
VR230 - Schweißgerät Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts VR230 Vevor als PDF.

| Produkttyp | Bolzenschweißgerät für Karosseriereparatur |
| Marke | Vevor |
| Modell | VR230 |
| Eingangsspannung | AC 220-240 V, 50 Hz |
| Ausgangsspannung | AC 1-7 V |
| Eingangsleistung | 3 kW |
| Maximaler momentaner Ausgangsstrom | 3500 A |
| Maximaler Eingangsstrom | 20 A |
| Arbeitsmodus | Automatisch / Manuell |
| Schweißdicke | 0,6 - 1,2 mm |
| Anzahl der Arbeitskanäle | 7 stufenlos einstellbare Kanäle |
| Schutz | Überhitzungsschutz |
| Geschätztes Gewicht | Ca. 12 kg |
| Enthaltenes Zubehör | Zughammer, Zugpistole, Wellendraht (10), Schweißköpfe (Meson, Kohlenstoff, Punkte), Kohlenstoffstäbe (2), Schraubenschlüssel, Haken, Saugnapf, Dreieckdichtungen (10), Langdichtungen (10), runde Abstandshalter (20) |
| Hauptverwendung | Beulenreparatur und Ausbeulen von Autokarosserien |
| Zertifizierungen | FCC Part 15, EU-Richtlinie 2012/19/EG |
| Wartung | Regelmäßige Reinigung der Elektroden, Überprüfung der Anschlüsse und des Netzkabels |
| Sicherheit | Isolierhandschuhe, Schweißmaske, Schutzkleidung, isolierende Schuhe tragen; feuchte Umgebungen vermeiden |
| Ersatzteile | Elektroden, Kohlenstoffstäbe, Schweißköpfe, Dichtungen usw. beim Hersteller erhältlich |
| Garantie | Elektronische Garantie über www.vevor.com/support |
| Empfohlener Kabelquerschnitt | Mindestens 4 mm² (Kupfer) |
Häufig gestellte Fragen - VR230 Vevor
Benutzerfragen zu VR230 Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch VR230 - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. VR230 von der Marke Vevor.
BEDIENUNGSANLEITUNG VR230 Vevor
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
BOLZENSCHWEISSER-DENT-REPARATURSATZ
MODELL:VR230
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten. „Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen Topmarken erzielen können, und decken nicht notwendigerweise alle von uns angebotenen Werkzeugkategorien ab. Wir möchten Sie freundlich daran erinnern, bei Ihrer Bestellung bei uns sorgfältig zu prüfen, ob Sie im Vergleich zu den großen Topmarken tatsächlich die Hälfte sparen.
VEVOR®
TOUGH TOOLS, HALF PRICE
Bolzenschweißgerät DENT
REPARATURSATZ
MODELL: VR230

Brauchen Sie Hilfe? Kontaktieren Sie uns!
Haben Sie Fragen zum Produkt? Benötigen Sie technischen Support? Bitte kontaktieren Sie uns:
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch, bevor Sie das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unserer Bedienungsanleitung vor. Das Erscheinungsbild des Produkts richtet sich nach dem Produkt, das Sie erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut informieren, wenn es Technologie- oder Software-Updates für unser Produkt gibt.
WICHTIGE SICHERHEITSHINWEISE
 | Bedienen Sie diesen Schutz mit Arbeitsbedingungen gesunden Menschenverstand VorBei der Installation und Bedienung des Schweißgeräts beachten Sie bitte die folgenden Vorsichtsmaßnahmen |
 | Lesen Sie die Anweisungen 1. vor dem Betrieb der Maschine, frei zu Lesen Sie die Produktbroschüren im Detail. 2.Bitte verwenden Sie die Originalteile und Zubehör. |
 | Um einen elektrischen Schlag zu vermeiden: 1. Verwenden Sie nicht die Haut und nasse Kleidung Kontaktschweißgerät. 2. Schalten Sie die Stromversorgung nicht aus und Lassen Sie das Kabel nicht um den Bediener herumlaufen, der eine dicke Unterhose trägt Isolierschuhe 3. Erde und Arbeit direkt verbunden. |
 | Tragen Sie bei der Verwendung der Maschine eine Maske, um Probleme mit Teilen zu vermeiden eine Explosion kann zu Verletzungen führen. |
 | Am Arbeitsplatz, durch Schweißen entstehen giftige Gase, zahlen Aufmerksamkeit auf Belüftung, um nicht zu vergiften. (Verboten in geschlossenen Behälterschweißen) |
 | Statische Elektrizität kann die Platine des Geräts beschädigen 1. An eine gute Erdung angeschlossen, um Elektrizität zu verhindern. 2. Bei Bewegung und Lagerung antistatische Gegenstände verwenden, damit um Schäden an der Maschine zu vermeiden. |
 | 1. Spritzer von Funken und Lichtbogen verursachen Schäden an 2. Bitte tragen Sie eine Maske oder mit dem Rand der Brille |
 | Berühren Sie die heißen Werkstücke während des Schweißens nicht mit der Hand. |
 | Um die Explosion zu verhindern: brennbare, explosive Produkte fern von der Schweißbereich. |
  | 1. Das elektromagnetische Feld kann das Herz des Bedieners beeinträchtigen, beispielsweise Herz dort Installieren Sie den Herzschrittmacher, bleiben Sie bitte von der Maschine fern. 2. wie die Notwendigkeit, die Maschine zu bedienen, kostenlose Beratung Beratung für Leben.Achten Sie darauf, dass Sie beim Bewegen keine Quetschungen oder Prellungen erleiden. |
 | Bitte arbeiten Sie nicht zu lange, da sonst die Maschine Teil der Keine Überhitzung der Teile, beeinträchtigt die Lebensdauer der Maschine. |
 | Schweißen bei großer Höhe ist verboten. |
 | Brand vermeiden Nach Abschluss des Schweißvorgangs den Schweißbereich mit oder ohne Überhitzung, Spritzer und heißes Metall, um Feuer zu vermeiden. |
Hinweis: Selbstschutz des Schweißers! Achten Sie auf die Sicherheit anderer! Achten Sie auf die Anlagensicherheit! Zahlen Sie Achtung Gerätewartung!
Allgemeine Sicherheitsregeln:
Bevor Sie den Produktkörper entfernen, ziehen Sie zuerst das Kabel heraus.
Der Bediener muss über eine entsprechende Qualifikation verfügen.
Der Betrieb kann nur durch qualifiziertes Fachpersonal überwacht werden.
Betreiber sind für die Einhaltung der Schutzbestimmungen der Automobilhersteller verantwortlich von elektrischen und elektronischen Verfahren (Bordcomputer, Bordradios, Alarmanlagen, Airbags usw.)
Vor der Wartung muss die Druckluftzufuhr unterbrochen und abgeschaltet werden.
Vorgang wird ausgeführt.
Elektroden, Elektrodenarme und andere Sekundärleiter können sehr hohe
Temperaturen und bleiben lange hoch, nachdem die Maschine gestoppt wurde. Bezahlen Achtung Verbrühungsgefahr.
Eine regelmäßige vorbeugende Wartung ist notwendig.
Stromanschluss:
- Überprüfen Sie, ob das Gerät an den Erdungskoppler und an die
Boden. Es ist in gutem Zustand.
- Prüfen Sie, ob die Werkbank mit dem Erdungsanschluss verbunden ist. 3. Stellen Sie sicher, dass die Der Bediener hat keinen Kontakt, keine Schutzkleidung und keine nasse Kleidung mit den Metallteilen
geschweißt werden.
- Kontakt mit geschweißten Teilen vermeiden.
- Führen Sie keine Punktschweißungen an sehr feuchten Orten oder auf nassen Böden durch.
- Schweißen Sie nicht mit verschlissenen Kabeln. Prüfen Sie, dass der Isoliergurt keine Standardkabel oder dass die Verbindung locker ist.
- Bitte schalten Sie das Gerät aus, bevor Sie die Elektrode austauschen.
- Trennen Sie das Gerät bitte direkt vom Stromnetz, bevor es überprüft oder repariert wird.
Schutz für Augen und Körper:
- Tragen Sie beim Schweißen Lederhandschuhe, Schweißschürze, Sicherheitsschuhe, Schweiß Schutzkleidung, Lichtbogenfilter und Strahlenschutzhelm oder -brille.
Der Bediener muss beim Reiben und Hämmern seine Augen schützen.
-
Tragen Sie keine Ringe, Uhren oder Schmuck. Dies kann zu Verbrennungen führen.
-
Alle Schutzplatten müssen in gutem Zustand und in der richtigen Position sein.
ohne Augenschutz, blicken Sie nicht in den Schweißlichtbogen. Schützen Sie die Umwelt in der Nähe des Produkts vor Projektion und Reflexion.
Schweißrauch:
Bei Schweißarbeiten kann es zur Freisetzung von giftigem Rauch und gesundheitsschädlichem Metallstaub kommen.
Das Gerät sollte in überdachten Bereichen mit Rauchinhalatoren installiert werden.
Bediener müssen Rauchmasken tragen. Schweißmaterialien müssen gereinigt werden.
Achten Sie auf Feuer:
- Prüfen Sie, ob Funken Brände verursachen, insbesondere in der Nähe von brennbaren Materialien.
- Stellen Sie sicher, dass sich der Feuerlöscher in der Nähe des Bedieners befindet.
- Platzieren Sie das Gerät dort, wo es pneumatische Geräte gibt.
- Schweißen Sie nicht an einem Behälter mit brennbaren Stoffen oder Schmiermitteln, auch wenn dieser leer ist.
- Schweißen Sie nicht in einer Atmosphäre mit brennbaren Gasen oder Kraftstoffdämpfen.
Elektromagnetische Verträglichkeit:
Überprüfen Sie in der Nähe der
Schweißstelle: • Es gibt keine anderen Stromkabel, Steuerkabel, Telefonleitungen, Radio- oder Fernsehempfangsgeräte, Uhren, Mobiltelefone, Magnetkarten, Computer oder andere elektronische
Geräte. • Es wurden keine aktiven medizinischen Geräte
(Herzschnittmacher, Hörprothesen) verwendet
herum (mindestens 3 Meter).
FCC-INFORMATIONEN
VORSICHT:
Änderungen oder Modifikationen, die nicht ausdrücklich von der verantwortlichen Partei genehmigt wurden
Bei Nichtbeachtung erlischt die Berechtigung des Benutzers zum Betrieb des Geräts!
Dieses Gerät entspricht Teil 15 der FCC-Bestimmungen. Der Betrieb unterliegt den
die folgenden zwei Bedingungen:
1) Dieses Produkt kann schädliche Störungen verursachen.
2) Dieses Produkt muss alle empfangenen Störungen akzeptieren, einschließlich Störungen, die
kann zu unerwünschtem Betrieb führen.
WARNUNG:
Änderungen oder Modifikationen an diesem Produkt, die nicht ausdrücklich vom Hersteller genehmigt wurden,
Die Verwendung einer für die Einhaltung der Vorschriften verantwortlichen Partei kann zum Erlöschen der Berechtigung des Benutzers zum Betrieb des
Produkt.
Notiz:
Dieses Produkt wurde getestet und entspricht den Grenzwerten für eine Klasse B
digitales Gerät gemäß Teil 15 der FCC-Regeln. Diese Grenzwerte dienen dazu,
bieten einen angemessenen Schutz gegen schädliche Störungen in einem Wohngebiet
Installation.
Dieses Produkt erzeugt, verwendet und kann Hochfrequenzenergie ausstrahlen.
nicht gemäß den Anweisungen installiert und verwendet wird, kann dies zu
Störungen des Funkverkehrs. Es gibt jedoch keine Garantie dafür, dass
Störungen treten bei einer bestimmten Installation nicht auf. Wenn dieses Produkt dennoch Störungen verursacht,
schädliche Störungen des Radio- oder Fernsehempfangs, die festgestellt werden können durch
Nach dem Aus- und Einschalten des Produkts wird dem Benutzer empfohlen, das
Störungen durch eine oder mehrere der folgenden Maßnahmen.
- Empfangsantenne neu ausrichten oder verlegen.
- Vergrößern Sie den Abstand zwischen Produkt und Empfänger.
- Schließen Sie das Produkt an eine Steckdose eines anderen Stromkreises an als den, an den das
Empfänger ist angeschlossen.
- Wenden Sie sich an den Händler oder einen erfahrenen Radio-/Fernsehtechniker.
Installation
- Spezifikationen und Parameter
| Modell | VR230 |
| Eingangsspannung (V) | Wechselstrom 220–240 V, 50 Hz |
| Ausgangsspannung (V) | AC1-7V |
| Eingangsleistung (KW) | 3KW |
| Momentaner maximaler Ausgangsstrom (A) 3500A | |
| Geben Sie den maximalen Strom (A) ein. | 20A |
| Arbeitsweise | Automatisch/manuell |
| Regelmäßige Arbeitszeiten | Programmeinstellung für den Automatikmodus |
| Arbeitsstände | 7 Kanäle stufenlos regelbar |
| Schweißdicke (mm) | 0,6-1,2 |
| Gang | Kodierung | Name | Verkaufsstände | Leistung Verbrauch (kw) |
 | 1 | Dreiecksblatt Schweißen | 1-1 Datei bevorzugt | 0,8–2,0 |
 | 2 | Dichtungsschweißen | 2-3 Dateien bevorzugt | 0,8–2,5 |
 | 3 | OT-Dichtung Schweißen | 3-5 Dateien bevorzugt | 0,8–2,3 |
 | 4 | Wellenlinienfleck Schweißen | 4-5 Dateien bevorzugt | 0,8–2,5 |
 | 5 | Heißpressen | 5-5 Dateien bevorzugt | 0,8–2,8 |
 | 6 0,8–2,0 | Kohlenstoffstab Heizung | 6-3-Datei bevorzugt | |
 | 7 | Bolzenschweißen | 7-5-Datei bevorzugt | 0,8–3,0 |
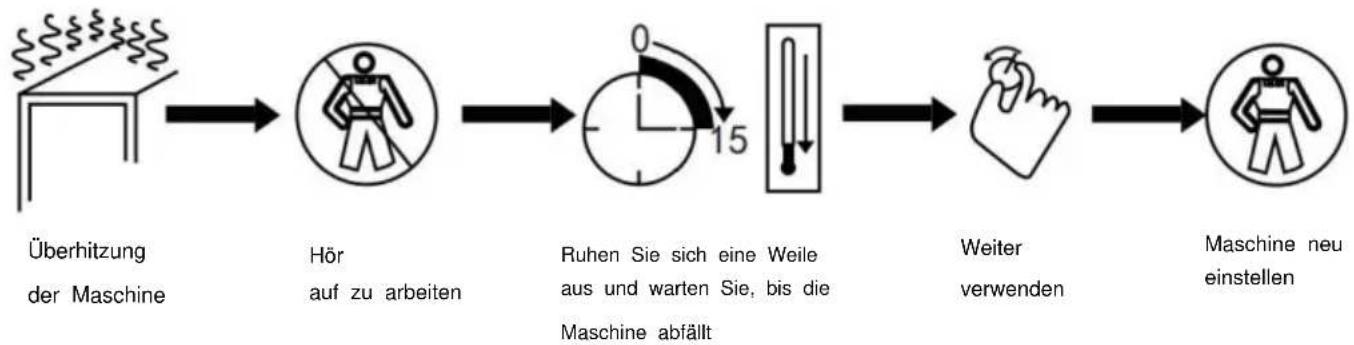
2. Der Arbeitszyklus und der Überhitzungsschutz Der
Arbeitszyklus der Maschine besteht aus wiederholten Arbeitszyklen, der Schweißzykluszeit, der Ladezeit und der Leerlaufzeit.
Darüber hinaus ist die Maschine mit einem Überhitzungsschutz ausgestattet. Wenn die Temperatur einen kritischen Wert erreicht, stoppt das Schweißgerät automatisch den Betrieb und kann nach der Abkühlung je nach Situation weiterbetrieben werden.
flowchart
graph LR
A["Überhitzung der Maschine"] --> B["Hör auf zu arbeiten"]
B --> C["Ruhen Sie sich eine Weile aus und warten Sie, bis die Maschine abfällt"]
C --> D["Weiter verwenden"]
D --> E["Maschine neu einstellen"]
3. Die Installation der Maschine
1). Kunden erhalten die Maschine, das erste Paket wird geöffnet, finden Sie das Produkt Broschüren.
2). Überprüfen Sie gemäß den Anweisungen in der Packliste die Artikel- und Anzahlkontrollen, um den Typ des Maschinenzubehörs und die Richtigkeit der Anzahl zu überprüfen.
3). Nach dem Aussehen der Maschine Bild, die Maschine ist installiert, und überprüfen Sie die Maschine, ob es andere Probleme gibt, wenn irgendwelche Fragen, bitte
Wenden Sie sich an Ihren Händler oder an die Service-Lösung.
- Bewegen Sie die Aufmerksamkeit der Maschine und platzieren Sie sie
1). Nach der Installation der Maschine, wenn keine anderen Probleme, müssen wir wählen die der richtige Ort zum Ablegen.
2). Die Länge des Netzkabels richtet sich nach der Betriebsart
Entfernung, und das Netzkabel darf nicht kürzer als 4 mm Kupferkabel sein.
3). Wenn in der Maschine platziert, kann nicht umgekippt werden, um stabil auf der Boden, um Schäden an der Maschine zu vermeiden.
4). Verwenden Sie zum Bewegen der Maschine eine Rolle mit Riemenscheibe oder bewegen Sie sie mit den Rädern der Maschine. Ziehen Sie die Maschine nicht und bewegen Sie sie nicht am Kabel.
Andernfalls wird die Maschine beschädigt oder das Kabel gebrochen und es kommt zu Unannehmlichkeiten zum späteren Werk.
Wie gezeigt:

- Geben Sie die Anschlussmethode des Netzteils ein
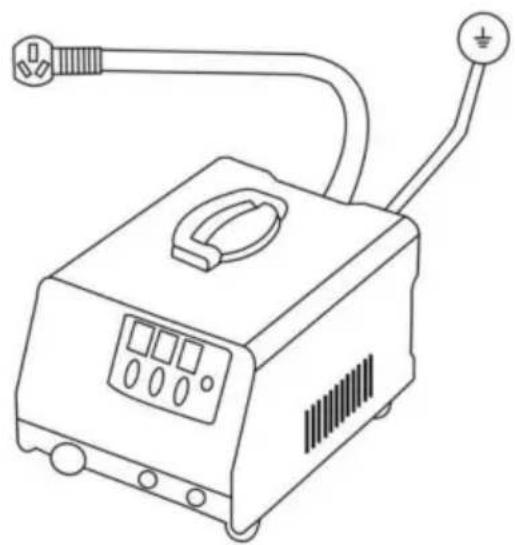
Stecken Sie den Stecker in die entsprechende
Steckdose entsprechend dem mitgelieferten Stecker mit dem Gerät. Überprüfen Sie unbedingt die
Stromspannung.
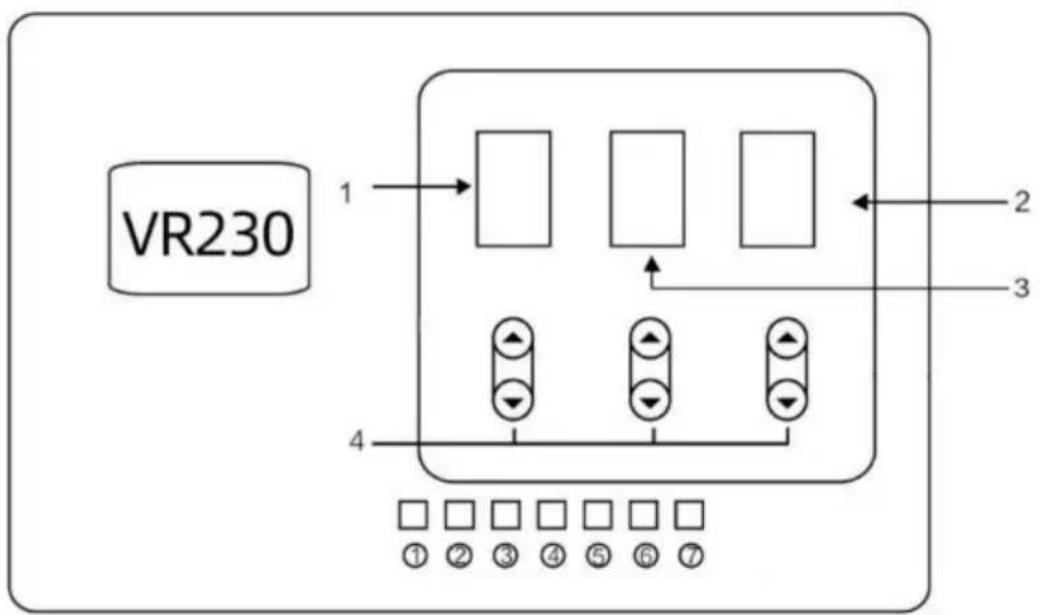
Betrieb
1. Richtlinien für das Bedienfeld
flowchart
graph TD
A["VR230"] --> B["1"]
B --> C["Block 1"]
B --> D["Block 2"]
B --> E["Block 3"]
B --> F["Block 4"]
C --> G["Arrow to Block 1"]
D --> H["Arrow to Block 2"]
E --> I["Arrow to Block 3"]
F --> J["Arrow to Block 4"]
G --> K["Output ①"]
H --> L["Output ②"]
I --> M["Output ③"]
J --> N["Output ④"]
K --> O["Output ⑤"]
L --> P["Output ⑥"]
M --> Q["Output ⑦"]
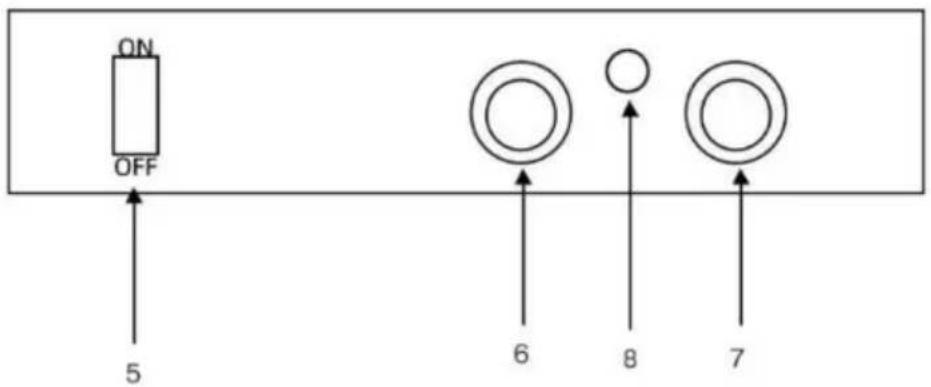
-
Schweißmodus 3.
-
Schweißzeit
Schweißleistung
-
Anpassen
-
EIN/AUS 6. Brennerdraht
-
Erdungskabel
-
Signalleitung
Hinweis: Bei Überlastarbeiten an der Maschine wird der Schutzzustand aktiviert, bis die Maschine Abkühlen und dann arbeiten
2. Schweißbrenner und Anschlussstecker
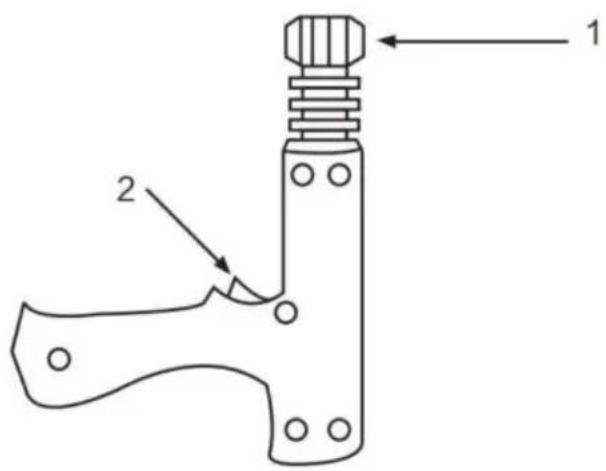
- Verriegelungskopf
- Taschenlampenschalter
Anwendung einer einseitigen Punktschweißpistole

Schrumpfen von Kohlestäben
OT-Unterlegscheibenschweißen
Unterlegscheibenschweißen
Heißpressen
Wellenform Draht
Schweißen
Punktziehhammer
Anschluss des Minuskabels
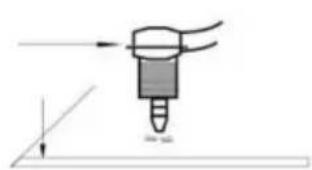
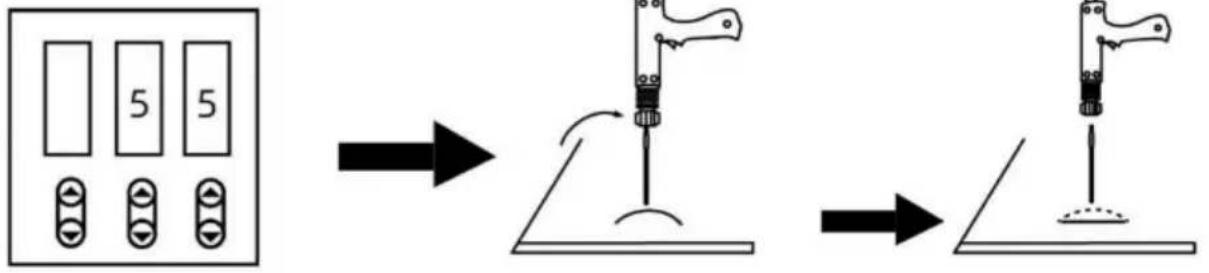
- Platzieren Sie den Draht möglichst nah am Schweißbereich auf dem zu reparierenden Blechabschnitt.
- Der Schweißbrenner in der Nähe der Maschine in der Nähe des
Schweißautomaten.
- Fester Boden
Für den Minusanschluss kann der Code auf 1 und die Leistung auf 6 eingestellt werden. Die Leistung kann erhöht werden, um eine höhere Anzahl an Schweißungen zum Auflösen der Beschichtung an der Minusspitze zu ermöglichen.
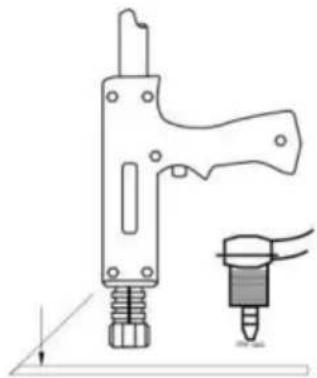
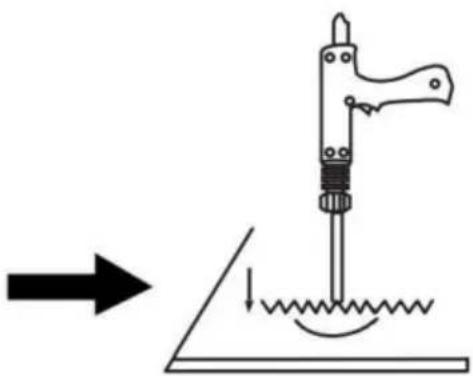
3. Arbeitsweise a.
Dichtungsschweißen

flowchart
graph LR
A["Base"] --> B["Shot Tool"]
B --> C["Reaction Step"]
C --> D["Tool Panel 4"]
D --> E["Final Panel"]
Die Minuslinie wird an der polierten Oberfläche des Werkstücks befestigt und entfernt den Lack. Je näher an der Arbeitsfläche, desto besser.
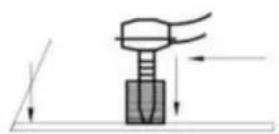
Den Dichtungsstecker mit dem Brenner verbinden und mit einer Dichtung verschließen.
Wählen Sie den entsprechenden Schweißmodus.
Passen Sie die entsprechende Leistung und Zeit an (der Standardwert ist 6 und 5). Diese können je nach tatsächlicher Situation erhöht oder verringert werden.
Durch leichten Druck des Schweißbrenners auf den Körper werden die vertieften Teile der Maschine automatisch verschweißt.
Entfernen Sie den Schweißbrenner und schlagen Sie mit einem kräftigen Zughammer in die entgegengesetzte Richtung der Dichtung, um die Dichtung durch die Vertiefung herauszuziehen.
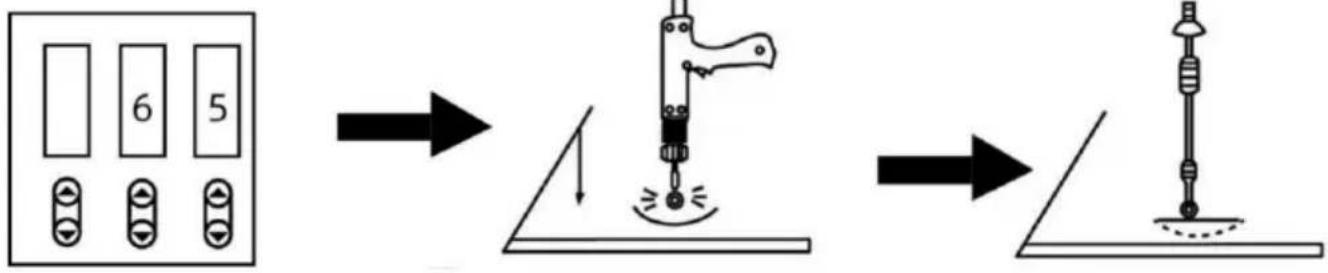
OT-Dichtungsschweißen, wie Dichtungsschweißen, Code 5, Leistungspriorität 5, andere Schritte wie
Dichtungsschweißen.
Notiz:
- Bitte vorher an anderen Werkstücken testen um Beschädigungen der Fahrzeugoberfläche durch zu hohen Strom oder zu lange Einwirkungszeit zu vermeiden.
- Wählen Sie je nach Dicke der Karosserieplatte den entsprechenden Gang. Die Maschine pass die Schweißzeit automatisch an den Strom an.
- Danach können Sie mit anderen Funktionsvorgängen fortfahren. Wenn Sie nicht weiterarbeiten möchten, schalten Sie den Strom ab und schalten Sie den Hauptschalter aus. diverses Zubehör für den nächsten Einsatz.
b.Dreieckige Schweißstücke

Die Minuslinie wird an der polierten Oberfläche des Werkstücks befestigt und entfernt den Lack. Je näher an der Arbeitsfläche, desto besser.
Den angeschlossenen Dreikant-Zughammer mit dem Brenner verbinden und verriegeln.
Wählen Sie den
entsprechenden Schweißmodus.

flowchart
graph LR
A["Component 5"] --> B["Arrow to Top"]
C["Component 4"] --> B
D["Component 3"] --> B
E["Component 2"] --> F["Arrow to Bottom"]
G["Component 1"] --> F
H["Component 0"] --> F
Stellen Sie die entsprechende Leistung und Zeit ein (der Standardwert ist 5 und 4). Es kann entsprechend der tatsächlichen Situation erhöht oder verringert werden.
Durch leichten Druck des
Schweißbrenners auf den
Körper werden die vertieften
Teile der
Maschine automatisch verschweißt.
Ziehen Sie die vertieften Teile direkt in die entgegengesetzte Richtung des Hammers.
Notiz:
- Bevor Sie diesen Vorgang durchführen, probieren Sie bitte die anderen Teile aus, um zu vermeiden, dass der Strom zu groß oder zu lang ist und die Karosserie beschädigt wird, um die Oberfläche zu reparieren.
- Wählen Sie je nach Dicke der Karosserieplatte den entsprechenden Gang. Die Maschine passt die Schweißzeit automatisch an den Strom an.
- Dreieckige Schweißstücke vor dem Austausch des Mesons reparieren, es kann direkt nach dem Schweißen Teil der Vertiefung herausgezogen werden.
- Nachdem Sie diesen Vorgang ausgeführt haben, können Sie mit anderen Funktionsvorgängen fortfahren. Wenn Sie nicht weiterarbeiten möchten, schalten Sie bitte die Stromversorgung aus und trennen Sie den Hauptschalter, und bereiten Sie die verschiedenen Zubehörteile für den nächsten Gebrauch vor.
c. Kohlestabheizung

Die Minuslinie wird an der polierten Oberfläche des Werkstücks befestigt und entfernt den Lack. Je näher an der Arbeitsfläche, desto besser.
Den
angeschlossenen Dreikant- Zughammer mit dem Brenner verbinden und verriegeln.
Wählen Sie den entsprechenden Schweißmodus.
Stellen Sie die entsprechende Leistung und Zeit ein (Der Standardwert ist 5 und 5) Es kann erhöht oder verringert werden entsprechend der tatsächlichen Situation.
Die Erwärmung des Schlachtkörpers erfolgt im Uhrzeigersinn.
Mit kaltem Wasser oder einem feuchten Tuch direkt an der Stelle der Verwendung der thermischen Ausdehnung und Kontraktion der markanter Teil der Verschärfung, um zur Normalität zurückzukehren.
Notiz:
- Bevor Sie diesen Vorgang durchführen, probieren Sie bitte die anderen Teile aus, um zu vermeiden, dass der Strom zu groß oder zu lang ist und die Karosserie beschädigt wird, um die Oberfläche zu reparieren.
- Wählen Sie je nach Dicke der Karosserieplatte den entsprechenden Gang. Die Maschine passt die Schweißzeit automatisch an den Strom an.
- Nachdem Sie diesen Vorgang ausgeführt haben, können Sie mit anderen Funktionsvorgängen fortfahren. Wenn Sie nicht weiterarbeiten möchten, schalten Sie bitte die Stromversorgung aus und trennen Sie den Hauptschalter, und bereiten Sie die verschiedenen Zubehörteile für den nächsten Gebrauch vor.
d. Wellenlinienschweißen
Die Minuslinie wird an der polierten Oberfläche des Werkstücks befestigt und entfernt den Lack. Je näher an der Arbeitsfläche, desto besser.
Den angeschlossenen Dreikant-Zughammer mit dem Brenner verbinden und verriegeln.
Wählen Sie
den
entsprechenden Schweißmodus.

Stellen Sie die entsprechende Leistung und Zeit ein (der Standardwert ist 8 und
7) Es kann erhöht oder verringert werden
entsprechend der tatsächlichen Situation.
Platzieren Sie die Wellenlinie aufrecht in der Karosserie und platzieren Sie den Schweißkopf auf der aufrechten Wellenlinie. Die Maschine schweißt automatisch.
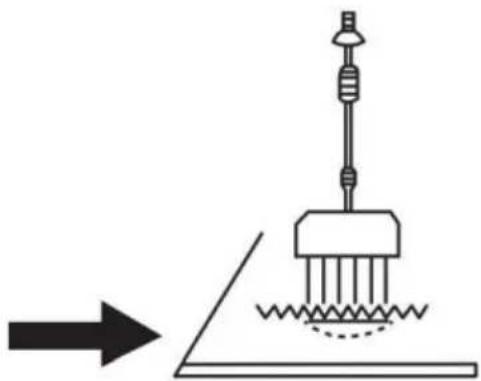
Mit einem Krallenziehhaken und einem Hammer, der in der wellenförmigen Linie angesetzt wird, wird die Karosserievertiefung herausgedrückt.
Notiz:
- Bevor Sie diesen Vorgang durchführen, testen Sie ihn bitte zuerst an den anderen Teilen, um zu vermeiden, dass ein zu großer Strom oder eine zu lange Reparatur die Karosserieoberfläche beschädigt.
- Wählen Sie je nach Dicke der Karosserieplatte den entsprechenden Gang. Die Maschine passt die Schweißzeit automatisch an den Strom an.
- Nachdem Sie diesen Vorgang ausgeführt haben, können Sie mit anderen Funktionsvorgängen fortfahren. Wenn Sie nicht weiterarbeiten möchten, schalten Sie die Stromversorgung aus und ziehen Sie den Hauptschalter ab. Verschiedene Zubehörteile werden für den nächsten Gebrauch fertiggestellt.
e. Die Verwendung von Saugnäpfen
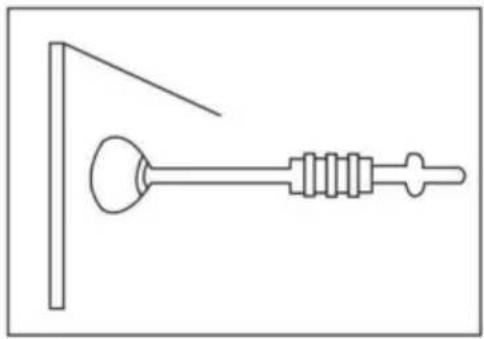
Verwendung des manuellen Saugers:
- der Saugnapf und Zughammer verbunden
- der Saugnapf gezwungen, keinen toten Winkel der Depression
- mit dem Hammer in die entgegengesetzte Richtung zu die Vertiefung herausziehen
Wartung und Reparatur
Scheitern und Ausgrenzung
| Problem | Grund | Abhilfe |
| Kein SchweißenAusgabe | 1. Angeschlossene Stromversorgung falsch.2. Netzschalter aus Position | 1. Stromversorgung anschließen nach Herstellerangaben Anweisungen.2. Stellen Sie den Netzschalter auf die Position „Ein“. |
| Auslöser nichtArbeiten | 1. Abzug beschädigt.2. Pistolensteuerkabel gebrochen.3. Steuerkabelstecker lösen.4. Modusschalter falsch Position. | 1. Ersetzen Sie den Auslöser.2. Erneut anschließen oder ersetzen wenn nötig.3. Steuerkabelstecker anschließen wieder.4. Stellen Sie den Modusschalter auf in die richtige Position. |
| Schlechte Schweißnaht | 1. Stromstärke zu niedrig2. Das Netzkabel funktionierte nicht die Anforderung erfüllen.3. Erdungsklemme defekt Kontakt. | 1. Stromstärke erhöhen2. Ersetzen Sie das Netzkabel.3. Erdungsklemme wechseln Standort. |
| PiercingWerkstück | 1. Ausgangsstromstärke zu hoch2. Schlechter Kontakt der Elektrode Spitze bzw. Unterlegscheibe mit Werkstück. | 1. Reduzieren Sie die Stromstärke2. Entfernen Sie die Beschichtung von Material reduzieren hinzugefügt Druck. |
| Kohlenstoffstabarbeitsinstabil | 1. Carbonstab oder Werkstück ist schmutzig.2. Falsche Stromstärke und ZeitEinstellung. | 1. Polieren Sie den Kohlenstoffstab und Werkstücke2. Stromstärke und Zeit einstellen entsprechendWerkstückdicke |
| EinheitenstopparbeitenwährendBetrieb | 1. Abzugsstecker lösen.2. Waffensteuerkabel gebrochen.3. Überhitzung. | 1. Prüfen Sie das Pistolensteuerkabel und Triggerstecker.2. Warten Sie, bis die Temperatur abgekühlt ist runter |
Packliste
| Teilename | Menge | Hinweise |
| Großrechner | 1 |  |
| Werkzeugkasten | 1 |  |
| Zughammer | 1 |  |
| Pistole ziehen | 1 |  |
| Gewellter Draht | 10 |  |
| Mesonkopf | 1 |  |
| Carbon-Stangenkopf | 1 |  |
| Punktschweißkopf | 1 |  |
| Kohlenstoffstäbe | 2 | |
| Schlüssel | 1 |  |
| Zughaken | 1 |  |
| Sechsbackenhaken | 1 |  |
| Dreieckige Laschen | 10 |  |
| Lange Unterlegscheiben (OT) | 10 |  |
| Runder Abstandshalter | 20 |  |
| Saugnäpfe | 1 |  |

KORREKTE ENTSORGUNG
Dieses Produkt unterliegt den Bestimmungen der europäischen Richtlinie 2012/19/EU. Das Symbol einer durchgestrichenen Mülltonne weist darauf hin, dass das Produkt in der Europäischen Union einer getrennten Müllentsorgung unterliegt. Dies gilt für das Produkt und alle mit diesem Symbol gekennzeichneten Zubehörteile. So gekennzeichnete Produkte dürfen nicht im normalen Hausmüll entsorgt werden, sondern müssen an einer Sammelstelle für das Recycling von elektrischen und elektronischen Geräten abgegeben werden.
VEVOR®
TOUGH TOOLS, HALF PRICE
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support




