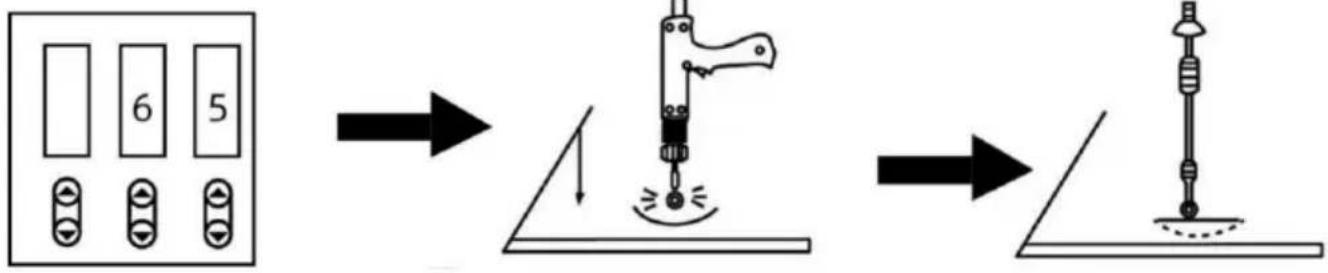
Justera lämplig effekt och tid (standardvärdet är 6 och 5) det kan ökas eller minskas enligt den faktiska situationen.
Svetsbrännaren lätt tryck mot kroppen av de nedtryckta delarna av maskinen svetsar automatiskt.
Ta bort svetsbrännaren, med en kraftig hammare till packningen i motsatt riktning för att dra ut packningen, fördjupningen ut.
OT packningssvetsning, samma som packningssvetsning, kod 5, effektprioritet 5, andra steg samma som Packningssvetsning.
Notera:
- Innan du gör detta, vänligen testa på andra arbetsstycken för att undvika skador på fordonets yta på grund av för hög ström eller för lång skada.
- Välj lämplig växel beroende på kroppsplattans tjocklek, maskinen matchar automatiskt svetstiden med strömmen.
- Efter att ha gjort detta kan du fortsätta med andra funktionella operationer. Om du inte fortsätter att arbeta, stäng av strömmen och slå av huvudströmbrytaren, avsluta olika tillbehör för nästa användning.
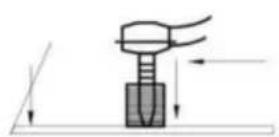
b.Triangulära svetsstycken

Den negativa linjen fixerad till den polerade ren och ta bort färgen på arbetsstycket, ju närmare arbetsytan desto bättre.
Anslut den anslutna triangulära draghammaren till brännaren och lås den.
Välj lämpligt svetsläge.

Justera lämplig effekt och tid (standardvärdet är 5 och 4)
Svetsbrännaren lätt tryck mot kroppen av de nedtryckta delarna av maskinen svetsar automatiskt. Den kan ökas eller
Dra de försänkta delarna direkt i motsatt riktning mot hammaren.
minskas beroende på den faktiska situationen.
Notera:
- Innan du gör denna operation, försök med de andra delarna för att undvika att strömmen är för stor eller för lång för att skada kroppen för att reparera ytan.
- Välj lämplig växel beroende på kroppsplattans tjocklek, maskinen matchar automatiskt svetstiden med strömmen.
- Triangulära delar av svetsning innan byte av meson reparation, kan det vara direkt efter svetsningen del av fördjupningen drog ut.
- Efter att ha gjort denna operation kan du fortsätta till annan funktionell drift, om du inte fortsätter att arbeta, vänligen stäng av strömmen och slå av huvudströmbrytaren, de olika tillbehören avslutas för nästa användning.
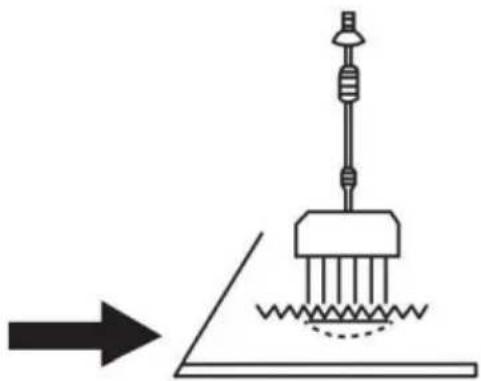
c. uppvärmning av kolstavar

Den negativa linjen fixerad till den polerade rengöra och ta bort färgen på arbetsstycket, ju närmare arbetsytan desto bättre.
Anslut den
anslutna triangulära draghammaren till brännaren och lås den.
Välj lämpligt svetsläge.
flowchart
graph LR
A["Rectangular Block 5"] --> B["Step 1: Inserted Part"]
B --> C["Step 2: Cut Outer Ring"]
C --> D["Step 3: Pull Outer Ring"]
D --> E["End: Base with Dot"]
Justera lämplig effekt och tid (Standardvärdet är 5 och
Slaktkroppen värms medurs.
Med kallt vatten eller våt trasa placeras precis till platsen för användningen av termisk expansion och sammandragning av framträdande del av åtdragningen, för att återgå till det normala.
5) Det kan ökas eller minskas
enligt den faktiska situationen.
Notera:
- Innan du gör denna operation, försök med de andra delarna för att undvika att strömmen är för stor eller för lång för att skada kroppen för att reparera ytan.
- Välj lämplig växel beroende på kroppsplattans tjocklek, maskinen matchar automatiskt svetstiden med strömmen.
- Efter att ha gjort denna operation kan du fortsätta till annan funktionell drift, om du inte fortsätter att arbeta, vänligen stäng av strömmen och slå av huvudströmbrytaren, de olika tillbehören avslutas för nästa användning.
d. våglinjesvetsning
Den negativa linjen fixerad till den polerade rengöra och ta bort färgen på arbetsstycket, ju närmare arbetsytan desto bättre.
Anslut den anslutna triangulära
draghammaren till brännaren
och lås den.
Välj lämpligt
svetsläge.

Justera lämplig effekt och tid (Standardvärdet är 8 och
7) Det kan ökas eller minskas
enligt den faktiska situationen.
Placera vågformslinjen upprätt i bilens kaross och placera svetshuvudet på den upprättstående vågformslinjen. Maskinen svetsar automatiskt.
Med en klodragkrok och hammare inställda i vägformslinjen, bilens karossdepression ut.
Notera:
- Innan du gör denna operation, vänligen testa först på de andra delarna, för att undvika att strömmen är för stor eller för lång skada för att reparera kroppsytan.
- Välj lämplig växel beroende på kroppsplattans tjocklek, maskinen matchar automatiskt svetstiden med strömmen.
- Efter att ha gjort denna operation, kan du fortsätta till annan funktionell drift, om du inte fortsätter att arbeta, stäng av strömmen och slå av huvudströmbrytaren, Kommer att vara en mängd olika tillbehör efterbehandling, för nästa användning.
e. Användningen av sucker
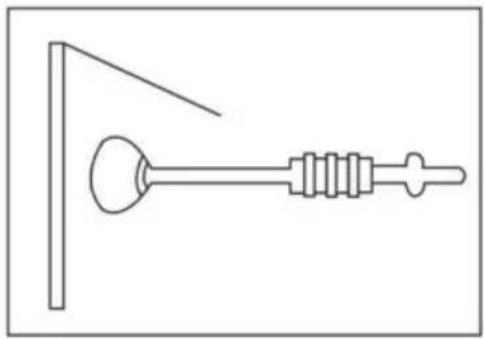
Användning av manuell sugare:
- sug- och draghammaren anslutna
- sugaren tvingas till ingen död vinkel på depression
- med hammaren i motsatt riktning mot dra ut depressionen
Underhåll och reparation
Misslyckande och uteslutning
| Problem | Resonera | Avhjälpa |
| Ingen svetsningproduktion | 1. Ansluten strömförsörjning felaktigt.2. Strömbrytaren är avstängd placera | 1. Anslut strömförsörjningen enligt tillverkarens instruktioner.2. Sätt strömbrytaren i läge "på". |
| Trigger inte arbetssätt | 1. Avtryckaren är skadad.2. Vapenkontrollkabel trasig.3. Lossa kontrollkabelns kontakt.4. Funktionsomkopplaren är felaktig placera. | 1. Byt ut avtryckaren.2. Anslut igen eller byt ut om så behövs.3. Anslut kontrollkabelns kontakt igen.4. Sätt in lägesomkopplaren rätt position. |
| Dålig svets | 1. Amperage för lågt2. Ingående nätsladd gjorde det inte uppfylla kravet.3. Markklämman dålig kontakta. | 1. Öka strömstyrkan2. Byt ut strömkabeln.3. Byt jordklämma plats. |
| Genomträngandearbetsstycke | 1. Utgångsströmstyrka också hög2. Dålig kontakt med elektroden spets eller bricka med arbetsstycke. | 1. Minska strömstyrkan2. Ta bort beläggningen från material minska tillsatt tryck. |
| Kolstavarbetar instabilt | 1. Kolstav eller arbetsstycke är smutsig.2.Felaktig strömstyrka och tidmiljö. | 1.Polsk kolstav ocharbetsstycken2. Ställ in strömstyrka och tidenligtarbetsstyckets tjocklek |
| Enhetsstopparbetar under tiden drift | 1. Lossa avtryckarpluggen.2.Vapnets kontrollkabel trasig.3. Överhettning. | 1.Kontrollera pistolkontrollkabelnoch avtryckarplugg.2. Vänta tills temperaturen svalnarner |
Packlista
| Delnamn | Kvantitet | Anmärkningar |
| Stordator | 1 |  |
| Verktygslåda | 1 |  |
| Dra Hammer | 1 |  |
| Dra pistol | 1 |  |
| Vågig tråd | 10 |  |
| mesonhuvud | 1 |  |
| Kolstångshuvud | 1 |  |
| Punktsvetshuvud | 1 |  |
| Kolstavar | 2 | |
| Rycka | 1 |  |
| Drakrok | 1 |  |
| Sexkäftad krok | 1 |  |
| Triangelflikar | 10 |  |
| Långa mellanlägg (OT) | 10 |  |
| Runt mellanlägg | 20 |  |
| Sugkoppar | 1 |  |

KORREKT AVFALLSHANTERING
Denna produkt omfattas av bestämmelserna i det europeiska direktivet 2012/19/EC. Symbolen som visar en soptunna korsad anger att produkten kräver separat sophämtning i EU. Detta gäller för produkten och alla tillbehör märkta med denna symbol. Produkter märkta som sådana får inte slängas tillsammans med vanligt hushållsavfall, utan måste lämnas till en insamlingsplats för återvinning av elektriska och elektroniska apparater
VEVOR®
TOUGH TOOLS, HALF PRICE
Teknisk support och e-garanticertifikat www.vevor.com/support




