POWER MIG 210 MP - Estación de soldadura LINCOLN ELECTRIC - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato POWER MIG 210 MP LINCOLN ELECTRIC en formato PDF.

Preguntas de los usuarios sobre POWER MIG 210 MP LINCOLN ELECTRIC
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones POWER MIG 210 MP - LINCOLN ELECTRIC y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. POWER MIG 210 MP de la marca LINCOLN ELECTRIC.
MANUAL DE USUARIO POWER MIG 210 MP LINCOLN ELECTRIC
Para utilizar con máquinas que tengan los siguientes Números de código: 12185, 12630

Registre su máquina:
www.lincolnelectric.com/register
Localizador de distribuidores y servicios autorizados:
www.lincolnelectric.com/locator
Guarde estos datos como referencia para el futuro
Fecha de la compra
Código: (ej.: 10859)
GRACIAS POR ADQUIRIR UN PRODUCTO DE PRIMERA CALIDAD DE LINCOLN ELECTRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN EN PERFECTO ESTADO DE INMEDIATO
El comprador pasa a ser el propietario del equipo una vez que la empresa de transportes lo entrega en destino. Consecuentemente, cualquier reclamación por daños materiales durante el envío deberá hacerla el comprador ante la empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se diseñan y fabrican teniendo presente la seguridad. No obstante, la seguridad en general aumenta con una instalación correcta ... y un uso razonado por su parte. NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes de actuar y sea siempre cauteloso.

ATENCIÓN
Verá este cuadro siempre que deba seguir exactamente alguna instrucción con objeto de evitar daños físicos graves o incluso la muerte.

PRECAUCIÓN
Verá este cuadro siempre que deba seguir alguna instrucción con objeto de evitar daños físicos leves o daños materiales.

NO SE ACERQUE AL HUMO.
NO se acerque demasiado al arco.
Si es necesario, utilice lentillas para poder trabajar a una distancia razonable del arco.
LEA y ponga en práctica el contenido de las hojas de datos sobre seguridad y el de las etiquetas de seguridad que encontrará en las cajas de los materiales para soldar.
TRABAJE EN ZONAS VENTILADAS o instale un sistema de extracción, a fin de eliminar humos y gases de la zona de trabajo en general.

SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con la ventilación natural será suficiente siempre que aleje la cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES o utilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algún síntoma poco habitual. Es posible que haya que revisar el ambiente y el sistema de ventilación.

UTILICE PROTECTORES OCULARES, AUDITIVOS Y CORPORALES CORRECTOS
PROTÉJASE los ojos y la cara con un casco para soldar de su talla y con una placa de filtrado del grado adecuado (v. la norma Z49.1 del ANSI).
PROTÉJASE el cuerpo de las salpicaduras por soldadura y de los relámpagos del arco con ropa de protección, como tejidos de lana, guantes y delantal ignífugos, pantalones de cuero y botas altas.
PROTEJA a los demás de salpicaduras, relámpagos y ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la protección auricular.
ASEGÚRESE de que los equipos de protección estén en buen estado.
Utilice gafas de protección en la zona de trabajo EN TODO MOMENTO.

SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan estado en contacto con sustancias de riesgo, a menos que se hayan lavado correctamente. Esto es extremadamente peligroso.
NO SUELDE NI CORTE piezas pintadas o galvanizadas, a menos que haya adoptado medidas para aumentar la ventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionales
PROTEJA las bombonas de gas comprimido del calor excesivo, de las descargas mecánicas y de los arcos; asegure las bombonas para que no se caigan.
ASEGÚRESE de que las bombonas nunca pasen por un circuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.

SECCIÓN A: ADVERTENCIAS

ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN 65 PARA CALIFORNIA

ADVERTENCIA: De acuerdo con el Estado de California (EE. UU.), respirar los gases de escape de los motores de diésel provoca
cáncer, anomalías congénitas y otras toxicidades para la función reproductora.
- Arranque y utilice el motor siempre en una zona bien ventilada.
- Si se encuentra en una zona sensible, asegúrese de expulsar los gases de escape.
- No modifique ni altere el sistema de expulsión de gases.
- No deje el motor en ralentí a menos que sea necesario.
Para saber más, acceda a www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar, el producto provoca humos y gases que, de acuerdo con el Estado de California, provocan anomalías congénitas y, en algunos casos, cáncer (§ 25249.5 y siguientes del Código de Salud y Seguridad del Estado de California).

ADVERTENCIA: Cáncer y toxicidades para la función reproductora (www.P65warnings.ca.gov)
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTÉJASE Y PROTEJA A LA PERSONAS DE SU ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LOS PORTADORES DE MARCAPASOS DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR EL EQUIPO.
Lea y comprenda las siguientes instrucciones de seguridad. Si quiere saber más sobre seguridad, le recomendamos que adquiera una copia de la norma Z49.1 del ANSI "Seguridad en los trabajos de corte y soldadura" a través de la Sociedad Estadounidense de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la norma W117.2 de CSA. Podrá recoger una copia gratuita del folleto E205, "Seguridad en los procesos de soldadura por arco", en Lincoln Electric Company, situada en 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN, USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO AL RESPECTO.

PARA EQUIPOS DE MOTOR.
1.a. Apague el motor antes de iniciar la resolución de problemas y el trabajo de mantenimiento, a menos que el motor deba estar encendido para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese de expulsar todos los gases de escape del motor al aire libre.
1.c. No ponga carburante cerca de un arco de soldadura con llama ni cuando el motor esté en funcionamiento. Detenga el motor y deje que se enfríe antes de volver a repostar para evitar las pérdidas de combustible


derivadas de la evaporación al entrar en contacto con las partes del motor que estén calientes. No derrame combustible al llenar el depósito. Si derrama algo de combustible, límpielo y no arranque el motor hasta que los gases se hayan evaporado.
1.d. Asegúrese de que todos los componentes, cubiertas de seguridad y piezas del equipo estén bien instalados y en buen estado. No acerque las manos, el pelo, la ropa ni las herramientas a la correa trapezoidal, engranajes, ventiladores y otras piezas móviles al arrancar, utilizar y reparar el equipo.

1.e. En algunos casos, podría ser necesario retirar las cubiertas de seguridad para dar el mantenimiento necesario. Retire las cubiertas solo cuando sea necesario y vuelva a colocarlas en cuanto termine de hacer la tarea por la que las haya retirado. Sea extremadamente cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate de hacer funcionar el regulador o el eje portador pulsando el acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental al cambiar el motor o el generador de soldadura, desconecte los cables de la bujía, la tapa del distribuidor o el dinamomagneto, según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de presión del radiador mientras que el motor esté caliente.
1.i. La utilización de un generador en interior PUEDE PRODUCIR LA MUERTE en minutos.
1.j. Los gases de escape del generador contienen monóxido de carbono. Se trata de un veneno invisible e inodoro.
1.k. No utilice NUNCA dentro de una casa o garaje, INCLUSO SI las puertas y ventanas están abiertas.
- I. Utilícelo únicamente EN EXTERIOR y lejos de ventanas, puertas y orificios de ventilación.
1.m. Evite cualquier otro peligro relacionado con el generador. LEA EL MANUAL ANTES DE UTILIZARLO


2.a. El flujo de corriente eléctrica por los conductores genera campos electromagnéticos (EM) localizados. La corriente de soldadura genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo que los operarios portadores de marcapasos deberán acudir a su médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos para reducir al mínimo la exposición a los campos EM derivados del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares. Si el cable del electrodo queda a su derecha, el cable auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.

UNA DESCARGA ELÉCTRICA LE PUEDE MATAR.

3.a. Los circuitos auxiliar (tierra) y del electrodo están vivos desde el punto de vista eléctrico cuando el soldador está encendido. No toque dichas partes "vivas" con el cuerpo. Tampoco las toque si lleva ropa que esté mojada. Utilice guantes secos y herméticos para aislarse las manos.
3.b. Aísle la pieza de trabajo y el suelo con un aislante seco.
Asegúrese de que el aislante sea lo suficientemente amplio como para cubrir toda la zona de contacto físico con la pieza y el suelo.
Además de adoptar las medidas de seguridad habituales, si debe soldar en condiciones arriesgadas desde el punto de vista eléctrico (en zonas húmedas o mientras lleva ropa mojada; en estructuras metálicas como suelos, rejas o andamios; en posiciones poco habituales, como sentado, de rodillas o tumbado, si hay probabilidades de tocar de forma accidental la pieza de trabajo o el suelo), el operario deberá utilizar los siguientes equipos:
- Soldador (TIG) semiautomático para corriente continua (CC)
• Soldador (electrodo) manual para CC - Soldador para CA con control reducido de la tensión
3.c. En los equipos TIG automáticos o semiautomáticos, el electrodo, el carrete del electrodo, el cabezal del equipo, la boquilla y la pistola semiautomática también están vivas desde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buena conexión eléctrica con el metal que se esté soldando.
La conexión deberá hacerse lo más cerca posible de la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del equipo y la máquina de soldar en buen estado de funcionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desde el punto de vista eléctrico de los soportes de los electrodos conectados a los dos equipos, ya que la tensión existente entre las dos podría ser equivalente a la tensión de los circuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo, utilice un arnés a modo de protección por si se produjera una descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.

LAS RADIACIONES DEL ARCO QUEMAN.

4.a. Utilice un protector con el filtro y las cubiertas debidos para protegerse los ojos de las chispas y de las radiaciones del arco cuando esté soldando u observando una soldadura por arco. Los protectores faciales y las lentes de filtrado deberán adaptarse a las normas ANSI Z87.1.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos y duraderos para protegerse la piel y proteger a sus compañeros de las radiaciones del arco.
4.C. Proteja a los técnicos que estén en las inmediaciones con una pantalla ignífuga y pídales que no miren al arco y que no se expongan a la radiación del arco ni a las salpicaduras.

LOS HUMOS Y GASES PUEDEN SER PELIGROSOS.

5.a. Al soldar, se pueden generar humos y gases peligrosos para la salud. Evite respirar dichos humos y gases. Si va a soldar, no se acerque al humo. Asegúrese de que haya una buena ventilación en la zona del arco para garantizar que no se respiren los humos y gases. Si debe soldar superficies revestidas (consulte las instrucciones del contenedor o las hojas de datos sobre seguridad) o superficies de plomo, acero u otros metales cadmiados, asegúrese de exponerse lo menos posible y de respetar los PEL (límites de exposición permisibles) de la OSHA y los TLV (valores límite) de la ACGIH. Para ello, utilice los sistemas de extracción y de ventilación locales, a menos que la evaluación de la exposición indiquen lo contrario. En espacios cerrados y, en algunos casos, en espacios abiertos, necesitará un respirador. Además, deberá tomar precauciones adicionales cuando suelde acero galvanizado.
5.b. La función del equipo de control del humo de la soldadura se ve afectada por varios factores, como el uso y la colocación correctos del equipo, el mantenimiento del equipo y los procedimientos concretos aplicados a la hora de soldar. El nivel de exposición de los trabajadores deberá comprobarse en el momento de la instalación y de forma periódica después de entonces, a fin de garantizar que este se ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas de vapores de hidrocarburo clorado procedentes de operaciones de desengrasado, limpieza o pulverización. El calor y la radiación del arco pueden reaccionar con los vapores del disolvente y formar fosgeno, un gas muy tóxico, y otros productos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura por arco pueden desplazar el aire y provocar lesiones o incluso la muerte. Asegúrese de que haya suficiente ventilación, en particular en zonas cerradas, para garantizar que el aire que respire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del equipo y de los fungibles utilizados, incluidas la hojas de datos sobre seguridad, y siga las prácticas de seguridad aprobadas por su empresa. Obtendrá hojas de datos sobre seguridad de la mano de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.

LAS CHISPAS DERIVADAS DE CORTES Y SOLDADURAS PUEDEN PROVOCAR INCENDIOS O EXPLOSIONES.

6.a. Elimine cualquier factor de riesgo de incendio de la zona de trabajo. Si no fuera posible, cubra los materiales para evitar que las chispas puedan crear un incendio. Recuerde que las chispas derivadas de las soldaduras pueden pasar con facilidad, a través de grietas pequeñas a zonas adyacentes. Además, los materiales pueden calentarse con rapidez. Evite soldar cerca de conductos hidráulicos. Asegúrese de tener un extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las zonas de trabajo, tome las medidas apropiadas para evitar situaciones de riesgo. Consulte el documento "Seguridad en los trabajos de corte y soldadura" (norma Z49.1 del ANSI) y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que el circuito del electrodo no toque en absoluto la zona de trabajo ni el suelo. Si se pusieran en contacto de forma accidental, dichas partes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores hasta que se haya asegurado de que tales procedimientos no harán que los vapores inflamables o tóxicos del interior de dichas piezas salgan al exterior. Estos pueden provocar explosiones incluso si se han "limpiado". Para saber más, adquiera el documento "Prácticas seguras y recomendables de preparación para los procesos de corte y soldadura de contenedores y conductos que han contenido sustancias peligrosas" (AWS F4.1) a través de la Sociedad Estadounidense de Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes de calentarlos, cortarlos o soldarlos. Podrían explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras. Utilice prendas de protección, como guantes de piel, camisas gruesas, pantalones sin dobladillos, botas altas y un gorro para el pelo. Utilice un protector auricular cuando suelde en un lugar distinto del habitual o en espacios cerrados. Cuando esté en la zona de trabajo, utilice siempre gafas de protección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo como le sea posible. Conectar los cables auxiliares a la estructura del edificio o a cualquier otra ubicación distinta de la zona de trabajo aumenta las probabilidades de que la corriente pase por cadenas de elevación, cables de grúas u otros circuitos alternos. Esto podría generar un riesgo de incendio y sobrecalentar los cables y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.i. I. Lea y comprenda la norma NFPA 51B, "Norma para la prevención de incendios en trabajos de soldadura y corte entre otros", disponible a través de la NFPA, situada en 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo para descongelar conductos.

SI SE DAÑAN, LAS BOMBONAS PUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gas comprimido que contengan los gases de protección adecuados para el proceso en cuestión, así como reguladores diseñados para un gas y presión concretos. Todos los conductos, empalmes, etc. deberán ser adecuados para el uso en cuestión y mantenerse en buen estado.

7.b. Guarde las bombonas siempre en vertical y asegúrelas correctamente a un bastidor o a un soporte fijo.
7.c. Las bombonas deberán almacenarse:
- Alejadas de aquellas zonas en las que puedan recibir golpes o estar sujetas a daños físicos.
- A una distancia segura de las zonas de soldadura por arco y de corte y de cualquier otra fuente de calor, chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ninguna otra pieza viva desde el punto de vista eléctrico entre en contacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de la bombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estar en su sitio y bien apretadas, excepto cuando la bombona se esté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonas de gas comprimido, las instrucciones del material asociado y la publicación P-I de la CGA, "Precauciones para la manipulación segura de las bombonas de gas comprimido", disponible a través de la Asociación de Gas Comprimido, situada en 14501 George Carter Way Chantilly, VA 20151.

PARA EQUIPOS ELÉCTRICOS.

8.a. Desconecte la potencia de entrada a través del interruptor de desconexión del cuadro de fusibles antes de empezar a trabajar con el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico Nacional de EE. UU., los códigos locales aplicables y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety para saber más sobre la seguridad.
Página
Descripción del producto....7
Cambios posterioresa la publicación inicial ....7
Descripción del producto ....7
Resumen del producto 7
Procesos y equipos recomendados 8
Procesos recomendados 8
Limitaciones del proceso 8
Limitaciones del equipo. 8
Conjuntos de equipo comunes 8
Diseño 9
Es pecifica ciones....9
Requisitos reglamentarios ....10
Características de diseño 10
Controles del frente del gabinete ....11
Descripciones de los controles del frente del gab inete....11
Parte posterior del gabin de ....12
Descripción de los componentes de la parte posterior del gabinete ....12
Controles internos....12
Descripción de los controles internos ....12
Instalación .... 14
Información de seguridad ..... 14
Conexiones de entrada y de tierra....14
Ubicacióny montaje....14
Protección contra señales de alta frecuencia 14
Diagrama(s) de conexión del sistema 15
Conexiones del electrodo y de la pieza detra bajo 16
Operación ....17
Símbolos gráficos....17
Secuencia de encendido 17 a 21
Ciclo de trabajo 21
Opciones y configuración....22
Opciones MIG 22
Opciones SMA W....22
Configuración....22
Opciones de equipo disponibles....22
Procedimientos de soldadura comunes 23
Opciones generales y accesorios .... 24
Kits de rodillos impulsores .... 24
Kits y opciones....24
Mantenimiento....25
Mantenimiento de rutina .... 25
Mantenimiento general 25
Mantenimiento periódico....25
Localización de fallas....26
Precaudones de seguridad....26
Cómo usar la Guía de loca lización de fallas....26
Guía de localización de fallas....27
Diagramas 29
Diagrama de connexionado....29
Plano dimensional....30
Lista de Partes....parts.lincolnelectric.com
El contenido/detalles pueden cambiar o actualizarse sin previo aviso. Para la mayoría de los Manuales de Instrucciones, vaya a parts.lincolnelectric.com.
DESCRIPCIÓN DEL PRODUCTO
RESUMEN DEL PRODUCTO
La Power MIG ^® 210 MP es una unidad de CD multiproceso de corriente constante/tensión constante con inversor, especificada para 200 A/24 V con un ciclo de trabajo de 25%. Las unidades Power MIG ^™ están diseñadas para fabricación, mantenimiento, uso doméstico y talleres de reparación de carrocerías de automóviles. La unidad cuenta con un gabinete portátil y robusto. La interfaz de usuario tiene una pantalla de cristal líquido (LCD) TFT a color de 3.5 pulgadas para seleccionar los procesos de soldadura y ajustar los parámetros. El usuario tendrá la posibilidad de ajustar inductancia, velocidad inicial (run-in), tiempo de soldadura por puntos, fuerza del arco y arranque en caliente. La máquina cuenta también con un sistema de impulsión de alambre a base de aluminio fundido y un interruptor integrado para activar una pistola de carrete Magnum Pro 100SG.
La Power MIG ^® 210 MP está diseñada para el mercado de Norteamérica, y funciona con alimentación monofásica de 120 V o 230 V, 60 Hz. En la placa de características de la derecha puede verse una descripción general de las capacidades de entrada y de salida de la máquina.
- La Power MIG® 210 MP está preparada para funcionar con la pistola de carrete Magnum Pro 100SG; el interruptor para la pistola de carrete está preinstalado de fábrica, y hay una opción en la interfaz de usuario que permite activar la impulsión de alambre de la pistola de carrete. Ambos elementos deben seleccionarse para activar la pistola de carrete.
- Una bandeja para almacenamiento montada dentro del frente del gabinete de plástico y de la parte posterior del gabinete proporciona espacio para herramientas de repuesto, como rodillos impulsores y puntas de contacto.
-
La máquina trae multitud de accesorios, que incluyen lo siguiente:
-
La máquina trae multitud de accesorios, que incluyen lo siguiente:
- Pistola Magnum Pro 175L
- Pinza y cable de tierra
- Puntas de contacto y rodillos impulsores de repuesto
- Dos guías de alambre
- Regulador de gas y conducto de gas
- Boquillas de gas y sin gas
- Dos cordones de alimentación eléctrica de entrada (120 V y 230 V)
- Portaelectrodo y cable
- Carrete de muestra de alambre para MIG y FCAW
- Adaptador de husillo
- Guía de configuración rápida e información técnica

text_image
POWER MIG® 210 MP Assembled in Mexico THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A IEC 60974-1 IEC 60974-5 20 A / 10.8 V to 175 A / 17 V U₁=120V U₁=230V X 40% 100% 30% 100% U₀ I₂ 125 A 90 A 175 A 100 A 56V U₂ 15 V 13.6 V 17 V 14 V 20A / 21V to 175A / 27V U₁=120V U₁=230V X 40% 100% 25% 100% U₀ I₂ 80 A 60 A 175 A 100 A 56V U₂ 23.2 V 22.4 V 27 V 24 V 20A / 15 V to 220A / 25 V U₁=120V U₁=230V X 40% 100% 25% 100% U₀ I₂ 100 A 75 A 200 A 110 A 56V U₂ 19 V 17.75 V 24 V 19.5 V U₁ I₁ max I₁ eff 120V 21.5 A 15A 230V 27A 14.7A IP21S SFR® C US Patent(s): www.lincolnelectric.com/patents S30185 VMPROCESOS Y EQUIPOS RECOMENDADOS
PROCESOS RECOMENDADOS
La Power MIG ^® 210 MP se recomienda para los procesos GMAW, FCAW, GTAW y SMAW. La máquina admite carretes de alambre de 4 pulgadas y de 8 pulgadas para soldadura GMAW y FCAW. La máquina está diseñada para los diámetros y composiciones de alambre siguientes: electrodo autoprotegido Innershield NR-211 ^® de 0.030" - 0.045" y electrodo autoprotegido Innershield NR-212 ^® de 0.045", 0.035" Outershield 71M FCAW-GS, SuperArc L-56 de acero sólido de 0.025" a 0.035", 0.030" y 0.035" de acero inoxidable alambres MIG, y SuperGlaze de aluminio de 0.030" a 0.035". La máquina está diseñada también para soldadura GTAW con electrodo de tungsteno de 1/16" y 3/32" y soldadura SMAW con electrodo de 3/32", 1/8" y 5/32".
LIMITACIONES DEL PROCESO
La soldadura de aluminio requiere el uso de la pistola de carrete Magnum Pro 100SG.
LIMITACIONES DEL EQUIPO
La Power MIG ^® 210 MP tiene una capacidad de soldadura MIG de hasta 200 A a 24 V CD; esta salida puede lograrse con un ciclo de trabajo de 25% en un ciclo de 10 minutos de duración, con la máquina conectada a una alimentación de 230 V CA. La máquina puede funcionar con ciclos de trabajo mayores y corrientes de salida menores, o con corrientes mayores y ciclos de trabajo más breves. La máquina puede conectarse a 230 V CA, 60 Hz o 120 V CA, 60 Hz. La salida de la máquina está limitada cuando la máquina se conecta a 120 V CA; en la placa de características pueden verse los detalles de la especificación para la conexión a 120 V CA.
Coloque la soldadora en una ubicación seca, con circulación libre de aire limpio hacia la parte posterior. Una ubicación que minimice la cantidad de humo y suciedad absorbida por las rejillas traseras reducirá la probabilidad de que se acumule suciedad y se obstruyan los conductos de aire, lo que puede causar sobrecalentamiento.
| RANGOS DE TEMPERATURA | |
| TEMPERATURA DE OPERACIÓN | -4 °F A 104 °F(-20 °C A 40 °C) |
| TEMPERATURA DE ALMACENAMIENTO | -40 °F A 185 °F(-40 °C A 85 °C) |
CONJUNTOS DE EQUIPO COMUNES
| BASIC PACKAGE:CODE 12630 | DETALLES |
| K3963-1 | SOLDADORA-ALIMENTADOR DE ALAMBRE - PINZA Y CABLE DE TIERRAPORTAELECTRODO Y PINZACARRETES DE ALAMBRE DE MUESTRAPISTOLA MAGNUM PRO 175LREGULADOR Y CONDUCTO DE GASPUNTAS DE CONTACTO DE REPUESTO - RODILLOS IMPULSORES Y GUIAS DE ALAMBREADAPTADOR DE HUSILLO |
| KITS OPCIONALES | ||
| TIPO | NÚMERO DEL PRODUCTO | DETALLES |
| GENERAL | K520 | CARRO PARA USO GENERAL (CAPACIDAD: BOTELLÓN DE 150 PIES CÚBICOS) |
| K2275-1 | CARRO PARA USO GENERAL (CAPACIDAD: BOTELLÓN DE 80 PIES CÚBICOS) | |
| K3071-1 | BOLSA DE LONA PARA ACCESORIOS | |
| K2528-1 | KIT DE SOLDADURA INNERSHIELD | |
| KP4140-1 | PROTECTOR DE PANTALLA DE REEMPLAZO | |
| SPOOL-GUN | K3269-1 PISTOLA DE CARRETE MAGNUM PRO 100SG | |
| *TIG** | K1782-6 | Antorcha Ultra-Flex PTA-17V, 12.5' |
| K960-1 | Adaptador Twist-Mate | |
| KP508 | Kit de accesorios de antorcha | |
| K4104-1 | Adaptador para control Amptrol de pie | |
| K870 | Control Amptrol de pie | |
| K2265-1 | TIG Mate paquete TIG de arranque | |
* Los tres elementos necesarios para la soldadura TIG
** Incluye todo lo necesario para comenzar a Soldadura TIG.
Control de Pie y adaptador no incluidos.
DISEÑO
ESPECIFICACIONES
FUENTES DE ENERGÍA - TENSIÓN Y CORRIENTE DE ENTRADA
| CICLO DE TRABAJO (SALIDA) | TENSIÓN DE ENTRADA (V) | CORRIENTE DE ENTRADA MÁXIMOS | CORRIENTE DE REPOSO |
| 25% (200A / 24V) | 230 | 27A | .55A |
| 40% (100A / 19V) | 120 | 21.5A | .55A |
PROCESOS DE SOLDADURA
| PROCESO RANGO DE DIAMETROS DE ALAMBRE | RANGO DE SALIDA (A) | RANGO DE VELOC. ALIMENT. ALAMBRE | |
| GMAW | .025-.035”(0.6-1.0 MM) | 20-220 50-500 IPM | |
| FCAW | .030-.045”(0.8-1.2 MM) | 20-220 50-500 IPM | |
| GTAW 20-175/18, 3/32 PULG.(1.59, 2.38 MM) | |||
| SMAW | 3/32, 1/8, 5/32 PULG.(2.38, 3.18, 3.97 MM) | 20-175 NA | |
TES DE ENERGÍA - CALIBRES RECOMENDADOS DE LOS FUSIBLES Y CABLES DE ENTRADA ^1
| TENSIÓN/FASES/FRECUENCIA | CORRIENTE DE ENTRADA EFECTIVA (A) | CALIBRE FUSIBLE LENTO (SUPER LAG) O INTERRUPTOR AUTOMÁTICO ^2 | CALIBRE AWG (IEC) CABLE DE COBRE 75 °C EN CONDUCTO, TEMP. AMB. 40 °C (104 °F) |
| 230/1/60 14 | .7 40 12 | ||
| 120/1/60 15 | 20 12 |
2 También conocidos como interruptores automáticos de 'tiempo inverso' o 'termomagnéticos'; tienen un retardo a la acción de disparo que disminuye al aumentar la magnitud de la corriente.
DIMENSIONES FÍSICAS
| MODELO ALTURA ANCHO PROFUNDIDAD PESO | ||||
| K3963-1 | 14.00 PULG.(356 MM) | 10.75 PULG.(273 MM) | 19.03 PULG.(484 MM) | 40 LBS18 KG |
REQUISITOS REGLAMENTARIOS
| MODELO MERCADO MARCA DE CONFORMIDAD | NORMA | ||
| K3963-1 | EE. UU. Y CANADÁ | cCSA_us | IEC 60974-1IEC 60974-5 |
CARACTERÍSTICAS DE DISEÑO
- Pantalla de cristal líquido (LCD) TFT a color de 3.5 pulgadas: -con su resolución de 320 x 240 facilita el ajuste de los procesos y parámetros de soldadura.
- Eficiente topología de fuente de energía con inversor: - reduce el consumo de energía y reduce la masa de la unidad en comparación con las máquinas tradicionales que usan rectificadores de silicio controlados (SCR).
- Alto factor de potencia - la Power MIG 210 MP tiene corrección activa del factor de potencia (>0.98), que reduce considerablemente el consumo de corriente de la unidad.
- Multiproceso - la unidad es apta para soldadura FCAW, SMAW, MIG de aluminio con una pistola de carrete, MIG de acero inoxidable, MIG de acero y TIG.
- Apta para 120 o 230 V - conecte la unidad fácilmente a energía de 120 V, o conéctela a 230 V para cargas mayores. La unidad cuenta con un cordón de alimentación eléctrica para 230 V y otro para 120 V, para pasar fácilmente de una a otra tensión de entrada.
- Portabilidad: la unidad tiene una manija de aluminio extruido para acarrear la máquina de 40 libras de peso.
- Línea completa de accesorios: cada unidad incluye un tubo 'stinger' con cable para soldadura SMAW, pistola Magnum Pro para soldadura MIG, cable y pinza de tierra, carretes y puntas de muestra, adaptador de husillo para cargar carretes de 8 pulgadas, regulador de gas y conducto de gas.
- Gabinete compacto y durable: el grado de protección IP21S asegura que la Power MIG™ 210 soportará los entornos de soldadura previstos.
- Arranque en caliente ajustable: reduce las dificultades relacionadas con el establecimiento de un arco en la soldadura SMAW.
- Inductancia y fuerza del arco ajustables: permite la sintonía fina del arco de soldadura para soldadura SMAW y MIG.
- Velocidad inicial (run-in) ajustable: ajusta la velocidad inicial de 50 a 100% para facilitar el arranque, especialmente cuando se trabaja con materiales delgados.
- Temporizador para soldadura por puntos: para lograr soldaduras cortas de precisión.
- Impulsión de alambre de aluminio fundido integrada: asegura una alimentación fiable de alambres para soldadura MIG y FCAW.
- Solenoide de gas integrado: permite la conexión de un gas protector.
-
Garantía por 3 años para las piezas y la mano de obra
-
Ventilador doble
- Conector de 6 pines opcional para conectar un pedal para TIG
- Protector de 25 A con reposición
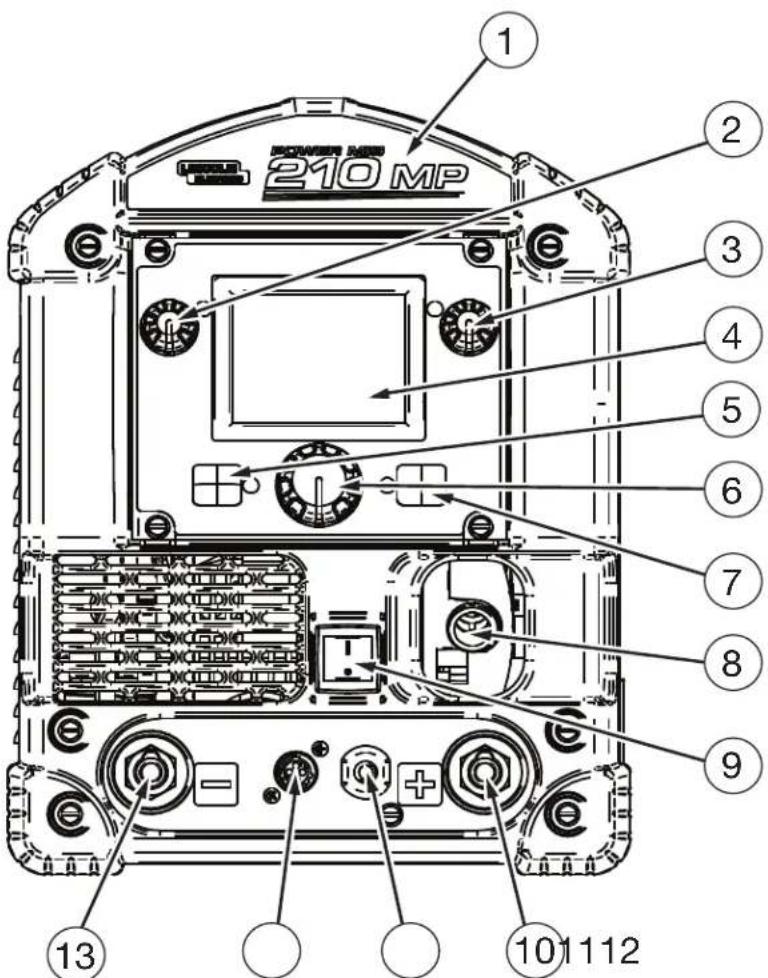
CONTROLES DEL FRENTE DEL GABINETE
FIGURA A.1
text_image
POWER M60 210 MP ① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 112 ⑪ ⑫DESCRIPCIONES DE LOS CONTROLES DEL FRENTE DEL GABINETE
- Compartimiento para almacenamiento: proporciona almacenamiento para elementos pequeños, como puntas y rodillos impulsores.
- Perilla de ajuste: permite seleccionar la velocidad de alimentación de alambre para la soldadura MIG y FCAW, o la corriente de salida para la soldadura SMAW y GTAW.
- Perilla de ajuste: permite seleccionar la tensión para la soldadura MIG y FCAW, o activa la salida para la soldadura SMAW y GTAW.
- Pantalla LED a color: permite la visualización del proceso y los parámetros de soldadura. La pantalla cuenta con un protector reemplazable que la protege del polvo y la suciedad.
• Protector de reemplazo: KP4140-1
- Botón 'Inicio': hace volver al usuario a la pantalla Inicio. En la pantalla Inicio, el usuario puede seleccionar un proceso de soldadura o configurar la pantalla.
- Perilla de ajuste central: permite seleccionar elementos mediante la rotación de la perilla hasta el ícono elegido. Al oprimir la perilla se seleccionará un elemento.
- Botón 'Atrás': permite regresar a la pantalla anterior.
- Conexión de la pistola: permite la conexión de una pistola de
soldadura MIG. Asegúrese de que la pistola esté completamente asentada en el receptáculo de latón.
- Interruptor de encendido: permite encender y apagar la máquina.
- Tomacorriente de salida positiva: permite conectar un cable de conexión a la pieza, un tubo 'stinger' para electrodo o el cable de conexión de polaridad central del sistema de impulsión de alambre a la polaridad positiva de CD. Hágalo girar en sentido horario para bloquearlo en su posición.
- Cable de conexión de polaridad del sistema de impulsión de alambre: permite configurar el sistema de alimentación de alambre para polaridad positiva o negativa mediante su inserción en el borne positivo o negativo. Rotar hacia la derecha para asegurar que el conector esta firmemente sujeto en su lugar.
- Tomacorriente para disparo de 4 terminales: permite disparar la máquina para la soldadura MIG/FCAW o MIG de aluminio. Conecte al tomacorriente el conector de 4 pines de la pistola de soldadura.
- Tomacorriente de salida negativa: permite conectar un cable de conexión a la pieza, un tubo 'stinger' para electrodo o el cable de conexión de polaridad central del sistema de impulsión de alambre a la polaridad negativa de CD. Haga girar el conector en sentido horario para bloquearlo en su posición.
PARTE POSTERIOR DEL GABINETE
DESCRIPCIÓN DE LOS COMPONENTES DE LA PARTE POSTERIOR DEL GABINETE
- Interruptor automático térmico: la Power MIG 210 MP cuenta con un interruptor automático térmico de 25 A con reposición. Si la corriente que circula por el interruptor automático sobrepasa 25 A durante un período prolongado, el mismo se abrirá y será necesario luego realizar la reposición manual.
- Conector del solenoide de gas: conexión para el conducto de gas.
- Conector de alimentación eléctrica de entrada: el tomacorriente NEMA de alimentación eléctrica de entrada acepta cualquiera de los cordones de alimentación eléctrica de entrada. Para conectar, alinear las pestañas e inserte. Conector de torsión hacia la derecha para bloquear en su lugar.
CONTROLES INTERNOS
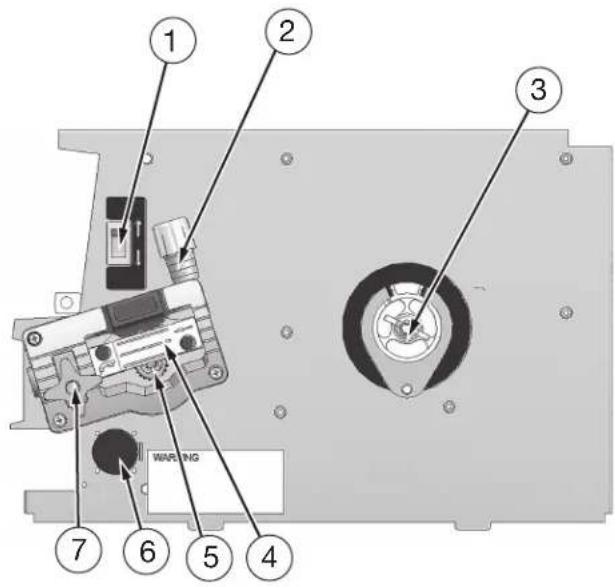
text_image
1 2 3 WARNING 4 5 6 7DESCRIPCIÓN DE LOS CONTROLES INTERNOS
- Interruptor para pistola de carrete: permite alternar entre la soldadura de pistola de empuje (push gun) convencional con la Magnum Pro 175L y la soldadura de aluminio con la pistola de carrete Magnum Pro 100SG.
- Ajuste de presión para la tensión del sistema de impulsión de alambre: permite aumentar o disminuir la presión aplicada al rodillo impulsor superior.
- Husillo del sistema de impulsión de alambre: admite un carrete de alambre de 4 pulgadas o de 8 pulgadas. La fuerca de mariposa central puede ajustarse para aumentar la tensión del alambre.
- Guía de alambre reemplazable: seleccione la guía de alambre interior correcta para el diámetro de alambre deseado. La guía de alambre exterior proporcionada puede utilizarse para cualquier diámetro de alambre.
- Rodillo impulsor reemplazable: seleccione el rodillo impulsor correcto para el diámetro y composición de alambre que se está alimentando.
- Kit de adaptador de pedal opcional para soldadura TIG: el kit de adaptador K4104-1 puede instalarse quitando el botón taponador plástico y sujetando el conector circular al panel central. El adaptador permite la conexión de un pedal. Utilice un desarmador de cabeza plana para quitar el tapón.
- Bloque de conector para pistola: permite sujetar una pistola de soldadura al sistema de impulsión de alambre; para ello se debe asegurar que el conector de la pistola esté totalmente asentado, y luego apretar la perilla grande.
INSTALACIÓN

ADVERTENCIA

EI CHOQUE ELÉCTRICO puede matar.
- No toque piezas eléctricamente 'vivas' ni el electrodo con la piel o con ropa húmeda. Aíselese de la pieza de trabajo y de tierra.
- Use siempre guantes aislantes secos.

Los HUMOS Y GASES pueden ser peligrosos.
- Mantenga su cabeza lejos de los humos.
- Use ventilación o evacuación para quitar los humos de la zona de respiración.

LAS CHISPAS DE SOLDADURA pueden provocar un incendio o una explosión.
- Mantenga alejado el material inflamable.
- No suelde en contenedores cerrados.

Los RAYOS DEL ARCO pueden quemar los ojos y la piel.
- Use protección ocular, auditiva y corporal.
Observe toda la información de seguridad que contiene este manual.
CONEXIONES DE ENTRADA Y DE TIERRA
-
Antes de comenzar la instalación, verifique con la compañía de electricidad local si existen cuestiones sobre la adecuación de su fuente de energía para la tensión, corriente, cantidad de fases y frecuencia especificadas en la placa de características de la soldadora. Asegúrese también de que la instalación planeada cumpla con el Código Eléctrico Nacional de los EE. UU. y los requisitos de los códigos locales. Esta soldadora puede operarse desde una línea monofásica o desde una fase de una línea bifásica o trifásica.
-
La etiqueta de advertencia que se muestra a continuación va adherida al panel de entrada ubicado en la parte posterior de la máquina. Los cables de alimentación que incluye el equipo sólo deben ser utilizados con la Power MIG 210 MP.
FIGURA B.1
- La Power MIG 210 MP se envía con dos cordones de alimentación eléctrica de 6 pies.
- De acuerdo con las instrucciones de la Figura B.2, haga que un electricista calificado conecte un tomacorriente (a suministrar por el cliente) o cable a las líneas de alimentación eléctrica de entrada y a la tierra del sistema según lo establecido en el Código Eléctrico Nacional de los EE. UU. y los códigos locales que sean aplicables. Para cordones de más de 100 pies deben utilizarse cables de cobre de calibre mayor. Proteja las dos líneas 'vivas' con fusibles lentos (tipo Super lag), como se muestra en el diagrama siguiente. El contacto central del tomacorriente es para la conexión a tierra. Un conductor verde del cable de entrada conecta este contacto al marco del gabinete. Esto asegura una puesta a tierra correcta del marco de la soldadora cuando el enchufe de la misma se inserta en un tomacorriente con conexión a tierra.
FIGURA B.2
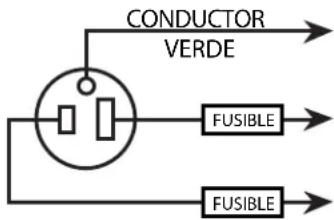
text_image
CONDUCTOR VERDE FUSIBLE FUSIBLECONECTE A UN CABLE DE PUESTA A TIERRA DEL SISTEMA. VEA MÁS DETALLES Y MEDIOS PARA UNA CORRECTA PUESTA A TIERRA EN EL CÓDIGO ELÉCTRICO NACIONAL DE LOS ESTADOS UNIDOS Y/O LOS CÓDIGOS LOCALES. CONECTE A LOS CABLES 'VIVOS' DE UN SISTEMA MONOFÁSICO DE TRES CABLES.
UBICACIÓN Y MONTAJE
La Power MIG 210 MP puede funcionar en ambientes agresivos. De todos modos, es importante observar medidas preventivas a fin de asegurar una vida útil prolongada, fiabilidad y operación segura.
- La Power MIG 210 MP debe ubicarse en un área con circulación de aire limpio, de modo que el aire ingrese por la parte posterior y salga por las rejillas frontales.
- Debe reducirse al mínimo la probabilidad de que la Power MIG 210 MP absorba suciedad y polvo. Si no se observan estas precauciones, puede haber temperaturas de operación excesivas y falsos disparos del interruptor automático térmico.
PROTECCIÓN CONTRA SEÑALES DE ALTA FRECUENCIA
Durante la operación, aleje la Power MIG 210 MP de toda maquinaria radiocontrolada. La operación normal de la Power MIG 210 MP puede afectar desfavorablemente la operación de otros equipos controlados por
radiofrecuencia, lo que puede provocar lesiones corporales y daños a los equipos.
text_image
WARNING ELECTRIC SHOCK can kill LA DESCARGA ELÉCTRICA puede causar la muerte LES CHOCS ÉLECTRIQUES peuvent être moriels Only use appropriate (120V or 230V) power cords as supplied by Lincoln Electric. Usar unicamente cables de energia (120V o 230V) suministrados por Lincoln Electric. Utiliser seulement les cordons d'alimentation approprié (120V ou 230V) comme fournis par Lincoln Electric. S30857 VMDIAGRAMA(S) DE CONEXIÓN DEL SISTEMA
INSTALACIÓN DE LA PISTOLA Y EL CABLE
El cable y la pistola Magnum PRO 175L provistos con la Power MIG 210 MP están instalados en fábrica con un revestimiento para alambres de 0.025 - 0.035" (0.6 - 0.9 mm) y una punta de contacto de 0.035" (0.9 mm). El usuario debe asegurarse de que la punta de contacto, el revestimiento y los rodillos impulsores sean los que corresponden al alambre que se está usando.

ADVERTENCIA
Lleve el interruptor de encendido de la soldadora a la posición Apagado (Off) antes de instalar la pistola y el cable.
- Tienda el cable en línea recta.
- Desenrosque el perno que está roscado en el bloque de conexión de latón (dentro del compartimiento de alimentación de alambre).
- Inserte el extremo macho de la pistola en la pieza fundida hembra a través de la abertura del panel frontal. Asegúrese de que el conector esté insertado completamente, y luego apriete el tornillo estriado.
- Conecte el conector del gatillo de la pistola desde la pistola y el cable hasta el tomacorriente correspondiente ubicado en el frente del gabinete de la máquina. Asegúrese de que las ranuras de posicionamiento estén alineadas, e inserte y apriete el anillo de retención.
GAS PROTECTOR
(Para procesos de soldadura por arco metálico con gas)
El cliente debe proporcionar el cilindro de gas protector del tipo apropiado para el proceso que se está utilizando.
Se proporcionan de fábrica con la Power MIG 210 MP un regulador de flujo de gas para gas de mezcla de argón, y un conducto de gas de entrada. Cuando se utilice 100% de CO2, se necesitará un adaptador adicional para conectar el regulador al botellón de gas.

ADVERTENCIA

El CILINDRO puede explotar si se daña.
El gas bajo presión es explosivo. Mantenga siempre los cilindros de gas en posición vertical y siempre encadenados a un carro o soporte estacionario. Vea la Norma Nacional de los EE. UU. ANSI Z49.1, 'Seguridad en soldadura y corte' ('Safety in Welding and Cutting'), publicada por la Sociedad de Soldadura de los
EE. UU. (American Welding Society).
Instale el suministro de gas protector como sigue:
- Coloque el cilindro de gas sobre una superficie plana y sujete el cilindro a una estructura robusta a fin de prevenir que se caiga.

ADVERTENCIA
- Quite la tapa del cilindro. Inspeccione las válvulas y el regulador del cilindro para ver si hay roscas dañadas, suciedad, polvo, aceite o grasa. Quite el polvo y la suciedad con un paño limpio.
¡NO CONECTE EL REGULADOR SI HAY PRESENCIA DE ACEITE, GRASA O DAÑOS! Informe sobre esta condición a su proveedor de gas. El aceite o la grasa en presencia de oxígeno a alta presión son explosivos.
- Colóquese a un lado, lejos de la salida, y abra la válvula del cilindro por un instante. Esto expulsará el polvo o suciedad que pudiera haberse acumulado en la salida de la válvula.

ADVERTENCIA
El usuario debe alejar su cuerpo de la salida de la válvula cuando la 'entreabre'.
- Conecte el regulador de flujo a la válvula del cilindro y apriete la(s) tuerca(s) de unión firmemente con una llave.
NOTA: si conecta un cilindro de 100% de CO2, debe instalar un adaptador adicional para el regulador, entre el regulador y la válvula del cilindro. Si el adaptador está equipado con una arandela plástica, asegúrese de que esté asentada para la conexión al cilindro de CO2.
- Conecte un extremo del conducto de gas de entrada al accesorio de conexión de salida del regulador de flujo y el otro extremo al accesorio de conexión trasero de la Power MIG 210 MP, y apriete las tuercas de unión con una llave.
- Antes de abrir la válvula del cilindro, gire la perilla de ajuste del regulador en sentido antihorario hasta liberar la presión del resorte de ajuste.
- Colóquese a un lado y abra la válvula del cilindro lentamente una fracción de vuelta. Cuando la aguja del medidor de presión del cilindro deje de moverse, abra la válvula totalmente.

ADVERTENCIA
No se coloque nunca directamente frente al regulador de flujo ni detrás de él cuando abra la válvula del cilindro. Permanezca siempre a un costado.
- El regulador de flujo es ajustable. Ajuste el regulador para el flujo recomendado, según el procedimiento y el proceso que se está usando.
CONEXIONES DEL ELECTRODO Y DE LA PIEZA DE TRABAJO
CONEXIONES DE POLARIDAD DE SALIDA
La Power MIG 210 MP cuenta con un conductor de conexión corto que sobresale del frente de la máquina; el mismo puede utilizarse para configurar la polaridad del sistema de impulsión de alambre. Para la soldadura SMAW y GTAW, el conductor de conexión corto no necesita conectarse, y no estará eléctricamente 'vivo'. Para la soldadura FCAW y GMAW, este conductor de conexión puede conectarse al borne de salida positivo o al borne de salida negativo. Si se conecta el conductor de conexión al borne positivo, el sistema de impulsión de alambre se conectará eléctricamente a la polaridad positiva; por lo tanto, la pinza de tierra se conectaría al borne negativo. Rotar hacia la derecha para asegurar que el conector esta firmemente sujeto en su lugar.

Figura B.3 Sistema de impulsión de alambre conectado para polaridad negativa
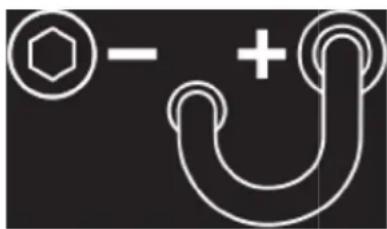
Figura B.4 Sistema de impulsión de alambre conectado para polaridad positiva
PROCEDIMIENTO PARA CAMBIAR LOS CONJUNTOS DE RODILLOS IMPULSOR E INTERMEDIO
- Apague la fuente de energía.
- Descargue la presión del rodillo intermedio; para ello haga girar el brazo de presión ajustable hacia la parte posterior de la máquina. Levante el conjunto de fundición del rodillo intermedio y deje que permanezca en una posición vertical.
- Quite la placa de retención de la guía de alambre exterior; para ello afloje los dos tornillos estriados grandes.
- Gire el mecanismo de retención del rodillo impulsor hasta la posición desbloqueada, como se muestra abajo, y quite el rodillo.
- Quite la placa de guía interior del alambre.
- Reemplace el rodillo impulsor y la guía interior del alambre por un conjunto marcado para el nuevo tamaño de alambre.
NOTA: asegúrese de que la punta de contacto y el revestimiento de la pistola estén dimensionados también de manera coincidente con el tamaño de alambre seleccionado.
-
Haga pasar el alambre manualmente, desde el carrete, sobre el canal del rodillo impulsor y a través de la guía de alambre, y luego al buje de latón del conjunto de pistola y cable.
-
Vuelva a colocar la placa de retención de la guía de alambre exterior; para ello apriete los dos tornillos estriados grandes. Vuelva a colocar el brazo de presión ajustable en su posición original para aplicar presión. Ajuste la presión en la medida necesaria.
OPERACIÓN
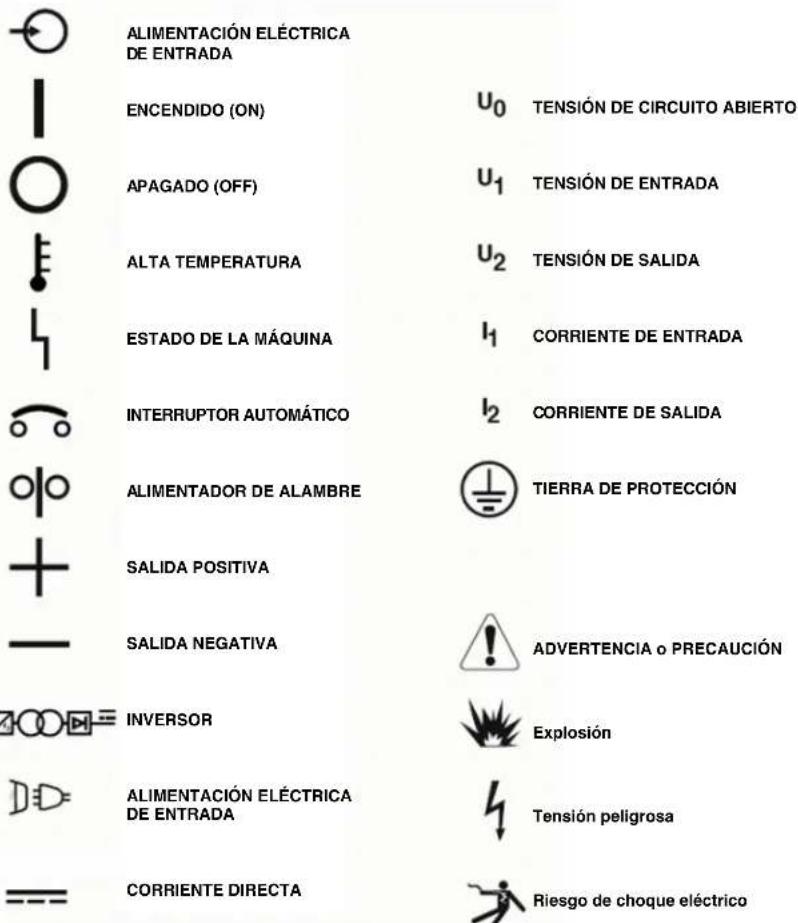
SÍMBOLOS GRÁFICOS UTILIZADOS EN ESTE MANUAL O POR ESTA MÁQUINA
text_image
ALIMENTACIÓN ELÉCTRICA DE ENTRADA ENCENDIDO (ON) u0 TENSIÓN DE CIRCUITO ABIERTO APAGADO (OFF) u1 TENSIÓN DE ENTRADA ALTA TEMPERATURA u2 TENSIÓN DE SALIDA ESTADO DE LA MÁQUINA l1 CORRIENTE DE ENTRADA INTERRUPTOR AUTOMÁTICO l2 CORRIENTE DE SALIDA ALIMENTADOR DE ALAMBRE TIERRA DE PROTECCIÓN SALIDA POSITIVA SALIDA NEGATIVA ADVERTENCIA o PRECAUCIÓN INVERSOR Explosión ALIMENTACIÓN ELÉCTRICA DE ENTRADA Tensión peligrosa CORRIENTE DIRECTA Riesgo de choque eléctricoSECUENCIA DE ENCENDIDO
- Verifique que la polaridad del electrodo sea correcta para el proceso que se utiliza, y luego lleve el interruptor de encendido a la posición Encendido (ON). El ventilador arrancará y permanecerá en funcionamiento hasta que se desconecte la energía de la máquina.
-
Configure la máquina para el proceso y aplicación deseados. La selección del botón 'Inicio' llevará al usuario a la pantalla Inicio. En la pantalla Inicio el usuario puede seleccionar uno de los procesos. Después de seleccionar el proceso, el usuario encontrará una página breve que muestra la configuración de polaridad de salida requerida para el proceso elegido. Al seleccionar Continuar, el usuario encontrará la página de selección del diámetro, que le permitirá elegir el diámetro del electrodo que ha elegido. Después de la página de selección del diámetro, el usuario tendrá la oportunidad de seleccionar el espesor del material que va a soldar. Con estos valores de entrada seleccionados, la interfaz determinará la mejor configuración.
-
Oprima el gatillo para hacer avanzar el electrodo de alambre a través de la pistola y el cable, y luego corte el electrodo dentro de unos 3/8" (10 mm) del extremo de la punta de contacto.
- Si se va a usar un gas protector, abra el suministro de gas y establezca el flujo requerido (normalmente, 25-35 pies cúbicos por hora [CFH] / 12-16 litros/min).
- Cuando utilice un electrodo Innershield, la boquilla de gas puede quitarse y reemplazarse por la boquilla sin gas. Esto proporcionará una mayor visibilidad y eliminará la posibilidad de sobrecalentamiento de la boquilla de gas.
- Conecte el cable de tierra al metal que va a soldar. La pinza de tierra debe hacer un buen contacto eléctrico con la pieza de trabajo. La pieza de trabajo también debe estar conectada a tierra, como se establece en 'Precauciones de seguridad en la soldadura por arco'.
Las imágenes siguientes ayudan a indicar el proceso de configuración de la máquina.
Figura C.1

Haga girar la perilla hasta la opción seleccionada.
Oprima la perilla para seleccionar.
Figura C.2
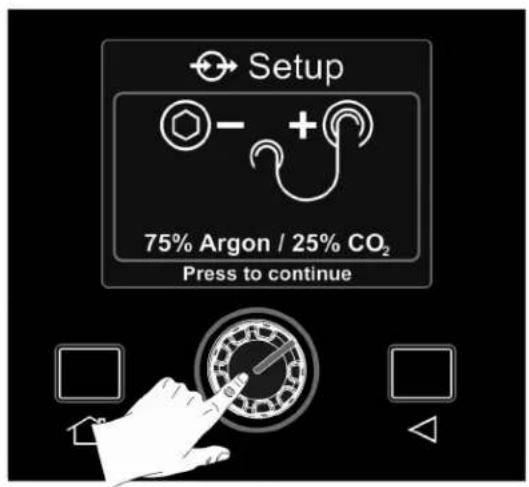
Verifique la configuración de polaridad y la mezcla de gases.
Luego oprima la perilla para continuar.
Figura C.3
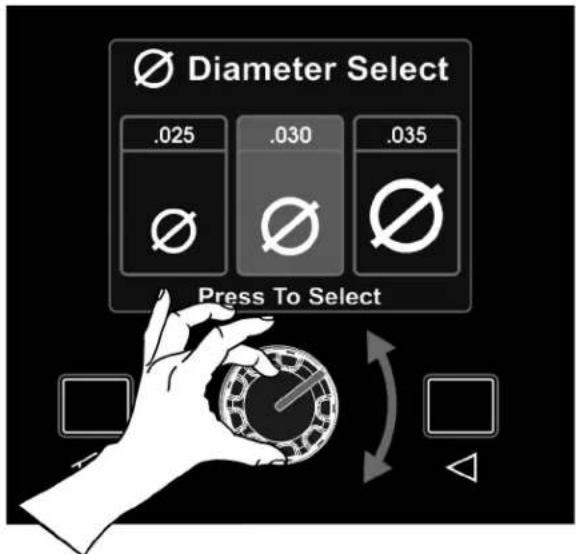
Hagā girar la perilla hasta la opción seleccionada.
Oprima la perilla para seleccionar.
Figura C.4
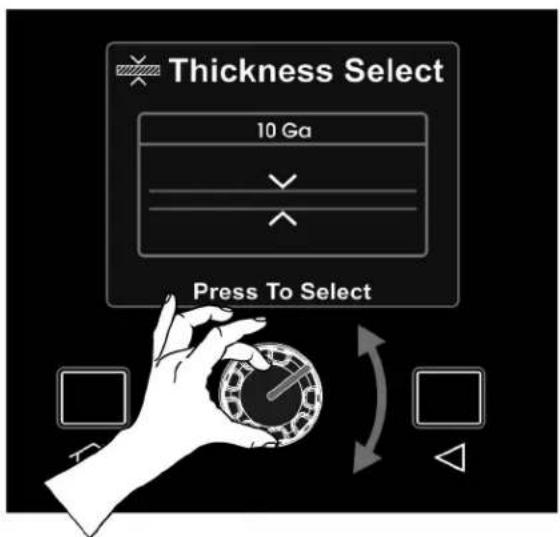
Haga girar la perilla hasta la opción seleccionada.
Oprima la perilla para seleccionar.
Figura C.5
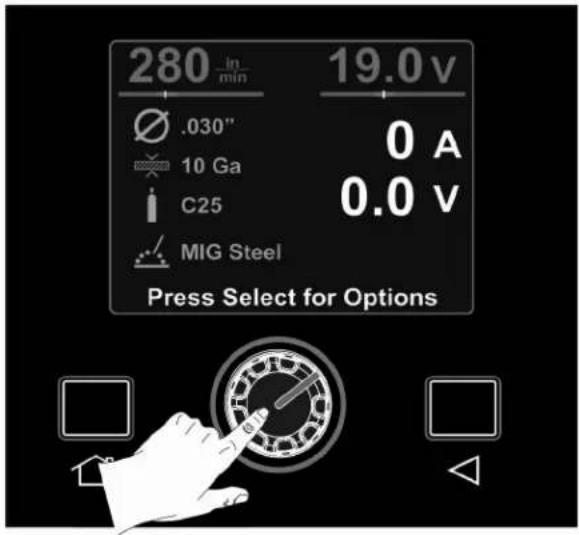
Oprima la perilla para ver el menú de opciones.
Figura C.6
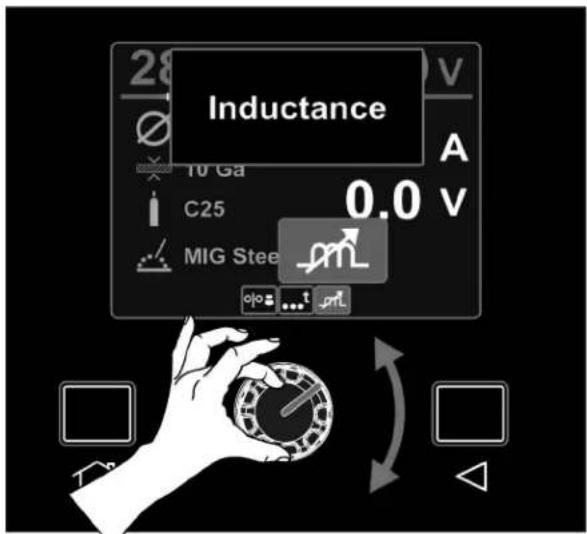
text_image
28 Inductance 10 Ga C25 0.0 V MIG Steel mLHaga girar la perilla hasta la opción seleccionada.
Oprima la perilla para seleccionar.
Figura C.7
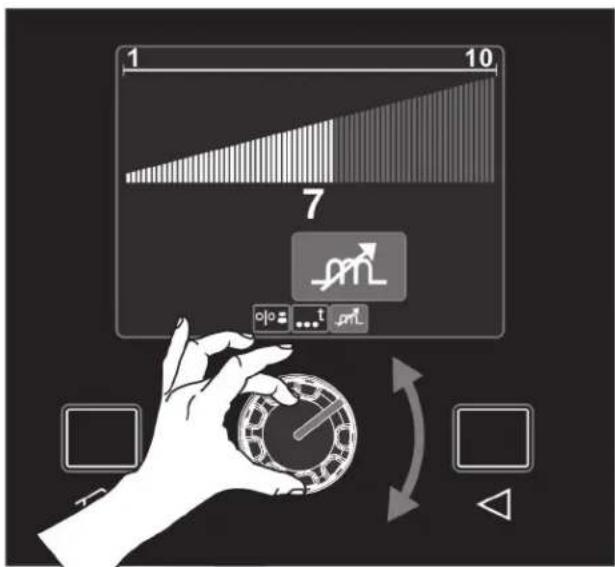
text_image
1 10 7 m o: o: ... t mL ↑ ←Haga girar la perilla hasta la opción seleccionada. Oprima la perilla para seleccionar.
CICLO DE TRABAJO
| SALIDA NOMINAL | ||
| CICLO DE TRABAJO | CORRIENTE | TENSIÓN CON CORRIENTE NOMINAL |
| 25% | 200 A | 24 V CD (ENTRADA 230 V) |
| 100% | 110 A | 19.5 V CD (ENTRADA 230 V) |
| 40% | 100 A | 19.0 V CD (ENTRADA 120 V) |
Para ver más especificaciones de salida, consulte la placa de características S30185.
El ciclo de trabajo es el tiempo activo (tiempo 'On') (en base a un intervalo de 10 minutos) en que el usuario puede soldar con la máquina ajustada para una salida específica, sin ocasionar un disparo del interruptor térmico.
Ejemplo: un ciclo de trabajo de 30% significa soldar con los valores de salida especificados durante 3 minutos continuados, y necesitar 7 minutos de tiempo inactivo (tiempo 'Off') antes de soldar nuevamente.
VARIACIONES DE LA TENSIÓN DE LÍNEA DE ENTRADA
Tensión de línea alta / Tensión de línea baja: la Power MIG 210 MP puede operar entre 100 y 250 V CA, 60 Hz.
PROTECCIÓN CONTRA SOBRECARGA DEL ALIMENTADOR DE ALAMBRE
La Power MIG 210 MP cuenta con una protección contra sobrecarga del motor de impulsión de alambre. Si el motor sufre una sobrecarga, el circuito de protección desactiva la unidad de alimentación de alambre. Haga una inspección para verificar que la punta, el revestimiento y los rodillos impulsores sean del tamaño adecuado, que no haya obstrucciones ni dobleces en el cable de la pistola, y que no haya otro factor que pudiera impedir la alimentación del alambre. Para reanudar la soldadura, solo debe accionar el gatillo. No hay aquí un interruptor automático que necesite reposición.
Figura C.8

Si se excede el ciclo de trabajo de la máquina, la máquina abrirá térmicamente y la imagen que se muestra aparecerá en la pantalla. La máquina debe enfriarse antes de comenzar a soldar nuevamente.
OPCIONES Y CONFIGURACIÓN
OPCIONES MIG

La opción de inductancia permite ajustar el desempeño del arco; esta opción puede utilizarse para ayudar con el arranque y con el perfil del cordón de soldadura. Un valor de inductancia más alto proporciona un arco más suave, y un valor de inductancia más bajo proporciona un arco más vigoroso.

La opción de tiempo de soldadura por puntos permite ajustar la duración del arco de soldadura. Esto se utiliza para soldaduras provisionales y soldaduras por puntos. La opción de tiempo de soldadura por puntos está disponible en los modos GMAW y FCAW.

La opción de velocidad inicial (run-in) permite el ajuste de la velocidad de alimentación del alambre antes de establecer el arco. Una velocidad inicial menor permite arranques de arco más uniformes. Después de establecido el arco, el valor de velocidad inicial queda inactivo, y se aplica la velocidad de alimentación de alambre establecida. La opción de velocidad inicial está disponible en los modos GMAW y FCAW.
OPCIONES SMAW

La opción de fuerza del arco permite al usuario controlar el perfil de penetración. Una fuerza del arco alta crea un arco vigoroso, mientras que una fuerza del arco baja crea un arco suave. La opción de fuerza del arco está disponible en el modo SMAW.

La opción de arranque en caliente permite ajustar la corriente durante la inicialización del arco. Después de establecido el arco, la corriente de soldadura disminuirá hasta la corriente de salida establecida por el usuario. La opción de arranque en caliente está disponible en el modo SMAW.
CONFIGURACIÓN

El brillo de la pantalla puede ajustarse dentro de la opción de configuración.

La configuración de software de la interfaz de usuario puede restablecerse a la configuración original de fábrica.

La información relativa a la revisión de software de la interfaz de usuario y la revisión de software de la placa de inversor se indica en la sección de información.

El idioma del texto del software de la interfaz de usuario puede modificarse. Las opciones de idioma disponibles son el inglés, francés y español. El idioma predeterminado es el inglés.

Las unidades de medida pueden ser elegidas por el usuario. Pueden seleccionarse las unidades métricas o inglesas. Las unidades predeterminadas son las inglesas.
OPCIONES DE EQUIPO DISPONIBLES

La Power MIG 210 MP está preparada para funcionar con la pistola de carrete Magnum PRO 100SG. Para permitir la soldadura con una pistola de carrete, el usuario debe configurar el interruptor ubicado sobre el sistema de impulsión de alambre en la posición de pistola de carrete. Se recomienda el uso de la pistola de carrete para la soldadura de aluminio.

Consulte la página de opciones del manual para obtener más información relativa a las antorchas y adaptadores para TIG disponibles.

Para permitir el ajuste de la corriente de soldadura con un pedal en la soldadura TIG, debe instalarse en la máquina el adaptador para edal K4104-1. El adaptador debe sujetarse al panel central detrás del sistema de impulsión de alambre. Después de instalar el adaptador, en la interfaz de usuario debe seleccionarse el ícono del pedal de TIG. Con el pedal puede activarse y desactivarse la salida de la máquina.
PROCEDIMIENTOS DE SOLDADURA COMUNES: Figura C.9
| Parámetros de soldadura recomendados | ||||||||||||||
| PROCESO DESOLDADURA | TIPO DE ALAMBRE | .DIÁM DELALAMBRE(.pulg) | DIÁM. Calibre 24(.pulg) 0.024o/o/V | Calibre 22.pulg 0.030o/o/V | Calibre 20.pulg 0.036o/o/V | Calibre 18.pulg 0.048o/o/V | Calibre 16.pulg 0.060o/o/V | Calibre 14.pulg 0.075o/o/V | Calibre 12.pulg 0.105o/o/V | (Calibre 10) "1/8.pulg 0.125o/o/V | "3/16.pulg 0.187o/o/V | "1/4.pulg 0.250o/o/V | "5/16.pulg 0.312o/o/V | "3/8.pulg 0.375o/o/V |
| Acero MIG C25ER70S-6 (DC+) | 0.025 | 95/14.5 | 100/15 | 120/15 | 140/16 | 190/16 | 260/17 | 330/18 | 345/20^* | |||||
| 0.030 | 70/15 | 80/15 | 90/15.5 | 130/16 | 180/17 | 230/18 | 280/19 | 330/19^* | ||||||
| 0.035 | 80/15 | 90/16 | 120/16 | 160/16 | 200/17 | 240/18 | 280/18^* | 320/19^* | 360/20^* | |||||
| Acero MIG C100ER70S-6 (DC+) | 0.025 | 105/15 | 110/15.5 | 120/16 | 140/17 | 190/18 | 260/18 | 330/19 | 350/21^* | |||||
| 0.030 | 80/17 | 90/18 | 130/18 | 180/19 | 230/20 | 280/21 | 330/21^* | |||||||
| 0.035 | 90/19 | 120/19 | 160/19 | 200/20 | 240/21 | 280/21^* | 320/23^* | 360/24^* | ||||||
| Acero Inoxidable(DC+) | 0.035 | 135/19 | 155/19 | 190/20 | 230/20 | 300/21 | 350/22 | 400/24^* | 450/25^* | 475/25^* | ||||
| Acero autoprotegidoE71T-11 (DC-) | 0.035 | 50/15 | 70/16 | 110/17 | 150/18 | 200/19 | 275/21^* | 320/21^* | ||||||
| 0.045 | 70/15 | 80/16 | 90/16 | 100/17 | 110/17 | 120/18^* | 130/18^* | 140/19^* | ||||||
| AluminoER4043 (DC+) | 0.035 | 240/14.5 | 280/15.5 | 280/16 | 335/18 | 375/20^* | 590/23^* | |||||||
| AluminoER5356 (DC+) | 0.035 | 350/15 | 380/15 | 440/19 | 570/19 | 580/19^* | 590/22^* | |||||||
| PROCESO DESOLDADURA | TIPO DE ELECTRODO | DIÁM. DEL ELECTRODO (pulg) | AAAAAAAAAAA | |||||||||||
| AceroE6011 / 56013(DC+) | 3/32 | 30-50 | 40-60 | 50-70 | 50-70 | 60-80 | ||||||||
| 1/8 | 55-75 | 65-85 | 75-95 | 90-110 | 115-135^* | 130-150^* | 160-175^* | |||||||
| 5/32 | 90-110 | 115-135^* | 130-150^* | 150-170^* | 160-175^* | |||||||||
| AceroE7014 / E7018E7024 (DC+) | 3/32 | 50-70 | 60-80 | 70-90 | 80-100 | 90-110 | ||||||||
| 1/8 | 90-110 | 105-125 | 115-135^* | 140-160^* | 150-170^* | |||||||||
| 5/32 | 105-125 | 115-135^* | 140-160^* | 165-175^* | ||||||||||
| Acero y aceroinoxidable(DC-) | 1/16 | 20-40 | 25-45 | 30-50 | 30-50 | 40-60 | 55-75 | 75-95 | 90-110 | 110-130^* | ||||
| 3/32 | 40-60 | 45-65 | 55-75 | 75-95 | 90-110 | 110-130^* | 140-160^* | |||||||
OPCIONES GENERALES / ACCESORIOS
KITS DE RODILLOS IMPULSORES
| ALAMBRE TAMAÑO KIT DE RODILLOSIMPULSORES | ||
| SÓLIDO | .023" - .030"(0.6 - 0.8 MM) | KP2529-1 |
| .035" (0.9 MM) KP | 2529-2 | |
| TUBULAR .030- | .045" (1.2 MM) KP25 | 29-3 |
KITS Y OPCIONES
| KITS OPCIONALES | ||
| TIPO | NÚMERO DEL PRODUCTO | DETALLES |
| GENERAL | K520 | CARRO PARA USO GENERAL (CAPACIDAD: BOTELLÓN DE 150 PIES CÚBICOS) |
| K2275-1 | CARRO PARA USO GENERAL (CAPACIDAD: BOTELLÓN DE 80 PIES CÚBICOS) | |
| K3071-1 | BOLSA DE LONA PARA ACCESORIOS | |
| K2528-1 | KIT DE SOLDADURA INNERSHIELD | |
| KP4140-1 | PROTECTOR DE PANTALLA DE REEMPLAZO | |
| SPOOL-GUN | K3269-1 PISTOLA DE CARRETE MAGNUM PRO 100SG | |
| *TIG** | K1782-6 | Antorcha Ultra-Flex PTA-17V, 12.5 ^1 |
| K960-1 | Adaptador Twist-Mate | |
| KP508 | Kit de accesorios de antorcha | |
| K4104-1 | Adaptador para control Amptrol de pie | |
| K870 | Control Amptrol de pie | |
| K2265-1 | TIG Mate paquete TIG de arranque | |
* Los tres elementos necesarios para la soldadura TIG
** Incluye todo lo necesario para comenzar a Soldadura TIG.
Control de Pie y adaptador no incluidos.

text_image
El protector de pantalla de reemplazo puede obtenerse solicitando KP4140-1Las ranuras están presentes a los lados del marco negro. Utilice un desarmador de cabeza plana pequeño para quitar el marco.
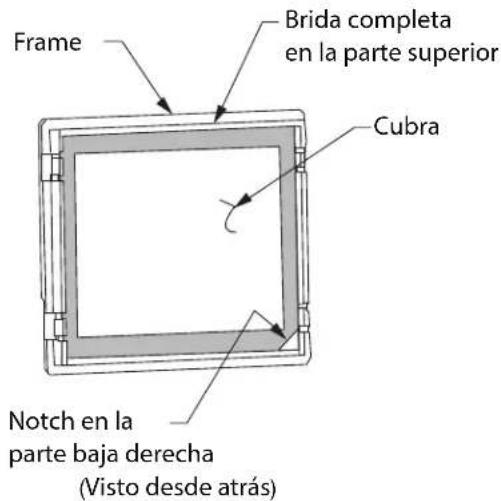
text_image
Frame Brida completa en la parte superior Cubra Notch en la parte baja derecha (Visto desde atrás)MANTENIMIENTO DE RUTINA

ADVERTENCIA

Antes de prestar servicio o realizar trabajos de mantenimiento o reparación, desconecte por completo la alimentación eléctrica de la máquina.

Use equipos de protección personal, como gafas de seguridad, máscara antipolvo y guantes, para evitar lesiones. Esto se aplica también a las personas que ingresen en el área de trabajo.

Las PIEZAS MÓVILES pueden lesionar.
- No opere con las puertas abiertas ni con las protecciones quitadas.
- Detenga el motor antes de prestar servicio.
- Manténgase lejos de las piezas móviles.

Haga que todo el trabajo de mantenimiento y de localización de fallas esté a cargo de personal calificado.
MANTENIMIENTO GENERAL
En ubicaciones extremadamente polvorientas la suciedad puede obstruir los conductos de aire, y eso hará que la soldadora funcione muy caliente. Expulse la suciedad de la soldadora mediante aire a baja presión a intervalos regulares, a fin de eliminar la acumulación excesiva de suciedad y polvo en las piezas internas.
El motor del ventilador tiene un cojinete sellado, que no requiere servicio.
RODILLOS IMPULSORES Y PLACAS DE GUÍA
Después de terminar cada bobina de alambre, inspeccione el mecanismo de impulsión de alambre. Limpie si fuera necesario mediante un chorro de aire comprimido a baja presión. No utilice solventes para limpiar el rodillo intermedio, ya que pueden expulsar el lubricante del cojinete. Todos los rodillos impulsores tienen estampados los tamaños de alambre que alimentarán. Si se utiliza un tamaño de alambre distinto del que está estampado, se debe cambiar el rodillo impulsor.
TUBOS Y BOQUILLAS DE PISTOLA
-
Reemplace las puntas de contacto gastadas cuando sea requerido.
-
Elimine las salpicaduras del interior de la boquilla de gas y de la punta después de cada 10 minutos de tiempo de arco, o cuando sea requerido.
LIMPIEZA DEL CABLE DE LA PISTOLA
Para prevenir problemas de alimentación, limpie el revestimiento del cable después de haber usado aproximadamente 300 libras (136 kg) de electrodo. Retire el cable del alimentador de alambre y colóquelo en línea recta sobre el piso. Quite la punta de contacto de la pistola. Mediante un conducto de aire que envíe un chorro con presión parcial, limpie el revestimiento de cable desde el extremo del difusor de gas.
La presión excesiva al comienzo del procedimiento de limpieza puede hacer que la suciedad forme un tapón.
Flexione el cable en toda su longitud y limpie nuevamente el cable con un chorro de aire. Repita este procedimiento hasta que no salga más suciedad. Si una vez hecho esto sigue habiendo problemas de alimentación, reemplace el revestimiento.

PRECAUCIÓN
MANTENIMIENTO PERIÓDICO
INSTRUCCIONES DE EXTRACCIÓN DEL REVESTIMIENTO, INSTALACIÓN Y CORTE A MEDIDA PARA LA MAGNUM PRO 175L
NOTA: la variación de las longitudes de cable impide el intercambio de revestimientos entre pistolas. Una vez que se ha cortado un revestimiento para una pistola en particular, no debe instalarse en otra pistola a menos que pueda cumplir con el requisito de longitud de corte del revestimiento.
- Quite la boquilla de gas de la pistola; para ello, desenrósquela en sentido antihorario.
- Quite la punta de contacto de la pistola; para ello, desenrósquela en sentido antihorario.
- Quite el difusor de gas del tubo de la pistola; para ello, desenrósquelo en sentido antihorario.
- Coloque la pistola y el cable en línea recta sobre una superficie plana. Afloje el tornillo de fijación ubicado en el conector de latón que está en el extremo del cable correspondiente al alimentador de alambre. Extraiga el revestimiento del cable.
- Inserte un nuevo revestimiento sin cortar en el extremo del cable correspondiente al conector.
Asegúrese de que el buje del revestimiento tenga grabado el tamaño correcto del alambre que se está usando.
- Asiente completamente el buje del revestimiento en el conector. Apriete el tornillo de fijación del conector de cable de latón. En este momento, el difusor de gas no debe estar instalado en el extremo del tubo de la pistola.
- Con la boquilla y el difusor de gas quitados del tubo de la pistola, asegúrese de que el cable esté recto y luego recorte el revestimiento a la longitud que se muestra en la Figura D.2. Elimine las rebabas del extremo del revestimiento.
- Enrosque el difusor de gas en el extremo del tubo de la pistola y apriete firmemente.
- Vuelva a colocar la punta de contacto y la boquilla.
FIGURA E.1
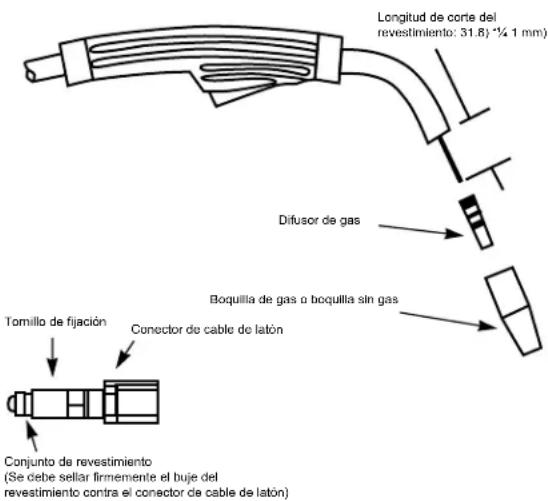
text_image
Longitud de corte del revestimiento: 31.8) *¼ 1 mm) Difusor de gas Tornillo de fijación Conector de cable de latón Boquilla de gas o boquilla sin gas Conjunto de revestimiento (Se debe sellar firmemente el buje del revestimiento contra el conector de cable de latón)Longitud de corte del revestimiento

Si por cualquier razón no comprende los procedimientos o no puede realizar de manera segura el mantenimiento o las reparaciones, antes de continuar contáctese con su Centro de servicio autorizado de Lincoln para que le ayuden en la localización de fallas.
WWW.LINCOLNELECTRIC.COM/LOCATOR
CÓMO USAR LA GUÍA DE LOCALIZACIÓN DE FALLAS

ADVERTENCIA
El servicio y las reparaciones deben estar únicamente a cargo de personal capacitado en la fábrica de Lincoln Electric. Las reparaciones no autorizadas realizadas en este equipo pueden resultar peligrosas para el técnico y para el operador de la máquina, e invalidarán su garantía de fábrica. Para su seguridad, y para evitar el choque eléctrico, observe todas las notas y precauciones de seguridad que se detallan a lo largo de este manual.
Procedimiento de Descarga del Capacitor:
No opere si no están los paneles colocados. Antes de dar servicio o de instalar kits desconecte la máquina y espere, por lo menos, dos minutos antes de retirar la hoja de metal.
Esta Guía de localización de fallas se suministra para ayudarle a localizar y reparar posibles fallas de funcionamiento de la máquina. Solo debe seguir el procedimiento de tres pasos que se indica a continuación.
Paso 1. LOCALIZACIÓN DEL PROBLEMA (SÍNTOMA).
Busque en la columna denominada 'PROBLEMA (SÍNTOMA)'. Esta columna describe posibles síntomas que puede exhibir la máquina. Encuentre la entrada que mejor describa el síntoma que exhibe la máquina.
La segunda columna, denominada 'CAUSA POSIBLE', enumera las posibilidades externas evidentes que pueden contribuir al síntoma de la máquina.
Paso 3. CURSO DE ACCIÓN RECOMENDADO.
Esta columna proporciona un curso de acción para la causa posible; por lo general, indica hacer contacto con su Centro de servicio de campo
autorizado de Lincoln local.
Si no comprende o no puede realizar de manera segura el curso de acción recomendado, contáctese con su Centro de servicio de campo autorizado de Lincoln local.

PRECAUCIÓN
Si por cualquier razón no comprende los procedimientos de prueba o no puede realizar de manera segura las pruebas o reparaciones, antes de continuar contáctese con su Centro de servicio de campo autorizado de Lincoln local para que le ayuden en la localización de fallas.
Observe todas las pautas de seguridad que se detallan en este manual.
| PROBLEMA(SÍNTOMA) | CAUSAPOSIBLE | CURSO DE ACCIÓNRECOMENDADO |
| Hay un daño físico o eléctrico importante y evidente. | *No enchufe la máquina ni la encienda*. Contáctese con su Centro de servicio de campo autorizado local. | Si ya se han revisado todas las áreas posibles de desajuste indicadas y el problema persiste, contáctese con su Centro de servicio de campo autorizado de Lincoln local. |
| No hay alimentación de alambre, salida de soldadura ni flujo de gas cuando se acciona el gatillo de la pistola. El ventilador NO funciona. | 1. Asegúrese de que la tensión aplicada a la máquina sea la correcta.2. Asegúrese de que el interruptor de encendido esté en la posición Encendido (On).3. Asegúrese de que se haya hecho la reposición del interruptor automático. | |
| No hay alimentación de alambre, salida de soldadura ni flujo de gas cuando se acciona el gatillo de la pistola. El ventilador funciona normalmente. | 1. El termostato puede haberse disparado a causa del sobrecalentamiento. Deje enfriar la máquina. Suelde con un ciclo de trabajo menor.2. Verifique si hay obstrucciones en el flujo de aire. Revise las conexiones del gatillo de la pistola. Vea la sección de instalación.3. El gatillo de la pistola puede estar defectuoso. | |
| No hay alimentación de alambre cuando se acciona el gatillo de la pistola. El ventilador funciona, el gas circula y la máquina tiene una tensión de circuito abierto correcta (33 V) en la salida de soldadura. | 1. Si el motor de impulsión de alambre está funcionando, asegúrese de que estén instalados en la máquina los rodillos impulsores correctos.2. Verifique si hay obstrucción en el revestimiento del cable o la punta de contacto.3. Verifique si el revestimiento del cable y la punta de contacto son del tamaño correcto.4. Verifique si el interruptor de la pistola de carrete, ubicado en el compartimiento de impulsión de alambre, está en la posición elegida. | |
| El flujo de gas es escaso o nulo cuando se acciona el gatillo de la pistola. La alimentación de alambre, la salida de soldadura y el ventilador funcionan normalmente. | 1. Revise el suministro de gas, el regulador de flujo y los conductos de gas.2. Revise la conexión de la pistola a la máquina para ver si hay obstrucción o la máquina tiene fugas. |

PRECAUCIÓN
Si por cualquier razón no comprende los procedimientos de prueba o no puede realizar de manera segura las pruebas o reparaciones, antes de continuar contáctese con su Centro de servicio de campo autorizado de Lincoln local para que le ayuden en la localización de fallas.
Observe todas las pautas de seguridad que se detallan en este manual.
| PROBLEMA(SÍNTOMA) | CAUSAPOSIBLE | CURSO DE ACCIÓNRECOMENDADO |
| El arco es inestable. El arranque es defectuoso. | 1. Verifique que la tensión de entrada a la máquina sea correcta.2. Verifique que la polaridad del electrodo sea la apropiada para el proceso.3. Revise la punta de la pistola para ver si presenta desgaste o daños, y si su tamaño es el adecuado. Reemplácela.4. Verifique que el gas y el flujo sean los apropiados para el proceso (para MIG únicamente).5. Revise el cable de tierra para ver si hay conexiones flojas o defectuosas.6. Revise la pistola para ver si presenta daños o rajaduras.7. Verifique que la orientación y la alineación de los rodillos impulsores sean las apropiadas.8. Verifique que el tamaño del revestimiento sea el apropiado. | Si ya se han revisado todas las áreas posibles de desajuste indicadas y el problema persiste, contáctese con su Centro de servicio de campo autorizado de Lincoln local. |
| Código de errorEn la pantalla se visualiza 003, 010 o 013 | 1. Error de comunicación entre la placa de pantalla y la placa de control de energía. | 1. Apague la máquina y vuelva a encenderla.2. Contáctese con su Centro de servicio de campo autorizado de Lincoln local. |

PRECAUCIÓN
Si por cualquier razón no comprende los procedimientos de prueba o no puede realizar de manera segura las pruebas o reparaciones, antes de continuar contáctese con su Centro de servicio de campo autorizado de Lincoln local para que le ayuden en la localización de fallas.
POWER MIG® 210 MP WIRING DIAGRAM
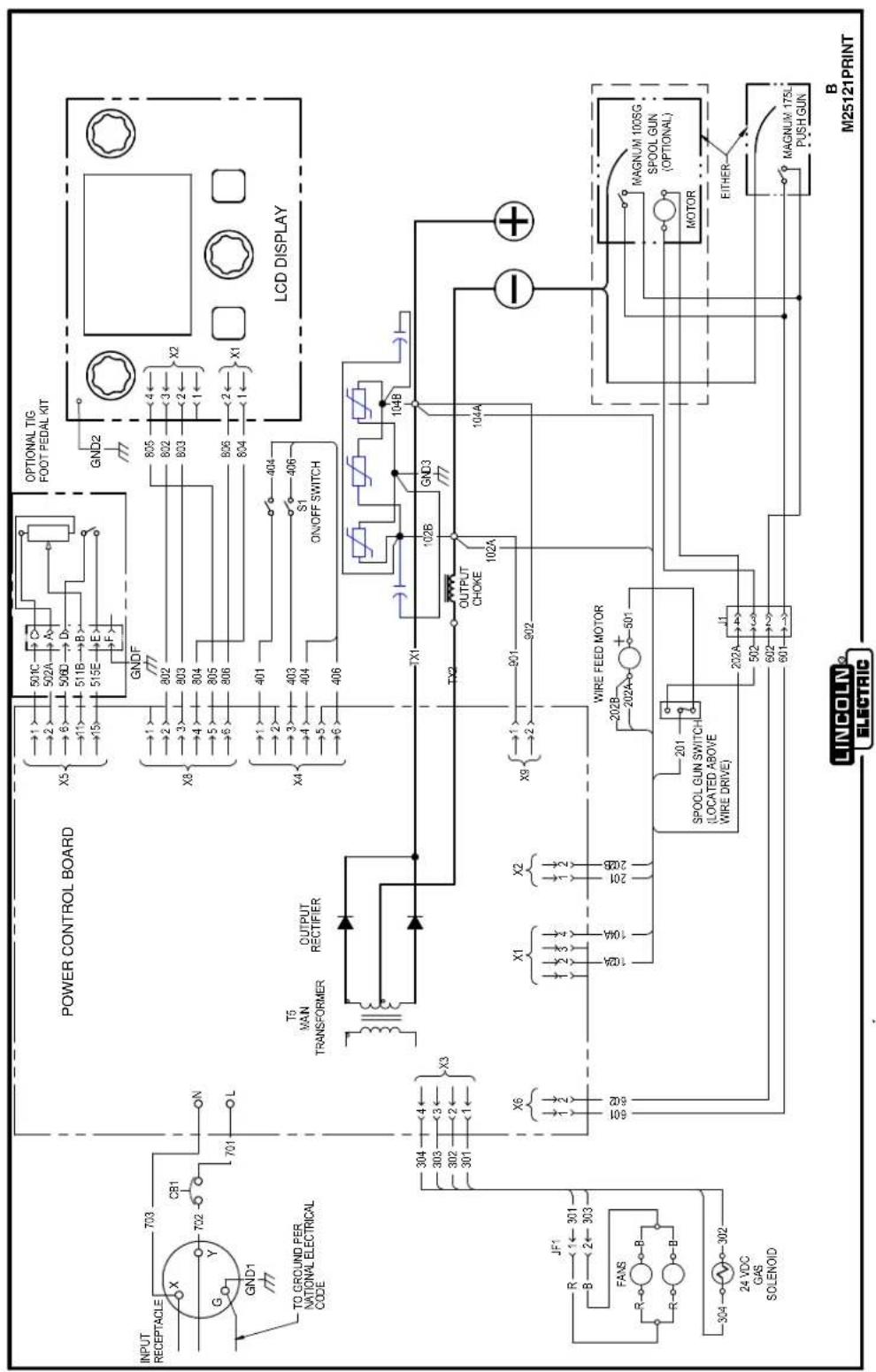
text_image
POWER CONTROL BOARD OPTIONAL TIG FOOT PEDAL KIT GND2 LCD DISPLAY T5 MAN OUTPUT RECTIFIER X5 1 501C 2 502A 6 506D 11 511B 15 515E GNDF X8 1 802 3 803 4 804 5 805 6 806 805 4 802 3 B03 2 X2 X4 1 401 2 403 3 404 4 406 5 407 6 ON/OFF SWITCH S1 ON/OFF SWITCH OUTPUT RECTIFIER TX1 102B GND3 104B Y3 TX2 OUTPUT CHOKE 102A 901 902 X6 X1 X2 X9 WIRE FEED MOTOR 202B 202A o + 501 201 SPOOL GUN SWITCH (LOCATED ABOVE WIRE DRIVE) 201 202A J1 502 602 601 MAGNUM 100SG SPOOL GUN (OPTIONAL) MOTOR EITHER MAGNUM 175L PUSH GUN LINCOLN® ELECTRIC B M25121PRINTSE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
POLÍTICA DE ASISTENCIA AL CLIENTE
El negocio de The Lincoln Electric Company es la fabricación y venta de equipos de soldadura, consumibles y equipos de corte de alta calidad. Nuestro desafío es satisfacer las necesidades de nuestros clientes y superar sus expectativas. En ocasiones, los compradores pueden pedir a Lincoln Electric consejo o información acerca de su uso de los productos. Nosotros respondemos a nuestros clientes en base a la mejor información que tengamos en nuestro poder en ese momento. Lincoln Electric no está en condiciones de asegurar ni de garantizar tal consejo, por lo que no asume ninguna responsabilidad en relación con tal información o consejo. Negamos expresamente toda garantía de cualquier índole, incluida toda garantía de adecuación para propósitos particulares de cualquier cliente, respecto a dicha información o consejo. Como cuestión práctica, tampoco podemos asumir ninguna responsabilidad en cuanto la actualización o corrección de cualquiera de tales informaciones o consejos una vez que se han formulado, y tampoco la provisión de información o consejo crea, expande ni altera ninguna garantía relativa a la venta de nuestros productos.
Lincoln Electric es un fabricante responsable, pero la selección y uso de los productos específicos vendidos por Lincoln Electric están exclusivamente bajo el control, y siguen siendo responsabilidad exclusiva, del cliente. Muchas variables que están fuera del control de Lincoln Electric afectan los resultados obtenidos por la aplicación de estos tipos de métodos de fabricación y requisitos de servicio.
Información sujeta a cambio: esta información es exacta según nuestro leal saber y entender, a la fecha de la impresión. Para ver informaciones actualizadas consulte www.lincolnelectric.com.