
Protig 201 DC FV - Estación de soldadura GYS - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Protig 201 DC FV GYS en formato PDF.

Preguntas de los usuarios sobre Protig 201 DC FV GYS
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones Protig 201 DC FV - GYS y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Protig 201 DC FV de la marca GYS.
MANUAL DE USUARIO Protig 201 DC FV GYS
Equipo de soldadura TIG y MMA
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL

Estas instrucciones se deben leer y comprender antes de toda operacion.
Toda modificacion o mantenimiento no indicae en el manual no se debelear a cabo.
Todo daño fisico o material bajo a un uso no conforme con las instrucciones de este manual no podra atribuirse al fabricante. En caso de problema o de incertidembre, consulte con una persona qualificada para manejar correctamente el aparato.
ENTORNO
Est material se deu r a s d t e n el aparo y mual. se den respetar las instruetiones relativas a la segudad. En caso de uo inadequado o peligroso, el fabricante no podra considerarse responsable.
La instalacion se debe hacer en un local sin polvo, ni acido, ni gas inflamable u otheras sustancias corrosivas. Igualmente para su almacenado. Hay que asegurar de que haya una buena circulacion de aire cuando se este utilizing.
Zona de temperatura:
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedaydelaire:
Inferior o igual a 50% a 40^ (104^)
Inferior o igual a 90% a 20^ (68^)
Altitud:
Hasta 1000 m por encima del nivel del mar (3280 pies).
PROTECCION INDIVIDUAL Y DE LOS OTROS
La soldadura al arco puede ser peligrosa y causar lesiones graves e incluso mortales.
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiación lumínea del arco, de Campos electromagnéticos (atencion a los que lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demas, siga las instrucciones de seguidad siguientes:

Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secs, ignifugos y en Buen estado que cubran todo el cuero.

Utilice guantes que aseguren el aislamento electrico yTERMico.

Utiice a proteccion de soldadura y/o una capucha de soldadura de un nivel de proteccion suficiente (variable segun aplicaciones). Protejase los ojos durante operaciones de limpieza. Las lentillas de contacto estan particularmente prohibidas.
A vces es necessario delimitar las zonas medante cortinas ignifugas para proteger la zona de soldadura de los rayos del arco, proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas adequadas para protegerse.

Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al limite autorizzato (asi como qualquier otra persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes moviles (ventilador).
No quite nunca el carter del grupo de refrigeracion del aparato estando bajo tension, el fabricante no podra ser considerado responsable en caso de accidente.

Las piezas soldadas estan caliente y pueen provocar quemaduras durante su manipulacion. Cuando se hace un mantenimiento de la antorch a portaelectrodos, se debe asegurar que esta este lo suficientamente friy espe al menos 10 minutes antes de toda intervencion. El groupe de refrigeracion se debe encender cuando se utilise una antorcha refrigerada por liquido para que el liquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de partirla para proteger las personnes y los bienes materiales.
HUMOS DE SOLDADURA Y GAS

El humo, el gas y el polvo que se emite durante la soldadura son peligosos para la salute. Hay que prever una ventilacion sufiente y en occasions espued ser necessario un aporte de aire. Una mascara de aire peut ser una solution en caso de aireacion insufiente.
Compruebe que la aspiracion es eficaz controandola conforme a las normas de seguridad.
Atencion, la soldadura en los lugares de peueas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de alquos materiales que contengan plomo, cadmio, zinc, mercurio o berilio peuvent ser particulamente nocivos. Desengrase las piezas ante de soldarlas. Las botellas se deben colocar en locales abierto o bien aireados. Se deben colocar en posicjion vertical y susjetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar circa de grasa o de pintura.
RIESGO DE FUEGO Y DE EXPLOSION

Proteja Completely la zona de soldadura, los materiales inflamables deben alejarse al menos 11 metros. Cerca de la zona de operaciones de soldaduraDebe haber un anti-incendios.
Atencion a las proyeconiones de materiales calientes o chispas incluo a工程技术 de las fisuras. Puede generar un incendio o una explosiOn.
Aleje las personas, objetos inflamables y contenedores a presion a una distancia de seguidad sufiente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les deben vaciar de该如何 material inflamable or explosive (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energia de soldadura o hacia materiales inflamables.
BOTELLAS DE GAS

El gas que sale de la botella suepera un fuente de sofocimiento en caso de concentracion en el espacio de soldadura (comprobar bien).
El transporte debe realizarse de forma segura: cilindros cerrados y la fuente de energia de soldadura apagada. Se deben colocar verticalmente y susjetadas con un soporte para limitar el riesgo de caida.
Cierre la botella entre dos usos. Atencion a las variaciones de temperatura y a las exposiones al sol.
La botella no debe entar en contacto conuna llama, un arco elctrico, una antorcha, una pinza de maso o qualquier otra fuente de calor o de incandescencia.
Mantengalas alejadas de los circuitos electricos y del circuito de soldadura y no efectue nunca una soldadura sobre una botella a presion.
Cuidado al abrir la valvula de una botella, hay que alejar la cabeza de la valvula y asegurar de que el gas正常使用 es el apropiado para el proceso de soldadura.
SEGURIDADELECTRICA

La red electrica utilizes de tener imperativamente una connexion a tierra. Utilice el時間 de fusible recomendado sobre la tabla de indicaciones.
Una descarga electricauede seruna fuente de accidente grave directo o indirecto,incluso mortal.
No toque nunca las partes bajo tension tanto en el interior como en el exterior del generator de corriente cuando este está encendido (antorchas, pinzas, cables, electrodos) ya que estan connectadas al circuito de soldadura.
Antes de abir la fuente de corriente de soldadura, desconctela de la red y espere 2 minutos para que todos los condensadores se descarguen.
No toque alismo tiempoo la antorcha o el portaelectrados y la pinza de masa.
Cambi es cables y antorch s estos estan daados, acudiendo a una persona cualificada. Dimensione la secon de los cables de forma adecadua a la aplicacion. Utilizar siempre ropas secas y en Buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugaronde trabajo.
CLASIFICACION CEM DEL MATERIAL

Este aparato de Clase A no está previstos para ser utilisé en un lugar residencial donde la corriente electrónica está suministrada por la red electrónica Pública de baja tensión. En these lugares peut encontrar dificultades a nivel de potencia para asegurar una compatibiliad electromagnética, bajo las interferencias propagadas por conductor y por radiación con Frequencia radioeléctrica.

Bajo condidon que la impedancia de la red publica de alimentacion bajo tension al punto de acoplamento sea inferior a Zmax = 0.173 Ohms, este material esta conforme a la CEI 61000-3-11 y possible ser connectado a las redes publicas de alimentacion bajo tension. Es de la responsabilidad del instalador o del usuario del material de asegurar, consultando el operador de la red de distribuccion si fuese necessario, que la impedancia de la red está conforme con las restriciones de impedancia. Este material es conforme a la norma CEI 61000-3-12.
EMISIONES ELECTROMAGNETICAS

La corrente elctrica que pasa a trav es qualier conductor produce Campos elctricos y magnéticos localizados (EMF). La corrente de soldadura produce un Campo electromagnetico alrededor del circuito de soldadura y del material de soldadura.
Los Campos electromagnéticos EMF peuvent alterar algunos implants Médicos, como los estimuladores cardíacos. Se deben tener medías de protección para personas con implantes Médicos. Por exemple, restricciones de acceso para las visitas o una evaluación de riesgo individual para los soldadores.
Dos soldados deminlizar los seguides procedimentos para minimar la exposion a los Campos electromagnéticos del circuito de soldadura:
- colocar los cables de soldadura jintos - asegurarlos con un grapo, si es possible;
- Coloque sucede y torso lo más lejos posible del circuito de soldadura.
No enrolle cables de soldadura alrededor de su cuerpo.
no colque su cuerpo entre los cables de soldadura. Sujete los dos cables de soldadura en elismo lado del cuerpo;
- Conecte el cable de returno a la pieza lo más cerca possible de la zona a soldar;
- no trabajo jusqu'à la fuente, no se siente o se apoye en la fuente de corriente de soldadura.
- No suelezmianzasntransporta la fuente de energia de soldadura o el cable de soldadura.

Las personas con marcapasos deben匐ar un medico antes de aplicarosthe aparato.
La exposión a los Campos electromagnéticos durante la soldadura pueda tener algunos efectos sobre la salute que se desconcenha ahora.
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALLACION DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el usuario debe resolver la situacion siguiendo las recomendaciones del manual de usuario o consultando el serviceo专业技术 del fabricante. En algunos casos, estaccion correctivauede ser tan simple comouna conexiona tierra del circuito de soldadura.En otheros caso,puede ser necessario construir una pantalla electromagnetica alrededor de la fuente de corrente de soldadura y de la pieza entera con filtres de entrada. En qualquier caso, las perturbaciones electromagnéticasdeben reducirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar el aparato de soldadura al arco, el usuario deberáearalar problems electromagnéticos poteciales que podra haber en la zona.
donde se va a instalar. Se debe considerar lo singular:
a) la presencia por encima, por debajo y+junto al equipo de soldadura por arco de others cables de alimentacion, control, senal y Telefono;
b) receptores y transmisores de radio y television;
c)ordenadores yotirosequipos de control;
d) equiposcriticos para la seguidad, por exemple, la proteccion de equipos industriales;
e) la salute de los vecinos, por exemple, el uso de marcapasos o audifonos;
f) el equipo正常使用 para la calibracion o la medicacion;
g) la inmunidad deOthers equipoas en el entorno.
El usuario deben asegurar de que los aparatos del local Sean compatibles entre los. Esto peut requirir medidas de proteccion adiconiales;
h) la hora del día en que se van a realizar las soldaduras u除外as activités.
La dimen de la zona conjunta a torn en cun ta depne de la estructura del edificio y de las other activities que se lieven a cabo en el lugar. La zona se puee extender mas alla de los limites de las instalaciones.
Evaluación de las instalaciones de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco pueda servir para determinar y resolver los problemas de alteraciones. Conviene que la evaluación de las emisiones incluya las medias hechas en el lugar como especified en el Articulo 10 de la CISPR 11. Las medias hechas en el lugar peuvent permitir al mesmo tiempo confirmar la eficacidia de las medias de mitigacion.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCTION DE EMISIONES ELECTROMAGNETICAS
a. Alimentación Pública: El equipo de soldadura por arco debe conectarse a la red electrónica Pública de acuerdo con las recomendaciones del fabricante. Si se produjeran interferencias,oulda ser necessario tomar medidas de prevencion suplementarias como el filtrado de la red Pública de alimentacion electrolytica. Se recomienda apantallar el cable de red electrolytica en un conductor metalico o equivalente para material de soldada instalado de forma fija. Conviene asegurar la continuidad electrolytica del apantallado sobre toda la longitud. Se recomienda conectar el cable apantallado al generator de soldadura para asegurar un buen contacto electrolytro entre el conductor y la fuente de soldadura.
b. Mertenimio de equos de soldadura por arco: El equipo de soldadura por arco debe someterse a un mantenimiento rutinario segun las recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas esten correctamente cerradas cuando se utilise el material de soldadura al arco. El material de soldadura al arco no se debe modifier de ningun modo, salvo modificaciones y ajustes mentionados en el manual de instruccion del fabricante. Se recomienda, en particular, que los dispositivos decebado y de estabilizacion de arco se ajusten y se les haga un mantenimiento siguiendo las recomendaciones del fabricante.
c. CABLES DE SOLDADURA: Conviene que los cables sean lo mas cortos possible, colocados cerca y a proximidad del sueño sobre este.
d. Conexión equipotencial: Hay que tener en cuenta la unión de todos los objetivos metálicos de los alrededores. En cualquier caso, los objetivos metálicosRUN a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas electricas si toca these elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objets metálicos.
e. Puesta a tierra de la pieza: Cuando la pieza no está connectada a tierra por seguidad elctrica o por su tameno y ubicacion, como en el casco de un barco o el acero estructural de un edificio, una conexion que conecte a tierra la pieza peute, en algunos casos y noiami, reduir las emisiones. Conviene vegetar la connexion a tierra de piezas que podrnan incrementar el riesgo de heridas para los yyuanos o daarotras materiales elctricos. Si necessario, conviene que la connexion a tierra de la pieza a soldar se haga directamente, pero en algunos paises no se autoriza este connexion directa, por lo que conviene que la connexion se haga con un condensador apropiado selecctionado en funcie de la normativa nacional.
f. Proteccion y blindaje: La proteccion selectiva y el apantallamento deculos cables y equipments en el areca circundante可以更好 limitar los problemas de interferencia. La proteccion de toda la zona de soldadura pueda ser necessities para aplicaciones especialas.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA

El aparato está equipado de un mango en la parte superior que permiteartransportarlo con la mano. No se debe subestimar supeso. El mango no se debe considerar un mode para realizar la suspENSION del producto.
No utilise los cables o la antorch a para desplazar el aparato. Se debe desplazar en posicjion vertical.
No eleve una botella de gas y el generator al mesmo tiempo. Sus normas de transporte son-distintas.
No transporte el generador de corriente de soldadura por encima de除外 personas u objetos.
INSTALACION DEL MATERIAL
La fuente de corriente de soldadura se debe colocar sobre una superficie cuya inclinacion maxima sea 10^
- Coloque lamaids en una zona lo suficientmente amplia para airearla y acceder a los comandos.
- No utilise en un entorno con polvos metálicos conductores.
- Laquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
- El equipo con grado de proteccion IP21 significa :
- une protection contre l'accès aux parties dangereuses des corps solides de diam >12.5mm et,
- une protection contre les chutes verticales de gouttes d'eau
Los cables de alimentacion, de prolongacion y de soldadura deben estar Completely desenrollados para evaporarrialquier sobrecalentamento.

El fabricante no asume贯穿una responsabilitad respecto a daños provocados a personas y objetos debido a un uso incorrecto y peligioso de este aparato.
MANTENIMIENTO / CONSEJOS


-
El mantenimientosoledebe realizarsspor personalculificado.Se aconseja efectuar un mantenimiento anual.
Corte el suministro eletrico, bajo desconnecte el enchufe y espere 2 instantos antes de trabajo sobre el aparato. En su inferior, la tension y la intensidad son elevadas y peligrosas. -
De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la occasion para pedir a un personalrialico que compruebe que las conexiones electricas esten bien en situ con una herramienta aislada.
- Comprue regueralmente el estado del cable de alimentacion. Si el cable de alimentacion está daado, debe ser sustituido por el fabricante, su serviceo post-venta o una persona con qualificacion similar, para evitar qualquier peligro.
- Deje los orificios del equipo libres para la entrada y la calidad de aire.
- No utilise este generador de corriente para deshellar cañerías, recargar baterías/accumuladores o arrancar motores.
INSTALLACION - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilido por el fabricante pueda efectuar la instalacion. Durante la instalacion, aseguressque el generador está desconnectado de la red eletrica. Las conexiones en series o en paralelo del generador estan prohibidas. Se recomienda utilizing los cables de soldadura suministrados con la maquina para Obtener los ajustes adaptados y optimos para el producto.
DESCRIPCION DEL MATERIAL (FIG-1)
Este equo esuna fuente de enegia de soldadura Inverter para la soldadura de electrodes refractarios (TIG) de corriente continua (DC) y la soldadura de electrodos revestidos (MMA).
El proceso TIG requiere una proteccion gaseosa (Argon).
El proceso MMA suee aplicarse para soldar qualier tipo de electrode: rutil, baskos, de acero inoxidable y de fundacion.
1-Conector de polaridad positiva 5-Teclado ^+ botones de ajuste
2-Conector gatillo 6-Conexion gas
3- Conector de polaridad negativa 7- Conector de control a distancia
4- Conexión del gas del antorcha 8- Cable de alimentación electrica
INTERFAZ HOMBRE-MAQUINA (IHM) (FIG-2)
1-Selección de proceso
2-Selección del modo gatillo 6-Pantalla yvinciones
3-Selección de las options de proceso 7-Boton de stand-by
4- Ajustes de los parámetros de soldadura
5- Indicador de functiOnamento del dispositivo reductor de riesgos (VRD)
RED ELECTRICA - PUESTA EN MARCHA
Este material se suministra con una toma de corriente de 16 A de tipo CEE7/7 y se debe conectar a una instalacion electrica monofasica de 230V (50-60 Hz) de tres hilos con el neutro connectado a tierra. El PROTIG dispone de un system « Flexible Voltage», referencia con una instalacion electrica CON tierra compendia entre 110V y 240V (50 - 60 Hz) con tierra. La corriente efectiva absorbida (I1eff) está sealsada sobre el equipo para conditions de uso Tmaxas. Compruebe que la alimentacion y sus protecciones (fuseble y/o disyuntor) Sean compatibles con la corriente necessaria durante su uso. En algunos pays,可以更好 ser necessario, cancellar en enchufe para permitir el direccionamento en conditiones maximas.
- Cuando se enciende, el producto se pone en modo de suspENSION. La puesta en marcha se efectúa presionando el botón El aparato se pone en proteccion si la tension de la red electrica es superior a 265V en equipos monofasicos (la pantalla indica El funciona normal se recupera en cuando la tension de red vuelte a su rango nominal.
- Comportamento del ventilador En el modo MMA, el ventilador funciona continuamente. En modo TIG, el ventilador funciona solo en fase de soldadura y se detiene tras su enfiambre.
- El dispositivo decebado y estabilización del arco está diseñado para un funciona manual y guiado mecánico.
CONEXION SOBRE GRUPO ELECTRIGENO
Este equipo可以选择Funcionarcon generadoressiempre que laenergiaauxiliarcumpla lossiguients requisitos:
- La tension doit ser alterna, ajustada como se especifica, y con una tension de pico inferior a 400V,
-La Frequencia debe estar entre 50 y 60 Hz.
Es imperativo comprobar estas conditiones, ya que muchos grupos electrogenos producen picos de alta tension que pueda darar los aparatos.
USO DE PROLONGADOR ELECTRICO
Tos los prolongadores deben tener un tamen de secon a la tension del aparo. Ullice un prolongador que se ajuste a las normatas naciones.
| Tensión de entrada | Longitud - Sección de la prolongación | |
| <45 m <100 m | ||
| 230 V 2.5 mm² 2.5 mm² | ||
| 110 V 2.5 mm² 4 mm² | ||
CONEXION GAS
Este equipo esta equipado con dos raores. Un conductor de cilindro para la entrada de gas a la estacion, y un conductor de gas de antorcha para la salida de gas en el extremo de la antorcha. Le recomendamos utilizeos adaptadores incluidos de origen con su equipo para lograr una conexion optima.
ACTIVACION DE LA FUNCTION VRD (VOLTAGE REDUCTION DEVICE)
Este dispositivo permite proteger el soldador. La corriente de soldadura esta entrega exclusivamente cuando el electrodo esta contacto con la pieza (resistencia débil). Cuando se retira el electrodo, la función VRD baja la tension a un valor extremamente bajo.
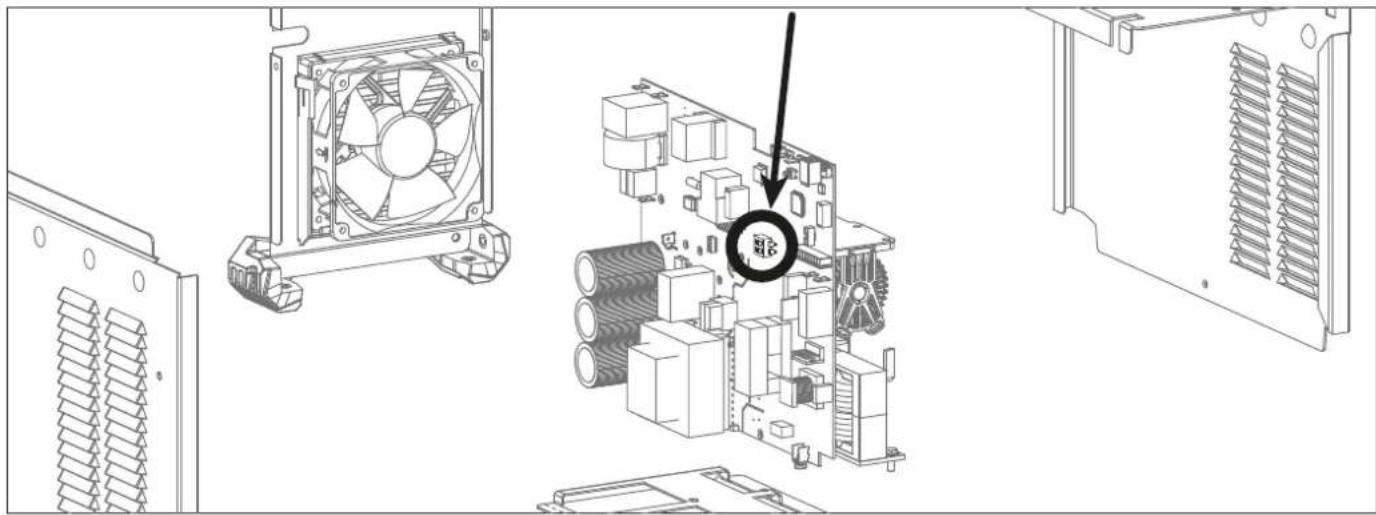
La direccion VRD no esta activada de origen. Se puedaponer en marcha con un interruptor ON/OFF situada en la tarjeta de control de los generadores. Para acceder, siga las siguientes etapas:
-
DESCONECTAR EL PRODUCTO DE LA ALIMENTACION ELECTRICA ANTES DE CUALQUIER MANIPULacion.
-
Retire los tornillos para quitar el capo del generator.
- Localice el interruptor en la plac principal (marca con un circulo en el diagrama seguiente).
- Mover el interruptor en ON situado en esta tarjeta de control.
- La funciona VRD esta activada.
- Re atornillar el capo del generator.
- En la interfaz (HMI), el LED de la funciona VRD se enciende.
Para desactivar la funciona VRD, bastard con volver a poner el interruptor de la placal base en OFF.. La LED VRD en el IHM del generator se apaga
REINICIALIZATION DEL EQUIPO
Es possible volver a los parámedos de fabrica del generator. Para acceder a este parámetro avanzado, pulse durante mas de 3 segundos el botón de «alternancia de pantalla A o V » A continuación, deben selectionar «Ini», LaMQina indica «3», «2», «1» y reinicia el aparato.
DESCRIPCION DE FUNCIONES, DE MENUS Y DE PICTOGRAMAS
| FUNCIón PICTROGRAMA | TIG DC | MMA | Comantarios | |
| Cebado HF Proceso TIG con cebadúHFHF | ✓ | |||
| Cebado LIFT Proceso TIG con cebadúLlHF | ✓ | |||
| Pre-gas | ✓ | Tiempo de purga de la antorchá y de création de la protección gaseosa antes delcebado. | ||
| Corrente de subida Rampa | de subida de corrente | ✓ | ||
| Corrente de soldadura Segunda corriente de soldadura | ||||
| Corrente fria | %I | ✓ | Segunda corrente de soldadura llama fria en estándar 4TLOG o en PUL-SE | |
| Frecuencia PULSE Frecuencia de pulsación del mode/PULSE(Hz) | ||||
| Desvanecimiento de corrente | ✓ | Rampa de descenso para evaporar el efecto de fisura y de cráter (S) | ||
| Post-gas | ✓ | Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permiteprotegger tanto la pieza como el electrodo contra las oxidaciones (S) | ||
| HotStart Sobreintensidad ajustable al inizio de la soldadura | (%) | |||
| ArcForce | L | ✓ | Sobreintensidad que impide que el electrodo se pegue cuando entre en el báñode fusión. | |
| TIG PULSADO Modo Pulsado | Pulse | ✓ | ||
| TIG SPOT Modo Punteado | Spot | ✓ | ||
| TIG SPOT PULSE | Spot & Pulse | ✓ | Modo Punteado pulsado | |
| MMA PULSADO Proceso MMA enMMadBuBalsado | ✓ | |||
| 2T Mode antorchaa 2T | 2T | ✓ | ||
| 4T Mode antorchaa 4T | 4T | ✓ | ||
| 4T LOG Modo antorchaa 4T LOG | 4TLOG | ✓ | ||
| Amperio (unidad) Unidad de Amperios para los ajustes e indicación de corriente de soldadura | ||||
| Voltio (unidad) Unidad de Voltios para la indicación de la tensión de soldadura | ||||
| Segundo o Herzio (unidad) Unidad de segundos o herdos | ||||
| Porcentaje (unidad) Unidad de porcentaje para los ajustes de proporción | ||||
| Cambio de indicación en A o V | ✓ | ✓ | Cambio de indicación de corriente o de tensión durante y tras la soldadura. | |
| Acceso al modo programama Acceso al manu de programación (SAVE, JOB,...) | ||||
| Dispositivo de reducción de riesgos | VRD | ✓ | ✓ | Simbolo normativo que indica el estado de la función VRD |
| Stand-by | ✓ | ✓ | Stand-by del producto. | |
FUNCTIONAMIENTO DEL IHM Y DESCRIPCION DE SUS BOTONES
| Standby / Salida de standby Este botón sirve para activar o salir del modo de espera. La activación del modo no es posible cuando el equipo está soldando. NOTA: Cuando se enciende, el producto se pone en modo de suspensión. | |
| TIG-HF TIG-Lift MMA : | Botón de selección del proceso de soldadura Este botón se usa para selectionar el proceso de soldadura. Cada pulsación/liberación sucesiva cambia entre los siguientes procesos de soldadura: TIG HF / TIG LIFT / MMA. La LED indica el proceso selectionado. |
| 2T 4T 4TLOG 3 | Botón de selección del modo de disparo Este botón se usa paraaablar el modo de disparo de la interna. Cada apriete/liberación sucesiva entrega el cambio entre los modelos tígues : 2T / 4T / 4T LOG. La LED indica el modo selecciónado NOTA: el modo gatillo selecciónado por defecto al encendido de laquina correspunde alultimate過程utilizando antes de la ultima puesta en standby o puesta fuera de service del producto. Para saber más, referirse a la sección « Antorchas compatibles y comportimientos gatillos». |
| Pulse Spot MMA Pulse | Botón de selección de options del proceso Este botón se usa para selección el «Subproceso», Cada pulsación/liberación sucesiva genera un cambio entre lossignificantes subprocesos: PULSE / SPOT / SPOT PULSE (sólo en modo TIG) / MMA PULSADO (sólo en modo MMA). LaLED indica el proceso selecciónado. NOTA: El modo SPOT no se pueda acceder con la configuración de gatillo 4T & 4T Log y en modo de soldadura MMA PULSADO. El modo SPOT no se pueda acceder con la configuración de gatillo 4T Log y en modo de soldadura MMA. El subproceso selecciónado por defecto al encendido de laquina correspende alultimate過程utilizando antes de laultima puesta en standby o puesta fuera de service del producto. |
| + | Codificador incremental principal Por defecto, el codificador incremental permite el ajuste de la corrente de soldadura. Se utilizes igualmente paraaabstar los valeurs de otheros parámetros, selecciónados tras las téclas a las cuales son asociados. Una vez el ajuste del parame-tro terminado, es possibleaabtar de nuevo en la tecla del parámetro que acabbe de seraabstado paraque el codificador incremental sea de nuevo vinculado con el ajuste de la corrente de soldadura. Es también possibleaabtar en una othera tecla vinculada con un(other paramejo para proceber a su ajuste. Si ninguna de las acontezoes se efectúa en el IHM durante2 segundos, el codificador incremental se encuentra de nuevo vinculado con el ajuste de la corrente de soldadura. |
| + | Botón Pre Gas El ajuste del Pre-Gas se hace tras un apiree y un relajamente del botón de Pre-Gas ystownaciondo el codificador incremental principal. La valor del Pre-gas augmentedo cuando el codificador incremental se axionca en el sentido de las agujas del reloj y disminuye cuando se axionca en el sentido contrario. Una vez el ajuste efectuado, es posibleaabtar de nuevo yrelajar el botón de Pre-Gas para que el codificador incremental principal sea de nuevo vinculado con el ajuste de la corrente o de esperar 2段时间. El paso de ajuste es de 0,1 seg. El valor minimum es 0 seg. y el valormaximum es de 25segundos. |
| + | Botón Post Gas El ajuste del post-Gas se hace tras un apiree y un relajamente del botón de Post-Gas ystownaciondo el codificador incremental principal. El valor del Post-gas augmentedo cuando el codificador incremental se axionca en el sentido de las agujas del reloj y disminuye cuando se axionca en el sentido contrario. Una vez el ajuste efectuado, es posibleaabtar de nuevo yrelajar el botón de Post-Gas para que el codificador incremental principal sea de nuevo vinculado con el ajuste de la corrente o de esperar 2段时间. El paso de ajuste es de 0,1 seg. El valor minimum es de 0 seg. y el valormaximum es de 25seg. Por defecto, el valor es de 6seg. |
| + | Botón de subida de la rampa actual o «UpSlope» El ajuste de la rampa de subida actual se realiza pulsando y soltando el botón de rampa de subida actual y bajoaccionando el codificador incremental principal. La valor de la rampa augmentedo cuando el codificador incremental se axionca enel sentido horario y disminuye cuando se axionca en el sentido anti-horario. Una vez el ajuste efectuado, es posibleapre-tar de nuevo y relajar el botón de la rempa de subida para que el codificador incremental principal sea de nuevo vinculado con el ajuste de la corrente o de esperar 2段时间. El paso de ajuste es de 0,1 seg. El valor minimum es de 0 seg. y elvalormaximum es de 25seg. Por defecto, el valor es de 0seg. En modo MMA, el Hotstart es ajustable entre 0 y 100% de la corrente de soldadura en pasos de 5%. El valor por defecto es de 40%. |
| + | Potenciometro para el ajuste de desvanecimiento o «DownSlope» El potenciometro «DownSlope» se utilize paraaabtar el valor de desvanecimiento actual (incremento en el sentido de las agujas del reloj y disminuacion en el sentido contrario). El valor es visible en la pantalla 7 segmentos y permanece durante2段时间 si una exción en el potenciometro se realiza. El valor minimum es de 0 seg. y el valor maximum es de 20 seg. |
| %I | Pomo de ajuste de la corrente en frio Cuando se selecciónona uno de los 2 procesos «TIG HF» o «TIG LIFT», el botón de ajuste de la corrente en frito permiteaabstar el valor de la corrente en frito sólo en la configuracion «PULSE». El valor puede seraabstado entre 20% y 80% de la corrente de soldadura. El paso de aumento es de 1%. Por defecto, el valor es de 30%. En modo MMA, el Arc Force se indexa de -10 a +10 (-10 = sin Arc Force / -9 a +10 =aabste del Arc Force posible). Por defecto, el valor indexado es de 0. |
SOLDADURA CON ELECTRODO REVESTIDO (MODO MMA)
Conexiones y consejos
- Conecte los cables del portaelectrodos y de la pinza de masa en los conectores.
Respete las polaridades e intensidades de soldadura indicadas sobre el embalaje de los electros. - Quite el electrodo del portaelectrodos cuando no se esté usingo el equipo.
ELECCION DE LOS ELECTRODOS REVESTIDOS
ElectrodosrutilosMuyfacildefutilizarentodaslasposicionesencorrientecontinua ElectrodosbasicosPara suuso entodaslasposionesdeCC,esadequado paratrabajodseguridaddebidousumayorespropietadesmecanicas..
MMA STANDARD
Est mode de soldadura MMA estandar es adeado para la mayoria de las aplicaciones. Permite soldar con todo tipo de electrodos revestidos, rutilos, basicos y sobre todos los materiales:: acero, acero inoxidable y hierro fundido.
MMA STANDARD

Las zonas en gris no son utiles en este modo.
| Designación Ajuste Descripción & consejos | |
| Porcentaje de Hot Start 0 - 100 % | El Hot Start es una sobrecorriente durante el cebado para registrar que el electrodo se pegue a la pieza a soldar. Se pueda averdar en intensidad y tiempo. |
| Corriente de soldadura 10 - 200 A | La corriente de soldadura se ajusta según el tipo de electrodo elegido (consulte el embalaje de los electrodos). |
| Arc Force -10 / +10 | El Arc Force una sobrecorriente que se produce cuando el electrodo o la gota entra en contacto con el baño de soldadura para registrar que se pegue. |
MMA PULSADO
El modo de soldadura MMA Pulsado conviene a aplicaciones en posicón vertical ascendente (PF). El pulsado permite conservar un báño frío favoreciendo la transferencia de materia. Sin pulsación, la soldadura vertical ascendente require un movimiento «de abeto», eskaar un desplazamente triangular dificil. Mediente el MMA Pulsado ya no esnecessary realizar este movimiento, según el grosor de su pieza un desplazamente recto hacía arriba pueda bastard. Si aun asi deseña ampliar su báño de fusión, un simple movimiento lateral similar al de soldadura en llano es suficiente. Este proceso Offerce asi un mayor control de la operación de soldadura vertical.
La fecuencia de la pulsacion se ajusta pulsando y sotlando el boton «F(Hz)» y bajo actionando el codificador incremental principal. El valor de esta fecuencia augmente cuando el codificador incremental se acciona en el sentido de las agujas del reloj y disminuye cuando se actiona en el sentido contrario. Una vez el ajuste efectuado, es possible apretar de nuevo y relajar el boton «F(Hz)» para que el codificador incremental principal sea de nuevo vinculado con el ajuste de la corriente o de esperar 2 segundos.
MMA PULSADO

Las zonas en gris no son utiles en este modo.
| Designación Ajuste Descripción & consejos | |
| Porcentaje de Hot Start 0 - Corriente de soldadura 10 - Frecuencia de pulsación 0.4 | El Hot Start es una sobrecorriente durante elcebado para evitar que elelectrodo se pegue a la pieza a soldar. Se pueda ajustar en intensidad y tiempo. La corriente de soldadura se ajusta según el tipo de electrodo elegido (consulte el embalaje de los electrds).Frecuencia de PULSACIÁN del modo PULSE.El paso de aumento varia en función de la Frequencia : |
| Frecuencia de pulsación $in incremento | |
| 0.4 Hz - 3 Hz 0.1 Hz | |
| 3 Hz - 20 Hz 1 Hz | |
| Arc Force -10 / +10 |
MMA-MENUAVANZADQ
Se peutes acceder aotrosajustes enel menu avanzado.
Aestas avanzados se accede pulsando el boton durante mas de 3 segundos . Al girar la rueda se peut acceder a los siguients ajustes avanzados:
| Parámetro | Descripción Ajuste Estándar | Pulsado | Consejo | |
| « AST » AntiSticking ON - OFF | ✓ | ✓ | El anti-pegado se aconseja para retirar el electrodo con toda seguridad en caso de pegado sobre la pieza a soldar. | |
| « HST » Tiempo de HotStart | 0 - 2 s | ✓ | ✓ | El tiempo de HotStart permite el ajuste delcebado deelectrosos dificiles. |
| « dcy » Duty Cycle | 20 % - 80 % | ✓ | Equilibrio de tiempo de la corriente caliente (l) de la pulsación | |
| « Ico » Corrientefría | 20 % - 80 % | ✓ | Segunda corriente de soldadura «fría» |
La validación del parámetro a modifier se realiza pulsando el botón

La salute del menu avanzado se efectúa mediante la validación de «ESC».
SOLDADURA AL ELECTRODO DE TUNGSTENO BAJO GAS INERTE (MODO TIG)
Conexiones y consejos
- La soldadura TIG DC requiere una proteccion gaseosa (Argon).
- Conecte la pinza de masa en el conector de conexión positivo (+). Conecte el cable de potencia de la antorcha en el conector de conexión negativo (-) y el conector de gatillo y de gas.
Asege de que la antorcha est aien equipada y de que los consumibles (mordazas, sope, difusor, boquilla) no esten desgastados. - La elección del electrodo depende de la corriente del proceso TIG DC
AFILADO DEL ELECTRODO
Para un funciona bajo, debe utilize un electrodo aflido de la?sigaune manera:
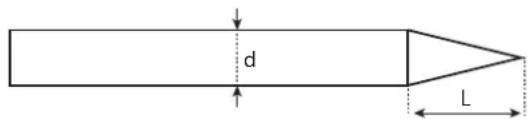
L = 3× d para una corriente débil.
L = d para una corrente fuerte.
ELECCION DEL DIAMETRO DEL ELECTRODO
| Ø Electrodo (mm) | TIG DC | |
| Tungsteno puro | Tungsteno con Óxidos | |
| 1 | 10 > 75 | 10 > 75 |
| 1.6 | 60 > 150 | 60 > 150 |
| 2 | 75 > 180 | 100 > 200 |
| 2.5 | 130 > 230 | 170 > 250 |
| 3.2 | 160 > 310 | 225 > 330 |
| 4 275 > 450 | 350 > 480 | |
| Aproximamente = 80 A por mm de Ø | ||
SELECTION DEL TIPO DE CEBADO
TIG HFcebado de alta Frequencia sin contacto
TIG Lift Cebado por contacto (para entornos sensibles a las perturbaciones de alta Frequencia).



1-Coloque la antorcha en posicin de soldadura por encima de la pieza (distancia deunos 2-3 mm entre la punta del electrodo y la pieza).
2- Presione sobre el boton de la antorcha (el arco se ceba sin contacto con la ayud de impulsos decebado de alta tension HF).
3-La corriente inicial de soldadura circula, la soldadura continua segun el ciclo de soldadura.
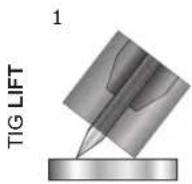
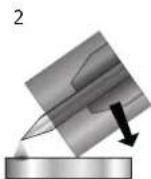

1-Coloque la boquilla de la antorcha en la punta del electrodo sobre la pieza
yfectionelbotonde laantorcha.
2-Incline la antorcha hasta que haya una separacion de 2-3 mm entre la punta del electrodo y la pieza. El arco se ceba.
3-Vuelva a colocar la antorcha en posicjion normal para iniciai el ciclo de soldadura.
Aviso: el aumento de la longitud de la antorch a de los cables de returno mas alla de la longitud maxima especificada por el fabricante augmentar el risgo de descarga electrica.
TIG DC - STANDARD
El proceso de soldadura TIG DC Standard permite la soldadura de alta calidad en la mayoria de los materiales ferrosos como el acero, el acero inoxidable, pero también el cobre y sus aleaciones, el titanio.... Las multiples posibilidades de gestion de la corriente y del gas le permiten controlarperfectamente su proceso de soldadura, desde el cebado hasta el enfiambre final de su cordon de soldadura.
TIG DC - STANDARD

Las zonas en gris no son utiles en este modo.
TIG DC - Pulsado
Este mode de soldadura por corriente pulsada es una combinacion de pulsos de alta corriente (I, pulso de soldadura) y pulsos de bajo corriente (I_Frio, pulso de enfiambre de la pieza). El modo pulse permite ensamblar las piezas limitando el aumento de temperatura.
Ejemplo:
La corrente de soldadura I se fija en 100 A y el % (I_Cold) = 50%, es decide, corrente en frio = 50% x 100 A = 50 A. F(Hz) se ajusta a 2 Hz, el periodo de la senal sera de 1/2Hz = 500 ms. Cada 250 ms, le seguirá un impulso a 100 A y fuego除外 a 50 A.

TIG DC - Pulsado
Las zonas en gris no son utiles en este modo.
Consejos:
La elección de la Frequencia:
- Si se suela con aportacion manual de metal, annexes F(Hz) se sincroniza con el gosto de aportacion,
Si el espesor es微量元素 y no se anade metal (< 0,8 mm), F(Hz) >> 10Hz
La fecuencia de la pulsacion se ajusta pulsando y sostando el boton «F(Hz)» y bajo actionando el codificador incremental principal. El valor de esta fecuencia augmente cuando el codificador incremental seonia en el sentido de las agujas del reloj y disminuye cuando se actiona en el sentido contrario. Una vez el ajuste efectuado, es possible apretar de nuevo y relajar el boton «F(Hz)» para que el codificador incremental principal sea de nuevo vinculado con el ajuste de la corriente o de esperar 2 segundos.
| Designación Ajuste Descripción & consejos | ||
| Pre-gas 0 - 60 s Tiempo de purga de la antorchay de création de la protección gaseosa antes delcebado. | ||
| Subida de corriente 0 - 60 s Rampa de subida de corriente | ||
| Corriente de soldadura 10 - 200 A Corriente de soldadura | ||
| Corriente fria 20 - 99 % Segunda corriente de soldadura «friña» | ||
| Frecuencia de pulsación 0.1 - 2000 Hz Frecuencia de pulsación | ||
| Desvanecimiento 0 - 60 s Rampa de descenso de corriente. | ||
| Post-gas | 0 - 60 s | Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones. |
TIG - Menu avanzado
Se peute acceder a autres ajustes en el menu avanzado.
Aestas avanzados se accede pulsando el boton durante mas de 3 segundos .Al girar la rueda se puece acceder a los seguidesAJustes avanzados:
| Parámetro | Descripción | Ajuste | Estándar | Pulsado | Consejo |
| « ISa » | Corriente de secuencia de arranque de soldadura. | 10 % - 200 % | ✓ | ✓ | Esta secuencia de corriente es una fase antes de la rampa de subida de corriente. |
| « tSa » | Tiempo de secuencia de arranque de soldadura. | 0 s - 10 s | ✓ | ✓ | |
| ISO | Corriente de secuencia de interrupcción de soldadura | 10 % - 100 % | ✓ | ✓ | Esta secuencia de corriente es una fase tras la rampa de descenso de corriente. |
| « tSo » | Tiempo de secuencia de interrupcción de soldadura | 0 s - 10 s | ✓ | ✓ | |
| « dcy » | Duty Cycle | 20 % - 80 % | ✓ | Equilibrio de tiempo de la corriente caliente (l) de la pulsación |
La validación del parámetro a modifier se realiza pulsando el botón. La calidad del menu avanzado se efectúa mediante la validación de «ESC».
El punteado-SPOT
Est mode de soldadura permite el premontaje de las piezas antes de soldarlas. El punteado peut ser manual por el gatillo o temporizada con un retardo de punteado predefinido. El tiempo de punteado permite una mejor reproductividad y la realizacion de+puntos no oxidados (aceble a工程技术 del boton «F(Hz)»).
TIG SPOT

Las zonas en gris no son utiles en este modo.
| Descripción Ajuste Consejo | ||
| Pre-gas 0 - 60 s Tiempo de Corriente de soldadura 10 | purga de la antorch y de creación de la protección gaseosa antes del cebado.200 A Corriente de soldadura | soldadura |
| Spot Man, 0,1 - 60 s Manual | o una duración definida. | |
| Post-gas 0 - 60 s | Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones. |
El punteado-SPOT PULSE
Este mode de soldadura de chapas finas permite el premontaje de las piezas antes de soldarlas. El punteado peut ser manual por el gatillo o temporizada con un retardo de punteado predefinido. El tiempo de punteado permitse una mejor reproductividad y la realizacion de+puntos no oxidados (acceible a工程技术 1 ).
TIG SPOT PULSE

Las zonas en gris no son utiles en este modo.
| Descripción Ajuste Consejo | ||
| Pre-gas 0 - 60 s Tiempo de Corriente de soldadura 10 | purga de la antorch y de creación de la protección gaseosa antes del cebado.200 A Corriente de Manual o una duración definida. | |
| Spot pulse Man, 0,01 - 60 s Post-gas 0 - 60 s | Duración del manlenimiento de la protección gaseosa tras el desvanecimiento del arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones. |
MEMORIZACION Y USO RAPIDO DE CONFIGURaciones DE SOLDADURA
Los parámetros en uso se registrar automatistically ysville memorizados la proxima vez que se encienda el generator. Ademas de los parámetros actuales, es possible guardar y recuperar las configuraciones llamadas «JOB». El boton « JOB » permite grabar, re llamar o borrar una configuracion. 50 Jobs se peuvent memorizar por proceso de soldadura.
Creación de un job
- Ajuste todos los parámetros de soldadura deseados,
- Mantenga pulsado el botón «JOB» (más de 3segundos),
- En la pantalla aparec N ,
- Selezione un numero de trabajo con el codificador incremental. Solo puede selectionarse aquellos nombres que no esten ya asociados a un trabajo previamente registrado y que se indicate en la pantalla,
- Una vez seleccionado el numero de trabajo, pulse el boton «JOB» para confirmarlo y guardarlo con el numero seleccionado,
- A continuación, se muestra el número de trabajo, lo que indica que la做的事情 de copia de sécurité se ha completado. El numero se muestra hasta que un other botón o que gatillo de la antorcha sean presionado.
NOTA: Si todos los nombres ya fueron afectados a jobs grabados, el IHM indica « Full ».
Recuperacion de job
Aparte del着他 de no estar soldando, no hay conditiones iniciales especialas para recuperar un job.:
- Pulse brevemente (no mas de 2 segundos) el boton «JOB»,
- La indicación «OUT» aparece en la pantalla de la HMI,
- Con el codificador incremental, selección un número de trabajo. Solo los nombres asociados a jobs existentes aparecen en la pantalla. Si ningún job se ha grabado, el IHM indica « - - - »
- Una vez el numero de job seleccionado, presionar el boton « JOB » para validar la configuracion. El numero de job parpadea entones en el indicator, Showing que el job fue cargado. El numero sigue parpadeando hasta que un other parametro sea modified o hasta una presion del gatillo de la antorch a para lanzar el ciclo de soldadura.
Eliminación d'un job
- Pulse brevamente (no mas de 2 segundos) el botón «JOB»,
- La indicación «OUT» aparece en la pantalla de la HMI,
- Con el codificador incremental, seleccione un numero de trabajo. Solo se pueda estarlos numerous asociados a los trabajo existentes,
- Pulse el botón «JOB» 3 vezes seguidas. El job seleccionado se borra ahora y el generator
muestra de nuevo la corriente de soldadura.
COMBINACIONES ACONSEJADAS
| ↓↑ | Corriente (A) Electrodo (mm) Boquilla (mm) Cauda | Argón (L/min) | |
| 0.3 - 3 mm 5 - 75 1 | 6.5 6 - 7 | ||
| 2.4 - 6 mm 60 - 150 | 1.6 8 6 - 7 | ||
| 4 - 8 mm 100 - 160 | 2.4 | 9.5 7 - 8 |
ANTORCHAS COMPATIBLES Y COMPORTAMENTOS GATILLOS
| Lámina | Doble Botón | Doble Botón + Potenciómetro |
| ✓ | ✓ | ✓ |
Para las antorchas de 1 botón, el botón se considera el botón principal
Para las antorchas de 2 botones, el primer botón se considera botón principal y elsegundo se considera botón secundario.
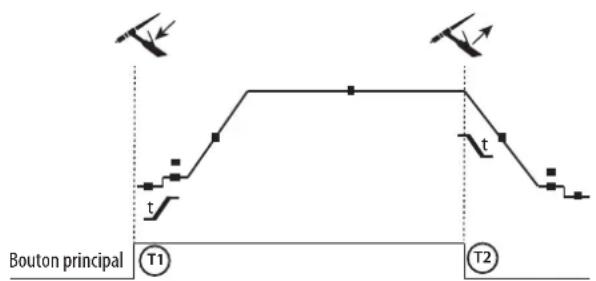
MODO2T
T1 - Al presionar el botón principal, el ciclo de soldadura inicia (PreGas, I_Start, UpSlope y soldadura).
T2 - Al soltar el botón principal, el ciclo de soldadura se detiene (DownSlope, _Stop, PostGas).
Para la antorchá de dos botones y solo en modo 2T, el botón secundario funciona como botón principal.
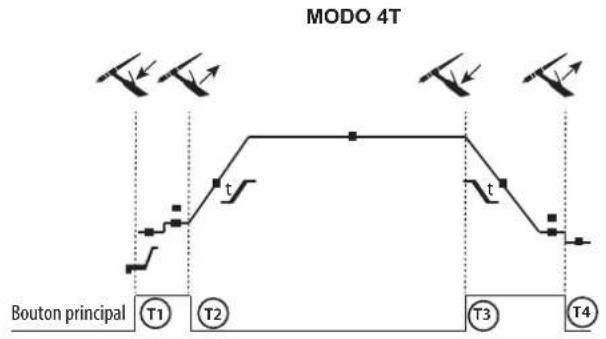

MODO 4T log
T1 - Se pulsa el botón principal, el ciclo comienza desde PreGas y se detiene en I_Start.
T2 - Se sueña el botón principal, el ciclo continua en pendiente ascendente y soldadura.
T3 - Al presionar el botón principal, el cicloonga a DownSlope y se detiene en la fase de I_Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el Post-gas.
Para la antorchá de 2 botones, el botón secundario es inactivo.
T1 - Se pulsa el botón principal, el ciclo comienza desde PreGas y se detiene en I_Start.
T2 - Se sueña el botón principal, el ciclo continua en pendiente ascendente y soldadura.
LOG este modo de funciona lo. en la fase de soldadura : -este mode de lavoramento se utilize en la fase de soldadura ..
- El botón secundario se mantiene presionado, la corriente bascula en corriente de l soldadura a l fria.
- El botón secundario se mantiene soltado, la corriente bascula de corriente de l fria a l soldadura.
T3: Una presión larga en el botón principal (>0,5 seg.), el ciclooca en DownSlope y se para en fase de I_Stop.
T4 - Al soltar el boton principal, el ciclo se acaba mediante el Post-gas.
Para las antorchas de doble botón o doble gatillo + potenciometro, el gatillo superior tiene la misma funcionalidad que la antorcha de gatillo simple o El gatillo «inferior» permite, cuando se mantiene presionado, &, &, y, y. El potenciometro de la antorcha, cuando está presente, ), , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , .
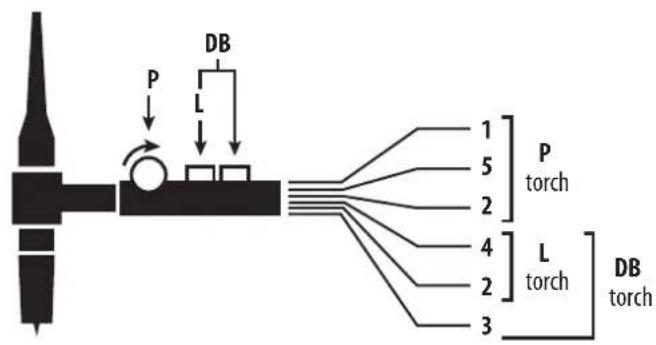
CONECTOR DE CONTROL POR GATILLO
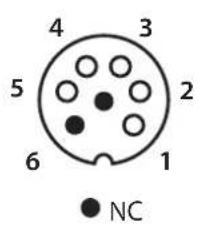
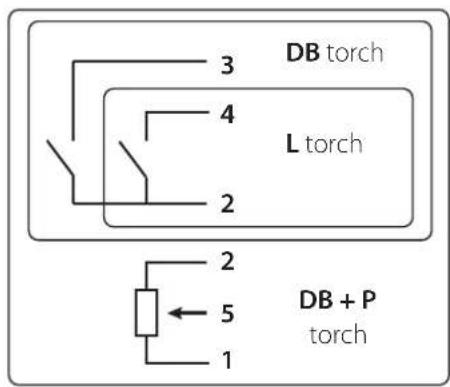
Diagrama de cableado según el tipo de antorcha.
Esquema eletrico en referencia de los temas de antorcha.
| Tipos de antorcha | Designación del cable | Pin del conductor asociado | ||
| Antorcha Doble Botón + Potenciómetro | Antorcha Doble Botón Antorcha a lámina | Común/Masa 2 | ||
| Botón 1 4 | ||||
| Botón 2 3 | ||||
| Común/ Masa de potenciómetro | 2 | |||
| 10 V 1 | ||||
| Cursor 5 | ||||
CONTROL A DISTANCIA
El control a distancia analógico funciona en modo TIG y MMA.

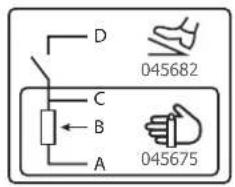
ref. 045699 Vista exterior Esquemas electricos en función de lostips de control a distancia.
Conexión
1- Conecte un control a distancia en la parte trasera de la fuente de corriente de soldadura.
2-La interfaz detecta la presencia de un control a distancia y propone una seleccion accesible con la ruedecilla de ajuste.
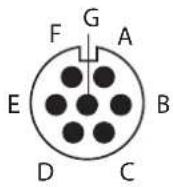
Conectores
El producto posee una conexión hembra para control a distancia.
La clavija especiala de 7 punto (opinion ref. 045699) permite la connexion de differentes tips de mando a distancia. Para el cableado, seguir el esquema suiviente:
| Designación del cable Pin del conector asociado | |||
| Pedal Control a distancia manual | 10 V A | ||
| Cursor B | |||
| Común/Masa C | |||
| Switch / Interruption D | |||
Funcionamento:
Control a distancia manual (opinion ref. 045675).
El mando a distancia manual permite varir la corrente de 50% a 100% de la intensidad ajustada. En esta configuracion, todos los modos y funcionalidades del aparato de soldadura son accesibles y configurable.
- Pedal (option ref. 045682):
El pedal permite variar la corrente de 10% a 100% de la intensidad ajustada. En TIG, el generator de corrente de soldadura funciona solo en modo 2T. Además, la subida y el desvanecimiento de corrente no los gestiona el equipo (funidades inactivas), sino el usuario mediante el pedal.
MENSAJES DE ERROR, ANOMALIAS, CAUSAS Y SOLUCIONES
Este material dispone de un sistema de control de fallo.
Una série de mensaje en el teclado de control permite un diagnóstico de los erros y anomalías.
| Código de error Significado CAUSAS Solutaciones | |||
| EH° | Protección tírmica | Utilización por encima del ciclo de trabajo. Temperatura ambiente superior a 40°C. Entradas de aire obstruidas. | Espere a que se apague el testigo lumino-so para reinecer la soldadura. Respete el ciclo de trabajo y asegura una buena ventilación. |
| USI | Fallo de sobretension de red | Tensión de red fuera de la tolerancia maxi-ma (230V monofásica +/- 15%). | Una sobretension en la red electrónica es la causa del mensaje. Haga que una persona@cualificada revise su instalación electrónica o su generator. |
| USC | Defecto antorcha | El (o los) gatillos de la antorcha está en defecto | Asegúrese de que ninguno de los ele-mentos presiona el gatillo o los gatillos de la antorcha cuando se enciende el producto. |
| USD | Fallo del pedal | Se pisa el pedal | Asegúrese de que ninguno de los ele-mentos presiona el gatillo o los gatillos de la antorcha cuando se enciende el producto. |
| EBP | Fallo del pulsador(es) | Boton pulsador en curto circuito | Compruebe que no se ha pulsado ningún botón |
| Anomalías Causas Solutaciones | |||
| TIG-MMA | Elindicador se enciende, pero el aparato no libera corriente. | El cable de la pinza de masa, de la antorchao del portaelectrodos no está connectado al equipo. | Compruebe las conexiones. |
| El equipo está activado y ustede siente un hormigueo cuando toca la carcasametálica. | La toma de tierra es defectuosa. | Compruebe el enchufe y la toma de tierra de su instalación. | |
| El equipo suenda mal Error de polaridad (+/-) | Compruebe la polaridad aconsejada sobre la caja de electrodos. | ||
| TIG | Arco inestable | El fallo proviene del electrodo de tungsteno | Utilice un electrodo de tungsteno del tamanopropiado |
| Utilice un electrodo de tungsteno correctamente preparado | |||
| Utilice un electrodo de tungsteno que sea adecuado al DC | |||
| Caudal de gas mal ajustado | Compruebe el caudal de gas del manometro de la botella | ||
| Elelectrodo de tungsteno se oxida y se humedece al final de la soldadura | Problema de gas o interrupción prematuradel"Myso | Compruebe y apriete todas las conexiones degas. Espere a que el electrodo se enfrie antes de cortar el gas. | |
| Elelectrodo se funde Error de polaridad (+/-) | Compruebe que la pinza de masa está bienconductada al polo positivo (+) y la antorchaa lpolo negativo (-) del equipo | ||
CONDICIONES DE GARANTIA
La garantia cubre todo fallo o vicio de fabricacion durante dos anos, a partir a partir de la fecha de compra (piezas y mano de obr).
La garantia no cubre :
- Cualquier除外 de bido al transporte.
- El desgaste normal de las piezas (Ej. : : cables, pinzas, etc.).
- Los incidentes debidos a un mal uso (error de red electrica, caía, desmontaje).
- Los fallos debidos al entorno (contaminacion, oxido, polvo).
En caso de avería, devuelva la unidad a su distribuidor, adjuntando:
- una prueba de compra fechada (recibo, factura...)
- unanota explicativa de la avería.
RIPRISTINO DEL DISPOSITIVO
*Los ciclo de trabajo eslan realizados en acuerdo con la norma EN60974-1 a 40^ y sobre un ciclo de diezcretos.
Durante un uso intensivo (superior al ciclo de trabajo), se pueda activar la proteccion termica. En este caso, el arco se apaga y el indicator se enciende.
Deje el aparato conectado para permitir que se enfrie hasta que se anule la proteccion.
La fuente de corrlente de soldadura posee una salda de tipo corrlente constante.
TBP% ykaaHb no HOpMe EN60974-1 npn 40°C n dnn 10-MmHyTHoro uKna.
PnHHTCHBOMHCNOB3OBAHN(>NB%)MOKET BKNHOITBCaTINBAaNTA.BSTOMClyyaeDyra noracHTn 3aropntcHnDKkataOp
OctabTe annapat ncknoyHbIM KNTAHNO,TO6bO CH OCTbI NOONHO OTMeHb 3aunTb.
AnnapaonncbBaetnadaouyioxapaKepntkyHa BbIXode.




