
VR230 - Spawarka Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia VR230 Vevor w formacie PDF.

| Typ produktu | Zgrzewarka do naprawy nadwozia |
| Marka | Vevor |
| Model | VR230 |
| Napięcie wejściowe | AC 220-240 V, 50 Hz |
| Napięcie wyjściowe | AC 1-7 V |
| Moc wejściowa | 3 kW |
| Maksymalny prąd wyjściowy chwilowy | 3500 A |
| Maksymalny prąd wejściowy | 20 A |
| Tryb pracy | Automatyczny / Ręczny |
| Grubość spawania | 0,6 - 1,2 mm |
| Liczba kanałów roboczych | 7 kanałów z płynną regulacją |
| Ochrona | Ochrona przed przegrzaniem |
| Szacowana waga | Około 12 kg |
| Akcesoria w zestawie | Młotek do wyciągania, pistolet do wyciągania, drut falisty (10), głowice spawalnicze (mezony, węglowe, punktowe), pręty węglowe (2), klucz, hak, przyssawka, uszczelki trójkątne (10), uszczelki długie (10), podkładki okrągłe (20) |
| Główne zastosowanie | Naprawa wgnieceń i prostowanie karoserii samochodowej |
| Certyfikaty | FCC Part 15, dyrektywa europejska 2012/19/UE |
| Konserwacja | Regularne czyszczenie elektrod, sprawdzanie połączeń i kabla zasilającego |
| Bezpieczeństwo | Nosić rękawice izolacyjne, maskę spawalniczą, odzież ochronną, buty izolacyjne; unikać wilgotnych środowisk |
| Części zamienne | Elektrody, pręty węglowe, głowice spawalnicze, uszczelki itp. dostępne u producenta |
| Gwarancja | Gwarancja elektroniczna przez www.vevor.com/support |
| Zalecany przekrój kabla zasilającego | Minimum 4 mm² (miedź) |
Często zadawane pytania - VR230 Vevor
Pytania użytkowników dotyczące VR230 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję VR230 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. VR230 marki Vevor.
INSTRUKCJA OBSŁUGI VR230 Vevor
Wsparcie techniczne i certyfikat gwarancji elektronicznej www.vevor.com/support
ZESTAW DO NAPRAWY WGNIECEŃ STUD WELDER MODEL: VR230
Nadal staramy się oferować Państwu narzę dzia w konkurencyjnych cenach. „Oszczę dź połowę ", „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią jedynie szacunkowe oszczę dności, jakie możesz uzyskać, kupując u nas określone narzę dzia w porównaniu z głównymi markami i niekoniecznie oznaczają one obję cie wszystkich kategorii narzę dzi oferowanych przez nas. Uprzejmie przypominamy, aby dokładnie sprawdzić, czy składając u nas zamówienie faktycznie oszczę dzasz połowę w porównaniu z głównymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
SPAWARKA SZPILKOWA DENT
ZESTAW NAPRAWCZY
MODEL: VR230

Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z nami: Wsparcie
techniczne i certyfikat E-Gwarancji www.vevor.com/support
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu bę dzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
WAŻNE ZABEZPIECZENIA
 | Używaj tego zabezpieczenia zgodnie ze zdrowym rozsądkiem w warunkach pracy. instalując i obsługując spawarkę , należy zwrócić uwagę na nastę pujące zasady bezpieczeństwa środki ostrożności |
 | Przed przystąpieniem do użytkowania maszyny należy zapoznać się z instrukcją 1. przeczytaj dokładnie broszury produktu. 2. Proszę używać oryginalnych części akcesoria. |
 | Aby zapobiec porażeniu prądem elektrycznym: 1. Nie narażaj skóry i mokrej odzieży na kontakt z prądem elektrycznym. spawarki kontaktowej. 2. Nie wyłączaj zasilania i nie nie pozwól, aby kabel owinął się wokół operatora noszącego grubą bieliznę 3. Uziemienie i praca bezpośrednio podłączone. |
 | Podczas korzystania z maszyny należy nosić maskę , aby uniknąć problemów z części ściami eksplozja spowoduje szkody. |
 | W miejscu pracy podczas spawania powstają toksyczne gazy, zwrócić uwagę na wentylację , aby nie zatruc się . (Zabronione w pomieszczeniach zamknię tych (spawanie kontenerów) |
 | Ładunki elektrostatyczne mogą uszkodzić płytkę drukowaną maszyny1. Podłączone do dobrego uziemienia, aby zapobiec porażeniu prądem elektrycznym. 2. Podczas przemieszczania i przechowywania należy używać przedmiotów antystatycznych, pokrytych materiałem, aby uniknąć uszkodzenia maszyny. |
 | 1. rozpryski iskier i łuk elektryczny mogą spowodować uszkodzenie2. Proszę nosić maseczkę lub okulary z zakrytą krawę działą |
 | Podczas spawania nie dotykaj gorących elementów rę koma. |
 | Aby zapobiec wybuchowi: produkty łatwopalne i wybuchowe należy trzymać z dala od obszar spawania. |
 | 1. Pole elektromagnetyczne może oddziaływać na serce operatora, np. serce tam Zainstaluj rozrusznik serca, proszę trzymaj się z dala od maszyny. 2. takie jak konieczność obsługi maszyny, bezpłatna porada porada dla życie. |
 | Uważaj, żeby nie zostać zmiażdżonym lub poturbowanym podczas przenoszenia. |
 | Proszę nie pracować zbyt długo, ponieważ może to spowodować uszkodzenie części maszyny. żadne części nie przegrzewają się i nie skracają żywotności maszyny. |
 | Zabrania się spawania na wysokich obrotach. |
 | Zapobiegaj pożarom Po zakończeniu spawania sprawdź obszar spawania za pomocą lub bez przegrzewania, rozprysków i gorącego metalu, co zapobiega powstawaniu pożaru. |
Uwaga: Spawacz, ochrona własna! Skup się na bezpieczeństwie innych! Skup się na bezpieczeństwie zakładu! Zapłać uwaga na konserwację sprzę tu!
Ogólne zasady bezpieczeństwa:
Przed zdję ciem obudowy produktu należy najpierw wyciągnąć przewód.
Operator musi posiadać odpowiednie kwalifikacje.
Operację tę mogą kontrolować wyłącznie wykwalifikowani technicy.
Operatorzy odpowiadają za przestrzeganie przepisów ochronnych producentów samochodów
procedur elektrycznych i elektronicznych (komputery pokładowe, radia pokładowe, alarmy, poduszki powietrzne itp.)
Przed przystąpieniem do prac konserwacyjnych należy odciąć dopływ sprę żonego powietrza i wyłączyć go. operacja jest przeprowadzana.
Elektrody, ramiona elektrod i inne przewodniki wtórne mogą się gać bardzo wysoko temperatury i pozostają wysokie przez długi czas po zatrzymaniu maszyny. Zapłać uwaga na oparzenia.
Konieczna jest regularna konserwacja zapobiegawcza.
Podłączenie zasilania:
-
Sprawdź, czy urządzenie musi być podłączone do złącza uziemiającego i do ziemia. Jest w dobrym stanie.
-
Sprawdź, czy stół warsztatowy jest podłączony do złącza uziemiającego. 3. Upewnij się, że operator nie ma żadnego kontaktu, ochrony ani mokrej odzieży z części metalowymi
do spawania.
- Unikać kontaktu ze spawanymi często ściami.
- Nie należy wykonywać spawania punktowego w miejscach bardzo wilgotnych lub na mokrych podłogach.
-
Nie spawaj zużytych kabli. Sprawdź, czy pas izolacyjny nie ma
kabel jest uszkodzony lub połączenie jest luźne. -
Przed wymianą elektrody wyłącz urządzenie.
-
Przed przystąpieniem do kontroli lub naprawy sprzę tu należy go natychmiast odłączyć.
Ochrona oczu i ciała:
-
Podczas spawania należy nosić rę kawice skórzane, fartuch spawalniczy, obuwie ochronne, odzież ochronną, filtr łuku elektrycznego i hełm lub okulary chroniące przed promieniowaniem projekcyjnym. operator musi chronić oczy podczas pocierania i uderzania młotkiem.
-
Nie noś pierścionków, zegarków ani biżuterii. Może to spowodować oparzenia.
- Wszystkie płyty ochronne muszą być w dobrym stanie i we właściwym położeniu.
brak ochrony oczu, nie patrz na łuk spawalniczy. Chron ’środowisko
w pobliżu produktu, przed projekcją i odbiciem.
Dym spawalniczy:
Operacje spawalnicze mogą wiązać się z emisją toksycznego dymu i szkodliwego pyłu metalowego. Sprzę t należy instalować w pomieszczeniach zadaszonych, w których znajdują się inhalatory dymu. Operatorzy muszą nosić maski przeciwdymowe. Materiały spawalnicze muszą być czyszczone.
Zwróć uwagę na ogień:
- Sprawdź, czy iskry nie powodują pożaru, zwłaszcza w pobliżu materiałów łatwopalnych. przybory.
- Sprawdź, czy gaśnica nie znajduje się za daleko operatora.
- Umieścić sprzę t w miejscu, w którym znajdują się urządzenia pneumatyczne.
- Nie spawaj pojemnika z materiałem łatwopalnym lub smarem, nawet jeśli jest pusty.
- Nie spawaj w atmosferze wypełnionej gazem łatwopalnym lub oparami paliwa.
Kompatybilność elektromagnetyczna:
W pobliżu miejsca spawania należy
sprawdzić: • Czy nie ma innych przewodów zasilających, przewodów sterujących, linii telefonicznych, radiowych lub sprzę t do odbioru telewizji, zegarki, telefony komórkowe, karty magnetyczne, komputery i inne urządzenia elektroniczne. • Nie stosowano żadnych
aktywnych urządzeń medycznych (rozruszników serca, protez akustycznych) dookoła (co najmniej 3 metry).
INFORMACJE FCC
OSTROŻNOŚĆ:
Zmiany lub modyfikacje, które nie zostały wyraźnie zatwierdzone przez stronę odpowiedzialną za niezgodność może spowodować unieważnienie prawa użytkownika do korzystania ze sprzę tu! To urządzenie jest zgodne z części 15 przepisów FCC. Eksploatacja podlega spełniając dwa warunki:
1) Produkt ten może powodować szkodliwe zakłócenia.
2) Produkt ten musi akceptować wszelkie odbierane zakłócenia, w tym zakłócenia,
może powodować niepożądane działanie.
OSTRZEŻENIE:
Zmiany lub modyfikacje tego produktu, które nie zostały wyraźnie zatwierdzone przez strona odpowiedzialna za zgodność może unieważnić uprawnienia użytkownika do korzystania z usługi produkt.
Notatka:
Produkt ten został przetestowany i uznany za zgodny z limitami dla klasy B.
urządzenie cyfrowe zgodnie z części 15 przepisów FCC. Niniejsze ograniczenia mają na celu zapewnić rozsądną ochronę przed szkodliwymi zakłóceniami w budynkach mieszkalnych instalacja.
Ten produkt generuje, wykorzystuje i może emitować energię o czę stotliwości radiowej, a jeżeli nie zainstalowane i używane zgodnie z instrukcją, mogą powodować szkodliwe zakłócenia w komunikacji radiowej. Nie ma jednak gwarancji, że zakłócenia nie wystąpią w konkretnej instalacji. Jeśli ten produkt powoduje szkodliwe zakłócenia w odbiorze radia lub telewizji, które można określić na podstawie wyłączając i włączając produkt, zachę camy użytkownika do podję cia próby skorygowania zakłócenia spowodowane przez jeden lub wie cej z nastę pujących środków.
- Zmiana orientacji lub położenia anteny odbiorczej.
- Zwiek sz odległość mię dźzy produktem a odbiornikiem.
- Podłączyć produkt do gniazdka w innym obwodzie niż ten, do którego jest podłączony.
Odbiornik jest podłączony. - Aby uzyskać pomoc, należy zwrócić się do sprzedawcy lub doświadczonego technika radiowo-telewizyjnego.
Instalacja
- Specyfikacje i parametry
| Model | VR230 |
| Napię cie wejściowe (V) | AC220-240V 50Hz |
| Napię cie wyjściowe (V) | AC1-7V |
| Moc wejściowa (kW) | 3KW |
| Maksymalny prąd wyjściowy chwilowy (A) 3500A | |
| Wprowadź maksymalny prąd (A) | 20A |
| Sposób pracy | Automatycznie/rę cznie |
| Stałe godziny pracy | Ustawienia programu trybu automatycznego |
| Stoiska robocze | 7 kanałów z płynną regulacją |
| Grubość spawania (mm) | 0,6-1,2 |
| Nawa | kodowanie | Nazwa | Stajnie | Moc Konsumpcja (kw) |
 | 1 | Arkusz trójkątny spawalniczy | Preferowany plik 1-1 | 0,8-2,0 |
 | 2 | Spawanie uszczelek | Preferowany plik 2-3 | 0,8-2,5 |
 | 3 | Uszczelka OT spawalniczy | Preferowany rozmiar pliku 3-5 | 0,8-2,3 |
 | 4 | Miejsce fali spawalniczy | Preferowany rozmiar pliku 4-5 | 0,8-2,5 |
 | 5 | Prasowanie na gorąco | Preferowany rozmiar pliku 5-5 | 0,8-2,8 |
 | 6 | Prę t wę głowy ogrzewanie | Preferowany rozmiar pliku 6-3 | 0,8-2,0 |
 | 7 | Spawanie kołków | Preferowany rozmiar pliku 7-5 | 0,8-3,0 |
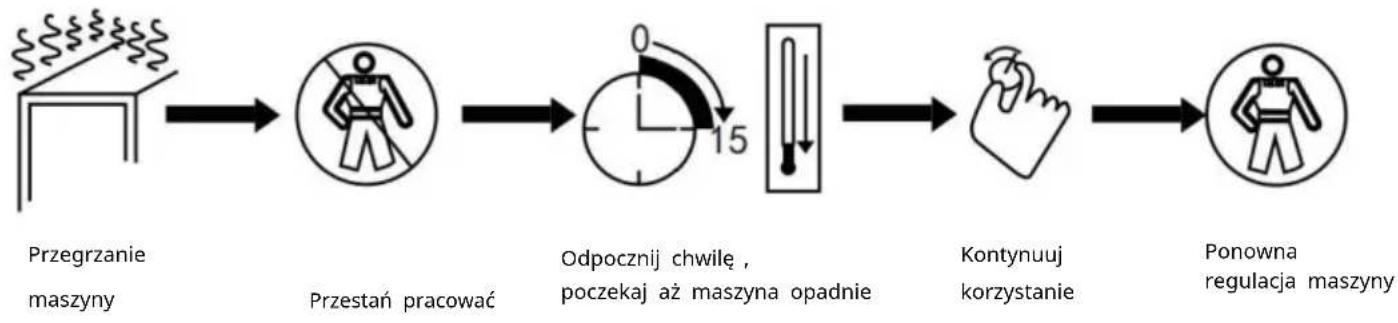
- Cykl pracy i zabezpieczenie przed przegrzaniem Cykl pracy
maszyny polega na stosowaniu powtarzalnego cyklu pracy, czasu cyklu spawania dla czasu obciążenia i czasu bez obciążenia.
Dodatkowo maszyna wyposażona jest w zabezpieczenie przed przegrzaniem. Gdy temperatura osiągnie wartość krytyczną, spawarka automatycznie zatrzyma się, aby ją schłodzić, można kontynuować pracę w sposób odpowiadający konkretnej sytuacji.
flowchart
graph LR
A["Przegrzanie maszyny"] --> B["Przestań pracować"]
B --> C["Odpocznij chwilę, poczekaj aż maszyna opadnie"]
C --> D["Kontynuuj korzystanie"]
D --> E["Ponowna regulacja maszyny"]
- Instalacja maszyny
1) Klienci otrzymują maszynę, pierwsze opakowanie zostanie otwarte, znajdą produkt broszury.
2) Zgodnie z instrukcjami na liście pakowania dotyczącymi pozycji i liczby kontroli w celu sprawdzenia typu akcesoriów maszyny i ich liczby jest prawidłowa.
3). Zgodnie z wyglądem maszyny, maszyna jest zainstalowana, sprawdź maszynę, czy nie ma innych problemów, w razie pytań, proszę
Skonsultuj się ze sprzedawcą lub serwisem.
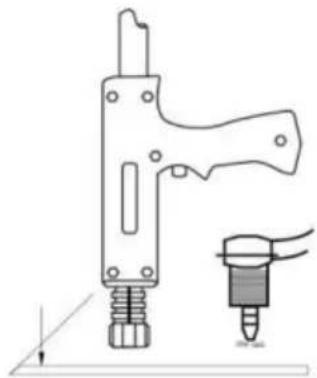
- Przesuń i umieść uwagę maszyny
1). Po zainstalowaniu maszyny, jeśli nie ma innych problemów, należy wybrać
właściwe miejsce do umieszczenia.
2) Długość przewodu zasilającego wejściowego jest ustalana zgodnie z wymaganiami operacyjnymi. odległość, a średnica przewodu zasilającego nie może być wę ższa niż 4 mm od kabla miedzianego.
3). Po umieszczeniu w maszynie nie można jej przechylać, aby była stabilna.
uziemić, aby uniknąć uszkodzenia maszyny.
4) Podczas przemieszczania maszyny należy używać koła pasowego z kołem pasowym lub przemieszczać ją za pomocą kół maszyny. Nie ciągnij maszyny ani nie ciągnij za kabel, aby ją przesunąć.
W przeciwnym razie może dojść do uszkodzenia maszyny lub zerwania kabla, co może powodować niedogodności do późniejszej pracy.
Jak pokazano:

- Wprowadź metodę podłączenia zasilania
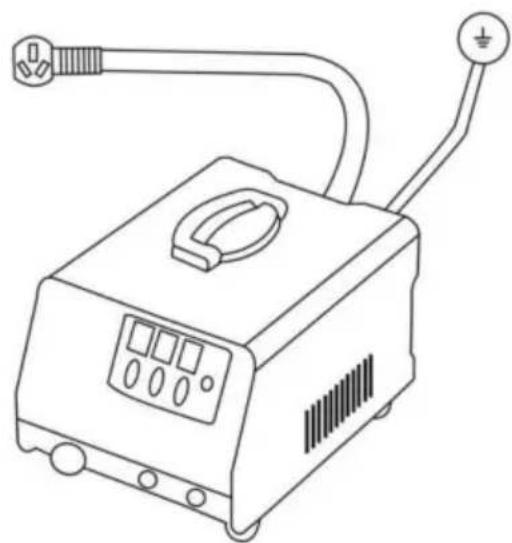
Wóż wtyczkę do odpowiedniego gniazda gniazdo zgodne z dołączoną wtyczką z jednostką. Upewnij się, że sprawdziłeś woltaż.
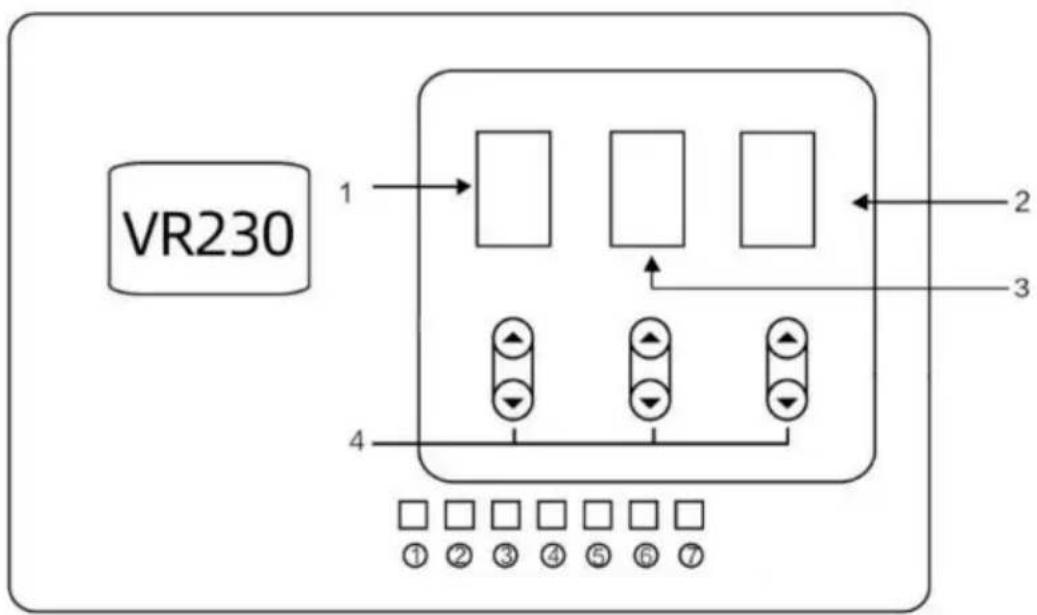
Operacyjny
- Wytyczne dotyczące panelu operacyjnego
flowchart
graph TD
A["VR230"] --> B["1"]
B --> C[" "]
C --> D["2"]
C --> E["3"]
C --> F["4"]
F --> G[" "]
style A fill:#f9f,stroke:#333
style G fill:#ccf,stroke:#333
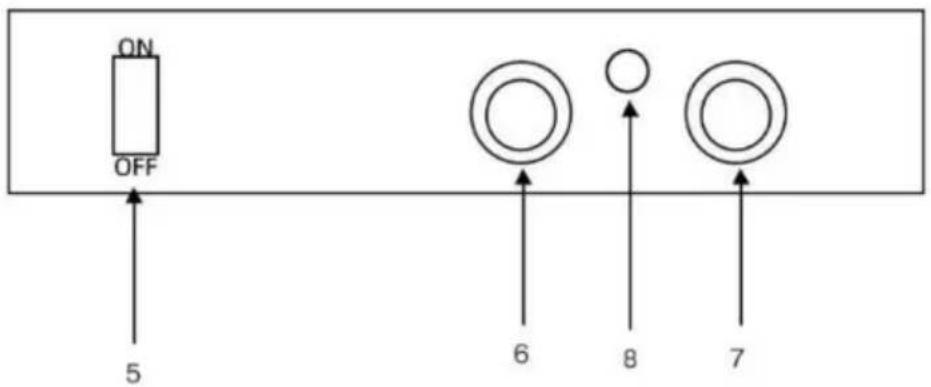
- Tryb spawania 3. Moc
spawania
-
Czas spawania
-
dostosować
-
Przewód palnika5. WŁ./WYŁ.
-
Przewód uziemiający
-
Linia sygnałowa
Uwaga: Przeciążenie maszyny spowoduje przejście w stan ochrony, aż do momentu, gdy maszyna chłodzenie, a nastę pnie praca
- Palnik spawalniczy i złącze
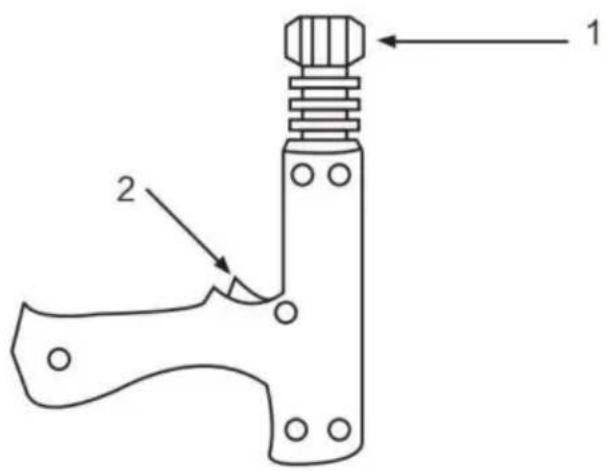
- Głowica blokująca
- Przełącznik palnika
Zastosowanie jednostronnego pistoletu do zgrzewania punktowego

Kurczący się prę t wę głowy
Spawanie podkładek OT
Spawanie podkładek
Prasowanie na gorąco
Przewód w kształcie fali
Spawalniczy
Młotek do wyciągania punktowego
Podłączenie przewodu ujemnego
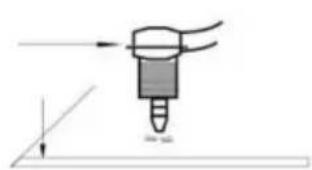
- Umieść drut na naprawianym fragmencie blachy, jak najbliżej miejsca spawania.
- Palnik spawalniczy w pobliżu maszyny w pobliżu automatu spawalniczego.
3. Staly grunt
W przypadku połączenia ujemnego kod można wybrać jako 1, a moc jako 6. Moc można zwiększyć, co pozwoli na wykonanie wie kszej liczby spoin w celu rozpuszczenia powłoki na końcówce ujemnej.
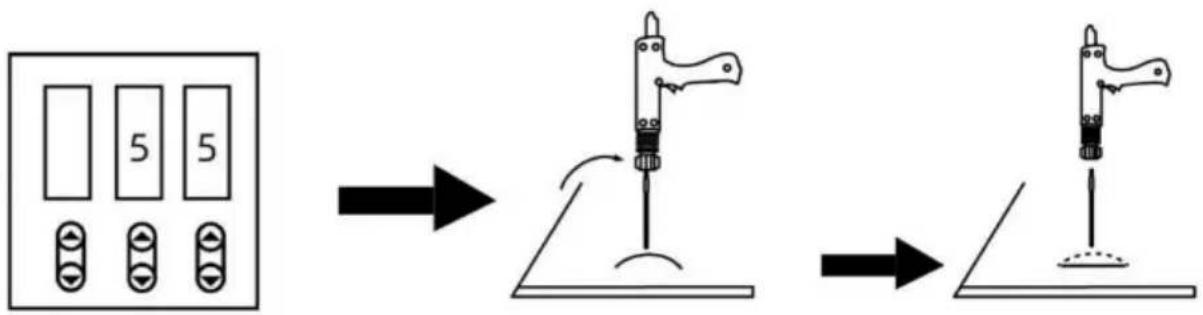
- Metoda działania a. Spawanie uszczelek

flowchart
graph LR
A["Tool Insert"] --> B["Tool Position"]
B --> C["Tool Position with Sensor"]
C --> D["Tooth Detection"]
D --> E["Tooth Detection with Panel 4"]
E --> F["Tooth Detection with Panel 5"]
Linię ujemną przymocowano do polerowanego, czystego przedmiotu i usunię to farbę z obrabianego przedmiotu, im bliżej powierzchni roboczej tym lepiej.
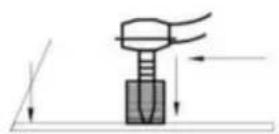
Podłącz złącze uszczelki do palnika i zablokuj je uszczelką.
Wybierz odpowiedni tryb spawania.

Ustaw odpowiednią moc i czas (wartości domyślne to 6 i 5). Można je zwiększać lub zmniejszać zależnie od aktualnej sytuacji.
Lekki nacisk palnika spawalniczego na korpus wciśnię tych części maszyny powoduje automatyczne spawanie.
Zdejmij palnik spawalniczy i uderzaj mocno młotkiem w uszczelkę w kierunku przeciwnym, aby wyciągnąć uszczelkę i usunąć wglę bienie.
Spawanie uszczelek OT, takie samo jak spawanie uszczelek, kod 5, priorytet mocy 5, pozostałe kroki takie same jak Spawanie uszczelek.
Notatka:
- Przed wykonaniem tej czynności należy przeprowadzić próbę na innych elementach, aby uniknąć uszkodzenia powierzchni pojazdu na skutek nadmiernego natężenia prądu lub zbyt długiego czasu uszkodzenia.
- Wybierz odpowiedni bieg w zależności od grubości płyty korpusu, a urządzenie automatycznie dopasuje czas spawania do natężenia prądu.
- Po wykonaniu tej czynności możesz kontynuować inne czynności funkcjonalne. Jeśli nie bę dziesz kontynuować pracy, wyłącz zasilanie i wyłącz główny wyłącznik, kończąc różne akcesoria do nastę pnego użytku.
b.Trójkątne elementy spawalnicze

flowchart
graph LR
A["Tool Insert"] --> B["Pool Drill"]
B --> C["Device Display 3"]
Linię ujemną przymocowano do polerowanego, czystego przedmiotu i usunię to farbę z obrabianego przedmiotu, im bliżej powierzchni roboczej tym lepiej.
Podłącz do palnika podłączony trójkątny młotek pociągowy i zablokuj go.
Wybierz odpowiedni tryb spawania.

Dostosuj odpowiednią moc i czas (wartość domyślna to 5 i 4) Można ją zwię kształ lub zmniejszać w zależności od aktualnej sytuacji.
Lekki nacisk palnika spawalniczego na korpus wciśnię tych części maszyny powoduje automatyczne spawanie.
Pociągnij za zagłę bione czę ści w kierunku przeciwnym do kierunku młotka.
Notatka:
- Przed wykonaniem tej czynności wypróbuj inne części, aby uniknąć zbyt dużego lub zbyt długiego prądu, który mógłby uszkodzić korpus i spowodować naprawę powierzchni.
- Wybierz odpowiedni bieg w zależności od grubości płyty korpusu, a urządzenie automatycznie dopasuje czas spawania do natężenia prądu.
- Trójkątne kawałki spoiny przed wymianą naprawy mezonowej, może to nastąpić bezpośrednio po wyciągnię ciu części spoiny z zagłę bienia.
- Po wykonaniu tej czynności możesz kontynuować wykonywanie innych czynności. Jeśli nie chcesz kontynuować pracy, wyłącz zasilanie i odłącz główny wyłącznik, a nastę pnie odłącz różne akcesoria przed nastę pnym użyciem.
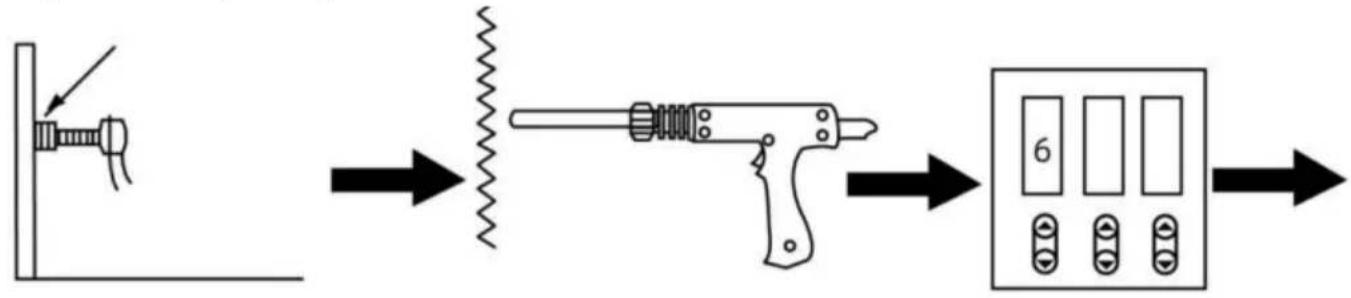
c. ogrzewanie prę ta wę głowego

Linię ujemną przymocowano do polerowanego, czystego przedmiotu i usunię to farbę z obrabianego przedmiotu, im bliżej powierzchni roboczej tym lepiej.
Podłącz do
palnika podłączony
trójkątny młotek
pociągowy i zablokuj go.
Wybierz odpowiedni tryb spawania.
flowchart
graph LR
A["Control Panel 5"] --> B["Step 1: Inserted"]
B --> C["Step 2: Cut"]
C --> D["Step 3: Pulling"]
D --> E["Final Setup"]
Dostosuj odpowiednią moc i czas (wartość domyślna to 5 i
5) Można ją zwię kszyć lub zmniejszyć
zgodnie ze stanem faktycznym.
Nagrzewanie tuszy odbywa się w
kierunku zgodnym z ruchem wskazówek zegara.
Zimną wodą lub wilgotną szmatką umieszczoną tuż przy miejscu zastosowania rozszerzalności cieplnej i kurczenia się
widoczna czę śc zacieśnienia, aby powrócić do normy.
Notatka:
- Przed wykonaniem tej czynności wypróbuj inne części, aby uniknąć zbyt dużego lub zbyt długiego prądu, który mógłby uszkodzić korpus i spowodować naprawę powierzchni.
- Wybierz odpowiedni bieg w zależności od grubości płyty korpusu, a urządzenie automatycznie dopasuje czas spawania do natężenia prądu.
- Po wykonaniu tej czynności możesz kontynuować wykonywanie innych czynności. Jeśli nie chcesz kontynuować pracy, wyłącz zasilanie i odłącz główny wyłącznik, a nastę pnie odłącz różne akcesoria przed nastę pnym użyciem.
d. spawanie linią falową
Linię ujemną przymocowano do polerowanego, czystego przedmiotu i usunię to farbę z obrabianego przedmiotu, im bliżej powierzchni roboczej tym lepiej.
Podłącz do palnika podłączony trójkątny młotek pociągowy i zablokuj go.
Wybierz odpowiedni tryb spawania.

Dostosuj odpowiednią moc i czas (wartość domyślna to 8 i
7) Można ją zwię kszyć lub zmniejszyć
zgodnie z rzeczywistą sytuacją.
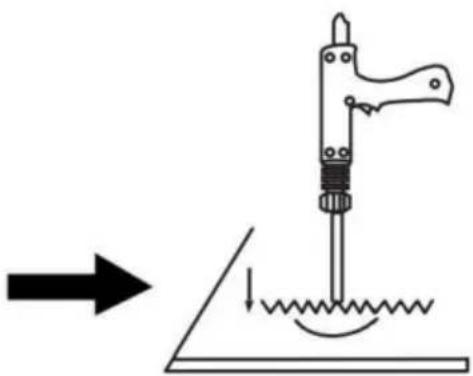
Umieść linię przebiegu pionowo w karoserii samochodu i umieść głowicę spawalniczą na pionowej linii przebiegu. Maszyna automatycznie zacznie spawać.
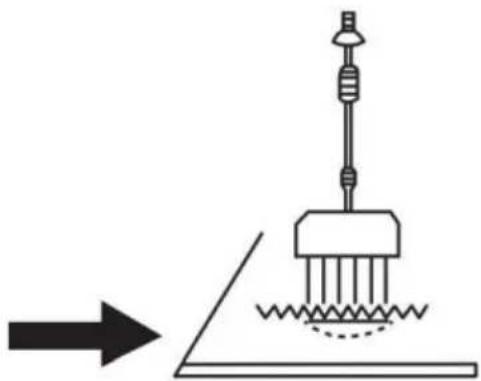
Za pomocą haka do wyciągania pazurów i młotka ustawionego w linii przebiegu, zagłę bienie karoserii samochodu wychodzi na zewnątrz.
Notatka:
- Przed wykonaniem tej czynności przetestuj najpierw inne części, aby uniknąć zbyt dużego lub zbyt długiego prądu, który mógłby uszkodzić powierzchnię ciała.
- Wybierz odpowiedni bieg w zależności od grubości płyty korpusu, a urządzenie automatycznie dopasuje czas spawania do natężenia prądu.
- Po wykonaniu tej czynności możesz kontynuować wykonywanie innych czynności funkcjonalnych. Jeśli nie chcesz kontynuować pracy, wyłącz zasilanie i odłącz główny wyłącznik. Bę dzie to czas na przygotowanie różnych akcesoriów do nastę pnego użycia.
e. Zastosowanie przyssawki
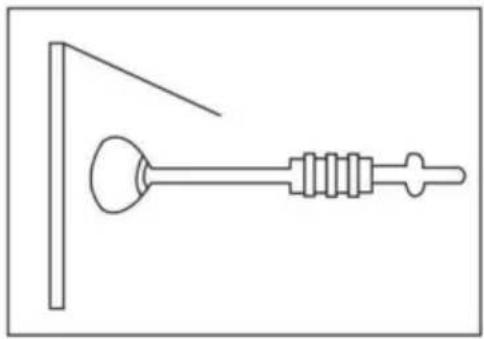
Zastosowanie ssaka rę cznego:
- przyssawka i młotek ciągnący połączone
- przyssawka zmuszona do braku martwego kąta
depresja - młotkiem w kierunku przeciwnym do
wyciągnij depresję
Konserwacja i naprawa
Niepowodzenie i wykluczenie
| Kłopoty | Powód | Zaradzić |
| Bez spawania wyjście | 1. Podłączone zasilanie nieprawidłowo.2. Wyłącznik zasilania wyłączony pozycja | 1. Podłącz zasilanie zgodnie z zaleceniami producenta instrukcje.2. Ustaw wyłącznik zasilania w pozycji „włączone”. |
| Nie wyzwalaj pracujący | 1. Uszkodzony spust.2. Zerwany przewód sterujący bronią.3. Poluzowana wtyczka przewodu sterującego.4. Nieprawidłowy przełącznik trybu pozycja. | 1. Wymień spust.2. Podłącz ponownie lub wymień w razie potrzeby.3. Podłącz wtyczkę przewodu sterującego Ponownie.4. Ustaw przełącznik trybu w prawidłowa pozycja. |
| Słabe spawanie | 1. Zbyt niskie natę żenie prądu2. Przewód zasilający nie jest podłączony spełnić wymagania.3. Zły zacisk uziemiający kontakt. | 1. Zwię kurz ustawienie natężenia prądu2. Wymień przewód zasilający.3. Zmień zacisk uziemiający lokalizacja. |
| przedmiot obrabiany | 1. Zbyt duże natę żenie prądu wyjściowego wysoki2. Zły kontakt elektrody końcówka lub podkładka z przedmiotem obrabianym. | 1. Zmniejsz ustawienie natężenia prądu2. Usuń powłokę ZPrzeszywający materiał zmniejszony dodany ciśnienie. |
| Prę t we glowypraca niestabilna | 1. Prę twę glowy lub przedmiot obrabiany to brudny.2. Nieprawidłowe natę żenie prądu i czasustawienie. | 1.Prę t we glowy polski iprzedmioty obrabiane2. Ustaw natę żenie prądu i czaswedługgrubość przedmiotu obrabianego |
| Zatrzymanie jednostkipracującpodczasdziałanie | 1. Luźna zaślepka spustu.2. Zerwany przewód sterujący bronią.3. Przegrzanie. | 1.Sprawdź przewód sterujący pistoletemi wtyczka wyzwalająca.2. Poczekaj, aż temperatura się obniży w dół |
Lista rzeczy do spakowania
| Nazwa czę ści | Ilość | Uwagi |
| Komputer główny | 1 |  |
| Skrzynka narzę dziowa | 1 |  |
| Młot ciągnący | 1 |  |
| Wyciąganie broni | 1 |  |
| Falisty drut | 10 |  |
| głowica mezonowa | 1 |  |
| Głowica prę ta wę głowego | 1 |  |
| Głowica do zgrzewania punktowego | 1 |  |
| Prę ty wę głowe | 2 |  |
| Klucz | 1 |  |
| Hak do ciągnię cia | 1 |  |
| Hak sześcioszczę kowy | 1 |  |
| Zakładki trójkątne | 10 |  |
| Podkładki długie (OT) | 10 |  |
| Okrągły dystans | 20 |  |
| Przyssawki | 1 |  |

PRAWIDŁOWA UTYLIZACJA
Ten produkt podlega postanowieniom Dyrektywy Europejskiej 2012/19/WE. Symbol przedstawiający przekreślony kosz na śmieci na kółkach oznacza, że produkt wymaga oddzielnej zbiórki odpadów w Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych w ten sposób nie można wyrzucać razem ze zwykłymi odpadami domowymi, ale należy je oddać do punktu zbiórki w celu recyklingu urządzeń elektrycznych i elektronicznych.
VEVOR®
TOUGH TOOLS, HALF PRICE
Wsparcie techniczne i certyfikat gwarancji elektronicznej www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
Technische ondersteuning en e-garantiecertificaat www.vevor.com/support
STUD LASSER DEUKEN REPARATIE KIT
MODEL:VR230




