
KD-Y4554L - Maszyna narzędziowa Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia KD-Y4554L Vevor w formacie PDF.

| Typ produktu | Walcarka jubilerska |
| Marka | Vevor |
| Model | KD-Y4554L |
| Maksymalne otwarcie | 6 mm |
| Średnica rolek | 54,5 mm |
| Strefa płaska | 45 mm |
| Rowki na drut kwadratowy | 2 / 2,5 / 3 / 3,5 / 4 / 5 / 6 mm |
| Rowki półokrągłe | 2 / 3 / 4 / 5 / 6 / 8 mm |
| Materiał | Stal |
| Kolor | Zielony |
| Przeznaczenie | Walcowanie, teksturowanie i tłoczenie metali szlachetnych i nieżelaznych (złoto, srebro, miedź, aluminium) |
| Regulacja odstępu | Regulowany drążek T, obrót w prawo zmniejsza odstęp |
| Układ napędowy | Ręczna korba z reduktorem prędkości |
| Konserwacja | Regularnie smarować ruchome części i rolki, czyścić po użyciu, polerować środkiem antykorozyjnym |
| Bezpieczeństwo | Nosić zatwierdzone okulary ochronne, dopasowaną odzież, trzymać dzieci z dala |
| Pièces détachées | Części zamienne Rolki, uchwyty, drążek T, śruby |
| Naprawialność | Łatwy demontaż w celu wymiany części, wymienne rolki |
Często zadawane pytania - KD-Y4554L Vevor
Pytania użytkowników dotyczące KD-Y4554L Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Maszyna narzędziowa w formacie PDF za darmo! Znajdź swoją instrukcję KD-Y4554L - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. KD-Y4554L marki Vevor.
INSTRUKCJA OBSŁUGI KD-Y4554L Vevor
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
WALCOWNIA
MODEL:KD-Y4554 L
-
Przed przystąpieniem do montażu lub użytkowania należy uważnie przeczytać całą instrukcję obsługi.
-
Przeczytaj i zrozum ostrzeżenia zawarte w niniejszej instrukcji. Nieprzestrzeganie wszystkich ostrzeżeń może spowodować poważne obrażenia.
-
Ta walcownia jest zaprojektowana i przeznaczona do użytku wyłączeń przez odpowiednio przeszkolony i doświadczony personel. Jeśli nie jest zaznajomiony z prawidłową i bezpieczną obsługą walcowni, nie używaj dopóki nie uzyskasz odpowiedniego przeszkolenia i wiedzy.
-
Nie należy używać tej walcarki do celów innych niż te, do których przeznaczona.
-
Zawsze zakładaj zatwierdzone okulary ochronne/osłony twarzy podcza korzystania z prasy arbor. Zwykłe okulary mają tylko soczewki odporne uderzenia; nie są to okulary ochronne.
-
Nie należy obsługiwać prasy trzpieniowej, będąc zmęczonym lub po wpływem narkotyków, alkoholu lub leków.
-
Sprawdź uszkodzone części. Przed dalszym użytkowaniem walcarki należy dokładnie sprawdzić uszkodzoną część, aby ustalić, czy będzie działać prawidłowo i spełniać zamierzoną funkcję. Sprawdź wyrównanie ruchomych części, wiązanie ruchomych części, pęknięcie części, montaż wszelkie inne warunki, które mogą mieć wpływ na jej działanie. Ośłona inna uszkodzona część powinna zostać odpowiednio naprawiona lub wymieniona.
-
Zapewnij odpowiednią przestrzeń wokół stanowiska pracy i oświetlen górne, nieoślepiające.
-
Utrzymuj gości w bezpiecznej odległości od miejsca pracy. Trzymaj dzieci z daleka.
-
Używaj zalecanych akcesoriów; niewłaściwe akcesoria mogą być niebezpieczne.
- Upewnij się, że obrabiany przedmiot jest solidnie przymocowany lu zaciśnięty na stole.
- Przed uruchomieniem maszyny usuń z obszaru pracy luźne przedmioty i niepotrzebne elementy obrabiane.
- Nie pozwalaj dzieciom na korzystanie z urządzenia, uważaj na możliwość przytrzaśnięcia rąk!
- Upewnij się, że nie nosisz luźnych ubrań i masz włosy bezpieczn związane.
- Sprawdź, czy nie ma żadnych kabli, liny lub cokolwiek które mog zostać wciągnięte w rolki lub uchwyt.
- Metale stosowane: złoto, K złoto, srebro próby 925, srebro próby miedź, aluminium i inne metale ciągliwe.
ZAPISZ TE INSTRUKCJE
MODEL AND PARAMETERS
| Model | KD-Y4554 L |
| Maksymalne otwarcie | 6 mm |
| Średnica rolki | Średnica 54,5 mm |
| Powierzchnia płaska | 45mm |
| Zwiń drut kwadratowy | 2/2,5/3/3,5/4/5/6 mm |
| Zwiń półkole | 2/3/4/5/6/8mm |
| Tworzywo | Stal |
| Kolor | Zielony |
STRUCTURE DIAGRAM

- Uchwyt w kształcie litery T z regulacją wysokości
- Przekładnia regulacji wysokości
3.Reduktor biegów 4.Rama nadwozia - Uchwyt 6. Reduktor biegów
- Górny wałek 8. Wałek dolny
- Otwór montażowy na blacie
COMPONENTS
| NIE. | Zdjęcie | Nazwa | Ilość |
| 1 |  | Korpus główny | 1 |
| 2 |  | Uchwyt | 1 |
| 3 |  | Uchwyt w kształcie litery Tregulacją wysokości | 1 |
| 4 |  | Śruba (wraz z podkładką) | 1 |
| 5 |  | Instrukcja obsługi | 1 |
OPERATION

- T-bar na górze młyna służy do opuszczania lub podnoszenia górnego walca. Zwiększenie odległości między dwoma walcami. Należy zauważyć, że tylko górny porusza się w góre i w dół, a dolny walec pozostaje nieruchomo. Obrót T-bar zgodnie z ruchem wskazówek zegara (patrząc w dół z góry) obniży górny walec i zmniejszy szczelinę, co spowoduje cieńszy drut lub arkusz. Obrót T-bar przeciwnie do ruchu wskazówek zegara podniesie górn walec, zwiększając szczelinę w przypadku grubszego materiału.

- W normalnym trybie pracy zaczynasz od otwarcia rolek i włożenia metą który ma zostać zredukowany. Obróć pręt T, aby obniżyć górny wałek, aż dotknie metalu. Wyjmij metal i obróć pręt T o kolejne 1/2 obrotu. Ponowr włóż metal i przekręć korbą, tak aby wałek obrócił się do wewnątrz i chy metal, tocząc go od Ciebie. Kontynuuj obracanie pręta T o 1/2 obrotu pra każdym przejściem, co powoli zmniejszy grubość materiału. W zależności c pożądanego efektu możesz chcieć obrócić metal o 90°, aby utworzyć kwadratowe lub prostokątne pręty.
UWAGA: Gdy zmniejszysz grubość swojego metalu, zazwyczaj jego długość znacznie się zwiększy. Możesz również zauważyć niewielki wzrost szerokość ale będzie on mniej zauważalny. Jeśli obrócisz go o 90° po każdym przejstanie się cień szy i dłuższy. Weź to pod uwagę podczas cięcia lub odlewące początkowego elementu początkowego.
- Zrób kwadratowy drut za pomocą rowków V. Najpierw ważne jest, aby metal był jednolity i równoległy. Zaczynając od odlewanego wlewka, przetoc go przez maszynę; obróć materiał o 90 stopni, a następnie przetocz go ponownie przez maszynę. Uwaga: Za każdym razem, gdy pręt w kształcie
litery T obraca się o pół obrotu, umożliwiając opadnięcie górnego wału i przetoczenie materiału. Po obróceniu materiału o 90 stopni przetocz go jeszcze raz. Ten dwukanałowy proces nada materiałowii kształt kwadratowego pręta.
- Gdy tylko będzie pasować, przejdź do rolek z rowkiem V. Zacznij od największej, ponownie zastosuj tę samą metodę przetaczania drutu, obróć 90° i przetocz ponownie. Możesz uznać za pomocne użycie trwałego mark do oznaczenia na boku metalu, aby zobaczyć, w którą stronę go obracas: Gdy rolki będą się zbliżać do siebie, zmniejsz grubość o 1/4 obrotu i przeciągnij drut kilka razy, obracając się za każdym razem przed dalszym zmniejszaniem. Pozwoli to uniknąć jakiegokolwiek ściskania, gdy rolki się stykają. Kontynuuj w dół do następnej rolki, aż uzyskasz pożądane wymian Zwróć uwagę, że długość znacznie wzrośnie podczas tej operacji. Mały sztabka o grubości kilku cali może zostać przekształcony w wiele stóp cienkiego drutu.
TIPS AND TRICKS
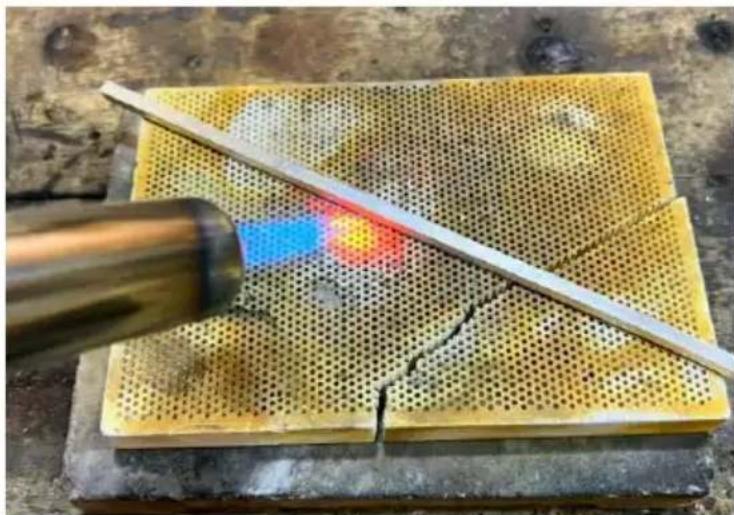
WYŻARZANIE: Gdy metal jest przeciskany przez rolki i przekształcany, będzie to działać w celu jego utwardzenia. Gdy materiał staje się trudny walcowania lub wydaje się sztywny, należy go wyżarzać. Wyżarzanie to proces zmiękczania metalu i zmniejszania jego naprężeń, dzięki czemu sta
się bardziej plastyczny. Jeśli nie jesteś jeszcze zaznajomiony z wyżarzanie zaleca się sprawdzenie najlepszej metody wyżarzania metalu, z którym pracujesz. Zwykle odbywa się to poprzez delikatne podgrzanie go do matowego czerwonego ciepła, utrzymanie go przez minutę lub dłużej, a następnie hartowanie w wodzie lub pozostawienie do ostygnięcia na powieł Dzięki temu metal staje się bardziej plastyczny, łatwiejszy w obróbce i mr podatny na pękanie. Jeśli przetwarzasz wlewek na drut, może być koniecz wyżarzane kilka razy w trakcie tego procesu. Wskazówka: Pracuj nad kilko oddzielnymi kawałkami na raz. Tak więc, gdy jeden się stygnie, możesz walcować kolejny.
NOTATKA : Zawsze upewnij się, że metal jest suchy zanim przepuśc przez walcownię , aby usunąć wilgoć z rolek.
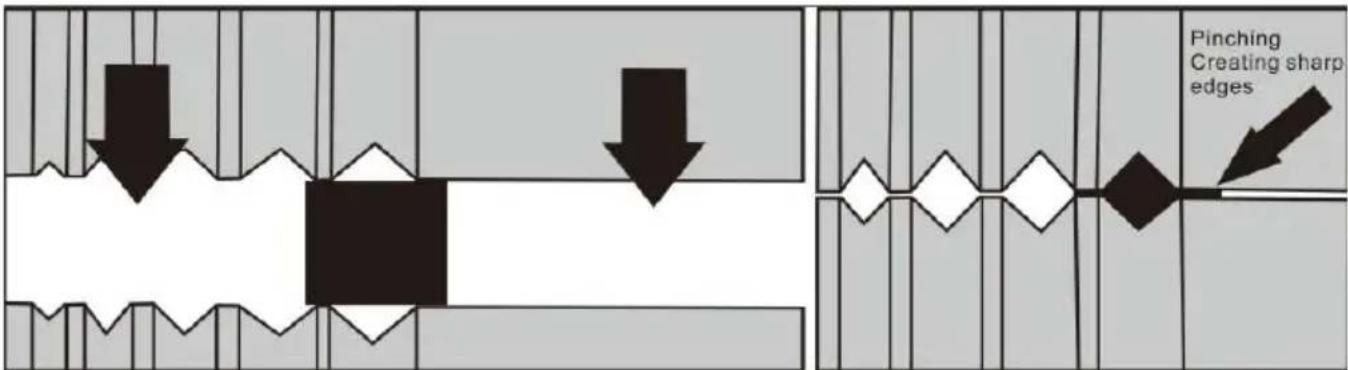
Tworzenie idealnych krawędzi : Obróbka metalu odbywa się powoli i stopniowo. Obracanie go w trakcie pracy. Wciskanie metalu w jednym kierunku z zbyt dużym naciskiem może spowodować jego „ściśnięcie” I tworząc cienkie i ostre krawędzie . Jeśli tak się stanie, przetrzyj meta papierem ściernym, aby usunąć krawędzie (założ skórzane rękawiczki) przeciągnij go przez wałek kilka razy, kierując ostrą krawędź do góry rowek V.
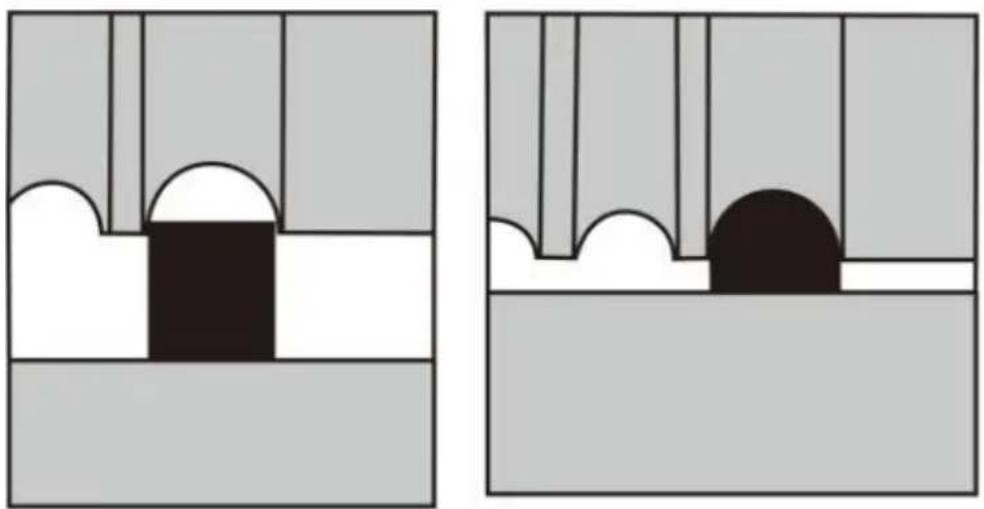
Wspólny drut : W przypadku użycia grubej / owalnej części kombinacji rolka, możesz wykonać drut o profilu D na trzonki pierścieniowe itp Zacznij od dobrego wyżarzana kwadratowy drut nieco węższy od rowka stopniowo przeciągnij go przez niego w kilku przejściach, aż górna powierzchnia będzie wypukła.
EMBOSSING TIPS
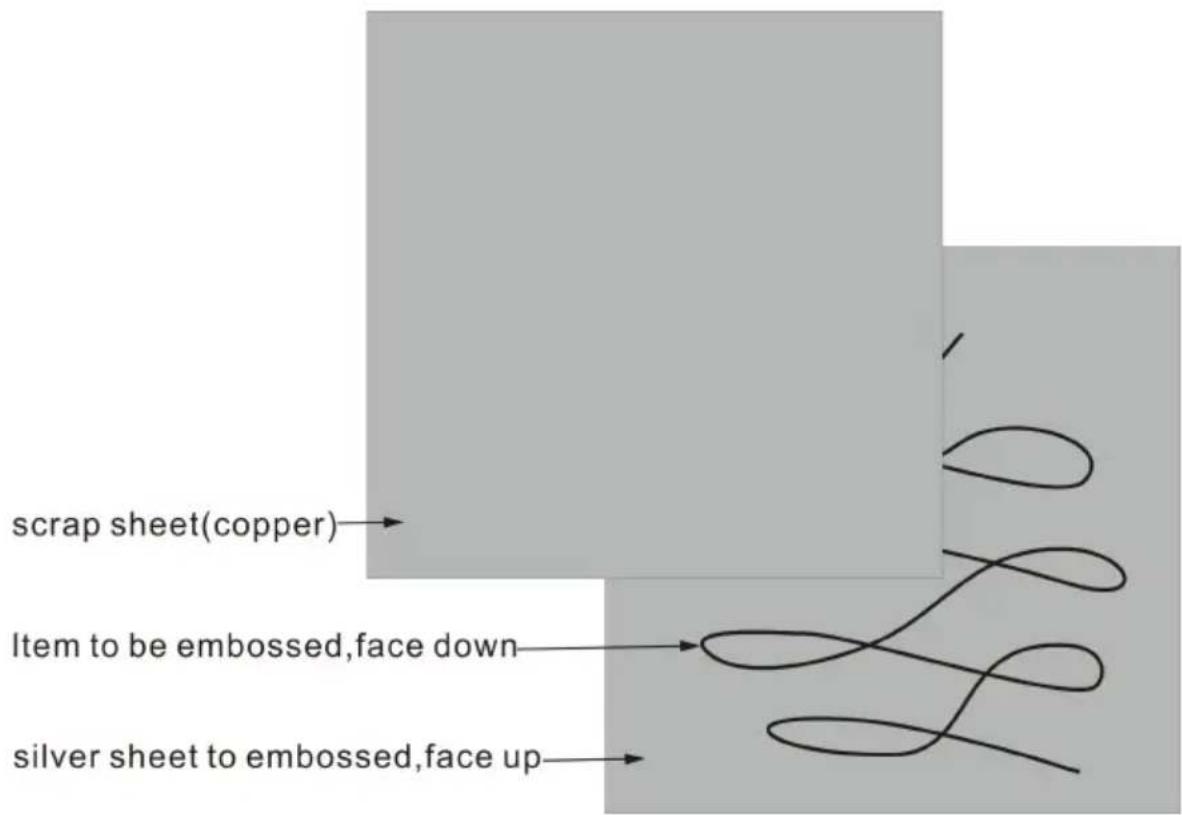
- Prawie wszystko można wytłoczyć w szlachetnym metalu i metalach nieżelaznych, takich jak koronki, liście, tkaniny, wycinanki papierowe, druty itp. Ta technika może być stosowana do dodawania ciekawych do biżuterii. Jednak nie chcesz uszkodzić wałków, wtapiając wzór w s tego powodu niezwykle ważne jest, aby użyć kawałka metalu jako taro między elementem teksturującym a wałkami.
-
Stwórz kanapkę według poniższego schematu : Na dole jest two metal. Płaski, czysty i dobrze wyżarzany, np. arkusz srebra. Najwyższa strona będzie wytłoczona. Na niej jest przedmiot, który ma być wytłoc: np. liść lub pętle drutu (pokazane tutaj). Strona, którą chcesz wytłoczy powinna być skierowana w dół na srebro. Nad nią jest skrawek mied. mosiądzu. To ochroni twoje rolki. Użyj miękkich metali, nie używaj sta ponieważ może ona zarysować twoje rolki. Chociaż jest to określane j złom, wzór będzie również wytłoczony na tej karcie, więc można uzys kilka interesujących rezultatów. Ale zwykle jest to po prostu kawałek płaskiego złomu, który można ponownie wykorzystać jako tarczę. Upew się, że tarcza jest większa niż srebro, aby uniknąć wytłoczenia krawęc srebrze.
-
Upewnij się, że kanapka jest przepuszczana tylko przez płaską czę wałków. Przepuszczanie jej przez wałki V pozostawi płaskie równoległe linie na spodniej stronie srebra.
-
Umieść kanapkę między wałkami i opuść górny wałek, aż kanapka będzie ciasno między nimi. Wyjmij kanapkę i obróć górny uchwyt o 1 obrotu lub trochę mniej. Przełoż materiał, a pół obrotu zapewni
wystarczające ciśnienie, aby wytłoczyć przedmiot w srebrze.
MAINTENANCE

Twoja walcownia jest bardzo solidnym sprzętem i powinna służyć Ci plata. Jak w przypadku każdego elementu mechanicznego, odrobina konserwacji utrzyma ją w optymalnym stanie, aby zapewnić najlepszą możliwą wydajność .
-
Nasmaruj wszystkie ruchome części : Ważne jest , aby rolki nie zardzewiały, dlatego uważaj na kondensację w wilgotnych miejscach. Przetrzyj rolki cienką warstwą oleju na bawełnianej szmatce i przechow młyn z rolkami rozstawionymi. Jeśli urządzenie nie będzie używane przedłuższy czas, dokładnie naoliw wszystkie części i przykryj je , upewni się , że jest suche i wolne od wilgoci.
-
Skrzynia biegów nie powinna wymagać żadnej specjalnej konserwacji Wewnątrz rama, gdzie tuleje poruszają się w górę i w dół, skorzystać odrobiny smaru lub oleju, ale nie ma potrzeby demontażu żadnej części jednostki, aby to zrobić. Po prostu zamknij rolki, aby nałożyć smar wą tulei, a następnie otwórz je całkowicie i zamknij kilka razy, aby przesią smar.
-
Jeśli na wałkach pojawią się jakieś powierzchowne ślady lub plamy można je wypolerować ręcznie za pomocą szmatki i środka do polerowania metalu samochodowego, takiego jak odrdzewiacz. Można użyć bardzo drobnego papieru ściernego i oleju (jeśli jest to absolutnie konieczne), aby usunąć powierzchowne ślady, ale generalnie należy
zawsze unikać ostrych materiałów ściernych.
-
Urządzenie jest przeznaczone do użytku jubilerskiego z metalami szlachetnymi i nieżelaznymi. Nie próbuj walcować stali hartowanej, ponieważ może to uszkodzić rolki. Podczas wyżarzania i trawienia met zawsze upewnij się, że wszystkie przedmioty są dokładnie suche przed przejściem przez rolki. Po intensywnym dniu intensywnego użytkowania szybkie czyszczenie i przetarcie rolek olejem będzie bardzo korzystne. Wyrób dobre nawyki pracy, dbaj o swoją maszynę, a będzie służyć p lata.
-
Jeśli powierzchnia rolek ulegnie uszkodzeniu na skutek niewłaściweg użytkowania, może być konieczna wymiana rolek, co może wiązać si kosztami.
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
Importowane do AUS: SIHAO PTY LTD, 1 ROKEVA
Techniczny Wsparcie i certyfikat e-gwarancji




