Gyspot ALU 66 - Generator GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Gyspot ALU 66 GYS w formacie PDF.
| Typ produktu | Generator spawania wyładowczego pojemnościowego do usuwania wgnieceń aluminiowych |
| Marka | GYS |
| Model | Gyspot ALU 66 |
| Zasilanie elektryczne | Jednofazowe 185-265 V, 50-60 Hz, wtyczka CEE7/7 16 A |
| Moc ciągła (100%) | 0,52 kVA |
| Prąd ciągły wtórny | 4,4 A |
| Maksymalny prąd zwarciowy wtórny | 13 000 A |
| Napięcie jałowe | 50 - 200 V regulowane |
| Pojemność kondensatorów | 66 mF |
| Typy obsługiwanych kołków | M4 i M6 aluminiowe (AlMg3 lub AlSi12) |
| Główne funkcje | Spawanie kołków wyładowaniem pojemnościowym, regulacja napięcia (50-200 V) lub mocy (L, 1-9, H), wbudowany licznik punktów |
| Ochrona termiczna | Tak, automatyczne wyłączanie w przypadku przegrzania (żółta dioda LED) |
| Temperatura pracy | -10 °C do +40 °C |
| Temperatura przechowywania | -20 °C do +55 °C |
| Dopuszczalna wilgotność | ≤ 50% w 40 °C, ≤ 90% w 20 °C |
| Maksymalna wysokość | 1000 m |
| Klasa EMC | Klasa A (zastosowanie profesjonalne, niemieszkalne) |
| Stopień ochrony | IP21 |
| Gwarancja | 2 lata (części i robocizna) |
| Bieżąca konserwacja | Regularne odkurzanie sprężonym powietrzem, sprawdzanie kabli i połączeń |
| Bezpieczeństwo | Szczegółowe instrukcje: ochrona indywidualna, zapobieganie pożarom, zarządzanie polami elektromagnetycznymi |
| Dostępne części zamienne | Kable, pistolet, końcówki miedziane, kołki M4/M6 |
| Naprawialność | Konserwacja przez producenta lub autoryzowany serwis; każda ingerencja z zewnątrz unieważnia gwarancję |
Często zadawane pytania - Gyspot ALU 66 GYS
Pytania użytkowników dotyczące Gyspot ALU 66 GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Generator w formacie PDF za darmo! Znajdź swoją instrukcję Gyspot ALU 66 - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Gyspot ALU 66 marki GYS.
INSTRUKCJA OBSŁUGI Gyspot ALU 66 GYS
OSTRZEŻENIA - ZASADY BEZPIECZEŃSTWA
WPROWADZENIE I OPIS OGÓLNY

Niniejsza instrukcja musi być przeczytana i zrozumiana przed rozpoczęciem eksploatacji. Nie wolno przeprowadzać żadnych modyfikacji ani serwisu, które nie zostały określone w instrukcji.
Producent nie ponosi odpowiedzialności za jakiekolwiek szkody osobowe lub majątkowe spowodowane użytkowaniem urządzenia niezgodnie z zaleceniami podanymi w niniejszej instrukcji.
W przypadku problemów lub niepewności należy skonsultować się z wykwalifikowaną osobą w celu przeprowadzenia prawidłowej instalacji.
Niniejsza instrukcja dotyczy urządzenia w stanie, w jakim zostało dostarczone. Użytkownik jest odpowiedzialny za przeprowadzenie analizy ryzyka w przypadku nieprzestrzegania tych instrukcji.
OTOCZENIE
Urządzenie może być używane wyłącznie do spawania w zakresie podanym na tabliczce znamionowej i/lub w instrukcji. Należy przestrzegać dyrektyw dotyczących bezpieczeństwa. W przypadku niewłaściwego lub niebezpiecznego użycia produktu producent nie ponosi odpowiedzialności.
Stanowisko powinno być używane w pomieszczeniach wolnych od substancji tj. kurz, kwasy, gazy lub innych substancji żrácych. To samo dotyczy jego przechowywania. W trakcie użytkowania należy zapewnić odpowiedni przepływ powietrza.
Zakres temperatur :
Użytkowanie od -10 do +40°C (od +14 do + 104°F).
Przechowywanie w temperaturze od -20 do +55°C (-4 do 131°F).
Wilgotność powietrza:
Mniejsza lub równa 50%, w temperaturze 40°C (104°F).
Mniejsza lub równa 90%, w temperaturze 20°C (68°F).
Poziom: Do 1000 m n.p.m. (3280 stóp).
OCHRONA SIEBIE I INNYCH
Urządzenia wykorzystujące wyładowania pojemnościowe mogą być niebezpieczne i spowodować poważne obrażenia lub śmierć. Jest on przeznaczony do użytku przez wykwalifikowany personel, który został odpowiednio przeszkolony w zakresie obsługi urządzenia (np. inżynierów, techników itp.): szkolenie blacharza).
Spawanie naraża ludzi na kontakt z niebezpiecznym źródłem ciepła, iskrami, polami elektromagnetycznymi (uwaga na osoby z rozrusznikami serca), ryzykiem porażenia prądem, hałasem i oparami gazowymi.
Aby chronić siebie i innych, należy przestrzegać poniższych instrukcji bezpieczeństwa:

Aby uchronić się przed oparzeniami i promieniowaniem, należy nosić odzież bez mankietów, izolującą, suchą, ognioodporną, w dobrym stanie i przykrywającą całe ciało.

Należy używać rękawic zapewniających izolację elektryczną i termiczną.

Należy stosować odpowiednią ochronę spawalniczą lub przyłbice zapewniającą wystarczający poziom ochrony (w zależności od aplikacji). Chronić oczy podczas czyszczenia. Szkła kontaktowe są szczególnie zabronione.
Czasem konieczne jest ograniczenie obszaru za pomocą zasłon ognioodpornych, aby chronić obszar spawania przed promieniami łuku, rozpryskami i odpadami radioaktywnymi.
Poinformować osoby przebywające w obszarze spawania, aby nosiły odpowiednią odzież ochronną.

Jeżeli podczas spawania poziom hałasu przekracza dopuszczalny limit, należy używać słuchawek z redukcją szumów (dotyczy to również osób znajdujących się w obszarze spawania).

Świeżo zespawane części są gorące i mogą spowodować poparzenia przy kontakcie z nimi.
Ważne jest, aby zabezpieczyć miejsce pracy przed jego opuszczeniem, aby chronić ludzi i mienie.
OPARY SPAWALNICZE I GAZ

Dymy, gazy i pyły emitowane podczas spawania są niebezpieczne dla zdrowia. Należy zapewnić wystarczającą wentylację i może być wymagane powietrze. W przypadku niewystarczającej wentylacji rozwiązaniem może być maska na świeże powietrze.
Sprawdź, czy ssanie jest skuteczne, sprawdzając je pod kątem norm bezpieczeństwa.
Uwaga! Spawanie w małym pomieszczeniu wymaga nadzoru z bezpiecznej odległości. Ponadto szczególnie szkodliwe może być lutowanie niektórych materiałów zawierających ołów, kadm, cynk lub rtęć, a nawet beryl.
Oczyścić metal przed spawaniem. Spawania nie należy przeprowadzać w pobliżu smarów lub farb.
Obszar spawania musi być całkowicie zabezpieczony, materiały łatwopalne muszą znajdować się w odległości co najmniej 11 metrów.
W pobliżu miejsc wykonywania prac spawalniczych powinien znajdować się sprzęt gaśniczy.
Należy zachować ostrożność na projekcję gorących substancji bądź iskier, nawet w małych szczelinach, mogą one spowodować pożar lub wybuch. Ludzi, łatwopalne przedmioty i pojemniki pod ciśnieniem należy trzymać w bezpiecznej odległości. Należy unikać spawania w zamkniętych pojemnikach lub rurach, a jeśli są otwarte, należy je opróżnić z wszelkich materiałów łatwopalnych lub wybuchowych (olej, paliwo, gaz...).
Operacje szlifowania nie mogą być skierowane w stronę źródła prądu spawania ani w stronę materiałów łatwopalnych.
BEZPIECZEŃSTWO ELEKTRYCZNE

Zastosowana instalacja elektryczna musi być uziemiona. Porażenie prądem elektrycznym może być źródłem poważnych, bezpośrednich lub pośrednich wypadków, a nawet śmierci.
Nigdy nie należy dotykać elementów będących pod napięciem wewnątrz lub na zewnątrz źródła zasilania (palniki, zaciski, kable, elektrody), ponieważ są one podłączone do obwodu spawania.
Przed otwarciem źródła prądu spawania należy odłączyć je od sieci i odczekać 2 minuty, aby wszystkie kondensatory zostały rozładowane.
Jeśli kable, elektrody lub ramiona są uszkodzone, muszą zostać wymienione przez wykwalifikowany i autoryzowany personel. Zwymiarować przekrój kabla w zależności od zastosowania. Zawsze używaj suchej, dobrej jakości odzieży, aby odizolować się od obwodu spawalniczego. We wszystkich środowiskach pracy należy nosić izolowane obuwie.
KLASYFIKACJA MATERIAŁÓW EMC

Ten materiał Klasy A nie jest przeznaczony do użytku na terenie mieszkalnym, ponieważ dostarczana tam publiczna energia elektryczna jest niskonapięciowa. W tych miejscach mogą występować potencjalne trudności w zapewnieniu kompatybilności elektromagnetycznej, ze względu na zaburzenia przewodzenia, a także emitowane częstotliwości radioelektryczne.
EN 61000-3-12 To urządzenie jest zgodne z normą IEC 61000-3-12.
EN 61000-3-11 To urządzenie jest zgodne z normą IEC 61000-3-11.
EMISJE ELEKTROMAGNETYCZNE

Prąd elektryczny przepływający przez jakikołwiek przewodnik wytwarza lokalne pola elektryczne i magnetyczne (EMF). Prąd spawania wytwarza pole elektromagnetyczne wokół obwodu spawalniczego i urządzenia spawalniczego.
Pola elektromagnetyczne EMF mogą zakłócać działanie niektórych implantów medycznych, na przykład rozruszników serca. Dla osób z implantami medycznymi muszą zostać podjęte środki ochronne. Na przykład, ograniczenia dostępu dla osób przechodzących lub indywidualna ocena ryzyka dla spawaczy.
Spawacze powinni postępować zgodnie z poniższymi instrukcjami, aby zminimalizować ekspozycję na działanie pół elektromagnetycznych
z obwodu spawania:
- ułożyć kable spawalnicze razem – w miarę możliwości zamocować je za pomocą zacisku;
- ustawić się (tułów i głowę) jak najdalej od obwodu spawania;
- nigdy nie owijać przewodów spawalniczych wokół ciała;
- nie umieszczać ciała pomiędzy kabłami spawalniczymi. Trzymać oba kable po jednej stronie ciała;
- podłączyć kabel powrotny do przedmiotu obrabianego jak najbliżej miejsca, które ma być spawane;
- nie pracować obok źródła prądu spawania, nie siadać na nim ani nie opierać się o nie;
- nie spawać podczas transportu źródła prądu spawania.

Użytkownicy rozruszników serca powinni skonsultować się z lekarzem przed użyciem tego urządzenia.
Narażenie na pola elektromagnetyczne podczas spawania może mieć inne, nieznane jeszcze skutki dla zdrowia.
ZALECENIA DOTYCZĄCE OCENY OBSZARU SPAWANIA
Informacje ogólne
Użytkownik jest odpowiedzialny za instalację i użytkowanie sprzętu do wyładowań pojemnościowych zgodnie z instrukcjami producenta. W przypadku wykrycia zakłóceń elektromagnetycznych użytkownik sprzętu do wyładowań pojemnościowych musi być odpowiedzialny za rozwiązanie sytuacji z pomocą techniczną producenta. W niektórych przypadkach te działania naprawcze mogą być tak proste, jak uziemienie obwodu spawalniczego. W innych przypadkach może być konieczne zbudowanie ekranu elektromagnetycznego wokół źródła prądu spawania i całego przedmiotu obrabianego z zamontowanymi filtrami wejściowymi. W każdym przypadku należy ograniczyć zakłócenia elektromagnetyczne, aż przestaną być uciążliwe.
Ocena obszaru spawania
Przed zainstalowaniem sprzętu do wyładowań pojemnościowych, użytkownik powinien ocenić potencjalne problemy elektromagnetyczne w otaczającym go obszarze. Należy wziąć pod uwagę następujące elementy:
a) obecność powyżej, poniżej i w sąsiedztwie urządzeń do wyładowań pojemnościowych innych kabli energetycznych, sterowniczych, sygnalizacyjnych i telefonicznych;
b) odbiorniki i nadajniki radiowe, i telewizyjne;
c) komputery i inne urządzenia sterujące;
d) urządzenia krytyczne dla bezpieczeństwa, takie jak zabezpieczenia maszyn przemysłowych;
e) zdrowie i bezpieczeństwo osób przebywających w danym obszarze, takich jak osoby z kardiostymulatorami lub aparatami słuchowymi;
f) aparatura do kalibracji i pomiarów;
g) odizolowanie innych urządzeń, które znajdują się na tym samym obszarze.
Użytkownik musi upewnić się, że inne urządzenia używane w danym środowisku są kompatybilne. Może to wiązać się z dodatkowymi środkami ostrożności;
h) pora dnia podczas spawania lub wykonywania innych wymaganych czynności.
Wielkość obszaru otaczającego, który należy wziąć pod uwagę, zależy od struktury budynku i innych działań odbywających się w nim. Ta strefa otoczenia może wykraczać poza granice instalacji.
Ocena obszaru spawania
Oprócz oceny obszaru ocena instalacji urządzeń do wyładowań pojemnościowych może być wykorzystana do identyfikacji i rozwiązywania przypadków zakłóceń. Wskazane jest, żeby ocena emisji obejmowała pomiary na miejscu, jak określono w artykule 10 CISPR 11. Pomiary na miejscu mogą również pomóc potwierdzić skuteczność środków ograniczających.
ZALECENIA DOTYCZĄCE METOD REDUKCJI EMISJI ELEKTROMAGNETYCZNEJ
a. Publiczna sieć zasilania: Urządzenia do wyładowań pojemnościowych powinny być podłączone do publicznej sieci zasilającej zgodnie z zaleceniami producenta. W przypadku występowania zakłóceń może być konieczne podjęcie dodatkowych środków zapobiegawczych, takich jak filtrowanie publicznej sieci zasilania. Należy rozważyć ekranowanie kabla zasilającego w metalowym przewodzie lub równoważnym od zainstalowanych na stałe urządzeń do wyładowań pojemnościowych. Należy zapewnić ciągłość elektryczną ekranu na całej jego długości. Należy również połączyć osłonę ze źródłem prądu spawania w celu zapewnienia dobrego połączenia elektrycznego pomiędzy przewodem i obudową źródła prądu spawania.
b. Konserwacja urządzeń do wyładowań pojemnościowych : Sprzęt do wyładowań pojemnościowych powinien być poddawany rutynowej konserwacji zgodnie z zaleceniami producenta. Wszystkie dojścia, drzwi serwisowe i pokrywy powinny być zamknięte i odpowiednio zablokowane, gdy sprzęt do wyładowań pojemnościowych jest w użyciu. Sprzęt do wyładowań pojemnościowych nie powinien być modyfikowany w żaden sposób, z wyjątkiem modyfikacji i regulacji wymienionych w instrukcjach producenta.
c. Kable spawalnicze: Kable powinny być możliwie jak najkrótsze, ułożone blisko siebie przy ziemi lub na ziemi.
d. Uziemienie ekwipotencjalne: Należy rozważyć połączenie wszystkich przedmiotów metalowych w pobliżu. Jednakże metalowe przedmioty podłączone do przedmiotu obrabianego zwiększają ryzyko porażenia elektrycznego, jeśli operator dotknie zarówno tych metalowych elementów, jak i elektrody. Operator powinien być odizolowany od takich metalowych przedmiotów.
e. Uziemienie spawanego elementu: Gdy spawana część nie jest uziemiona ze względów bezpieczeństwa elektrycznego lub ze względu na jej rozmiar i lokalizację, jak ma to miejsce na przykład w przypadku kadłubów statków lub metalowych ram budynków, połączenie, które uziemia część, może w niektórych przypadkach, ale nie systematycznie, zmniejszyć emisje. Należy uważać, aby uniknąć uziemienia części, które mogłoby zwiększyć ryzyko obrażeń użytkowników lub uszkodzenia innych urządzeń elektrycznych. Jeśli to konieczne, połączenie spawanej części z uziemieniem powinno być wykonane bezpośrednio, ale w niektórych krajach, gdzie takie bezpośrednie połączenie nie jest dozwolone, połączenie powinno być wykonane za pomocą odpowiedniego kondensatora wybranego zgodnie z przepisami krajowymi.
f. Ochrona i ekranowanie: Selektywna ochrona i ekranowanie innych kabli i urządzeń w otoczeniu może ograniczyć problemy z zakłóceniami. W przypadku specjalnych zastosowań można rozważyć ochronę całego obszaru spawania.
TRANSPORT I PRZENOSZENIE ŻRÓDŁA PRĄDU SPAWANIA

Źródło prądu spawania jest wyposażone w górny uchwyt(y) do przenoszenia/przenoszenia ręcznego. Nie należy lekceważyć jego wagi. Uchwyt(y) nie jest (są) uważany(e) za element służący do zawieszania.
Nie wolno używać kabli ani palników do przemieszczania źródła prądu spawalniczego. Nie należy umieszcać źródła zasilania nad ludźmi lub przedmiotami.
INSTALACJA URZĄDZENIA
- Zapewnić wystarczającą strefę do chłodzenia źródła prądu spawania i do łatwego dostępu do panelu sterowania.
- Nie stosować w środowisku, gdzie występują pyły metali przewodzących.
- Przewody zasilania, przedłużacze i przewody spawalnicze muszą być całkowicie rozwinięte, aby zapobiec przegrzaniu.

Producent nie ponosi odpowiedzialności za szkody na osobach i przedmiotach spowodowane niewłaściwym i niebezpiecznym użytkowaniem tego urządzenia.
KONSERWACJA / PORADY

- Operatorzy tej maszyny muszą być odpowiednio przeszkoleni w zakresie obsługi maszyny, aby uzyskać maksymalną wydajność maszyny i wykonywać pracę zgodnie z instrukcjami (np.: szkolenie blacharza). - Przed przystąpieniem do jakichkolwiek napraw pojazdu należy sprawdzić, czy producent dopuszcza dany proces spawania.
- Serwisowanie i naprawa źródła może być przeprowadzana wyłącznie przez producenta.
Jakakolwiek ingerencja w ten generator przez osoby trzecie spowoduje unieważnienie warunków gwarancji. Producent zrzeka się wszelkiej odpowiedzialności za wszelkie zdarzenia lub wypadki, które nastąpiły po tej interwencji. - Odciąć zasilanie, odłączając wtyczkę i odczekać dwie minuty przed rozpoczęciem pracy na urządzeniu.
Wewnątrz, napięcia i prądy są wysokie i niebezpieczne. - Wszystkie narzędzia spawalnicze ulegają zniszczeniu podczas użytkowania.
Utrzymuj te narzędzia w czystości, aby maszyna mogła pracować jak najlepiej. - Regularnie zdejmować pokrywę i wydmuchiwac kurz.
Przy okazji należy zlecić wykwalifikowanemu personelowi sprawdzenie połączeń elektrycznych za pomocą izolowanego narzędzia. - Regularnie sprawdzać stan przewodu zasilającego lub wiązek przewodu spawania.
Jeśli widoczne są oznaki uszkodzenia, należy je wymienić przez producenta, jego serwis lub osobę o podobnych kwalifikacjach, aby uniknąć zagrożenia. - Pozostawić otwory wentylacyjne źródła prądu spawania wolne dla wlotu i wylotu powietrza.
ZASILANIE ELEKTRYCZNE
- To urządzenie jest dostarczane z wtyczką 16 A CEE7/7 i może być używane wyłącznie w jednofazowej trójprzewodowej instalacji elektrycznej 185-265 V (50-60 Hz) z uziemionym przewodem neutralnym.
- Ciągły pobór prądu (I1p lub ILp) podany w części niniejszej instrukcji poświęconej danym elektrycznym dotyczy maksymalnych warunków pracy. Sprawdź, czy zasilacz i jego zabezpieczenie (bezpiecznik i/lub wyłącznik automatyczny) są zgodne z prądem wymaganym do użytkowania. W niektórych krajach może być konieczna wymiana gniazda zasilania, aby umożliwiać maksymalną eksploatację urządzenia.
- Uruchomienie następuje po naciśnięciu przełącznika I/0 (Rys. I-3), odwrotnie zatrzymanie następuje po naciśnięciu tego samego przełącznika (0). Uwaga! Nigdy nie wyłącać zasilania, gdy urządzenie pracuje.

Ładowanie kondensatorów : miganie wyświetlacza wskazuje, że GYSPOT ALU ładuje kondensatory do ustawionej wartości. Jeśli kondensatory nie są naładowane, wyświetlany jest komunikat "DEF". Wyłączyć i ponownie włączyć urządzenie. Jeżeli komunikat nie ustępuje, należy skontaktować się z Biurem Obsługi Klienta GYS.
| CHARAKTERYSTYKA ELEKTRYCZNA | |
| Znamionowe napięcie zasilania U1N 1 ~ 185 - 265 V | |
| Częstotliwość 50 - 60 Hz | |
| Napięcie znamionowe obwodu otwartego U2d 50 - 200 V | |
| Stała moc Sp 0.52 kVA | |
| Ciągły prąd zasilania I1p 0.7 A / 4,5 A | |
| Maksymalny stały prąd zwarcia pierwotnego I1cc / ILcc 6.5 A | |
| Maksymalny wtórny prąd zwarciowy I2cc 13000 A | |
| Prąd ciągły wtórny I2p 4.4 A | |
| CHARAKTERYSTYKA TERMICZNA | |
| Temperatura otoczenia podczas pracy | Od +5°C do +40°C |
| Temperatura otoczenia podczas przechowywania i transportu | Od -25°C do +55°C |
OPIS URZĄDZENIA (PATRZ "URZĄDZENIE") STRONA 2)
Urządzenie to służy do usuwania wgnieceń z aluminiowych karoserii poprzez spawanie aluminiowych kołków M4 i M6 za pomocą wyładowania kondensatora. Kondensatory mają pojemność 66 milifaradów.
Wylot przewodu pistoletu (Rys. I-1)
Wyjście przewodu uziemiającego (Rys. I-2)
Z przodu urządzenia znajduje się klawiatura z 3 przyciskami (rys. II)
Posiada diode LED błędu termicznego (Rys. II-5)
Urządzenie wyposażone jest w pistolet z wiązką o zasięgu 3m.
3 kołki na pistolecie służą do uziemienia i centralnego przytrzymania spawanego kołka.
Typ kołków M4 i M6: Magnez glinu (AlMg3) lub krzem glinu (AlSi12)
Po włączeniu urządzenia może pojawić się komunikat o błędzie wskazujący, że wewnętrzny spust pistoletu został przytrzymany. Możliwe, że przycisk jest zablokowany lub zwarty. We wszystkich przypadkach należy skontaktować się z dystrybutorem.
INSTRUKCJA UŻYTKOWANIA
Sprzęt ten został zaprojektowany do naprawy karoserii aluminiowych z niewielkimi rysami, zadrapaniami lub uderzeniami gradu.
To urządzenie spawa kołki M4 i M6 poprzez rozładowanie kondensatora. Dzieje się to zaraz po wciśnięciu końcówki pistoletu. Spawanie jest bardzo szybkie (2 do 3 milisekund).
Urządzenie można zaprogramować w dwóch różnych trybach:
- Tryb napięciowy : Napięcie jest programowalne w zakresie od 50 do 200 V.
- Tryb zasilania : Moc jest programowalna od L, 1-9, H:
o Przełączanie z jednego trybu na drugi odbywa się przez naciśnięcie przycisku trybu pracy (Rys. II-4)
o Tabela zależności mocy od napięcia (patrz "Moc w funkcji napięcia"). Rys. III).
| P | 2 3 4 5 6 7 8 9 H | |||||||||
| V | V 75 V 80 V 85 V | 90 V 100 | V 108 V | 118 V 125 V 135 | V 150 V |
Opis operacji spawania za pomocą Gyspot alu 66
o Wyrównać powierzchnię do prostowania, tak aby 3 mosiężne kołki mogły stykać się z karoserią
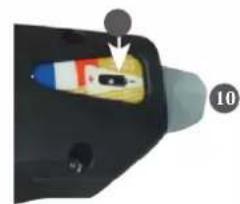
o Umieścić trzpień w uchwycie. Jeśli to konieczne, wyreguluj śrubę regulacyjną ogranicznika sworznia (patrz zdjęcia poniżej)
o Dla dobrego zgrzewu, główna szpilki powinna wystawać około 1 mm z zaślepki (7)
o Regulacja tego położenia łba śruby odbywa się poprzez przykręcenie nakrętki na śrubie regulacyjnej (8)
Aby uzyskać dobrą spoinę, tylko "trzpień" kołka powinien być w kontakcie z obrabianym przedmiotem.
Zastosuj lekki nacisk na pistolet bez zgniatania kołka, utrzymuj pistolet prostopadle do powierzchni
blachy. Kondensatory rozładowują się automatycznie, gdy tylko końcówka pistoletu zostanie wsunięta do pierścienia.
W tym momencie kołek jest przyspawany. Czas trwania spoiny jest krótszy niż 3 milisekundy.
Dla optymalnego prostowania zalecamy podgrzanie obrabianego elementu.
W momencie dostawy pistoletu śruba regulacyjna 10 jest poluzowana, a suwak znajduje 0 się w pozycji zatrzymania.
To ustawienie umożliwia korzystanie z siły wystrzału wynosi około 20 N, co jest odpowiednie do spawania aluminiowych kołków M4 i M6. Śruba służy do regulacji siły sprężyny podczas wystrzału oraz do kompensacji zużycia.
Ustawić wartość napięcia za pomocą przycisków + i -.
Przy włączaniu zasilania domyślna wartość mocy wynosi 5, co odpowiada napięciu 100 V.
Ogólnie rzecz biorąc, wartość dla dobrego zgrzewu kołka o średnicy 4 do usuwania wgnieceń wynosi 90 V. Odpowiada to mocy 4.
Wartość przyłożonego naprężenia wzrasta wraz z grubością arkuszy. Należy zachować ostrożność, zbyt wysokie napięcie może uszkodzić podłoże.

4-gniazdowy miedziany grot do lutowania kołków M4 i M6 (średnica ∅ 4 mm)

Automatyczny pistolet bez spustu
7 Główka kołka powinna wystawać około jednego milimetra.
8 Śruba do regulacji położenia kołka
9 Kołek musi być prostopadły do blachy.
Nie należy wywierać zbyt dużego nacisku, aby nie zmiażdżyć główki. Tylko nypel ma kontakt z blachą.
10 Śruba radełkowana z suwakiem 0 umożliwia regulację ściśnięcia sprężyny podczas odpalania.
Menu licznika punktów :
Menu automatycznie zliczające liczbę ukończonych punktów jest dostępne po naciśnięciu i przytrzymaniu przycisku Mode przez 3 sekundy. Na ekranie będzie wówczas migać wartość "CPt" i liczba ukończonych punktów. Domyślnie po uruchomieniu urządzenia liczba ta wynosi zero. Będzie ona zwiększana o 1 dla każdego spawanego punktu. Aby zresetować liczbę punktów do 0, przytrzymaj jednocześnie przyciski "+" i "-" przez 3 sekundy.
Po przełączeniu na tryb licznika, ustawienia napięcia są zapamiętywane i będą używane dla wszystkich kolejnych ściegów.
Licznik nie resetuje się do zera za każdym razem, gdy produkt jest wyłączany; zapamiętuje on liczbę wykonanych ściegów do momentu ręcznego zresetowania.
ZABEZPIECZENIE TERMICZNE GENERATORA
Urządzenie posiada automatyczny system ochrony termicznej. System ten blokuje użycie generatora na kilka minut, jeśli jest on używany zbyt intensywnie. W tym przypadku żółta kontrolka (Rys. II-5) usterki termicznej zapala się.
GWARANCJA
Gwarancja obejmuje wszystkie wady lub usterki produkcyjne przez 2 lata od daty zakupu (części i robocizna).
Gwarancja nie obejmuje:
- Wszelkich innych uszkodzeń powstałych w wyniku transportu.
- Zwykłego zużycia części (Np. : kabli, zacisków itp.).
- Przypadków nieodpowiedniego użycia (błędów zasilania, upadków czy demontażu).
- Uszkodzeń związanych ze środowiskiem (zanieczyszczenia, rdza, kurz).
W przypadku usterki należy zwrócić urządzenie do dystrybutora, załączając:
- dowód zakupu z datą (paragon fiskalny, fakturę....)
- notatkę z wyjaśnieniem usterki.
BEZPEČNOSTNÍ PŘEDPISY
VŠEOBECNÉ POKYNY