
UM30 - Narzędzie ręczne Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia UM30 Vevor w formacie PDF.

| Rodzaj produktu | Ręczna giętarka |
| Marka | Vevor |
| Model | UM30 |
| Maksymalna szerokość gięcia | 50,8 mm |
| Maksymalna grubość gięcia (stal niskowęglowa) | 6 mm |
| Maksymalna grubość gięcia (aluminium) | 10 mm |
| Maksymalny kąt gięcia | 200° |
| Gięte materiały | Płaskownik, pręt okrągły, pręt kwadratowy, rura (do G3/4") |
| Liczba dołączonych matryc | 14 (7 matryc II, 7 matryc I) |
| Główna funkcja | Precyzyjne gięcie metali o różnych kształtach |
| Mocowanie | Przykręcana do podłoża (obowiązkowe mocowanie) |
| Bezpieczeństwo | Nosić okulary i rękawice; nie przekraczać możliwości |
| Montaż | Prosty montaż: wspornik na podstawie, ramię widełkowe i uchwyt |
| Konserwacja | Czyścić po użyciu, smarować sworznie, przechowywać w suchym miejscu |
| Części zamienne dostępne | Tak, szczegółowa lista w instrukcji |
| Możliwość naprawy | Łatwa: modułowa konstrukcja, standardowe części |
| Gwarancja | Pomoc techniczna i elektroniczny certyfikat gwarancji za pośrednictwem www.vevor.com/support |
| Kraj produkcji | Chiny (Szanghaj) |
| Zastosowanie | Warsztat, plac budowy, samochód warsztatowy |
Często zadawane pytania - UM30 Vevor
Pytania użytkowników dotyczące UM30 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Narzędzie ręczne w formacie PDF za darmo! Znajdź swoją instrukcję UM30 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. UM30 marki Vevor.
INSTRUKCJA OBSŁUGI UM30 Vevor
Wsparcie techniczne i certyfikat gwarancji elektronicznej www.vevor.com/support
GIETARKA
MODEL: UM30
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach. „Oszczędź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią jedynie szacunkowe oszczędności, jakie możesz uzyskać, kupując u nas określone narzędzia w porównaniu z głównymi markami i niekoniecznie oznaczają one objęcie wszystkich kategorii narzędzi oferowanych przez nas. Uprzejmie przypominamy, aby dokładnie sprawdzić, czy składając u nas zamówienie faktycznie oszczędzasz połowę w porównaniu z głównymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
GIĘTARKA
UM30

Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z nami: Wsparcie
techniczne i certyfikat E-Gwarancji www.vevor.com/support
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
PROFIL PRODUKTU
Urządzenie przeznaczone jest do gięcia materiałów płaskich, prętów okrągłych i kwadratowych.
jak również rury. Zapewnia wydajną i ekonomiczną metodę gięcia dla typowych
kształtach i zagięciach. Jest dość łatwy do przenoszenia, używany w różnych
miejsc pracy lub samochodów ciężarowych warsztatowych.
Możliwości ustawień
Uwaga!
Upewnij się, że jest przymocowany do podłogi za pomocą śrub.
Upewnij się, że wszystkie punkty obrotu są prawidłowo przepuszczone i znajdują się w odpowiedniej pozycji.
Nie wolno gnieść innej stali niż ta stosowana w budownictwie, tj. do 8*50 mm, stali okrągłej do 16 mm,
stali kwadratowej do 14*14 mm i rur do G3/4"!
Nie należy zginać materiałów grubszych niż 6 mm wokół centralnego punktu obrotu, lecz stosować
Rolka o średnicy 24 mm zapobiegająca wyginaniu się osi!
Nie należy stosować innego zakończenia ramienia!
Nie używaj zestawu do gięcia kątowego do gięcia prętów okrągłych!
Jeżeli używasz akcesoriów do gięcia kątowego, gnij wyłącznie stal konstrukcyjną
do 6*50 mm lub 7*30 mm!
Utrzymuj miejsce pracy w czystości, aby uniknąć wypadków!
Należy zadbać o to, aby materiał układany na giętarce miał odpowiednią długość w kontakcie
z blokadą blokującą, aby zapobiec zsuwaniu się sztangi, która ma być zgięta i poważnie
wypadek, tak naprawde.
WAŻNE ZABEZPIECZENIA

Przeczytaj instrukcję obsługi.

Ostrzeżenie - Podczas stosowania tego produktu należy używać okularów ochronnych. Podczas
stosowania tego produktu należy używać okularów ochronnych.

Ostrzeżenie: Podczas stosowania tego produktu należy nosić rękawiczki.
Ostrzeżenie: Aby zminimalizować ryzyko obrażeń, użytkownik powinien uważnie przeczytać instrukcję obsługi. Zignoruj ostrzeżenie, nieprawidłowe użycie giętarki kompaktowej może spowodować śmiertelne i poważny uraz.
- Używając kompaktowej giętarki, należy nosić okulary ochronne. Może to spowodować poważne obrażenia. wystąpi jeśli to ostrzeżenie zostanie zignorowane!
- Proszę użyć rury zgodnej ze specyfikacją formy.
- Nie uderzaj, nie rozbijaj ani nie uszkadzaj formy wyposażonej w tę maszynę. Zachowaj prawidłowo formować i zapewnić jego dokładność.
AWARIE I CZĘŚCI
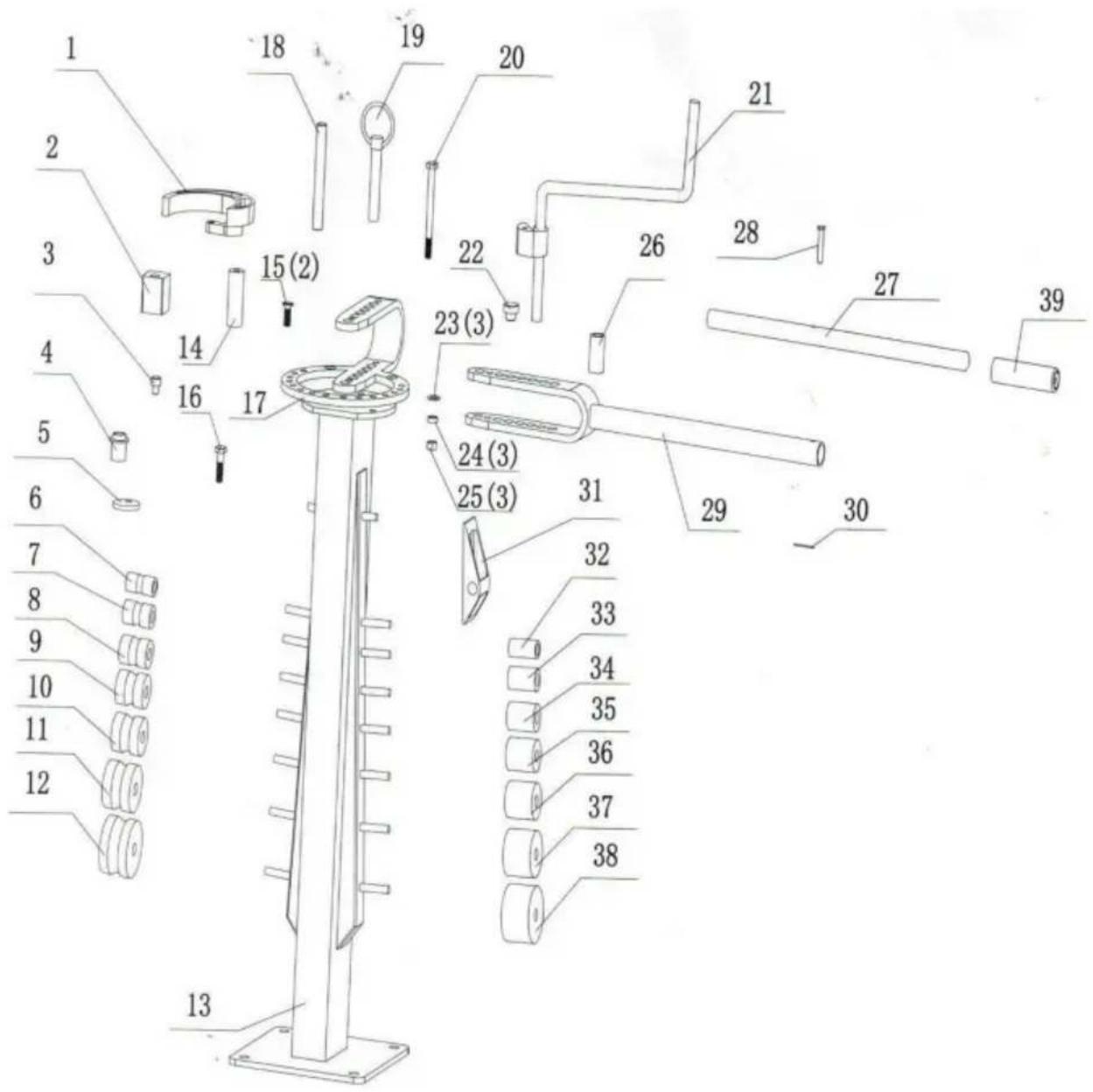
| Przedmiot | Opis | Nr części Ilość | Opis przedmiotu Nr części | Ilość | ||
| 1 | Matryca do gięcia | 1 | 21 | Korba | ||
| 2 | The | 1 22 | Szpilka | |||
| 3 | Szpilka | 1 23 | Pralka | f10 | ||
| 4 | Tuleja | 1 24 | Rękaw | |||
| 5 | Mata ekscentryczna | 1 25 | Nakrętka sześciokątna | M10 4 | ||
| 6 | Umrzyj Il-1 | f25 | 26 | Tuleja | ||
| 7 | Umrzyj Il-2 | f31 | 1 27 | Przedłużaćuchwyt | ||
| 8 | Giń Il-3 | 38 | 1 28 | Szpilka | ||
| 9 | Umrzyj Il-4 | 44,5 | 1 29 | Uchwyt | ||
| 10 | Umrzyj Il-5 | 50,5 | 1 | 30 | Zawleczka | |
| 11 | Umrzyj Il-6 | 63 | 1 | 31 | Opierać | |
| 12 | Umrzyj Il-7 | 76 | 1 | 32 | Die I- | |
| 13 | Podstawka | 1 | 33 | Die I-2 | 30 | |
| 14 | Tuleja długa | 1 | 34 | Die I-3 | 37 | |
| 15 | Szczelinowystożkowo-płaskiśruba głowicowa | M10X30 2 | 35 | Die I-4 | f43 | |
| 16 | Śruba sześciokątna | M10X40 1 | 36 | Die I-5 | 49 | |
| 17 | Dysk 1 | 37 | Die I-6 | 62 | ||
| 18 | Stały punkt obrotu | 1 | 38 | Die I-7 | 75 | |
| 19 Belka pociągowa | 3 | 39 | Ośłona uchwytu | |||
| 20 | Śruba sześciokątna | M10X120 1 | ||||
AKCESORIUM
| Przedmiot | Opis | Nr części | Ilość Element | Opis Nr części | Ilość | ||
| 1 | Matryca do gięcia | 1 | 21 | Korba | 1 | ||
| 3 | Szpilka | 1 | 22 | Szpilka | 1 | ||
| 4 | Tuleja | 1 | 23 | Pralka | f10 | 4 | |
| 5 | Mata ekscentryczna | 1 | 24 | Rękaw | 3 | ||
| 6 | Umrzyj Il-1 | f25 | 25 Nakrętka sześciokątna M10 4 | ||||
| 7 | Umrzyj Il-2 | f31 | 1 | 27 | Przedłużaćuchwyt | 1 | |
| 8 | Giń Il-3 | f38 | 1 | 28 | Szpilka | 1 | |
| 9 | Umrzyj Il-4 | 44,5 | 1 | 30 | Zawleczka | 1 | |
| 10 | Umrzyj Il-5 | 50,5 | 1 | 32 | Die I- | 1 | |
| 11 | Umrzyj Il-6 | f63 | 1 | 33 | Die I-2 | f30 | 1 |
| 12 | Umrzyj Il-7 | f76 | 1 | Die I-334 | f37 | 1 | |
| 15 | Szczelinowywpuszczonyśruba z łbem płaskim | M10X30 2 | 35 | Die I-4 | f43 | 1 | |
| 16 | Śruba sześciokątna M10X40 1 | 36 | Die I-5 | f49 | 1 | ||
| 18 | Stały punkt obrotu | 1 | 37 | Die I-6 | f62 | 1 | |
| 19 | Belka pociągowa | 3 | 38 | Die I-7 | f75 | 1 | |
| 20 | Śruby sześciokątne M10X120 1 | ||||||
SPECYFIKACJE
| Model | UM30 |
| Maksymalna szerokość gięcia | 50,8 mm |
| Maksymalna grubość gięcia | Stal niskowęglowa: 6 mm; Aluminium: 10 mm |
| Maksymalny kąt gięcia | 200° |
MONTAŻ
- Zamontuj wspornik gięcia do podstawy, korzystając z elementów pokazanych na rysunku 1.
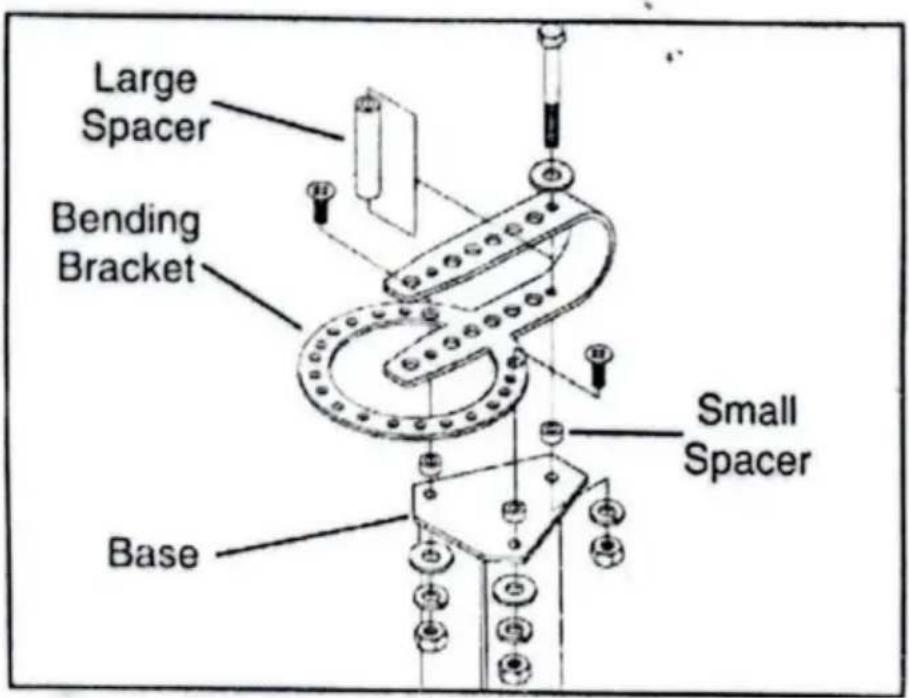
Rysunek 1. Montaż wspornika gięcia do podstawy.
- Połącz ramię jarzma i uchwyt za pomocą sworznia widełkowego i sprężyny zawleczka.
- Zamontuj zespół uchwytu na uchwycie gnącym za pomocą długiego sworznia zaczepowego.
- Przykręć zaginańkę kompaktową do podłogi.
UWAGA: Nie próbuj używać giętarki kompaktowej bez jej zamocowania.
stabilna powierzchnia. Niedostosowanie się może skutkować obrażeniami ciała i sprzętu szkoda!
GŁÓWNE INFORMACJE DOTYCZĄCE OPERACJI GIĘCIA
Podkładka mocująca ustawiona mimośrodowo pod blokiem oporowym
1. Użycie bloku stop
Blokada zatrzymująca utrzymuje materiał w odpowiedniej pozycji podczas gięcia.
ręka ramię wokół centralnego punktu obrotu lub rolki właśnie używane. Blok ma tylko cztery właściwe pozycje!
Cztery właściwe pozycje bloku zatrzymującego
Zawsze należy używać takiej pozycji, która umieszcza klocek bliżej centralnego punktu obrotu lub rolki, ale zapewnia przestrzeń do ustawienia materiału.
Obróć blok pozycja po pozycji, aby uzyskać jeden z czterech odpowiednich
pozycje. Jeżeli przestrzeń jest tworzona w pozycji od środka do lewej,
blok zatrzymujący zostanie obrócony, a materiał będzie się ślizgał. Jeśli użyjesz większej rolki na centralny punkt obrotu, blok zatrzymujący i podkładka mocująca przesuwają się tak daleko, jak to możliwe, zatrzymać, aby materiał był trzymany. Zawsze umieszczaj blok zatrzymujący tak blisko, jak
centralny punkt obrotu lub rolka, ale musi być wystarczająco dużo miejsca, aby uwolnić materiał.
luz między blokiem zatrzymującym a centralnym punktem obrotu lub rolką jest zbyt duży,
obróć prasę w jedną z czterech właściwych pozycji. Blokada zatrzymująca z
podkładkę mocującą można przesuwać do tyłu i do przodu w każdym gnieździe głowicy dzielącej.
W ten sposób uzyskuje się niezbędne zezwolenie.
Zbyt duży luz między centralnym punktem obrotu lub rolką a blokiem zatrzymującym powoduje możliwe przesuwanie się materiału i zmniejszenie dokładności gięcia.
W przypadku bardzo dokładnego gięcia lepiej jest trzymać materiał przed
blok ograniczający za pomocą zacisku (imadła ręcznego, klucza samoblokującego), aby uniknąć możliwe przesuwanie się materiału. Jeżeli blok zatrzymujący jest prawidłowo umieszczony, nie jest konieczne jest użycie zacisku.
Ale czasami, gdy wykonuje się specjalne gięcie lub wymagane są dokładne wymiary,
W razie konieczności zaleca się ustawienie imadła ręcznego przed blokiem oporowym.
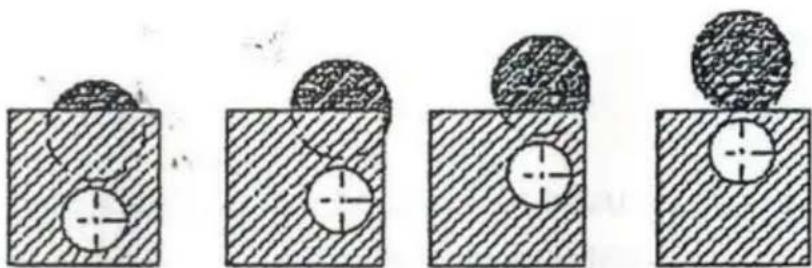
Przykłady użycia bloku buforowego w każdej z czterech właściwych pozycji.
Uwagi:
Blok buforowy i podkładka mocująca muszą być cofnięte i przednie do pewnego uchwytu, aby pasowały do różnych materiałów i rolek. Otwór w bloku cztery właściwe pozycje.
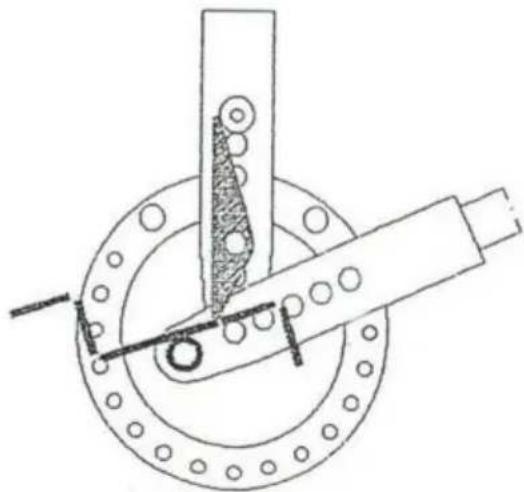
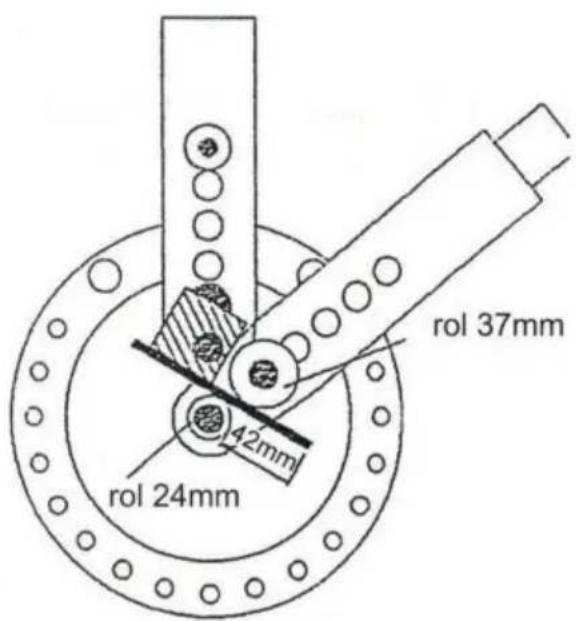
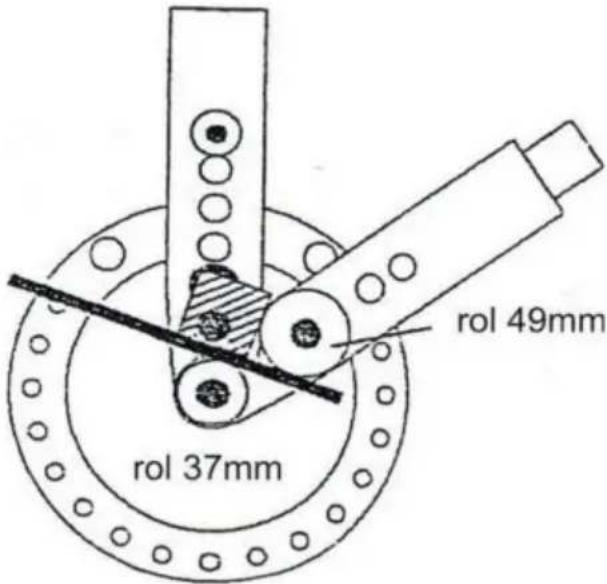 Pozycja 1Blacha stalowa płaska, kwadratowa lubokrągła o średnicy 6 mm gięta na rolce ∅37 mm. Pozycja 1Blacha stalowa płaska, kwadratowa lubokrągła o średnicy 6 mm gięta na rolce ∅37 mm. | 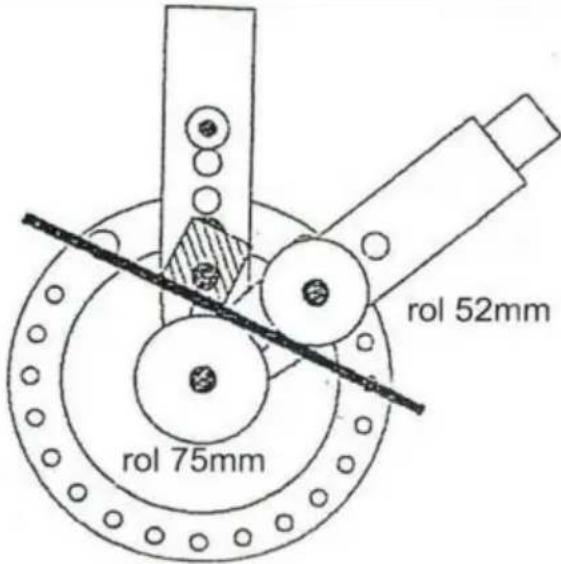 Pozycja 2Stal płaska, kwadratowa lub okrągła o średnicy 6mm gięta na rolce ∅75 mm. Pozycja 2Stal płaska, kwadratowa lub okrągła o średnicy 6mm gięta na rolce ∅75 mm. |
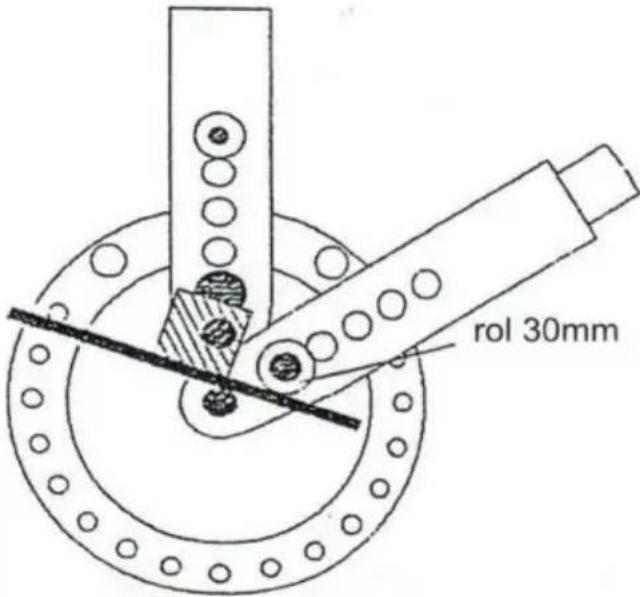 poz. 3Stal płaska, kwadratowa lub okrągła o średnicy 6mm wygięta na osi centralnej. poz. 3Stal płaska, kwadratowa lub okrągła o średnicy 6mm wygięta na osi centralnej. | 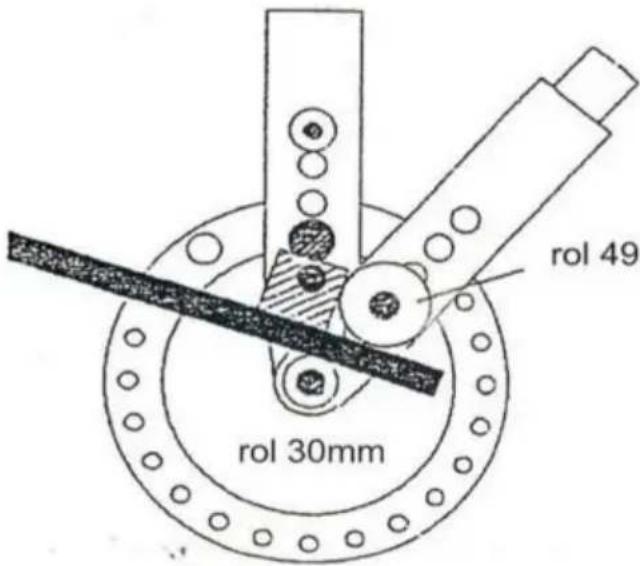 poz. 4 Stalpłaska, kwadratowa lub okrągła o średnicy 6 mmgięte na rolce ∅30 mm. poz. 4 Stalpłaska, kwadratowa lub okrągła o średnicy 6 mmgięte na rolce ∅30 mm. |
2. ZGINANIE UCHWYTU
2.1 Material okrągły
Za pomocą uniwersalnego uchwytu można łatwo wykonać uchwyty o różnych kształtach i wymiarach.
Bender. Każdy z trzech typów na rysunku jest wykonany z okrągłego materiału o średnicy 15
Średnica 230 mm, długość 230 mm.
Po wykonaniu giętych elementów w pręcie okrągłym należy wykonać otwory o średnicy 15 mm, umieścić wygięte części przy dodatkach i zespawać je po stronie dopasowania. Zeszlifować nadspawanie do Poziom.
Uwaga: W przypadku użycia materiału o innej średnicy na uchwyt, należy zastosować średnicę wiertła będzie taka sama, jak w przypadku użytego materiału.
Materiały niezbędne: — prêt
okrągły ∅ 15 mm, długość 230 mm — płaskownik stalowy do uzupełnienia
Prawidłowa pozycja bloku oporowego stosowana do gięcia materiału o grubości 15 mm to przedstawiony na powyższym rysunku. Po wykonaniu gięcia pod kątem 90° obróć materiał i wygnij drugi koniec pod kątem 90°
2.2 Material płaski
Narysuj kredą znaki jak na rysunku poniżej. Znaki z obu końców
należy narysować po przeciwnej stronie niż ta, po której znajdują się znaki na środku narysowane. Podane wymiary mogą być zastąpione innymi, Można również wykonać w przeciwnym razie według życzenia użytkownika.
Material
— długość 254 mm, —
grubość 5 mm
— szerokość 25 mm:
Kolejność gięcia
Włóż płaski materiał do giętarki
ze znakiem nr 1 w punkcie
klucz i zgiąć pod kątem 90°. Sprawdź kąt
zanim przejdziemy dalej. Ustaw regulowany
zatrzymaj się, aby wykonać każde zgięcie
pod kątem 90°.
Obróć materiał na drugim końcu, umieść
to ze znakiem nr.2 prosto klucz
i zgiąć pod kątem 90°.
po drugiej stronie umieść to ze znakiem
nr 3 wyprostuj klucz i wygnij go
90^
Obróć półfabrykat za pomocą
drugi koniec włóż do giętarki
ze znakiem nr.4 prosto klucz i
zegnij go pod kątem 90°.
Jeśli to konieczne, wywierć otwory, wygładź i oszlifuj ostre krawędzie.
2.3 GIĘCIE OBEJM RUROWYCH Produkcja
okrągłych obejm rurowych
Jarzmo jednostronne o średnicy wewnętrznej 25 mm
Tworzywo
Taśma stalowa 5*50 mm o długości 10 mm
Giecie nr 1: Blokada
blokująca na poz. 2. Włóż materiał do giętarki jak na rysunku powyżej.
Reaguj na ramię zginające tak daleko, jak rolka na ramieniu wychodzi poza tworzywo.
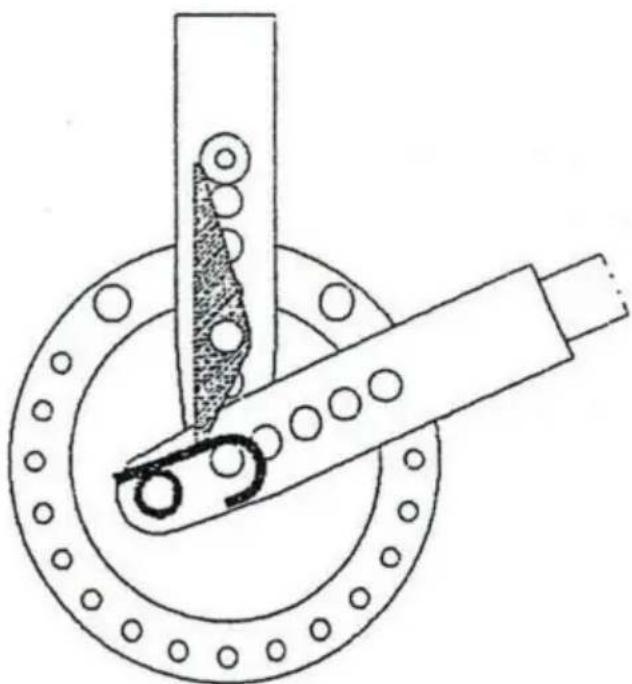
klucz do gięcia kątowego. Umieść materiał tak, aby powstał półkole
aby zwinąć centralny sworzeń. Włóż zatyczkę do szóstego otworu w głowicy dzielącej
(licząc zgodnie z ruchem wskazówek zegara).
Zegnij ramię, obracając je o 3 mm w stosunku do punktu obrotu.
Załóż klips na końcu zacisku, aby zapobiec przesuwaniu się materiału. Można wygiąć więcej typów zacisków.

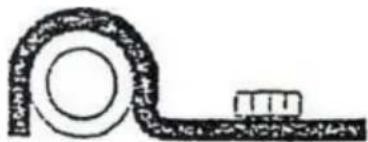
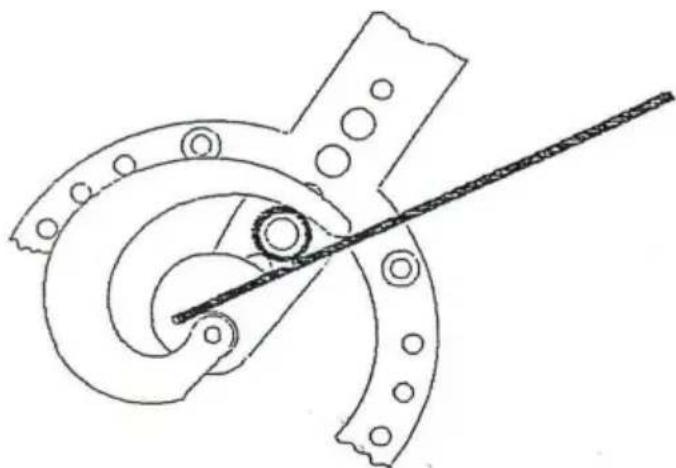
Giecie materiału walcowanego na gorąco 5x25mm. Kołnierz tulei prowadzi materiał
prosto podczas zwijania spirali. Podczas wykonywania niektórych spiral o tym samym kształcie, zrób znak na górnej stronie giętarki w miejscu, w którym następuje zginanie
pierwsza spirala skończona. Zginając każdą następną spiralę do tego znaku, wszystkie spirale będą tej samej wielkości.
Przy gięciu dużych i małych spiral, włóż sworzeń i tuleję do 2.
otwór na pierwszy stopień gięcia.
Pierwszy krok: dołek nr 2

W przypadku gięcia dużych spiral, po zakończeniu pierwszego etapu gięcia, wyjmij sworzeń i tuleję z otworu nr 2 i włóż je do otworu nr 5 (otw z tyłu).
Krok drugi: otwór nr 5 Nie
zaczynaj wyginać dużych spirali, wkładając oś i tuleję do otworu z tyłu.
Należy zacząć od wkręcenia sworznia w otwór nr 2, w przeciwnym razie spirala nie będzie odpowiednia.

Pivot i tuleja (pierwszy krok)
Zwiń spiralę dookoła tak długo, aż krzak nie będzie pozwalał na dalsze zwijanie. Wyjmij oś i tuleję, włóż je do drugiego kroku i zakończ spiralę.
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, Szanghaj 200000 CN.
Importowane do AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NSW 2122 Australia
Importowane do USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| Przedstaw ciel UE |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt nad Menem.
| REP WIELKIEJ BRYTANII |
YH CONSULTING LIMITED.
Wsparcie techniczne i certyfikat e-gwarancji




