
Protig 201 DC FV - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Protig 201 DC FV GYS in formato PDF.

Domande degli utenti su Protig 201 DC FV GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Protig 201 DC FV - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Protig 201 DC FV del marchio GYS.
MANUALE UTENTE Protig 201 DC FV GYS
Dispositivo saldatura TIG e MMA
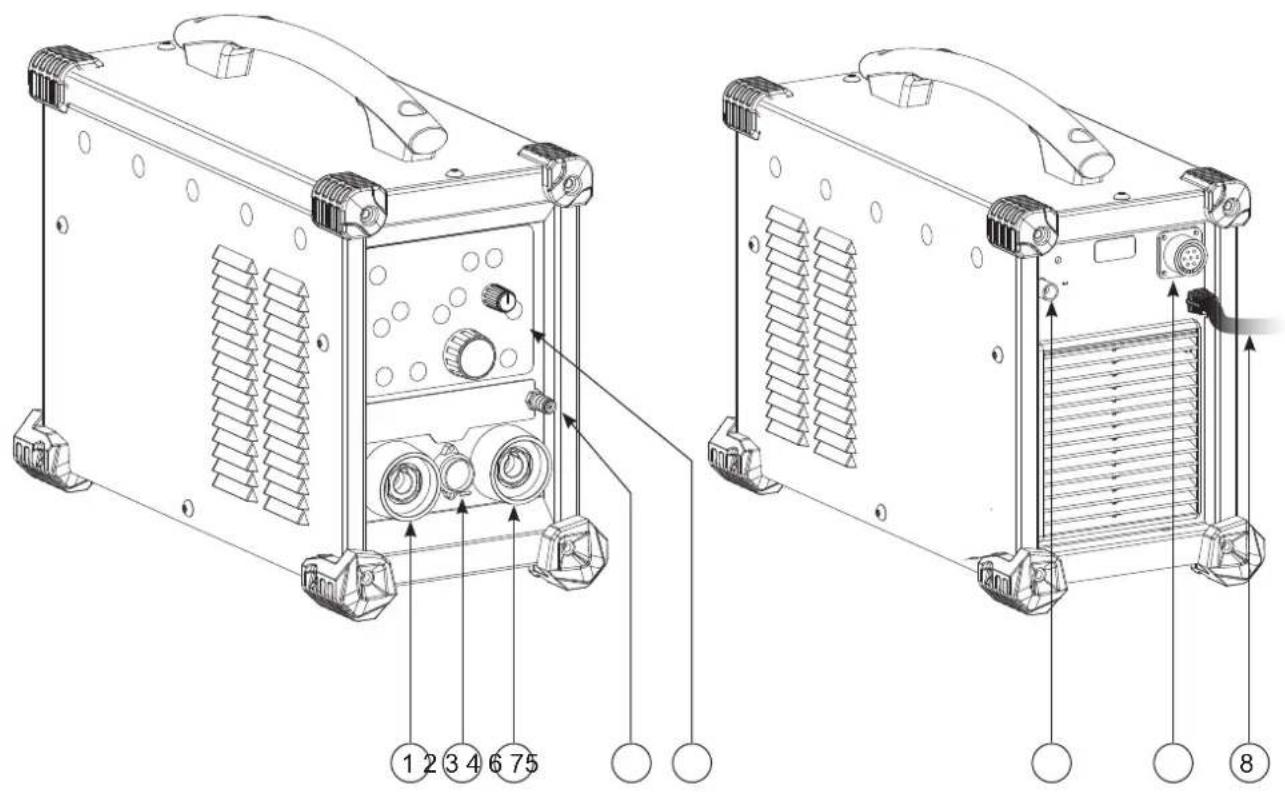
FIG-1
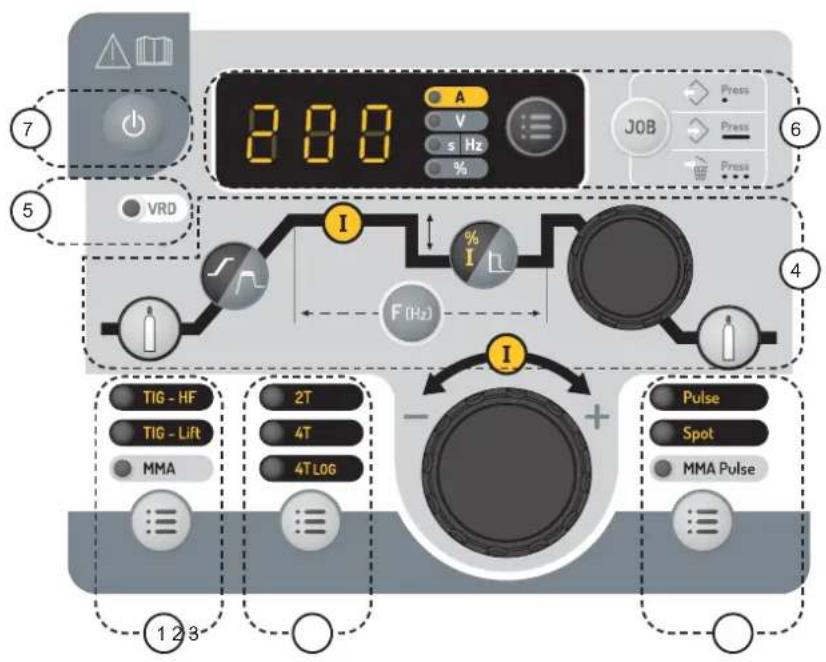
FIG-2
AVERTISSEMENTS - RÉGLES DE SECURITÉ
CONSIGNE GÉNÉRALE

Queste istruzioni devono essere lette e ben comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non delve essere effettuata.
Ogni danno corporale o materiale dovuto ad un utilizzo non conforme alle istruzioni presenti su quello manuale non potrè essere considerato a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'installazione.
AMBIENTE
Qstio dispositivo dee essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicativa e/o sul manuale. Bisogna rispectare le direttive relative alla sicurezza. In caso di uso inadequato o pericoloso, il fabricante non potra essere ritenuto responsabile.
Il dispositivo dev'essere utilizzato in un locale senza polvere, acido, gas inflammabile o altre sostanze corrosive. Lo stesso vale per il suo stoccaggio. Assicurarsi della circolazione d'aria durante l'uso.
Intervallo di temperatura:
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55^ (-4 e 131^ ).
Umidità dell'aria:
Inferiore o uguala a 50% a 40^ (104F).
Inferiore o uguala a 90% a 20^ (68^)
Altitudine:
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura ad arco cui estere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calorie, di radiazione luminosa dell'arco, di campi elettromagnetic (attenzione ai portatori di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassse.
Proteggere voi e gli altri, rispetto le seguenti istruzioni di sicurezza:

Per proteggervi da usioni e radiazioni, portare vestiti nella risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto il corpo.

Usare guanti che garantiscano l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco e neanche i pezzi in fusione e di portare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le personne in zona saldatura).
Mantenere a distanza delle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non toglire mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potra essere ritenuto responsable in caso d'accidente.

I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando s'interviene sulla torcia o sul portalelettro, bisogna assicurarsi che quosti siano sufficientemente freddi e aspettare almeno 10 minuti prima di qualsiasi intervento.
L'unità di raffreddamento deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non causi usioni.
E importate rendere sicura la zona di lavoro prima di abbandonaria per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

Fumi, gas e polveri emessi alla saldatura sono pericolosi per la salute. E necessario prevedere una ventilazione sufficiente e a volte e necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
RISCHIO DI INCENDIO E DI ESPLOSIONE

Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un'attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le personne, gli oggetti inflammabili e i contentitori sotto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita e se anni sono aperti devono prima essere svotati di agli materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili.
BOMBOLE DIGAS

Il gas uscendo delle bombole potrebbe essere fonte di asfissia in caso di concentrazione nell'ospazio di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Queste devono essere messe verticalmente su un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un'alto. Attenzione alle variazioni di temperatura e alle espositionsi al sole.
La bombola non deve essere in contatto con fiamme, arco elettrico, torque, morsetti di terra o agli altra fonte di calore o d'incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l'aperatura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente ave una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotio tensione all'interno o all'esterno della fonte di corrente di saldatura quando quest'ultima è alimentata (Torce, pinze, cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla alla rete e attendere 2 min. affinché l'insieme dei condensatori sua scarico.
Non toccare dello stesso momento la torcia e il morsetto di massa.
Far sostitui e cavi e le torque danneggiati solo da persone abilitate e qualificare. Dimensionare la sezione dei cavi in funzione dell'applicazione.
Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, indifferentamente dall'ambiente di lavoro.
CLASSIFICAZIONE CEM DEL DISPOSITIVO

Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dalsystema pubblico di alimentazione a base tensione. Potrebbero esseri difficultà potenziali per assicurare la compatibilità elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.

A condizione che l'impedenza di rete di alimentazione del senso comune a bassa tensione nel punto di aggancio comune sua inferiori a Zmax = 0,173 Ohm, questa apparecchiatura è conforme a CEI 61000-3-11 e può essere collegata a reti pubbliche a bassa potenza. tensione. É responsabilità dell'installatore o dell'utente dell'apparecchiatura garantire, in consulatoria con l'operaore della rete di distribuzione, se necessario, che l'impedenza di rete sia conforme alle restrizioni Questo materiale è conforme alla CEI 61000-3-12.
EMISSIONELETTRO-MAGNETICHE

La corrente elettrica che atraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un Campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovrebbero seguire le istruzioni sottostanti per ridurre al minimo l'esposizione ai campi elettromagneti del circuito di saldatura:
- posizionare i cavi di saldatura insieme - fissarli con una fascetta, se possibile;
- posizionarsi (busto e testa) il più lontano possibile del circuito di saldatura;
non arrotolare mai i cavi di saldatura attorno al corpo
non posizionare dei corsi tra i cavi di saldatura; Tenere i due cavi di saldatura sullo stesso lato del corpo: - collegare il cavo di ritorno all'applicazione più vicina alla zona da saldare;
- non lavorare a lato della fonte di corrente di saldatura, non sedersi o appoggiarsi su diesso;
- non saldare durante il trasporto della fonte di corrente di saldatura o del trainafilo.

I portatori di pacemaker devono consultare un medico prima di usare quello dispositivo di saldatura.
L'esposizione ai campi elettromagnetic durante la saldatura potrebbe aveo altri effetti sulla salute che non sono ancora conosciuti.
RACCOMMANDAZIONI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
L'utente è responsabile dell'installazione e dell'uso del dispositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se delle perturbazioni elettramagnetiche sono rilevate, è responsabilità dell'utente del dispositivo di saldatura ad arco risolverve la situazione con l'assistenza tecnica del fabbricante. In certi casi, esta azione correttiva potrebbe essere molto simplice come ad esempio la messa a terra del circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo completo con montaggio di filtri d'entrata. In agli caso, le perturbazioni elettromagnetiche devono essere ridotte fino a non essere più fastidioso.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all'arco, l'utente deve valutare i potenziali problemi elettromagnetic nella zona circostante. Occorre tenere in considerazione quanto segue:
a) la presenza sopra,除去e accanlo al dispositivo di saldatura ad arco di othercavi alimentazione,di commande,di segnalazione e Telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altre apparecchiature di controllo;
d) di materiale critico per la sicurezza come ad esempio protezione di materiale industriale;
e) lo stato di salute di personne vicine, ad esempio, l'uso di pacemaker o appearecchi acustici;
f) del materiale utilizzato per la calibratura o la misurazione;
g) l'immunità degli altri materiali presenti nell'ambiente.
L'utilizzatore deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende alla struttura degli edifici e dalle altre attività svolte sulippo. La zona circostante cui estendersi nelle installazioni
Valutazione dell'installazione di saldatura
Oltre alla valutazione delle zona, la valutazione delle installazioni di saldatura ad arco puo servire a determinare e risolverve i casi di perturbazioni. Conviene che la valutazione delle emissioni includhe delle misurazioni sul posto come specificato all'Articolo 10 della CISPR 11. Le misurazioni sul posto sono anche permietere di confirmare l'efficacia delle misure di attenuazione.
CONSIGLI SUI METODI DI RIDUZIONE DELLE EMISSIONE ELETTRAMAGNETICHE
a. Rete di alimentazione pubblica: Conviene collagenare il materiale di saldatura ad arco a una rete pubblica di alimentazione seconde le raccommandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di riformamento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiale di saldatura ad arco fissati stabilmente. Converrebbeanche assicurarsi della continuita della schermatura elettrica suolta la sua lunghezza. E' conveniente collagenare la schermatura alla fonte di corrente di saldatura per garantire un buon contatto elettrico tra il condotto e l'involucro del genereatore di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura ad arco: E' opportuno che le manutenzioni del dispositivo di saldatura ad arco siano eseguite seguito le raccomandazioni del fabbricante. ß opportuno che agli accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il dispositivo di saldatura ad arco è in funzione. ß opportuno che il dispositivo di saldatura ad arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menzonati nelle struzioni del fabbricante. ß opportuno in particolar modo che lo spinterometro dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e manutenzionati seconde le raccomandazioni del fabbricante.
c. Cavi di saldatura: E' opportuno che i cavi siano i più corti possibili, piazzati l'uno vicino all'altre in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: Converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l'operaore di scosse elettriche se costui tocca contemporaneamente quosti oggetti metallici e l'elettro. Converrebbe isolare l'utente di quosti oggetti metallici.
e. Messa a terra del pezzo da saldare: Quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, ad esempio, gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra più, in certi casi e non sistematicamente, ridurre le emissioni. É opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sa fattà direttemente, ma in certi paesi che non autorizzato但这a connessione diretta, è opportuno che la connessione avenga tramite un condensatore appropriato scelto in funzione delle regolamenti Nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante cui il problema è di perturbazioni. La protezione di tutte la zona di saldatura può essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORREnte DI TAGLIO

La fonte di corrente di saldatura è dotata di maniglia superiore che permette di portarla a mano. Attenzione a non sottovalutare il peso. L'impugnatura non è considerata come un mezzo di imbragatura.
Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Deve essere spostata in posizione verticale.
Mai sollevare una bombola di gas e la fonte di corrente di saldatura dello stato momento. Le loro norme di trasporto sono distinte.
Non far passare la fonte di corrente di saldatura sopra a persona o oggetti.
INSTALLAZIONDEL DISPOSITIVO
- Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10^ .
- Prevedere una zona sufficiente per aerare il disposativo di corrente di saldatura e accedere ai comandi.
- Non utilizzato in un ambiente con polveri metalliche conductrici.
- La fonte di corrente di saldatura deve essere al riparo alla pioggia e non deve essere esposta ai raggi del sole.
- Il dispositorio è di grado di protezione IP21, che significata :
- una protezione contro l'accesso delle parti pericolose di corpi solidi di diametro >12.5mm e,
- una protezione contro le cadute verticali di gobce d'acqua
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.

Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo disposivo.
MANUTENZIONE / CONSIGLI


Le manutenzioni devono essere effettuate solo da personale qualificato. è consigliata una manutenzione annuale.
- Interrompere l'alimentazione staccando la presa, e attendere due minuti prima di lavorare sul disposativo. All'interno, le tensioni e l'intensità sono elevate e pericolose.
- Regolarmente, togliere il coperchio e spelvarare con l'aiuto di una pistola ad aria. Cogliere l'occasion per far verificare le connessioni elettriche con un utensile isolato da persona qualificate.
- Verificare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, delve essere sostituito dal fabbricante, dal suo servizio post-vendita o da una persona di qualifica simile, per evitare pericoli.
- Lasciare le uscite d'aria della fonte di corrente del dispositivo libero per l'entrata e l'uscita d'aria..
Non usare esta fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori ne per avviare motori.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal produttore possono effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sia scollegato alla rete. Le connessioni in series o parallele di generatori sono vietate. E' consigliato l'utilizzo dei cavi forniti con l'apparecchio al fine di ottenere le regolazioni ottimali del prodotto.
DESCRIZIONE DEL MATERIAL (FIG-1)
Questo materiale e una fonte di corrente di saldatura Inverter per la saldatura ad elettro do refrattario (TIG) a corrente continua (DC) e la saldatura ad elettro rivestito (MMA).
Il procedimento TIG richiede una protezione gassosa (Argo).
I procedimenti MMA permiettono di saldare agli tipo di elettro: rutilo, basicsico, inox et ghisa.
1-Presa di Polarità Positiva 5-Tastiera + tasti incrementali
2- Connettore pulsante 6- Connessione gas
3-Presa di Polarità Negativa 7- Connetto telecomando
4- Connettore gas della torcia 8- Cavo di alimentazione
INTERFACCIA UOMO-MACCHINA (IUM) (FIG-2)
1- Sezione processo 5- Indicatore di funzionamento del dispositivo riduttore dei rischi (VRD)
2-Selezione della modalità pulsante 6-Schermo e opzioni
3- Selezioni dei processi possibili 7-Pulsante standby
4- Regolazione dei parametri di saldatura
ALIMENTAZIONE-ACCENSIONE
- Questa apparecchiatura è fornita con una spina CEE7 / 7 tipo 16 A è delve essere utilizzata solo su unsystema elettrico monofase a tre fili 230 V (50 - 60 Hz) con neutro messo a terra. I PROTIG dotati di un systema « Flexible Voltage » si alimentano grazie ad un'installazione elettrica con messa a terra tra 110V e 240V (50 - 60 Hz). La corrente effettiva assorbita (I1eff) è indicata sul dispositivo, per le condizioni d'uso ottimali. Verificare che l'alimentazione è le protezioni (fusibile e/o disgiuntore) sono compatibili con la corrente necessaria in uso. In certi paesi, potrebbe essere necessario cambiare la spina per permettere l'uso del dispositivo in condizioni ottimali.
Allaccensione, il prodotto si avvia in modalita standby. L'accensione si effetua con una leggera pressione sul tasto
- Il disposativo si mette in protezione se la tensione d'alimentazione è superiore a 265V per i dispositivi monofase (lo schermo indica
Ilnormale funzionamento riprende quando la tensione d'alimentazione rientra nel'intervallo nominale
Comportamento della ventola: in modalità MMA, la ventola funziona continuamente. In modo TIG, la ventola funziona solo in fase di saldatura, e si fera alla fine del periodo di raffreddamento.
- Il disposito d'innesco e di stabilizzazione dell'arco è concepito per un funzionamento manuale e a conduzione meccanica.
COLLEGAMENTO AD UN GRUPPO ELETTRGOENO
Questo materiale funziona con dei gruppi elettrgeni a condizione che la potenza ausiliare risponda alle seguenti esigenze:
- La tensione deveseesserealtarnata,regolataceme specicatoedi tensione di picco inferiorea 400V
-La frequenza e compresa fra 50 et 60Hz
E obligatorio verificare queste condizioni, perché molti generatori producono dei picchi di alla tensione che possono danneggiare il dispositivo.
USO DELLA PROLUNGA ELETTRICA
Tutte le prolonghe devono ave lunghezza e sezione appropriate alla tensione del dispositivo. Usare una prolonga in conformità con le regolamenti nazionali.
| Tensione d'entrata | Lunghezza - sezione della prolunga | |
| <45 m | <100 m | |
| 230 V 2.5 mm2 2.5 mm2 | ||
| 110 V 2.5 mm2 4 mm2 | ||
CONNECTION GAS
Qesto materiale e dotato di due raccordi. Un raccordo bottiglia per l'entrata del gas di saldatura nella posta, e un connettore gas torcia per l'uscita del gas alla fine della torcia. Vi raccomandiamo l'utilizzo degli adattatori spediti in originale con la saldatrice al fine di ottenere un raccordo ottimale.
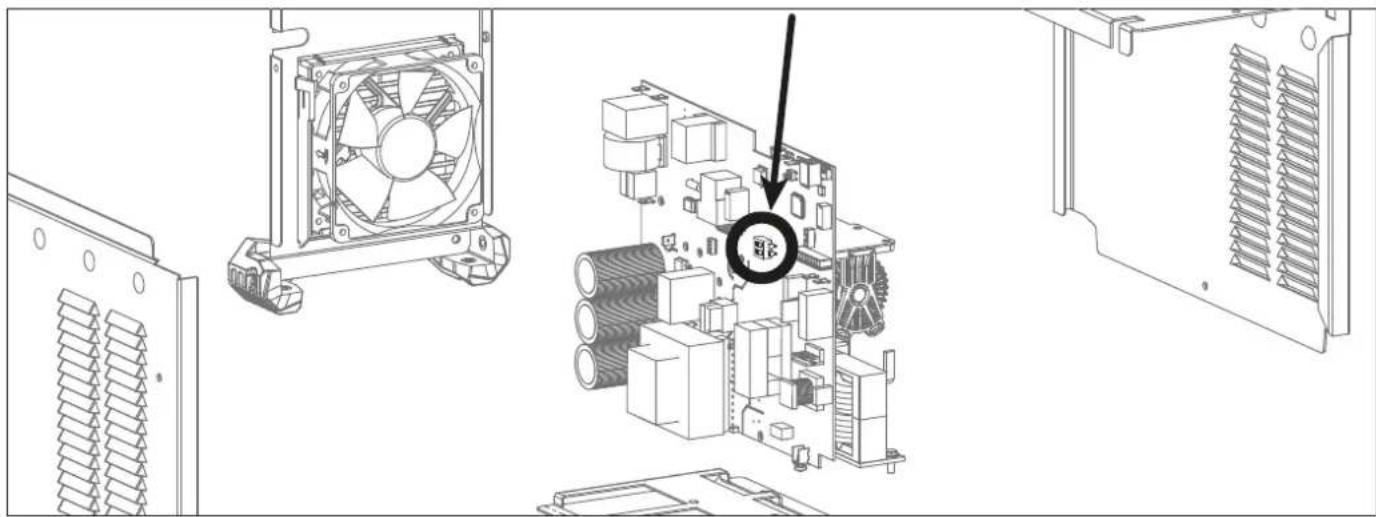
ATTIVAZIONE DELLA FUNZIONE VRD (VOLTAGE REDUCTION DEVICE)
Questo dispositivo permette di proteggere il saldatore. La corrente di saldatura viene consegnata solamente quando l'elettro è in contatto con il pezzo (resistenza debole). Quando l'elettro viene ritirato, la funzione VRD abbassa la tensione a un valor molto debole.
La funzione VRD è disattivata. Tuttavia, può essere attivato mediante un interrottore ON / OFF situato sulla schedà di controllo del prodotto. Per accederere, seguire le seguenti tapping:
-
SCOLLEGARE IL PRODOTTO DALL'ALIMENTAZIONE ELETTRICA PRIMA DI OGNI MANIPOLAZIONE.
-
Rimuovere la vite per rimuovere il coperchio del generatore.
- Individuare l'interruttore sulla scheda principale (cerchiato sullo schema qui除去).
4.Passare l'interruttore situato su questa schedadi controlo. - La funzione VRD è attivata.
- Riavvitare il coperchio del generatore.
- Sull'interfacci (IHM), il LED della funzione VRD è accesa.
Per disattivare la fiunzione VRD, è sufficiente spostare di nuovo l'interruttore situato sulla schedà di controllo in OFF. Il led VRD sull'IHM del dispositiivo si spegne.
E' possible ripristinare i parametri di fabbrica del dispositivo. L'accesso a questo parametro avanzato viene fatto premendo per 3 secondi sul pulsante « passa alla visualizzazione A o V » Bisognain seguito selezione « Ini » Il dispositivo allora在哪 «3», «2», «1» e poi ripristina l'apparecchio.
DESCRIZIONE DI FUNZIONI, MENU E PITTOGRAMMI
| FUNZIONE PITTOGRAMMA | TIG DC | MMA | Osservazioni | |
| Innesco HF Processo TIG con innesco HF | ✓ | |||
| Innesco LIFT Processo TIG con innesco LIFT | ✓ | |||
| Pre Gas | ✓ | Tempi di pulizia della torcia e di creazione della protezione gas prima dell'innesco. | ||
| Corrente di ascesa Rampa di auminato di corrente | ✓ | |||
| Corrente di saldatura Seconda corrente di saldatura | ✓ | |||
| Corrente fredda | ✓ | Seconda corrente di saldatura indica con «fredda» in standard 4TLOG o in PULSATO | ||
| Frequenza PULSE Freqenza di pulsazione della modalità | PULSATO (Hz) | |||
| Evanescenza della corrente | ✓ | Rampa di discesa per evitare l'effetto crepe/cratore (S) | ||
| Post Gas | ✓ | Durata di mantenimento della protezione gas dopo l'estinzione dell'arco. Permette di protegge il pezzo così come l'elettrodo contro le ossidazioni (S) | ||
| HotStart Sovracorrente rego abile al'inizio della saldatura | %✓ | |||
| ArcForce | ✓ | Sovracorrente liberata durante la saldatura per evitare l'incollaggio dell'eletrodo nel bagno di fusione | ||
| TIG PULSATO Modalità Pulsato | Pulse | ✓ | ||
| TIG SPOT Modalità di Punctura | Spot | ✓ | ||
| TIG SPOT PULSE | Spot & Pulse | ✓ | Modalità di Punctura pulsato | |
| MMA PULSATO Progetto MMA in Modulità Pulsato | ✓ | |||
| 2T Modalità torcia 2T | 2T | ✓ | ||
| 4T Modalità torcia 4T | 4T | ✓ | ||
| 4T LOG Modalità torcia 4T LOG | 4TLOG | ✓ | ||
| Ampere (unità) | A | ✓ | ✓ | Unità degli Ampere per le regolazioni e la visualizzazione della corrente di saldatura |
| Volt (unità) | V | ✓ | ✓ | Unità dei Volts per la visualizzazione della tensione di saldatura |
| Secondo o Hertz (unità) | s | Hz | ✓ | ✓ | Unità dei secondi o Hertz per regolazioni del tempo o della Frequenza |
| Percentuale (unità) | % | ✓ | ✓ | Unità delle percentuali per le regolazioni in properzione |
| Alternanza visualizzazione A o V | ✓ | ✓ | Alternanza di visualizzazione in corrente o in tensione durante e dello saldatura | |
| Accesso alla modalità programmata | JOB | ✓ | ✓ | Accesso al menu programmatiche (SAVE, JOB, ...) |
| Dispositivo riduttore di tensione | VRD | ✓ | ✓ | Simbolo normativo che indica lo stato della funizione VRD |
| Standby Standby del prodotto | ✓ | ✓ |
FUNZIONAMENTO DELL'IHM (INTERFACCIA) E DESCRIZIONE DEI SUOI PULSANTI
| Pulsante Messa in stand-by / Uscita dallo stand-by Questo pulsante viene utilizzato per attivare e uscire l'appareccchio alla modalità stand-by. L'attivazione della modalità non è possibile quando il prodotto è nella condizione di saldatura. Note: All'accensione, il prodotto si avvia in modalità stand-by. | |
| TIG-HF TIG-Lift MMA 3 | Tasto di selezione del processo di saldatura Questo pulsante permebbe di selezione il processo di saldatura. Ogni volta che si preme/rilascia genera lo spostamento tra i processi di saldatura seguenti: TIG HF / TIG LIFT / MMA. Il LED indica il procedimento selezionato. |
| 2T 4T 4TLOG 3 | Pulsante di selezione della modalità del pulsante torcia Questo pulsante permebbe di configurare la modalità di utilizzo del pulsante torcia. Ogni volta che si preme/rilascia genera lo spostamento tra le seguenti modalità: 2T / 4T / 4T LOG. Il LED indica la modalità selezionata. Nota: la modalità pulsante torcia selezionata in automatico all'avviamento del dispositiivo corrisponde all'ultimo procedimento utilizzato prima dell'ultimo stand-by o dello spegnimento. Per saperne di più,fare riferimento alla sezione « Torce compatibili e comportamento pulsante torcia » |
| Pulse Spot MMA Pulse | Pulsante di selezione dei possibili processi Questo pulsante permebbe la selezione del « Sottoprocesso». Ogni volta che si preme/rilascia genera lo spostamento tra i seguenti sottoprocessi : PULSE / SPOT / SPOT PULSE (unicamente in modalità TIG) / MMA PULSE (unicamente in modalità MMA). Il LED indica il procedimento selezionato. Nota: La modalità SPOT non è accessibile in configurazione pulsante torcia 4T & 4T LOG e nella modalità di saldatura MMA. La modalità PULSATA non è accessibile in configurazione pulsante torcia 4T LOG e in modalità di saldatura MMA. Il sottoprocesso selezionato in automatico all'avviamento del dispositiivo corrisponde all'ultimo sottoprocesso utilizzato prima dell'ultimo stand-by o dello spegnimento. |
| 1+ | Codificatore incrementale principale In automatico, il codificatore permebbe di regolare la corrente di saldatura.. E' usualmente utilizzato per regolare i valori di altri parametri che sono selezionati attraverso i pulsanti che sono associati. Una volta che la regolazione del parametro è terminata, è possible ripremore il pulsante del parametro che viene regolato in modo che il codificatore incrementale sia di nuovo legato alla regolazione della corrente. E' usualmente possibile premere su un'alto pulsante legato ad un'alto parametro per procedere alla sua regolazione. Se nessun'azione viene effettua sull'IHM per 2 secondi, il codificatore incrementale si trova di nuovo legato alla regolazione di corrente di saldatura. |
| Pulsante « Pre-Gas » La regolazione del Pre-Gas avviene premendo e rilasciano il pulsante di Pre-Gas è poi azionando il codificatore incrementale principale. Il valor del Pre-Gas augmente quando il codificatore incrementale viene azionato in senso orario e diminuisce quando è azionato nel senso antiorario. Una volta che la regolazione è effettua, è possible ripremore e rilasciare il pulsante Pre-Gas affinché il codificatore incrementale principale sia di nuovo legato alla regolazione di corrente oppure attendere 2 secondi. Il passo di regolazione è di 0,1 sec. Il valor minimale è di 0 sec. è il valor massimale di 25 sec. | |
| Il pulsante « Post-Gas » La regolazione del Post-Gas avviene premendo e rilasciano il pulsante di Post-Gas è poi azionando il codificatore incrementale principale. Il valor del Post-Gas augmente quando il codificatore incrementale viene azionato in senso orario e diminuisce quando è azionato nel senso antiorario. Una volta che la regolazione è effettua, è possible ripremore e rilasciare il pulsante Post-Gas affinché il codificatore incrementale principale sia di nuovo legato alla regolazione di corrente oppure attendere 2 secondi. Il passo di regolazione è di 0,1 sec. Il valor minimale è di 0 sec. è il valor massimale di 25 sec. In automatico, il valor è del 40%. | |
| Pulsante di regolazione di corrente di ascesa o « Up Slope » La regolazione della rampa di ascesa di corrente viene fattà appoggiando e rilasciano il pulsante della rampa di ascesa di corrente e poi azionando il codificatore incrementale principale. Il valor della rampa di ascesa della corrente aumenta quando il codificatore incrementale viene azionato in senso orario e diminuisce quando è azionato nel senso antiorario. Una volta che la regolazione è effettua, è possible ripremore e rilasciare il pulsante della rampa di ascesa della corrente affinché il codificatore incrementale principale sia di nuovo legato alla regolazione di corrente oppure attendere 2 secondi. Il passo di regolazione è di 0,1 sec. Il valor minimale è di 0 sec. è il valor massimale di 25 sec. In automatico, il valor è di 0 sec. In modalità MMA, I'Hotstart viene regolato tra 0 e 100% della corrente di saldatura a passi di 5%. Il valor pream-postato è del 40%. | |
| Potenziometro di regolazione dell'evanescenza o « DownSlope » Il potenziometro « DownSlope » permette di regolare il valor dell'evanescenza della corrente (incremento nel senso orario e decremente nel senso antorario). Il valor è visible sul display 7 segmenti e resta visible per 2 secondi se un'azione sul potenziometro viene effettua. Il valor minimale è di 0 sec. è il valor massimale di 20 sec. |

Pulsante di regolazione della corrente fredda
Quando un de due procedimenti TIG HF o TIG LIFT vene selezionato, il pulsante di regoloazione della corrente fredda permette di regolare il value della corrente fredda unicamente nella configurazione « PULSATO ». Il value cui è essere regolato tra 20% e 80% della corrente di saldatura. Il passo di incremento è di 1%. In automatico, il value è del 30%.
In modalità MMA, l'Arc Force è indicizzato da -10 a +10 (-10 = non c'é Arc Force / da -9 à +10 = regolazione dell'Arc Force possible).
In automatico il valore indicizzato è 0.
SALDATURA ALL'ELETTRODO RIVESTITO (MODO MMA)
COLLEGAMENTO E CONSIGLI
- Collegare i cavi porta elettro do e morsetto di massa nei connettori di raccordo
Rispettare le polarità e l'intensità di saltatura indicate sulle scatole delgli elettrodi, - Togliere l'elettro do dal porta elettro quando il disposicao non è in uso.
SCELTA DEGLI ELETTRODI RIVESTITI
Elettrodi Rutili:utilizzo facile in tutte le posizioni in corrente CC.
Elettrodo basico: utilizzo in tutte le posizioni CC, adattato ai lavori di sicurezza per delle proprieta meccaniche accurate
MMA STANDARD
Questa modalità di saldatura MMA Standard è adatta alla maggiordi parte delle applicazioni. Permette la saldatura con tutti i tipi di elettrodi rivestiti, rutilo e basico e su tutti i materiali: acciaio, acciaio inossidabile, ghise.

MMA Standard
Le zone in grigio scuro non sono utili in questa modalità.
| Denominazione Regolazione | Descrizione & consiglio |
| Percentuale de Hot Start 0 - | 100 % |
| Corrente di saldatura 10 - 200 A | La corrente di saldatura viene impostata in base al tipo di elettrodo scelto (fare riferimento alla confezione dell'elettrodo). |
| Arc Force -10 / +10 |
MMA Pulsato
La modalità di saldatura MMA Pulsata è adatta ad applicazione in posizione verticale montante (PF). Il pulsato permette di conservare un bagno freddo favorendo il trasferimento di materia. Senza pulsazione la saldatura verticale richiede un movimento «a pino», altrimenti dello spostamento triangolare, difficile. Grazie al MMA Pulsato non è più necessario fare questo movimento, a seconda dello spessore del pezzo può essere sufficiente uno spostamento dritto verso l'alto. Se si vuole, a volte, allargare il bagno di fusione, sare sffermente un simplice movimento laterale simile alla saldatura a piatto. Questo procedimento offre inottre una grande padronanza della saldatura verticale.
La regolazione della frequenza di pulsazionviene fatt premdo e rilasciando il pulsante « F(Hz) » e poi azionando il codificatore incrementale principale. Il value della frequenza augmente quando il codificatore incrementale viene azionato in senso orario e diminuisce quando viene azionato in senso antiorario. Una volta che la regolazione è effettuata, è possibile ripremere e rilasciare il pulsante « F(Hz) » affinché il codificatore incrementale principale sa di nuovo legato alla regolazione di corrente oppure attendere 2 secondi.

MMA PULSATO
Le zone in grigio scuro non sono utili in questa modalità.
| Denominazione Regolazione | Descrizione & consiglio |
| Percentuale de Hot Start 0 - | 100 % |
| Corrente di saldatura 10 - 200 A | La corrente di saldatura viene impostata in base al tipo di elettrodo scelto (fare riferimento alla confezione dell'elettrodo). |
| Frequenza della pulsa-zione | 0.4 - 20 Hz |
| Frequenza di pulsazione della modalità PULSATA. Il passo di incremento varia in funzione dell'intervallo della frequenza : | |
| Frequenza della pulsazione Passo di incremento | |
| 0.4 Hz - 3 Hz 0.1 Hz | |
| 3 Hz - 20 Hz 1 Hz | |
| Arc Force -10 / +10 |
MMA - Menu avanzato
E' possible accedere a delle regolazioni supplementari nel menu avanzato.
L'accesso a quosti parametri avanzati viene fatto premenso per più di 3 secondi sul pulsante La rotazione della manopola permette di accederai seguenti parametri avanzati:
| Parametro | Descrizione Regolazione | e Standard | Pulsa- to | Consigli | |
| « AST » AntiSticking ON/OFF | ✓ | ✓ | Si consiglia di rimuovere l'elettrodo in modo sicuro durante l'incollaggio sul pezzo da saldare. | ||
| « HSt » | Tempo di HotStart | 0 - 2 s | ✓ | ✓ | Il tempo di HotStart permette di regolare l'innesco degli elettrodi difficili. |
| « dcy » | Duty Cycle | 20 % - 80 % | ✓ | Bilanciamento del tempo di corrente fredda (I) della pulsazione | |
| « Ico » | Corrente fredda | 20 % - 80 % | ✓ | Seconda corrente di saldatura detta «fredda» | |
La validazione del parametro da modificaee viene fatta premendo il pulsante L'uscita dal menu avanzato si ottiene selezionando «ESC».
- La saldatura TIG DC richiede una protezione gas (Argon).
Collegare il morsetto di massa al connettore di raccordo positivo(+). Collegare il cavo di potenza della torcia nel connettore di collegamento negativo
(-) cosi come le connessioni del grilletto della torcia e del gas. - Assicurarsi che la torcia sia ben attrezzata e che i ricambi (pinze, supporto collare, diffusore e porta ugello) non siano usurati.
- La scelta dell'elettrado è in funzione della corente del processo TIG DC.
AFFILAMENTO DELL'ELETTRODO
Per un funzionamento ottimale, è consigliato utilizzato un elettrodo affiliato nella maniera seguente :
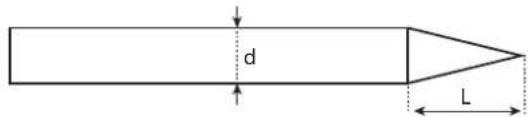
L = 3 x d per una corrente debole.
L = d per una corrente forte.
SCELTA DEL DIAMETRO DELL'ELETTRODO
| Ø Elettrodo (mm) | TIG DC | |
| Tungsteno puro Tungsteno con ossidi | ||
| 1 10 > 75 10 | > 75 | |
| 1.6 60 > 150 | 60 > 150 | |
| 2 75 > 180 10 | 100 > 200 | |
| 2.5 130 > 230 | 170 > 250 | |
| 3.2 160 > 310 | 225 > 330 | |
| 4 275 > 450 | 350 > 480 | |
| Circa = 80 A par mm de Ø | ||
SCELTA DEL TIPO DI INNESCO
TIG HF: innesco alta frequenza senza contatto.
TIG LIFT: avvio per contatto (per i luoghi sensibili alle perturbazioni HF).



1- Posizione la torcia nella posizione di saldatura sopra il pezzo (circa 2-3 mm di spazio tra la punta dell'elettrodo e il pezzo).
2- Premere il pulsante torcia (l'arco viene innescato senza contatto utilizzando impulsi di accensione ad alla tensione HF).
3-La corrente iniziale di saldatura scorre, la saldatura continua secondo il ciclo di saldatura.
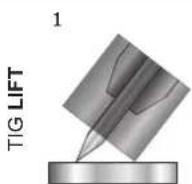


1- Posizione l'uglio della torcia e la punta dell'elettrodo sul pezzo e azionare il pulsante della torcia.
2-Inclinare la torcia fino a quando una distanza di circa 2-3 mm separa la punta dell'elettrodo dal pezzo. L'arco si innesca.
3-Rimettere la torcia in posizione normale per iniziare il ciclo di saldatura.
Avertenze: un aumento della lunghezza della torcia o dei cavi di ritorno oletre la lunghezza massima specificata dal produttore aumenter il rischio di scosse elettriche.
TIG DC - STANDARD
Il processo di saldatura TIG DC Standard consente saldature di alta qualita sulla maggiore parte dei materiali ferrosi come acciaio, acciaio inossidabile, maanche rame e sue leghe, titanio ... Le numerous potibilità di gestione corrente e i gas consentono la perfetta padronanza delle operazioni di saldatura, dall'innesco al raffreddamento finale del cordone di saldatura.
TIG DC Standard

Le zone in grigio scuro non sono utili in questa modalità.
TIG DC - Pulsato
TIG DC Pulsato - PulsatoQuesto modo di saldatura a corrente continua pulsata concateneta degli impulsi di corrente debole (I, impulsione di saldatura), poi delle impulsioni di corrente debole (I_Freddo, impulsione di raffreddamento del pezzo). Questo modo permette di assemblare i pezzi limitando il rialzo della temperatura.
Esempio:
La corrente di saldatura è regolata a 100A e % (I_Freddo) = 50%, sua una corrente fredda= 50% x 100A = 50A. F(Hz) è regolato a 2 Hz, il periodo del segnale sare di 1/2 Hz = 500ms. Ogni 250 ms si susseguiranno un impulso a 100A e poi un'alto a 50 A.
TIG DC Pulsato

Le zone in grigio scuro non sono utili in questa modalita.
Consigli:
La scelta della frequenza:
Se si esegue la saldatura con metallo in manuale, allora F (Hz) sincronizzato sul gesto di contribulo,
- Se a spessore sottile senza apporto (<0,8 mm), F (Hz)>10Hz
La regolazione della frequenza di pulsazionviete fatta premendo e rilasciando il pulsante « F(Hz) » e poi azionando il codificatore incrementale principale. Il valor della frequenza augmente quando il codificatore incrementale viene azionato in senso orario e diminuisce quando viene azionato in senso antiario. Una volta che la regolazione è effettuata, è possible ripremere e rilasciare il pulsante « F(Hz) » affinché il codificatore incrementale principale sia di nuovo legato alla regolazione di corrente oppure attendere 2 secondi.
| Denominazione Regolazione Descrizione & consiglio | ||
| Pre Gas 0 - 25 s Tempi di pulizia della torcia e di creatazione della protezione gas prima dell'innesco. | ||
| Corrente di avvio 10 - 200% | Questa corrente portante all'avvio è una fase prima della rampa di aumento in corrente. | |
| Tempo di avviamento 0 - 10 s | ||
| Aumento di corrente 0 - 25 s Rampa di aumento corrente | ||
| Corrente di saldatura 3 - 200 A Corrente di saldatura | ||
| Corrente fredda 20 - 80 % Seconda corrente di saldatura della fredda | ||
| Frequenza della pulsazione 0.1 - 200 Hz Frequenza della pulsazione | ||
| Evanescenza | 0 - 20 s Rampa | di discesa in corrente. |
| Corrente di arresto | 10 - 100 % | Questa corrente portante all'arresto è una fase dopo la rampa di discesa in corrente |
| Tempo d'arresto | 0 - 10 s | |
| Post Gas | 0 - 25 s | Durata di mantenimento della protezione gas dopo l'estinzione dell'arco. Permette di proteggere il pezzo eanche l'elettrodo contro le ossidazioni. |
TIG - Menu avanzato
E' possible accedere a delle regolazioni supplementari nel menu avanzato.
L'accesso a quosti parametri avanzati viene fatto premenso per più di 3 secondi sul pulsante. La rotazione della manopola permette di accederai seguenti parametri avanzati:
| Parametro | Descrizione | Regolazione | Standard | Pulsa- to | Consigli |
| « ISa » | Corrente della fase di avvio della saldatura | 10 % - 200 % | ✓ | ✓ | Questa corrente portante è una fase prima dell'augimento in corrente. |
| « tSa » | Tempo della fase di avvio della saldatura | 0 s - 10 s | ✓ | ✓ | |
| « ISO » | Corrente della fase d'interruzione della saldatura | 10 % - 100 % | ✓ | ✓ | Questa corrente portante è una fase dopo discesa di corrente |
| « tSo » | Tempo della fase d'interruzione della saldatura | 0 s - 10 s | ✓ | ✓ | |
| « dcy » | Duty cycle | 20 % - 80 % | ✓ | Bilanciamento del tempo di corrente fredda (I) della pulsazione |
La validazione del parametro da modificaee viene fatt premendo il pulsante L'uscita dal menu avanzato si ottiene selezionando «ESC»
Puntatura SPOT
Questa modalità di saldatura permette il pre assemblaggio dei pezzi prima di saldare. La puntata può essere manuale atraverso il pulsante o cronometrato con un tempo di puntamento predefinito. Questo tempo di puntata permette una miglior riproducibilità e la realizzazione del punto non ossidato (accessible con il pulsante «F(Hz)».

TIG SPOT
Le zone in grigio scuro non sono utili in questa modalità.
| Descrizione Regolazione C | onsigli | |
| Pre Gas | 0 - 60 s | Tempi di pulizia della torcia e di creazione della protezione gas prima dell'innesco. |
| Corrente di saldatura 10 - 2 | 00 A Corrente di saldatura. | |
| Spot | Man, 0,1 - 60 s | Manuale o una durata definita |
| Post Gas | 0 - 60 s | Durata di mantenimento della protezione gas dopo l'estinzione dell'arco. Permette di proteggere il pezzo eanche l'elettrodo contro le ossidazioni. |
Puntatura SPOT PULSE
Questo metodo di saldatura delle lamiere sottili permette il pre-assemblaggio delle parti prima della saldatura. La puntatura puo essere manuale atraverso il pulsante o cronometrato con un tempo di puntamento predefinito. Questo tempo di puntatura permette una miglior riproducibilità e la realizzazione del punto non ossidato (accessible con il pulsante «F(Hz)».
TIG SPOT PULSE

Le zone in grigio scuro non sono utili in questa modalità.
| Descrizione Regolazione C | consiglio | |
| Pre Gas 0 - 60 s Tempi di p | ulizia della torcia e di creazione della protezione gas prima dell'innesco. | |
| Corrente di saldatura 10 - 200 A Corrente di saldatura. | ||
| Spot pulse Man, 0,01 - 60 s | Manuale o una durata definita | |
| Post Gas 0 - 60 s | Durata di mantenimento della protezione gas dopo l'estinzione dell'arco. Permette di proteggere il pezzo eanche l'elettrodo contro le ossidazioni. | |
MEMORIZAZIONE DELLE CONFIGURAZIONI DI SALDATURA
I parametri in uso sono automaticamente memorizzati e richiamati all'accensione successiva. Oltre ai parametri in corso, è possible salvare e richiamare le configurazioni chiamate «JOB» Il pulsante « JOB » permette di registrar, di richiamare e di eliminare una configurazione. 50 Jobs sono memorizzabili per procedimento di saldatura.
Creazione di un job
- Regolare l'insieme dei parametri di saldatura desiderati,
- Premere a lungo (superiore a 3 sec.) sul pulsante « JOB »,
-Lindicazione IN appeare sul display, - Selezionare un numero di job con l'aiuto del codificatore incrementale. Solo i numero che non sono gli stati associati a un job preventamente registrato sono selezionabili e vengono indicati sul display,
- Una volta scelto il numero del job, premere il pulsante « JOB » per convalidare e registrarlo sotto il numero selezionato,
- Il numero di job resta in seguito visible, quello indica che l'azione di salvataggio si è svolta con successo. La visualizzazione del numero persistsiste fino a che un'alto pulsnate o il pulsante torcia vengono attenuati.
Note: Se tutti i numero sono già assegnati a dei job registrati, l'IHM migliorà « Full »
Richiamo dei job
A parte il fatto che la saldatura non sia in corso, il richiamo di un job non necessita una condizione iniziale particolare:
- Premere brevamente (che non superi 2 sec.) sul pulsante « JOB »,
- L'indicazione « OUT » appeare sul display dell'IHM,
- Con il codificatore incrementale, selezionare un numero di job. Sul display vengono visualizzati solo i dati associati ai lavori esistenti. Se nessun job è registrato, l'IHM在哪 « - - - »
- Una volta seelezionato il numero del job, premere il pulsante « JOB » per convalidare la configurazione. Il numero di job lampeggia allora sul display, quello indica che il job si è caricato. Il numero continua a lampeggiare fino a che un'alto parametro viene modificato o fino a che si preme sul pulsnate torcia per lanciare il ciclo di saldatura.
Eliminazione di un job
- Premere brevamente (che non superi 2 sec.) sul pulsante « JOB »,
L'indicazione « OUT » appeare sul display dell'IHM, - Con il codificatore incrementale, selezionare un numero di job. Sul display vengono visualizzati solo i numero associati ai lavori esistenti.
- Premere 3 volte successiavemnte sul pulsante « JOB ». Il job selezionato viene ora rimioso e il generatore alla sua nuovo la corrente di saldatura.
COMBINAZIONI CONSIGLIATE
| ↓↑ | Corrente (A) Elettro | (mm) Ugello (mm) Flusso A | argon (L/min) | |
| 0.3 - 3 mm 5 - 75 1 | 6.5 6 - 7 | |||
| 2.4 - 6 mm 60 - 150 | 1.6 8 6 - 7 | |||
| 4 - 8 mm 100 - 160 | 2.4 9.5 7 - 8 |
TORCE COMPATIBILI E COMPORTAMENTI DEI PULSANTI
| Lamella | DB Doppio Pulsante | Doppio Pulsante + Potenziometro |
| ✓ | ✓ | ✓ |
Per la torcia a un tasting, il tasting è chiamato «tasting principale».
Per la torcia a 2 PULSANTI, il primo tasto è chiamato «tasto principale» è il secondo è chiamato «tasto secondario».
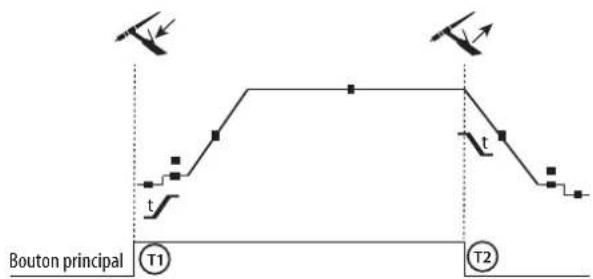
MODO2T
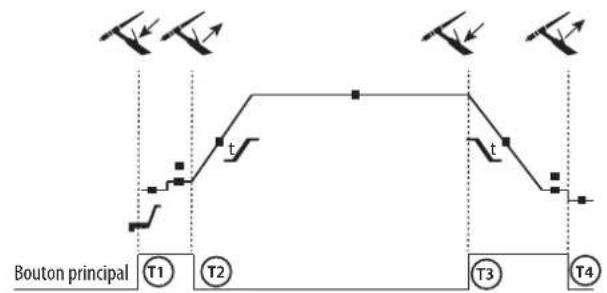
MODO4T

MODALITA 4T log
T1 - Il tastingo principale è premuto, il ciclo di saldatura comincia (PreGaz, I_Start, UpSlope e saldatura).
T2 - Il tastingo princioale è rilasciato, il ciclo di saldatura è all'arresto (DownSlope, I_Stop, PostGaz).
Per la torcia a 2 tasting e solo in 2T, il tasting secondario è gestito come il tasting principale.
T1 - Il pulsante principale è premuto, il ciclo si avvia a partire dal Pre-Gas e si arrasta nella fase di I Start.
T2 - Il pulsante principale è rilasciato, il ciclo continua in UpSlope e in saldatura.
T3 - Il tasto principale è premuto, il ciclo passa in DownSlope e si ferma in fase di ISTOP.
T4 - Quando il pulsante principale viene rilasciato, il ciclo si conclude con il PostGas.
Per la torcia a 2 tasti, il tastingo secondario è inattivo.
T1 - Il pulsante principale è premuto, il ciclo si avvia a partire dal Pre-Gase e si arrasta nella fase di I Start.
T2 - Il pulsante principale è rilasciato, il ciclo continua in UpSlope e in saldatura.
LOG : esta modalità di funzionamento viene utilizzata in fase di saldatura:
- con una pressione sul pulsante principale (<0.5s), la corrente passa da corrente di I saldatura a I freddo e viceversa.
- Il pulsante principale si mentiene premuto, la corrente passa da corrente di I saldatura a I freddo
- Il pulsante secondario si mantiene rilasciato, la corrente passa da corrente di I freddo a I saldatura.
T3: Premendo a lungo sul pulsante principale (>0,5 sec.), il ciclo passa in DownSlope e si ferma nella fase di I_Stop.
T4 - Quando il pulsante principale viene rilasciato il ciclo termina con il PostGas.
CONNETTORE DI CONTROLLO DEL PULSANTE
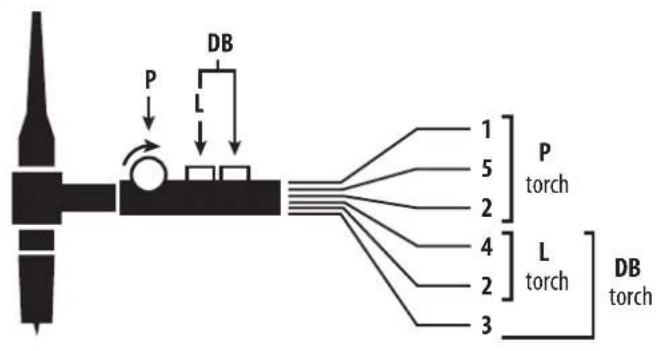
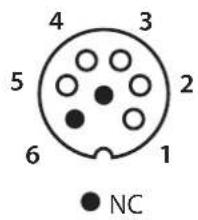
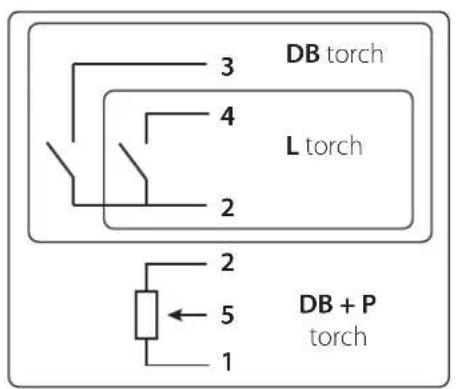
Schema di cablaggio secondo il tipo di torcia. Schema elettrico in funzione del tipo di torcia.
| Tipi di torcia Scelta del filo | Pin del connettore associato | |||
| Torcia doppio pulsante + potenziometro. | Torcia doppio pulsante Torcia a lamelle | Comune/Massa 2 | ||
| Pulsante 1 4 | ||||
| Pulsante 2 3 | ||||
| Comune/Massa del potenziometro | 2 | |||
| 10 V 1 | ||||
| Cursore 5 | ||||
COMANDO A DISTANZA
Il dato a distanza analogico funziona in processo TIG e MMA.

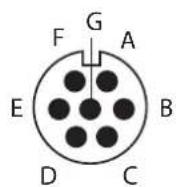
rif. 045699 Vista esterna Schema elettrico in funzione dei comandi a distanza.
Connessione
1-Collegare il commande a distance sul lato posteriore della fonte di corrente di saldatura.
2-L'IHM rileva la presenza di un dato a distance e propone una scelta de selezione accesibile alla rotella.
Connettivita
Il prodotto è dotato di un connettore femmina per lavoro a distanza.
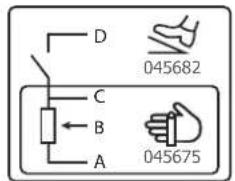
La presa maschio specifica 7 punti (opzione rif. 045699) permette di collegarci i diversi tipi di lavoro a distance. Per il cablaggio, seguire lo schema qui in basso.
| Scelta del filo Pin del cornelettore associato | ||
| Pedale Comando a distanza manuale | 10 V A | |
| Cursore | B. | |
| Comune/Massa | C | |
| Switch / Interruttore | D | |
Funzionamento :
Comando a distanza manuale (opzione rif. 045675):
Il dato a distanza manuale permette di far varie la corrente dal 50% al 100% dell'intensita regolata. In questa configurazione, tutte le modalità e funzionalità del dispositivo sono accessibili e parametrabili.
Pedale (opzione rif. 045682) :
Il pedale permette di far variate la corrente dal 10% al 100% dell'intensità regolata. In TIG, la fonte di corrente di saldatura funziona unicamente in modalità 2T. Inoltre, l'autozzo e l'evanescenza della corrente non sono più generati dal dispositivo (funzioni inattive) ma dall'utente grazie all'uso del pedale.
MESSAGE D'ERRORE, ANOMALIE, CAUSE, RIMEDI
Questo dispositivo integra un systemi di controllo dei difetti.
Una seri di messaggi alla tastiera di controlo permette una diagnosi degli erre e delle anomalie.
| Codice erre Significato CAUSE RIMEDI | |||
| EH° | Protezione termica | Sorpasso del ciclo di lavoro Temperature ambiente superiore a 40°C Entrate d'aria ostruite | Attendere l'estinzione della spia per riprendere la saldatura. Rispettare il fattore di marcia e assicurare una Buona ventilazione |
| US1 | Difetto di sovratensione settore | Tensione settore fuori tolleranza massima (230V monofase +/- 15%) | Una sovratensione sulle rete elettrica è all'origine del messaggio. Far controllare l'installazione elettrica o il gruppo elettrogeno da una persona abilitata. |
| USc | Difetto torcia II (o i) pulsante(i) della | torcia sono in difetto | Verificare che nessun elemento non preme sul/i pulsante/i della torcia all'avvia-mentedel prodotto. |
| USD | Difetto pedale II pedale è premuto | Verificare che nessun elemento sia appoggiato sul pedale all'accensione del prodotto. | |
| EBP | Errore pulsante/i automatico/i Pulsante/i automatico/i in corto circuito | errante/i automatico/i in corto circuito | Verificare che nessuno dei pulsanti automatici sa premuto |
| Anomalie Cause Rimedi | |||
| TIG-MMA | Lo schermo è accesso ma il dispositivo non eroga nessuna corrente | Il cavo del morsetto di massa, la torcia o il portaelettro non sono connessi al dispositivo. | Verificare le connessioni. |
| Il dispositivo è alimentato, e si possono sentire formicolii sulla mano quandoesso è in contatto con la carrozzeria. | La messa a terra è diffettosa. | Controllare la presa e la messa a terra del vostro impianto. | |
| Il dispositivo salda male Errore di polarità | Verificare la polarità consigliata sulla scatola dell'elettrodo | ||
| TIG | Arco instabile | Difetto proveniente dall'elettro do tungsteno | Usare un elettrodo in tungsteno di taglia appropriata |
| Usare un elettrodo in tungsteno correttamente preparato | |||
| Utilizzato un elettrodo in tungsteno che sua adatto al DC | |||
| Flusso di gas mal regolato | Verificare il flusso di gas del manometro della bombola | ||
| L'elettro do in tungsteno si ossida e si annerisce alla fine della saldatura | Problema di gas, o interruzione prematura del gas | Controllare e stringere tutte le connessioni gas. Aspettre che l'elettro do raffreddi prima di interrompere il gas. | |
| L'elettro fonde Errore di polarità | Verificare che il morsetto sia ben collegati al (+) e la torcia al (-) del prodotto | ||
CONDITIONI DI GARANZIA
La garanzia copre agli difettto di fabbricazione per 2 anni, a partire alla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
- Ogni danno dovuto al trasporto.
- La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
Gli incidenti causati da uso improprio (erreore di alimentazione, cadute, smontaggio).
I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rispedire il dispositivo al vostro distributore, alleging:
- una prova d'acquisto con data (scontrino, fattura...)
- unanota spiegando il guasto (in francese o inglese).
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / 3ANACHBIE YACTN / RESERVE ONDERDELEN / PEZZI DIRICAMBIO
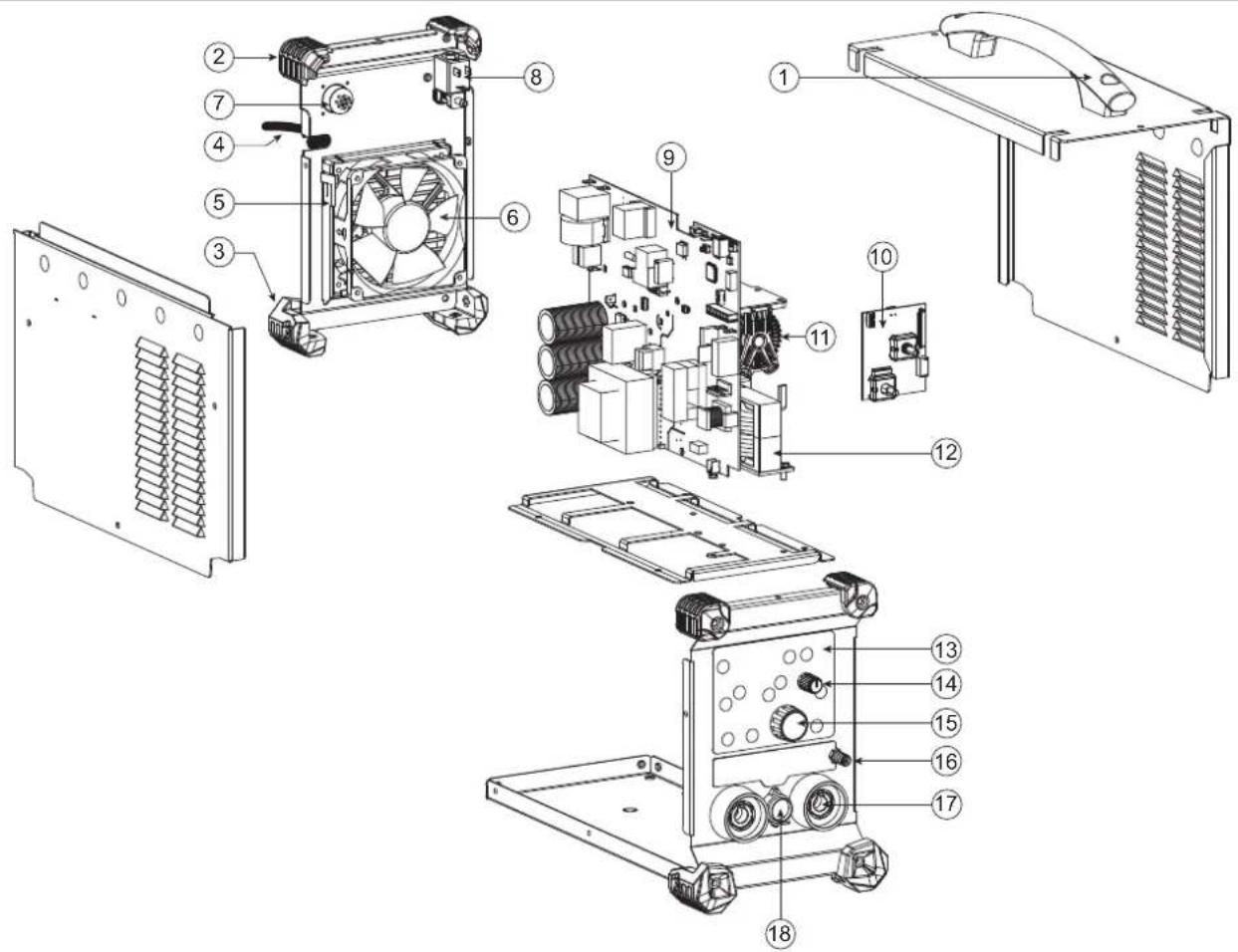
| 1 Poignée / Handle / Griff / Mango / Handvat 56048 | ||
| 2 Patin d'angle supérieur / Upper corner pad / Oberer Eckschuh / Zapato de esquina superior / Bovenste hoek schoen 56163 | ||
| 3 Patin d'angle inférieur / Lower corner pad / Unterer Eckschuh / Zapato de esquina inferior / Onderste hoek schoen | 56120 | |
| 4 Cordon secteur / Power cord / Netzkabel / Cable de alimentacion / Netsnoer 21464 | ||
| 5 Grille ventilateur / Fan grill / Lüftergitter / Rejilla del ventilador / Ventilatorrooster | 51010 | |
| 6 Ventilateur / Fan / Lüfter / Abanico / Ventilator 51021 | ||
| 7 Faisceau commande à distance / Remote control beam / Fernbedienungsstrahl / Haz de control remoto / Afstandsbedieningsstraal | 71513 | |
| 8 Electrovanne / Solenoid valve / Solenoidventil / Electroválvula / Magnetoventiel 71542 | ||
| 9 Carte principale / Main map / Hauptkarte / Mapa principal / Hoofdaart E0067C | ||
| 10 Carte IHM / HMI card / HMI-Karte / Tarjeta HMI / HMI-kaart E0066C | ||
| 11 Self | 63691 | |
| 12 Transformateur / Transformer / Transformator / Transformador / Transformator | 96130 | |
| 13 Clavier / Keyboard / Tastatur / Teclado / Toetsenbord | 51994 | |
| 14 Bouton noir Ø21mm / Black knob Ø21mm / Schwarzer Drehknopf Ø21mm / Pomo negro Ø21mm / Zwarte knop Ø21mm | 73019 | |
| 15 Bouton noir Ø28mm / Black knob Ø28mm / Schwarzer Drehknopf Ø28mm / Pomo negro Ø28mm / Zwarte knop Ø28mm | 73016 | |
| 16 Connecteur gaz / Gas connector / Gasanschluss / Conector de gas / Gasaansluiting | 55090 | |
| 17 Prise texas / texas plug / Texas-Stecker / Enchufe / Texas stekker | 51528 | |
| 18 Faisceau connecteur torche / Torch connector / Kabelbaum Brennerstecker / Conexión de la antorcha / Zaklamp connector | 71873 | |
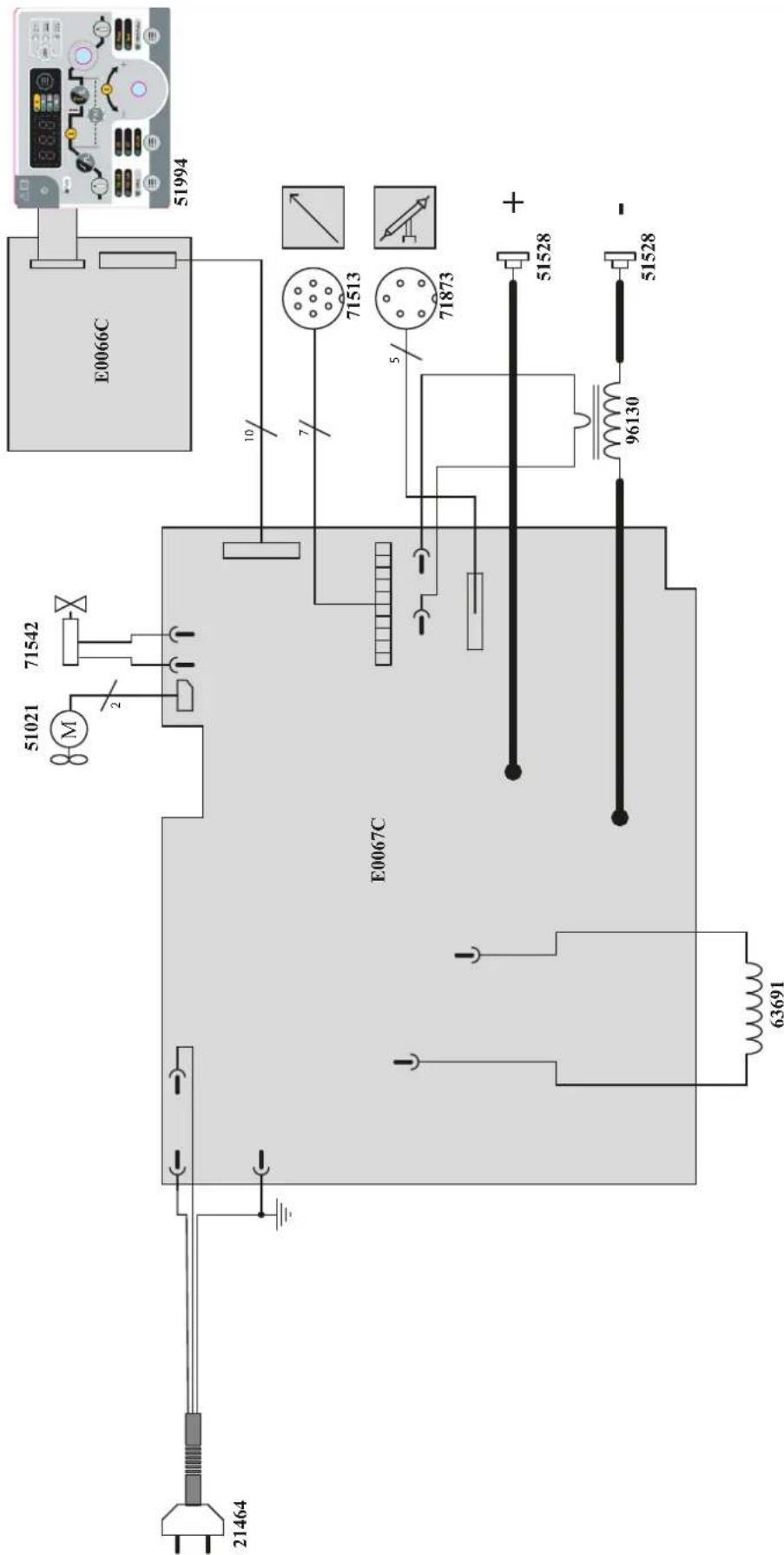
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / ΘJEKTPUÇECKAR CXEMA / ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TECNICAS / TEXHNUECKNE CNEUΦIKEAUNI / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
| Primaire / Primary / Primair / Primario / Пervида / Primaire / Primario | ||
| Tension d'alimentation / Power supply voltage / Versorgungsspannung / Tensión de red electría / Нарrippeniente Плесаня / Voedingsspanning / Tensión di alimentazione U1 230 V +/- 15% | ||
| Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia /Частota сети / Frequentie sector / Frecenza settore | ||
| Nombre de phases / Number of phases / Anzahl der Phasen / Numero de fases / Kolunchestvo phaz / Aantal fasin /Numero di fase / Liczba faz | ||
| Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавки Predoxpanitelny prepebivate / Zekering hoofdschakelaar / Fusible disgustore | ||
| Courant d'alimentation effectif maximal l'eff / Maximum effective supply current l'eff / Corrente de alimentación efectiva Maxima l'eff / Maximale effectieve voedingsstroom l'eff / Corrente di alimentazione effettiva massima l'eff / Maksymalny efektwyny prad zasilania l'eff | ||
| Courant d'alimentation maximal l'max / Maximum supply current l'max / Corrente de alimentación maxima l'max / Maximale voedingsstroom l'max / Corrente di alimentazione massima l'max / Maksymalny prad zasilania l'max | ||
| Section du cordon secteur / Mains cable section / Sectie netsoer / Sezione del cable de alimentación / Sezione del cavo di alimentazione / Odcinek przywodu zasilajaçego | ||
| Puisance active maximale consommée / Maximum active power consumed / Consumo maximo de energia activa / Maximale actieve verbruikte vermogen / Potenza attiva massima consumata / Maksymalny podó mocy czynnej | ||
| Consummation au ralenti / Idle consumption / Consumo en ralentizado / Stationair verbruik / Consumo al minimo / Zužycie na biegu jalowym | ||
| Rendiment à l'2max / Efficiency at l'2max / Eficiência a l'2max / Rendiment bij l'2max / Efficiência a l'2max / Sprawnosć przy l'2max | ||
| Facteur de puissance à l'2max (λ) / Power factor at l'2max (λ) / Factor de potência a l'2max (λ) / Inschakelduur bij l'2max (λ) / Ciclo di potenza a l'2max (λ) / Wspólczynnik mocy przy l'2max (λ) | ||
| Classe CEM / EMC class / Classe CEM / Klassa EMC A | ||
| Secondaire / Secondary / Sekundär / Secundario / Вторуна / Secondair / Secondario MMA TIG | ||
| Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacio / Habrajtenne xohocstoro xóda / Nulllastspanning / Tensiona vuoto U0 | ||
| Tension crête du dispositif d'amorçage manuel (EN60974-3) / Manual striking system's maximum voltage (EN60974-3) / Spitzenspannung des manuellen Startgerätes (EN60974-3) / Tensión pico del disposito decebado manual (EN60974- 3) / Плобове начpenьених менизma руного поцура (EN60974-3) / Piekspanning van het handmatige startysystem (EN60974-3) / Tensione di picco del disposito di innesco manuale (EN60974-3) | ||
| Nature du courant de soudage / Type of welding current / Tipo de corrente de soldadura / Type lasstroom / Tipo di corrente di saldatura / Rodzaj pradu spawania | ||
| Modes de soudage / Welding modes / Modos de soldadura / Lasmodules / Modalità di saldatura / Tryby spawania | ||
| Courant de soudage minimal / Minimum welding current / Corrente minima de soldadura / Minimale lasstroom / Corrente minima di saldatura / Minimaly prad spawania | ||
| Courant de sortie nominal / Rate current output / nominaler Arbeitsstrom / Corrente de salida nominal / Нominational blychodnok tok / Nomiale uittgangsstroom / Corrente di uscita nominale I2 | ||
| Tension de sortie conventionnelle / Conventional voltage output / entspruchende Arbeitsstappannung / Üswobnoe blychodnok hapiapenienia / Tensión de salda convencional / Conventionele uittgangsspanning / Tensione di uscita convenzione U2 | ||
| Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1. Einschaltdauer @ 40°C (10 min), EN60974-1-Norm / Ciclo de trabajo a 40°C (10 min), Norma EN60974-1/ПВ% prii 40°C (10 min), Hôpma EN60974-1, Inschakelduur bij 40°C (10 min), Norm EN60974-1, Ciclo di lavoro a 40°C (10 min), Norma EN60974-1. | ||
| Température de fonctionnement / Functioning temperature / Betriebstempoatur / Temperatura de functimento / Paòchay temperepatrya / Gebruikstemperatuur / Temperatura di funzonamento | ||
| Température de stockage / Storage temperature / Lagertempoatur / Temperatura de almacenaje / Tempepatrya xpaneniesi / Bewaartempoatur / Temperatura di stoccaggio | ||
| Degre de protection / Protection level / Schutzart / Grado de protección / Strençel ha azúttel / Beschermingsklasse / Grado di protezione | ||
| Dimensions (Lxih) / Dimensions (LxWxH) / Abmessungen (Lxbxt) / Dimensiones (Lxih) / Pázměpy (ДxiUxB) / Afmetingen (Lxih) / Dimensioni (Lxih) | ||
| Poids / Weight / Gewicht / Bec / Peso / Gewicht / Peso 10 kg |
Beiahr h t r i n.
1cici di lavoro sono realizzati secondo la norma EN60974-1 a 40^ e su un ciclo di 10 min.
Durante fuso intensivo 三 al ciclo di lavoro) la protezione termica pue attivarsi, in quello caso, l'arco si spegne e la spia si illumina.
Lasciate il disposito collegato per permiette il raffreddamento fino all'annullamento della protezione.
La fonce di corrente di saldatura presenta una caratteristica di uscita spiovente.
SYMBOLS/ZEICHENERKLÄRUNG/ICONOS/CHMBOJI/BI/PICTOGRAMMEN/ICONE/ICONES/IKONY/IKONER/IKONER/IKONER/KUVAKKEET/IKONOK/VYSVETLENISYMBOLU/AICON/图示/EIKONIA/ICOANE
| IEC 60974-1IEC 60974-10Class A | R L'appareil respecte la norme EN60974-1 et EN60971-10 apparemé de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DEDas Gerat erfuilli die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A E EI aparato se ajusta à la norma EN60974-1 y EN 60971-10, aparato de classe A. AU Annapatcoorbêtctbwyet hopmam EN60974-1 n EN60971-10 annapat klacca A. N Dlt klasse A apparaat voldoet aan de EN60974-1 en EN60971-10 normen. I II disposittivo rispetta la norma EN60974-1 e EN 60971-10 dispositivo classe A. |
| IEC 60974-3 | R L'appareil respecte la norme EN 60974-3. E N This product is compliant with standard EN 60974-3. DE Das Gerat entspricht der Norm EN 60974-3. E E EI aparato es conforme à las normas EN60974-3. R Annapat coebnoaert hopmbl EN 60974-3. NL Het apparaat voldoet aan de norm EN 60974-3. II disposittivo rispetta la norma EN 60974-3. |
| EAC | R Ce matériel faisant l'objet d'une collecte sélective selon la directive europeenne 2012/19/UE. Ne pas jeter dans une poulle domestique! E N This hardware is subject to waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin! DE Für die Entsorgung Ihres Gerätes geltten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es dare nicht mit dem Hausmüll entsorgt werden! ES Este material requiere una recogida de basuras selectively segun la directiva europea 2012/19/UE. J No tirar este produits a la basura domestica! RU Θto oboprouvabonne nopekmit nepepabotke cornaccho dupekmite Ebrococoza 2012/19/UE. He blybpaibvat B obssm mycopocobnik! NL Afzonderlijke inzameling vereist volgens de Europese richtlij 2012/19/UE. Gooi het apparaat net bij het huishoudelijk afval! I NT Questo materiaile è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smalire coni rifiuti domestici! |
| EAC | R Produit recyclable qui relève d'une consigne de tri. E N This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES Produktreciliable que requiere una separación determinada. RU Θto annapat nopekmit ytnlmaaum. NL Productrecyclebaar, net bij het huishoudelijk afval gooien IN Prodotto riciclabile soggetto a raccolta differenziata. |
| R Marque de conformité EAC (Communauté économique Europeenne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad economica euroasiática). RU Θnak cootbevtctbva EAC (Eperasichkoe ekonomieckoe coobuchestvo) N E EAC (Euraziatische Economische Gemeenschap) merktekten van overeenstemming T Marca di conformità EAC (Comunità Economica Eurasiatica) | |
| EAC | R Information sur la temperature (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) ES Informação sobre la temperatura (protection témica) RU Μnpormaia na no tempepatype (termozaueta). N Informatie over de temperatur (thermische beveliling) IT Informatione sulla temperatura (prolezione termiche) |
| ENT | R Entrée de gaz EN Gas input DE Gaseinganges Entrada de gas RU Μndaça raiza NL Ingang gas IN Entrata da gas PR Entrada gás |
| ENT | R Sortie de gaz EN Gas output DE Gasaugang ES Salida de gas RU Bbyxod raiza NL Ultvoer gas IT Uscita di gas |
| ENT | R Commande à distance EN Remote control DE Femregler ES Control a distancia RL Diuctanzounhoe uynpaillene NE Afstandsbediening. IT Telecomando a distanza |
| + - | R Polarité (+)/(-) EN Polarity (+)/(-) DE Polarität (+)/(-) ES Polaridad (+)/(-) RU Μnporhoscb(+) / (-) NL Polariteit (+)/(-) IT Polarità (+)/(-) |
| OFF | R Le dispositif de déconnexion de sécurité est constitué par la prise secteur en coordination avec l'installation électrique domestique. L'utilisateur doit s'assurer de l'accessibilité de la prise EN The safety disconnection device is a combination of the power socket in coordination with the electrical installation. The user has to make sure that the plug can be reached. DE Die Stromunterbrechung erfolgt durch Trennen des Netzsteckers vom häuslichen Stromnetz. Der Geräanwender soll den freien Zugang zum Netzstecker immer gewährtleben. ES El disposito vdo de desconexión de seguidade se constitue de la toma de la red elektrica en coordiniacion con la instalacion electrlica domestica. El uso de asegurarde la accesidad de la toma de corriente. RU Ucbroctbbo bezonaacnostn otoknouchenia coxtontn m Bvnki, cootbetctbvyuoi de maunnei enkptocetn. Poinbocatbdoj ondceuhye doctyn x bvnke. NL De veiligheidonskoppeling van het appeaaraat bestaat uit de stekerk saenen met met de elektrische instalatie. De gebruiker moet zich ervan verzekerden dat gelektrische aansluitingen goed togetankelijk zij. IN Il disposito di scollegamento di sicurezza e cosituito della presa in coordinazione con l'installazione eletrica domestica. L'utente deve assicurarsi dell'accessibilità della presa |




