Logiciel ISOBUS Bineuse - Logiciel multimédia AMAZONE - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Logiciel ISOBUS Bineuse AMAZONE au format PDF.
| Type d'appareil | Bineuse |
| Logiciel | ISOBUS |
| Version logicielle minimale | NW324-F |
| Fonction principale | Désherbage mécanique |
| Compatibilité | Tracteurs compatibles ISOBUS |
| Mode de commande | Électronique |
| Nombre de rangs | Non précisé |
| Largeur de travail | Variable selon modèle |
| Type de culture | Plantes en rangs |
| Alimentation | Tracteur |
| Poids | Non précisé |
| Matériaux principaux | Acier et composants électroniques |
| Utilisation recommandée | Agriculture de précision |
| Maintenance | Selon manuel d'utilisation |
| Garantie | Non précisé |
FOIRE AUX QUESTIONS - Logiciel ISOBUS Bineuse AMAZONE
Questions des utilisateurs sur Logiciel ISOBUS Bineuse AMAZONE
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Logiciel multimédia au format PDF gratuitement ! Retrouvez votre notice Logiciel ISOBUS Bineuse - AMAZONE et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Logiciel ISOBUS Bineuse de la marque AMAZONE.
MODE D'EMPLOI Logiciel ISOBUS Bineuse AMAZONE
Notice d'utilisation d'origine
Logiciel ISOBUS
Bineuse
La présente notice d'utilisation est valable à partir de la version de logiciel NW324-F
1 Au sujet de la présente notice d'utilisation 1
1.1 Droits d'auteur 1
1.2 Importance de la notice d'utilisation 1
1.3 Conventions utilisées 2
1.3.1 Consignes d'avertissement et termes d'avertissement 2
1.3.2 Remarques complémentaires 2
1.3.3 Consignes opératoires 3
1.3.4 Énumérations 4
1.3.5 Indications de position dans les illustrations 5
1.3.6 Directions 5
1.4 Documents afférents 5
1.5 Notice d'utilisation numérique 5
1.6 Votre opinion nous intéresse 5
2 Aperçu des fonctions 6
3 Aperçu du menu principal 7
4 Menu de travail 8
4.1 Menu Travail, aperçu 8
4.1.1 Menu Travail pour machines sans pulvérisateur en bandes ni cuve frontale 8
4.1.2 Menu Travail pour machines avec pulvérisateur en bandes et trémie frontale 9
4.2 Affichage de l'état de la position de travail 9
4.3 Affichage de l'état de pliage 10
4.4 Affichage de l'état de la machine 11
4.5 Affichage de l'état et de la position du parallélogramme 12
4.6 Affichage pour l'état des tronçons de pulvérisation 15
4.7 Barre d'état 18
4.8 Fonctions dans la barre de boutons 18
5 Utilisation de base 20
5.1 Passer entre le menu champ et les réglages 20
5.2 Passer dans le menu précédent 20
5.3 Faire défiler les menus et la barre de boutons 20
6 Réglages 21
6.1 Paramétrage de la source du signal de vitesse 21
6.1.1 Utiliser le signal de vitesse de l'ISOBUS 21
6.2 Configuration du capteur de position de travail 22
6.2.1 Configurer le capteur de position de travail numérique 22
6.2.2 Configurer le capteur de position de travail analogique 22
6.2.3 Simuler la position de travail pour l'enregistrement des limites de champ 23
6.3 Configuration ISOBUS 24
6.3.1 Configuration des boutons pour le Section Control 24
6.3.2 Réglage de l'emplacement de stockage de la documentation 25
6.3.3 Activation de la rétrocompatibilité 25
6.3.4 Paramétrage du Section Control 26
6.4 Réglage de l'affichage 28
6.4.1 Modification de l'affichage multifonctions 28
6.4.2 Configuration de l'affectation de la barre de boutons du menu de travail 29
6.4.3 Affectation des terminaux de commande 30
6.4.4 Configuration du mode jour-nuit 31
7 Gestion des profils 33
7.1 Création d'un nouveau profil 33
7.2 Activation du profil 35
7.3 Renommage d'un profil 36
7.4 Suppression d'un profil 37
8 Gérer et configurer les profils machine 40
8.1 Gérer les profils machine 40
8.2 Configurer un profil machine 41
8.2.1 Régler les rangs 41
8.2.2 Activer et régler la section médiane 43
8.2.3 Régler les temps de réglage des soupapes 44
8.2.4 Régler une asymétrie 45
8.2.5 Régler le type de machine 46
8.2.6 Activer la compensation de raccord 47
9 Régler le pulvérisateur en bandes 49
9.1 Activer la commande du pulvérisateur en bandes 49
9.2 Configurer régulation du débit 49
9.2.1 Définir la valeur des incréments de débit 49
9.2.2 Configuration de la rampe de démarrage 50
9.2.3 Activer et régler la régulation de la pression en tournière 51
9.3 Régler les limites d'alarme 52
9.4 Configurer la largeur des tronçons 54
9.5 Régler l'alimentation en huile de la pompe de liquide de pulvérisation 56
10 Tâches 58
10.1 Binage ou binage et pulvérisation 58
10.2 Commande manuelle des parallélogrammes 59
10.3 Commuter manuellement les tronçons de pulvérisation 60
11 Documentation du travail 63
11.1 Appeler documentation 63
11.2 Réinitialiser le compteur journalier 63
11.3 Gestion de la documentation 64
12 Appeler les informations 65
12.1 Affichage des numéros des boutons 65
12.2 Affichage des versions du logiciel 65
12.3 Appeler les états de compteur de la machine 66
12.4 Appeler la mémoire d'erreurs 66
12.5 Affichage du réseau ISOBUS 67
13 Éliminer les erreurs 68
14 Annexe 71
14.1 Documents afférents 71
15 Sommaire 72
15.1 Index des mots-clés 72
Au sujet de la présente notice d'utilisation
1
CMS-T-00000539-J.1
1.1 Droits d'auteur
CMS-T-00012308-A.1
La réimpression, la traduction et la reproduction sous quelque forme que ce soit, même partielle, nécessitent l'autorisation écrite d'AMAZONENWERKE.
1.2 Importance de la notice d'utilisation
CMS-T-006245-A.1
La notice d'utilisation est un document important et fait partie de la machine. Elle s'adresse à l'utilisateur et contient des informations relatives à la sécurité. Seules les procédures mentionnées dans la notice d'utilisation sont sures. Lorsque la notice d'utilisation n'est pas respectée, des personnes peuvent se trouver gravement blessées, voire tuées.
- Lire en totalité le chapitre relatif à la sécurité avant la première utilisation de la machine et le respecter.
- Avant le travail, lire également et respecter les sections correspondantes de la notice d'utilisation.
- Conserver la notice d'utilisation et la tenir à portée de main.
- Remettre la notice d'utilisation à l'utilisateur suivant.
1.3 Conventions utilisées
CMS-T-005676-G.1
1.3.1 Consignes d'avertissement et termes d'avertissement
CMS-T-00002415-A.1
Les avertissements sont caractérisés par une barre verticale avec un symbole de sécurité triangulaire et le terme d'avertissement. Les termes d'avertissement "DANGER", "AVERTISSEMENT" ou "ATTENTION" décrivent la gravité du risque encouru et ont la signification suivante :

DANGER
Signale un danger imminent de niveau élevé pouvant entraîner des blessures extrêmement graves, comme la perte de membres, ou la mort.

AVERTISSEMENT
Signale un danger potentiel de niveau moyen pouvant entraîner des blessures extrêmement graves ou la mort.

PRUDENCE
Signale un danger de faible niveau pouvant entraîner des blessures d'importance réduite à moyenne.
1.3.2 Remarques complémentaires
CMS-T-00002416-A.1

IMPORTANT
▶ Signale un risque de dommages sur la machine.

CONSIGNE ENVIRONNEMENTALE
Signale un risque de dommages sur l'environnement.

REMARQUE
Signale des conseils d'utilisation et des remarques pour une utilisation optimale.
1.3.3 Consignes opératoires
CMS-T-00000473-E.1
1.3.3.1 Consignes opératoires numérotées
CMS-T-005217-B.1
Les consignes qui doivent être exécutées dans un certain ordre sont représentées par des consignes opératoires numérotées. L'ordre indique des opérations doit être respecté.
Exemple :
- Consigne opératoire 1
- Consigne opératoire 2
1.3.3.2 Consignes opératoires et réactions
CMS-T-005678-B.1
Les réactions à des consignes opératoires sont marquées par une flèche.
Exemple :
- Consigne opératoire 1
→ Réaction à la consigne opératoire 1 - Consigne opératoire 2
1.3.3.3 Consignes opératoires alternatives
CMS-T-00000110-B.1
Les consignes opératoires alternatives sont introduites par le mot "ou".
Exemple :
- Consigne opératoire 1
ou
Consigne opératoire alternative
- Consigne opératoire 2
1.3.3.4 Consignes opératoires avec seulement une opération
CMS-T-005211-C.1
Les consignes opératoires avec seulement une opération ne sont pas numérotées, mais représentées avec une flèche.
Exemple :
▶ Consigne opératoire
1.3.3.5 Consignes opératoires sans ordre chronologique
CMS-T-005214-C.1
Les consignes opératoires qui ne doivent pas être exécutées dans un ordre précis sont présentées sous forme de liste à flèches.
Exemple :
▶ Consigne opératoire
▶ Consigne opératoire
▶ Consigne opératoire
1.3.3.6 Travail d'atelier
CMS-T-00013932-B.1

TRAVAIL D'ATELIER
Désigne les opérations d'entretien devant être réalisées dans un atelier suffisamment bien équipé sur le plan de la technique agricole, de la sécurité et de l'environnement par du personnel spécialisé ayant la formation correspondante.
1.3.4 Énumérations
CMS-T-000024-A.1
Les énumérations sans indication d'un ordre à respecter impérativement se présentent sous la forme d'une liste à puces (points d'énumération).
Exemple :
- Point 1
- Point 2
1.3.5 Indications de position dans les illustrations
CMS-T-000023-B.1
Une chiffre encadré dans le texte, par exemple
1, renvoie à une indication de position dans une illustration proche.
1.3.6 Directions
CMS-T-00012309-A.1
Sauf indication contraire, toutes les directions sont indiquées dans le sens de la marche.
1.4 Documents afférents
CMS-T-00000616-B.1
Une liste des documents afférents se trouve en annexe.
1.5 Notice d'utilisation numérique
CMS-T-00002024-B.1
La notice d'utilisation numérique et l'E-learning peuvent être téléchargés dans le portail d'informations du site Internet AMAZONE.
1.6 Votre opinion nous intéresse
CMS-T-000059-D.1
Chères lectrices, chers lecteurs, Nos documents sont régulièrement mis à jour. À cet égard, vos suggestions d'amélioration nous permettent de rendre nos documents plus agréables et faciles à utiliser. N'hésitez pas à nous envoyer vos suggestions par lettre, fax ou courriel.
AMAZONEN-WERKE H. Dreyer SE & Co. KG
Aperçu des fonctions
2
CMS-T-00006184-C.1
La commande des bineuses Schmotzer est effectuée avec le logiciel ISOBUS. Le logiciel ISOBUS peut être affiché et utilisé sur un terminal de commande ISOBUS.
Le logiciel ISOBUS comprend les fonctions suivantes :
- Surveiller les données machine
- Activation et désactivation du parallélogramme
- Commuter manuellement et automatiquement les tronçons de binage
- Activer et désactiver les tronçons de pulvérisation
- Commuter manuellement et automatiquement les tronçons de pulvérisation
- Démarrer et arrêter la pulvérisation
- Réguler le débit
- Effectuer des réglages
• Gérer les profils machine
• Gestion des profils utilisateur
• Gestion de la documentation - Appeler les informations
Aperçu du menu principal
3
CMS-T-00006185-B.1
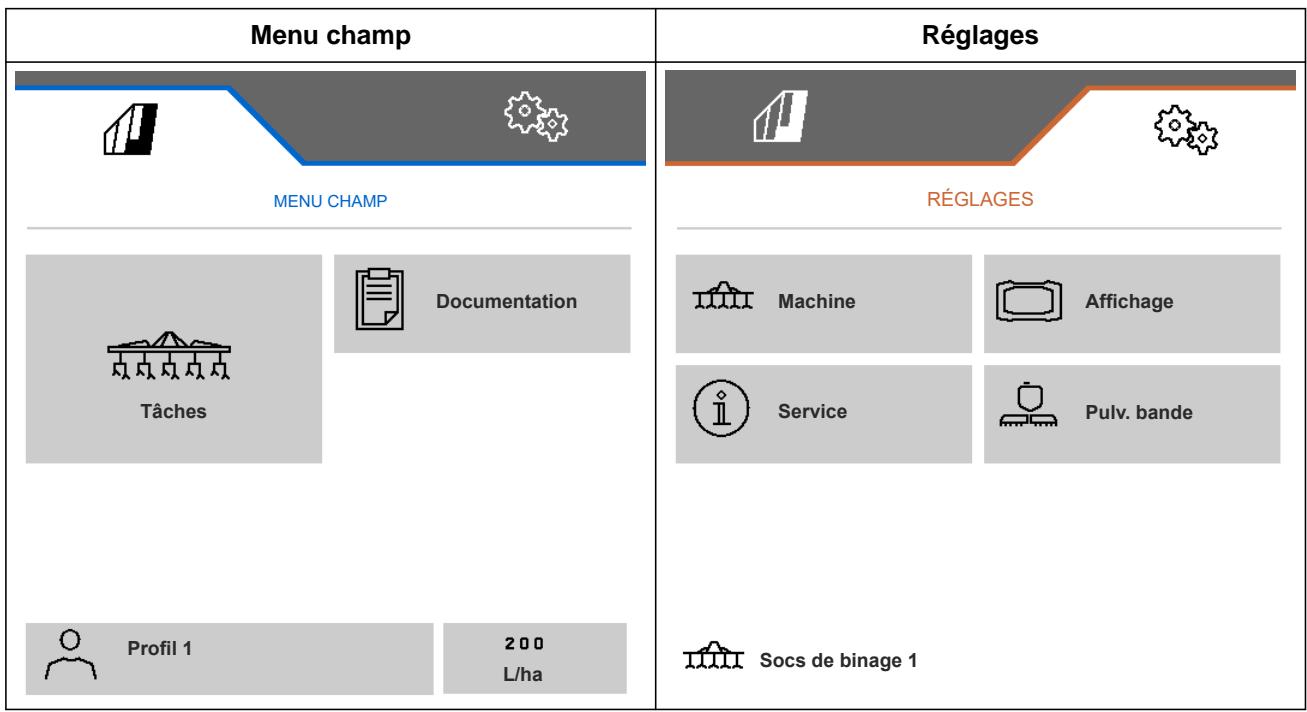
Le menu principal se compose du menu champ et du menu des réglages.
flowchart
graph TD
A["Menu champ"] --> B["MENU CHAMP"]
B --> C["Tâches"]
B --> D["Documentation"]
B --> E["Profil 1"]
B --> F["200 L/ha"]
G["Réglages"] --> H["RÉGLAGES"]
H --> I["Machine"]
H --> J["Affichage"]
H --> K["Service"]
H --> L["Pulv. bande"]
G --> M["Socs de binage 1"]
Menu de travail

CMS-T-00006186-C.1
4.1 Menu Travail, aperçu
CMS-T-00015556-A.1
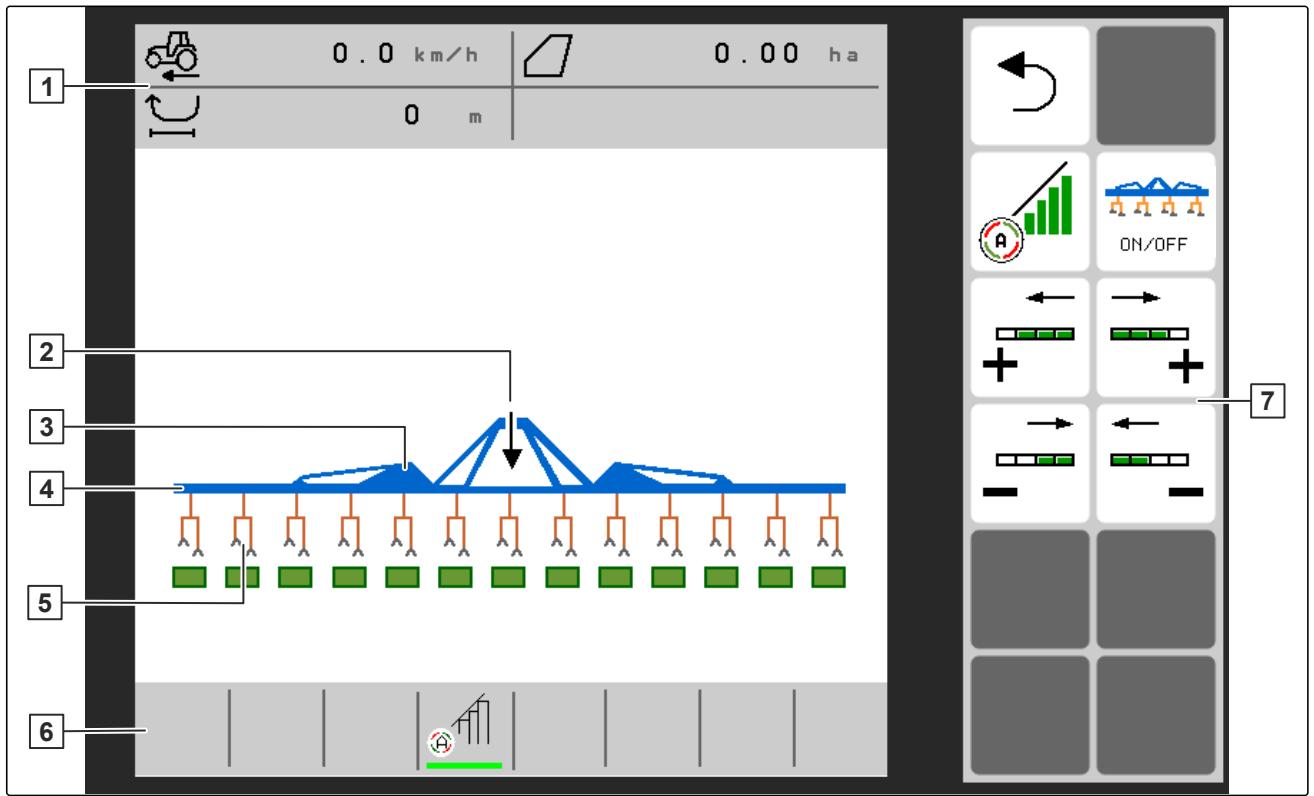
4.1.1 Menu Travail pour machines sans pulvérisateur en bandes ni cuve frontale
CMS-T-00006187-C.1
text_image
0.0 km/h 0.00 ha 1 0 m 2 3 4 5 6 7 ON/OFFCMS-I-00004420
1 Affichage multifonctions
3 Affichage de l'état de pliage
5 Affichage de l'état et de la position du parallélogramme
7 Barre de boutons
2 Affichage de l'état de la position de travail
4 Affichage de l'état de la machine
6 Barre d'état
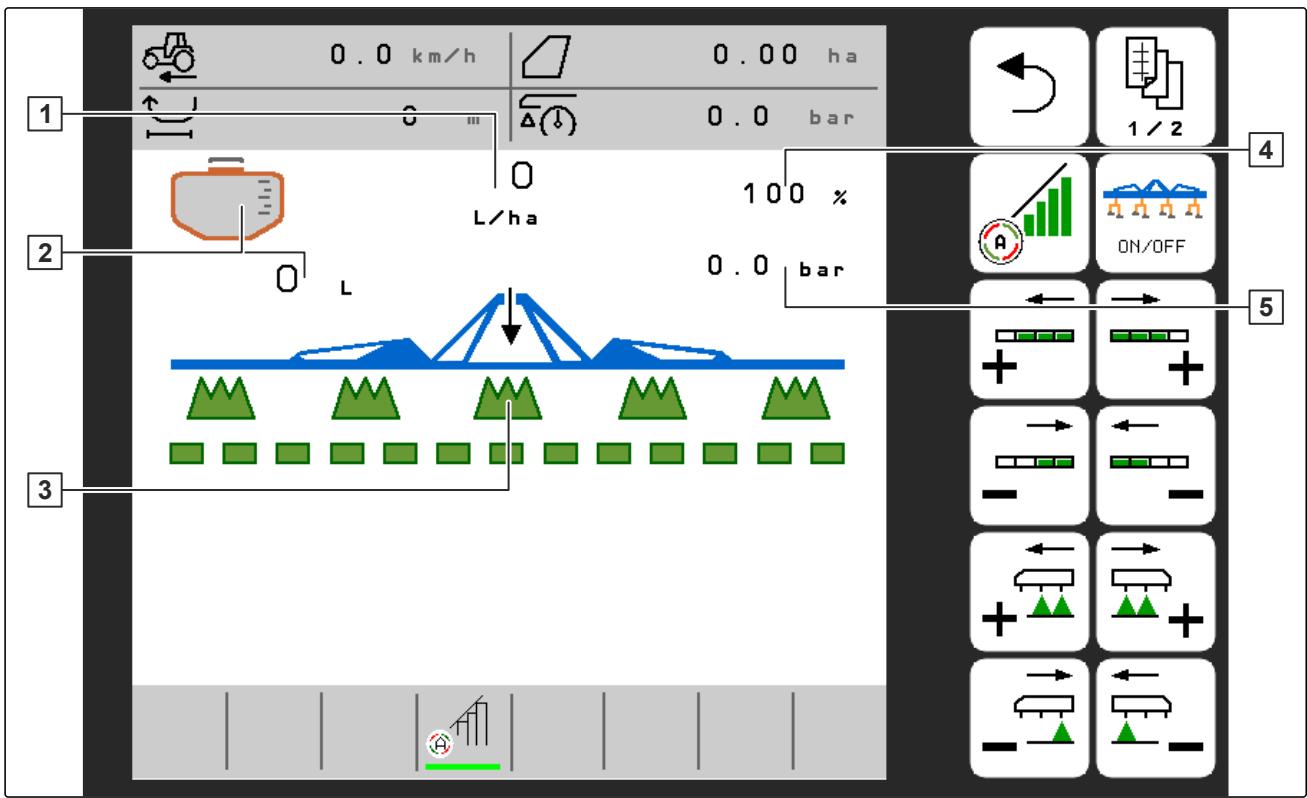
4.1.2 Menu Travail pour machines avec pulvérisateur en bandes et trémie frontale
CMS-T-00015557-A.1
text_image
0.0 km/h 0.00 ha 0.0 bar 1 2 L/ha 100 % 0.0 bar 3 4 1/2 ON/OFF 5CMS-I-00010211
1 Affichage du débit de consigne en l/ha
3 Affichage pour l'état des tronçons de pulvérisation
5 Affichage pour la pression de pulvérisation en bar
2 Affichage du niveau de remplissage
4 Affichage du débit de consigne en pourcentage
4.2 Affichage de l'état de la position de travail
CMS-T-00008750-A.1
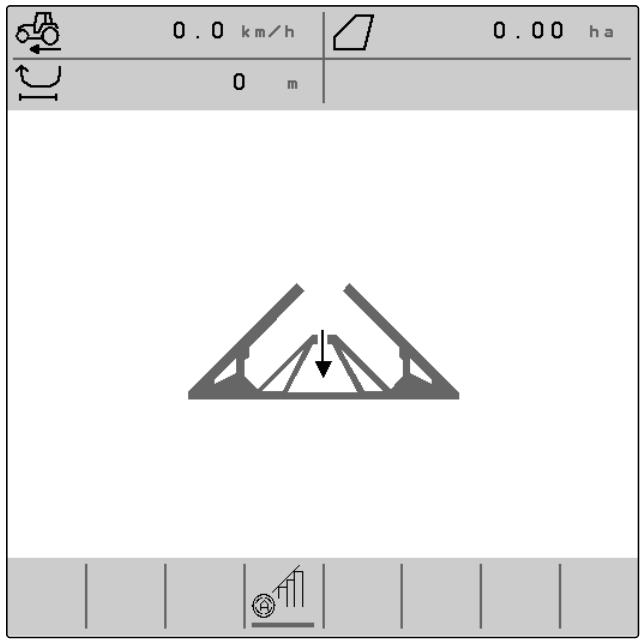
Le menu de travail indique à l'aide d'une flèche si la machine est relevée ou abaissée.
Si la flèche noire est orientée vers le haut, la machine est relevée.
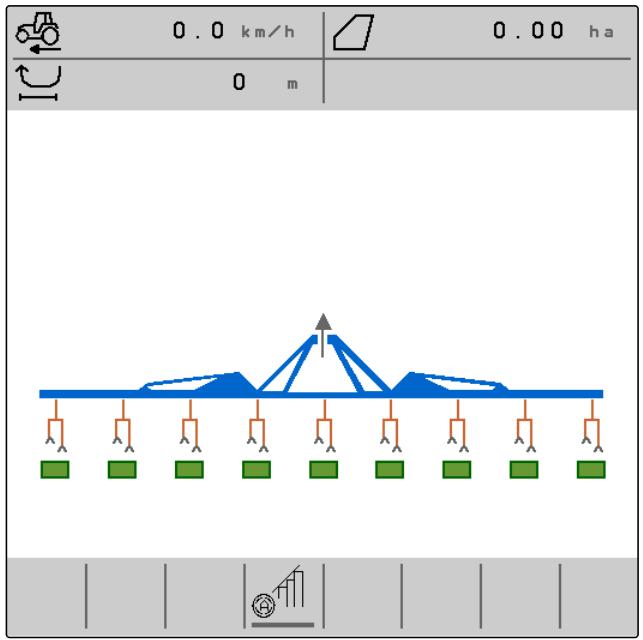
text_image
0.0 km/h 0.00 ha 0 mCMS-I-00005986
Si la flèche noire est orientée vers le bas, la machine est abaissée.
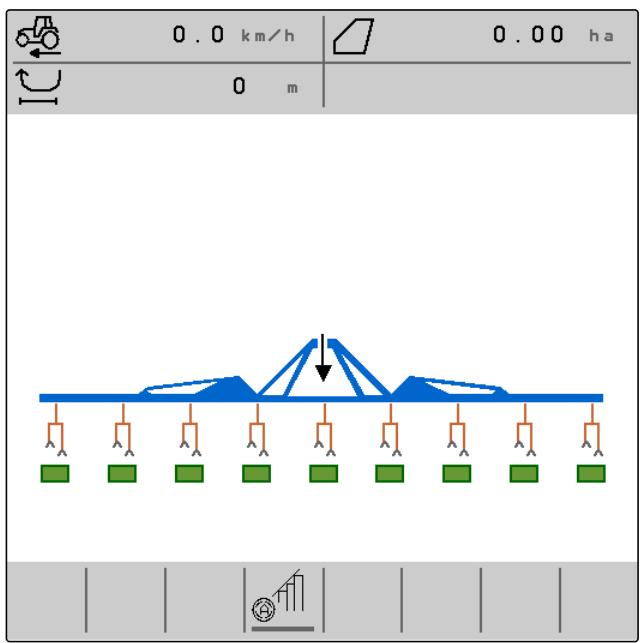
text_image
0.0 km/h 0.00 ha 0 mCMS-I-00006141
4.3 Affichage de l'état de pliage
CMS-T-00006221-A.1
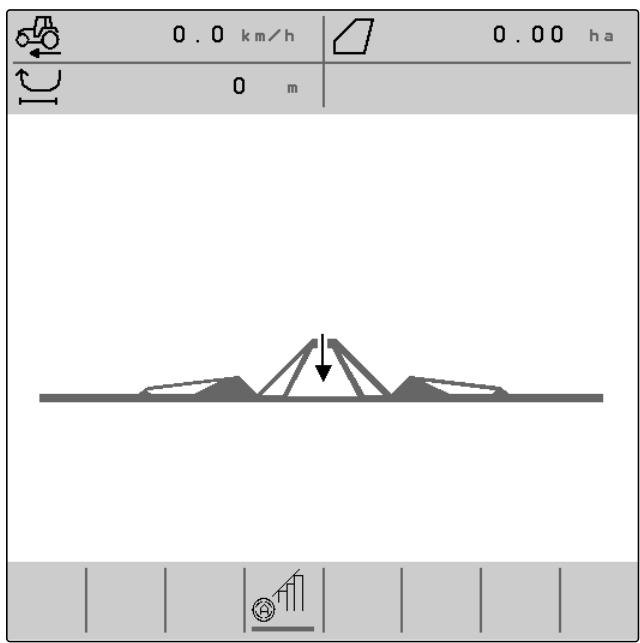
Le menu de travail indique à l'aide d'une glissière d'outils stylisée si la machine est repliée ou dépliée.
Si une glissière d'outils repliée est affichée, les tronçons sont repliés et les roues de jauge relevées.
text_image
0.0 km/h 0.00 ha 0 mCMS-I-00004421
Si une glissière d'outils dépliée est affichée, les tronçons sont dépliés et les roues de jauge abaissées.
text_image
0.0 km/h 0 m 0.00 haCMS-I-00004422
4.4 Affichage de l'état de la machine
CMS-T-00008888-B.1
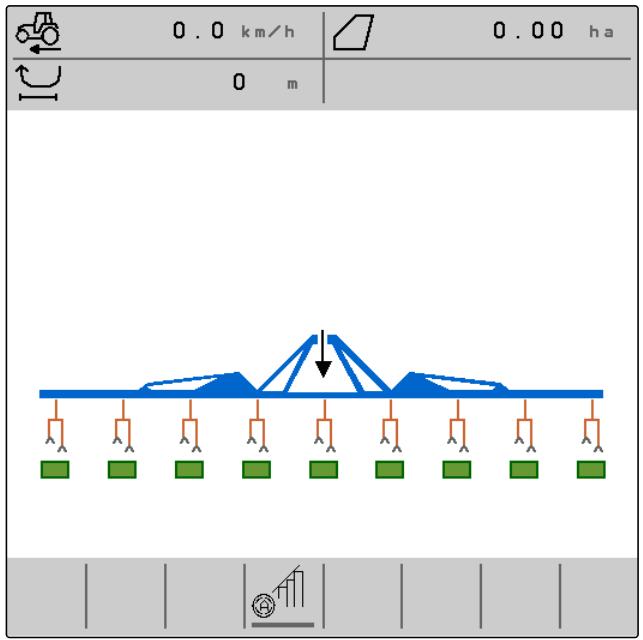
Dans le menu Travail, l'état à l'arrêt ou en marche de la machine est affiché en gris ou en bleu.
Lorsque la machine est mise en marche avec le

bouton ON/OFF, la couleur de la glissière d'outils passe du gris au bleu. La mise en marche a pour effet que tous les parallélogrammes activés passent de la position de transport à la position de travail et que les rectangles qui leur sont affectés dans l'affichage passent du gris au vert.
text_image
0.0 km/h 0.00 ha 0 mCMS-I-00006142
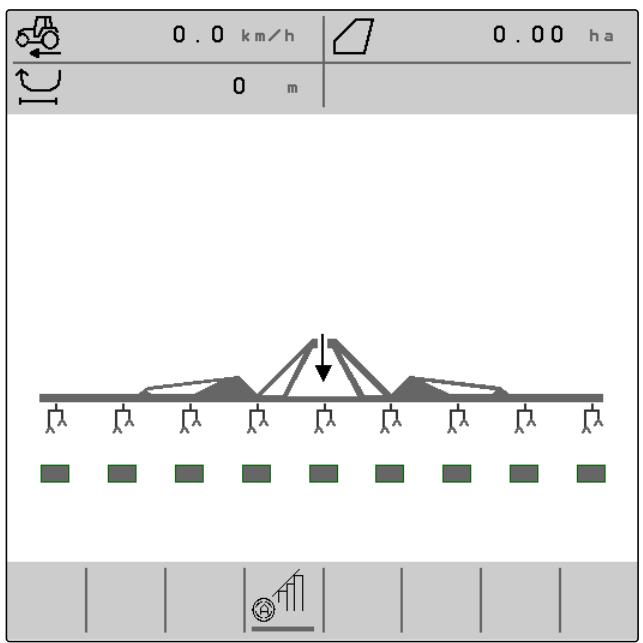
Lorsque la machine est mise à l'arrêt avec le bouton

ON/OFF, la couleur de la glissière d'outils passe du bleu au gris. La mise à l'arrêt a pour effet que tous les parallélogrammes activés passent de la position de travail à la position de transport et que les rectangles qui leur sont affectés dans l'affichage passent du vert au gris.
text_image
0.0 km/h 0.00 ha 0 mCMS-I-00006143
4.5 Affichage de l'état et de la position du parallélogramme
CMS-T-00006222-C.1
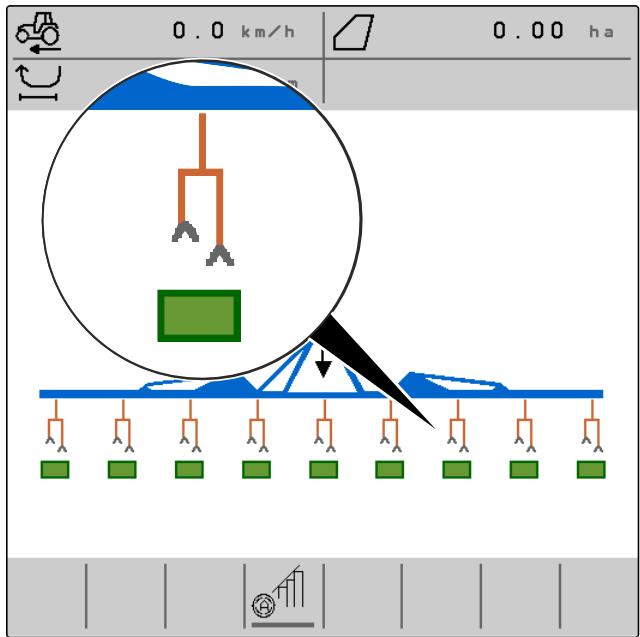
Le menu Travail indique si un parallélogramme est activé ou désactivé et s'il est relevé ou abaissé.
Que Section Control soit activé ou désactivé, les parallélogrammes activés et placés en position de travail sont représentés par des symboles de parallélogramme orange abaissés et des rectangles verts.
text_image
0.0 km/h 0.00 ha 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80CMS-I-00004424
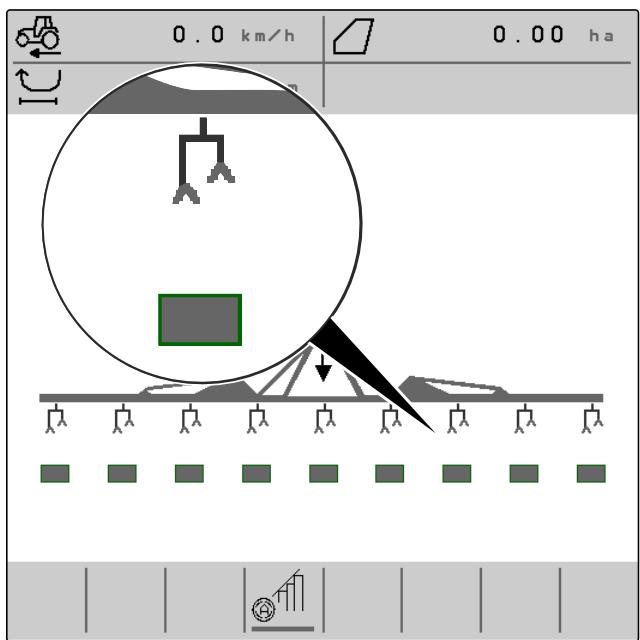
Lorsque Section Control est désactivé, les parallélogrammes activés et placés en position de transport par mise à l'arrêt de la machine sont représentés par des symboles de parallélogramme noirs relevés et des rectangles gris.
text_image
0.0 km/h 0.00 ha 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80CMS-I-00004423
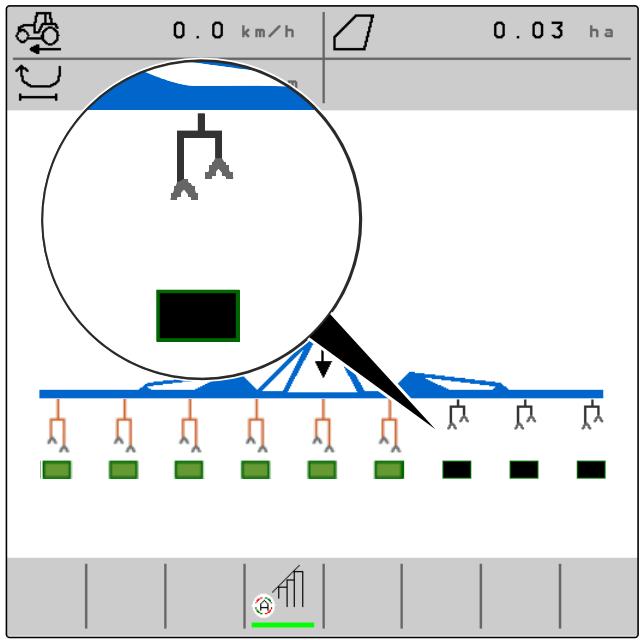
Lorsque Section Control est activé, les parallélogrammes activés et placés en position de transport par Section Control sont représentés par des symboles de parallélogramme noirs relevés et des rectangles noirs.
text_image
0.0 km/h 0.03 ha m 1CMS-I-00006138
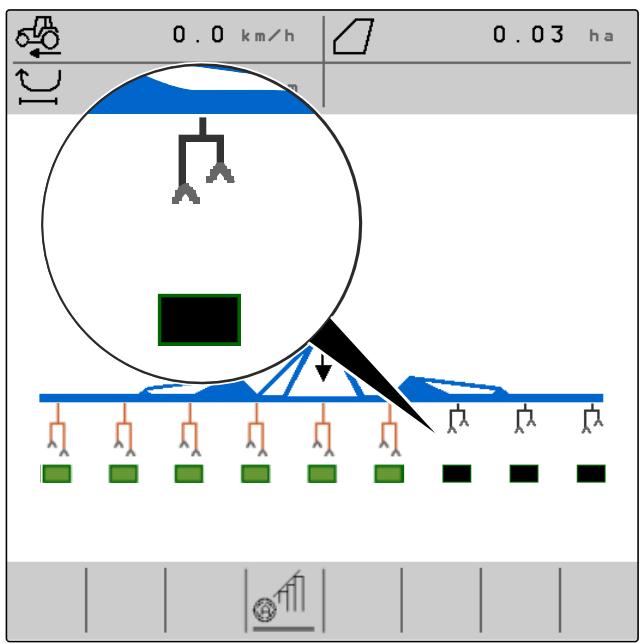
Lorsque Section Control est désactivé, les parallélogrammes désactivés et placés en conséquence en position de transport sont également représentés par des symboles de parallélogramme noirs relevés et des rectangles noirs.
text_image
0.0 km/h 0.03 haCMS-I-00006139
Lorsque Section Control est activé, les parallélogrammes désactivés et placés en conséquence en position de transport sont représentés par des symboles de parallélogramme noirs relevés et des rectangles rouges.
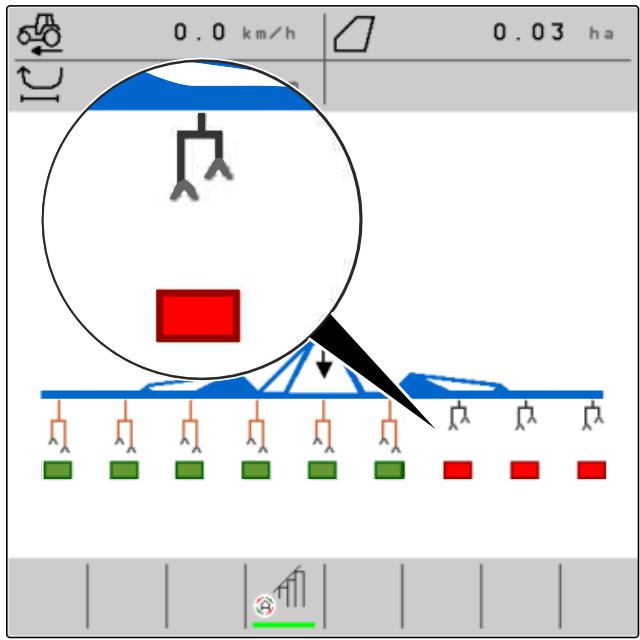
text_image
0.0 km/h 0.03 haCMS-I-00006140
Si la machine dispose d'un pulvérisateur en bandes, l'état et la position des parallélogrammes s'affichent uniquement via les rectangles situés dans le rang inférieur, et dans le rang supérieur à la place des symboles des parallélogrammes s'affiche l'état des tronçons de pulvérisation.
text_image
0.0 km/h 0.00 ha 0 m L/ha 100 % 0.0 barCMS-I-00010847
4.6 Affichage pour l'état des tronçons de pulvérisation
CMS-T-00015618-A.1
Le menu Travail indique si un tronçon de pulvérisation est activé ou désactivé et s'il est en marche ou arrêté.
text_image
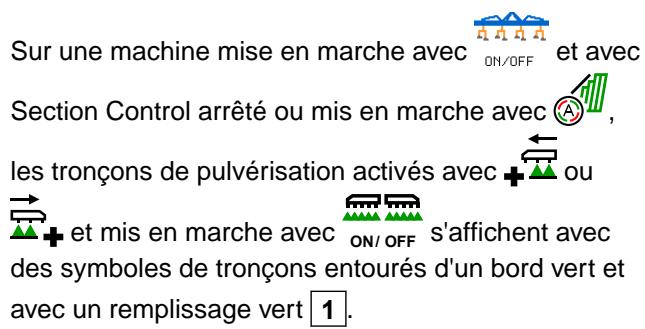
Sur une machine mise en marche avec ON/OFF et avec Section Control arrêté ou mis en marche avec A les tronçons de pulvérisation activés avec + ou + et mis en marche avec ON/OFF s'affichent avec des symboles de tronçons entourés d'un bord vert et avec un remplissage vert 1.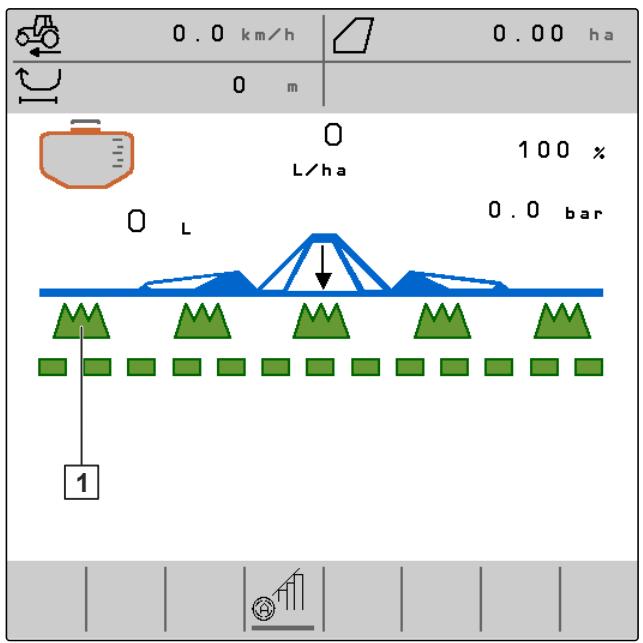
text_image
0.0 km/h 0.00 ha 0 m 0 L/ha 100 % 0 L 0.0 bar 1CMS-I-00010834
text_image
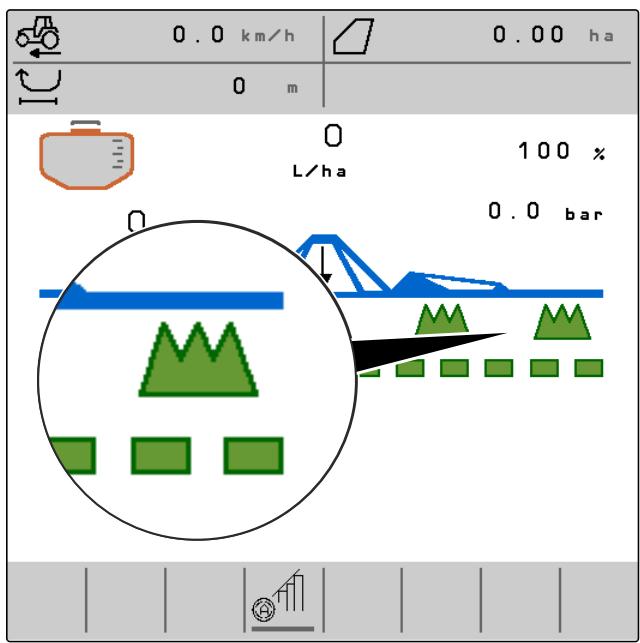
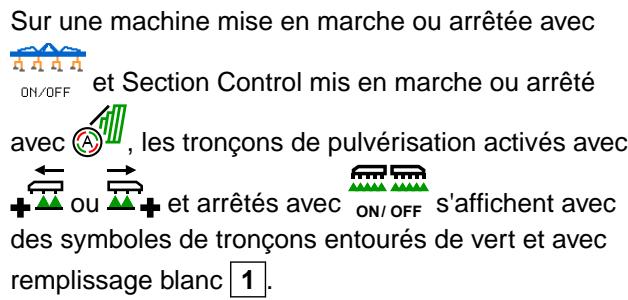
Sur une machine mise en marche ou arrêtée avec ON/OFF et Section Control mis en marche ou arrêté avec Ⓐ, les tronçons de pulvérisation activés avec + ou + et arrêtés avec ON/OFF s'affichent avec des symboles de tronçons entourés de vert et avec remplissage blanc 1.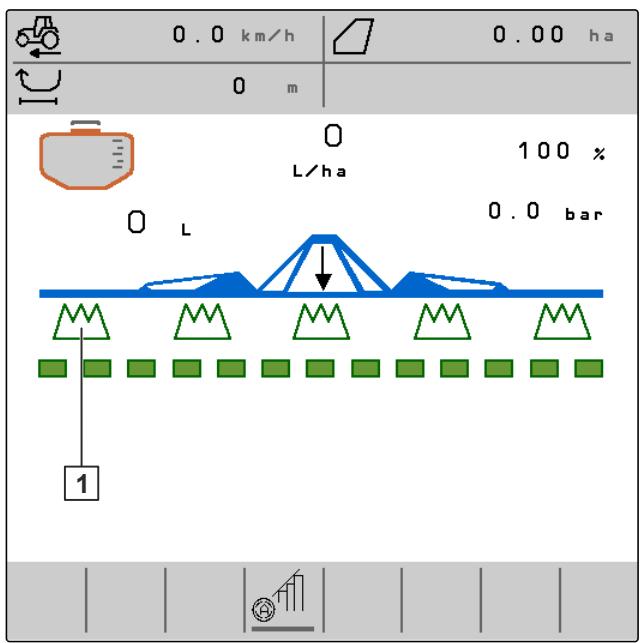
text_image
0.0 km/h 0.00 ha 0 m 0 L/ha 100 % 0 L 0.0 bar 1CMS-I-00010832
Sur une machine mise en marche ou arrêtée avec

ON/OFF
et Section Control arrêté avec Ⓐ, les
tronçons de pulvérisation désactivés avec ou s'affichent sans présence d'un symbole de tronçon 1.
text_image
0.0 km/h 0.00 ha 0 m 0 L/ha 100 % 0 L 0.0 bar 1CMS-I-00010833
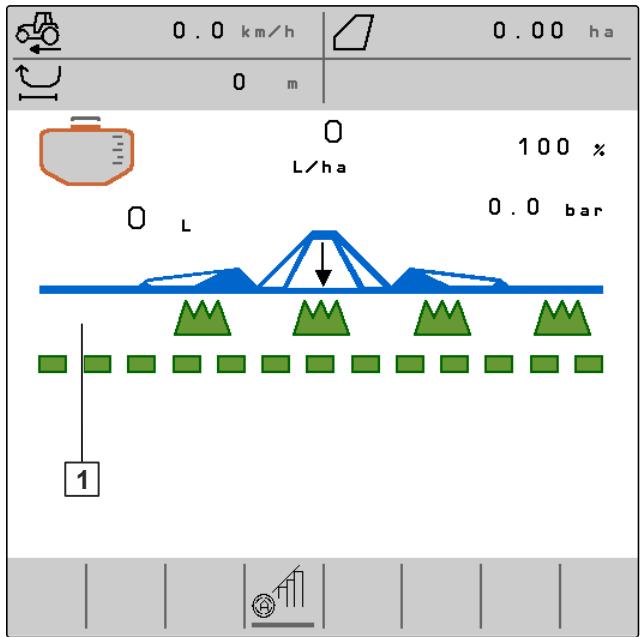
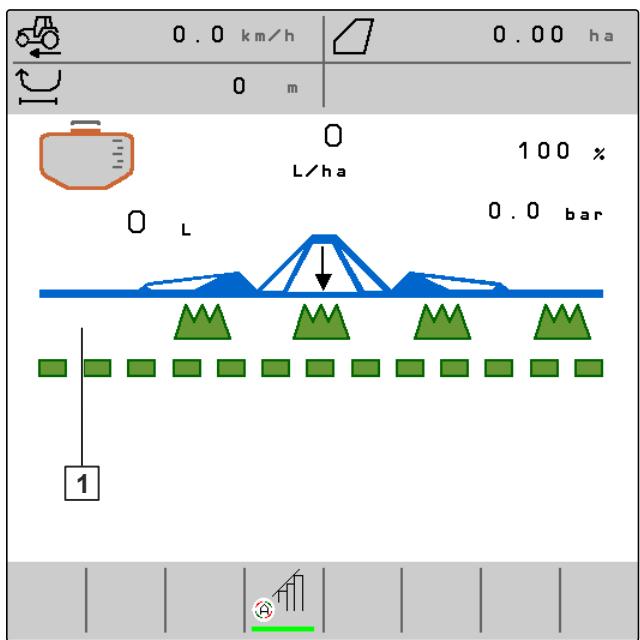
Sur une machine mise en marche avec ON/OFF et Section Control mis en marche avec Ⓔ, les tronçons activés avec + ▲ ou ▲ + et arrêtés par le Section Control s'affichent également sans la présence d'un symbole de tronçon 1.
text_image
0.0 km/h 0.00 ha 0 m 0 L/ha 100 % 0 L 0.0 bar 1CMS-I-00010850
text_image
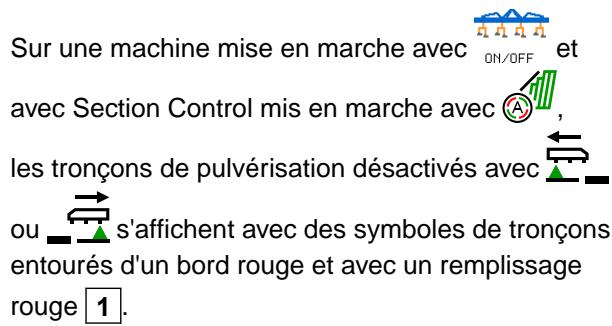
Sur une machine mise en marche avec ON/OFF et avec Section Control mis en marche avec A , les tronçons de pulvérisation désactivés avec ou s'affichent avec des symboles de tronçons entourés d'un bord rouge et avec un remplissage rouge 1.
text_image
0.0 km/h 0.00 ha 0 m O L/ha 100 % O L 0.0 bar 1CMS-I-00010849
4.7 Barre d'état
CMS-T-00006265-B.1
La barre d'état indique si Section Control est activé ou désactivé.
1 Section Control désactivé
2 Section Control activé

flowchart
graph TD
A["1"] --> B["Process Step"]
C["2"] --> D["Process Step"]
B --> E["Output"]
D --> F["Output"]
CMS-I-00004465
4.8 Fonctions dans la barre de boutons
CMS-T-00006273-C.1
 |  |  |  |  |
| Retour. | Faire défiler un menu de plusieurs pages. | Activer et désactiver Section Control. | Mettre la machine en marche et à l'arrêt. | Activer les parallélogrammes désactivés de droite à gauche. |
 |  |  |  |
| Activer les parallélogrammes désactivés de gauche à droite. | Désactiver les parallélogrammes activés de gauche à droite. | Désactiver les parallélogrammes activés de droite à gauche. | Activer les tronçons de pulvérisation désactivés de droite à gauche. |
| Activer les tronçons de pulvérisation désactivés de gauche à droite. | Désactiver les tronçons de pulvérisation activés de gauche à droite. | Désactiver les tronçons de pulvérisation activés de droite à gauche. | Augmenter le débit. |
 |  |  |  |
| Réduire le débit. | Réinitialiser les débits à 100 pour cents. | Mettre en marche et arrêter les tronçons de pulvérisation activés. | Basculer manuellement l'affichage du mode jour au mode nuit et inversement. |
 | [84v2] |  |  |
| Gérer les profils machine et les documentations. | Faire défiler la barre de boutons. | Effacer tous les messages de la mémoire d'erreurs. | Actualiser la liste des abonnés ISOBUS. |
Utilisation de base
5
CMS-T-00006279-C.1
5.1 Passer entre le menu champ et les réglages
CMS-T-00006280-B.1
▶ Pour passer dans le menu Champ :
ou
pour passer dans les réglages :



Machine

Affichage

Service

Pulv. bande

Socs de binage 1
CMS-I-00004395
5.2 Passer dans le menu précédent
CMS-T-00000805-C.1
▶ Sélectionner ← dans la barre de boutons.
5.3 Faire défiler les menus et la barre de boutons
CMS-T-00000806-C.1
Pour faire défiler les menus dans les réglages :
Pour faire défiler la barre de boutons :

Réglages

CMS-T-00006288-C.1
6.1 Paramétrage de la source du signal de vitesse
CMS-T-00006626-C.1
6.1.1 Utiliser le signal de vitesse de l'ISOBUS
CMS-T-00000843-I.1
Pour commander la machine, un signal de vitesse est nécessaire. Le signal de vitesse déterminé par des capteurs du tracteur et mis à la disposition de la machine par l'ISOBUS peut être utilisé à cette fin.
- Sélectionner dans le menu "Réglages" "Machine" > "Vitesse".
Seules les sources existantes sont affichées. Si, par exemple, aucune vitesse de « radar (tracteur) » n'est disponible, cette option de sélection n'est pas affichée.
- Sous "Source", sélectionner "Roue (tracteur)", "Radar (tracteur)" ou "Satellite (NMEA2000)".

REMARQUE
Des sources imprécises du signal de vitesse entraînent une commande erronée.
- Pour vérifier la précision de la source utilisée pour le signal de la vitesse : Comparer l'affichage de vitesse du tracteur et la vitesse affichée sur le terminal de commande.


VITESSE
Source
Roue (tracteur)
CMS-I-00006151
6.2 Configuration du capteur de position de travail
CMS-T-00006628-C.1
6.2.1 Configurer le capteur de position de travail numérique
CMS-T-00008913-B.1
Le capteur de position de travail permet de déterminer si la machine est en position de travail. Lorsque la machine est en position de travail, le travail est documenté et les bineuses sont débloquées. Lorsque la machine quitte la position de travail, la documentation cesse et les bineuses sont bloquées.
- Sélectionner dans le menu "Réglages" "Machine" > "Position de travail".
- Sélectionner sous "Source" "Hauteur de levée ISOBUS numérique".


POSITION DE TRAVAIL
Source
Haut. lev. ISOBUS numérique
CMS-I-00002902
6.2.2 Configurer le capteur de position de travail analogique
CMS-T-00006629-C.1
Le capteur de position de travail permet de déterminer si la machine est en position de travail. Lorsque la machine est en position de travail, le travail est documenté et les bineuses sont débloquées. Lorsque la machine quitte la position de travail, la documentation cesse et les bineuses sont bloquées. Pour définir l'atteinte de la position de travail, les valeurs limites doivent être apprises.
- Sélectionner dans le menu "Réglages" "Machine" > "Position de travail".
Seules les sources existantes sont affichées. Si, par exemple, « Hauteur de levage ISOBUS analogique » n'est pas disponible, cette option de sélection n'est pas affichée.
- Sous "Source", sélectionner "Capteur (machine)" ou "Hauteur levage ISOBUS analogique".
- Suivre les instructions à l'écran sous "Apprentissage des valeurs limites".


POSITION DE TRAVAIL
Source
Capteur (machine)
Appr. val. limites

CMS-I-00004504
6.2.3 Simuler la position de travail pour l'enregistrement des limites de champ
CMS-T-00015638-A.1
Le réglage "Hauteur de levage simule tournière" permet de simuler qu'une machine relevée se trouve en position de travail. Le réglage permet de parcourir et d'enregistrer les limites de champ avec une machine relevée bien qu'elle ne se trouve par réellement en position de travail.
- Sélectionner dans le menu "Réglages" "Machine" > "Position de travail".
- Dans "source", sélectionner "hauteur de levage simule tournière".

REMARQUE
Après un enregistrement avec position de travail simulée, régler à nouveau la source précédente.


POSITION DE TRAVAIL
Source
Haut. lev. simulée tournière
CMS-I-00010232
6.3 Configuration ISOBUS
CMS-T-00006310-C.1
6.3.1 Configuration des boutons pour le Section Control
CMS-T-00006315-C.1
Pour le Section Control, il est possible de déterminer si ce dernier est activé et désactivé dans le menu de travail du logiciel ISOBUS ou sur le terminal de commande.
Réglages possibles :
• "dans le menu GPS"
o Le Section Control ne peut être activé et désactivé que via le terminal de commande.
Le symbole de la barre d'état du menu de travail n'est qu'un affichage.
- "dans le menu de travail"
- Dans le menu de travail, le Section Control peut être activé et désactivé avec le bouton
de la barre de boutons ou avec le symbole de la barre d'état. En outre, le Section Control peut être activé et désactivé via le terminal de commande.
- Dans le menu "Réglages", sélectionner "Machine" > "ISOBUS".
- Sous "Commutation manuelle/automatique Section Control", sélectionner la position souhaitée.
text_image
ISOBUS Commuter Section Control manuel/auto. dans menu travail Documentation interne machine RétrocompatibilitéCMS-I-00004591
6.3.2 Réglage de l'emplacement de stockage de la documentation
CMS-T-00006313-C.1
L'emplacement de stockage permet de définir si la documentation est enregistrée dans l'ordinateur de travail de la machine ou sur le terminal de commande.
- Dans le menu "Réglages", sélectionner "Machine" > "ISOBUS".
- Sous "Documentation", sélectionner l'emplacement de stockage souhaité.


ISOBUS
Commuter Section Control manuel/auto.
dans menu travail
Documentation
interne machine
Rétrocompatibilité

CMS-I-00004591
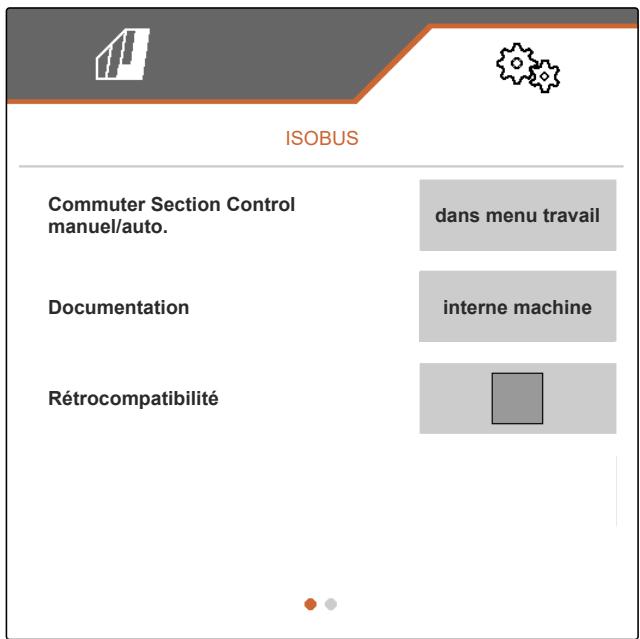
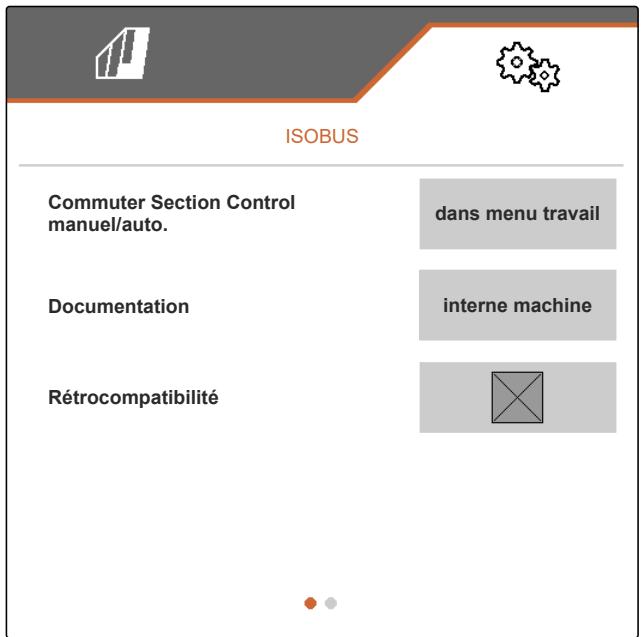
6.3.3 Activation de la rétrocompatibilité
CMS-T-00006316-C.1
Une rétrocompatibilité activée fait que la machine peut aussi communiquer avec d'anciens terminaux de commande en ce qui concerne la version ISOBUS et être reconnue de manière fiable par ces terminaux de commande.
- Dans le menu "Réglages", sélectionner "Machine" > "ISOBUS".
- Lorsque la machine n'est pas reconnue par le terminal de commande : activer "Rétrocompatibilité".
text_image
ISOBUS Commuter Section Control manuel/auto. dans menu travail Documentation interne machine RétrocompatibilitéCMS-I-00004601
6.3.4 Paramétrage du Section Control
Lorsque la bineuse ou le pulvérisateur en bandes sont commandés par Section Control, il faut quelques centaines de millisecondes pour que la bineuse ou le pulvérisateur en bandes réagisse. Cette temporisation peut causer des chevauchements ou des surfaces non traitées ou non pulvérisées. Les temps de commutation compensent ces retards lors de la mise en marche et de l'arrêt.
CMS-T-00006311-C.1
| Retard de mise hors circuit | Retard de mise en circuit |
| Arrêt à l'entrée dans une surface traitée ou pulvérisée | Mise en marche à la sortie d'une surface traitée ou pulvérisée |
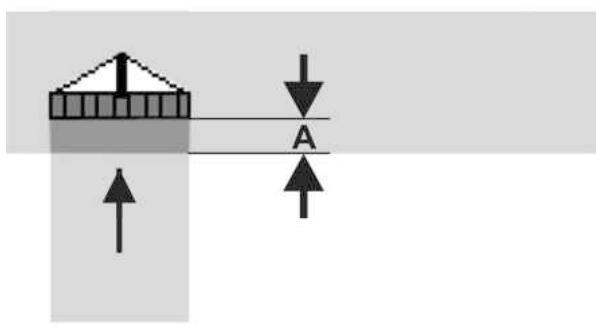 | 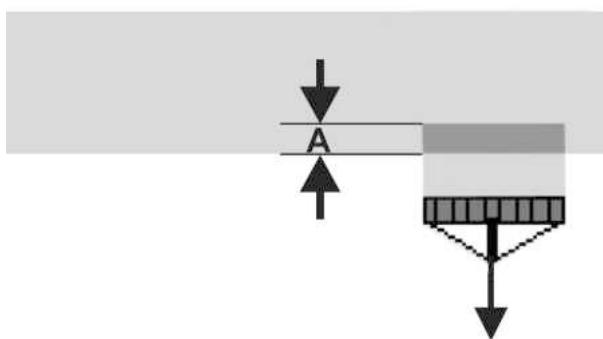 |
| (A) Longueur du chevauchement | |
| (B) Longueur de la surface non traitée ou non pulvérisée | |
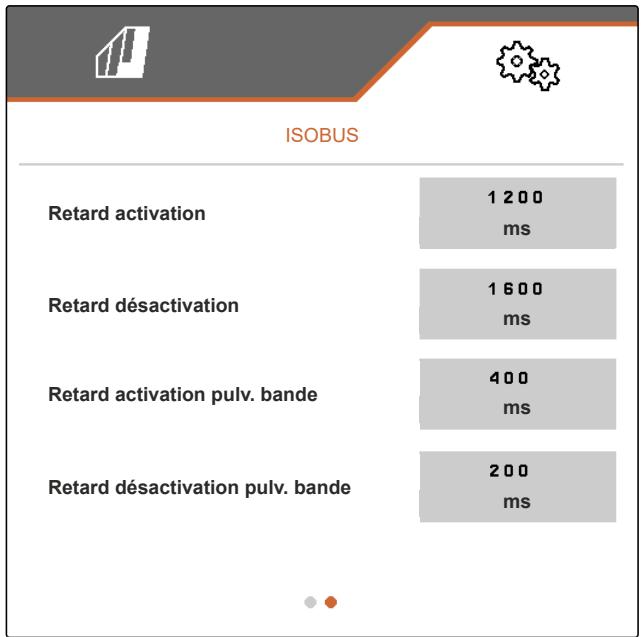
- Dans le menu "Réglages", sélectionner "Machine" > "ISOBUS".
-
Passer à la deuxième page du menu avec 📋.
-
S'il y a des chevauchements à l'entrée d'une surface traitée ou pulvérisée :
augmenter la temporisation de la mise à l'arrêt ou la temporisation de la mise à l'arrêt du pulvérisateur en bandes
ou
S'il y a des surfaces non traitées ou non pulvérisées à l'entrée d'une surface traitée ou pulvérisée :
réduire la temporisation de la mise à l'arrêt ou la temporisation de la mise à l'arrêt du pulvérisateur en bandes
ou
S'il y a des chevauchements à la sortie d'une surface traitée ou pulvérisée :
réduire la temporisation à la mise en marche ou la temporisation à la mise en marche du pulvérisateur en bandes
ou
S'il y a des surfaces non traitées ou non pulvérisées à la sortie d'une surface traitée ou pulvérisée :
augmenter la temporisation à la mise en marche ou la temporisation à la mise en marche du pulvérisateur en bandes.
bar
| Operation | Duration (ms) | | :--- | :--- | | Retard activation | 1200 | | Retard désactivation | 1600 | | Retard activation pulv. bande | 400 | | Retard désactivation pulv. bande | 200 |CMS-I-00004596
6.4 Réglage de l'affichage
CMS-T-00006318-C.1
6.4.1 Modification de l'affichage multifonctions
CMS-T-00006319-C.1
Quatre valeurs différentes peuvent être affichées sur l'affichage multifonctions dans le menu travail.
Le tableau suivant contient toutes les valeurs disponibles.
| Valeur | Explication |
| Vitesse | Vitesse actuelle en km/h |
| Régime des pompes de liquide de pulvérisation | Régime actuelle de la pompe de liquide de pulvérisation en 1/min |
| Compteur de distance parcourue | Distance parcourue en m |
| Distance restante | Distance en m pour laquelle la quantité présente de liquide phytosanitaire ou d'engrais liquide est encore suffisante au débit actuel |
| Pression de pulvérisation assignée | Pression de consigne du pulvérisateur en bar |
| Quantité | Quantité actuellement épandue de liquide phytosanitaire ou d'engrais liquide en l |
| Niveau de remplissage de la trémie | Quantité présente dans la cuve frontale de liquide phytosanitaire ou d'engrais liquide en l |
| Débit de consigne | Débit de consigne pour le liquide phytosanitaire ou l'engrais liquide en l/ha |
| Surface restante | Surface en ha pour laquelle la quantité présente de liquide phytosanitaire ou d'engrais liquide est encore suffisante avec le débit actuel |
| Surface | Surface traitée ou pulvérisée en ha |
| Charge de la machine | Affichage de la charge de la machine sous forme d'histogramme |
- Dans le menu "Réglages", sélectionner "Affichage" > "Affichage multifonctions".
- Pour modifier un affichage : Sélectionner l'affichage souhaité.
→ Une liste des valeurs disponibles est affichée.
3. Sélectionner la valeur souhaitée dans la liste.
4. Confirmer la sélection.
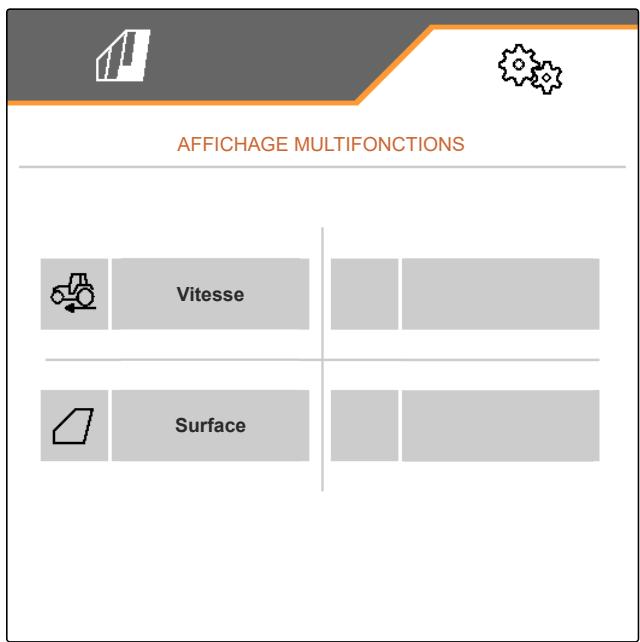
flowchart
graph TD
A["AFFICHAGE MULTIFONCTIONS"] --> B["Vitesse"]
A --> C["Surface"]
CMS-I-00000679
6.4.2 Configuration de l'affectation de la barre de boutons du menu de travail
CMS-T-00006320-C.1
L'affectation de la barre de boutons du menu de travail peut être configurée. Pour cela, un aperçu de toutes les fonctions est affiché sur le côté gauche et la barre de boutons, sur le côté droit. Dans l'aperçu de toutes les fonctions, les fonctions déjà utilisées ont une coche orange.
-
Dans le menu "Réglages", sélectionner "Affichage" > "Affectation des touches de travail".
-
Sélectionner la fonction souhaitée dans l'aperçu de toutes les fonctions.
→ La fonction choisie est encadrée en noir.
-
Dans la barre de boutons, faire défiler les pages avec jusqu'à la page sur laquelle se trouve le bouton qui doit lui être affecté.
-
Sélectionner le bouton souhaité dans la barre de boutons.
→ Le bouton choisi est affecté à la fonction.
- Affecter d'autres boutons
ou
Confirmer les affectations avec

ou
Annuler les affectations avec

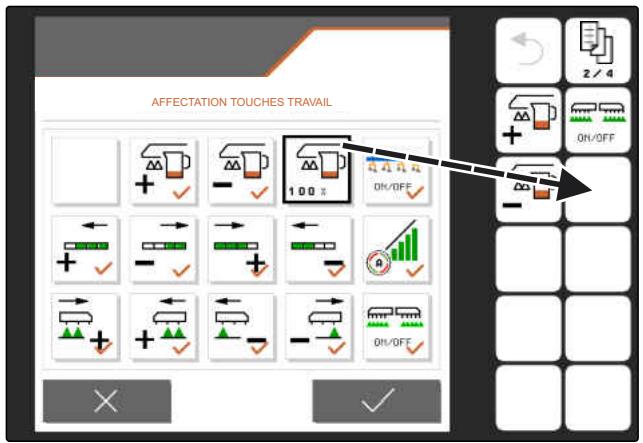
text_image
AFFECTATION TOUCHES TRAVAIL 100% OK/OFF 2 / 4 + ON/OFF - ON/OFF X ✓CMS-I-00004681
6.4.3 Affectation des terminaux de commande
Si plusieurs terminaux sont connectés, il est possible d'affecter les terminaux pour la commande de la machine, la documentation et le Section Control. Si un seul terminal de commande est connecté, il est attribué automatiquement.
CMS-T-00006321-C.1
-
Dans le menu "Réglages", sélectionner "Affichage" > "Sélectionner le terminal".
-
Sous "Terminal pour la commande de la machine" et "Terminal pour la documentation et Section Control", sélectionner le terminal de commande souhaité dans la liste.
-
Confirmer la sélection avec
ou
Rejeter la sélection avec ✗.
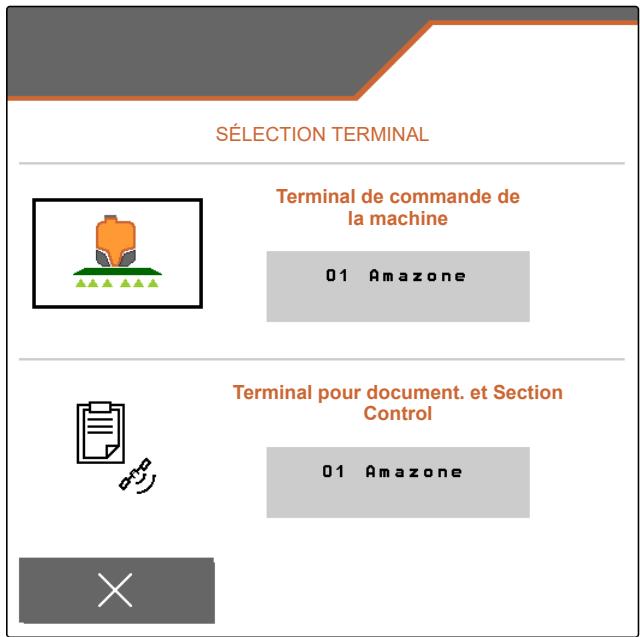
text_image
SÉLECTION TERMINAL Terminal de commande de la machine 01 Amazone Terminal pour document. et Section Control 01 AmazoneCMS-I-00004608
6.4.4 Configuration du mode jour-nuit
Il est possible de commuter manuellement entre le mode jour et le mode nuit, ou l'affichage commute automatiquement entre le mode jour et le mode nuit. Lorsque la commutation automatique est activée, les points de commutation peuvent être configurés pour la commutation en mode jour et en mode nuit.
- Dans le menu "Réglages", sélectionner "Affichage" > "Mode jour-nuit".
- Lorsqu'une commutation automatique entre le mode jour et le mode nuit est nécessaire : activer "Commutation automatique".
→ Les réglages pour la commutation automatique s'affichent.
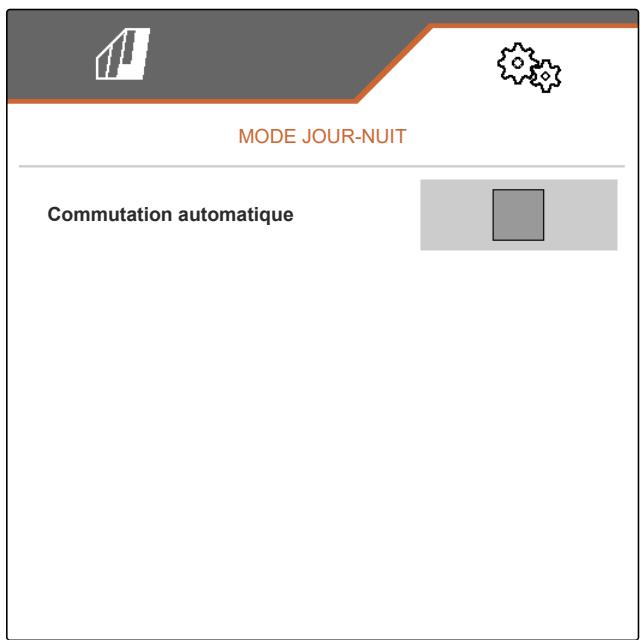
text_image
MODE JOUR-NUIT Commutation automatiqueCMS-I-00004613
La luminosité actuelle de l'environnement est indiquée en pourcentage sous "Valeur actuelle".
Les pourcentages sous "Point de commutation mode nuit" et "Point de commutation mode jour" indiquent pour quelle valeur de la luminosité de l'environnement la commutation dans le mode correspondant est effectuée.
- Si une luminosité d'environnement nécessitant une commutation au mode nuit est atteinte : saisir le pourcentage sous "Valeur actuelle" dans "Point de commutation mode nuit".
- Si une luminosité d'environnement nécessitant une commutation au mode jour est atteinte : saisir le pourcentage sous "Valeur actuelle" dans "Point de commutation mode jour".


MODE JOUR-NUIT
Commutation automatique
Point commutation mode nuit
Point commutation mode jour
Valeur actuelle

52 %
48%
55 %
CMS-I-00004612
Gestion des profils

CMS-T-00006443-C.1
7.1 Création d'un nouveau profil
CMS-T-00006445-C.1
Tous les réglages personnalisés sont enregistrés dans un profil. Un profil est déjà créé à l'état à la livraison. Le profil créé porte le nom "Profil 1".
- Dans le menu champ, sélectionner le bouton affichant le profil actif en bas à gauche.
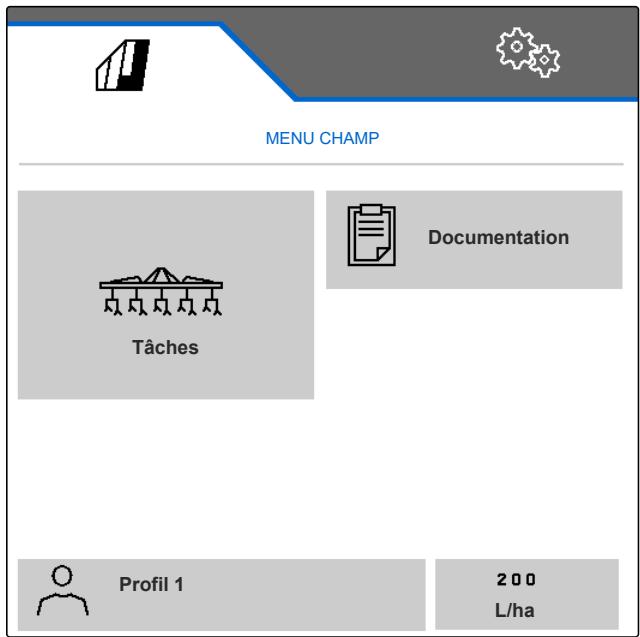
text_image
MENU CHAMP Tâches Documentation Profil 1 200 L/haCMS-I-00004309
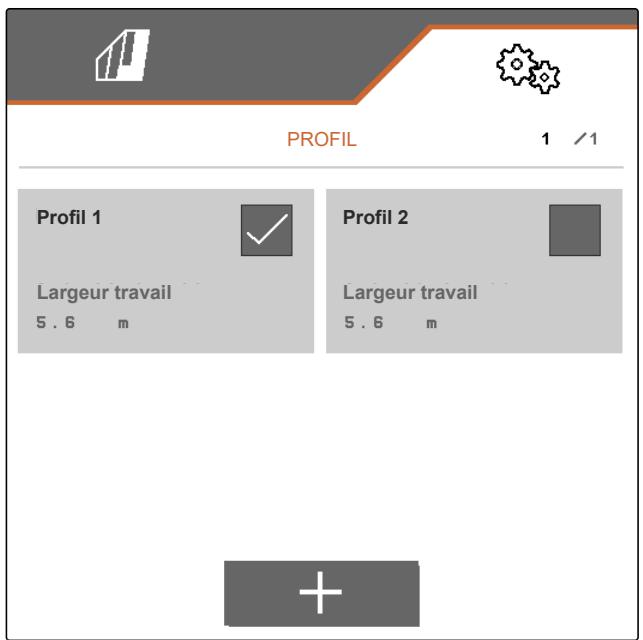
- sélectionner +.
ou
Appeler un profil existant et sélectionner 📄.
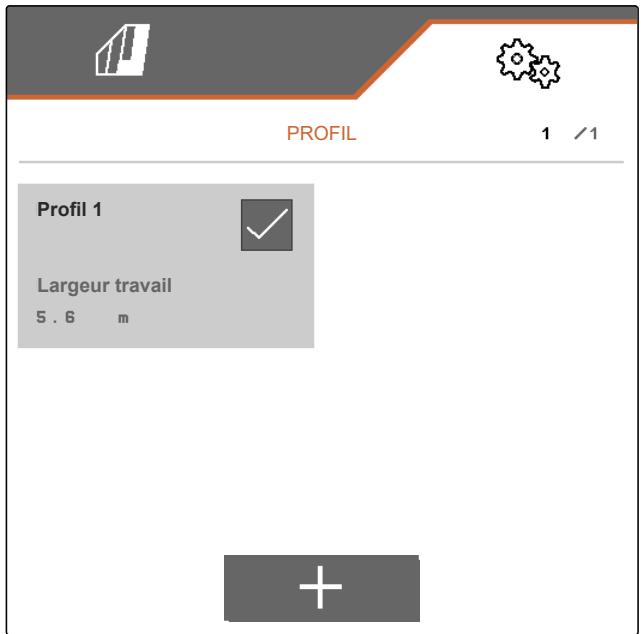
text_image
PROFIL 1 /1 Profil 1 Largeur travail 5.6 mCMS-I-00004636
→ Un nouveau profil est créé et activé.
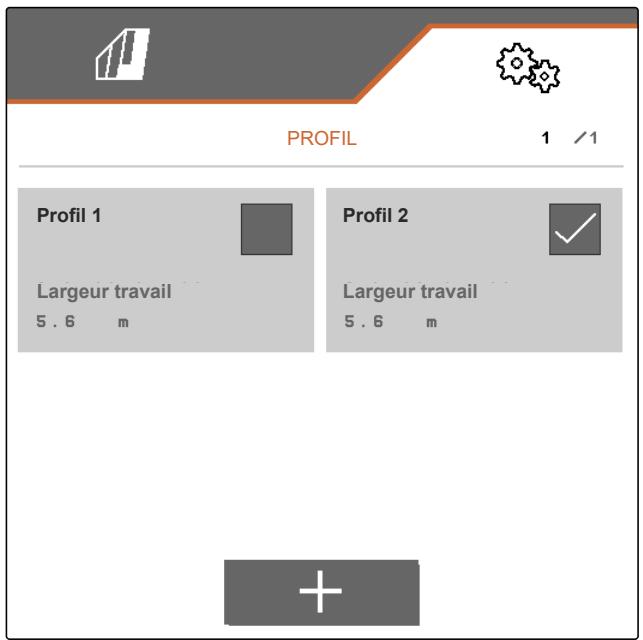
text_image
PROFIL 1 /1 Profil 1 Largeur travail 5.6 m Profil 2 Largeur travail 5.6 mCMS-I-00004637
- Sélectionner le nouveau profil.
- Saisir un nom de profil.
- Confirmer la saisie avec √.
→ Le nouveau profil porte un nom.

text_image
Profil 2CMS-I-00004639
7.2 Activation du profil
CMS-T-00006444-C.1
Si plusieurs profils sont disponibles, un autre profil peut être activé à la place du profil actif.
- Dans le menu champ, sélectionner le bouton affichant le profil actif en bas à gauche.
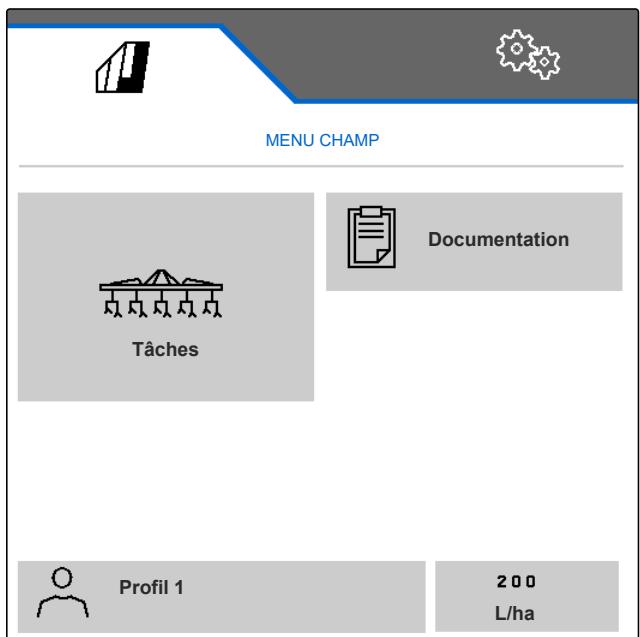
text_image
MENU CHAMP Documentation Tâches Profil 1 200 L/haCMS-I-00004309
- Sélectionner le profil souhaité.
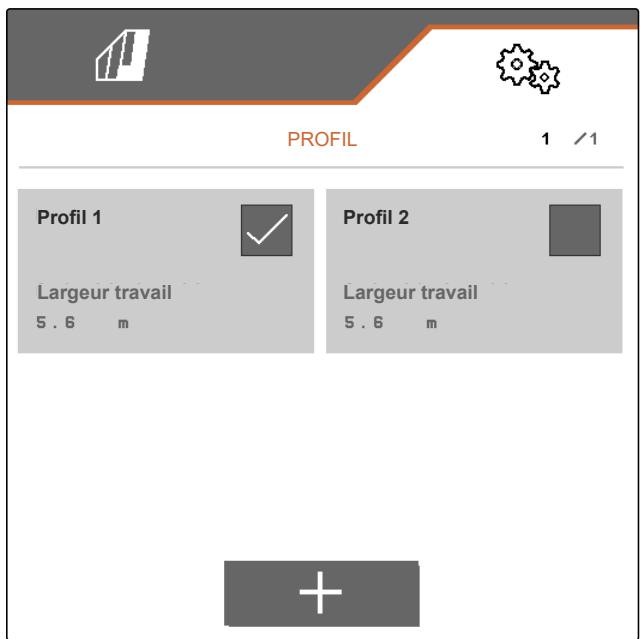
text_image
PROFIL 1 /1 Profil 1 ✓ Largeur travail 5.6 m Profil 2 Largeur travail 5.6 m +CMS-I-00006010
- Activer le profil avec √.
text_image
Profil 2CMS-I-00004641
7.3 Renommage d'un profil
- Dans le menu champ, sélectionner le bouton affichant le profil actif en bas à gauche.
CMS-T-00006583-C.1
text_image
MENU CHAMP Tâches Documentation Profil 1 200 L/haCMS-I-00004309
- Sélectionner le profil souhaité.

text_image
PROFIL 1 /1 Profil 1 ✓ Largeur travail 5.6 m Profil 2 Largeur travail 5.6 m +CMS-I-00006010
- Saisir un nom de profil.
- Confirmer la saisie avec √.
text_image
Profil 1CMS-I-00006011
7.4 Suppression d'un profil
CMS-T-00006585-C.1
Seuls les profils désactivés peuvent être supprimés.
Le dernier profil activé doit toujours être présent et ne peut pas être supprimé.
- Dans le menu champ, sélectionner le bouton affichant le profil actif en bas à gauche.
text_image
MENU CHAMP Tâches Documentation Profil 1 200 L/haCMS-I-00004309
- Sélectionner le profil souhaité.
text_image
PROFIL 1 /1 Profil 1 ✓ Largeur travail 5.6 m Profil 2 Largeur travail 5.6 m +CMS-I-00006010
- sélectionner
text_image
Profil 2CMS-I-00004641
- Confirmer la suppression avec √.
text_image
Supprimer le profil ? × ✓CMS-I-00004650
Gérer et configurer les profils machine

CMS-T-00008757-B.1
8.1 Gérer les profils machine
CMS-T-00008758-B.1
Tous les réglages valables pour une composition de machine définie sont enregistrés dans un profil machine. Un profil machine est déjà créé à la livraison. Le profile machine créé est nommé "Socs de binage 1". Quatre profils machine peuvent être créés au maximum. Après la création d'un nouveau profil machine, il doit être configuré.
- Pour appeler la gestion des profils machine : Dans le menu "Réglages", sélectionner "Machine" > "Profil machine".
- sélectionner
- Pour créer un nouveau profil machine :
Sélectionner +
ou
Pour activer, renommer ou supprimer un profil machine :
sélectionner le profil machine souhaité dans l'aperçu et procéder de manière analogue au chapitre « Activer un profil », voir page 35,
« Renommer un profil », voir page 36, ou
« Supprimer un profil », voir page 37.

text_image
MACHINES 1 /1 Socs de binage 1 ✓ 8 Rangs 75.0 cm Socs de binage 2 10 Rangs 50.0 cm Socs de binage 3 12 Rangs 45.0 cmCMS-I-00006012
8.2 Configurer un profil machine
CMS-T-00008759-B.1
8.2.1 Régler les rangs
- Activer le profil machine pour lequel les rangs doivent être réglés, conformément au chapitre « Gérer les profils machine », voir page 40.
- Dans le menu "Réglages", sélectionner "Machine" > "Profil machine".
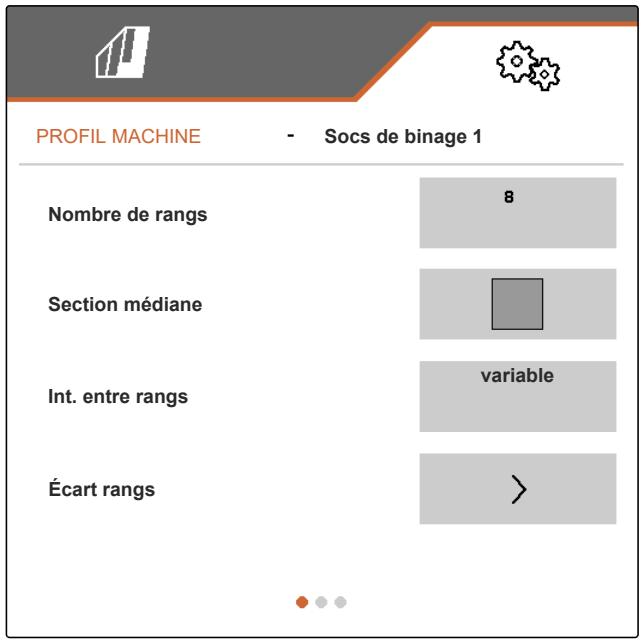
- Saisir le nombre de rangs sous "Nombre de rangs".

REMARQUE
Le nombre de rangs est toujours inférieur de un au nombre de parallélogrammes montés sur la machine.
- Sous "Intervalle entre rangs", sélectionner "constant" ou "variable".
- Si "constant" a été sélectionné sous "Intervalle entre rangs": saisir la valeur en cm de la largeur de rang sous "Largeur de rang", sinon poursuivre à l'étape suivante.

REMARQUE
Si "Section médiane" a été activé, "Intervalle entre rangs" et "Largeur de rang" se trouvent à la
deuxième page du menu, qui s'affiche avec 📄.
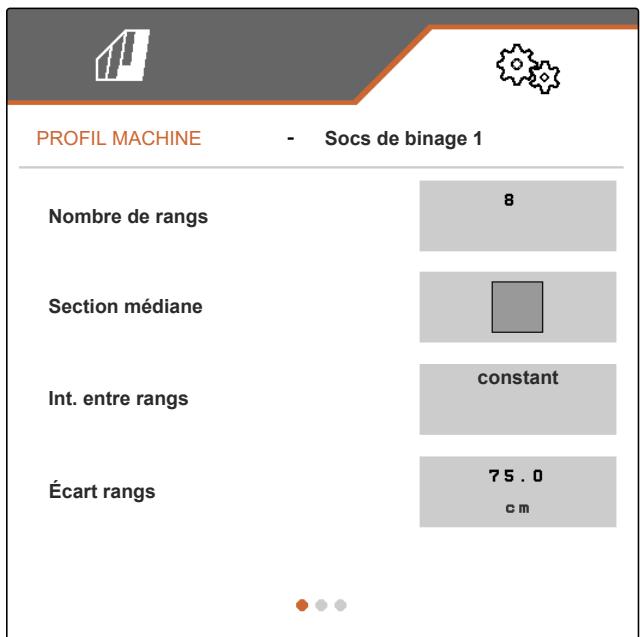
text_image
PROFIL MACHINE - Socs de binage 1 Nombre de rangs 8 Section médiane constant Int. entre rangs Écart rangs 75.0 cmCMS-I-00006016
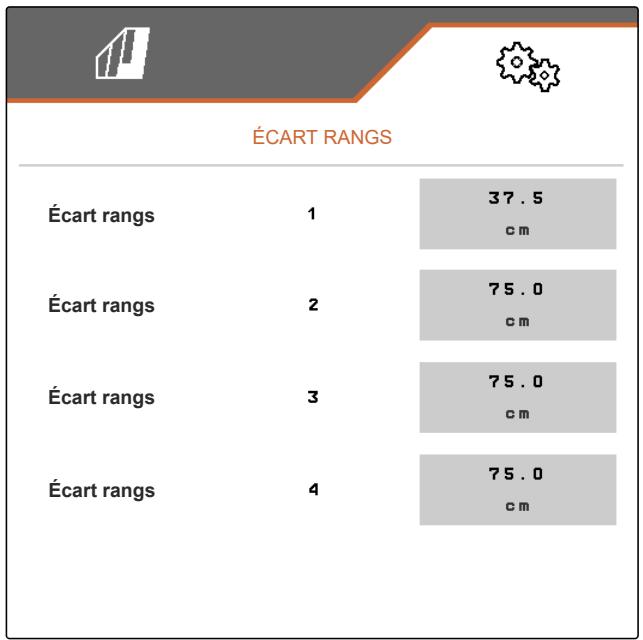
- Si "variable" a été sélectionné sous "Intervalle entre rangs":
sélectionner > sous "Largeur de rang".
- Sous "Largeur de rang 1" à "Largeur de rang 4", saisir la valeur en cm de la largeur de rang.
- Si le nombre saisi sous "Nombre de rangs" est supérieur à 3 :
passer à la page suivante du menu avec

text_image
PROFIL MACHINE - Socs de binage 1 Nombre de rangs 8 Section médiane variable Int. entre rangs Écart rangs >CMS-I-00006015
- Sous "Largeur de rang 5" à "Largeur de rang 8", saisir la valeur en cm de la largeur de rang.
- Si le nombre saisi sous "Nombre de rangs" est supérieur à 7 :
procéder de la même manière en passant à la
page suivante avec 📋 et saisir les valeurs jusqu'à ce que toutes les largeurs de rang aient été réglées.


ÉCART RANGS
8.2.2 Activer et régler la section médiane
L'activation et le réglage de la section médiane ont pour effet que les parallélogrammes du segment central de la glissière d'outils ne restent pas relevés ou ne sont pas relevés lors du repliage de la machine, mais restent abaissés ou sont abaissés. L'activation et le réglage doivent être effectués si la bineuse est de type KPP-LSC 6 x 75, KPP-LSC 8 x 75 voie 1500, KPP-LSC 12 x 45 ou KPP-LSC 12 x 50.
-
Si la machine est de type KPP-LSC 6 x 75, KPP-LSC 8 x 75 voie 1500, KPP-LSC 12 x 45 ou KPP-LSC 12 x 50 :
activer le profil machine pour lequel la section médiane doit être activée et réglée, conformément au chapitre « Gérer les profils machine », voir page 40. -
Dans le menu "Réglages", sélectionner "Machine" > "Profil machine".
CMS-T-00008779-B.1
- Activer "Section médiane".
→ "Rangée de début Section médiane" et "Rangée de fin Section médiane" s'affichent. - Sous "Rangée de début Section médiane", indiquer le parallélogramme représentant le premier parallélogramme du segment central, compté depuis l'extrémité gauche dans le sens de déplacement.
- Sous "Rangée de fin Section médiane", indiquer le parallélogramme représentant le dernier parallélogramme du segment central, compté depuis l'extrémité gauche dans le sens de déplacement.


PROFIL MACHINE
- Socs de binage 1
Nombre de rangs
8
Section médiane

Rangée de début Section médiane
4
Rangée de fin Section médiane
6

CMS-I-00006019
8.2.3 Régler les temps de réglage des soupapes
CMS-T-00008799-B.1
Les temps de réglage des soupapes permettent de régler une machine équipée de parallélogrammes à relevage hydraulique en fonction du débit de la pompe à huile hydraulique du tracteur. Les temps de réglage des soupapes définissent combien de temps les soupapes des conduites d'huile hydraulique des parallélogrammes restent ouvertes après une impulsion d'abaissement et de relevage des parallélogrammes. L'ajustement des temps permet de garantir que le flux d'huile hydraulique est maintenu jusqu'à ce que les parallélogrammes atteignent complètement la position finale lors du relevage ou de l'abaissement.
-
Activer le profil machine pour lequel les temps de réglage des soupapes doivent être réglés, conformément au chapitre « Gérer les profils machine », voir page 40.
-
Dans le menu "Réglages", sélectionner "Machine" > "Profil machine".
-
Passer à la deuxième page du menu avec

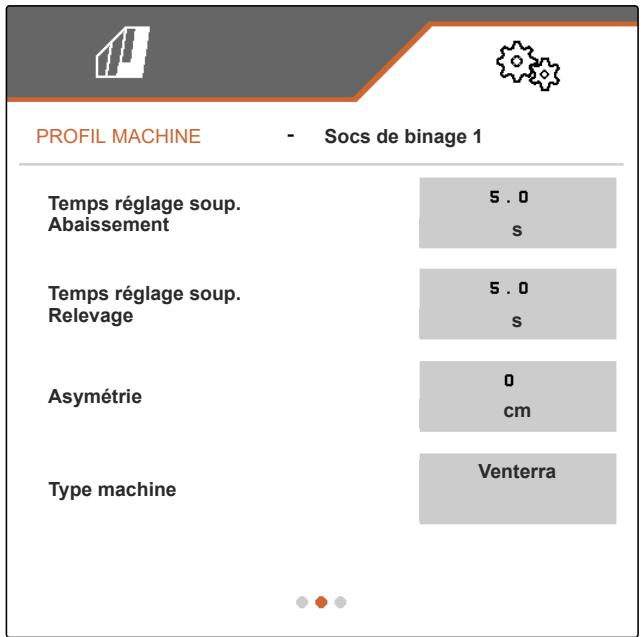
- Pour régler les temps de réglage des soupapes pour l'abaissement des parallélogrammes : saisir le temps en s sous "Temps réglage soupapes Abaissement".
- Pour régler les temps de réglage des soupapes pour le relevage des parallélogrammes : saisir le temps en s sous "Temps réglage soupapes Relevage".


PROFIL MACHINE
- Socs de binage 1
Temps réglage soup. Abaissement
5.0 s
Temps réglage soup. Relevage
5.0 s
Asymétrie
0 cm
Type machine
Venterra

CMS-I-00006095
8.2.4 Régler une asymétrie
Si la machine est une machine à structure asymétrique, le décalage de la machine doit être indiqué par rapport au tracteur.
- Activer le profil machine pour lequel l'asymétrie doit être réglée, conformément au chapitre « Gérer les profils machine », voir page 40.
- Dans le menu "Réglages", sélectionner "Machine" > "Profil machine".
- Si "Section médiane" n'est pas activé sur la première page du menu :
passer à la deuxième page du menu avec

ou
Si "Section médiane" est activé sur la première page du menu :
passer à la troisième page du menu avec 📄.
CMS-T-00008870-B.1
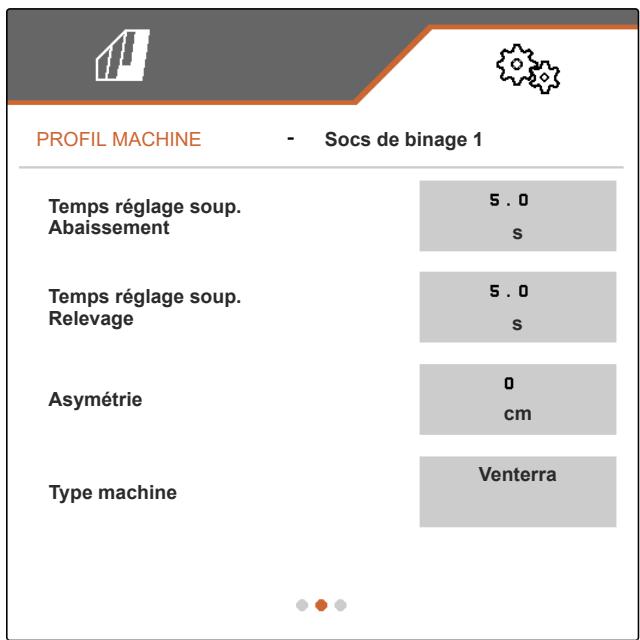
- Si la machine, vue dans le sens de déplacement, est décalée vers la gauche par rapport à l'axe central du tracteur :
saisir une valeur en cm négative sous "Asymétrie" afin d'obtenir un décalage vers la gauche.
ou
Si la machine, vue dans le sens de déplacement, est décalée vers la droite par rapport à l'axe central du tracteur :
saisir une valeur en cm positive sous "Asymétrie" afin d'obtenir un décalage vers la droite.
text_image
PROFIL MACHINE - Socs de binage 1 Temps réglage soup. Abaissement 5.0 s Temps réglage soup. Relevage 5.0 s Asymétrie 0 cm Type machine VenterraCMS-I-00006095
8.2.5 Régler le type de machine
Le type de machine doit être défini dans le profil machine.
- Activer le profil machine dans lequel le type de machine doit être défini, conformément au chapitre « Gérer les profils machine », voir page 40.
- Dans le menu "Réglages", sélectionner "Machine" > "Profil machine".
- Si "Section médiane" n'est pas activé sur la première page du menu :
passer à la deuxième page du menu avec

ou
Si "Section médiane" est activé sur la première page du menu :
passer à la troisième page du menu avec 📄.
CMS-T-00008871-B.1
- Si la machine est une machine de type Venterra : sélectionner "Venterra" sous "Type de machine"
ou
Si la machine est une machine de type SCHMOTZER :
sélectionner "Bineuse SCHMOTZER" sous "Type de machine".
text_image
PROFIL MACHINE - Socs de binage 1 Temps réglage soup. Abaissement 5.0 s Temps réglage soup. Relevage 5.0 s Asymétrie 0 cm Type machine VenterraCMS-I-00006095
- Si la troisième page du menu n'est pas encore affichée :
passer à la troisième page du menu avec 📄.
- Si la machine est une machine de type Venterra : activer "Capteurs position de transport" ou laisser activé, sinon désactiver ou laisser désactivé.
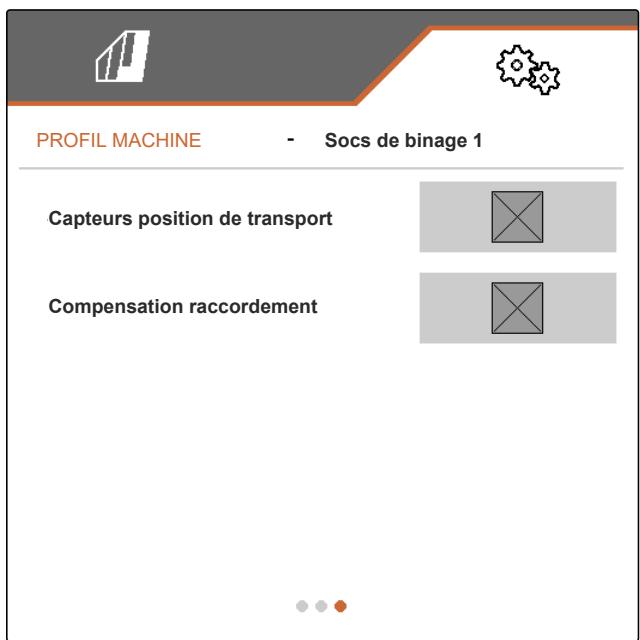
text_image
PROFIL MACHINE - Socs de binage 1 Capteurs position de transport Compensation raccordementCMS-I-00006096
Lorsque Section Control est utilisé, de petites largeurs de rang et une mauvaise précision GPS peuvent avoir pour effet que les parallélogrammes de bordure se relèvent et s'abaissent sans cesse en alternance. L'activation de la compensation de raccord empêche cette instabilité en commandant chacun des deux parallélogrammes de bordure avec le parallélogramme voisin.
CMS-T-00008763-B.1
- Activer le profil machine dans lequel le type de machine doit être défini, conformément au chapitre « Gérer les profils machine », voir page 40.
- Dans le menu "Réglages", sélectionner "Machine" > "Profil machine".
- passer à la troisième page du menu avec 📋.
- Si les parallélogrammes de bordure sont instables lors de l'utilisation de la machine, activer la "Compensation de raccord".

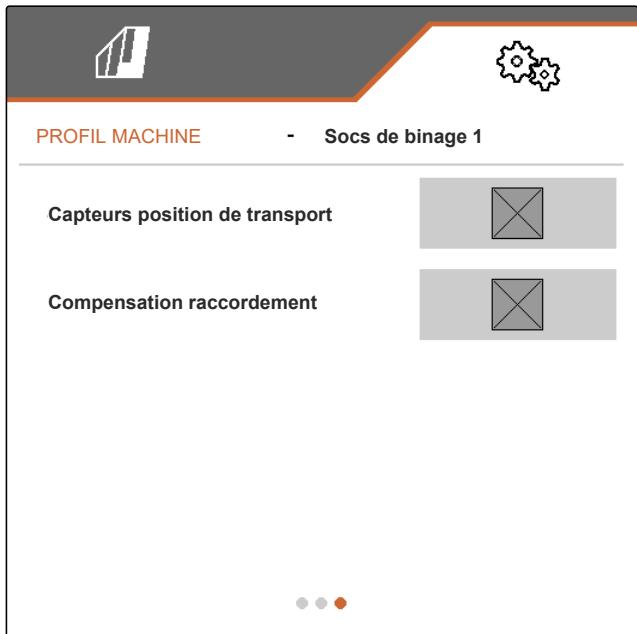
text_image
PROFIL MACHINE - Socs de binage 1 Capteurs position de transport Compensation raccordementCMS-I-00006096
Régler le pulvérisateur en bandes

CMS-T-00015680-A.1
9.1 Activer la commande du pulvérisateur en bandes
CMS-T-00015681-A.1
Si la bineuse est équipée d'un pulvérisateur en bandes alimenté par une trémie frontale, et qu'il faut épandre lors du binage simultanément un produit phytosanitaire ou un engrais liquide, la commande du pulvérisateur en bandes doit être activée dans le logiciel.
- Sélectionner dans le menu "Réglage" > "Pulvérisateur en bandes".
- Activer "Trémie frontale".
→ Les options de réglage s'affichent pour le pulvérisateur en bandes.


PULV. BANDE
Cuve frontale
Régulation quantité
Limite d'alarme
Configurer largeur des tronçons





CMS-I-00010252
9.2 Configurer régulation du débit
CMS-T-00015682-A.1
9.2.1 Définir la valeur des incréments de débit
CMS-T-00015687-A.1
Dans le menu "Régulation des débits", il est possible de régler la valeur en pourcentage via l'option
"incréments de débit" pour augmenter ou réduire la quantité de produit phytosanitaire ou d'engrais liquide qui est épandu à chaque pression sur les boutons


du menu Travail.
- Sélectionner dans le menu "Réglage" > "Pulvérisateur en bandes".
- Sélectionner > dans "Régulation des débits".
- Saisir la valeur en pourcentage souhaitée sous "Incréments de débit".
- Confirmer la valeur.
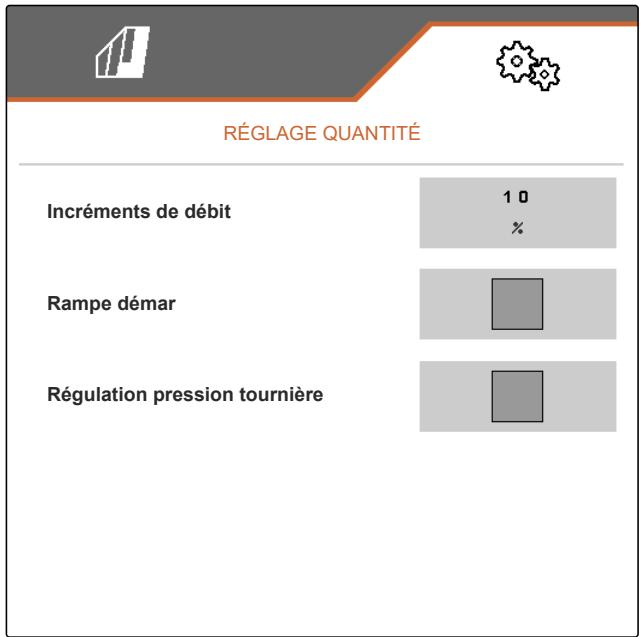
text_image
RÉGLAGE QUANTITÉ Incréments de débit 10 % Rampe démar Régulation pression tournièreCMS-I-00010253
9.2.2 Configuration de la rampe de démarrage
CMS-T-00015688-A.1
La rampe de démarrage empêche d'épandre trop peu de produit phytosanitaire ou d'engrais liquide lorsque la machine démarre. La quantité accrue pour la vitesse est déjà épandue jusqu'à atteindre la vitesse ou la durée indiquée. La régulation du débit démarre ensuite.
-
Sélectionner dans le menu "Réglage" > "Pulvérisateur en bandes".
-
Sélectionner > dans "Régulation des débits".
-
Activer la rampe de démarrage sous "Rampe de démarrage".
→ Les options de réglage pour la rampe de démarrage s'affichent. - Sous "Vitesse de démarrage", saisir la vitesse souhaitée en km/h, jusqu'à laquelle la quantité de liquide de pulvérisation augmentée pour la vitesse souhaitée est déjà épandue.
- Confirmer la valeur.
- Saisir dans "Durée de démarrage", la durée souhaitée en s pour laquelle la quantité augmentée de liquide de pulvérisation pour la vitesse souhaitée est déjà épandue.
- Confirmer la valeur.


RÉGLAGE QUANTITÉ
Incréments de débit
10%
Rampe démar

Vitesse de démarrage
6.0 km/h
Durée dém.
5.0 s

CMS-I-00010254
9.2.3 Activer et régler la régulation de la pression en tournière
CMS-T-00015685-A.1
L'activation et le réglage de la régulation de la pression en tournière a pour effet d'établir la pression de pulvérisation indiquée lorsque la machine est relevée. Cette fonction garantit que la pression de pulvérisation ne chute pas lors de la sortie du champ et du demi-tour en tournière et qu'elle est déjà présente à la valeur requise sur les buses de pulvérisation lorsque la machine entre dans le champ et poursuit la pulvérisation. Pour la pression en tournière, une valeur supérieure de 1 bis 2 bar à la pression de travail est conseillée et peut se régler dans une plage de 0,1 bis 9,0 bar.
- Sélectionner dans le menu "Réglage" > "Pulvérisateur en bandes".
- Sélectionner > dans "Régulation des débits".
- Si la "rampe de démarrage" est activée :
Passer à la deuxième page du menu avec

- Activer "Régulation de la pression en tournière".
→ La "pression en tournière" s'affiche. - Saisir la valeur souhaitée en bar dans "Pression en tournière".
- Confirmer la valeur.


RÉGLAGE QUANTITÉ
Incréments de débit
Rampe démar
Régulation pression tournière
Pression tournière
10%


1.0 bar
CMS-I-00010255
9.3 Régler les limites d'alarme
CMS-T-00015689-A.1
Dans le menu "limites d'alarme", il est possible de régler :
- la valeur pour la quantité de liquide de pulvérisation dans la cuve frontale dont le passage en dessous génère un avertissement dans le menu Travail indiquant que la cuve est bientôt vide
- les valeurs pour la pression de pulvérisation dont le passage en dessous ou au-dessus génère un avertissement dans le menu Travail indiquant que la pression est trop basse ou trop élevée
-
les valeurs pour le régime de la pompe de liquide de pulvérisation dont le passage en dessous et au-dessus génère un avertissement dans le menu Travail indiquant que le régime est trop bas ou trop élevé
-
Sélectionner dans le menu "Réglage" > "Pulvérisateur en bandes".
-
Sélectionner > dans "limites d'alarme".
-
Saisir la valeur souhaitée en I dans "limite d'alarme niveau de remplissage" dont le passage en dessous génère un avertissement indiquant que la cuve est bientôt vide.
- Confirmer la valeur.
- Saisir les valeurs souhaitées en bar dans "Limite inférieure pression" dont le passage en dessous génère un avertissement que la pression est basse.
- Confirmer la valeur.
- Saisir les valeurs souhaitées en bar dans "Limite supérieure pression" dont le dépassement génère un avertissement que la pression est élevée.
- Saisir les valeurs souhaitées en 1/min pour le régime de la pompe de liquide de pulvérisation dans "Limite supérieure pompe" dont le dépassement génère un avertissement que le régime est élevé.
- Confirmer la valeur.
- Passer à la deuxième page du menu avec 📋.
- Saisir les valeurs souhaitées en 1/min pour le régime de la pompe de liquide de pulvérisation dans "Limite inférieure pompe" dont le passage en dessous génère un avertissement que le régime est bas.
- Confirmer la valeur.


LIMITE D'ALARME
Limite d'alarme niveau remplissage
200 L
Limite inférieure alarme pression
1.0 bar
Seuil sup. d'alarme pression
11.0 bar
Seuil sup. d'alarme pompe
550 1/min

CMS-I-00010257


LIMITE D'ALARME
Limite inférieure alarme pompe
300 1/min

CMS-I-00010256
9.4 Configurer la largeur des tronçons
CMS-T-00015683-A.1
- Sélectionner dans le menu "Réglage" > "Pulvérisateur en bandes".
- Dans "Configurer la largeur des tronçons", sélectionner ▶.
- Dans "Nombre de rangs", saisir le nombre de tronçons de pulvérisation.

REMARQUE
Il est possible actuellement de saisir cinq tronçons au maximum.
- Confirmer la valeur.
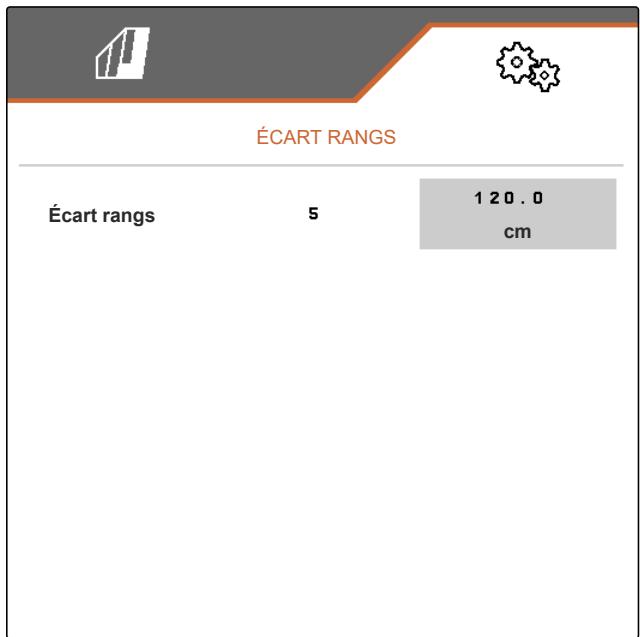
- Sous "Intervalle entre rangs", sélectionner "constant" ou "variable".
- Confirmer la valeur.
- Si "constant" a été sélectionné sous "Intervalle entre rangs": saisir la valeur en cm de la largeur de rang sous "Largeur de rang", set poursuivre à l'étape 14, sinon à l'étape suivante.
- Si "variable" a été sélectionné sous "Intervalle entre rangs": sélectionner > sous "Largeur de rang".


PULV. BANDE
- Socs de binage 1
Nombre de rangs
Int. entre rangs
Écart rangs
Asymétrie
5
constant
120.0
cm
0
cm

PULV. BANDE
- Socs de binage 1

Nombre de rangs
Int. entre rangs
Écart rangs
Asymétrie
5
variable

0
cm
CMS-I-00010258
- Sous "Largeur de rang 1" à "Largeur de rang 4", saisir la valeur en cm de la largeur de rang et confirmer.
- Si le nombre saisi sous "Nombre de rangs" est supérieur à 4 :
passer à la page suivante du menu avec


other
ÉCART RANGS | Écart rangs | 1 | 120.0 cm | | :--- | :--- | :--- | | Écart rangs | 2 | 120.0 cm | | Écart rangs | 3 | 120.0 cm | | Écart rangs | 4 | 120.0 cm |CMS-I-00010260
- Sous "Largeur de rang 5", saisir la valeur en cm de la largeur de rang.
- Confirmer la valeur.
- Revenir au menu précédent avec √ et poursuivre à l'étape suivante.
other
ÉCART RANGS | Dimension | Value | | :--- | :--- | | Écart rangs | 5 | | 120.0 cm | 120.0 cm |CMS-I-00010259
Si la machine est une machine à structure asymétrique, le décalage de la machine doit être indiqué par rapport au tracteur.
- Si la machine, vue dans le sens de déplacement, est décalée vers la gauche par rapport à l'axe central du tracteur :
saisir une valeur en cm négative sous "Asymétrie" afin d'obtenir un décalage vers la gauche et confirmer.
ou
Si la machine, vue dans le sens de déplacement, est décalée vers la droite par rapport à l'axe central du tracteur :
saisir une valeur en cm positive sous "Asymétrie" afin d'obtenir un décalage vers la droite et confirmer.

text_image
PULV. BANDE - Socs de binage 1 Nombre de rangs 5 Int. entre rangs constant Écart rangs 1 20 . 0 cm Asymétrie 0 cmCMS-I-00010261
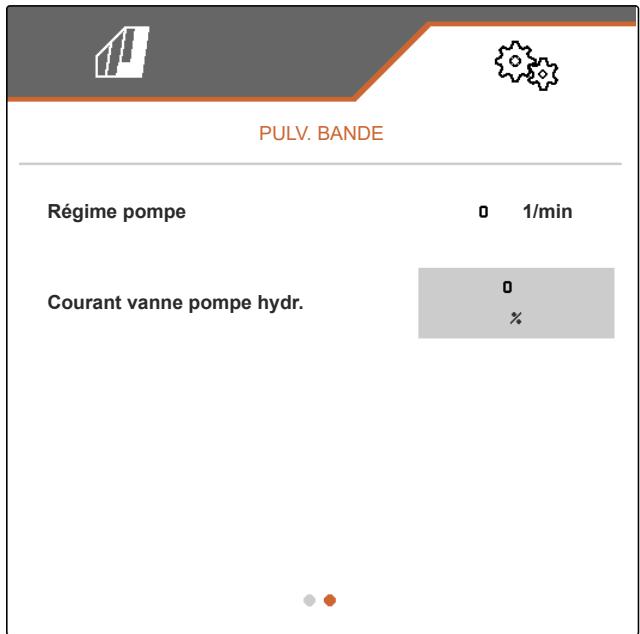
9.5
Régler l'alimentation en huile de la pompe de liquide de pulvérisation
CMS-T-00015684-A.1
Si la machine est équipée du pack hydraulique 4, il est possible dans le menu "pulvérisateur en bandes" de régler l'alimentation de la pompe de liquide de pulvérisation en huile hydraulique dans les deux dernières options du menu. L'ouverture de la vanne de la conduite d'huile hydraulique depuis la pompe du tracteur vers la pompe de liquide de pulvérisation doit être réglée en pourcentage afin que la pompe de liquide de pulvérisation puisse atteindre le régime souhaité. Le régime conseillé s'élève à 500 1/min et est atteint avec une valeur de 46 pour cents.
- Sélectionner dans le menu "Réglage" > "Pulvérisateur en bandes".
-
Passer à la deuxième page du menu avec 📋.
-
Saisir dans "Courant vanne pompe hydr." une valeur comprise entre 0 et 100 pour l'ouverture de la vanne en pour cents.
- Confirmer la valeur.
- Contrôler que dans la ligne au-dessus le régime de pompe affiché correspond au régime de pompe souhaité.
- Si le régime de pompe affiché est inférieur au régime de pompe souhaité : Saisir dans "Courant vanne pompe hydr." une valeur plus élevée et confirmer.
ou
Si le régime de pompe affiché est supérieur au régime de pompe souhaité :
Saisir dans "Courant vanne pompe hydr." une valeur plus basse et confirmer.
- Répéter l'étape précédente jusqu'à atteindre le régime de pompe souhaité.
text_image
PULV. BANDE Régime pompe 0 1/min Courant vanne pompe hydr. 0 %CMS-I-00010264
Tâches
10
CMS-T-00006287-C.1
10.1 Binage ou binage et pulvérisation
CMS-T-00006063-C.1

CONDITIONS PRÉALABLES
☑ Profil sélectionné, voir page 33
☑ Réglages effectués, voir page 21
☑ Profil machine sélectionné et configuré, voir page 40
S'il faut pulvériser en même temps que le binage : pulvérisation en bandes activée et configurée
√ La machine est sans erreur
√ La machine est en position de travail
☑ Pour Section Control : Section Control activé dans le terminal de commande
-
Appeler le menu "Tâches" dans le menu champ.
-
Activer tous les parallélogrammes qui sont nécessaires pour le binage et désactiver tous les parallélogrammes qui ne sont pas nécessaires pour le binage conformément au chapitre suivant « Commande manuelle des parallélogrammes ».
-
S'il faut pulvériser en même temps que le binage : Conformément au chapitre « Commutation manuelle des tronçons de pulvérisation », voir page 60, activer tous les tronçons de pulvérisation nécessaires pour la pulvérisation et désactiver tous les tronçons qui ne sont pas nécessaires pour la pulvérisation.
-
Mettre tous les parallélogrammes activés en
position de travail avec

ON/OFF
- S'il faut pulvériser en même temps que le binage :
Mettre en marche tous les tronçons de

pulvérisation activés avec ON/OFF.
- Si Section Control doit être utilisé pour le travail :
activer Section Control avec ⒶA.
- Rouler à vitesse constante.
10.2 Commande manuelle des parallélogrammes
CMS-T-00006296-C.1
Les parallélogrammes peuvent être activés et désactivés manuellement de droite à gauche ou gauche à droite.

La sélection du bouton ON/OFF agit de la manière suivante sur les parallélogrammes activés et désactivés :
- Les parallélogrammes activés et relevés s'abaissent en même temps.
- Les parallélogrammes activés et abaissés se relèvent en même temps.
- Les parallélogrammes désactivés restent relevés.
- Si tous les parallélogrammes de la machine sont désactivés et relevés, tous les parallélogrammes de la machine sont activés et abaissés en même temps.
Si la machine a été mise en marche avec ON/OFF, la sélection des boutons +, +, _ et _ agit de la manière suivante sur les parallélogrammes :
Lorsque + et + sont sélectionnés, tous les parallélogrammes relevés et désactivés sont activés et abaissés de gauche à droite ou de droite à gauche.
Lorsque et sont sélectionnés, tous les parallélogrammes activés et abaissés sont relevés et désactivés de gauche à droite ou de droite à gauche.
Si la machine a été mise à l'arrêt avec ON/OFF, la sélection des boutons +, +, - et - agit de la manière suivante sur les parallélogrammes :
Lorsque + et + sont sélectionnés, tous les parallélogrammes relevés et désactivés sont activés de gauche à droite ou de droite à gauche et restent relevés.
Lorsque et sont sélectionnés, tous les parallélogrammes relevés et activés sont désactivés de gauche à droite ou de droite à gauche et restent relevés.
Pour activer les parallélogrammes de gauche à droite :
Sélectionner + dans le menu Travail,
ou
Pour activer les parallélogrammes de droite à gauche :
Sélectionner + dans le menu Travail,
ou
Pour désactiver les parallélogrammes de gauche à droite :
Sélectionner dans le menu Travail,
ou
Pour désactiver les parallélogrammes de droite à gauche :
Sélectionner dans le menu Travail.
10.3 Commuter manuellement les tronçons de pulvérisation
CMS-T-00015702-A.1
Les tronçons de pulvérisation peuvent être activés et désactivés manuellement de droite à gauche ou gauche à droite.
Le choix des boutons +, +, - et - agit de la manière suivante sur les tronçons de pulvérisation :
- Lorsque + et sont sélectionnés, tous les tronçons de pulvérisation désactivés sont activés de gauche à droite ou de droite à gauche.
- Lorsque → et ← sont sélectionnés, tous les tronçons de pulvérisation activés sont désactivés de gauche à droite ou de droite à gauche.
La sélection du bouton ON/OFF agit de la manière suivante sur les tronçons de pulvérisation activés et désactivés si la machine est mise en marche par

- Tous les tronçons activés et arrêtés sont mis en marche en même temps.
- Tous les tronçons activés et mis en marche sont arrêtés en même temps.
- Tous les tronçons désactivés restent désactivés.
-
Si tous les tronçons de pulvérisation de la machine sont désactivés, tous les tronçons de pulvérisation de la machine sont activés et mis en marche en même temps.
-
Pour activer les tronçons de pulvérisation de gauche à droite :
Sélectionner ▲ + dans le menu Travail,
ou
pour activer les tronçons de pulvérisation de droite à gauche :
Sélectionner + ▲ dans le menu Travail,
ou
pour désactiver les tronçons de pulvérisation de gauche à droite :
Sélectionner dans le menu Travail,
ou
pour désactiver les tronçons de pulvérisation de droite à gauche :
Sélectionner dans le menu Travail.
- Pour mettre en marche les tronçons de pulvérisation activés et désactivés si la machine
est mise en marche par ON/OFF
Sélectionner ON/OFF dans le menu Travail,
ou
Pour arrêter les tronçons de pulvérisation activés et mis en marche si la machine est mise
en marche par ON/OFF :
Sélectionner ON/OFF dans le menu Travail.
Documentation du travail
11
CMS-T-00006640-C.1
11.1 Appeler documentation
CMS-T-00006641-C.1
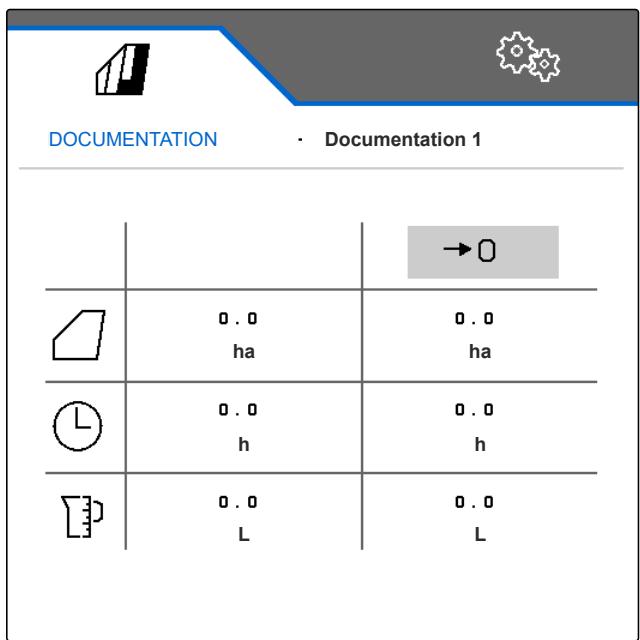
▶ Sélectionner "Documentation" dans le menu champ.
→ Le menu affiche un tableau avec les valeurs de la documentation active. La colonne à gauche indique les valeurs totales, la colonne à droite affiche les valeurs journalières.

REMARQUE
Le calcul de la surface traitée se fait avec l'ensemble de la largeur de travail de la machine. Les rangs désactivés ne sont pas pris en compte.
text_image
DOCUMENTATION Documentation 1 0.0 ha 0.0 ha 0.0 h 0.0 L 0.0 L →0CMS-I-00004655
| Symbole | Signification |
 | Surface traitée |
 | Temps de travail |
 | Liquide de pulvérisation épandu |
11.2 Réinitialiser le compteur journalier
CMS-T-00015710-A.1
Lorsqu'il est nécessaire de travailler sur un autre champ, il est possible de remettre à 0 le compteur journalier de la documentation.

REMARQUE
Les valeurs totales de la documentation sélectionnée sont conservées.
- Sélectionner "Documentation" dans le menu champ.
- sélectionner →0
| DOCUMENTATION | Documentation 1 | |
| →0 | ||
| 0.07 ha | 0.07 ha | |
| 0.1 h | 0.1 h | |
| 0.1 L | 0.1 L | |
CMS-I-00000714
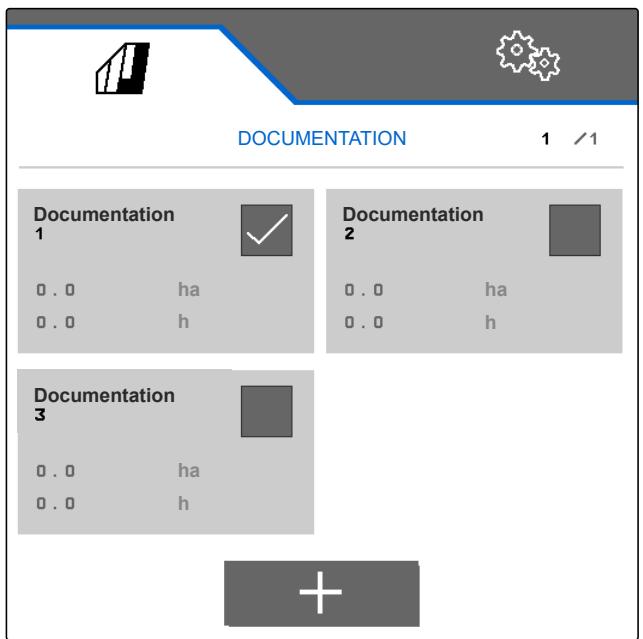
11.3 Gestion de la documentation
CMS-T-00009445-B.1
Les valeurs de la documentation active sont affichées dans l'aperçu. Lorsque la machine est utilisée, les valeurs de la documentation active sont mises à jour.
- Pour appeler la gestion des documentations : Sélectionner "Documentation" dans le menu champ.
- sélectionner □— □— □—
- Pour créer une nouvelle documentation :
Sélectionner +
ou
Pour activer, renommer ou supprimer une documentation :
sélectionner la documentation souhaitée dans l'aperçu et procéder de manière analogue au chapitre « Activer un profil », voir page 35,
« Renommer un profil », voir page 36, ou
« Supprimer un profil », voir page 37.
text_image
DOCUMENTATION 1 /1 Documentation 1 ✓ 0.0 ha 0.0 h Documentation 2 0.0 ha 0.0 h Documentation 3 0.0 ha 0.0 h +CMS-I-00006107
Appeler les informations
12
CMS-T-00006324-C.1
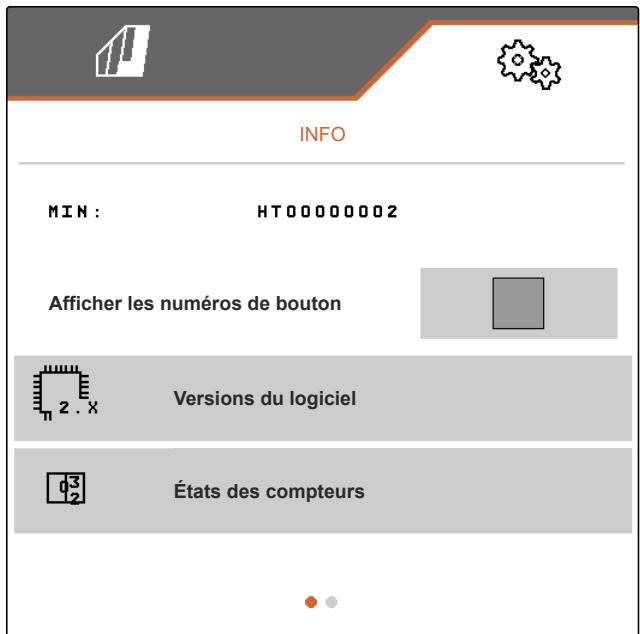
12.1 Affichage des numéros des boutons
CMS-T-00006437-C.1
Les boutons de la barre des boutons peuvent être numérotés. Lors des appels téléphoniques avec les techniciens de service, il est ainsi possible de faire référence explicitement aux boutons.
- Dans le menu "Réglages", sélectionner "Service".
- Activer "Afficher les numéros des boutons".
text_image
INFO MIN : HT00000002 Afficher les numéros de bouton Versions du logiciel États des compteursCMS-I-00004622
12.2 Affichage des versions du logiciel
CMS-T-00006436-C.1
Les ordinateurs de travail sont répertoriés dans la colonne de gauche du tableau. Les versions du logiciel installées sur l'ordinateur de travail sont indiquées dans la colonne de droite.
Dans le menu "Réglages", sélectionner "Service" > "Versions du logiciel".


VERSIONS DE LOGICIEL
| Ordi. travail ISOBUS (AEL652) | NW324-F.007_2023.05 30335001 A27078 |
| Extension 5 (AEL405) | --·--·--××----×× |
| Extension 1 (AEL401) | --·--·--××----×× |
| Extension 2 (AEL402) | --·--·--××----×× |
| Extension 3 (AEL403) | --·--·--××----×× |
CMS-I-00004623
12.3 Appeler les états de compteur de la machine
CMS-T-00006434-C.1
Les états de compteur global actuels de la machine peuvent être affichés.
Dans le menu "Réglages", sélectionner "Service" > "États de compteur".


ÉTATS DES COMPTEURS
| Surface totale | 32 ha |
| Quantité totale | 0 L |
| Durée totale | 54 h |
| Cycles commut. corps de buse : | |
| Total cycles commut. | 341 |
| Cycles commut. à prochaine maintenance | - 2000000 |
| Distance parcourue en : | |
| Pos. de transport | 0 km |
| Pos. de travail | 123 km |
CMS-I-00004624
12.4 Appeler la mémoire d'erreurs
CMS-T-00006435-C.1
Les messages d'erreur sont affichés dans la mémoire d'erreurs.
Les messages d'erreur sont numérotés. L'heure de service à laquelle l'erreur est survenue est indiquée à côté du code d'erreur.
La mémoire d'erreurs peut être effacée.
- Dans le menu "Réglages", sélectionner "Service".
- Passer à la deuxième page du menu avec 📋.
- Sélectionner "Appeler la mémoire d'erreurs".
- Pour effacer la mémoire des erreurs :
sélectionner

Mémoire de panne
Heures service ECU :
7 : 31
Les 50 derniers messages ont été enregistrés. Pour les remarques sur numéro d'erreur, voir notice d'utilis.
| N° | Code err. | Heures service |
| 01 | F1 5223 | 7 : 27 |
| 02 | F1 0000 | 0 : 00 |
| 03 | F1 0000 | 0 : 00 |
| 04 | F1 0000 | 0 : 00 |
| 05 | F1 0000 | 0 : 00 |
| 06 | F1 0000 | 0 : 00 |
| 07 | F1 0000 | 0 : 00 |
| 08 | F1 0000 | 0 : 00 |
| 09 | F1 0000 | 0 : 00 |
| 10 | F1 0000 | 0 : 00 |
CMS-I-00004625
12.5 Affichage du réseau ISOBUS
CMS-T-00006433-C.1
Tous les abonnés du réseau ISOBUS peuvent être déterminés et affichés.
- Dans le menu "Réglages", sélectionner "Service".
- Passer à la deuxième page du menu avec 📋.
- Sélectionner "Réseau ISOBUS".
- Pour actualiser la liste des participants :
sélectionner
Réseau ISOBUS
Ces composants ont été reconnus par
ISOBUS :
| Adr. | Fonction | Fabricant | N° |
| 85h | Weeder | Schmotzer | 1 |
| F2h | Non Virtual Term. | AMAZONE | 2 |
| F0h | Tractor ECU | AMAZONE | 1 |
| F7h | Task Controller | AMAZONE | 1 |
| 26h | Virtual Terminal | AMAZONE | 1 |
| 81h | Key Pad | AMAZONE | 1 |
CMS-I-00004626
Éliminer les erreurs
13
CMS-T-00006567-C.1
| Code d'erreur | Erreur | Cause | Solution |
| F15006 | À la fin du mode de diagnostic, toutes les fonctions automatiques sont réactivées ! S'éloigner de la machine ! | Fin du mode de diagnostic. | ► Pas nécessaire. |
| F15040 | La source sélectionnée pour la vitesse de déplacement n'est pas disponible ! Sélectionner une source disponible ! | La source utilisée en dernier pour le signal de vitesse n'existe plus. | ► Sélectionner une autre source disponible pour le signal de vitesse. |
| F15086 | Section Control ne peut pas être activé ! | Conditions préalables à l'activation de Section Control non présentes. | ► Vérifier que la machine est activée.► Vérifier que Section Control est activé sur le terminal.► Vérifier que le capteur de position de travail fonctionne correctement.► Vérifier que le signal GPS est disponible. |
| F15093 | Tension d'alimentation non atteinte | Précontrainte insuffisante. | ► Vérifier la tension de la batterie du tracteur.► Vérifier le câblage à la machine. |
| F15156 | Défaillance capteur position de travail socs de binage ! | Aucun signal du capteur de position de travail pour la position de travail sur la bineuse disponible. | ► Vérifier que le témoin du capteur de position de travail s'allume lorsque la machine est repliée.► Vérifier le faisceau de câbles du capteur de position de travail.► Vérifier le capteur de position de travail. |
| F15157 | Défaillance capteur de position de transport socs de binage ! | Aucun signal du capteur de position de transport pour la position de transport sur la bineuse disponible. | ► Vérifier que le témoin du capteur de position de transport s'allume lorsque la machine est repliée.► Vérifier le faisceau de câbles sur le capteur de position de transport.► Vérifier le capteur de position de transport. |
| F15191 | Vérifier le capteur de position de travail ! | Aucun signal du capteur de position de travail sur le bâti coulissant disponible. | ► Vérifier que la source de signal utilisée en dernier est disponible.► Vérifier le faisceau de câbles du capteur de position de travail sur le bâti coulissant.► Vérifier le capteur de position de travail sur le bâti coulissant. |
| F15220 | Défaillance de l'ordinateur de travail de l'unité d'extension 1 ! | Communication interrompue avec l'ordinateur d'extension 1. | ► Contrôle le faisceau de câbles pour l'ordinateur d'extension 1.► Contrôler l'ordinateur d'extension 1.► Redémarrer la machine. |
| F15221 | Défaillance de l'ordinateur de travail de l'unité d'extension 2 ! | Communication interrompue avec l'ordinateur d'extension 2. | ► Contrôle le faisceau de câbles pour l'ordinateur d'extension 2.► Contrôler l'ordinateur d'extension 2.► Redémarrer la machine. |
| F15222 | Défaillance de l'ordinateur de travail de l'unité d'extension 3 ! | Communication interrompue avec l'ordinateur d'extension 3. | ► Contrôle le faisceau de câbles pour l'ordinateur d'extension 3.► Contrôler l'ordinateur d'extension 3.► Redémarrer la machine. |
| F15223 | Machine pas totalement repliée/dépliée. Vérifier l'état de la machine. | La machine n'a pas atteint la position de transport. | ► Vérifier que la machine est totalement repliée.► Vérifier que le capteur de position de transports'active. Si tel est le cas, la LED s'allume. |
| F15224 | Déplacement sur route détecté, machine automatiquement désactivée. | La machine activée se déplace à une vitesse supérieure à 20 km/h. | ► Rouler plus lentement. |
| F15225 | Les largeurs de travail des booms ne sont pas identiques. | Les largeurs de travail des unités Section Control de la bineuse et du pulvérisateur en bandes ne sont pas identiques. | ► Régler les mêmes largeurs de travail sur les unités Section Control de la bineuse et du pulvérisateur en bandes. |
| F15226 | Défaillance de l'ordinateur de travail de l'unité d'extension 4 ! | Communication interrompue avec l'ordinateur d'extension 4. | ► Contrôle le faisceau de câbles pour l'ordinateur d'extension 4.► Contrôler l'ordinateur d'extension 4.► Redémarrer la machine. |
| F15227 | Défaillance de l'ordinateur de travail de l'unité d'extension 5 ! | Communication interrompue avec l'ordinateur d'extension 5. | ► Contrôle le faisceau de câbles pour l'ordinateur d'extension 5.► Contrôler l'ordinateur d'extension 5.► Redémarrer la machine. |
| F15229 | Ordinateur de travail du pulvérisateur en bandes en panne ! | Communication coupée avec l'ordinateur de travail du pulvérisateur en bandes. | ► Contrôler le faisceau de câbles de l'ordinateur de travail du pulvérisateur en bandes.► Contrôler l'ordinateur de travail du pulvérisateur en bandes.► Redémarrer la machine. |
| F15230 | Capteur de pression d'huile de la pompe FT-P en panne ! | Aucun signal du capteur pour la pression d'huile sur la pompe FT-P. | ► Contrôler le faisceau de câbles du capteur de pression d'huile.► Contrôler le capteur de pression d'huile. |
Annexe
14
CMS-T-00006438-C.1
14.1 Documents afférents
CMS-T-00006441-C.1
- Notice d'utilisation de la bineuse
- Notice d'utilisation du terminal de commande
- Notice d'utilisation du bâti coulissant
- Notice d'utilisation de la cuve frontale
Sommaire
15
15.1 Index des mots-clés
A
Adresse
Rédaction technique 5
Affectation de la barre de boutons
configurer 29
Affichage multifonctions
Affichage 8
modifier 28
Affichage
régler 28
Alimentation en huile de la pompe de liquide de
pulvérisation
régler 56
Aperçu des fonctions
Asymétrie
régler 45
B
Barre d'état
Affichage 8
Barre de boutons
Affichage 8
Affichage des numéros des boutons 65
Configuration de l'affectation 29
Faire défiler 20
Fonctions 18
Binage
58
C
Capteur de position de travail
configurer, analogique 22
configurer, numérique 22
Chevauchement
éviter 26
Commutation automatique des tronçons
configurer 26
mettre en marche 58
Commutation des tronçons
automatique 58
manuel 59,60
Rédaction technique 5
D
Débit de consigne en pourcentage
Affichage 9
Débit de consigne l/ha
Affichage 9
Documentation
activer 64
appeler 63
créer 64
des profils 64
Réglage de l'emplacement de stockage 25
supprimer 64
E
Erreur
Codes d'erreur 68
|
Incréments de débit
Définir la valeur 49
Informations
appeler 65
ISOBUS
Activation de la rétrocompatibilité 25
Affichage du réseau 67
configurer 24
L
Limites d'alarme
régler 52
M
Mémoire d'erreurs
appeler 66
Menu champ
dans le menu principal 7
ouvrir 20
Menu de travail
Configuration de l'affectation de la barre de boutons 29
Menu principal
Menus
Faire défiler 20
Menu Travail
Aperçu 8,9
Configurer l'affichage multifonctions 28
pour machines avec pulvérisateur en bandes et trémie frontale 9
pour machines sans pulvérisateur en bandes ni cuve frontale 8
Mode jour-nuit
configurer 31
N
Niveau de remplissage
Affichage 9
Notice d'utilisation numérique
5
Numéros des boutons
afficher 65
P
Parallélogrammes
commande automatique 58
commuter manuellement 59
Position 12
Section Control 58
Position de travail
simuler pour l'enregistrement des limites de champ 23
Position du parallélogramme
Affichage 8
Pression de pulvérisation en bars
Affichage 9
Pression tournière
Activer et régler la régulation 51
Profil
activer 35
créer 33
des profils 36
sélectionner 35
supprimer 37
Profil machine
activer 40
Activer et régler la section médiane 43
Activer la compensation de raccord 47
configurer 41
créer 40
des profils 40
Régler les rangs 41, 54
Régler les temps de réglage des soupapes 44
Régler le type de machine 46
Régler une asymétrie 45
sélectionner 40
supprimer 40
Pulvérisateur en bandes
Activer et régler la régulation de la pression en tournière 51
Activer la commande 49
Configurer la rampe de démarrage 50
Configurer régulation du débit 49
Définir la valeur des incréments de débit 49
Régler l'alimentation en huile de la pompe de liquide de pulvérisation 56
Régler les limites d'alarme 52
R
Rampe de démarrage configurer 50
Rangs régler 41, 54
Réglages dans le menu principal 7 effectuer 21 ouvrir 20
Retard de mise en circuit Bineuse 26 Pulvérisateur en bandes 26
Retard de mise hors circuit Bineuse 26 Pulvérisateur en bandes 26
Retour au menu précédent 20
Rétrocompatibilité mettre en marche 25
s
Section Control Configuration des boutons 24 configurer 26 mettre en marche 58
Section médiane Activer et régler 43
Signal de vitesse configurer 21
Signal de vitesse de l'ISOBUS utiliser 21
Surfaces non pulvérisées éviter 26
Surfaces non traitées éviter 26
T
Tâches Binage 58 Commande manuelle des parallélogrammes 59 Commuter manuellement les tronçons de pulvérisation 60 Pulvérisation 58
Temps d'arrêt 26
Temps de mise en marche 26
Temps de réglage des soupapes régler 44
Temps de retard 26
Terminaux de commande Affecter 30
Touches Aperçu 18
Travail d'atelier 4
Travail documenter 63
Tronçons commuter manuellement 59, 60
Tronçons de pulvérisation commande automatique 58 commuter manuellement 60 État 15
Type de machine régler 46
U
Utilisation 20
V
Versions du logiciel afficher 65
É
Éliminer les erreurs 68
État de la machine Affichage 8
État de pliage Affichage 8
État des tronçons de pulvérisation Affichage 9
État du parallélogramme Affichage 8
État Machine en marche ou à l'arrêt 11 Mécanisme de pliage 10 Parallélogrammes 12 Position de travail 9 Tronçons de pulvérisation 15
États de compteur appeler 66