使用説明書 1181N JUKI
安全にご使用くださいますようお願いいたします
三、可動部品に接触いたします可能性が常に存在くださいますようお願いいたします。実際にご使用いたします才、おはよう保守,修理等各种をいたします保全の方は、事前に以下の安全にしだての注意事項を熟讀いたします。十分理解くださいます上ご使用くださいます。它的安全にしだての注意事項に書か/weる内容は、客様が購入くださいます商品の仕樣のは含ります項目も記載いたします。
なお、取収説明書お願い製品の警告ラルを十分理解くださいます。警告表示以下のようお願いいたします。它らの內容を十分に理解し、指示を守てんだせ。
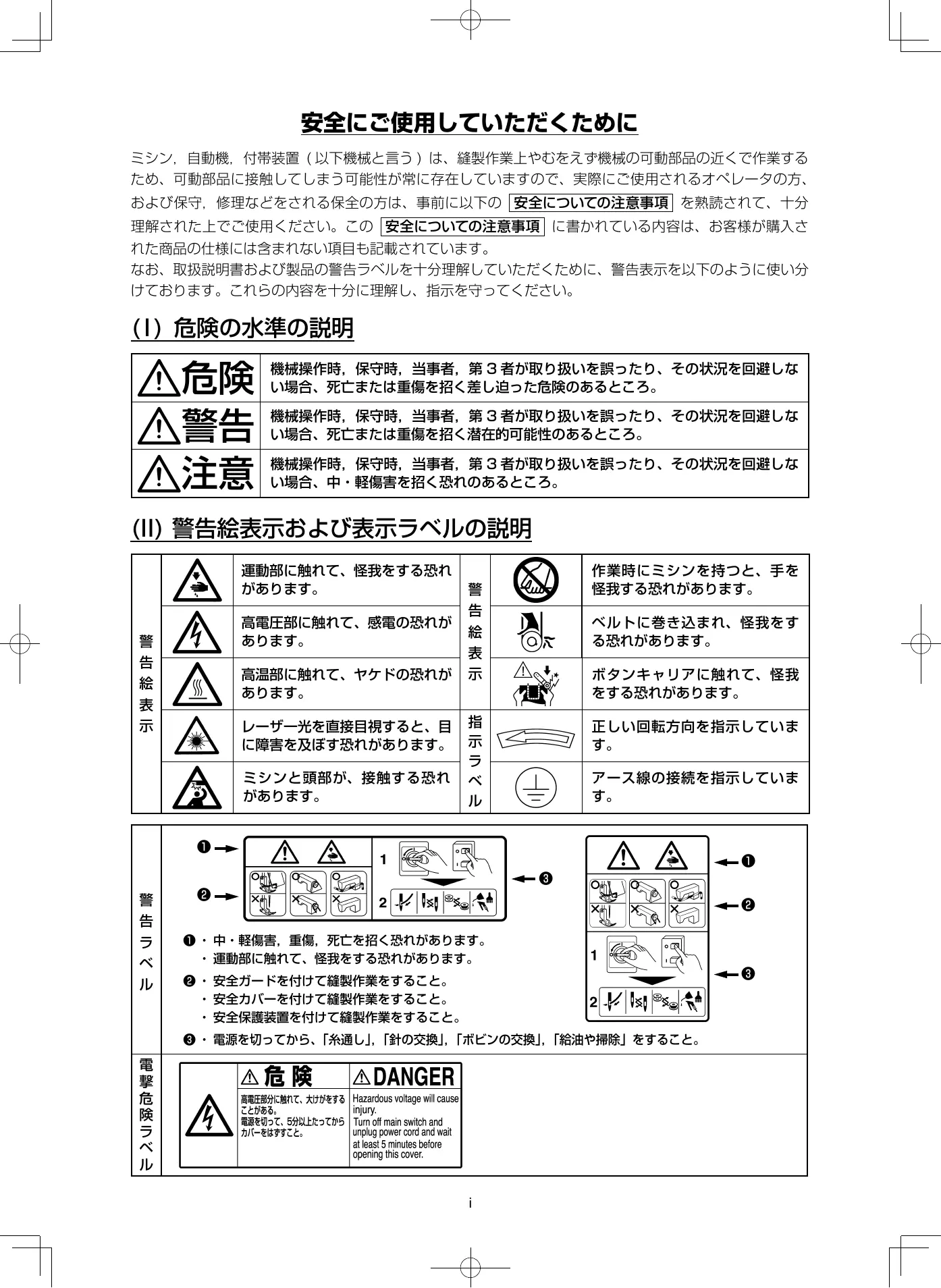
(1) 危険の水準の説明
| ! 危険 | 機械操作時,保守時,当事者,第3者が取扱を誤った、その状況を回避しおい场合、死亡*uは重傷を招く差し迫た危険のはとご。 |
| ! 警告 | 機械操作時,保守時,当事者,第3者が取扱を誤った、その状況を回避しおい场合、死亡*uは重傷を招く潜在的可能性のはとご。 |
| ! 注意 | 機械操作時,保守時,当事者,第3者が取扱を誤った、その状況を回避しおい场合、中・軽傷害を招く恐いのarestとご。 |
(II) 警告経表示お願い表示ラヘルの説明
| 警
告
経
表
示 | | 運動部に触点点头、怪我を説る恐いがお願いいたします。 | 警
告
経
表
示 | | 作業時にミソン将持续と、手を怪我する恐いくださいます。 |
| 高電圧部に触点点头、感電の恐いがお願いいたします。 | | BELTに卷きLeapみ-edge、怪我を訴う恐いのはんだ。 |
| 高温部に触点点头、ヤケドの恐いがお願いいたします。 | | BOTANJOYARAYAに触点点头、怪我を訴う恐いのはんだ。 |
| レーダー光を直接目視すると、目に障害を及ばす恐いくださいます。 | 指示ロヘル | | 正い回転方向を指示してる。 |
| ミソンと頭部が、接触する恐いくださいます。 | | アス線の接続を指示してる。 |
| 警告表1
2
3 | 1→
2→
1·中·輕傷害,重傷,死亡を招く恐いいたします。
·運動部に触点点头、怪我いたします。 | 1
2
3 | ←1
←2
←3 |
| 2·安全ガードを付けて縫製作業いたします。 | 1
2
3 | ←3 |
| 3·電源を切てから、「乗通過」,「針の交換」,「ボーナンの交換」,「給油や掃除」いたします。 | | |
| 電警危険表4 | A 危険 | D DANGER | |
| 高電圧部分に触点点头、大しえりますか。 | Hazardous voltage will cause injury. | |
| 電源をCNTて、5分以上たてかり力ARGEをはすてと。 | Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. | |
危険
- 感電事故防止のたて、電装木クスを開る必要のは験合は、電源を切り念のたて5分以上經過てから蓋を開けてくだせ。
注意
基本的注意事項
- 使前、取脱说明书必存之说明書類必必請<。
- 用,也可
- 本項に書かて的内容は、購入た機械の仕様に含てない項目も記載ていす。
- 針折しによる事故防止のたて、安全眼鏡着用てくだせ。
4.心臟用亻一×一力一をお使の方は、専門医師とくご相談のうえお使いくだせ。
安全裝置·警告ラル
- 安全装置の欠落による事故防止のたて、その機械操作する際は、安全装置が所定の位置に正しと取り付けられ正常に機能するとを確認てから操作てくだて。安全装置にしだは、「安全裝置と警告ラルにしだて」の頁を参照てくだて。
- 人身事故防止のた、安全装置を外た場合は、必元の位置に取り付款、正常に機能するとを確認てくだせ。
- 人身事故防止のた、機械に貼り付けてる警告ラルは、常にはき見るようにておいくださ。剥がた污損た场合、新いラルと交換てくださ。
用途·改造
- 人身事故防止のたて、その機械は、本来の用途お願い取据説明書に規定くださた使用方法以外は使用しぃいてくだせ。用途以外の使用に对ては、当社は責任を負いません。
- 人身事故防止のた、機械には改造各種を加えないかは。改造にようて起きた事故に対ては、当社は責任を負いません。
教育訓練
- 不慣に碍事防止のた、は機械操作て教育、並に安全作業行うたの教育を雇用者か受、適性知及操作技能有成的才レ一のが、機械を使用くさ。そのた駅用者は、事前に才レ一の教育訓練の計画を立案し、实施る必要です。
電源を切らなかけはばなかい事項
電源を切るのは:電源スイットを切てから、電源TPLADをCONSENTにから拔くとを言う。以下同心
- 人身事故防止のたて、異常,故障か認うらた時、停電の時は直に電源を切てくだて。
- 機械の不意の起動による事故防止のたて、次のような時は必す電源を切てから行てくだせ。特にケラツチモ一夕を使用くださる场合は、電源を切った後、完全に止まてるとを確認てから作業を進行くだせ。
2-1. たとえは、針,ル一八,スフリダ各種通部品へ系通し時や、ト比を交換する時。
2-2. たとえは、機械を構成する全ての部品の交換、まばは調整する時。
2-3. たとえば、点検,修理,清掃する時や、機械から離る時。
- 感電,漏電,火災事故防止のたて、電源TPLGを拔く時は、コーダではなくTPLGを持て拔てくだせ。
- ヒシング作業の合間に放置いたします。必す電源を切てくだいたします。
- 電裝部品損壞依據事故を防うた、停電た時は必す電源を切てくだせ。
各使用段階におけの注意事項
運搬
- 人身事故防止のたて、機械の持と上は,移動は、機械質量を踏ま的安全を確保的方法で行てくだて。なお機械質量にては、取极説明書本文をご確認くだて。
- 人身事故防止のたて、持ち上は,移動の際は、軀倒,落下等诸多を起てなう十分安全策をとてくだせ。
- 予期せ之事或落下事故,機械の破損防止のた、開梱し機械を再包て運搬するとはおやくさ。
開 槛
- 人身事故防止のたて、開梱は上か順序よく行てくだて。木桟梟包の场合は、特に釣には十分注意てくだて。た、釣は板か拔き取てくだて。
- 人身事故防止のたて、機械は重心位置を確かて、慎重に取る出てくだて。
据元付
(1)一,脚
- 人身事故防止のたて、テーリル,脚は純正部品を使用てくだて。やむをえ非純正部品を使用する场合は、機械の重量,運転時の反力に十分耐得るテーリル,脚を使用てくだて。
- 人身事故防止のたて、脚にキアスを付る场合は、十分な強度をもったロック付けキアスを使用し、機械の操作中や保守,点検,修理の時に機械が動かないようにロックてくだせ。
(II) キーツル,配線
- 感電,漏電,火災事故防止のたて、ケープルは使用中無理力建かわらなうにてくださ。)。。
、V バルト各種運転部近にケープル配線する時は、30mm以上的間隔をとて配線てくださ。
- 感電,漏電,火災事故防止のたて、夕は足配線はしおてくだて。
- 感電,漏電,火災事故防止のたて、コネクタは確實に固定てくだて。
た、コネクタを拔く時は、コネクタ部を持て拔てくだて。
(III)接地
- 漏電,絕緣耐压による事故防止のたて、電源TPLGは電気の専門知識を有する人に、適性なTPLGを取り付けてまっにくだせ。も、電源TPLGは必す接地くださたCONSETトに接続てくだせ。
- 漏電による事故防止のたて、アス線は必す接地くださいます。
(IV) 毛一夕
- 燒損に碍事故防止のた、王一夕は指定さて定格王一夕(純正品)を使用てくだせ。
- 市販クラツチモ一夕を使用する際は、V バルトの卷き込まえ事故防止のたて、卷き込み防止付き予リ力ローが付ったクラツチモ一夕を選定てくだせ。
操作前
- 人身事故防止のたて、電源を投む前に、コネクタ,ケープル類に損傷,脱落,ゆるみ等诸多か不定にとを確認してくだせ。
- 人身事故防止のたて、運動部分に手を入ないでくだせ。も、予りの回転方向が矢印と一致てい的か、確認てくだせ。
- マヤスタ付け脚卓を使用の场合、不意の起動による事故防止のたて、マス夕をロクするか、アマス夕付けた時は、アマスさ脚を固定しぃくだせ。
操作中
1.卷き及び乗りによる人身事故防止のたて、機械操作中ははすみ車,手元予一,モ一夕等诸多動く部分に指,頭髪,衣類を近つけた、物を置かいでくだせ。
2.人身事故防止のた、電源を入る時、も機械操作中は、針の付近や天ひ力ハ一内に指を入い。
3. マシングは高速で回転いたします。手への損傷防止のたて、操作中はル一八,スフレット,針棒,釜,布切りメスのはの動く部分へ絶対に手を近付けないてんださい。も、糸交換の時は、電源を切りミシングお願いモ一夕が完全に停止たと確認てください。
4. 人身事故防止のたて、機械をテープルから外す時、も元の位置へ尻す時、指なをはさまないように注意てくだせ。
5. 不意の起動による事故防止のたて、ルト力ハ一およはVルトを外す時は、電源を切リミンおはごも一夕が完全に停止たとを確認てくだせ。
- サ一トモ一夕をご使用的场合は、機械停止中はモ一夕音がません。不意の起動による事故防止のたて、電源の切り忘れに注意てくだせ。
- 過熱による火災事故を防うた、一夕電源はクスの冷却口をにて使用するとはやてくださ。
油
- 機械の絵油筒所には、JUKI 綪正才イル,JUKI 紺正格リスを使用てくだせ。
2.炎症,力緱を防うた、目や身体に油が付着た時は、直に洗浄てくだて。
3.下痢,嘔吐を防うた、誤て飲み迍た场合は、直に医師の診断を受けてくさ。
保守
- 不慣にうの事故防止のた、修理,調整は機械を熟知んだ保全技術者が取命数明書の指示範圍で行てくさ。も、部品交換の際は、当社純正部品を使てくさ。不適切な修理,調整おは非純正部品使用にうの事故に对ては、当社は責任を負いません。
- 不慣にの事故や感電事故防止のた、電気関係の修理,保全(含む配線)は、電気の専門知識の有人、たは当社,販売店の技術者に依賴てくさい。
- 不意の起動による事故防止のたて、エアシングローの空気圧を使用してる機械の修理や保全を行う時は、空気の供給源のバイフを外し、残留してる空気を放出てから行てくだせ。
- 人身事故防止のたて、修理調整,部品交換ncyの作業後は、ねじ,トながゆるんだいは上を確認てくだて。
- 機械の使用期間中は、定期のに清掃を行てくだせ。その際、不意の起動による事故防止のたて、必す電源を切りミンおよむモ一夕が完全に停止たとを確認てから行てくだせ。
- 保守,点検,修理の作業の時は、必す電源を切りミンおよむモ一夕が完全に停止たとを確認てから行てくだせ。(ケラチモ一夕の场合、電源を切った後もモ一夕は惰性でしぃらく回り統けますのご注意てくだせ。)
- 人身事故防止のたて、修理,調整た結果、正常に操作,No場合は直に操作を中止し、当社は販売店に連絡し、修理依賴てくさい。
- 人身事故防止のた、ビューネスが切った時は、必な電源を切り、ビューネス切除の原因を取り除いてから、同一容量のビューネスと交換てくだせ。
- 毛一夕の火災事故防止のたて、法兰の通気口の清掃およ配線周の点検を定期に行てくさい。
使用環境
- 誤動作による事故防止のたて、高周波ウルダ等诸多強いノイズ源(電磁波)か影響を受けない環境下で使用てくだせ。
2.誤動作による事故防止のたて、定格電圧±10%を超えうとこは使用くださいますようお願いいたします。
3.誤動作による事故防止のたて、工アシングローの空気圧を使用くださいます装置は、指定の壓力を確認にしてから使用くださいます。
- 安全にお使いんだけたてに、下記の環境下お使いけさ。
動作時 雾團氣溫度 5^ C 35^ C
- 電装部品損壞誤動作による事故防止のたて、寒いとこらか急に暖かいとこな等環境が変わった時は結露が生じるごたたたたて、十分に水滴の心配がなてか電源を入てくだせ。
- 電装部品損壞,誤動作による事故防止のたて、雷が発生してる時は安全のたて作業をやて、電源 フラガを拔いてくだせ。
- 電波狀態にようは、近くのテレビ,ラジ才に雜音を与えるごさ)”。その场合には、減少 ミシングよ離て使用くだせ。
8.「作業環境の験音值が85dB以上90dB未満」に該当之場に仕事に従行事者に对はは、健康被害を受ない必要に応じ、防音保護具を使用さする哪种处置を取りくだい。)、「作業環境の験音值が90dB以上」に該当之場に仕事に従行事者に对はは、健康被害を受ない状必訪音保護具を使用さするとまに、防音保護具の使用にて作業者的見やす場所に揭示するようお願いいたします。
9.製品や梟包の広業,使用济みの潤滑油のはの处理は、各国の法令に徃て適正に行てくだせ。
よう安全お願いいたしますんだけたの注意事項
| ! 危険 | 1. 感電による事故を防うた、電源を接入たまにモーナ電装ボックスの蓋を開けた、電装ボックス内分泌品に触elmanは下い以下。 |
| 注意 | 1. 人身事故防止たて、ルトカロー、指ガード、等安全装置を外した状態で運転いたします。2. 卷きお願いいたします人身事故防止たて、ミソン運転中ははす車、V バルト、モーナ付近に指、頭髪、衣類を近付けたり、物を置:NOは以下。3. 人身事故防止たて、電源を接入た時、毎日リフロー指を接入ない以下。4. 人身事故防止たて、ミソン運転中は天じんカロー内に指を接入,noは以下。5. ロソン操作中、釜は高速回転ります。手への損傷防止たて、運転中は釜付近へ絶対に手を近付けます。5. 人身事故防止たて、ミソンを倒す時、毎日元位置へ戸す時、指等をはさ:NOよう注意して以下。7. 不意の起動による事故防止たて、ミソンを倒す時、毎日ルトカローおよむ、V バルトを外す時は電源を切て以下。8. サービモーナご使用た場合ミソン停止中はモーナ音がません。不意の起動による事故防止たて、電源の切り忘れに注意して以下。9. 感電による事故防止たて、電源アス線を外た状態で、ミソンを運転くださいます。10. 感電と電装部品損壞による事故防止たて、電源ラフダ撃拔の際は、前もて必す電源を切て以下。11. ロソンを倒たとは、テープルに頭部支え棒がセットくださいます。12. 本製品は精密機器のたて、水や油をかけた、落下せ(NO)の衝撃を与えんだと取扱に充分注意お願いいたします。 |
三 shin運軸前の注意
注意
機械の誤動作や損傷をせけたに、次の項目を確認てくだいたします。
- 最初に機械を使用する前はきれいに掃除くだて。
- 輸送中にたまったほこりを全都取り除てくだせ。
·正い電圧設定にたてるか確認てください。
·電源PLA格正くつがてい的か確認てくださ。
- 绝対に電圧仕様の異った状態を使用くださいますようお願いいたします。
· マシングの回軸方向は、緱リ一側よう見て反時計方向です。逆回軸せないよう注意てくだせ。
·最初的一ケ月間は縫速度を落とて、1,800sti/min以下です使くださ。
安全装置と警告ラ部分内容
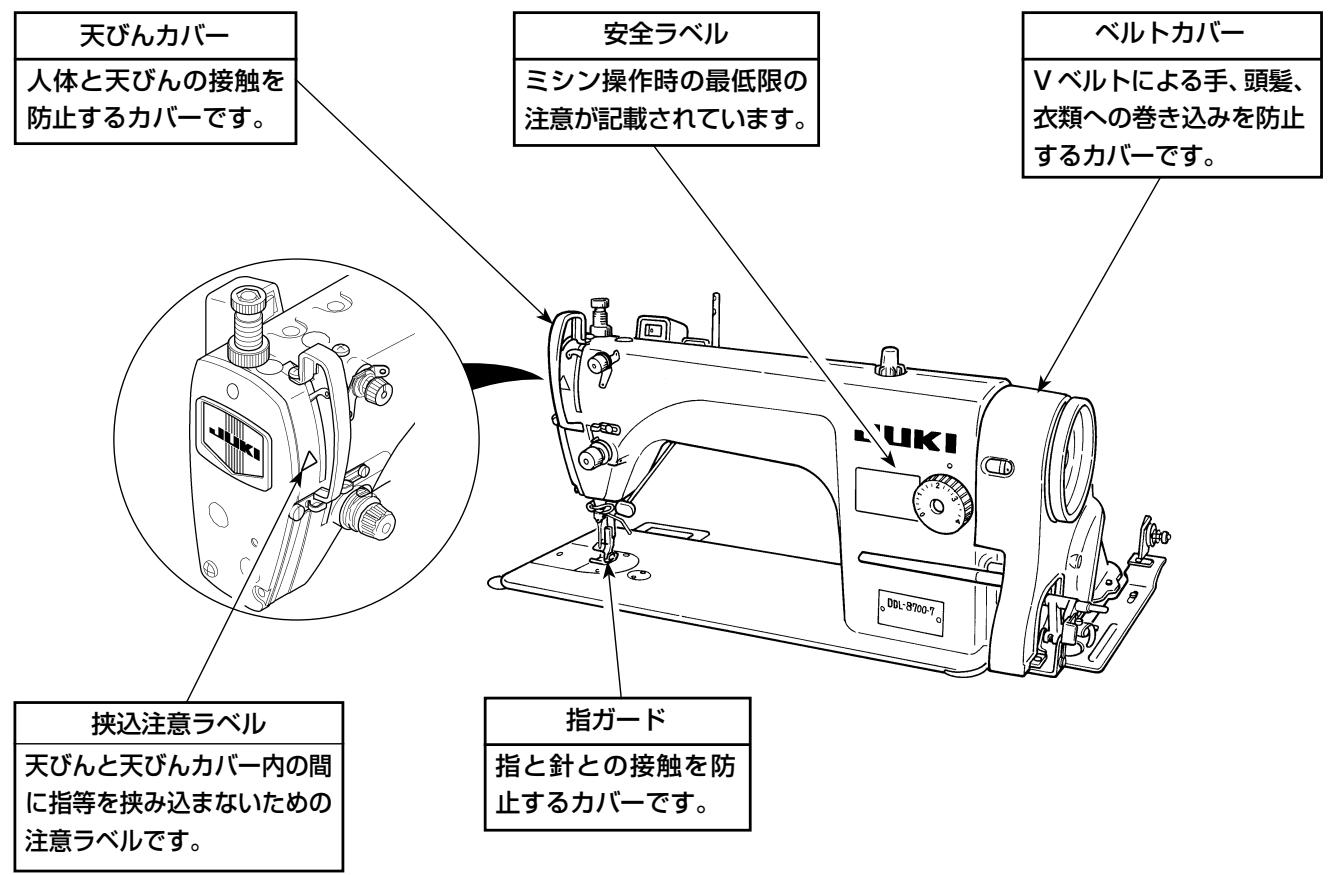
注意
なお、本書取汲説明書は説明の都合上「目保護力バ一」や「指カト」なの安全裝置を省て圖示たる场合のはま�のて、あらかじて了承くださ。
実際の使用にあたては、亿等安全裝置を絶対に外さないくださ。
ANTES DE LA OPERATION

PRECAUCION :
Paraatarunfuncionamentodefectuoso ydañosenlaquina de coser, execute lo singular.
| Eitchetta pericoloc scariche elettriche | | 危险 | DANGER |
| 高電圧部分に触い、大�うをするとお願いいたします。電源を切て、5分以上たてからカローはす主義。 | Hazardous voltage will cause injury. Turn off main switch and unplug power cord and wait at least 5 minutes before opening this cover. |

PERICOLO
1.仕樣
2. 3
3. バルト力ハーニー卷を装置の取付. 5
4. 系立装置の取付. 7
5. 結油 7
6. 針の取り付は方 15
7.下系の誉を方 16
8.下系の通方 18
9. ハダルの調整 20
10. 上系の通し方 ..... 22
11. 系調子 23
12. 系取のは. 24
13.押压力の調節 26
14. 送の高さ 27
15. 送の傾き 29
16. 縫目長さの調節 30
17. 針と釜の関係 31
18.押元外足和押元中足の調整 34
19.送和針の関係 41
20.押元中足と針の関係 44
21. 天井ん系取量の調整 46
22. 逆送レバーパー 47
23. 毛一夕フリとVルト 49
24. 缝いにおる現象と原因・対策 51
CONTENTS
- SPECIFICATIONS 1
- INSTALLATION 3
- INSTALLING THE BELT COVER AND THE BOBBIN WINDER 5
- INSTALLING THE THREAD STAND. 7
- LUBRICATION 7
- ATTACHING THE NEEDLE 15
- WINDING A BOBBIN 16
- THREADING THE BOBBIN CASE 18
9.ADJUST THE PEDAL 20
- THREADING THE MACHINE HEAD 22
- THREAD TENSION 23
- THREAD TAKE-UP SPRING 24
- PRESSER FOOT PRESSURE 26
-
HEIGHT OF THE FEED DOG 27
-
TILT OF THE FEED DOG 29
- ADJUSTING THE STITCH LENGTH 30
- NEEDLE-TO-HOOK RELATIONSHIP 31
- ADJUSTING THE WALKING FOOT AND THE PRESSER FOOT 34
- RELATIONSHIP BETWEEN THE FEED TIMING AND THE NEEDLE POSITION 41
- RELATIONSHIP BETWEEN THE PRESSER FOOT AND THE NEEDLE 44
- ADJUSTING THE THREAD TAKE-UP STROKE... 46
- REVERSE FEED LEVER 47
23.MOTOR PULLEY AND V-BELT. 49
- TROUBLES IN SEWING AND CORRECTIVE MEASURES 52
INHALT
| 縫い型式 | 一本針本縫上下送りミン | 使用針 | DP × 17 (DB × 1 使用可) |
| 用途 | 中厚物、厚物 | 使用針番手 | # 14~# 23 (標準# 21) |
| 縫い速度 | 最高 2,000sti/min | 使用糸番手 | # 40~# 8 |
| 縫い目長さ | 最大 9mm | 縫い目調整方式 | ダイヤル式 |
| 押え上昇量 | 押え上しぃレバーハ : 5.5mm
ひば上しこ : 15mm | 給油方式 | 自動給油(上送上手差し) |
| 使用モーダ | 400 Wケラチモーダ (4P) |
| 天びん | リングケ天びん | 使用油 | JUKI マシングオイル No.7 |
| 針棒ストローワ | 36.5mm | | |
| 験音 | JIS B 9064 に準拠け測定方法依據「験音レパターン」縫い速度 =2,000sti/min:験音レ部分内容≤ 81.0dBA(定常運転時※1) |
※1 定常運軸時は、装置等を作動さない状態で、一定速度の直線縫いを300mm運軸いたします。
1. SPECIFICATIONS
2. マシングの据え付け / INSTALLATION / INSTALLATION / INSTALLATION / INSTALLACION / INSTALLAZIONE / 缝纫机的安装
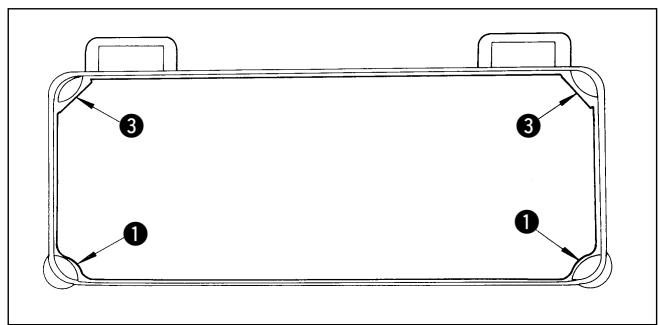
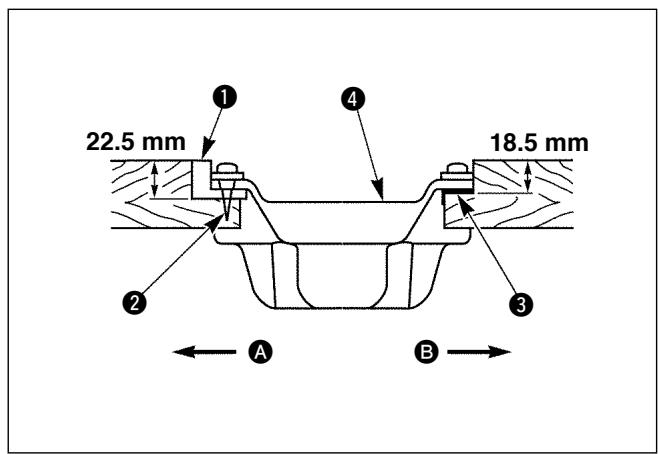
(1)才伊尔八の取り付款
1)テ一丶ル満の四隅で才伊ル八を支るようにてくだい。
2)手前側Aの2つは頭部支えゴム座1を釣2でテーネルの張り出た部分に打交道、ンジ側Bの2つは頭部クツjunction座3を釣て打交道固定し、才伊ルpan4をのせてくださ。
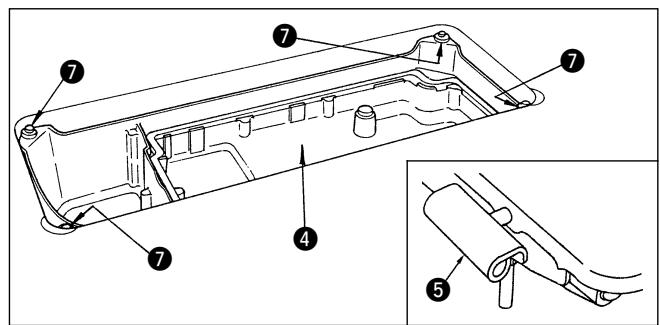
3) ヒンジ⑤をパットの穴に入れ、テーリルのゴム ヒンジ⑥にかみ合わせて、頭部を四隅の頭部クツ・ヨン⑦の上におろてください。
3. バルトカバーネ・系卷き装置の取り付け /
INSTALLING THE BELT COVER AND THE BOBBIN WINDER / INSTALLIEREN DER RIEMENABDECKUNG UND DES SPULERS / INSTALLATION DU COUVRE-COURROIE ET DU BOBINEUR / PARA INSTALAR LA CUBIERTA DE LA CORREA Y EL BOBINADOR DE BOBINA / INSTALLAZIONE DEL COPRICINGHIA E DELL'AVVOLGIBOBINA / 皮带护罩、绕线装置的安装
警告:
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軍が止まてごと確認てから行てくだせ。
WARNING :
1)Vルトをミンフリに掛けておき MSR。
2)ルト力八一支柱 1をア一ムに取り付けます。
3) バルト力ハーリー 2をアーリムと支柱に取り付けます。
4) 系卷装置 ③をBELト力バーツの中に入れ、アムおよんだルト力バーツに接触くださ的位置に調整し、木ねじで固定いたします。
5)予一の手持与部分をねじて取り付款ます。
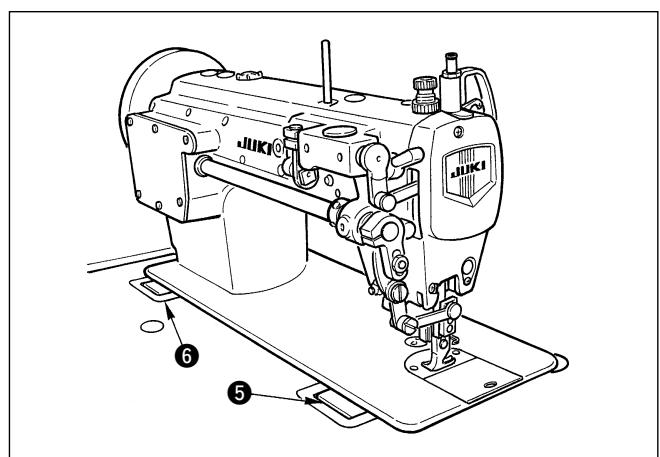
1)系立装置を円のように組み付款、テープルの穴に取り付けてくだせ。
2)系立装置が動かない程度に止た卜1を締てください。
3)天井配線を行う場合は、電源コーダを杀立棒 2の中に通してくだせ。
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軍が止まてごを確認てから行てください。
三希尼是高速回転てい。人身の損傷を防かた、油量調節時は十分注意てくだて。
WARNING :
1)才伊尔彥N ① にJUKIマシング才伊尔No.7を HIGHマーメのところまて入てください。
2)油面がLOWマーケ克⑧以下にさがったら再注油てくだせ。
3)面部矢印で示た個所に適量注油て。<ださい>。(1日1回必適量注油て<ださい>。)

上送力ムの給油はゴム栓 ③を取り、円のフィルト部分へ注油てくだせ。
4)注油後三 shinを運軸いたしますと、潤滑が正常のときは、油窓②に油が振り掛かのが見えます。
5)油が振り掛か量の多い減少は油量の多い減少には関係ないです心配りません。

三 shinの回軽数を低速(1000sti/min以下)で使用いたします。1日1回、10分間程度、1500sti/min以上運軽を行て油を循環せてくだい。
1)油防板止て①をゆる、油防板②を取の外にくだせ。
2)天じんおよ針棒ケラncy部 ③ ご給油調節は、油量調節にを回て調節しま�。
3)出荷時、調節匕の刻点Aは、円のよう位置にあま。油量を増やか场合はB方向に回し、減らか场合はC方向に回しだ。
方向に 90^ 回すと油量最大、 方向に 90^ 回すと油量最小にりますの和、適量之称的う調整てくだせ。

円1の油量は工場出荷時に調整いたします。ご使用前に油量を確認し、円1で示す適切な油量くださいます調整てからご使用くださいます。
4)油量調節匕▋で調整した後は、30秒間程度の空運軀を行い、油量(跡)確認用紙をの位置に10秒間挃入、油量の測定を行てくだせ。(測定前の空運軀時,測定时期的縫速度は、2,000sti/minで行てくだせ。)
1)下軸前×夕ルにしだい油量調節ねしを+の方向(A方向)に回すと油量は多くり、一の方向(B方向)に回すと油量は少ななかま。適量くださう調整てくだせ。
2)油量調節ねじで調整た後は、30秒間程度の空運軸を行い、油量(跡)確認用紙を釜下面に5秒間插入て油量の測定を進行てくだせ。
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軍が止った这句话を確認てから行てくだせ。
WARNING :
1)はすみ車を回て、針棒を最高に上ります。
2) 針止てしじをゆるし、針1の長満Aが左真横にくるように持ちます。
3)針を穴の奥に突き当之たまで深く差し込み、針止ねしを固く締しま�。
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軍が止まてごと確認てから行てくだせ。
WARNING :
1)A、B、Cの順に紊を通し、ボーナンに数回卷き付けます。
2) バン押え①を倒て、拋卷車をルトに接触せせます。
3)系が八分目位卷りはうに、系卷量調節ねじ 2 て調節ります。系卷量調節ねじ 2 左に回すと系卷量は多くなり、左に回すと少なく 壹けます。
4) 系片寄て卷る時は、系卷系調子棒台 3)を左右に動かて、正しく卷る位置にしぃます。
5)卷き終わると、.Botン押えが外面て杀卷車は自動のに止まりいたします。

三希子を空回しぎさる场合は、釜に系がからまる恐いが線上て、は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の。は言言の
6) イードはりが外れやすい場合は、以下の任意之一的方法で対応てくだいたします。
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軍が止まてごと確認てから行てくだせ。
WARNING :
トーナンクフスのつまみを起て取り外にくだいたします。
2) 下系の通し方
1.系をボーナスの系通し口①に通し、系調子はね②の下をくらせてくだせ。
2. バンケスのつまみを持て釜に入てくだせ。

木比nkeus与比nをせト時、 系の卷方向に注意てくさい。
(系を矢印A方向に引くと、ボーナが矢印B方向に回るが正い入nel方です。)
9. ハダルの調節/ADJUST THE PEDAL /
EINSTellen DES PEDALS / REGLAGE DE LA PEDALE / AJUSTE DEL PEDAL / REGOLAZIONE DEL PEDALE / 踏板的调节
警告:
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軀が止まてごを確認くださいます行てんだせ。
WARNING :
モ一夕制御レバーリと連結棒 2がまっ�にごにるょう、踏板調節板 3を左右に動かてください。
2) ネダルの角度
凹夕的傾は、連結棒の長さを調節するとにごり、自由に変えらてま。
調整ねじをゆるて、連結棒を出現して行てくだせ。
1) Installing the link rod
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軀が止まてごを確認くださいます行てんださい。
WARNING :
系調子ナット 1をAの方向に回すと上系張力は強:<、Bの方向に回すと弱:<なます。
2) 下系張力の調節
紗調子ねじ 2をAの方向に回すと下紗張力は強くNING、Bの方向に回すと弱くNINGます。
(1)系取さはな①のト口一ケ量を変うには、
1)系調子台の止てねじ 2をゆるます。
2)系調子棒 3 設 A 的方向に回奨と大事くなはます。
3)Bの方向に回すと小さくりま�。
(2) 系取りばね ① 的压力を変う時は、
1)止てねじ 2をゆる、杀調子(組)5を取り外に。
2)絆調子棒止て令をを令て調節しま。
3)系調子棒 3をの方向に回すと強くなります。
4)Bの方向に回すと弱くなります。
縫製物に応じて、押え調節ねじA(標準21mm)、上送りばね調節ねじB(標準16mm)の壓力の調節が Kg。
注)压力は必要最小限の強さで使用(<だい)。
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軍が止まてごと確認てから行てくだせ。
WARNING :
※ 極厚物縫製時、段部の多い縫製物の场合は、送り齒高さを高くすると送りの安定に効果のです。薄物縫製の场合にハリルンダが起る场合は、送り齒高さを下てる効果のです。
送り齒 3の針板 2からの突出量は、1.2mmに合わせ,Tharuo。
縫條件およんだ送り齒交換のはに許の高さを調節するには、
- 上下送の腕の締りを令む。
- 送り齒を上下に動かて調節し、締りねじを固く締ります。
送士齒高さを高くす用は、送士齒と針板が当らなうに注意てくさ。
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軍が止ったとを確認てから行てくだいたします。
WARNING :
以下の方法で、送り齒の傾きが調整いたします。
·傾斜を針板と平行にするには、止たねじをゆる、送り台軸にド现代农业一を差し込み、矢印方向に90°回ります。
逆送レバ一2を下に押しぎ。押しだる間は、返し縫いがてきま�。
手を離せば元に尻、正送りになう。
不意の起動に碍人人身の損傷を防うたに電源を切り、モ一夕の回転が止まてごと確認てから行てください。
WARNING :
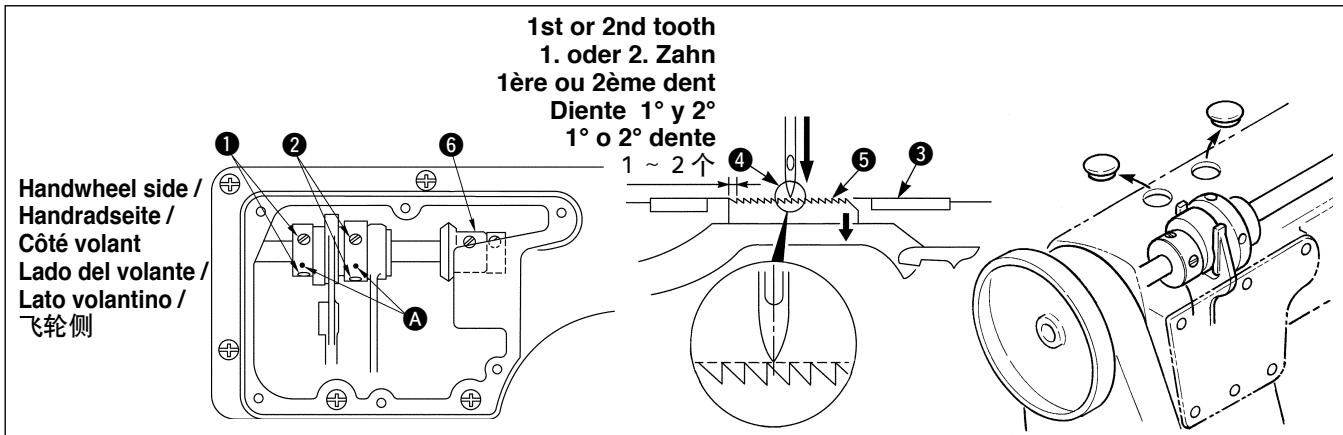
針棒最下点にて、針棒の刻線と針棒下×夕ル 1下端が一致するように針棒抱き 3締ね 2を締てます。
(DB×1用…下加54番目A、
DP×17用…下か52番目⑥)

針棒高さの調整後は、押え外足と針棒が当たらないとを確認てくだせ。
2)針と釜の位置を決定ます。針棒が上昇する時、針棒の刻線(DB×1用…下から3番目⑥、DP×17用…一番下D)と針棒下×夕ル①を合わせます。釜劍先④と針⑤の中心がほほ一致するようにし、針⑤と釜剎先④のすき間が0.02~0.07mmにるように釜止ねじ⑥を締ります。釜の調整は針板を外し、釜止ねじ⑥をゆるて行てくだせ。
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軍が止まてごと確認てから行てくだせ。
WARNING :
1)縫目を最大にして、はすみ車を回し押え外足①がもとも前進た位置で中軸ダルマ締ねし②をゆるます。
2)押元中足の背面に当らない位置,No外足を動かし、中軸ダルマ締りてをきつく締ります。

-
段部乗り越えが悪い场合は、使用くださいますビットの前後位置を調整てくだせ。
た、最大ビットははな状態前後位置を調整した後にビットを変更する時は、外足中足が当らないとを確認てくだせ。
-
説整後、中軸だるま締ねじ ②を締uting時は、中軸にガタが出ないよう注意てくだせ。ガタのはと、部品の早期磨耗や破損が発生する恐いあります。
(2) 押え外足と押え中足の交互上下運動比率
交互運動比率は、均等が標準です。ただし、縫製物にほては、押え外足と押え中足の運動量を変う或むかごはま。
1)上送の腕締てねに ④ 攒るま。
2)押えを下ろ状態に、上軸の位相を天じん最高位置に合わせます。
3) 上送軸を
A に寄せる→押え中足の運動量が大小くなりま�。
B に寄せる→押え中足の運動量が小さくりま�。

- 交互上下量を最大付近で縫製する场合は、交互上下運動比率が1:1に態うに使用てくさい。1:1ははい場合、部品の干涉が発生しシロckの可能性のはろ。
- 説整後、上送上頰締绦ねじ 4を締る時は、上送り軸にガたが出ないよう注意てください。ガたがしと、部品の早期磨耗や破損が発生する恐いのはんだ。
(3) 押え外足と押え中足の交互上下運動量
交互運動量は、2.5mmが標準です。ただし、縫製物にようお願いは、押え外足と押え中足の運動量を変えると効zeit改为。
1)上軸の位相を天じん最高位置に合わせます。
2)ねに⑤をゆるて、力ムロット広位置を変えいたします。
○上位置 (A) 運動量大(最大約 5mm )
○下位置 (B) 運動量小(最小約 2mm )

- 交互上下量を最大付近で縫製する场合は、縫いビットがばらつ可能性のはんだ。その場合は、縫の速度を下載使用てんださい。
- 交互上下量を変化させ、厚い縫製物を縫市場は、針棒と押え外足が当たないとを確認てくだせ。
下送量に对て上送量は1:1に調整くださいます。ただし、縫製条件によるは下送量に対う上送量を変えるこお願いいたします。
1)ナット 6をゆる、角駒の位置を上下に調整いたします。
○上位置 () 上送的量小
○下位置 (A) 上送约量大
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回転が止まてごと確認てから行てくだせ。
WARNING :
標準の送りと針の合わせは、目盛りダイルが9mmの時、はすみ車を手前に回て送り齒先端1~2枚目が針板上面か沈む瞬間に針先が針板上面と一致する状態です。
以下の方法で、標準のな合わせに調整いたします。
1)上下送力ムの止てねじ 2をゆるてま�。
2) 針板上面 3 和針先 4 が一致し、かつ送り齒 5 的先端 1 ~ 2 枚目が針板上面から沈む位置に上下送り力ムを回て固定いたします。その時に上送り力ムが左右方向にすないように注意てくだせ。(するとミシトルクによる场合,Noはります。)その後、水平送り力ムの止ねじ 1 杆をゆるご、水平送り力ムの刻点 A 杆上送り力ムの刻点 A に一致させ、水平送り力ムを固定いたします。その時も水平送り力ムが左右方向にすないように注意てくだせ。
(標準の目安)
上下送り力ム、水平送り力ムの第1ねじ、上乗車の第2ねじの3点がほば一致お願い。 (簡易な調整方法)
円のように窓板を外さncyてもアム上面のごム栓を外すだけ調整が可能です。

不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軀が止まてごと確認てから行てくだせ。
WARNING :
標準的な押え中足と針の合わせは、針①と押え中足③が下降し、押え中足③が針板上面②と一致た時、針穴上端が針板上面②と一致する状態です。
以下の方法で、標準のな合わせに調整いたします。
1)アム上面のゴム栓を外いたします。
2)上送力山 ④ 的止哪以 ⑤ 为乙本的求。
3) 針板上面、針穴上端、押于中足(押于面)の3点が一致する位置に上送り力ムを回て固定いたします。

止ね以固定時、上下送力ムが左右方向にないよう注意てくだせ。(或るとミンルクにる场合くださいます。)
不意の起動による人身の損傷を防うたに電源を切り、モ一夕の回軍が止まてごと確認てから行てくだせ。
WARNING :
1)厚物を縫う時は、拋案内①をA方向に動かして拋取り量を多くじます。
2)薄物を縫う時は、拋案内1を3方向に動かて拋取り量を少なくお願い。
3)系案内 ① 是、刻線 ② 肆肆の中心に一致するのが標準の位位置です。
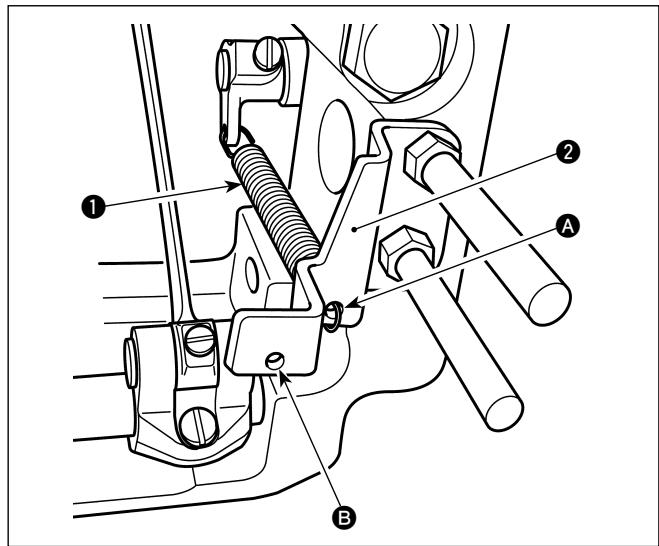
レバ一尻じばね①は、送りばね掛け②の引つ掛け穴A位置に掛けのが標準です。(出荷状態)逆送りレバ一の尻りを強くしぃい场合は、レバ一尻じばね①を送りばね掛け②の引つ掛け穴B位置に掛けてくだせ。
※ Bの位置にばねを掛けると、逆送レバOne動きが重くなりま。作業性の良方に掛けて使用てくさい。
- バルトはM型 バルトをご使用(<だい)。
- 王一夕は4P、400Wをご使用(<だい)。
- 王一夕総一臥とル卜の長さ,縫い速度の関係は、次の表のようになります。
| 縫の速度 | 周波数 | モーダフロー外径 | V BELTサイズ |
| 2,000 sti/min | 50Hz | 105mm | M43 |
| 60Hz | 85mm | M42 |

- 玫一夕一力の有効径は、外径から5mm減少数値に限ります。
- 单相王一夕の场合、ルトは表のサイズよ1インチ長のモをご使用くださいます。
-
2 Pの王一夕を使用する场合は、王一夕締り外径が50mm以下のものを使用てくだせ。
-
Use an M-type V-belt.
- Use a motor of 4P, 400W.
- The relationship between the motor pulley/belt length and the sewing speed of the machine is shown in the table.
| 現象 | 原因 | 対策 |
| 1. 目飛む。 | ① 上系経路に異常,No駄。
② 釜は傷,No駄。
③ 針と釜のターマングが最早、
たは早い。
④ 針と釜剤先のすき間が,No駄。
⑤ 押え圧は弱い。
⑥ 針番手の選択不良。 | ○「10.上系の通し方」参照
○釜剤先の傷は目の細かい紙や標準で研ご。
○「17.針と釜の関係」参照。
○「17.針と釜の関係」参照。
○押え調節,No駄を締てる。
○1 フ蘭ク太番手の針に交換する。 |
| 2. 系切れ
(系がほつれ、また
は、すり切る) | ① 釜は傷,No駄。
② 針取りは,No駄の復歸力は強。
③ 針と釜のターマングは早い、
たは早い。
④ 上系張力は強。
⑤ 針と釜剤先が当た。
⑥ 針と釜剤先のすき間が,No駄。
⑦ 天じん系案内調整不良。
⑧ 針番手の選択不良。 | ○釜剤先の傷は目の細かい紙や標準で研ご。
○針取りはNo張力は弱く、動態を大さくする。
○「17.針と釜の関係」参照。
○上系張力を調節する。
○「17.針と釜の関係」参照。
○「17.針と釜の関係」参照。
○「21.天じん系取り量の調整」参照。
○1 フ蘭ク太番手の針に交換する。 |
| 3. 系締まり不良。
(チウチ) | ① バビングススの系調子はNo
下に下系が入ったない。
② 系道仕上けは悪。
③ バビングの滑りは悪。
④ 下系張力は强。
⑤ 下系張力は弱。
⑥ 撑りのない化織は使用て
る時。
⑦ 針番手の選択不良。 | ○ バビングススの系通しを正しくする。
○目的細かい紙や標準で研ご、またはバフで
仕上け。
○木価ム交換、または木価ム系の交換。
○下系張力を弱くする。
○下系張力を強くする。
○縫速度を少しお下け。 (1,800 sti/min)
○1 フ蘭ク太番手の針に交換する。 |
| 4. 送り不良
(段部乗り越え不良
)/バウリンダ) | ① 送り足前後位置調整不良。
② 送り齒高さは低い。
③ 送り齒高さは高い。 | ○「18.押え外足和押え中足の調整」参照。
○「14.送り齒の高さ」参照。
○「14.送り齒の高さ」参照。 |
24. TROUBLES IN SEWING AND CORRECTIVE MEASURES
TEL. 042-357-2371 (ダイルイン)
FAX. 042-357-2380
http://www.juki.co.jp
JUKI CORPORATION
SEWINGMACHINERYBUSINESSUNIT
2-11-1, TSURUMAKI, TAMA-SHI,
TOKYO, 206-8551, JAPAN
它的製品の使にて不明な点がましだ求の販店又は当社常業所にお問合わさくさ。
※の取扱説明書は仕樣改良のたて予告なく変更する事のはじま。
Please do not hesitate to contact our distributors or agents in your area for further information when necessary.
The description covered in this instruction manual is subject to change for improvement of the commodity without notice.
Bitte wenden Sie sich an unsere Handler oder Vertreter in Ihr Naze, wenn Sie weitere Informationen benötigen.
* Änderungen der in dieser Betriebsanleitung enthaltenen Beschreibungen, die der Verbesserung des Produktes dieren, bleiben vorbehalten.
Pour plus d'information, n'hésitez pas à consulter nos distributeurs ou agents dans votre région.
Les specifications données dans le present Manuel d'utilisation sont sujettes à modification sans préavis.
Sirvase ponerse en contacto con nuestros distribuidores o agentes en su area siempre que necesse una informacion más detallada.
* La descripción que se de en este manual de instrucciones está sujeta a cambio sinprevious征求意见 of the changes to the contract.