
Protig 201 DC FV - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Protig 201 DC FV GYS als PDF.

Benutzerfragen zu Protig 201 DC FV GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Protig 201 DC FV - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Protig 201 DC FV von der Marke GYS.
BEDIENUNGSANLEITUNG Protig 201 DC FV GYS
Schweissgerät für WIG und E-Hand (MMA)
WARNINGEN - SICHERHEITSREGELN
ALLGEMEINER HINWEIS

These Anleitung muss vor jeder Inbetriebnahme gelesen und verstanden werden.
Jegliche Änderung oder Wartung, die nicht im Handbuch angegeben ist, damit nicht vorgenommen werden.
Der Hersteller haftet nicht für Personen- oder Sachschäden, die durch eine unsachgemäß Handhabung der Anweisungen im vorliegenden Benutzerhandbuch verursacht werden.
Bei Problemen oder Unklarheiten wenden Sie sichitte an eine qualifizierte Person, um die Anlage korrekt zu handhaben.
UMGEBUNG
Dieses Gerät darf nur für Schweißarbeiten innerhalb der auf dem Typenschild und/oder in dem Benutzerbuch angegebenen Einschränkungen verwendet werden. Die Sicherheitsrichtlinien müssen eingehalten werden. Bei unsachgemäß oder gefährlicher Verwendung kann der Hersteller nicht haftbar gemacht werden.
Die Anlage muss in einem Raum verwendet werden, der frei von Staub, Säuren, brennbaren Gasen oder anderen korrosiven Substanzen ist. Gleiches gilt für die Lagerung. Sorgen Sie während des Betriebs für Luftzirkulation.
Temperaturbereich:
Verwendung zwischen -10 und +40^ (+14 und +104^)
Lagerung zwischen -20 und +55^ (-4 und 131^ ).
Luftfeuchtigkeit:
Weniger als oder gleich 50% bei 40^ (104^)
Weniger als oder gleich 90% bei 20^ (68^)
Höhe:
Bis zu 1000 m über dem Meeresspiegel (3280 Fuß)
PERSONENSCHUTZ
Lichtbogenschweifen kann gefährlich sein und zu schweren Verletzungen oder zum Tod führen.
Beim Schweiben sind Personen einer gefährlichen Hitzequelle, der Lichtstrahlung des Lichtbogens, elektronikten Feldern (Vorsicht für Träger von Herzschrittmachern), der Gefahr eines Stromschlags, Lärn und gasförmigen Dämpfen ausgesetzt.
Befolgen Sie die nachfolgenden Sicherheitschinweise, um sich und andere ordnungsgemäß zu schätzen:

Um sich vor Verbrennungen und Strahlung zu schützen, tragen Sie isolierende, trockene, feuerfeste Kleidung in einwandfreiem Zustand ohne Bündchen, die den ganzen Körper bedeckt.

Verwenden Sie Handschuhe, die eine elektrische und thermische Isolierung gewährleisten.

Verwenden Sie einen SchweiBerschutz und/oder eine SchweiBerhaube mit ausreichendem Schutzgrad (variabel je nach Anwendung). Schutzen Sie die Augen während der Reinigungssarbeitien. Insbesondere Kontaktlinsen sind verboten.
Manchmal ist es notwendig, die Bereiche mit feuerfesten Vorhängen abzugrenzen, um den Schweißbereich vor den Lichtbogenstrahlen, Schweispritzern und gluhenden Abfallen zu schätzen.
Informieren Sie Personen, die sich im Schweibbereich aufhalten, dass sie Lichtbogenstrahlen oder schmelzenden Teile nicht mit den Augen fixieren duren und dass sie geeignete Schutzkleidung tragen mussen.

Verwenden Sie einen Lärmschutzkopfhörer, wenn der Schweißprozess einen Lärmpegel erreicht, der über dem zulässigen Grenzwert liegt (auch für alle Personen im Schweißbereich).
Halten Sie Hände, Haare und Kleidung von beweglichen Teilen (Lüfter) fern.
Entferen Sie niemals die Gehäuseschutzvorrichtungen der Kühleinheit, wenn die Schweisstromquelle unter Spannung liegt, da der Hersteller im Falle eines Unfalls nicht haftbar gemacht werden kann.

Die frisch geschweitien Teile sind frei und konnen bei ihrer Handhabung Verbrennungen verursachen. Wenn Sie den Brenner oder den Elektrodenhalter warten, stellen Sie safer, dass er ausreichend kalt ist, indem Sie mindestens 10 Minuten warten, bevor Sieihn warten. Bei Verwendung eines wassergekühten Brenners muss das Kuhlaggregat eingeschaltet sein, damit die Flüssigkeit keine Verbrennungen verursichen kann.
Es ist wichtig, den Arbeitsbereich vor dem Verlassen zu sichern, um Personen und Sachgüter zu schätzen.
SCHWEISSDAMPFUEUND GASE

Die beim Schweiten entstehenden Dämpfe, Gase und Stäube sind gesundheitsgeführend. Es muss für eine ausreichende Belüfung gesorgt werden, und manchmal ist eine Luftzuführ erforderlich. Eine Frischluftmaske kann bei unzureichender Belüfung eine Lösung sein.
Überprüfen Sie die Wirksamkeit der Ansaugung, indem Sie diese anhand der Sicherheitsnormen überprüfen.
Achtung: Das Schweifen in klinen Räumen erfordert eine Überwachung des Sicherheitsabstands. Außer dem kann das Loten bestimmer blei, cadmium-, zink- oder quecksilberhaltiger Materialien oder auch Beryllium besondere schädlich sein, davon sollen den die Teile vor dem Loten entfetten.
Flaschen müssen in offenen oder gut belufteten Bereichen gelagert werden. Sie müssen sich in senkrechter Position befinden und an einer Halterung oder einem Fahrwagen angebracht sein.
Die Schweibung darf nicht in der Naine von Fett oder Farbe durchgefuhrt werden.
BRAND- UND EXPLOSIONSGEFAHR

Der Schweibereich muss vollständig geschützt sein, brennbare Materialien mussen sich in einer Entfernung von mindestens 11 Metern befinden.
In der Näre von Schweirbarheiten müssen Feuerlöseinrichtungen vorhanden sein.
Vorsicht vor freiem Material oder Funken, die umhergeschleudert werden und)sogar durch Ritzen dringen. Sie konnen eine Brand-oder Explosionsquelle darstellen.
Halten Sie Personen, brennbare Gegenstände und unter Druck stehende Behälter in Sicherer Entfernung.
Das Schweiben in geschlossenen Behaltern oder Rohren ist zu vermeiden, und wenn sie offen sind, müssen sie von jeglichem brennbaren oder explosiven Material (Öl, Kraftstoff, Gasrechte...) entleert werden.
Die Schleifarbeiten durren nicht in Richtung der Schweisstromquelle oder der brennbaren Materialien erfolgen.
GASFLASCHEN

Das aus den Flaschen austretende Gas kann bei Koncentration im Schweibbereich eine Erstickungsquelle sein (gut lüften). Der Transport muss auf sichere Art und Weise erfolgen: Die Flaschen mussensverschlossen und die Schweibstromquelle ausgeschaltet sein. Sie müssen senkrecht gelagert und durch eine Halterung fixiert werden, um die Gefahr des Herunterfallens zu begrenzen.
Verschlieben Sie die Flasche zwischen zwei Anwendungen. Achten Sie auf Temperaturschwankungen und Sonneneinstrahlung.
Die Flaschearficht in Kontakt mit einer Flamme,emn Lichtbogen,eimn Brenner,eirerdungsklemmeoder einer anderen Wärme-oder Gluhquellekommen.
Halten Sie sie von Strom- und Schweizkreisen fern und schweiBen Sie deshalb niemals mit einer Flasche, die unter Druck staat.
Seien Sie vorsichtig beim Öffnen des Flaschenventils, halten Sie den Kopf vom Ventil fern und stellen Sie sicher, dass das verwendete Gas für den Schweiβprozess geeignet ist.
ELEKTRISCHE SICHERHEIT

Das verwendete Stromnetz muss geerdet sein. Verwenden Sie die auf dem Typenschild empfohlene SicherungsgreE. Ein elektrischer Schlag kann direkt oder indirekt zu schweren Unfallen führen, sareg mit todlichem Ausgang.
Berühren Sie niemals stromfuhrende Teile innerhalb oder außerhalb der Stromquelle (Brenner, Klemmen, Kabel, Elektroden), da diese mit dem Schweißstromkreis verbunden sind.
Vor dem Öffnen der Schweizstromquelle ist diese vom Netz zu trennen. 2 Minuten warten, damit alle Kondensatoren entladen sind.
Berühren Sie nicht gleichzeitig den Brenner oder Elektrodenhalter und die Erdungsklemme.
Sorgen Sie damit, dass beschädigte Kabel oder Brenner von qualifiziertem und autorisiertem Personal ausgetaucht werden. Dimensionieren Sie den Kabelquerschnitt entsprechend der Anwendung. Verwenden Sie immer trockene, qualitativ hochwertige Kleidung, um sich vom Schweizstromkreis zu isolieren. Tragen Sie in allen Arbeitsbereichen isoliertes Schuhwerk.
CEM-KCLASSIFIZIERUNG DES GERÄTES

Dieses Gerat der Klasse A ist nicht fur den Einsatz in Wohnbereichen vorgesehen, in denen die Stromversorgung über das öffentliche Niederspannungsnetz erfolgt. An diesen Standorten kann es aufgrund von leitungsgeführten und gestrahlten Hochfrequenzstörungen zu potenziellen Störungen bei der Gewährleistung der elektromagnetischen Verträglichkeit kommt.

Unter der Voraussetzung, dass die Impedanz des öffentlichen Niederspannungsnetzes am gemeinsamen Kopplungspunkt kleiner als Zmax = 0,173 Ohm ist, entspricht thises Gerät der IEC 61000-3-11 und kann an öffentliche Niederspannungsnetze angeschlossen werden. Es liegt in der Verantwortung des Installateurs oder des Benutzers des Geräts, gegebenenfalls durch Rücksprache mit dem Verteilernetzbetreiber, sicherzustellen, dass die Netzimpedanz die Einschränkungen einhalt. Dieses Gerät entspricht der IEC 61000-3-12.
ELEKTROMAGNETISCHE EMISSIONEN

Elektrischer Strom, der durch einen beliebigen Leiter fließt, erzeugt lokalisierte elektrische und magnetische Felder (EMF). Der Schweizstrom erzeugt ein elektromagnetisches Feld um den Schweizkreis und das Schweizgerät.
Alle Schweizer sollen den folgenden Verfahren anwenden, um die Exposition gegenüber elektromagnetischen Feldern des Schweizkreises zu minimieren:
- Positionieren Sie die Schweizkabel zusammen - fixieren Sie sie, wenn möglich, mit einer Klemme;
- Positionieren Sie sich (Oberkörper und Kopf) so welt wie möglich vom Schweizstromkreis entfern;
- Wickeln Sie die Schweizkabel niemals um den Körper;
- Positionieren Sie den Körper nicht zwischen den Schweßkabeln. Halten Sie beide Schweßkabel an der gleichen Seite des Körpers;
Schlieben Sie das Rückfuhrungskabel so nah wie möglich an der zu schweibenden Stelle am Werkstück an; - Arbeitsen sie nicht geben der Schweizstromquelle, setzen sie sich nicht darauf und lehnen Sie sich nicht dagegen;
- Schweifen Sie nicht, während Sie die Schweisstromquelle oder den Drahtvorschubkoffer transportieren.

Träger von Herzschrittmachern sollenn vor der Verwendung deses Geräts einen Arzt konsultieren.
Die Exposition gegenüber elektromagnetischen Feldern beim Schweien kann weitere gesundheitliche Auswirkungen haben, die noch nicht besteht sind.
EMPFEHLUNGEN ZUR BEURTEILUNG DES SCHWEISSBEREICHS UND DER ANLAGE
Allgemeines
Der Benutzer ist für die Installation und den Verwendung des Lichtbogenschweigerats gemäß den Anweisungen des Herstellers verantwortlich. Falls elektronische Störungen festgestellt werden, liegt es in der Verantwortung des Benutzers des Lichtbogenschweigerats, die Situation mit technischer Unterstützung des Herstellers zu behehen. In einigen Fällen kann diese Abhilfemaßnahme so einzeln sein wie das Erden des Schweizkreises. In anderen Fällen kann es erforderlich sein, eine elektron magnetische Abschirmung um die Schweizstromquelle und das gesamte Werkstück herum zu errichten und Eingangsfilter einzusetzen. In jedem Fall muss elektron magnetische Störungen reduziert werden, bis sie nicht mehr stären.
Bewertung des Schweizbereichs
Vor der Installation von Lichtbogenschweigerungen sollte der Benutzer die potenziellen electromagnetischen Probleme in der Umgebung bewerten. Folgenden sollte beachtet werden:
(a) das Vorhandensein von anderen Strom-, Steuer-, Signal- und Telefonkabeln über, unter und kein des Lichtbogenschweigerats;
b) Radio- und Fernsehempfänger und -sender;
c) Computer und andere Steuergeräte;
d) Sicherheitskritische Geräte, z. B. Schutz von Industrieanlagen;
e) die Gesundheit von benachbarten Personen, z. B. die Verwendung von Herzschrittmachern oder Hörgeräten;
f) die für die Kalibrierung oder Messung verwendeten Geräte;
g) die Stör festigkeit anderer Geräte in der Umgebung.
Der Benutzer muss sicherstellen, dass andere in der Umgebung verwendete Geräte kompatibel sind. Dies kann zusätzliche Schutzmaßnahmen erfordern;
h) die Tageszeit, zu der die Schweirbarheiten oder andere Tätigkeiten durchgehufrt werden sollen.
Die Umgebung kann sich über die Grenzen der Anlage hinaus erstrecken.
Bewertung der Schweibanlage
Zusätzlich zur Bereichsbewertung kann die Beurteilung der Lichtbogenschweianlagen verwendet werden, um Störungen zu erkennen und zu beheben. Die Emissionsbewertung sollte gemäß Anteile 10 der CISPR 11 In-situ-Messungen umfassen. In-situ-Messungen können auch verwendet werden, um die Effizienz von Minderungsmaßnahmen zu bestäigen.
EMPFEHLUNGEN ZU METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER EMISSIONEN
a. Öffentliches Versorgungsznetz: Lichtbogenschweiggeräte sollen gemäß den Empfehlungen des Herstellers an das öffentliche Stromnetz angeschlossen werden. Wenn Störungen auftreten, können zusätzliche Präventionsmaßnahmen wie z. B. die Filterung der öffentlichen Stromversorgung erforderlich sein. Es sollte in Erwädigung gezogen werden, das Stromkabel in einem Metallrohr oder ähnlich von fest installierten Lichtbogenschweiggeräten abzuschirmen. Die elektrische Durchgangigkeit der Abschirmung muss über die gesamte Länge gewährleistet sein. Es empfehlt sich Abschirmung mit der Schweisstromquelle zu verbinden, um einen gute elektrischen Kontakt zwischen der Leitung und dem Gehäuse der Schweisstromquelle zu gewährleisten.
b. Wartung von Lichtbogenschweigeraten: Lichtbogenschweigerate sollen einer routinemäßigen Wartung gemäß den Empfehlungen des Herstellers unterzogen werden. Alle Zugänge, Wartungsturen und Abdeckungen sollen geschlossen und ordnungsgemäß verriegelt sein, wenn das Lichtbogenschweigerat in Betrieb ist. Das Lichtbogenschweigerat darf in keiner Weise modifiziert werden, mit Ausnahme der in den Herstelleranweisungen genommen Änderungen und Anpassungen. Insbesondere solle der Lichtbogenspalter von Lichtbogenzünd- und Stabilisierungsgeräten nach den Empfehlungen des Herstellers eingestellt und gewartet werden.
c. Schweisskabel: Die Kabel sollenn so kurz wie möglich gehalten werden und dicht nebeneinander in Bodennähe oder auf dem Boden verlegt werden.
d. Potentialausgleich: Es sollte in Betracht gezogen werden, die Verbindung aller Metallgegenstände in der Umgebung zu überwachen. Mit dem zu schweiben Werkstück verbundene Metallteile erhöhen jedoch das Risiko eines Stromschlags für den Bediener, wenn er sowohl diese Metallteile als auch die Elektrode berührt. Der Bediener solle von solchen Metallgegenständen isoliert sein.
e. Erdung des zu schweiBenden Werkstucks: Wenn das zu schweBende Werkstuck aus Grunden der elektrischen Sicherheit oder aufgrund seiner Abmessungen und seine Standorts nicht geerdet ist, was beispisweise bei Schiffrumpfen oder Stahlkonstruktionen von Gebäuden der Fall ist, kann ein Erdungsanschluss die Emissionen in einigen, aber nicht allien falle verringern. Es solte darauf gechtet werden, dass keine Teile geerdet werden, die die Verletzungsgefahr fur den Benutzer oder die Beschadigung anderer elektrischer Gerate erhohen konnten. Falls notwendig, sollte der Anschluss des zu schweBenden Werkstucks an die Erde direkt erfolgen. In einigen Ländern, in denen dieser direkte Anschluss nicht erlaubt ist, sollte der Anschluss mit einem geeigneten Kondensator erfolgen, der gemäß den nationalen Vorschriften ausgewähl wird.
f. Schutz und Abschirmung: Durch gezielen Schutz und Abschirmung anderer Kabel und Geräte in der Umgebung konnen Störprobleme eingeschränkt werden. Für spezielle Anwendungen kann der Schutz des gesamten Schweibereichs in Betracht gezogen werden.
TRANSPORT UND TRANSIT DER SCHWEISSSTROMQUEILLE

Die SchweiBstromquelle ist mit einem oberen Griff zum Tragen in der Hand ausgestattet. Achten Sie daraufuf, dass Sie ihr Gewicht nicht unterschaten. Der Griff wird nicht als Anschlagmittel betrachtet.
Verwenden Sie die Kabel oder den Brenner nicht, um die Schweißstromquelle zu bewegen. Sie muss in eine senkrechte Position gebracht werden.
Heben Sie niemals gleichzeitig eine Gasflasche und die Schweißstromquelle an. ihre Transportnormen sind unterscheidlich. Führten Sie die Schweißstromquelle nicht über Personen oder Gegenstände.
GERÄTEMONTAGE
- Stellen Sie die Schweisstromquelle auf einen Boden mit einer maximalen Neigung von 10^ .
Sorgen Sie fur ausreichend Platz, um die Schweisstromquelle zu belüften und die Bedienelemente zu erreichen. - Nicht in einer Umgebung mit leitfähigem Metallstaub verwenden.
Die Schweisstromquelle musv Schlagregen geschutzt werden und darf nicht der Sonneneinstrahlung ausgesetzt werden.
Gerat mit Schutzart IP21 bedeutet: - Schutz vor Zugang zu gefährlichen Teilen von festen Körpern mit einem Durchmesser >12,5mm und,
- Schutz vor senkrecht fallenden Wassertropfen
Netz-, Verlangerungs- und Schweizkabel messen vollständig abgewickelt werden, um Überhitzung zu vermeiden.

Der Hersteller haftet nicht fur Schaden an Personen und Gegenständen, die durch unsachgemäß und gefährlichen Gebrauch deses Gerätes entstehen.
WARTUNG/TIPPS


Die Wartung soll nur von einer qualifizierten Person durchgefuhrt werden. Eine jährliche Wartung wird empfohlen.
- Schalten Sie die Stromversorgung durch Ziehen des Steckers aus und warten Sie zwei Minuten, bevor Sie an dem Gerät arbeiten. Im Inneren sind die Spannungen und Strome hoch und gefährlich.
-
Nehmen Sie die Abdeckung regelmäß ab und blasen Sie den Staub aus. Nutzen Sie die Gelegenheit, um die elektrischen Anschüsse mit einem isolierten Werkzeug durch Fachpersonal überprüfen zu halten.
-
Überprüfen Sie regelmäßigen den Zustand des Netzkabels. Falls das Netzkabel beschädigt ist, muss es durch den Hersteller, dessen Kundenservice oder eine ähnlich qualifizierte Person ersetzt werden, um eine Gefährung zu vermeiden.
- Lassen Sie die Lufungsschlitze der Schweizstromquelle für den Luftin- und -austritt frei.
- Verwenden Sie diese Schweisbromquelle nicht, um Rohre aufzutauen, Batterien/Akkus aufzuladen oder Motoren zu starten.
INSTALLATION - FUNKTIONSWEISE DES PRODUKTS
Die Installationarfur von erfahrernem und vom Hersteller autorisiertem Personal durchgefuhrt werden. Stellen Sie bei der Installation safer, dass der Generator vom Netz getrennt ist. Reihen- oder Parallelschaltungen von Generatoren sind nicht zulassig. Es wird empfohlen, die mit dem Gerat gelieferten Schweikabel zu verwenden, um die optimalen Einstellungen des Produkts zu erhalten.
BESCHREIBUNG DES GERÄTS (ABB.1)
Bei thisem Gerat handelt es sich um eine Inverter-Schweisstromquelle fur Gleichstrom (DC) zum Schweiten mit feuerfester Elektrode (WIG) und umhullter Elektrode (Lichtbogenhandschweiten/E-Hand-Schweiten).
Das WIG-Verfahren erfordert einen Gasschutz (Argon).
Das LichtbogenhandschweiBverfahren ermoGlicht das SchweiBen mit jeder Art von Elektrode: rutil, basisch, Edelstahl und Gusseisen.
1-Buchse mit positiver Polarität 5-Tastatur ^+ inkrementelle Taten
2- Anschluss für den Brennertaster 6-Gasanschluss
3-Buchse mit negativer Polarität 7-Anschluss fur die Fernbedienung
4-Gasanschluss des Brenners 8-Netzkabel
MENSCH-MASCHINE-SCHNITTSTELLE (HMI) (ABB.2)
1- Prozessauswahl 5-Betriebsanzeige für die Risikominderungsvorrichtung (VRD)
2-Ausb Wahl des Brennertastermodus 6-Anzeige und Optionen
3-Auswahl der Prozessoptionen 7- Standby-Taste
4-Einstellungen der Schweiβparameter
STROMVERSORGUNG - INBETRIEBNAHME
- Dieses Gerä wird mit einem 16-A-Stecker des Typc CEE7/7 geliefert und darur nur an einer einphasigen 230 V (50 - 60 Hz) Dreileiter-Strominstallation mit einem an die Erde angeschlossenen Nullleiter verwendet werden. Das PROTIG verfug uber die «Flexible Voltage» Technologie, die den Anschluss der Gerä an eines Stromnetz von 110V bis 240V (50-60Hz) ermöglich. Der effektive absorbierte Strom (11eff) ist auf dem Gerä fur maximale Betriebsbedingungen angegeben. Prufen Sie, ob die Stromversorgung und ihre Schutzvorrichtungen (Sicherung und/oder Schutzschalter) mit dem fur die Verwendung erforderlichen Strom kompatibel sind. In manchen Ländern kann es erforderlich sein, den Stecker zu wechseln, um den Betrieb unter maximalen Bedingungen zu ermögen.
- Beim Anschluss an das Stromnetz startet das Produkt im Standby-Modus. Die Inbetriebnahme erfolgt durch Drücken der Taste
- Das Gerät schaltet in den Schutzmodus, wenn die Versorgungsspannung für einphasige Stationen mehr als 265V beträgt (das Display zeigt)
Der Normalbetrieb wird wieder aufgenommen, sobald die Versorgungsspannung in den Nennbereich zurückkehrt.
Lüfterverhalten: im Lichtbogenhandschweiben-Modus lauft der Lüfter kontinuierlich. Im WIG-Modus arbeitet der Lüfter nur während der SchweiBphase und stoppt nach dem Abkühlen.
Die Lichtbogenzünd- und Stabilisierungseinrichtung ist fur den manuellen und mechanisch geführten Betrieb ausgelegt.
ANSCHLUSS AND DEN GENERATOR
Dieses Gerät kann mit Generatoren betrieben werden, vorausgesetzt, die Hilfsstrom erfüllt die folgenden Anforderungen:
- Es muss Wechselspannung vorliegen, eingestellt wie angegeben und die Spitzenspannung unter 400V liegen,
Die Frequenz muss zwischen 50 und 60Hz liegen.
Es ist unbedingt erforderlich, diese Bedingungen zu überprüfen, da weitere Generatoren Hochspannungsspitzen erzeugen, die das Gerät beschädigen können.
VERWENDUNG VON VERLÄNGERUNGSKABELN
Alle Veränderungskabel müssen in Länge und Querschnitt für die Spannung des Geräts geeignet sein. Verwenden Sie ein Veränderungskabel, das den nationalen Vorschriften entspricht.
| Eingangsspannung | Länge - Abschnitt des Veränderungskabels | |
| <45 m <100 m | ||
| 230 V 2,5 mm² 2,5 mm² | ||
| 110 V 2,5 mm² 4 mm² | ||
GASANSCHLUSS
Dieses Gerat ist mit zwei Anschlüssen ausgestattet. Einem Flaschenanschluss für den Gaseinlass in der Station und einem Brennergasanschluss für den Gasauslass am Ende des Brenners. Wir empfehlen Ihnen, die mitgelieferten Adapter zu verwenden, um einen optimalen Anschluss zu gewährleisten.
AKTIVIERUNG DER VRD-FUNKTION (VOLTAGE REDUCTION DEVICE)
Dieses Gerat schutz den SchweiBer. Der SchweiBstrom wird nur dann geliefert, wenn die Elektrode in Kontakt mit dem Werkstuck ist (niedriger Wiederstand). Sobald die Elektrode entmer wird, senkt die VRD-Funktion die Spannung auf einen sehr niedrigen Wert.
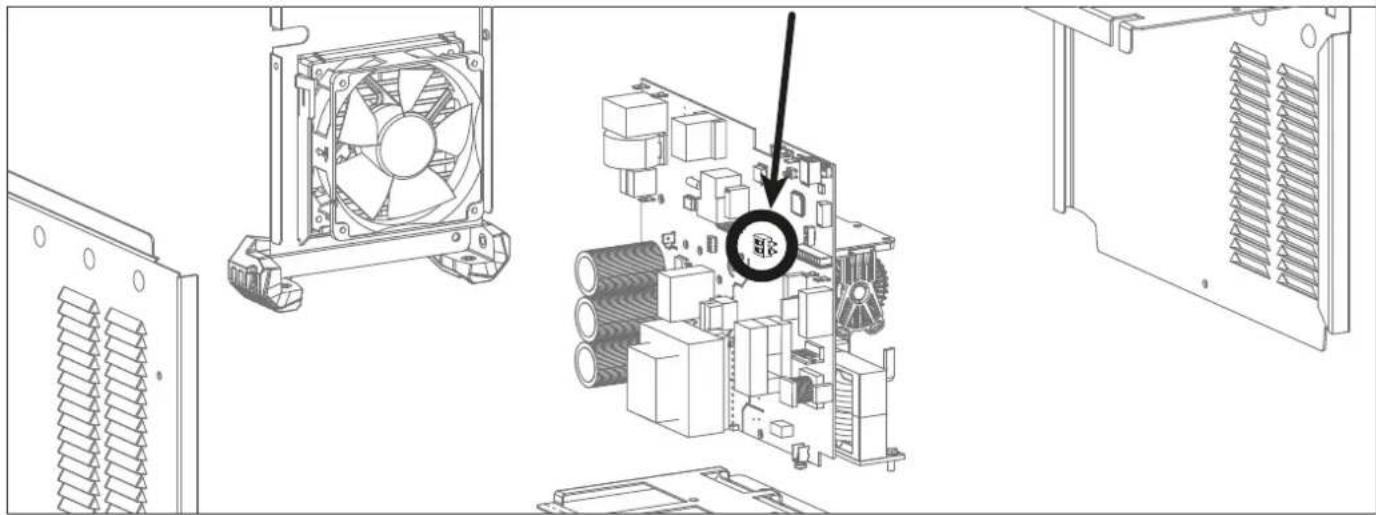
Die VRD-Funktion ist standardmaig deaktiviert. Sie kann noch mit einem EIN/AUS-Schalter auf der Steuerplatine des Produkts aktiviert werden. Um darauf zuzugreifen, führen Sie die folgenden Schritte aus:
- TRENNEN SIE DAS PRODUKT VOR DER HANDHABUNG VON DER STROMVERSORGUNG.
- Entfernen Sie die Schrauben, um die Abdeckung des Generators abzunehmen.
- Suchen Sie den Schalter auf der Hauptplatine (eingekreist in der Abbildung unten).
- Legen Sie den Schalter auf dieser Steuerplatine um.
- Die VRD-Funktion ist aktiviert.
- Schrauben Sie die Abdeckung des Generators wieder an.
- An der Schnittstelle (Bedienfeld) leuchtet die LED der VRD-Funktion.
Um die VRD-Funktion zu deaktivieren, legen Sie einfach den Schalter auf der Hauptplatine zurück auf OFF. Die VRD-LED auf dem Bedienfeld der Station erlischt.
RESET DER STATION
Es ist möglich, die Station auf ihre Werkseinstellungen zurückzusetzen. Zugang zu dieser erweiterten Parameter erhalten Sie, indem Sie die Taste
A oder V Anzeigeumschaltung langer als 3 Sekunden gedrück halten. Wahlen Sie anschließend, Ini". Die Station zeigt dann 3^ ,2^ ,1^ and setzt das Gerat zurück.
BESCHREIBUNG DER FUNKTIONEN, MENUS UND PIKTOGRAMME
| FUNKTION PIKTOGRAMME | TIG DC | MMA | Kommentare | |
| HF-Zündung WIG-Verfahren mit HF-Zinrichtung | ✓ | |||
| LIFT-Zündung WIG-Verfahren mit LTRG-Zuführung | ✓ | |||
| Pré Gaz (Gasvorströmzeit) | ✓ | Reinigungszeit des Brenners und Erstellung des Gasschutzes vor der Zün-dung. | ||
| Anstiegstrom Stromanstiegsrampe | ✓ | |||
| Schweißstrom Zweiter Schweißstrom | ✓ | |||
| Kaltstrom Zweiter „kalter" Schweißstrom in Standard 4TLOG oder PULSE | ||||
| PULSE-Frequency Pulsfrequenz des PULSE-Modus (Hz) | ✓ | |||
| Stromschwund Abstiegsmarge zum Vermeidung von Riss- und Kraterbildung (S) | ||||
| Post Gaz (Gas- nachströmzeit) | ✓ | Dauer der Aufrechtehaltung des Gasschutzes nach dem Erlösen des Lichtbogens. Er schützt das Werkstück und die Elektrode vor Oxidation (S). | ||
| HotStart Einstellbarer Überschutz zumin der Schwellen (6%) | ||||
| ArcForce | ✓ | Überstromabgabe beim Schwellen zur Vermeidung von Elektrodenverkleben im Bad | ||
| TIG PULSE (WIG grepulst) | ✓ | |||
| TIG SPOT (WIG-Pu-nktschweiben) | ✓ | Punktschweßmodus | ||
| TIG SPOT PULSE | ✓ | Pulsierender Zeigermodus | ||
| MMA PULSE (Lichtbogen-handschweiben, gegulst) | ✓ | MMA-Verfahren im Pulsmodus | ||
| 2T 2T-Brennermodus | ✓ | |||
| 4T 4T-Brennermodus | ✓ | |||
| 4T LOG Brennermodus 4T LOG | ✓ | |||
| Ampere (Einheit) Ampere-Einheit für Schwellstrombeinstellungen und -anzeige | ||||
| Volt (Einheit) Volt-Einheit zur Anzeige der Schwellspaffnung | ||||
| Sekunde oder Hertz (Ein-keiten) | ✓ | ✓ | Einheit der Sekunden oder Hertz für Zeit- oder Freuenzeinstellungen | |
| Prozentsatz (Einheit) | ✓ | ✓ | Prozentuale Einheit für proportionale Einstellungen | |
| Umschalten zwischen A-und V-Anzeige | ✓ | ✓ | Umschalten zwischen Strom- und Spanningsanzeige während und nach dem Schwellen | |
| Zugriff auf den Pro-gramm-Modus | ✓ | ✓ | Zugriff auf das Programmiermenü (SAVE, JOB, ...) | |
| Risikoreduzierung des Gerät | ✓ | ✓ | Normatives Symbol, das den Status der VRD-Funktion anziegt | |
| Standby-Modus | ✓ | ✓ | Setzen des Produkts auf Standby | |
FUNKTIONSWEISE DES BEDIENFELDES UND BESCHREIBUNG SEINER TASTEN
| Standby-/Wiedereinschalt-Taste Diese Tasse dient zum Aktivieren oder Verlassen des Standby-Modus. Der Modus kann nicht aktiviert werden, wenn sich das Produkt im Schweizzustand befindet. Hinweis: Beim Einschalten startet das Produkt im Standby-Modus. | |
| TIG-HF TIG-Lift MMA 3 | Taste zur Auswahl des Schweiβprozesses Mit dieser Tasse wird der Schweiβprozess ausgewählt. Jedes aufeinannderfolgende Drücken/Loslassen aktiviert das Umschalten zwischen den folgenden Schweiβprozessen: HF TIG / LIFT TIG / MMA. Die LED zeigt den gewährten Prozess an. |
| 2T 4T 4T LOG | Taste zur Auswahl des Brennertastermodus Mit dieser Tasse wird die Betriebsart des Brennertasters eingestellt. Jedes aufeinannderfolgende Drücken/Loslassen aktiviert das Umschalten zwischen den folgenden Modi: 2T / 4T / 4T LOG. Die LED zeigt den gewährten Modus an. Hinweis: Der beim Start standardmäßig ausgewählte Brennertastermodus entspricht dem zulezt verwendeten Modus vor dem letzten Standby oder Ausschalten. Weitere Informationen finden Sie im Abschnitt „Koherentic Brenner und Brenntaserverhalten". |
| Pulse Spot MMA Pulse | Auswahl der Prozessoptionen Mit dieser Tasse wird der „Unterprozess" ausgewählt. Jedes aufeinannderfolgende Drücken/Loslassen aktiviert das Umschalten zwischen den folgenden Untersprozessen: PULSE / SPOT / SPOT PULSE (nur im WIG-Modus) / MMA PULSE (nur im MMA-Modus). Die LED zeigt den gewährten Prozess an. Hinweis: Der SPOT-Modus ist in der 4T & 4T LOG Brennertaster-Konfiguration und im MMA-Schweiβmodus nicht verfügbar. Der PULSE-Modus ist in der 4T LOG Brennertaster-Konfiguration und im MMA-Schweiβmodus nicht verfügbar. Der beim Start der Station standardmäßig ausgewählte Unterprozess entspricht dem zulezt verwendeten Unterprozess vor dem letzten Standby oder Ausschalten. |
| + | Haupt-Inkrementalgeber Der Inkrementalgeber erhögt standardmäßige die Einstellung des Schweiβstroms. Er wird auch zur Einstellung der Werte anderer Parameter verwendet, die dann über die zugehörigen Tastes ausgewählt werden. Ist die Parametrisierung abgeschlossen, kann die Tasse des garde eingestellten Parameters erneut gedrück werden, um den Inkrementalgeber mit der aktuellen Einstellung zu verknäufen. Es ist auch möglich, eine andere Taste zu direkt, die sich auf einen anderen Parameter bezieht, um diesen einzustellen. Wenn 2 Sekunden lang keine Aktion am Bedienfeld erfolgt, wird der Inkrenmen-talgeber wieder mit der Schweiβstromeinstellung verknäufen. |
| Pre-Gas"-Taste (Gasvorströmtaste) Die Einstellung der Pre-Gas-Taste erfolgt durch Drücken und Loslassen der Pre-Gas-Taste und anschließendes Betätigtem des Haupt-Inkrementalgebers. Der Gasvorströmtwert steigt, wenn der Inkrementalgeber im Uhrzeigersinn betägt wird, und sindt, wenn er gegen den Uhrzeigersinn betägt wird. Nach der Einstellung konnen Sie die Pre-Gas-Taste „F(Hz)" erneut drücken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknäufen oder 2 Sekunden warten. Der Einstellschnitt beträgt 0,1 s. Der Minimalwert ist 0 s und der Maximalwert 25 s. | |
| Post-Gas"-Taste (Gasnachströmtaste) Die Einstellung der Post-Gas-Taste erfolgt durch Drücken und Loslassen der Post-GasTaste und anschließendes Betätigtem des Haupt-Inkrementalgebers. Der Gasnachströmtwert steigt, wenn der Inkrementalgeber im Uhrzeigersinn betägt wird, und sindt, wenn er gegen den Uhrzeigersinn betägt wird. Nach der Einstellung konnen Sie die Post-Gas-Taste erneut drücken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknäufen oder 2 Sekunden warten. Der Einstellschnitt beträgt 0,1 s. Der Minimalwert ist 0 s und der Maximalwert 25 s. Standardmäßig beträgt der Wert 6 s. | |
| Einstelltaste für Anstiegstrom oder „UpSlope“ Die Einstellung der Stromstiegsrampe erfolgt durch Drücken und Loslassen der Stromstiegsramptaste und einschlüssefendes Betätigtem des Haupt-Inkrementalgebers. Der Einstellung der Stromstiegsrampe steigt, wenn der Inkrementalgeber im Uhrzeigersinn betägt wird, und sindt, wenn er gegen den Uhrzeigersinn betägt wird. Nach der Einstellung konnen Sie die Stromstiegsramptaste erneut drücken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknäufen oder 2 Sekunden warten. Der Einstellschnitt beträgt der Wert 0 s. Im MMA-Modus ist der Hotstart zwischen 0 und 100 % des Schweiβstroms in 5 %-Schritten einstellbar. Der Standardwert ist 40 %. | |
| Potentiometer zur Einstellung des „DownSlope“ Der Potentiometer „DownSlope" erhögt die Einstellung des aktuellen Stromschwand-Wertes (Inkrementierten im Uhrzeigersinn und Dekremientieren gegen den Uhrzeigersinn). Der Wert ist in der 7-Segment-Anzeige sightbar und bleibt bei Betätigung des Potentiometers für 2 Sekunden angezeigt. Der Minimalwert ist 0 s und der Maximalwert 20 s. | |
| Einstelltaste für Kaltstrom Wenn eines der 2 Verfahren „WIG HF" oder „WIG LIFT" ausgewählt ist, kann mit der Tasse für die Kaltstromeinstellung der Kaltstromwert nur in der Konfiguration „PULSE" eingestellt werden. Der Wert kann zwischen 20 % und 80 % des Schweiβstroms eingestellt werden. Der Inkrementierungsschnitt beträgt 1 %. Standardmäßig beträgt der Wert 30 %. Im MMA-Modus wird Arc Force von -10 bis +10 indiziert (-10 = kein Arc Force / von -9 bis +10 = Einstellung des Arc Force möglich). Standardmäßig ist der indizierte Wert 0. |
SCHWEISSEN MIT UMHULLTER ELEKTRODE (MMA-MODUS)
ANSCHLUSS UND TIPPS
- Stecken Sie die Kabel, den Elektrodenhalter und die Erdungsklemme in die Anschlussstecker.
- Beachten Sie die auf den Elektrodenboxen angegebenen Polaritäten und Schweizintensitäten.
- Entnahmen Sie die Elektrode aus dem Elektrodenhalter, wenn die Schweisstromquelle nicht verwendet wird.
- Rutil-Elektrode: sehr einfach in der Verwendung. Gleichstrom in jeder Position
- Basische Elektrode: Verwendung in allen mit Gleichstrom durchgeführten Positionen. Ist aufgrund ihrer erhöhten Mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
MMA STANDARD (LICHTBOGENHANDSCHWEISSEN)
Der Standard-MMA-SchweiModus ist fur die meisten Anwendungen geeignet. Er ermoiglicht das SchweiBen mit allen umhulten Elektrodentypen, rutil, basisch und auf allen Materialien: stahl, rosfreier Stahl und Gusseisen.

MMA Standard
Schattierte Bereiche sind in thisem Modus nicht hilfreich.
| Bezeichnung Einstellung Beschreibung & Tipp | |
| Prozentsatz des Hot Start (Heißstart) | 0 - 100 % |
| Schweizstrom 10 - 200 A | |
| Arc Force -10 / +10 | |
Gepulstes Lichtbogenhandschweifen (MMA)
Der MMA-PulschweBmodus ist fur das senkrechte Schweiten von unter nach offen (Steigposition, PF) geeignet. Das gepulste Verfahren halt ein Bad kalt und fordert gleichzeitig den Materialtransfer. Ohne Pulsung erfordert das Steignaht-Schweiten eine „Tannenbaum"-Bewegung, d.h. eine schwierige Dreiecksbewegung. Bei gepulstem MMA ist diese Bewegung nicht mehr notwendig, da je nach Dicke des Werkstücks eine gerade Aufwartsbewegung ausreichen kann. Wenn das Schmelzbad jedoch erweitert werden muss, reicht eine einfache seitliche Bewegung ähnlich wie beim Flachschweiten. Dieses Verfahren bietet eine groBere Kontrolle über den vertikalen SchweBvorgang.
Die Einstellung der Pulsfrequenz erfolgt durch Drucken und Loslassen der Taste F(Hz) und anschliebendes Betätigten des Haupt-Inkrementalgebers. Der Frequenzwert steigt, wenn der Inkrementalgeber im Uhrzeigersinn betätigt wird, und sindt, wenn er gegen den Uhrzeigersinn betätigt wird. Nach der Einstellung konnen Sie die Taste F(Hz) erneut drucken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknüpfen oder 2 Sekunden warten.

Schattierte Bereiche sind in diesen Modus nicht hilfreich.
MMA PULSE (Lichtbogenhandschweiben, gepulst)
| Bezeichnung Einstellung Beschreibung & Tipp | |
| Prozentsatz des Hot Start (Heißstart) | 0 - 100 % Der Hot Start ist ein Überstrom bei der Zündung, der ein Anhaften der Elektrode am Werkstück verhindert. Er wird in Intensität und Zeit eingestellt. |
| Schweißstrom 10 - 200 A | |
| Pulsfrequenz 0,4 - 20 Hz | |
| Pulsfrequenz des PULSE-Modus. Der Inkrementierungsschrift variiert je nach Frenzbereich: | |
| Pulsfrequenz Keine Inkremen-tierung | |
| 0,4 Hz - 3 Hz 0,1 Hz | |
| 3 Hz - 20 Hz 1 Hz | |
| Arc Force -10 / +10 | |
Lichtbogenhandschweiten - Erweitertes Menu
Weitere Einstellungen können im erweiterten Menu vorgenommen werden.
These erweiterten Einstellungen werden aufgerufen, indem Sie die Taste sie Zugriff auf die folgenden erweiterten Einstellungen:

länger als 3 Sekunden drücken. Durch Drehen des Drehreglers haben
| Parameter | Beschreibung Einstellung | Standard Puls Tipp | ||
| "AST" AntiSticking | EIN/AUS | ✓ | ✓ | Der Antihaftschutz wird empfehlen, um die Elektrode bei Anhaftungen am Werkstück sicher zu entfernen. |
| "HSt"HotStart-Zeit | 0 - 2 s | ✓ | ✓ | Die HotStart-Zeit ermöglicht die Einstellung der Zündung von schwierigen Elektroden. |
| "dcy"Duty Cycle (Puls-Pausenzeit) | 20 % - 80 % | ✓ | Zeitausgleich (?) des Kaltstromimpulses (I) | |
| "Ico"Kaltstrom | 20 % - 80 % | ✓ | Zweiter «kalter» Schwellstrom |
Der zu andernnde Parameter wird durch Drucken der Taste bestätigt. Das erweiterte Menu wird durch Drucken von "ESC" verlassen.
WOLFRAM-INERTGAS-SCHWEISSEN (WIG-MODUS)
ANSCHLUSS UND TIPPS
- Das WIG-Schweiben mit Gleichstrom erfordert eine Gasabschirmung (Argon).
- Stecken Sie die Erdungsklemme in den positiven (+) Steckanschluss. Schlieben Sie das Leistungskabel des Brenners an den negativen (-) Steckanschluss sowie den/die Brennertaste(n) und Gasanschluss/-schlüsse an.
Vergewisern Sie sich, dass der Brenner gut ausgestattet ist und dass die Verschleibeile (Schraubstock, Kragenhalter, Diffusor und Duse) nicht abgenutzt sind.
Die Wahl der Elektrode ist abhängig von der Stromstärke des WIG-Verfahrens mit Gleichstrom.
SCHÄRFEN DER ELEKTRODE
Für einen optimalen Betrieb wird empfohlen, eine wie folgt geschärfte Elektrode zu verwenden:
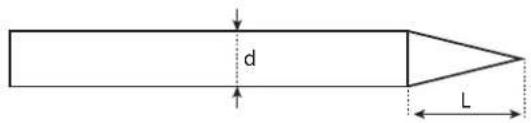
L = 3× d fur einen schwachen Strom.
L = d fur einen starken Strom.
WAHL DES DURCHMESSERS DER ELEKTRODE
| Ø Elektrode (mm) | TIG DC | |
| Reines Wolfram | Wolfram mit Oxygenen | |
| 1 10 > 75 10 | > 75 | |
| 1,6 60 > 150 | 60 > 150 | |
| 2 75 > 180 10 | 100 > 200 | |
| 2,5 130 > 230 | 170 > 250 | |
| 3,2 160 > 310 | 225 > 330 | |
| 4 275 > 450 | 350 > 480 | |
| Ca. = 80 A pro mm Ø | ||
WAHL DES ZündTYPs
HF TIG: berührungslose Hochfrequenzündung.
LIFT TIG: Kontaktzündung (für Umgebungen, die empfindlich auf HF-Störungen reagieren).



1- Bringen Sie den Brenner in die Schweißposition über dem Werkstück (Abstand von ca. 2-3 mm zwischen der Elektrodenspitze und dem Werkstück).
2- Drücken Sie die Brennertaste (der Lichtbogen wird berührungslos mit Hochspannungs-HF-Zündimpulsen gezündet).
3- Der anfängliche Schweißstrom fließt und die Schweißung wird entsprechend dem Schweißzyklus fortgesetzt.



1- Positionieren Sie die Brennerdüse und die Elektrodenspitze auf dem Werkstück und aktivieren Sie die Brennertaste.
2- Neigen Sie den Brenner, bis ein Spalt von ca. 2-3 mm die Elektrodenspitze vom Werkstück trennt. Der Bogen wird gezündet.
3- Bringen Sie den Brenner wieder in die normale Position, um den Schweizzyklus zu starten.
Warning: Eine Vergroßerung der Länge des Brenners oder der Rückfuhrkabel über die vom Hersteller angegebene Maximallange hinaus erhöht das Risiko eines Stromschlags.
TIG DC - STANDARD
Das WIG-Standard-Schweibverfahren mit Gleichstrom (TIG DC Standard) erhögt qualitativ hochwertiges Schweiben auf den meisten Eisenwerkstoffen wie Stahl, Edelstahl, aber auch Kupfer und seinen Legierungen, Titan... Die zahlreichen Mochigkeiten des Strom- und Gasmanagements erlauben es Ihr den Schweibvorgang perfect zu steuern, vom Start bis zur endgültigen Abkuhlung ihrer Schweifraupe.
TIG DC Standard

Schattierte Bereiche sind in thisem Modus nicht hilfreich.
TIG DC (WIG mit Gleichstrom) - gepulst
Der Pulsstrom-SchweiModus kombiniert Starkstromimpulse (I, SchweiBimpuls) mit Niedrigstromimpulsen (I_Kalt, Werkstuckkuhlimpuls). Der gepulste Modus ermöglich die Montage der Teile bei gleichzeitiger Begrenzung des Temperaturanstiegs.
Beispiel:
Der SchweiBstrom Ist auf 100A und % (I_Kalt) = 50% eingestellt, d.h. Kaltstrom = 50% x 100 A = 50 A. F(Hz) wird auf 2 Hz eingestellt, die Signalperiode betragt 1/2Hz = 500 ms. Alle 250 ms folgt ein Impuls mit 100 A und dann ein weiterer mit 50 A.
TIG DC gepulst

Schattierte Bereiche sind in thisem Modus nicht hilfreich.
Tipps:
Wahl der Freqenz:
- Erfolgt die Schweigung manuell mit Metallauftrag, dann wird die F(Hz) mit dem Auftragsvorgang synchronisiert.
- Bei geringer Dicke ohne Auftrag (< 0,8 mm), F(Hz) >> 10Hz
Die Einstellung der Pulsfrequenz erfolgt durch Drucken und Loslassen der Taste „F(Hz)" und anschliebendes Betätigten des Haupt-Inkrementalgebers. Der Frequenzwert steigt, wenn der Inkrementalgeber im Uhrzeigersinn betagt wird, und sindt, wenn er gegen den Uhrzeigersinn betagt wird. Nach der Einstellung konnen Sie die Taste „F(Hz)" erneut drucken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknüpfen oder 2 Sekunden warten.
| Bezeichnung Einstellung Beschreibung & Tipp | ||
| Pré Gaz (Gasvorströmzeit) | 0 - 60 s | Reinigungszeit des Brenners und Erstellung des Gasschutzes vor der Zündung. |
| Stromanstieg 0 - 60 s Stromanstieg\rampe. | ||
| Schweizstrom 10 - 200 A Schweiz\rom | ||
| Kaltstrom 20 - 99 % Zweiter «kalter» | SchweizStrom | |
| Pulsfrequenz 0.1 - 2000 Hz Pulsfrequenz | Uenz | |
| DownSlope 0 - 60 s Stromabstiegsramppe | ||
| Post Gaz (Gasnachströmzeit) 0 - 60 s | Dauer der Aufrechterhaltung des Gasschutzes nach dem Erlösenchen des Lichtbogens. Er schützt das Werkstück und die Elektrode vor Oxidation. | |
WIG -Erweiteres Menu
Weitere Einstellungen können im erweiterten Menu vorgenommen werden.
These erweiterten Einstellungen werden aufgerufen, indem Sie die Taste langer als 3 Sekunden drucken. Durch Drehen des Drehreglers haben Sie Zugriff auf die folgenden erweiterten Einstellungen:
| Parameter | Beschreibung Einstellung Standard Puls Tipp | |||
| "ISa" | Lagerstrom bei Schweißbeginn | 10 % - 200 % | ✓ | ✓ |
| \(tSa\) | Phasenzeit (?) bei Schweißstart | 0 s - 10 s | ✓ | ✓ |
| "ISo" | Phasenstrom (?) bei Schweißstopp | 10 % - 100 % | ✓ | ✓ |
| \(tSo\) | Phasenzeit bei Schweißstopp | 0 s - 10 s | ✓ | ✓ |
| "dcy" | Duty cycle (Puls-Pausenzeit) | 20 % - 80 % | ✓ |
Der zu andernde Parameter wird durch Drucken der Taste bestätgt. Das erweiterte Menu wird durch Drucken von ESC verlassen.
Punktschweifen (SPOT)
Dieser Schweismodus ermoigt die Vormontage der Teile vor dem Schweien. Das Punktschweien kann manuell mittels Brennertaster oder zeitgesteuer mit einer voredefineden Punktschweizzeit erfolgen. These Punktschweizheit ermoigt eine bessere Reproduzierbarkeit und die Realisierung eines nicht oxidierten Punktes (zuganglich über die Schaltflache «F(Hz)»).

TIG SPOT (WIG-Punktschweiben)
Schattierte Bereiche sind in thisem Modus nicht hilbreich.
| Beschreibung Einstellung | Tipp | |
| Pré Gaz (Gasvorströmzeit) | 0 - 60 s | Reinigungszeit des Brenners und Erstellung des Gasschutzes vor der Zündung. |
| Schweißstrom | 10 - 200 A | Schweißstrom |
| Spot Man, 0,1 - 60 s Manuell oder festgelegte Dauer. | ||
| Post Gaz (Gas- nachströmzeit) | 0 - 60 s | Dauer der Aufrechterhaltung des Gasschutzes nach dem Erlöschen des Lichtbogens. Er schützt das Werkstück und die Elektrode vor Oxidation. |
Punktschweiten (SPOT PULSE)
These Art des Schweiens auf dunnem Blech ermoigt das Vormontieren der Teile vor dem Schweien. Das Punktschweien kann manuell mittels Brennertaster oder zeitgesteuer mit einer vordenierten Punktschweizheit erfolgen. These Punktschweizheit ermoigt eine bessere Reproduzierbarkeit und die Realisierung eines nicht oxidierten Punktes (zuganglich über die Schaltflache «F(Hz)»).
TIG SPOT PULSE (WIG-Punktschweifen)

Schattierte Bereiche sind in thisem Modus nicht hilbreich.
| Beschreibung Einstellung Tipp | ||
| Pré Gaz (Gasvorströmzeit) | 0 - 60 s Reinigungszeit des Brenners und Erstellung des Gasschutzes vor der Zündung. | |
| Schweizstrom 10 - 200 A S | Schweizstrom | |
| Spot Pulse Man, 0,01 - 60 s | Manuell oder festgelegte Dauer. | |
| Post Gaz (Gas- nachströmzeit) | 0 - 60 s | Dauer der Aufrechterhaltung des Gasschutzes nach dem Erlöschen des Lichtbogens. Er schützt das Werkstück und die Elektrode vor Oxidation. |
SPEICHERN UND ABRUFEN VON SCHWEISSKONFIGURATIONEN
Die verwendeten Einstellungen werden automatisch gespeichert und beim nachsten Einschalten des Geräts wieder aufgerufen. Zusätzlich zu den aktuellen Einstellungen ist es möglich, sogenannte „JOB“-Konfigurationen zu speichern und abzurufen. Mit der Taste „JOB“ können Sie eine Konfiguration speichern, abrufen oder loschen. Pro Schweisprozess können 50 Jobs gespeichert werden.
Job anlagen
- Stellen Sie alle gewünschten Schweißparameter ein.
- Drücken und halten Sie die Taste "JOB" (länger als 3 Sekunden).
IN' 1erscheint auf dem Display. - Wahlen Sie mit Hilfe des Inkrementalgebers eine Jobnummer aus. Nur Nummern, die nicht bereits mit einem zuvor gespeicherten Job verbunden sind, konnen ausgewählten werden und werden auf dem Display angezeigt.
- Sobald die Jobnummer ausgewähl ist, drücken Sie die Taste „JOB“, um sie zu bestätigen und unter der ausgewählten Nummer zu speichern.
- Anschliebend wird die Jobnummer angezeigt, die angibt, dass der Speichervorgang durchgeführt wurde. Die Zahl wird so lange angezeigt, bis eine andere Taste oder der Brennertaster betatigt wird.
Hinweis: Wenn alle Nummern bereits registrierten Jobs zugewiesen sind, zeigt das Bedienfeld „Full" an.
Job-Rückruf
Abgehen davon, dass es sich nicht um einen Schweisvorgang handelt, erfordert der Rückruf eines Jobs keine besondere Ausgangsbedingung:
- Drücken Sie kurz auf die Taste „JOB" (nicht länger als 2 Sekunden).
OUT' ertscheint auf der Anzeige des Bedienfeldes.
- Wahlen Sie mit dem Inkrementalgeber eine Jobnummer aus. Auf dem Display werden nur die Nummern angezeigt, die zu den vorhandenen Jobs gehören. Wenn kein Job gespeichert wird, zeigt das Bedienfeld „- - - " an.
- Sobald die Jobnummer ausgewähl ist, drücken Sie die Taste „JOB“, um die Konfiguration zu bestätigen. Die Jobnummer blinkt auf dem Display und zeigt damit an, dass der Job geladen wurde. Die Nummer blinkt so lange, bis ein anderer Parameter geändert wird oder bis der Brennertaster zum Starten des Schweizzyklus betätig wird.
Loschen eines Jobs
- Drücken Sie kurz auf die Taste „JOB" (nicht länger als 2 Sekunden).
"OUT" erscheint auf der Anzeige des Bedienfeldes. - Wahlen Sie mit dem Inkrementalgeber eine Jobnummer aus. Es konnen nur Nummern angezeigt werden, die zu bestehenden Jobs gehoren,
- Drücken Sie die Taste „JOB“ 3-mal hintereinander. Der ausgewählte Job wird nun gelöscht und der Generator
zeigt wieder den Schweisstrom an.
EMPFOHLENE KOMBINATIONEN
| ↑ | Strom (A) Elektrode (mm) Düse (mm) | Argon-Durchflussmenge (L/min) | |
| 0,3 - 3 mm 5-75 16 | 5 6-7 | ||
| 2,4 - 6 mm 60-150 | 1,6 8 6-7 | ||
| 4 - 8 mm 100-160 | 2,4 9,5 7-8 |
KOMPATIBLE BRENNER UND BRENNERTASTerverHALTEN
| Lamelle Doppe | DBtasten Doppeltaster | + Potentiometer |
| ✓ | ✓ | ✓ |
Beim 1-Tasten-Brenner wird die Taste als „Haupttaste" bezeichnet.
Beim 2-Tasten-Brenner wird die erste Taste als "Haupttaste" und die zweite als "Sekundärtaste" bezeichnet.
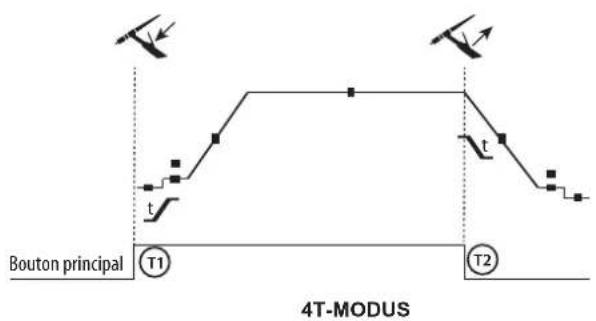
2T-MODUS
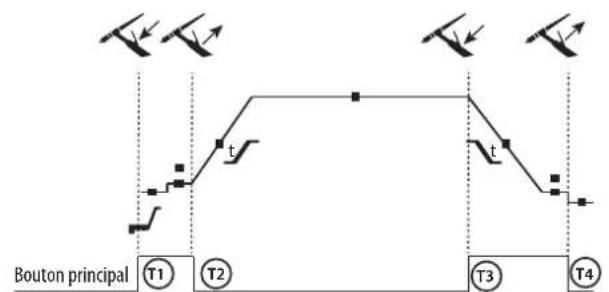
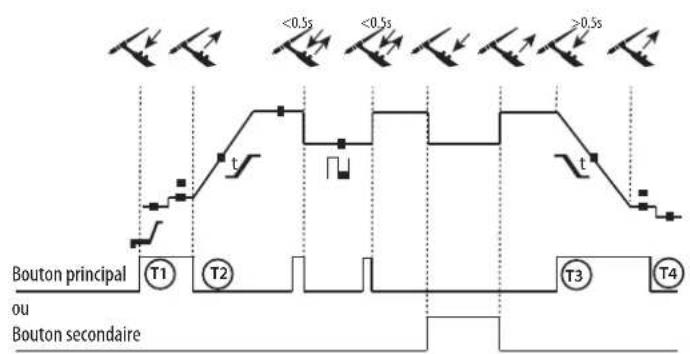
4T log MODUS
T1 - Die Haupttaste wird gedrückt, der Schweißzyklus startet (PreGas, I_Start, UpSlope und Schweiben).
T2 - Die Haupttaste wird losgelassen, der Schweizzyklus wird gestopt (DownSlope, I_Stop, PostGaz).
Bei der 2-Tasten-Brenner und nur bei 2T wird die Sekundärtaste wie die Haupttaste gefuhrt.
T1 - Die Haupttaste wird gedrückt, der Zyklus startet ab PreGaz und stoppt in der Phase I_Start.
T2 - Die Haupttaste wird losgelassen, der Zyklus wird in UpSlope und SchweiBen fortgesetzt.
T3 - Die Haupttaste wird gedrück, der Zyklus gehen in DownSlope und stoppt in der Phase I_Stop.
T4 - Die Haupttaste wird losgelassen, der Zyklus endet mit PostGaz.
Beim 2-Tasten-Brenner ist die Sekundärtaste inaktiv.
T1 - Die Haupttaste wird gedrückt, der Zyklus startet ab PreGas und stoppt in der Phase I_Start.
T2- Die Haupttaste wird losgelassen, der Zyklus wird in UpSlope und SchweiBen fortgesetzt.
LOG:these Betriebsart wird in der SchweiBphase verwendet:
- Ein kurzer Druck auf die Haupttaste (<0,5s) schaltet den Strom von I Schweißen auf I Kalt und umgekehrt.
- Wird die Sekundärtaste gedrück gehalten, whichelt der Strom von I Schweißen auf I Kalt.
- Wird die Sekundär taste losgelassen, wechsel der Strom von I Kalt auf I Schweiben.
T3 - Wird die Haupttaste lange gedrück (>0,5 s), schaltet der Zyklus auf DownSlope und stoppt in der Phase I_Stop.
T4 - Die Haupttaste wird losgelassen und der Zyklus endet mit Post-Gaz.
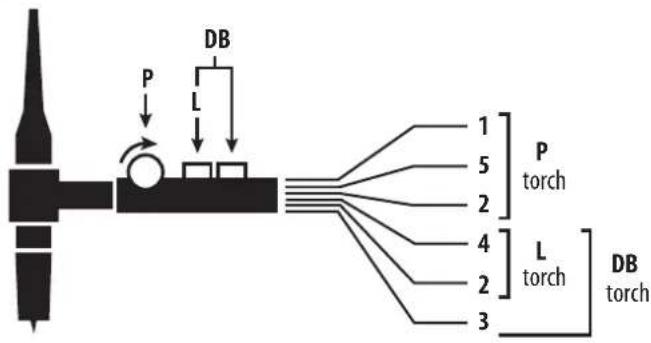
ANSCHLUSS FÜR BRENNERTASTERSTEUERUNG
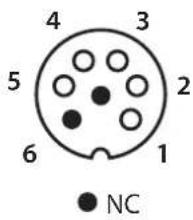
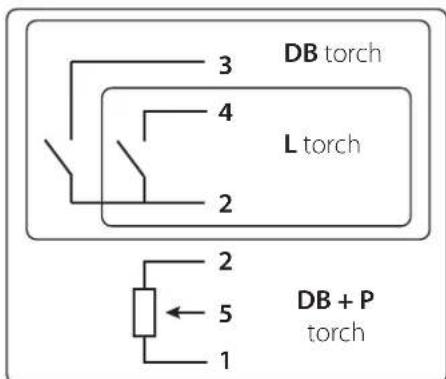
Verdrahtungsplan je nach Brennertyp. Elektrischer Schaltplan je nach Brennertyp.
| Brennertypeen | Bezeichnung des Kabels | Pin des zugehörigen Steckers | ||
| Brenner mit Doppeltasten + Potentiometer | Brenner mit Doppeltasten Lamellenbrenner | Standard (?) Masse 2 | ||
| Taste 1 4 | ||||
| Taste 2 3 | ||||
| Standard (?) Masse des Potentiometer | 2 | |||
| 10 V 1 | ||||
| Schieberegler 5 | ||||
FERNSTEUERUNG
Die analoge Fernsteuerung Funktioniert mit dem WIG- und MMA-Verfahren.

Ref. 045699 Ansicht von außen Elektrische Schaltpläne entsprechend den Fernbedienungen.
Anschluss
1-Schlieben Sie die Fernbedienung an die Rückplatte der Schweisstromquelle an.
2- Das Bedienfeld erkennt das Vorhandsein einer Fernbedienung und schlgt eine Auswahl vor, die über den Drehregler zuganglich ist.
Anschlusse
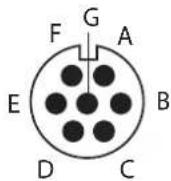
Das Produkt ist mit einer Buchse für die Fernsteuerung ausgestellt.
Der spezifische 7-Punkt-Stecker (Option Ref. 045699) ermoiglich den Anschluss verschiedener Arten von Fernbedienungen. Für die Verdrahtung folgen Sie dem nachstehenden Schaltplan.
| Bezeichnung des Kabels Pin des zugehörigen Steckers | |||
| Pedal Manuelle Fernsteuerung | 10 V A | ||
| Schieberegler B | |||
| Standard (?)/ Masse | C | ||
| Switch / Schalter | D | ||
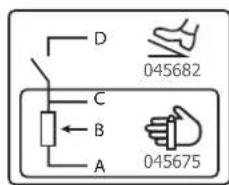
Funktionsweise:
- Manuelle Fernsteuerung (Option Ref. 045675):
Mit der manuellen Fernsteuerung kann der Strom von 50% bis 100% der eingestellen Intensität variiert werden. In dieser Konfiguration sind alle Modi und Funktionen der Schweisstromquele zugänglich und können parametriert werden.
- Pedal (Option Ref. 045682):
Mit dem Fußpedal kann der Strom von 10% bis 100% der eingestellen Intensität variert werden. Bei WIG arbeitet die Schweißstromquelle nur im 2T-Modus. Außer dem werden Stromanstieg und -abfall nicht mehr von der Schweißstromquelle gesteuert (inaktive Funktionen), sondern vom Benutzer über das Fußpedal.
FEHLERMELDUNGEN, BETRIEBSSTÖRUNGEN, URSACHEN, ABHILFEN
Dieses Gerat verfügt über ein Fehlerüberwachungssystem.
Eine Reihe von Meldungen auf der Bedientastatur ermittelicht die Diagnose von Fehlern und Betriebsstörungen.
| Fehlercode Bedeutung URSACHEN ABHILFE | |||
| EH° | Überhitzungsschutz | Überschreiben den Einschaltdauer Umgebungstemperatur über 40°C Verstopfte Lufteinläse | Warten Sie, bis das Licht erloschen ist, bevor Sie mit dem Schweißen fortfahren. Halten Sie die Einschaltdauer ein und sorgen Sie für ausreichende Belüfung. |
| US1 | Netzüberspannungsfehler | Netzspannung außerhalb der maximalen Toleranz (230V einphasig +/- 15%) | Eine Überspannung im Stromnetz ist die Ursache für die Meldung. Lassen Sie ihre elektrische Anlage oder ihren Generator von einer autorisierten Person überprüfen. |
| US2 | Brennerstörung | Der/die Brennertaster des Brenners sind defekt. | Prufen Sie, ob beim Einschalten des Produkts nichts auf den/die Brennertaster des Brenners drückt. |
| USd | Fehler am Pedal Das Pedal ist gedrückt. | Stellen Sie sicher, dass nichts auf das Fußpedal drückt, wenn das Produkt eingeschaltet ist. | |
| EBP | Fehler an Drucktaste(n) Drucktaste(n) im Stromkreis | Prufen Sie, dass keine der Drucktastengedrückt ist. | |
| Betriebsstörungen Ursachen Abhälten | |||
| WIG-MMA | Das Display ist eingeschaltet, aber das Gerät liefert keinen Strom. | Das Erdungsklemmkabel, der Brenner oder der Elektrodenhalter sind nicht an die Station angeschlossen. | Prüfen Sie die Anschlüsse. |
| Wird die Station mit Strom versorgt, spüren Sie ein Kribbeln, wenn Sie ihre Hand auf das Gehäuse legen. | Die Erdung ist defekt. | Überprüfen Sie den Stecker und die Erdung ihrer Anlage. | |
| Die Station schweibt schlecht. Polaritätsfehlher | Überprüfen Sie die empfohlene Polarityität an der Elektrodenbox. | ||
| WIG | Instabiler Bogen | Defekte Wolframelektrode | Verwenden Sie eine entsprechendimensionierte Wolframelektrode. |
| Verwenden Sie eine ordnungsgemäßVBoreite Wolframelektrode. | |||
| Verwenden Sie eine Wolframelektrode, die für Gleichstrom geeignet ist. | |||
| Falsche Einstellung der Gasflussrate | Prüfen Sie den Gasfluss am Flaschendruckmanometer. | ||
| Die Wolframelektrode oxidiert und stum-pft am Ende des Schweißvorgangs ab. | Gasproblem, oder vorzeitige Gasabschal-tung. | Prüfen Sie alle Gasanschlüsse undziehen Sie sie fest. Warten Sie, bis die Elektrode abgekühlt ist, bevor Sie das Gas abschalten. | |
| Die Elektrode schmilzt. Polaritätsfehlher | Prüfen Sie, ob die Erdungsklamme an den (+) Pol und der Brenner an den (-) Pol des Produkts angeschlossen ist. | ||
GARANTIEBEDINGUNGEN
Die Garantie deckt alle Defekte oder Herstellungsfehler fur 2 Jahre ab Kaufdatum ab (Teile und Arbeitskräfte).
Die Garantie erstreckt sich nicht auf:
- Sonstige durch den Transport verursachte Schäden.
Normaler VerschleB der Teile (z. B.: Kabel, Klemmen, usw.).
Zwischenfalle aufgrund eines unsachgemaien Gebrauchs (Fehler bei der Stromversorgung, Fallenlassen, Demontage). - Umgebungsbedingte Ausfälle (Verschmutzung, Rost, Staub).
Im Falle eines Defektes schicken Sie das Gerät an ihren Handlcr zurück und legen Sie wie folgt bei:
- einen mit Datum versehenen Kaufnachweis (Quittung, Rechnung...)
- eine Notiz, die die Störung erklart.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOEREN
De garantie dekt nicht :
SALDATURA A ELETTRODO TUNGSTENO CON GAS INERTE (MODO TIG)
COLLEGAMENTO E CONSIGLI
*Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).
Das Gerät zum Abkühlen nicht ausschalten und laufen halten bis das Gerät wieder bereit ist
Das Gerat entspricht in seiner Charakteristik einer Spannungssquelle mit fallender Kennlinie.




