
SPlasma 80P - Spawarka Stamos - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia SPlasma 80P Stamos w formacie PDF.
Pytania użytkowników dotyczące SPlasma 80P Stamos
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję SPlasma 80P - Stamos i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. SPlasma 80P marki Stamos.
INSTRUKCJA OBSŁUGI SPlasma 80P Stamos
Niniejsza instrukcja oblugi zawiera opisy, instrukcje oraz podstawowe informacja dotyczne oblugi przechinarek plazmowych S-Plasma 50/60/80/120. Przed uruchomieniern urzadzenia nały已达 dokladnie zapoznać sie z instrukcja oblugi. Dokladne zrozumieziech i moziwość zastosowania urzadzenia gwarentuje.goze zastosowanie zgodne z przyeznaczeniem.
UWAGA
- nalezy zadbać o bezpieczeneistwo wlasne i osob postronnych zapoznajc sie i postepujac dokladnic z wytycznych uzytkowania urzadzenia.
- do uruchomienia, uzytkowania, obstugi i naprawy urzadzenia wolno dopuszczać wylącznie osoby wykalifikowane.
do urzadzenia w trakcie loro uzytkowania nie wolno dopuszczać osob postronych, w tym przydede wzystkim osobNieletnich.
CIECIE MOZE WYWOLAC OGIEN LUB EKSPLOZJE.
Strumien plazmy wyruza na zewnatrz rozzarzone czasteczki metalu lub iskry. Gorace czasteczki metalu, iskry, rogrzany element lub goracy palnik moga spowodowa poroz. Tengo wzgldu naley dokladnie sprawdzić otoczenia.),不错ica spracy pod kqtem bezpieczenestwa.
- Nalezy w promieniu 10,7 m od palnika usunac wszystkie materialy palne.
ezeljesto nilemozliwe,to materialy palne naezy przykryc odpowiednia powloka. - Zabronione jest噤c wmiejscach, wktórych moze dojsc do zaplonu materialów katwopolnych.
- Nalezy zastosowac srodki bezpieczeneistwa przed snoopem iskier oraz rożzarzonymi czasteczkami metalu.
- Nalezy zworci uwage na to, zeisky lub gorace odpryski metalu moga przedostac sie przyez szczeliny lub otwory.
Nalezy zwracbaczna uwage na fuk elektryczny oraz miec w bliskimzasiegu gaśnice.
Nalezy zworci uwage na fakt, ze ciècle przy suficie, na podłodze lub pomiedzyy prędzielona przyestrzenia要去 spowodowej ognisko plomienia po drugiej stroi- nie, kóra jest nowidoczna.
PL
PL
NIE WOLNO SPAWAC W POBLIZU ZBIORNIKOW LUB BECZEK Z SUBSTANCJAMI LATWOPALNYMI.
Kabel zasilajcy nalezy podlączyc do najblizej połozonego gnilazda i ułoźć w spośob praktyczny i bezpieczny. Nalezy unikać niedbalego rozlozenia klaba w pomieszczeni na niezbadanyom podlózu, coMZe doprowadź do porazenia elektrycznégo lub pozaru.
- Nie wolno stosowac palnika plazmowego do Rozgrzewania zamarznietych rur.
- Nie wolno ciąc plazmaw战略布局 zbiorników palnych. Materialy katwopalne lub zbiorniki danezy usunac lub dokladnie wyproznic.
- Nie wolno ciąc plazm w atmosferze zwierajacej czasteczki palne lub opary substantcj wybuchowych.
- Nie wolno stosowac cięcja plazmą zbiorników pod ciśnieniem, przywodów instalaci ciśnieniowej lub zaobników ciśnieniowych.
- przycecinatedie plazmz zbiornikow z materialem latwopalnym jest zabronione.
- Podczas cięcia plazma naleź mycie na sąbie czysta, niedzolejona odzież ochronna np.: rekawice skórzane, grubka koszule, spodnie bez zawinietych nogawek, wysokie buty oraz kaptur ochrony.
- Stanowisko do cięcia plazma sąȩzy umiejscwić z dala od powierzchni latwoPALnych.
- przyrozopocȩciem pięcía plazmą nalezy poźbyć sie przyzmiotów latwojalnych lub wybuchowych takich jak zapalniczki na propan butan,czy zapałki.
- nalezy przyestrzegrac przysepisow bezpieczeneistwa i higleny przycadytocych prac spawalniczych oraz wyposzaźc stanowisko przyw odpowiednia gasnice. Plomien oraz obwó roboczny znajdu sie pod napieciem, o ile wlaczone jest zasilanie elektryczne. Obwó wejsciowy przy obwó wewnetrznyu urzadzenia znajdu si rownik pod napieciem, o ile wlaczone jest zasilanie elektryczne.
Ciecle plazma w porowaniu ze spawaniem wymaga wysokiego napiecia pocztkowego w celu zaincijowania luku elektrycznego (z reguly 200 do 400 volt dc). Urzadzenia dostalo wyposazone w pistonet z blokada bezpieczenestwa, ktora urzadzenia załacza jezeli automatycznie jezeli poluzije oslona lub poruszy sie konocowa w obszarze dyszy. Nieprawidlowa instalacja lub uziemienie urzadzenia i wyposazenia要去 spowodowych zagrozenia dl zycia lub zdrowia.
PORAZENIE ELEKTRYCZNE JEST NIEBEZPIECZNE dla zycia i zdrowia.
- Nie wolno dotykać elementów znajdujacych sie pod napieciem elektrycznym.
- Nalezy nosicSuche,niepodziurawione,izolowane rkekiczki oraz odziez ochronna.
- Nalezy stosowac maty izolacyjne lub innew powloki izolacyjne na podłodze, które są wystarczajco duze, zeby nie dopušić do kontaktu ciaż z przyzemitem lub podgoda.
- Nie wolno dotykać tuku elektrycznégo, jeźeli styka są on z przyzemiotem lub podlogg.
- Przed obshug, czyszczemiem, lub wymianq elektrady nalezy wytlaczyc doplyw pradu elektryczneo.
- Prźed instalacja lub obstęga sąȩzy wymiarczy zasilanie.
- Nalezy upewnicie,czy kabel uziemienia jest wlasciwie uziemiony,czy wtyk jest wlasciwie polczonym z uziemionym gniazdem.
Zawsze nalezy dokhadnie sprawdzić - Przed przystapieniem do podlaczania wejscia nalezy wybrać wolsciwe uziemienie
- Nalezy regularnie sprawdzać kable prędowe pod kątem uszkodźne lub braku izolacji. Kabel uzskodźny nalezy wymiemic. Kabel nalezy wymiemic w przypadku wykrycia uszkodzenia. Pośpiesznaprawa izolacji są spowodowej smierc lub utrata zdrodia.
- Urzadzenie nalezy wyłaczyc, jeźeli nie jest uzytkowane.
Kabel nalezy wymienic rowniez w przypadku zauwazenia sladow zuzycia lub miejscwych uszkodzen.
Kabla nie wolno zawijac wokot ciala. - Przemiot spawany nalezy wąsckiwo uziemic.
- Wolno stosowac wyłacznie wyposzażenie w dobrym stanie.
- Uszkodzone elementy urzadzenia nalezy naprawic lub wymienic.
- Podczas pracy na wysokosciach nalezy uzywac pasow bezpieczenstwa.
- Wszystkie elementy wyposzazenia oraz bezpiecznych powinny byc przechowymane w jedernym przyscu.
- Wylczanie systemu bezpieczeste waj jest zabronione.
- Stosowac Wolno wylaczie pistolety wymienione w instrukcji oblugi.
- Wchwili załęczenia wyzwalacza konćowej pistoletu oraz sączne trzyma z
PL
dala od ciata.
- Przymocuj kabel roboczny do wlasciwego metalowego styku elementu spawanego (nie do elementu, ktory moze odpasc) lub do stolu roboczego na tyle blisko spawarki, na ile wydaje sie to celowe.
- Zacisk roboczny nalezy zaizolawoc ile nie jest poloczony z przemiotem aberrianym, w celu uniknieciakontaktu z metalem.
Po odlaczenlu kablazasilajacego urzadzenie moze byc jestzsche pod ZNACZACYM NAPIECIEM.
Po wylaczeniu urzadzenia oraz odlaczeniu kabla napieciwogo nalezy sprawdzić napiȩcie na kondensatorze wejsciowym i upewnicie, ze wartosc napiȩcia jest równa zeru, w przywnym przypadkuNie wolno dotykać elementów urzadzenia. Kondensatory nalezy sprawdzić zgodnia z wytycznychm w rozdziele obstugi niniejszej instrukcjji.
PORAZENIE PRADEM ELEMKETRNYCZNTMMHz smiertelne.
Niezabezpieczone elementy prostownika moga eksploadowac w chwili wączenia zasilania. Podczas obstugi prostownika naleź zawsze stosowac maske ochronna oraz ubranie robocz ezlugimi rekawami.
EKSPLODUJACE CZESCI URZADZENIA moga spowodstaw obrażenia ciala.
Odpryski metalu podczas spawania sq niebepezieczne dla zdrowia.
ODPRYSKI I ISKRY moga spowodowej obrażenia ciala.
- Nalezy zawsze nosic maske ochronna lub okulary z oslona bocznaj
- Nalezy zawsze nosić odpwiednie ubranie ochronne w celu ochrony ciała.
- Nalezy zawsze nosic zatyczki do uzu lub innq ochrone sluchu w celu uniknięcia przychodostania sie odprysków do uzu.
Luk elektryczny w procesie spawania wytywarza duze ilosci promieniowania widzialnegoi i niewidzialnego (promieniowanie ultrafoletowe oraz podczerwone), ktore moze uszkodzic wzrok i skore
PL
PROMIENIOWANIE LUKU ELEKTYCZNEGO besoin uzzkodzic wzrok i skore ciala.
- Nalezy stosowac ochrone twarzy (helm lub ostone) i oczu z okularem o wasciwym zarbarwieniu, ktory spelhia zadanie filtra i chroni wzrok podczas cięcia.
- Standardy bezpieczeste sta proponuj zabarwienie nr 9 (minimalnie nr 8) da kazdego natezenia pradu ponijej 300 A. Nizsze zabarwienie ostony moza stosowac, jezeli suk zakrywa przydetmiot obrabiany.
- Zawsze naleź stosowac sprawdzone okulary bezpieczneistwa z oslona boczną pod helmem lub inną oslone.
- Nalezy stosowac olszny mijsca pracy w celu ochry innych osob przyd o slepiajcym promieniowaniem swietlnym lub odpryskami. Osoby postronne naleyo ostrzech przyez patrzeniem na luk elektryczny.
- Nalezy stosowac ubranie ochonne, kotre wykonane jest z materiaiu niepalnego oraz nie przewodzagoon (skóra, gruba welna lub bawełna) oraz odpowiednie buty roboczne.
PLASMA
Ogône informace na temat ciècia plazma
Przez palnik plazmowy przypeplwa pod wysokim cisieniem gaz np.:gowierzte, ktoy wydostaje sie na zewnatr. Po srodku kanalu gazowego znajduje sie ujemie naladowana elektroda, a przydnia dysza z pierscienium wirujcym i konocowa. Pierscien wiruju wropyra struiern w ruch obrotowy. Jezel do elektrydo podlaczymi napiecie elektryczne kaptrek poletu zetknie sie z metalem, to spowoduje to zamkniecie obwudu i pomiedzy metalem a elektroda pojawi sie luk elektryczny. Luk Rozgrzwa przypeplwajcy gaz do bardzo wysokiej temperatury, czwartego stanu skupenia. Proces ten powoduje zaincjowanie ukierunkowanego strumenia plazmy, ktoy ma temperature 16,649° C lub wieej, porusza sie z prędkoscia 6,096 m/s i pozwala stopic metal. Sama plazma przewodzi prad elektryczny. Obwod, ktoy zamyka suk elektryczny jest tak dlugo zamniety, jak dlugo elektroda zasilana jest napieciem i plazma pozostaje w kontakcie z metalem. Dysza tnaqca wypasazona jest w druga grupe kalaw. Kanaly to dostarczajc staly strumien gazu osfonowo go wokol obszaru cipecia. Cisieniec tego potoku gazu kontrluje staly promien strumenia plazmy.
Uwagal Omawiane urzadzenie zostalo konstruowane do zastosowania wyłacznie spreżonegogowietrza jako „gazu".
PL
REGULACJA PRADU
Automatyczny obwó zabeziepoczajcy chroni przysed skokami napiecia powyzej wartosci znamionowej podanej w danych technicznych urzadzenia.
OCHRONA CIEPLNA
System ochry termicznej uruchamia sie, kiedy urzadzenia przekroczy czas zalaczenia. Powoduje to wylaczenia urzadzenia. Wskaznik statuses na przydnim panelu swieci sie. Wentylator gracse do momentu schlozdenia urzadzenia. Po schlozdeniu urzadzenia do temporatura eksploatacji要去napić.gojo ponowne uruchomienie.
CZAS ZALACZENIA (DUTY CYCLE)
Czas zaćzenia jest wartość procentowej czusu eksploatenci (mierzonego w minutach) w okresie 10 minut, w ktorych maszyna pracowă beź przerwy w konwencjonalnych warunkach temperatury. Jeźeli zostanie przykroczenia czas zaćzenia, to spowoduje to zadziañanie systemu bezpieczność, ktory wylączy urzadzenia w celui)yego schłodzenia do normalnej temperatura spracy. Przekroczenia progu czusu zaćzenia要去 doprowadźic uszkodzenia urzadzenia oraz utrzyte gwarancji.
LEGENDA:
0

WLACZNIK / WYLACZNIK
1.

CURRENT:
regulacja prȩdu glówno
PL
2.

PRZECIAZENIE / AWARIA: lampka zapala sie w przypadku wystapienia dwoch sytuaksi:
a) jezel maszyna ma awarie i nie moze byc eksploatowan
b) jeeli spawarka przekroczyla standardowy czas przyciȩzenia, przechodzi w tryb bezpieczěnistwa a nastepnie wyłacja sie. Oznacza to, ze urzadzenia w ramach kontrli temperatury i przyegrzania przechodzi w tryb spocznyk. Podczas tego procesu zaświeca są kontrollka ostrzemagca na przynim panelu. W tej sytu⁺ci ni trzeba wymiąć wtyku zasilania z gniazdka. W celu schlodzenia urzadzenia wentylatorMZo fungkionowac dalej. Jezieli czerwona kontrollka nie swieci są, to oznacza to, ze urzadzenia schlodźilo są do temperatury eksploata⁺ci iMZo byc ponownie uzytkowane.
3.

KONTROLKA ZASILANIA:
po wączeniu urzadzenia kontrlka ta zapala sie.
4.

WYSWIETLACZ LED:
wyswietlabiezace natezenie pradu elektrycznego
5.+6.

CIECIE PLAZMA Z WYKORZYSTANIEM SPREZONEGOPOWIERZA:
Wysoka gestosc fuku plazmy umozliwa zastosowanie wysokiej prędkosci pięcía przy zachowaniu wysokiej jakosci piągosci. Nie jest wymagane zastosowanie drogiego gazu. Zastosowanie normalné spreźonego powiatrza oraz latwa obłsuga gwarantuju bezproblemow uzytkowania na obszarach konstrukcj karoserii, zbiorników, konstrukcj stalowych,ogrzewania, klimatyzcjak rajnowie na obszarze urzadzen sanitarnych i innych instalacji.
7.

ZLACZE PRZEWODUMASY
PL
PL
8.

PRZYLACZE GAZU /POWIETRZA

9.

UZIEMIENIE:
z tylu kazdej spawarki znajduje sie sruba z oznaczeniem uziemienia.
Przed uruchomieniem urzadzenie nalezy uziemic urzadzenie za
pomocaprzewodu,ktorego przekroi ne moze byc mniejszy niz 6 mm.
W ten sposob所提供za zapobiec strata napiecia.

10.

DODATKOWE ZLACZE ZASILANIA ELEKTRYCZNEGODLA
WEZA PALNIKA PLAZMOWEGO
SCHEMAT PODLACZENIA S-PLASMA 50

S-PLASMA 50
PL
PL

MOSFET:
Spawarka wykorzystuje technologie MOS-FET. Technologia ta jak zadna inna zapewnia najwyzsza wydajnosc. W porownaniu do ilosci pobranego pradu otrzymujemy ponad proportcjonaln alosc mocy. Wynikiem jest sprawnosc na poziome 93%! Prad spawania jest Bardzo stabilny, co gwarantuje perfekcyjna spoine. Dzieksi technologii MOS-FET urzadzenie jest lekkie i kompaktowe.
PRAD NORMALNY: przechinarka plazmowa zasilana jest z jejnej fazy (230V +/- 10%)

WYPOSAZENIE
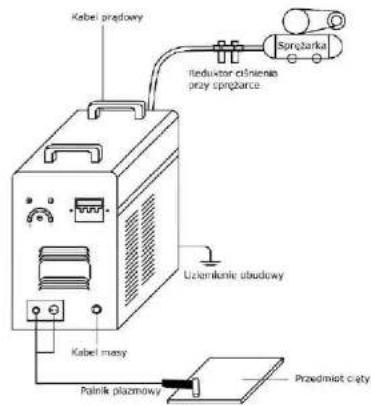
ZASILANIE ELEKTRYCZNE DLA S-PLASMA 60P/80P/120

PRAD NORMALNY:
przecinarki S-Plasma 60/80/120 zasilane sq z sieci trojazowej (380V + / - 10%)
Zyta zoltozielona shuy do podlaczenia przewodu uziemienia PE. Trzy fazy (czarna) moga zostac podlaczone dowolnie do L1, L2 oraz L3. Podlaczenia moze przypoprawdzie wylacznie wykalifikowany elektryk.
PL
PL

S-PLASMA 60P / 80P
MOSFET:
Spawarka wykorzystuje technologie MOS-FET. Technologia ta jak zadna inna zapewnia najwyzsza wydajnosc. W porownaniu do ilosci pobranego pradu ostrzymujemy ponad proportcjonaln alosc mocy. Wynikiem jest sprawnosic na poziome 93% Prad spawania jestardo stabily, co gwarantije perfekcyjna spoine. Dzicki technologii MOS-FET urzadzenie jest lekkerik kompaktowe.

WYPOSAZENIE
I.Torba
2. Czeci zuzywalne
3. Reduktor cisnienia + manometr
4. Zacisk masy
5. Waz powietzny
6. Palnik plazmowy
S-PLASMA 120


IGBT:
Tranzystor bipolarny z izolowan bramka elektrady (z ang. Insulated Gate Bipolar Tranistor, w skrocie IGBT) jest elementem polprzewodnikowym, ktroy stosuje sie w elektronicnych ukkadach duzej mocy, poniewaz posida zalety tranzystora bipolararnego (np.: wysoka przewodnosc, wysokie napiecie zaporowe, trwalosc wykonania w spawarkach) oraz zalety tranzystora polowego z izolowan bramka (zasteronian sprawie bez straty mocy). Do zalet nalezy rownie odpopnosc na zwarcia, poniewaz IGBT ogranica prad obcienza. Ukady IGBT stanowia dalszy krok Rozwoju pionowych ukkadow mocy MOSFET.
WYPOSAZENIE

I. Reduktor cijsnienia + manometr
2. Waz powietzny
4. Zacisk masy
5. Palnik plazmowy
| S-Plasma 50 S-Plasma 60P S-Plasma 80P S-Plasma 120 | ||||
| Napięcie zasilania | 230V1 faza | 400V3 fazy | 400V3 fazy | 400V3 fazy |
| Czȩstotiwość 50/60 Hz 50/60 | Hz 50/60 Hz 50/60 Hz | |||
| Prȩd zasilania 12A 14A 16A 28A | ||||
| Napiȩcie spożycznowe 96V 116V 200V 240V | ||||
| Klasa bezpieczność obu-dowy | IP21S IP21S IP21S | |||
| Klasa izolacje H H | H | H | ||
| Ochrona przydzne prępiecielem | TAK | TAK | TAK | TAK |
| Chłodzenia | Wentylator | Wentylator | Wentylator | Wentylator |
| Zawór elektromagnetyczny | TAK | TAK | TAK | TAK |
| Czas zaȩczenia ED dla maku. A | 60,00% | 60,00% | 60,00% | 60,00% |
| Prȩd;ciecia | 20-50A | 20-60A | 20-80A | 20-120A |
| Czas dopływu poweletrza | 10 Sek. | 10 Sek. | 10 Sek. | 10 Sek. |
| Zaplön | Styk | Styk | Styk | bez kontaktu |
| Grubosć materialu | >14mm | >22mm | >27mm | >35mm |
| Szerokość ciecia | 1mm | 1,2mm | 1,2mm | 1,4mm |
| Zȩcze gazu | 4,5 bar,30-1001/min. | 6 bar,1701/min. | 6 bar,1701/min. | 6 bar,1701/min. |
| Wykonano wedlug normy | EN 60974-1 | EN 60974-1 | EN 60974-1 | EN 60974-1 |
| Zgodnosć EG | CE | CE | CE | CE |
| Ciezar (netto) | 9kg 19kg 20kg 36kg | |||
| Wymiary D/W/SZ | 380x290x160 | 490x210x370 | 495x215x375 | 500x370x350 |
URUCHOMIENIE
A. Rozpakowanie
Wypakuji wszstkie rzechy z opakowania i upewnij sie,czy sa wzystkie przedmioty wyszczegolnione w zakresie dostawy.
B.Środowisko pracy
W obszarze roboczym nalezy zapewnic dobra wentylacje. Urzadzenia chlodzi wentylator, ktory zapewnia chlodzenia wewnetrznych podzespolow urzadzenia.
(Wskazowka! Osfty urzadzenia musza byc tak zamontowane, zeby otwory wentylacyjne znajodawy sie z produ urzadzenia). Urzadzenie powinno znajdowac sie przynejmiej w odlegosci 15 cm zakedje strony od innych przemiotow, w celu pozostawienia.), na czyszczene i chlodzenie. Jezei urzadzenie nie bedzie wystarczajaco intensywnie chlodzone, to spada czas zaczzenia.
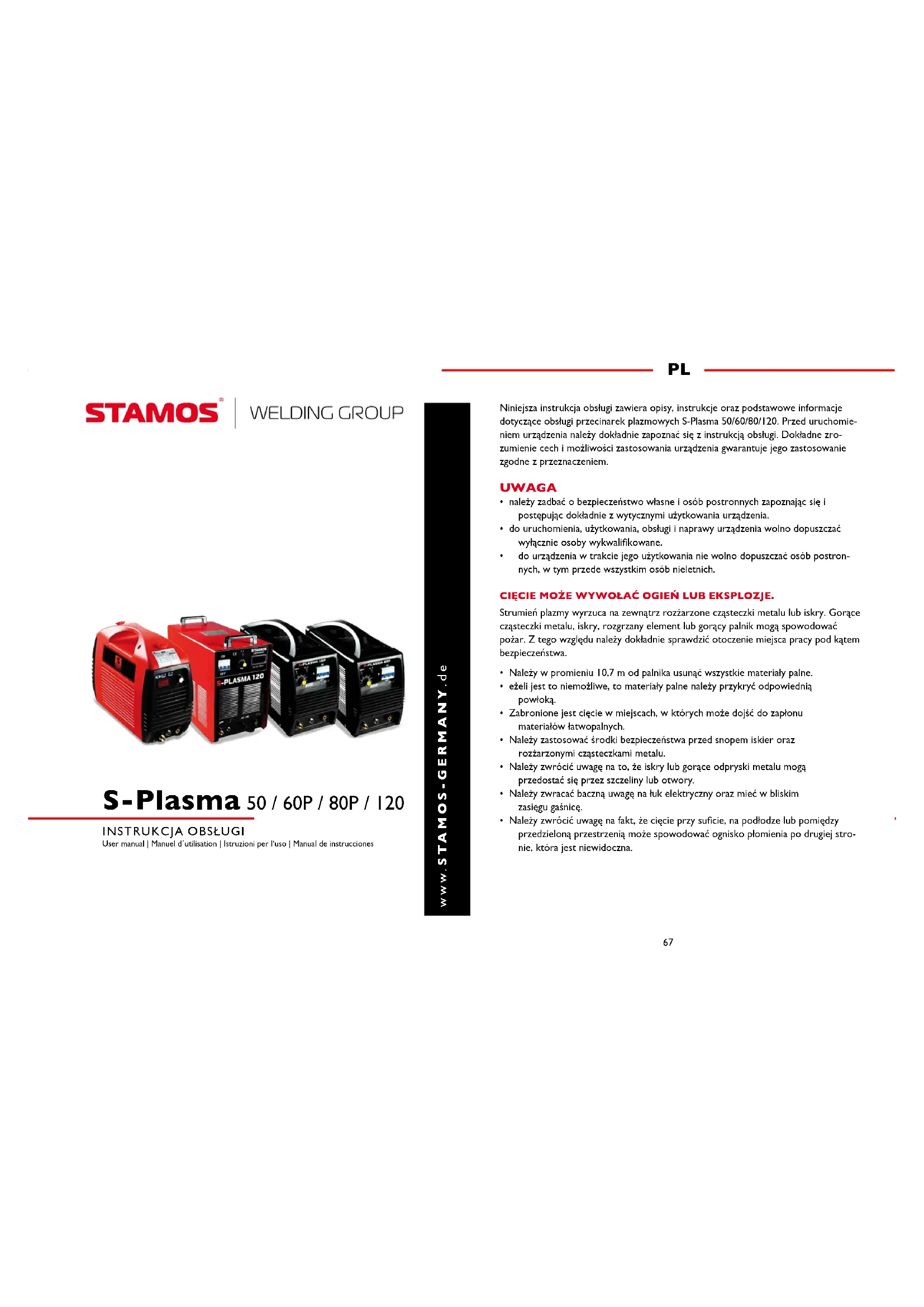
C. Podlączne przywodów
Kazde urzadzenie dysponije kablem pradowym, ktoy zasila napieciem elektrycznym. Jeziel podczyznye urzadzenie do zordla pradu o napieciu przyekraczajcym zamionowe napiecie zasilania lub dostanie podlaczona niewacliwa faza, to moze to spowodowac powazne uszkodzernie urzadzenia. Urzadzenie uszkodzone w ten spoosob nie podlega naprawie na warunkach gwarancji.
D. Podlącenie palnika
Laczymy z inwerterem za pomocz przykreçajc z jederj strony do palnika a z drugiej strony do gniazda na przydnim panelu urzadzenia. Pohaczenie nalezy lekko dociagnac za pomocz kluczza plaskiego.
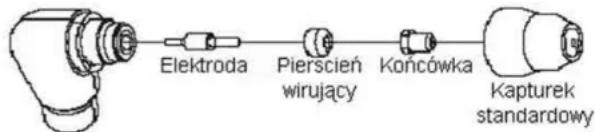
BUDOWA PISTOLETU (S-Plasma 50/60/80)
A. Postepowanie przy montazu palnika
Painik/pistolet wraz z kapturkiem ochronnym nalezy ustawic w pionie kapturkiem do gory. Nastepnie okreci c kapturek. Kapturek zaiera końówke, ceramiczny pierscien
PL
wirujczy oraz elektrode. Zdejmujemy napierw kapturek, ceramiczny pierscien wirujuc yoraz elektrode. Nastepnie naley ponownie zlozyc elektrode, pierscien oraz kapturek. Zuzyte elementy naley wymiemic. Na koncu kapturek ochrony wraz z pozostalymi elementami naley przykrecić do glowicy pistoletu oraz dociagnć reka. Ježeli podcas dokrecania lub odkrecania poczujemy opór, to naley sprawdzić przyrozpieciem pracy poucenie gwintowe a podcas przykrecania naley zwrocić uwage na prowidtowe zlozenia wsztstkich elementów
Wskazówka
W przypadku nietórych pistoletów, ktoreNie są wyposzazone włatwo wymienne elektrody, elektrodę;naleź osadź za pomocą ceg, tak zeby zapewnic pewny styk elektryczny.
UZYTKOWANIE
A. Rozpoczecie pracy
Włacznik pradowy naleź wączyc w polożenie „ON". Operator powinien zajć takHQ pozycje, zęby bez problemu odczytc na uradzdeniu wskazanie ciṣnienia powietrza. Natestmie wączamy wącznik palika (z pal尼克 wyleci powietrze), ustawiamy zawó regulacci ciṣnienia na 6-7 bar i zwalniamy wącznik palika
UWAGA
Cisinienie powietra waha sie w akceptowalnym zakresie od 5 do 8 bar. Operator\
moze przyprowadzć proby wede potrzeby, jaknazole sie nie zmiejsza za mocono cisnienia, ponieważ要去 doprowadzć do uszkodzenia elementów wymiennych.
Zacisk uziemienia nały przyzmocowych i zabezpieczycy na przyzemiocie obrabianym.
Zacisk uziemienia mocujemy zawsze do tej czesci materialu obrabianego, która pozostaje aNie opdada po ciȩci.
B. Ciecie
I. Ciecie kontaktowe
Palnik nalezy przytrzymac blisko przy powierzchni przyzmiedmiotu obrabianego.
Po naciśćci wącznika nalezy dotznac palnikiem powierzchni przyzmiedmiotu i umozliwick zainicyjowanie fuku plazmny. Nastepnie przyszuwamy palnik wymaganym kierunku, przy czym capturek powinienznajdawkie są podlekkim katem, a styk z materialem powinien byc zachowany. Ten sposob przy okresla są jako czcie kontaktowe. W tym przypadyku nalezy unika szybkiich ruchów. Oznaku togo są iskry, ktore odpryskuja od strony gornej. Palnik nalezy poruszač tak szkyko, zeby iskry od dolu materialiu gromadzily są w posob skoncentrowny. Kontynuńczyczne nalezy upewnicie, ze materiaj jest
przeciety w calosci. W przypadku koniecznosci nalezy ustawic prędkość na ciȩcie kontaktokowe (DRAG).
2. Oblsga cotygodniowa
Sprawdzić,czy wentylacja fungcjonije prawidlowo. Maszyny wraz z filtrém powietrza naleź odkurzyc i przydmuchać.
3. Ciecie dystansowe
W niedtorych przypadkach korzystne jest prowadzenie pistoletu w odlegosci okolo 1,5 - 3mm ponad przydmiotem obrabianym. Celem jest w tym przypadku redukcja materialu, ktory wdmuchiwany jest z powrotem do kapturka oraz w celu zwiekszenia przetopienia glokich wcie wMaterialie.Ciecie dystansowe nalezy zastosowac,jezel material poddany zostai cieciu wglbenu lub zlobieniu paliniki. Technike ciecia dys-. tansowego moins rawnie zastosowac do ciecia blachy w celu zminimalizowania ryzyka odpryskiwania materialu, ktory mogby uszkodzic kapturek pistoletu.
4. Wiercenie plazma
W celu wiercenia plazma koniec pistoletu najezy ustawic okolo 1/16" do 1/8" nad przemiotem obrabianym. Pistolet najezy trzymać lekko pochylny celem ochryny pistoletu przed snopem iskier oraz w celu przekierowania iskier na zewnatrz. Nastepnie najezy zainicyjowac luk plazmy oraz obnižć koncownikstie pistoletu, tak zeby luk siegna metalu oraz utworzyl sie snap iskier. Probe tej metody najezy przypepradowość na materiale probyn i jezel proba powiedzie sie, to woczas wykonac przywiercanie wedlug wytycznych.
OBSLUGA
Pistolet nalezy sprawdzać pod katem zuzyma, pewknić lub odślonietych przewodów. Wszystkie elementy zuzyte nalezy naprawić lub wymiemic przypled kolejnym zastosowaniem urzadzenia. Mocno zuzyta dysza pistoluţu przyczyna są do spadku prędkosci spawania, spadku napiecia oraz niedrowej linii ciȩca materiaiu. Oznak mocono zuzyte dyszy pistoluţu jest wyduźony lub zbyt duzy owör. Zewétrzna czȩc elektródy nie powinna zmajdować są glbiej nz 3,2 mm. Jeźeli nożma dokrecić kapturka ochronnégo, to nalezy sprawdzić gwint.
ES
STAMOS WELDING GROUP

S-Plasma 50/60P/80P/120
Niniejszym potwierdzamy, ze urzadzenia opisane w tej instrukcji sa zgodne z deklaracion CE.
IT
Produkty elektryczne i elektronicze po zakończenu okresu eksploataci wymagaja segregaci i oddania ich do wyznaczonego punktu odbioru. Nie wolno wyrzuć produktów elektrycznych razem z opadami gospodarstwa domowej. Zgodnia z dyrektywa WEEE 2012/19/UE obwiązujuca w Unii Europejskiej, urzadzenia elektryczne i elektronicze wymagaja segregaci i utilizacja w wyznaczonych.),Dbajc o prawidlowa utilizacja, przyczyniesz sie do ochronyzasobów naturalnych i zmiejejsasz negatywn wptyw oddziatrixyania na srodowisko, czlowieka i otoczenia. Zgodnia z krajowym sprawodawstwem, nieprawidłowe uswanie opadów elektrycznych i elektronicznychMHz byc karane!
emaks spolka z ograniczona odpowiedzialnosci sp.k.
UI. Dekoracyjna 3
65-155 Zielona Góra




