
ST150 HF - Machine de soudure Toolcraft - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil ST150 HF Toolcraft au format PDF.

| Marque | Toolcraft |
| Modèle | ST150 HF |
| Type de produit | Station de soudage numérique |
| Alimentation | 230 V/CA, 50 Hz |
| Puissance absorbée max. | 155 W |
| Fusible | 5 x 20 mm, 250 V, 2,5 A, temporisé |
| Classe de protection | I |
| Plage de température | 50 °C à 480 °C (réglable par pas de 1 °C) |
| Stabilité de température | ±1 °C |
| Temps de préchauffage (50 °C à 480 °C) | 18 secondes |
| Fréquence de chauffage | 380 kHz |
| Élément chauffant | Électromagnétique haute fréquence |
| Dimensions station (L x H x P) | 122 x 99 x 178 mm |
| Poids station | 3010 g |
| Fer à souder - tension | 36 V/CA |
| Fer à souder - puissance | 150 W |
| Fer à souder - longueur de câble | env. 100 cm |
| Dimensions support fer | 71 x 85 x 158 mm |
| Prise ESD | Ronde 4 mm, résistance 1 MΩ |
| Conditions ambiantes | 0 °C à +40 °C, humidité 10% à 90% sans condensation |
| Fonctions principales | Mode veille (20 min), économie d'énergie (40 min), 3 touches programmables, calibrage, mot de passe, température fixe verrouillable |
| Entretien et nettoyage | Nettoyage extérieur avec chiffon doux et sec ; panne nettoyée avec éponge humide ou nettoyeur à sec ; étamer la panne avant arrêt |
| Sécurité | Protection par fusible, classe I, arrêt automatique en cas d'erreur, consignes de sécurité détaillées |
| Pièces détachées et réparabilité | Pannes interchangeables, fusible remplaçable, réinitialisation mot de passe via cavalier, réparation par spécialiste |
| Informations générales | Station de soudage pour brasages tendres en électronique ; livrée avec fer à souder, support, cordon, deux éponges, mode d'emploi |
FOIRE AUX QUESTIONS - ST150 HF Toolcraft
Questions des utilisateurs sur ST150 HF Toolcraft
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice ST150 HF - Toolcraft et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil ST150 HF de la marque Toolcraft.
MODE D'EMPLOI ST150 HF Toolcraft
N° de commande 1626065 (ST-100HF, 100 W)
N° de commande 1626066 (ST-150HF, 150 W) Page 53 - 77
- Introduction....54
- Explication des symboles....54
- Utilisation prévue....55
- Contenu 55
- Consignes de sécurité....56
a) Généralités....56 b) Câble d'alimentation/tension secteur/fusible....56 c) Lieu d'installation....57 d) Mise en service....58
- Éléments de fonctionnement....60
- Installation et mise en service....61
- Mise en service 62
a) Marche/arrêt 62 b) Réglage de la température de la pièce 62 c) Mode veille 63 d) Fonction d'économie d'énergie....63
- Chargement/enregistrement des valeurs de température 64
a) Chargement de la valeur de température....64 b) Enregistrement de la valeur de température 64
- Mode de réglage....65
a) Activer/désactiver le mode de réglage 65 b) Programmation d'une température de panne non modifiable 66 c) Désactivation de la température de panne non modifiable 67 d) Calibrage 68 e) Programmation d'un mot de passe....69 f) Réinitialisation d'un mot de passe oublié....70
- Réalisation du soudage....71
- Changement de la panne....73
- Remplacement du fusible 74
- Entretien et nettoyage....75
- Élimination des déchets....75
- Dépannage 76
- Données techniques...77
1. Introduction
Chère cliente, cher client,
Nous vous remercions de l'achat du présent produit.
Le produit est conforme aux exigences des normes européennes et nationales en vigueur.
Afin de maintenir l'appareil en bon état et d'en assurer un fonctionnement sans danger, l'utilisateur doit impérativement respecter le présent mode d'emploi !

Le présent mode d'emploi fait partie intégrante du produit. Il contient des consignes importantes pour la mise en service et la manipulation du produit. Tenez compte de ces remarques, même en cas de cession de ce produit à un tiers. Conservez le présent mode d'emploi afin de pouvoir le consulter à tout moment !
Pour toute question technique, veuillez vous adresser à :
Suisse : www.conrad.ch
www.biz-conrad.ch
2. Explication des symboles

Le symbole d'éclair dans un triangle indique un risque pour votre santé, par ex. suite à un choc électrique.

Le symbole du point d'exclamation dans un triangle a pour but d'attirer votre attention sur des consignes importantes du mode d'emploi qui doivent impérativement être respectées.

Le symbole de la flèche précède les conseils et remarques spécifiques à l'utilisation.

Le produit convient uniquement pour une utilisation et un fonctionnement dans des locaux secs à l'intérieur.

Observer les instructions d'utilisation.
3. Utilisation prévue
La station de soudage numérique est utilisée pour effectuer des travaux de soudure dans le domaine de l'électrique et de l'électronique à l'aide de divers brasages tendres (soudure au plomb/sans plomb/soudure d'argent). La température de soudure est réglable et la panne peut être remplacée. Un grand écran LCD indique à la fois la température réglée et la température réelle mesurée sur la panne.
L'élément chauffant haute fréquence permet un préchauffage rapide et un contrôle précis de la température lors du soudage.
Trois touches peuvent être programmées avec leur propre valeur de température.
Il est aussi possible de définir une valeur de température fixe, non modifiable et protégée par un mot de passe. La température que vous avez définie ne peut donc pas être modifiée par l'utilisateur du fer à souder.
Le fer à souder fourni est calibré avec la présente station de soudage (précision de la température). Si le fer à souder doit être remplacé, ce calibrage peut être effectué une nouvelle fois.
La station de soudage est uniquement conçue pour fonctionner avec la tension du réseau (230 V/CA, 50 Hz).
Pour des raisons de sécurité et d'homologation, toute transformation et/ou modification du produit est interdite. Si vous utilisez le produit à d'autres fins que celles décrites précédemment, cela risque d'endommager le produit. De plus, plusieurs risques tels que court-circuit, incendie, électrocution, etc. peuvent y être combinés. Lisez attentivement le mode d'emploi et conservez-le. Ne donnez le produit à un tiers qu'accompagné de son mode d'emploi.
Le produit est conforme aux exigences des directives européennes et nationales en vigueur. Tous les noms d'entreprises et appellations de produits contenus dans ce mode d'emploi sont des marques déposées des propriétaires correspondants. Tous droits réservés.
4. Contenu
- Station de soudage • Fer à souder avec panne (remplaçable)
- Support pour fer à souder
- Cordon d'alimentation
- Éponge de nettoyage humide
- Éponge de nettoyage à sec (en métal)
- Mode d'emploi

Modes d'emploi actuels
Téléchargez les modes d'emplois actuels sur le lien www.conrad.com/downloads ou bien scannez le code QR représenté. Suivez les indications du site internet.
5. Consignes de sécurité

Lisez attentivement le mode d'emploi dans son intégralité, en étant particulièrement attentif aux consignes de sécurité. Nous déclinons toute responsabilité en cas de dommage corporel ou matériel résultant du non-respect des consignes de sécurité et des instructions d'utilisation du présent mode d'emploi. En outre, la garantie est annulée dans de tels cas.
- Pour des raisons de sécurité et d'homologation, il est interdit de modifier la fabrication et/ou de transformer le produit. Ne le démontez jamais (sauf pour effectuer les travaux décrits dans le présent mode d'emploi pour le changement d'un panne ou d'un fusible défectueux ainsi que pour réinitialiser un mot de passe) !
- Ce produit n'est pas un jouet. Gardez-le hors de portée des enfants et des animaux domestiques.
- Ce produit n'est pas conçu pour être utilisé par des personnes (y compris les enfants) ayant des capacités physiques, sensorielles ou mentales réduites ou des personnes sans l'expérience ou les connaissances nécessaires, sauf si elles sont surveillées par une personne responsable de la sécurité ou qu'elles ont pu obtenir les consignes d'utilisation de l'appareil au préalable.
- Ne laissez pas traîner le matériel d'emballage. Cela pourrait devenir un jouet très dangereux pour les enfants. Risque d'étouffement !
- Dans les écoles, centres de formation, ateliers de loisirs et de réinsertion, l'utilisation du produit doit être surveillée par du personnel formé et responsable.
- Dans les installations industrielles, il convient d'observer les directives des associations professionnelles en matière de prévention des accidents relatifs aux installations et aux matériels électriques.
- Maniez le produit avec précaution. Les chocs, les coups et les chutes, même d'une faible hauteur, suffisent pour endommager l'appareil.
- En cas de doutes concernant le mode de fonctionnement, la sécurité ou encore le raccordement de l'appareil, adressez-vous à un technicien spécialisé.
- Toute manipulation d'entretien, d'ajustement ou de réparation doit être effectuée par un spécialiste ou un atelier spécialisé.
- Si vous avez encore des questions auxquelles ce mode d'emploi n'a pas su répondre, nous vous prions de vous adresser à notre service technique ou à un expert.
B) Câble d'alimentation/tension secteur/fusible
- La construction du produit correspond à la classe de protection I. Pour faire fonctionner le produit, seule l'utilisation d'une prise de courant en parfait état avec contact de protection est autorisée.
- Avant le raccordement de la station de soudage, vérifiez que la tension secteur de votre région correspond à l'indication figurant sur la plaque signalétique.
- La prise de courant dans laquelle le câble d'alimentation sera branché doit être facilement accessible.
- Ne débranchez jamais la fiche de la prise de courant en tirant sur le câble !
- Ne touchez jamais la fiche secteur ou le câble d'alimentation avec les mains humides ou mouillées, il y a danger de mort par choc électrique !
- Si le câble d'alimentation ou la station de soudage sont endommagés, ne les touchez pas, il existe un risque d'électrocution mortelle ! Coupez d'abord la tension d'alimentation de la prise de courant sur laquelle le câble est branché (déconnectez le coupe-circuit automatique ou retirez le fusible, puis coupez le disjoncteur différentiel de sorte que la prise de courant soit déconnectée sur tous les pôles). Vous pouvez ensuite retirer la fiche d'alimentation de la prise de courant.
- Remplacez un fusible défectueux uniquement par un fusible du même type avec les mêmes valeurs nominales (type, tension, courant nominal, caractéristique de déclenchement). Ne pontez jamais un fusible défectueux, il existe un risque d'incendie et d'électrocution mortelle !
- Avant chaque mise en service du produit, vérifiez s'il présente des dommages. Si le produit est endommagé, ne l'utilisez plus. Apportez le produit dans un centre de réparation spécialisé ou éliminez-le dans le respect de l'environnement. Un cordon d'alimentation endommagé doit être remplacé par un cordon d'alimentation du même type.
Lieu d'installation
- La station de soudage doit être utilisée uniquement à l'intérieur de locaux secs et fermés. Elle ne doit pas être mouillée ni prendre l'humidité. En cas d'humidité sur le câble secteur/la fiche secteur ou dans la station de soudage, il existe un danger de mort par électrocution !
Faites attention :
Dans la partie inférieure du support du fer à souder, se trouve un petit bac dans lequel vous pouvez mettre le nettoyeur à sec fourni ou une éponge. Cette éponge doit être humidifiée avec de l'eau. Les résidus chauds de flux de soudure de la panne se nettoient à l'éponge. Ne plongez jamais la panne ou le fer à souder dans l'eau, ne les faites pas non plus passer sous l'eau.
Lors de l'humidification de l'éponge, vérifiez qu'il n'y ait jamais d'eau dans la station de soudage ou sur le fer à souder !
- Évitez le rayonnement solaire direct, la chaleur excessive ou le froid. Conservez la station de soudage à l'abri de la poussière et de la saleté.
- Choisissez pour la station de soudage un emplacement stable, plat, propre et suffisamment grand. Ne placez jamais la station de soudage sur une surface inflammable (ex : tapis, nappe). Utilisez toujours une surface appropriée, ininflammable, résistante à la chaleur.
- Ne placez jamais la station de soudage à proximité de matériaux inflammables ou facilement combustibles (par ex. des rideaux).
- Ne recouvrez en aucun cas les ouvertures d'aération : il y aurait un risque de surchauffe voire d'incendie. Veiller à garantir une aération suffisante pendant l'utilisation.
- Ne jamais introduire d'objets dans la fente d'aération de la station de soudage, il existe un risque mortel par choc électrique !
- Ne posez pas la station de soudage sans protection adaptée sur des surfaces de meubles de valeur. Dans le cas contraire, des rayures, bosses, décolorations ou des traces de brasage ou de brûlures sont possibles.
- Le produit ne doit être installé, utilisé ou stocké que dans un endroit situé hors de la portée des enfants. Les enfants doivent être surveillés afin de s'assurer qu'ils ne jouent pas avec l'appareil. Risque de brûlures !
- Évitez d'installer l'appareil à proximité immédiate de champs magnétiques ou électromagnétiques puissants, d'antennes de transmission ou de générateurs HF. Le système de commande électronique peut être influencé par eux.
- Veillez à ce que le câble ne soit pas écrasé ou endommagé par des bords coupants. Ne placez aucun objet sur les câbles.
- Ne posez aucun récipient rempli de liquide, de vases ou de plantes sur ou à côté de la station de soudage ou le cordon d'alimentation.
En cas d'infiltration de liquide dans la station de soudage, celle-ci sera détruite et il y a un risque d'incendie voire de décès par électrocution.
Si du liquide pénètre dans la station de soudage, coupez d'abord la tension d'alimentation de la prise de courant sur laquelle le câble est branché (déconnectez le coupe-circuit automatique ou retirez le fusible, puis coupez le disjoncteur différentiel (coupe-circuit FI) de sorte que la prise de courant soit déconnectée sur tous les pôles). Ensuite seulement, débranchez la fiche d'alimentation du câble de la prise de courant.
N'utilisez plus le produit. Confiez-le à un atelier spécialisé ou éliminez-le en respectant les règlements en vigueur pour la protection de l'environnement.
Mise en service
- N'utilisez pas la station de soudage dans des locaux ou dans des environnements défavorables où il y a un risque de présence de gaz, de vapeurs ou de poussières inflammables ! Un risque d'explosion existe.
• N'attachez aucun objet sur la station de soudage et ne la couvrez jamais ! Il existe un risque d'incendie !
- Avant la mise en marche de la station de soudage, le fer à souder doit être branché à la station de soudage.
- Assurez-vous que la panne est correctement placée et fixée au fer à souder. N'utilisez jamais le fer à souder sans panne, cela pourrait détériorer l'élément chauffant et la sonde de température et entraîner la perte de la garantie !
- Éteignez la station de soudage avant de la raccorder à la tension secteur. La station de soudage est uniquement conçue pour fonctionner avec la tension réseau (230 V/CA, 50 Hz). Raccordez la station de soudage uniquement à une prise de courant conforme à contact de protection et reliée au réseau public d'alimentation électrique.
- Dans la partie inférieure du support du fer à souder, se trouve un petit bac dans lequel vous pouvez mettre le nettoyeur à sec fourni ou une éponge. Cette éponge doit être humidifiée avec de l'eau.
La panne chaude peut ensuite être nettoyée des résidus de flux de soudure à l'aide de l'éponge humide ou du nettoyeur à sec en métal.
Ne nettoyez jamais la panne chaude avec une éponge sèche, au risque de l'abîmer !
Le nettoyeur à sec en métal garantit le nettoyage délicat des pannes de fer à souder et prolonge leur durée d'utilisation car aucun choc thermique avec l'eau froide ne peut survenir. En outre, une partie de la soudure reste sur la panne de fer à souder.
- Avant la première utilisation, la panne chaude doit être étamée. Passez un peu d'étain de soudure (fil fourré à souder avec fondant) sur la panne (les 5 mm à l'avant), pour former un film régulier d'étain de soudure sur la pointe.
- N'enlevez pas les restes d'étain de soudure sur la pointe en tapant celle-ci contre le boîtier de la station à souder !
- N'utilisez jamais le fer à souder pour chauffer des liquides.
- Ne soudez jamais de composants ou d'éléments de construction qui sont sous tension. Déconnectez toujours entièrement l'appareil sur lequel vous souhaitez effectuer des travaux de soudure de la tension/l'alimentation électrique. Vérifiez ensuite l'absence de tension avec un appareil de mesure approprié et assurez-vous que l'appareil ne puisse pas être remis en marche sans autorisation, par ex. avec un panneau d'avertissement.
Attention!
Il existe un risque d'électrocution mortel en touchant et en entrant en contact avec des lignes/pistes conductrices connectées ou durant le soudage de condensateurs (ou de dispositifs similaires). Des condensateurs peuvent être encore chargés des heures après avoir été coupés de la tension de service.
- En fonction de la pièce à usiner ou du procédé de soudage, la pièce à usiner doit être fixée par des outillages de blocage appropriés. Cela vous permet de garder les deux mains libres pour souder.
- Conservez votre lieu de travail propre.
- Travaillez uniquement avec un éclairage suffisant sur le lieu de travail.
- Assurez-vous qu'une bonne ventilation existe durant le soudage ! Les fumées de la soudure et du fondant peuvent être dangereuses pour la santé.
- Lavez soigneusement vos mains après toute opération avec de l'étain de soudure au plomb.
- Ne portez pas l'étain de soudure à votre bouche ; ne mangez et ne buvez pas durant la soudure !
- Portez un vêtement de protection approprié lors de la soudure ainsi que des lunettes de protection. L'étain de soudure liquide, les éclats de soudure, etc. peuvent causer des brûlures graves ou des lésions oculaires.
- Lors de la soudure, n'utilisez jamais de graisse à souder, flux de soudure avec acide ou tout autre produit similaire. Ceux-ci conduisent à une mauvaise jonction de la soudure ; de plus, ils peuvent endommager la panne. Utilisez de préférence un fil à souder avec âme décapante (aussi connu comme fil d'apport de brasage).
- En travaillant avec le fer à souder, ne touchez pas la panne. N'avancez pas votre main plus loin que le rebord de la poignée. Risque de brûlures ! L'ensemble de la plage avant du fer à souder est très chaud lors du fonctionnement (et pendant la phase de préchauffage et de refroidissement). Pour éviter les brûlures, ne touchez le fer à souder que par la poignée.
- Soudez seulement sur des surfaces non-combustibles ou ininflammables. Veuillez à ce que la chaleur n'endommage pas les matériaux qui se trouvent à proximité.
- Faites fonctionner le produit seulement sous un climat tempéré, mais jamais sous des climats tropicaux. Observez le chapitre « Données techniques » où les conditions ambiantes autorisées sont spécifiées.
- Ne jamais mettre immédiatement le produit en marche, lorsqu'il vient d'être transporté d'un local froid à un local chaud. L'eau de condensation formée peut, dans certains cas, provoquer des dysfonctionnements ou des dommages. De plus, il existe un risque mortel par choc électrique en cas d'humidité sur la station de soudage, le cordon d'alimentation ou la fiche d'alimentation ! Attendez que le produit ait atteint la température ambiante avant de le mettre en marche. Cela peut prendre plusieurs heures !
- Si une utilisation en toute sécurité n'est plus possible, cessez d'utiliser le produit et protégez-le contre une utilisation accidentelle. Une utilisation en toute sécurité n'est plus garantie si le produit :
- présente des traces de dommages visibles,
- ne fonctionne plus comme il devrait,
- a été rangé dans des conditions inadéquates sur une longue durée, ou
- a été transporté dans des conditions très rudes.
6. Éléments de fonctionnement
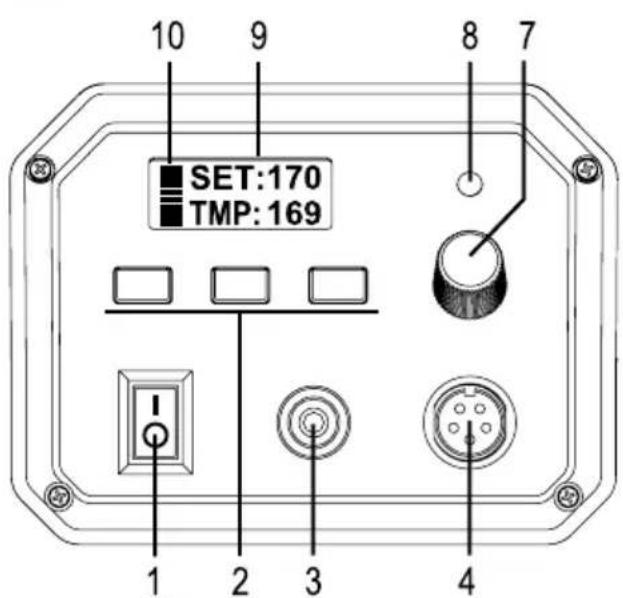
1 Interrupteur de marche/d'arrêt 2 Touches de commande 3 Prise ESD 4 Prise de raccordement pour le fer à souder 5 Porte-fusible 6 Prise pour le raccordement à la tension secteur 7 Régulateur de température 8 LED d'état pour fonction de chauffage 9 Écran éclairé 10 Affichage en barres indiquant l'écart entre la valeur cible et la valeur réelle de la température de la panne
11 Support pour fer à souder 12 Capot de protection amovible (pour utilisation de l'éponge sèche en métal) 13 Éponge sèche / humide (sèche sur l'illustration) 14 Câble de raccordement du fer à souder 15 Vis de serrage de l'élément chauffant 16 Écrou-raccord pour la panne 17 Panne de fer à souder (remplaçable) 18 Fiche du fer à souder
7. Installation et mise en service

Lisez la section « Consignes de sécurité » !
Placez la station de soudage et le support de fer à souder sur une surface appropriée, plane, stable, suffisamment large et à l'écart de tout objet inflammable.

Ne placez pas le support pour fer à souder sur d'autres appareils. Si une trop grande quantité d'étain de soudure se trouve sur la panne, celui-ci pourrait goutter sur ou dans l'appareil lorsque vous retirez ou remettez en place le fer à souder dans le support.
Même lorsque vous nettoyez la panne avec l'éponge sèche ou humide, des restes de soudure sont susceptibles de tomber dans l'appareil situé en-dessous. Risque de courts-circuits !
- Protégez les surfaces thermosensibles avec un support approprié. Ne placez jamais la station de soudage et le support de fer à souder sur des meubles ou planchers précieux ni sur un tapis. Maintenez une distance suffisante avec des objets inflammables ou facilement inflammables (p. ex. rideaux) !
- Si une protection en caoutchouc ou similaire se trouve sur la panne du fer à souder, retirez-la, elle ne sert que de protection lors du transport et n'est plus nécessaire.
- Veillez à ce que la vis de serrage (16) de la pince de fer à souder soit bien en place (n'utilisez pas d'outils pour la resserrer!).
- Insérez le fer à souder dans le support de fer à souder (11).
- Insérez le nettoyeur à sec en métal fourni (laine de laiton) ou l'éponge légèrement humidifiée avec de l'eau dans le bac prévu à cet effet dans le support de fer à souder.

Lors de l'utilisation du nettoyeur à sec, mettez le capot de protection (12) sur le support de fer à souder. Le capot de protection maintient le nettoyeur à sec et sert en outre de protection contre les éclaboussures de soudure.
Lors de l'utilisation de l'éponge humide, celle-ci est à humidifier avec de l'eau. Elle ne doit cependant pas être trop humide, essorez-la avant utilisation. De temps en temps, mettez un peu d'eau sur l'éponge, afin qu'elle ne sèche pas. Rincez occasionnellement l'éponge avec de l'eau fraîche.
- Reliez le connecteur (18) du fer à souder à la prise de raccordement (4) de la station de soudage. La fiche ne peut s'insérer que dans un sens, ne forcez pas en l'insérant. Vissez l'écrou-raccord rond de la fiche à la main (n'utilisez pas d'outil!).
- Si vous utilisez la station de soudage sur un poste de travail ESD, une prise ESD (3) est disponible sur la station de soudage. Reliez cette prise à votre poste de travail ESD à l'aide d'un câble approprié.
- Connectez la prise secteur (6) à une prise de courant à contact de protection à l'aide du cordon d'alimentation fourni.
Marche/arrêt

Avant d'allumer la station de soudage, veillez dans tous les cas à ce que le fer à souder soit correctement raccordé à la station de soudage.
Au moyen de l'interrupteur marche/arrêt (1), vous pouvez allumer la station de soudage (position de l'interrupteur « I » = marche) ou l'éteindre (« O » = arrêt). Lorsque la station de soudage est allumée, l'écran LCD (9) est activé.
B) Réglage de la température de la plaque
- La ligne supérieure de l'écran « SET » vous indique la valeur de température réglée (valeur cible), la ligne inférieure « TMP » indique la température mesurée par la sonde de température dans le fer à souder (valeur réelle).
- La LED d'état (8) au-dessus du régulateur de température (7) indique si la fonction de chauffage est activée (LED allumée) ou non (LED éteinte).

Si le fer à souder se trouve dans le support pour fer à souder (11), la LED ne s'allume qu'occasionnellement, car peu d'énergie est nécessaire au maintien de la température. Lors de soudures sur de grands composants, la LED s'allume très souvent ou sur une très longue durée, car beaucoup d'énergie est nécessaire pour le chauffage.
- Une barre graphique (10) à gauche de l'écran indique l'écart de température par rapport à la valeur cible. Plus le nombre de barres affichées est grand, plus l'écart est important. D'un coup d'œil, vous pouvez voir si la température cible réglée (ligne supérieure « SET ») est atteinte (par chauffage ou refroidissement).
- La température de la panne peut être réglée via le régulateur de température (7) dans la plage de 50 °C à 480 °C. Vous pouvez également régler la température via les trois touches de commande (2) (appuyez brièvement sur la touche respective). Les touches sont préprogrammées en usine avec les valeurs de température suivantes (modifiables, voir chapitre 9) :
Touche « 1 » : 150 °C
Touche « 2 » : 270 °C
Touche « 3 » : 360 °C

Faites attention :
Si une température de panne fixe (avec protection par mot de passe) a été programmée (voir chapitre 10. b), celle-ci ne peut être modifiée ni avec le régulateur de température, ni avec les trois touches de commande.
Si une valeur de température enregistrée est activée à l'aide d'une des trois touches de commande et que vous souhaitez modifier manuellement la température, tournez légèrement le régulateur de température (7) vers la gauche ou vers la droite. La température peut ensuite de nouveau être réglée avec le régulateur de température (7).
Si le régulateur de température (7) se trouve déjà sur la butée gauche et que vous souhaitez baiss droite dans le sens horaire. Vous pouvez ensuite définir la valeur de la température.
Si le régulateur de température (7) se trouve déjà sur la butée droite et que vous souhaitez augment gauche dans le sens antihoraire. Vous pouvez ensuite définir la valeur de la température.
Le régulateur de température (7) n'est pas directement associé à la fonction de chauffage (comme c'est le cas avec les stations de soudage analogiques), car la température peut aussi être sélectionnée avec les 3 touches.
- Le fer à souder nécessite un certain temps pour atteindre la température définie. Pendant la phase de préchauffage ou pendant le processus de chauffe, la LED d'état s'allume ou clignote (8). Si de la fumée s'échappe de la panne, cela est dû à l'évaporation de restes de flux de soudure. Veillez à l'aération suffisante de votre poste de travail (par ex. unité d'aspiration).
- Replacez le fer à souder dans le support (11) après vos travaux de soudure.

Insérez entièrement le fer à souder dans le support de manière à ce qu'il ne puisse pas tomber par inadvertance, sinon il pourrait y avoir un risque d'incendie ou de brûlure !
C) mode veille
Si le fer à souder se trouve dans le support pour fer à souder (11) et n'est pas utilisé pendant environ 20 minutes, la station de soudage se met en veille (le fer à souder est équipé d'un capteur d'inclinaison qui permet de détecter si le fer à souder n'est pas utilisé).
La température est abaissée à 200 °C pour économiser de l'énergie et ménager la résistance.
Sur l'écran s'affiche « SET: STB » et « TMP: 200 ».

Attention!
Si vous avez réglé la station de soudage sur une température inférieure à 200 °C, en mode veille la station de soudage chauffera le fer à souder malgré tout à 200 °C !
Pour quitter le mode veille, il existe 2 possibilités :
- Appuyez brièvement sur l'une des touches de commande (2). La station de soudage revient à la dernière température réglée (en appuyant sur la touche de commande, cela n'active pas la température réglée, cela arrête uniquement le mode veille).
- Retirez le fer à souder du support pour fer à souder (le capteur d'inclinaison intégré au fer détecte un mouvement, ce qui arrête le mode veille).
D) Fonction d'économie d'énergie
Si le fer à souder se trouve dans le support pour fer à souder (11) et n'est pas utilisé pendant environ 40 minutes, la station de soudage active la fonction d'économie d'énergie (le fer à souder est équipé d'un capteur d'inclinaison qui permet de détecter si le fer à souder n'est pas utilisé).
Sur l'écran s'affiche « ZzZZZz.. RESTART ».
Pour quitter la fonction d'économie d'énergie et continuer à utiliser la station de soudage, éteignez brièvement la station en appuyant sur l'interrupteur marche/arrêt (1) puis rallumez-la.
9. Chargement/enregistrement des valeurs de température
Vous pouvez enregistrer des températures couramment utilisées sur les trois touches de commande (2), par ex. pour les différentes variétés d'étain ou pour des soudages CMS. Lors de la première mise en service, les trois touches de commande (2) sont préprogrammées avec les valeurs de température suivantes :
Touche « 1 » : 150 °C
Touche « 2 » : 270 °C
Touche « 3 » : 360 °C
Vous pouvez écraser cette préprogrammation avec vos propres valeurs de température. Les valeurs de température que vous avez enregistrées sont conservées en mémoire même après la mise hors tension de la station à souder.

Si une valeur de température enregistrée est activée à l'aide d'une des trois touches de commande (2) et que vous souhaitez modifier manuellement la température, tournez légèrement le régulateur de température (7) vers la gauche ou vers la droite. La température peut ensuite de nouveau être réglée avec le régulateur de température (7).
Chargement de la valeur de température
Appuyez brièvement sur la touche de commande dont vous souhaitez charger la valeur de température. La nouvelle valeur cible s'affiche désormais sur la ligne supérieure. Si celle-ci est plus élevée que la valeur de température réglée actuellement, le processus de chauffage démarre (dans le cas contraire, patientez jusqu'à ce que la panne du fer à souder ait refroidi pour atteindre la nouvelle valeur).
Enregistrement de la valeur de température
Réglez la valeur de la température souhaitée (ligne supérieure « SET ») avec le régulateur de température (7).

Si le régulateur de température (7) se trouve déjà sur la butée gauche et que vous souhaitez baiss droite dans le sens horaire. Vous pouvez ensuite définir la valeur de la température.
Si le régulateur de température (7) se trouve déjà sur la butée droite et que vous souhaitez augment gauche dans le sens antihoraire. Vous pouvez ensuite définir la valeur de la température.
Le régulateur de température (7) n'est pas directement associé avec la fonction de chauffage (comme c'est le cas avec les stations de soudage analogiques), car la température peut aussi être sélectionnée avec les 3 touches.
- Maintenez la touche de commande, sur laquelle vous voulez enregistrer la valeur de température, enfoncée jusqu'à ce que la valeur réglée clignote 3x puis s'affiche en continu. La nouvelle valeur de température est enregistrée. Relâchez ensuite la touche de commande.

Lorsque la valeur de la température clignote, à gauche s'affiche « PS1 », « PS2 » ou « PS3 » (en fonction de la touche de commande maintenue enfoncée). Cela indique le processus d'enregistrement.
10. Mode de réglage
Dans ce mode, vous pouvez effectuer trois réglages différents :
Programmation d'une température de panne non modifiable
Cette fonction peut par exemple être utilisée si la station de soudage est utilisée dans une ligne de production et que la température ne doit pas être modifiée par l'utilisateur.
Après la mise en marche de la station de soudage, celle-ci préchauffe toujours le fer à souder à la température de panne que vous avez programmée. Une modification de la température via les touches de commande (2) ou le régulateur de la température (7) n'est pas possible.
Calibrage de la température de la panne
À sa sortie d'usine, le fer à souder est calibré sur la station de soudage. Si par exemple un fer à souder défectueux est remplacé par un nouveau fer, il vous faudra à nouveau calibrer la température de la panne. Même en cas d'utilisation d'une nouvelle/autre panne, un calibrage est recommandé.
Pour le calibrage vous avez besoin d'un appareil de mesure de la température capable d'effectuer des mesures de température de plus de 360 °C. Idéalement, utilisez une sonde de surface avec une petite pointe de mesure, pour éviter les erreurs de mesure.
Programmation d'un mot de passe
Un mot de passe est requis si vous souhaitez programmer une température de panne non modifiable. En outre, un mot de passe empêche l'utilisateur de modifier la température de panne via le mode de réglage.
- Éteignez la station de soudage à l'aide de l'interrupteur marche/arrêt (1) (interrupteur en position « O » = éteint).
- Appuyez simultanément sur les deux touches « 1 » et « 3 » et allumez la station de soudage à l'aide de l'interrupteur marche/arrêt (position « I »). La version du logiciel s'affiche désormais à l'écran.
- Relâchez ensuite les deux touches. L'écran affiche le menu principal du mode de réglage, voir figure à droite.
« 1-ST » = programmation d'une température de panne non modifiable
« 2-CAL » = calibrage de la température de panne
« 3-CP » = programmation d'un mot de passe

text_image
1-ST 2- CAL 3-CP- Pour accéder à la fonction de réglage souhaitée, appuyez sur la touche de commande correspondante, « 1 », « 2 » ou « 3 ».
- Si vous souhaitez quitter le mode de réglage, éteignez la station à souder à l'aide de l'interrupteur marche/arrêt.
B) Programmation d'une température de panne non modifiable
- Activez le mode de réglage comme décrit au chapitre 10. a).
Si vous n'avez pas encore défini de mot de passe ou que le réglage par défaut « 000 » n'a pas été changé, vous devez d'abord programmer un mot de passe, voir chapitre 10. e). Si le mot de passe est « 000 », la programmation de la température de panne non modifiable ne peut pas être effectuée.
- Appuyez brièvement sur la touche « 1 » lorsque le menu principal s'affiche à l'écran. Si le mot de passe est « 000 », le message d'erreur suivant apparaît pendant quelques secondes « SET PASS FIRST! » (= programmer d'abord un mot de passe), puis le menu principal s'affiche à nouveau. Modifiez d'abord le mot de passe (voir chapitre 10. e).
L'écran affiche brièvement « SET TEMP » (= régler la température).
Puis « ENT. PASS 000 » (= saisir le mot de passe) s'affiche.
- Saisissez le mot de passe avec les trois touches de commande (2).
Touche « 1 » = diminuer la valeur
Touche « 2 » = choisir la position de saisie
Touche « 3 » = augmenter la valeur
- Pour confirmer la saisie, maintenez la touche « 2 » enfoncée pendant quelques secondes. Le mot de passe clignote trois fois et l'écran affiche « SET TEMP 000 » (= régler la température).
- Saisissez la température de panne souhaitée à l'aide des trois touches de commande (2).
Touche « 1 » = diminuer la valeur
Touche « 2 » = choisir la position de saisie
Touche « 3 » = augmenter la valeur
- Pour confirmer la saisie, maintenez la touche « 2 » enfoncée pendant quelques secondes. La température de la pince clignote trois fois et l'écran affiche « SET TEMP SUCCESS » (= réglage de la température réussi).
- Après quelques secondes, l'affichage revient au menu principal, voir la figure dans le chapitre 10. a). Si vous souhaitez quitter le mode de réglage, éteignez la station à souder à l'aide de l'interrupteur marche/arrêt.
Après le redémarrage de la station de soudage, le préchauffage se fait automatiquement pour atteindre la température de panne définie. Une modification de la température via les touches de commande (2) ou le régulateur de la température (7) n'est plus possible.
Cette fonction peut par exemple être utilisée si la station de soudage est utilisée dans une ligne de production et que la température ne doit pas être modifiée par l'utilisateur.
Pour désactiver à nouveau ce mode de fonctionnement, référez-vous à la section c) qui suit.
C) Désactivation de la température de panne non modifiable
Si vous avez programmé une température de panne non modifiable comme décrit au chapitre 10. b), la station de soudage se met à préchauffer automatiquement le fer à souder à cette valeur prédéfinie après chaque mise en marche. Une modification n'est plus possible.
Pour désactiver à nouveau cette fonction et pouvoir utiliser la station de soudage normalement (réglage de la température via les touches de commande (2) ou le régulateur de température (7)), procédez comme suit :
- Activez le mode de réglage comme décrit au chapitre 10. a).
- Appuyez brièvement sur la touche « 1 » lorsque le menu principal s'affiche à l'écran.
- L'écran affiche brièvement « SET TEMP » (= régler la température). Puis « ENT. PASS 000 » (= saisir le mot de passe) s'affiche.
- Saisissez le mot de passe avec les trois touches de commande (2).
Touche « 1 » = diminuer la valeur
Touche « 2 » = choisir la position de saisie
Touche « 3 » = augmenter la valeur
- Pour confirmer la saisie, maintenez la touche « 2 » enfoncée pendant quelques secondes. Le mot de passe clignote trois fois et l'écran affiche « SET TEMP 000 » (= régler la température).
- Laissez la température au réglage « 000 », ne la modifiez pas.
Lorsque « 000 » est enregistré, la fonction de température de panne non modifiable est désactivée. Uniquement après le redémarrage, toute autre valeur de température autorisée (« 050 »... « 480 ») modifiera la valeur de la température fixe déjà existante.
Veillez toujours à laisser la valeur sur « 000 » et à l'enregistrer si vous souhaitez désactiver la fonction !
- Maintenez enfoncée la touche « 2 » pendant quelques secondes. La valeur « 000 » clignote trois fois et l'écran affiche « SET TEMP SUCCESS » (= réglage de la température réussi).
- Après quelques secondes, l'affichage revient au menu principal, voir la figure dans le chapitre 10. a).
- Éteignez la station de soudage à l'aide de l'interrupteur marche/arrêt (1).
- Après le redémarrage de la station de soudage, il est à nouveau possible de modifier la température de la panne manuellement via les trois touches de commande (2) ou le régulateur de température (7).
Si vous souhaitez à nouveau programmer une température de panne non modifiable, procédez comme décrit au chapitre 10. b).
Calibrage

Avant de démarrer un calibrage, vérifiez que la panne est entièrement refroidie (température ambiante). La température admissible lors du démarrage du processus de calibrage est de +23 ±5 °C. Veillez aussi à ce que le fer à souder ne soit pas exposé à un courant d'air (ventilateur, appareil d'aspiration des fumées de soudage ou similaire). Dans le cas contraire, le calibrage ne peut pas être effectué et après sélection de la fonction de calibrage un message d'erreur s'affiche (« CALIBR. FAILED » = échec du calibrage).

Veillez à ce que le fer à souder soit inséré dans le support pour fer à souder. Après le démarrage de la fonction de calibrage, la fonction de préchauffage débute et la température cible est d'env. 360 °C.
- Appuyez brièvement sur la touche « 2 » lorsque le menu principal s'affiche à l'écran (voir figure au chapitre 10. a). L'écran affiche brièvement « CALIBR. MODE » (= mode de calibrage).
Puis « ENT. PASS 000 » (= saisir le mot de passe) s'affiche.
- Saisissez le mot de passe avec les trois touches de commande (2) (par défaut celui-ci est « 000 » ; si, comme décrit au chapitre 10. e), vous avez programmé votre propre mot de passe, vous devez utiliser celui-ci).
Touche « 1 » = diminuer la valeur
Touche « 2 » = choisir la position de saisie
Touche « 3 » = augmenter la valeur
- Pour confirmer la saisie, maintenez la touche « 2 » enfoncée pendant quelques secondes. Le mot de passe clignote trois fois. La station de soudage démarre ensuite le processus de chauffage (la LED d'état l'indique en s'allumant/clignotant) et l'écran affiche « CNT DOWN » (= compte à rebours) ; un compte à rebours commence de 30 à 1 (30...29...28....2...1).

Comme déjà décrit au début, un message d'erreur s'affiche sur l'écran (« CALIBR. FAILED » = échec du calibrage, « TIP MUST BE COLD » = la panne doit être refroidie) lorsque le fer à souder n'est pas complètement refroidi. La température admissible lors du démarrage du processus de calibrage est de +23 ±5 °C.
Si le message d'erreur s'affiche sur l'écran, éteignez la station de soudage et patientez jusqu'à ce que le fer à souder soit complètement refroidi. Recommencez ensuite le processus de calibrage.
- Le compte à rebours dure environ 5 minutes, puis la température de la panne se stabilise. Le message « MEASURE TIP TEMP » (= mesurer la température de la panne) s'affiche.

Mesurez la température de la panne avec un appareil de mesure de la température (au plus près de la panne). Idéalement, utilisez une sonde de surface avec une petite pointe de mesure, pour éviter les erreurs de mesure.
La panne à souder doit être propre; veillez aussi à ce qu'elle soit bien étamée.
- Appuyez brièvement sur la touche « 2 »; la station de soudage arrête la fonction de chauffage. « MEAS TEM 000 » (= saisir la température mesurée) s'affiche.
- Saisissez la température de panne mesurée avec les trois touches de commande (2) (plage de saisie autorisée : de 320 °C à 400 °C).
Touche « 1 » = diminuer la valeur
Touche « 2 » = choisir la position de saisie
Touche « 3 » = augmenter la valeur
- Pour confirmer la saisie, maintenez la touche « 2 » enfoncée pendant quelques secondes. La température de la panne clignote trois fois et l'écran affiche « CALIBR. SUCCESS » (= calibrage réussi).
Si vous avez saisi une valeur non autorisée (une valeur autorisée est comprise entre 320 °C et 400 °C), le message d'erreur « TEMP. ERROR » (erreur de température) s'affiche à l'écran. Après quelques secondes, vous avez à nouveau la possibilité de saisir la température mesurée (« MEAS TEM »), voir ci-dessus. Saisissez une température comprise dans la plage autorisée. Si vous ne disposez pas d'une valeur correcte et que vous souhaitez quitter le mode de calibrage sans rien enregistrer, éteignez la station de soudage.
Si vous redémarrez ensuite à nouveau le calibrage, laissez d'abord refroidir la panne à la température ambiante (voir la remarque au début du chapitre 10. c).
- Après quelques secondes, l'affichage revient au menu principal, voir la figure dans le chapitre 10. a). Si vous souhaitez quitter le mode de réglage, éteignez la station à souder à l'aide de l'interrupteur marche/arrêt.
E) Programmation d'un mot de passe
- Appuyez brièvement sur la touche « 3 » lorsque le menu principal s'affiche à l'écran (voir figure au chapitre 10. a)). L'écran affiche brièvement « PASSWD. CHANGE » (= modifier le mot de passe).
Ensuite s'affiche « OLD PASS 000 » (= ancien mot de passe).
- Saisissez l'ancien mot de passe avec les trois touches de commande (2). Par défaut, le mot de passe est « 000 ».
Touche « 1 » = diminuer la valeur
Touche « 2 » = choisir la position de saisie
Touche « 3 » = augmenter la valeur
Si le mot de passe est « 000 », la programmation de la température de panne non modifiable ne peut pas être effectuée (voir chapitre 10. b).
- Pour confirmer la saisie, maintenez la touche « 2 » enfoncée pendant quelques secondes. Le mot de passe clignote trois fois et l'écran affiche « NEW PASS 000 » (= nouveau mot de passe).
- Saisissez le nouveau mot de passe avec les trois touches de commande (2).
Touche « 1 » = diminuer la valeur
Touche « 2 » = choisir la position de saisie
Touche « 3 » = augmenter la valeur
- Pour confirmer la saisie, maintenez la touche « 2 » enfoncée pendant quelques secondes. Le mot de passe clignote trois fois et l'écran affiche « VERIFY P 000 » (= confirmer le mot de passe).
- Saisissez à nouveau le nouveau mot de passe avec les trois touches de commande (2) pour confirmer.
Touche « 1 » = diminuer la valeur
Touche « 2 » = choisir la position de saisie
Touche « 3 » = augmenter la valeur
- Pour confirmer la saisie, maintenez la touche « 2 » enfoncée pendant quelques secondes. Le mot de passe clignote trois fois et l'écran affiche « P CHANGE SUCCESS » (= modification du mot de passe réussie).
- Après quelques secondes, l'affichage revient au menu principal, voir la figure dans le chapitre 10. a). Si vous souhaitez quitter le mode de réglage, éteignez la station à souder à l'aide de l'interrupteur marche/arrêt.

Prenez note du mot de passe. Si vous avez oublié le mot de passe, celui-ci peut certes être réinitialisé sur « 000 » ; le processus nécessite cependant d'ouvrir la station de soudage. Ceci ne doit être effectué que par des personnes ayant des connaissances techniques appropriées en électronique. La procédure est décrite au chapitre 10. f).
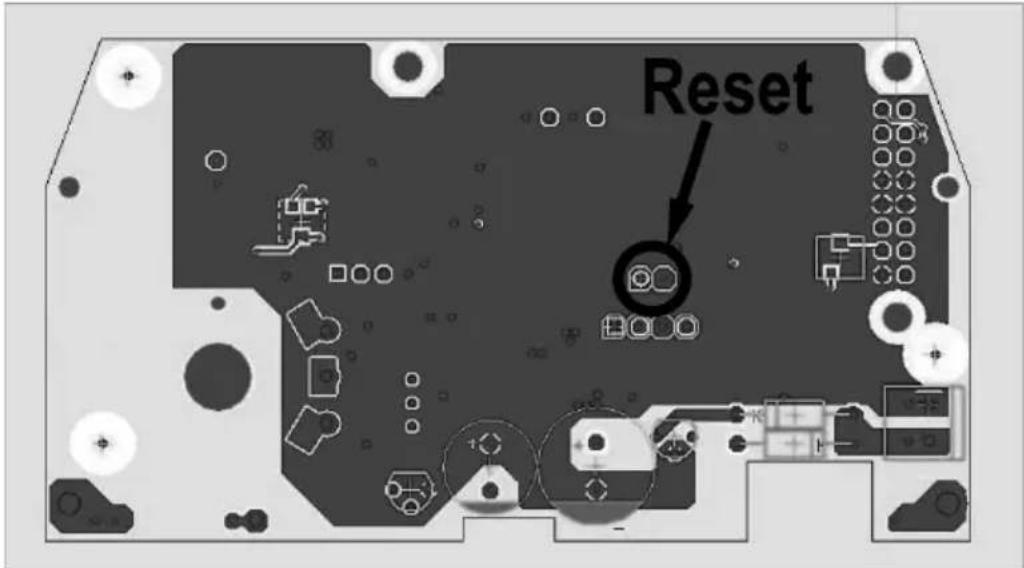
F) Réinitialisation d'un mot de passe oublié
Si vous avez oublié le mot de passe que vous avez saisi au chapitre 10. e), vous devez retirer le panneau avant de la station de soudage pour procéder à la réinitialisation du mot de passe.

Ceci ne doit être effectué que par des personnes ayant des connaissances techniques appropriées en électronique. Une procédure mal réalisée présente non seulement le risque d'endommager la station de soudage, mais aussi un danger de mort par électrocution.
En cas de doute, n'effectuez pas la réinitialisation vous-même, demandez plutôt à un spécialiste.
Procédez comme suit :
- Éteignez la station de soudage à l'aide de l'interrupteur marche/arrêt (interrupteur en position « O » = éteint).
- Débranchez la station de soudage de la tension de réseau en enlevant la fiche de secteur de la prise réseau. Retirez ensuite le câble d'alimentation de la prise de raccordement (6) de la station de soudage. Laissez le fer à souder raccordé.
- Dévissez les 4 vis du panneau avant de la station de soudage et retirez l'anneau en plastique. Le panneau avant, sur lequel est fixée la carte électronique, peut ensuite être rabattu vers l'avant avec précaution.
- Sur la face arrière de la carte, vous trouverez deux contacts, voir la figure qui suit. Au moment de la rédaction de ce mode d'emploi, ces contacts étaient désignés par « X5 ». À l'aide de la figure, vous devriez cependant trouver ces contacts facilement, même sans inscription (marquage rond sur la figure) :
text_image
Reset- Reliez ces deux contacts par exemple via un cavalier/une borne.
- Placez la carte de manière à ce qu'elle n'entre pas en contact avec le boîtier métallique de la station de soudage.
- Connectez à nouveau la station de soudage à la tension secteur, puis allumez-la.

Ne mettez pas les doigts dans la station de soudage, ne touchez pas les contacts électriques. En cas de contact avec un élément conducteur à haute tension, il existe un danger de mort par électrocution ! Tenez la plaque avant seulement par les bords. Veillez impérativement à ce que la carte n'entre pas en contact avec le boîtier métallique de la station de soudage.
- L'écran LCD indique désormais « PASSWD. RESET! », le mot de passe a été réinitialisé au réglage par défaut « 000 ».
- Éteignez la station de soudage puis débranchez-la de la tension secteur, retirez la fiche de la prise de courant. Retirez ensuite le cordon d'alimentation hors de la prise de raccordement de la station de soudage.
- Déconnectez les deux contacts.
- Placez à nouveau la plaque avant sur la station de soudage. Veillez à ne pas coincer les câbles. Replacez l'anneau en plastique dans la bonne position et vissez-le fermement.
Souvenez-vous impérativement qu'il faut d'abord déconnecter les deux contacts !
- Raccordez la station de soudage à la tension secteur et allumez-la.
- La station de soudage est désormais prête à l'emploi, le mot de passe est réinitialisé au réglage par défaut « 000 ».
11. Réalisation du soudage
- Sélectionnez la température en fonction de l'opération de soudage que vous souhaitez effectuer. La température doit dans tous les cas être plus élevée que le point de fusion de l'étain de soudure.
Afin que l'étain fonde rapidement et que le processus de soudage puisse être entrepris rapidement, il faut paramétrer une température à au moins 50 °C de plus que le point de fusion de l'étain de soudure.
Un processus de soudage plus long est susceptible de détériorer de nombreuses pièces en raison de l'effet prolongé de la chaleur. Par conséquent, il est généralement recommandé de choisir une température de soudage plus élevée pour effectuer le soudage aussi rapidement que possible.
Une température trop élevée peut également conduire à des problèmes ou à une détérioration du composant.
- Si de plus grandes quantités d'étain de soudure doivent être chauffées (par exemple pour une grande soudure ou pour une soudure avec une bonne évacuation de la chaleur comme une tôle de refroidissement), alors une température plus élevée peut être paramétrée.
- Après le réglage de la température désirée, la station de soudage a besoin de quelques secondes pour que le processus de chauffe soit exécuté et que la pâte atteigne la température souhaitée.
- Retirez le fer à souder hors du support de fer à souder (11).

Dans tous les cas, ne touchez le fer à souder que sur la poignée en plastique. Ne touchez jamais la pointe chaude ou la coque métallique, il existe un risque de brûlure ou de blessure!
- Lorsque le fil de soudure touche la panne, celui-ci doit fondre rapidement. En cas de formation de fumée, il s'agit ici de vapeurs de flux de soudure à l'intérieur du métal d'apport (« fil fourré »).
- Pour de plus grandes brasures, augmentez légèrement la température pour pouvoir effectuer l'opération de soudure plus rapidement.
Utilisez la station de soudage avec le réglage de température le plus élevé uniquement aussi longtemps que nécessaire pour éviter une charge excessive de la panne.
- Pendant des pauses de travail, baissez la température du fer à souder. Cela économise de l'énergie et prolonge la durée de vie de la panne. La station de soudage active automatiquement, après 20 minutes d'inactivité, le mode veille (voir chapitre 8. c) ou après environ 40 minutes d'inactivité la fonction d'économie d'énergie (voir chapitre 8. d.).
- Placez toujours le fer à souder dans son support, pendant le préchauffage, le refroidissement et les pauses de sou-dage.
- Pendant les pauses de soudage et avant l'arrêt de la station de soudage, veillez à ce que la pointe soit bien étamée.
- Veillez à ce que les contacts de soudage de la pièce soient propres. Utilisez uniquement du fil à souder. Le fil à souder contenant de l'acide peut endommager la panne ou la pièce.
- Lors de l'opération de soudure, chauffez l'endroit de la soudure avec la panne et ajoutez du fil en même temps. Ensuite, enlevez le fil à souder de l'endroit de la soudure, puis ôtez la panne. Effectuez l'opération de soudure avec rapidité, sinon la pièce peut être endommagée (p. ex. pistes conductrices relevées, éléments de construction surchauffés, etc.).
- Laissez refroidir la soudure après le soudage. Selon la taille de la soudure, il faudra attendre environ une à deux secondes jusqu'à ce que le fil soit solidifié. Pendant cet intervalle, évitez de déplacer le composant ou le fil soudé, autrement vous risquez d'avoir ce qu'on appelle une « soudure froide ». Dans ce cas, l'endroit de la soudure ressemble à une couleur argent mat et n'offre ni le bon contact électrique ni la bonne fixation mécanique.
Une soudure parfaite brille comme du chrome.
- De temps en temps, nettoyez la panne en retirant les restes de flux (avec le nettoyeur à sec en métal ou une éponge humide). Pour ce faire, passez brièvement la panne sur le produit choisi.

N'enfoncez pas la panne dans l'éponge humide et ne la tenez pas trop longtemps sur ou dans l'éponge au risque de l'endommager. En outre, cela forcerait la station de soudage à réajuster la puissance de chauffe inutilement.
Veillez toujours à ce que l'éponge soit suffisamment humide. Ne nettoyez jamais la panne avec une éponge sèche.
Vous pouvez également utiliser le nettoyeur à sec en métal à la place de l'éponge.
Tout dommage mécanique de la panne à souder détruit la couche de protection de celle-ci et réduit donc fortement sa durée de vie. Par conséquent, ne nettoyez pas la panne avec des objets pointus ou une brosse métallique.
- Avant la fin du travail de soudage, nettoyez la panne des résidus de flux de soudure (voir ci-dessus). Vous devrez ensuite étamer la panne. Passez un peu d'étain de soudure sur la panne pour former un film régulier d'étain de soudure sur la panne. Cela empêche la corrosion de la panne.
Puis placez le fer à souder dans le support pour fer à souder (11). Éteignez ensuite la station de soudage (position de l'interrupteur « O » = arrêt).

Il faut au moins 10 - 15 minutes pour refroidir complètement le fer à souder. Pendant cet intervalle de temps, évitez de toucher la pointe et le support - risques de brûlures !
Attendez que la station de soudage ait complètement refroidi avant de la stocker ! Risque d'incendie en cas de non-respect de cette consigne !
12. Changement de la panne
En fonction de la brasure, il s'agit d'utiliser une panne appropriée (différentes pannes peuvent être commandées séparément).
Vous trouverez les accessoires adaptés sur www.conrad.com sur la page Internet du produit (indiquez le numéro de commande de la station de soudage dans la barre de recherche).
Utilisez exclusivement des pannes recommandées pour la station de soudage.
L'utilisation d'autres pannes peut non seulement entraîner une mesure de température erronée (la température effective de la panne ne correspond pas à l'affichage de la température), mais aussi un endommagement de l'élément chauffant et la perte de la garantie légale et commerciale !
Lors de travaux sur de petits composants, utilisez une panne très fine. En revanche, si les travaux de brasage sont exécutés sur de grands composants, il faut utiliser une panne à pointe plus large ou plate. Une panne plus grande peut supporter plus de chaleur, et donc le processus de soudage est exécuté plus rapidement.
La panne est par principe soumise à une contrainte mécanique et thermique pendant l'opération de brasage. Particulièrement avec les pannes fines, il en résulte que la panne s'émousse avec le temps, empêchant ainsi de réaliser des brasages précis sur de petits composants.
La durée de vie d'une panne dépend de différents facteurs, par exemple des brasages à température élevée réduisent considérablement sa durée de vie.
Le changement de la panne s'exécute comme suit :
- Éteignez la station de soudage et laissez le fer à souder refroidir complètement.
- Desserrez l'écrou-raccord strié (16) de la tige métallique du fer à souder et retirez-le.
Par les processus de chauffe et de refroidissement, il peut arriver que l'écrou-raccord soit serré et qu'il ne puisse plus être desserré à la main.
Dans ce cas, desserrez l'écrou-raccord (16) avec précaution à l'aide d'une pince adaptée. Ne forcez jamais, sous peine de détériorer l'élément chauffant et de perdre la garantie légale ou commerciale !
- Retirez la panne de l'élément chauffant.
- Insérez une nouvelle panne sur l'élément chauffant.
- Placez l'écrou-raccord et serrez-le à la main. Ne forcez pas en serrant !
- Si vous avez à disposition un appareil de mesure de la température approprié, effectuez un calibrage de la température de la panne, voir chapitre 10. d).
13. Remplacement du fusible
Le fusible protège l'appareil contre les surcharges. En utilisation normale, le fusible ne doit pas se déclencher.
Il peut cependant y avoir un déclenchement du fusible avec un fer à souder défectueux ou un court-circuit dans le câble entre le fer à souder et la station de soudage. Le fusible peut également se déclencher dans le cas d'un défaut dans la station de soudage.
Procédez au remplacement d'un fusible défectueux comme suit :
- Éteignez la station de soudage. Si le fer à souder est encore chaud, laissez-le refroidir complètement.
- Débranchez la station de soudage de la tension secteur en retirant la fiche secteur de la prise réseau. Débranchez ensuite complètement le câble d'alimentation de la station de soudage.
- Retirez le porte-fusible (5) en dessous de la prise secteur (6). Ce dernier peut être retiré avec précaution, par exemple à l'aide d'un tournevis plat.
- Retirez le fusible hors du porte-fusible.
- Contrôlez le fusible par exemple avec un appareil de mesure approprié (multimètre numérique).
Si le fusible est défectueux, remplacez-le par un fusible neuf du même type (pour le type de fusible, voir chapitre « Caractéristiques techniques » à la fin de ce mode d'emploi).

N'utilisez jamais un fusible avec d'autres spécifications. Ne pondez jamais un fusible défectueux !
d'incendie!
- Insérez le nouveau fusible dans le porte-fusible. Ensuite, repositionnez le porte-fusible dans la station de soudage, de façon à ce qu'il s'enclenche.
- Remettez la station de soudage en marche (raccordez la station de soudage à la tension secteur et allumez-la).

Si le fusible se déclenche à nouveau après la mise en marche, débranchez la station de soudage de la tension secteur et faites-la entièrement contrôler par un spécialiste.
14. Entretien et nettoyage
- Mis à part le remplacement occasionnel de la panne, de l'éponge ou du fusible, la station de soudage ne requiert aucune maintenance. Une opération de maintenance ou une réparation ne doit être réalisée que par un spécialiste.
- Avant le nettoyage, éteignez la station de soudage et coupez-la de la tension du réseau. Débranchez la fiche de la prise de courant.
- Laissez ensuite le fer à souder et la station de soudage refroidir complètement.
- L'extérieur de la station de soudage ne doit être nettoyé qu'avec un chiffon doux, sec et propre.
- N'utilisez en aucun cas des produits de nettoyage agressifs ou des solutions chimiques qui pourraient attaquer le boîtier (changement de couleur) ou en altérer le fonctionnement.
- La panne ne nécessite aucun nettoyage spécial. Il suffit de la nettoyer de temps en temps pendant l'opération de brasage en retirant tous les restes de flux de soudure ou tout excédent de métal d'apport à l'aide de l'éponge humide ou du nettoyeur à sec en métal.
- Étamez bien la pointe avant d'éteindre la station à souder. Cela évite la corrosion de la pointe et augmente sa durée de vie.
15. Élimination des déchets

Les appareils électroniques sont des matériaux recyclables et ne doivent pas être éliminés avec les ordures ménagères. À la fin de sa durée de vie, mettez au rebut l'appareil conformément aux dispositions légales en vigueur.
16. Dépannage
| Problème Marche à suivre | |
| Aucun affichage sur l'écran | La station de soudage est-elle raccordée à la tension secteur et est-elle allumée?Le fusible de la station de soudage s'est-il déclenché? |
| Message d'erreur « H-E » sur l'écran | La station de soudage a constaté une erreur interne de l'électronique du chauffage (« H-E » = « Heater Error »). Éteignez la station de soudage puis remettez-la en marche.Est-ce que le fer à souder est correctement branché à la station de soudage?Il est possible que le fer à souder soit défectueux (câble, élément chauffant ou sonde de température). |
| Message d'erreur « SE » sur l'écran | La station de soudage a détecté une panne sur le fer à souder (« SE » = « Sensor Error »). Est-ce que le fer à souder est correctement branché à la station de soudage?Il est possible que le fer à souder soit défectueux (câble ou sonde de température). |
| En cas de diminution du réglage de température cela peut durer longtemps jusqu'à ce que la température plus basse soit atteinte | Ceci est normal en principe. L'élément chauffant et la panne nécessitent un certain temps jusqu'à ce qu'ils aient refroidi à une température plus basse. |
| Le flux de brasage ne devient pas liquide | La température réglée est trop basse.La chaleur du fer à souder se dissipe trop rapidement (p.ex. en travaillant sur de grandes pièces). Paramétrez une température plus élevée ou utilisez une panne avec une panne plus grande ou plate.Le fer à souder n'est pas conçu pour un brasage fort (par exemple pour des gouttières).La station de soudage est uniquement adaptée pour des brasages tendres. |
| La température réglée est erronée | Si la température de la panne est vérifiée avec un appareil de mesure de haute qualité, il peut y avoir de légers écarts liés à la construction (le capteur de température mesure la température dans l'élément chauffant, l'appareil de mesure la température sur l'extérieur de la panne).Calibrez la température dans le menu de réglage. |
| La température ne peut pas être réglée à l'aide des touches de commande ou du régulateur de température | La station de soudage a été programmée sur une température fixe, voir chapitre 10. b). Désactivez ce mode de fonctionnement, voir chapitre 10. c). |
| Dégagement de fumée de la panne | Pendant le processus de brasage le fondant, qui est contenu dans le fil fourré, s'évapore. Ce processus est normal. Prévoyez une ventilation suffisante sur le lieu de travail, ne respirez pas les vapeurs de fondant. |
17. Données techniques
| Version ST-100HF ST-150HF | ||
| N° de commande 1626065 1626066 | ||
| Station de soudage | ||
| Tension de service 230 V/CA, 50 Hz | ||
| Puissance absorbée max. 105 W max. 155 W | ||
| Fusible Fusible 5 x 20 mm, | 250 V, 2 A,déclenchement temporisé | Fusible 5 x 20 mm,250 V, 2,5 A,déclenchement temporisé |
| Classe de protection I | ||
| Prise ESD Prise ronde 4 mm | ||
| Résistance de contactprise ESD - contact de terre | 1 MΩ | |
| Dimensions (I x H x P) 122 x 99 x 178 mm | ||
| Poids 2580 g 3010 g | ||
| Fer à souder | ||
| Tension de service 36 V/CA | ||
| Fréquence de chauffage | 380 kHz | |
| Puissance | 100 W | 150 W |
| Température de la panne | Réglable via la station de soudage, +50 °C à +480 °C (par pas de 1 °C) | |
| Stabilité de température | ±1 °C | |
| Durée de préchauffage 50 °C à480 °C | 25 s | 18 s |
| Élément chauffant | Élément chauffant électromagnétique | |
| Longueur de câble | env. 100 cm | |
| Longueur de la poignée | env. 112 mm | |
| Poids (câble inclus) | env. 110 g | |
| Support pour fer à souder | ||
| Dimensions (I x H x P) | 71 x 85 x 158 mm | |
| Généralités | ||
| Conditions du milieu ambiant | Température de 0 °C à +40 °C, humidité relative de l'air de 10% à 90%, sans condensation | |
Ceci est une publication de Conrad Electronic SE, Klaus-Conrad-Str. 1, D-92240 Hirschau (www.conrad.com).
Tous droits réservés, y compris de traduction. Toute reproduction, quelle qu'elle soit (p. ex. photocopie, microfilm, saisie dans des installations de traitement de données), nécessite une autorisation écrite de l'éditeur. Il est interdit de le réimprimer, même par extraits. Cette publication correspond au niveau technique du moment de la mise sous presse.




