Square Wave TIG 200 - Estación de soldadura LINCOLN ELECTRIC - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Square Wave TIG 200 LINCOLN ELECTRIC en formato PDF.

Preguntas de los usuarios sobre Square Wave TIG 200 LINCOLN ELECTRIC
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones Square Wave TIG 200 - LINCOLN ELECTRIC y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Square Wave TIG 200 de la marca LINCOLN ELECTRIC.
MANUAL DE USUARIO Square Wave TIG 200 LINCOLN ELECTRIC
Parautilizarcsomáquinas que tengan lossiguientes Numberos deCódigos: 12475,12887,12888,12937

Registre su maquina: www.lincolnelectric.com/registration
Localizador de servicios y Distribuidores Autorizados: www.lincolnelectric.com/locator
Guardelo para futura referencia
Fecha de la compra
Códio: (ex: 10859)
Serie: (ex: U1060512345)
GRACIAS POR ADQUIRIR UN PRODUCTO DE PRIMERA CALIDAD DE LINCOLN ELECTRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTEN EN PERFECTO ESTADO DE INMEDIATO
El comprador para sa ser el propietario del equipo una vez que laEmpresa de transporte loenta en destino.
Consecuentamente,rialquier reclamacion por daños materiales durante el enviodeferahacerlael comprador ante laEmpresa de transporte cuando seentaquege el paquete.
LA SEGURIDAD DEPENDDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se diseñan y fabrican teniendo presente la seguridad. No obstarce, la sécurité en general augmente con una instalación correcta ... y un uso razonado por su parte. NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA LEIDOEste MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE SE INCLUYEN EN EL MISO. Y, sobre todo, piense antes de actuar y sea siempre cauteleo.

ATENCLON
Verá este cuadro sempre que deba seguir exactamente alguna instruccion con objeto de vegetar daños fisicos graves o incluso la muerte.

PRECAUCION
Verá este cuadro siempre que deba seguir una instrucción con objerto de estar daños fisicos leves o daños materiales.

NO SE ACERQUE AL HUMO.
NO se acerque demasiado al arco.
Si es besoino,utilice lentillas para poder travajar a una distancia razonable del arco.
LEA y ponga en practica el contenido de las hojas de datos sobre seguridad y el de las etiquetas de sécurité que encontrará en las cajas de los materiales para soldar.
TRABAJE EN ZONAS VENTILADAS o instale un sistemas de extracción, a fin de eliminar humos y gases de la zona de trabajo en general.

SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con la
ventilación natural sera suficiente siempre que aleje la cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES outilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algunos sintoma poco habitual. Es posible que haya que revisar el ambiente y el sistema de ventilacion.

UTILICE PROTECTORES OCUULES, AUDITIVOS Y CORPORALES CORRECTOS
PROTEJASE los ojos y la cara con un casco para soldar de su talla y con una placac de filtrado del grado adecuado (v. la norma Z49.1 del ANSI).
PROTEJASE el cuero de las salpicaduras por soldadura y de los relampagos del arco con ropa de proteccion, como tejidos de lana, guantes y delantal ignifugos, pantalones de cuero y botas altas.
PROTEJA a los demas de salpicaduras, relampagos y rafagas con pantallas de proteccion.
EN ALGUNAS ZONAS, poder ser necessitiesa la proteccion auricular.
ASEGURESE de que los equipos de proteccion esten en Buen estado.
Utilice gafas de proteccion en la zona de trabajo ENTodo MOMento.

SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan estado en contacto con sustancias de risgo, a menos que se hayan lavado correctamente. Esto es extremadamente peligioso.
NO SUELDE NICORTE piezas pintadas o galvanizadas, a menos que hayaadoptado medidas para augmentar la ventilacion. Estas podran liberar humos y gases muy toxicos.
Medidas preventivas adiconiales
PROTEJA las bombonas de gas comprimido del calor excessivo, de las descargas mecánicas y de los arcos; asegure las bombonas para que no se caigan.
ASEGURESE de que las bombonas nunca pasen por un circuito eletrico.
RETIRErialquiermaterialinflamablede lazoneadetrabajoedsoldadura.
TENGASIEMPRA LA MANO UN EQUIPDE EXTINCION DE FUEGOS YASEGURESE DE SABER UTILIZARLO.

SECCION A: ADVERTENCIAS

ADVERTENCIAS DE ACUERDO CON LA PROPOSICION 65 PARA CALIFORNIA

ADVERTENCIA: De(acuerdo con el Estado de California (EE.UU.), respirar los gases de escape de los motores de diésel provoca
cancer, anomalías congenitas y other toxicidades para la función reproducora.
- Arranque y utilise el motor siempre en una zona bien ventilada.
- Si se encuesta en una zona sensible, asegúrese de expulsar los gases de escape.
- No modifique ni altere el sistema de expulsion de gases.
- Nocede el motor en ralenti a menos que sea necessitiesario.
Para saber más, acceda a www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar, el producto provoca humos y gases que, de acuerdo con el Estado de California, provocan anomalias congenitas y, en algunos casos, cancer (§ 25249.5 y siguientes del Codigdo de Salud y Seguidad del Estado de California).

ADVERTENCIA: Cancer y toxicidades para la función reproductora (www.P65 warnings.ca.gov)
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTEJASE Y PROTEJA A LA PERSONAS DE SU ENTORNO DE POSIBLES LESIONES FISICAS GRAVES O INCLUSO LA MUERTE. NO PERMITA QUE LOS NINOS SE ACERQUEN. LOS PORTADORES DE MARCAPASOS DEBERAN ACUDIR A SU MEDICO ANTES DE UTILIZAR EL EQUIPO.
Lea y comprenda las siguientes instrucciones de seguidad. Si quiere saber más sobre seguidad, le recomendamos que adquiera una copia de la norma Z49.1 del ANSI "Seguidad en los problemas de corte y soldadura" a工程技术 de la Sociedad Estadounidense de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la norma W117.2 de CSA. Podra recoger una copia gratuite del folleto E205, "Seguidad en los procesos de soldadura por arco", en Lincoln Electric Company, situada en 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGÜRESE DE QUE LOS PROCESOS DE INSTALLACION, USOMANTENIMIENTO Y REPARACION LOS LLEVE A CABOUNICAMENTE UN TÉCNICO CUALIFICADO AL RESPECTO.

PARAEQUIPOS DE MOTOR.
1.a. Apague el motor antes de起初 la resolved de problemas y el trabajo de mantenimiento, a menos que el motor deba estar encendido para efectuar el trabajo deostenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegürese de expulsar todos los gases de escape del motor al aire libre.

- C. No ponga carburante cerca de un arco de soldadura con llama ni cuando el motor este en funcionaimiento. Detenga el motor ycede que se enfrie antes de volver a repostar para evaporar las perdidas de combustible

derivadas de la evaporacion al entrada en contacto con las partes del motor que estén calientes. No derrame combustible al llenar el deposito. Si derrama algo de combustible, limpielo y no arranque el motor hasta que los gases se hayan evaporado.
1.d. Asegürese de que todos los componentes, cubiertas de seguidad y piezas del equipo estén bien instalados y en buena estado. No acerque las manos, el pelo, la ropa ni las herramrientas a la correa trapezoidal, engranajes, ventiladores y otheras piezas moviles al arrancar, utilizing y reparar el equipo.

1.e. En algunos casos,oulda ser necessario retiring las cubiertas de seguidad para dar elostenimiento necessario.Retire las cubiertas solo cuando sea necessario y vuela a colocarlas en cuando termine de hacer la tarea por la que las haya retirado. Sea extremadamente cauteloso cuando trabajo cercqa de piezas moviles.
1.f. No Coloque las manoserca del ventilador del motor. No trate de hacer funciona el regulator o el eje portador pulsando el accelerator cuando que el motor esté en marcha.
1.g. Para evaporar arrancar un motor de gasolina de forma accidental al cabiar el motor o el generador de soldadura, desconnecte los cables de la bjújía, la tapa del distribuidor o el dinamomagneto, según sea necesario.
1. h. Para evaporar quemaduras, no retire la tapa de presión del radiador cuando que el motor está caliente.
1.i. La utilización de un generator en interior PUEDE PRODUCIR LAMUERTE enrutios.
1. j. Los gases de escape del generador contienen monóxido de carbono. Se tratá de un veneno invisible e inodoro.
1. K. No utilise NUNCA dentro de una casa o garaje, INCLUSO SI las puertas y ventanas están abiertas.
1.1. Utilicelo unicolemente EN EXTERIOR y lejos de ventanas, puertas y orificios de ventilacion.
1.m. Eviterialo. LEA EL MANUAL ANTES DE UTILizarLO



LOS CAMPOS ELECTROMAGNETICOS PUEDEN SER PELIGROSOS.

2.a. El flujo de corriente electrica por los conductores genera Campos electromagnéticos (EM) localizados. La corriente de soldadura genera Campos EM en los cables para soldar y en los soldadores.
2.b. Los Campos EM puede interferir con ciertos marcapasos, por lo que los operarios portadores de marcapasos deben acudir a su medico antes de soldar.
2.c. La exposión a los Campos EM de la soldadura podria tener otros efectos sobre la salute que aún se desconcen.
2.d. Los operarios deben ajustarse a los siguientes procedimientos para reducir al minimum la exposión a los Campos EM derivados del circuito del soldador:
2.d.1. Gue los cables auxiliares y del electrodo a la vez y utilise cinta adhesiva siempre que sea possible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuero.
2.d.3. No se coloque entre el electrodo y los cables auxiliares. Si el cable del electrodo queda a su derecha, el cable auxiliar también deben estar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más cerca possible de la zona en la que se esté soldando.
2.d.5. No trabajo jusqu'à la fuente de alimentación del equipo.

UNA DESCARGALELECTRICA LE PUEDEMATAR.

LAS RADIACIONES DEL ARCO QUEMAN.

3.a. Los circuitos auxiliar (tierra) y del electrodo estar vivos desde el punto de vista eletrico cuando el soldador está encendido.No toque dichas partes "vivas" con el cuerpo.Tampoco las toque si leva ropa que este mojada. Utilice guantes secs y herméticos para aislarse las manos.
3.b. Aisle la pieza de trabajo y el sueño con un aislante seco.
Asegürese de que el aislante sea lo suficientemente amplio como para cubrir toda la zona de contacto fisico con la piezo y el sueño.
Además de adoptar las medidas de seguridadhabituales, si debsoldar en conditiones arriegadas desde el punto de vista electrico (en zonas humedes o@mistres lleva ropa mojada; en estructurasmetálica como sueños,rejas o andamios; en posiciones poco habituales, como sentado, de rodillas o tumbado, si hayprobandidades de tocar de forma accidental la pieza de trabajo o el sueño),el operario debárable aplicatar los siguidentes equilos:
Soldador (TIG) semiautomática para corrente continua (CC)
Soldador (electrodo) manual para CC
Soldador para CA con control reducido de la tension
3.c. En los equipos TIG automaticos o semiautomáticos, el electrodo, el carrete del electrodo, el cabezal del equipo, la boquilla y la pistola semiautomática también está vivas desde el punto de vista de la electrónica.
3.d. Asegürese de que el cable auxiliar presente una buena conexión electrónica con el metal que se esté soldando. La conexión debiera hacer lo más cerca possible de la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del equipo y laquina de soldar en buena estado de funcionajo. Cambie el aislante si está dañado.
3.g. Nunca sumeriae el electrodo en agua para enfiarido.
3.h. No toque nunca de forma simultanea las piezas vivas desde el punto de vista electrico de los soportes de los electrodos conectados a los dos equipos, ya que la tension existente entre las dos podería se equivalente a la tension de los circuitos de los dos equipos.
3.i. Cuandoonga que trabajo por encima del nivel del sueño, utilise un armés a modo de protección por si se produjera una descarga y se Cayera.
3.j. Consulte también los apartados 6.c.y8.
4.a. Utilice un protector con el filtro y las cubiertas debidos para protegerse los ojos de las chispas y de las radiaciones del arco cuando este soldando u observando una soldadura por arco. Los protectores faciales y las lentes de filtrado deben adaptarse a las normas ANSI Z87.1.
4.b. Utilice ropa adecuada y fabricada con materiales ignifugos y duraderos para protegerse la piel y proteger a sus compañero de las radiaciones del arco.
4.c. Proteja a los先进技术 que estén en las immediaciones con una pantalla ignifica y pidales que no miren al arco y que no se expongan a la radiación del arco ni a las salpicaduras.

LOS HUMOS Y GASES PUEDEN SER PELIGROSOS.

5.a. Al soldar, se pueda tener humos y gases peligrosos para la salute. Evite respirar dichos humos y gases. Si va a soldar, no se acerque al humano. Asegürese de que haya una buena ventilación en la zona del arco para garantizar que no se respiren los humos y gases. Si debe soldar superficies revestidas (consulta las instruciones del conteditor o las hojas de datos sobre seguridad) o superficies de plomo, acero u或者其他 metales cadmiados, asegürese de exponerse lo menos possible y de repetar los PEL (limites de exposión permisibles) de la OSHA y los TLV (valores limite) de la ACGIH. Paraarlo, utilise los sistemas de extracción y de ventilación locales, a menos que la evaluación de la exposión indiquen lo contrario. En espacios cerrados y, en algunos casos, en espacios abiortos, necessitará un respirador. Además, deben tener precauciones adiconiales cuando suelde acero galvanizzato.
5.b. La función del equipo de control del humo de la soldadura se ve afectada por various factores, como el uso y la colocacion correctos del equipo, elostenimiento del equipo y los procedimientos concretos aplicados a la hora de soldar. El nivel de exposicion de loseworkadoresdeferabecomprobarse enelmomento de la instalacion y de forma periodicadespuesde entonces,a fin de garantizar que este seajuste alos PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilise el equipo para soldar en zonas rodeadas de vapeores de hidrocarburo clorado procedentes de operaciones de desengrasado, limpieza o pulverizacion. El calor y la radiacion del arco puede reacionar con los vapeores del disolvente y formar fosgeno, un gas muy toxico, y others productos irritantes.
5.d. Los gases de proteccion que se utilizen en la soldadura por arco能把 desplazar el aire y provocar lesiones o incluo la muerte. Asegürese de que haya sufiente ventilacion, en particular en zonas cerradas, para garantizar que el aire que respire sea seguro.
5.e. Lea y comprenda las instruetiones del fabricante del equipo y de los fungibles realizados, incluidas la hojas de datos sobre seguidad, y siga las practicas de seguidad aprobadas por su Empresa. Obtendra hojas de datos sobre seguidad de la mano de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.

LAS CHISPAS DERIVADAS DE CORTES Y SOLDADURAS PUEDEN PROVOCAR INCENDIOS O EXPLOSIONES.

6.a. Eliminerial factor of riesgo de incendio de la zona de trabajo. Si no fuera posible, cubra los materiales para evaporar que las chispas podan create un incendio. Recuerde que las chispas derivadas de las soldaduras能把zar con facillidad, a travers de gritas pequeñas a zonas adyacentes. Además, los materiales你能 calentarse con rapidez. Evite soldar circa de conductos hidráulicos. Asegúrese de tener un extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las zonas de trabajo, tome las medidas propiadas para evitar situaciones de risgo. Consulte el documento "Seguidad en los trabajo de corte y soldadura" (norma Z49.1 del ANSI) y los datos de funciona del equipo utilizado.
6.c. Cuando no este utilizing el equipo, asegürese de que el circuito del electrodo no toque en absoluta la zona de trabajo ni el suejo. Si se pusieran en contacto de forma accidental, dichas partes podrian sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depositos, bobinas o contenedores hasta que se haya asegurado de que tales procedimientos no haran que los vapores inflamables o tóxicos del interior de dichas piezas salgan al exterior. Estos能把 provocar explosiones incluso si se han "limpiado". Para saber más, adquiera el documento "Prácticas seguras y recommendables de preparación para los procesos de corte y soldadura de contenedores y conducts que han contentido sustancias peligrosas" (AWS F4.1) a partir de la Sociedad Estadounidense de Soldadura (consulte la direction más arriba).
6.e. Ventile los contenedores y piezas defundacionantesde calentarlos, cortarlos o soldarlos. Podrian explotar.
6.f. El arco de soldadura desende chispas y salpicaduras. Utilice prendas de proteccion, como guantes de pierl, camisas gruesas, pantalones sin dobladillos, botas altas y un gorro para el pelo. Utilice un protector auricular cuando suele en un lugar distinto del habitual o en espacios cerrados. Cuando este en la zona de trabajo, utilizing siempre gafas de proteccion con blindaje lateral.
6.g. Conecte el cable auxiliar tanerca de la zona de trabajo como le sea posible. Conectar los cables auxiliares a la estructura del edificio o a cualquier otheraubicaciondistinctade la zona de trabajo augmentedas probabilitadedesque la corriente pase por cadenas de elevacion, cables de gruas uotros circuitos alternos. Esto podria tener un risgo de incendio y sobrecalentarlos cables y cadenas de elevacion hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.i. I. Lea y comprenda la norma NFPA 51B, "Norma para la prevencion de incendios en problemas de soldadura y corte entre它们", disponible a工程技术 de la NFPA, situada en 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilise las fuentes de alimentación del equipo para descolverarconductos.

SI SE DANAN, LAS BOMBONAS PUEDEN EXPLOTAR.
7.a. Utilice uniquamente bombonas de gas comprimido que contengan los gases de proteccion adecuados para el proceso en cuestion, asi como reguladores diseñados para un gas y presion concretos. Todos los conductos, empalmes, etc.deferan ser adecuados para el uso en cuestion ymantenerse en Buen estado.

7.b. Guarde las bombonas siempre en vertical y asegürelas correctamente a un bastidor o a un soporteijo.
7.c. Las bombonas deben almacenarse:
- Alejadas de aquellas zonas en las que PODAN recibir golpes o estar susujetas daños fisicos.
- A una distancia segura de las zonas de soldadura por arco y de corte y deequalquierotrafuente del calor,chispas ollamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ningunaarta pieza viva desde el punto de vista electrico entre en contacto con una bombona.
7.e. No acerque lackeza ni la cara a la valvula de salute de la bombona.
cuando abra dicha valvula.
7.f. Las tapas de proteccion de la valvula siemprederabad estar en su situ y bien apretadas, excepto cuando la bombona se este utilizes o este conectada.
7.g. Lea y comprenda las instruetiones relativas a las bombonas de gas comprimido, las instruetiones del material asociado y la publicacion P-I de la CGA, "Precauciones para la Manipulacion segura de las bombonas de gas comprimido", disponible a工程技术 de la Asociacion de Gas Comprimo, situada en 14501 George Carter Way Chantilly, VA 20151.

PARAEQUIPOS ELECRICOS.

8.a. Desconecte la potencia de entrada a工程技术 del interruptor de desconexión del cuadro de fusibles antes de empezar a trabajo con el equipo.
8.b. Instale el equipo de acuerdo con el Cuestion Eléctrico Nacional de EE. UU., loscottigos locales aplicables y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Codigio Eléctrico Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety para saber más sobre la seguridad.
DESCRIPCION GENERAL 7
7
PROCESOS 7
CAPACIDAD DE SOLADURA 7
INSTALACION A-1
ESPECIFICACIONES TECNICAS A-1
VALORES DE AMPERAJES PARA TIG A-2
VALORES DE AMPERAJES PARA EL ELECTRODO. A-2
TUNGSTENO A-2
SELECCION DEL LUGAR APROPIADO A-3
APILADO A-3
BASCULADO A-3
CONEXION DE LA ENERGIA DEEntrADA A-3
VOLTAJE DE ENTRADA A-3
GENERADOR IMPULSADO A MOTOR A-4
CONEXIONES DE SALIDA A-4
SOLDADURA CON ELECTRODO A-5
SOLDADURA TIG (SOLDADURA CON GAS INERTE TUNGSTENO) (GTAW) A-6
ARCO DE SOLDADURA DE LA OPERATION TIG A-6
ATERRIZAJE DE LA MAQUINA Y PROTECCION A-7
OPERACION B-1
ACCESORIOS C-1
MANTENIMIENTO D-1
IDENTIFICACION Y SOLUCION DE PROBLEMAS E-1
DIAGRAMAS F-1
Parts Listparts.lincolnelectric.com
El contenido/detalles peuvent estarchangesinprevioaviso.Para los manuales con las instruccionesmas actuales, yaya a:parts.lincolnelectric.com
DESCRIPCION GENERAL
Las Square Wave® TIG 200 es unaquina soldadora portátIL PARA TIG (Soldadura con Gas inerte Tungsteno) y electrodo revertido, la cui permite que las personas que se dedican al hobby,PEGUEOS fabricantes y personas que hacermanualidades exploten su creatividad. Estadeisenada para ayudar a ampliar su experiencia en el camino de la soldadura.A medida queagleciente sus habilidades y confianza, podraaprovecharlasfunctionalidades adiconialesde la Square Wave TIG 200's.Noimportaquelsea su nivelde habilidad,no se aburriralusrasarstaquina.Las Square Wave TIG 200
proporcionauna soldadura TIG de AC uniforme y estable,asi como soldadura TIG de DC sobre acero,acero inoxidable y cromo - molibdeno. Una interfaz amigable con el usuario permite que los operadores la calibren,se olviden del ello y se dediquen a soldar.
CHARACTERISTICAS
- Para garantizar un alto indice de exito del arco de inicio. La fuente de poder incorpora un circuito de arco de inicio de alta Frequencia.
- Un arco uniforme y estable en polaridades de CA y CD.
- Buenos capacities de soldadura con electrodo para trabajo en exteriros o con materiales de un espesor mayor.
PROCESOS
ELECTRODO REVESTIDO DC
TIG DC
TIG AC
CAPACIDAD DE SOLDADURA
Para las salidas nominales de laquina inversora Square Wave TIG 200 favor de consultar las Especificaciones sociales.Esta tiene la calidad de ciclo de trabajo superiores a corrientes de salute más bajas.
Un exemple de ciclo de trabajo al 60% es:
Soldar durante 6关键时刻 Descanso de 4关键时刻
ESPECIFICACIONES TECNICAS
SQUARE WAVE® TIG 200 (K5126-1)
| RANGO DE SALIDA | ||||
| POTENCIA DE ENTRADA | MODO DE SOLDADURA | RANGO DE ENTRADA | RANGO DE SALIDA | VOLTAJE DE CIRCUito ABIERTO (OCV) |
| 120 V 1 FASE 60 HZ 0 220V / 230 V 1 FASE 50/60 Hz | TIG (AC/DC) | 120 V 10-125 A | OCV PROMEDIO - 62 V OCV PICO - 140 V VRD OCV PICO - 13.5 V | |
| 230 V 10-200 A | ||||
| ELECTRODO REVESTIDO (DC) | 120 V 10-90 A | |||
| 230 V 10-170 A | ||||
| VOLTAJE DE ENTRADA 120 V | 125 A / 25%* |
| 100 A / 40% | |
| 85 A / 60% | |
| 230 V | 200 A / 25% |
| 160 A / 40% | |
| 130 A / 60% |
| VOLTAJE DE ENTRADA 120 V | 75 A / 20 % |
| 65 A / 60 % | |
| 230 V | 170 A / 20 % |
| 100 A / 60 % |
| CORTADOR DE CIRCUito Y TAMANOS DE FUSIBLE RECOMENDADO, Y CORRIENTE EFFECTIVA MAXIMA | |||
| VOLTAJE DE ENTRADA | FUSIBLE (SUPER LAG) O TAMANO DEL CORTADOR DE CIRCUITO(2)(3) | TOMA DE CORRIENTE EFFECTIVA | TOMA DE CORRIENTE MAXIMA |
| 230 V 30 | A 14.7 A | 25 A | |
| 120 V 20 | A 15 A | 21.5 A | |
- 110 A para TIG CA
(1) Con base en un periodo de 10 Minutes (eskaar, para un ciclo de trabajo al 60% es de 6 minutes encendida y 4 minutos apagada).
(2) Támbi é deninado cortadores de circuito de tempo inverso o termico/magneto; cortadores de circuito que temen una demora en la'action de disparo,la cui disminuye a medida que augmente la magnitud de la corriente.
(3) Para evaporar disyuntor molestas, se abstengan de operar al máximo rendimiento y superar el ciclo de trabajo nominal.
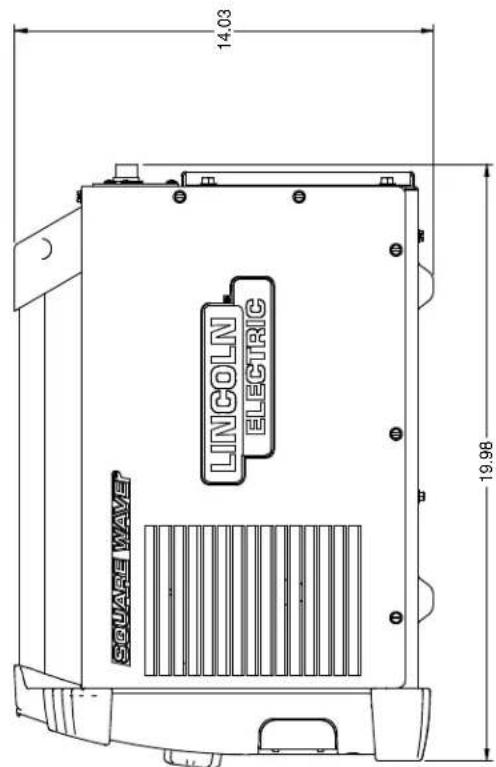
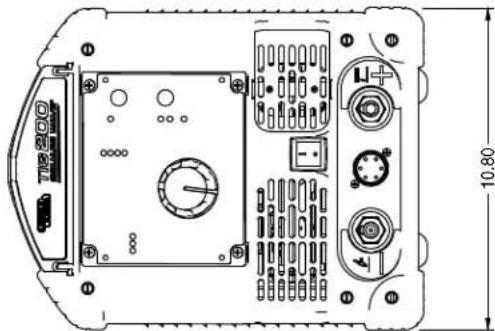
| DIMENSIONES FISICAS | |||
| LONGITUD ANCHO | ALTO PESO | ||
| 19.22 PULG. (488 MM) | 10.75 PULG. (282 MM). | 10.75 PULG. (282 MM). | 46 LBS (21KGS) |
| OTROS PARAMETROS |
| CLASE DE PROTECCION |
| IP21S |
| RANGO DE TEMPERATUREA | |
| RANGO DE LA TEMPERATUREA OPERativa | 14°F~104°F (-10°C ~ +40°C) |
| RANGO DE LA TEMPERATUREA EN ALMACENAJE | 14°F~104°F (-10°C ~ +40°C) |
Valores de Amperaje TIG
| Tonto de material | Espesor de material | ||||
| Cal 24 (0.024") (0.6 mm) | Cal 16 (0.060") (1.5 mm) | Cal 12 (0.105") (2.7 mm) | Cal 10 (0.135") (3.4 mm) | 3/16" (4.8 mm) | |
| Acerio (DC -) | 25-35 A | 70-85 A | 80-100 A | 90-120 A | 130-160 A |
| Acerio Inoxidable (DC -) | 25-35 A | 70-85 A | 80-100 A | 90-120 A | 130-160 A |
| Cal 24 (0.024") (0.6 mm) | 1/16" (0.62") (1.6 mm) | 0.090" (2.3 mm) | 1/8" (0.125") (3.2 mm) | 3/16" (4.8 mm) | |
| Aluminio (AC) | 25-35 A | 75-85 A | 85-110 A | 120-135 | 165-195 A |
| Espesor de material | |||||
| Cal 24 (0.024") (0.6 mm) | Cal 16 (0.060") (1.5 mm) or 1/16" (0.62") (1.6 mm) | Cal 12 (0.105") (2.7 mm) or 0.090" (2.3 mm) | Cal 10 (0.135") (3.4 mm) or 1/8" (0.125") (3.2 mm) | 3/16" (4.8 mm) | |
| Diámetro de Tungsteno Sugerido | 1/16" (1.6mm) | 3/32" (2.4 mm) | 3/32" (2.4 mm) | 3/32" (2.4 mm) | 3/32" (2.4 mm) |
| Diámetro de Metal de relleno Sugerido | 1/16" (1.6mm) | 1/16" (1.6 mm) | 3/32" (2.4 mm) | 3/32" (2.4 mm) | 1/8" (3.2mm) |
Valores de Amperaje de la VARILLA
| Diámetro deElectrodo Revestido | Calibre 12(0.105") (2.7 mm) | Calibre 10(0.135") (3.4 mm) | 3/16"(4.7 mm) | |
| Acero E6011 / E6013(DC +) | 3/32" (2.4 mm) | 50-70A | 60-80A | - |
| 1/8" (3.2 mm) | 65-85A | A75-95 | 90-110A | |
| 5/32" (4.0 mm) | 130-150AA115-135A90-110 | |||
| Acero E7018 (DC +) | 3/320-210AA80-100A70-90 | |||
| 1/8" (3.2 mm) | 115-135AA105-125A90-110 | |||
| 5/32" (4.0 mm) | 140-160AA115-135A105-125 |
Tungsteno - NO se recomienda Tungsteno puro
| Color | Tipos de Tungsteno | AC Polaridad | DC Polaridad | Aplicaciones |
| Dorado | 1.5% Lantaneado | X | Buena elección para soldadura de titanio, niquel, cobre, acero fundido. | |
| Azul | 2% Lantaneado | X | X | |
| Gris | 2% Cerado | X | X | Buena elección en general tanto para AC como para DC en soldadura de aceros de bajo aleación y no corrosivos, aluminio, magnesio, titanio, niquel y cobre. |
| Chartreuse or Púrpura(E38) | 1.5% Lantano 0.08% Zirconio Itrio0.08% | X | X | |
| Blanco | 0.8% Zirconio | X | Muy buena elección para aleaciones de aluminico o magnésio |
El Tungsteno debe tener una punta de cono truncado.

INSTALACION

ADVERTENCIA
No intente utiliser este equipo hasta que haya leido bien el manual del fabricante del motor el cual se incluye con su soldadora. Este incluye importantes precauciones de seguridad, detailles del arranque del motor, asi como instrucciones de operación y mantenimiento ylists de partes.
Una DESCARGA ELECTRICA puede causar la muerte.
- No toque las partes electricamente vivas ni el electrodo coningeda parte de supiel o ropas humedas

Aislese asi甚么 del lavoro y de la tierra,
- Siempre porte guantes aislantes secos.
- Si se utilizes con generadores de energia a motor, hágalo en Areas abiertas, bien ventiladas o con venteo del escape hacía el exterior.

LAS PARTES MOVILES pueda causar lesiones.
- No la opere con las puertas abiertas o sin queonga sus protecciones instaladas.
- Mantengase alejado de las partes movibles.

En la parte frontal de este manual del operador se incluye informacion adicular de advertencias.
La instalacion, uso o servicios de este equipo solo deben ser realizado por personal calificado.
SELECTIONLAUBICACIONAPROPIADA

PRECAUCION
Esta fuente de potencia no debe exponserse a la lluvia o nieve, y sus partes tampoco deben sumergirse en el agua. Si lo hace poderce causar una operation inadequada y representar un riesgo para la seguridad. La mejor practica consiste enmantener a laquina en un area seca y protegida.
UBICACION Y VENTILACION
La soldadora depebeponerse en un lugar quele permita tener un flujo no restringido de aire fresco y limpio hacia las entradas del aire de enfiernimiento,y evitar restringir las calidas de tal aire.Tambien, ubique a la soldadora de forma tal que los humos del escape del motor seventeen de manners adecuada hacer un area externa,ubique a laquina alejada de maquinaria controla por radio.La operacion normal de la soldadora peute verse afectada adversamente por la operation de equipo controlado por RF,yesto puede causar lesiones corporales o daños al equipo.
La clasificacion EMC o RF de este equipo es Clase A
APILADO
Laquina inversora Square Wave TIG 200 NO SE PUEDE apilar.
BASCULADO

PRECAUCLON
La parte inferior de laquina永远不会blerde colocarse sobre una superficie firme,segura y nivelada.Si no se siguen estas precauaciones,existe el riesgo que laquina se vuelque.
No coloque ni opere a laquina sobre una superficie con una inclinacion mayor a 15^ con disrespecta la horizontal.
Cologne a la soldadora donde el aire de enfiambre limpio能把 circular libremente dentro y a工程技术 de las persianas traseras y hacer afluera a工程技术 de la parte frontal. El agua, suciedad, polvo y提供优质 material extraño que pueda ser jalado al interior de la soldadora, deben mantenerse al minimum. La omisión de observar estas precaucionesuede resultar en temperatas operativas excessivas y apagones molestos
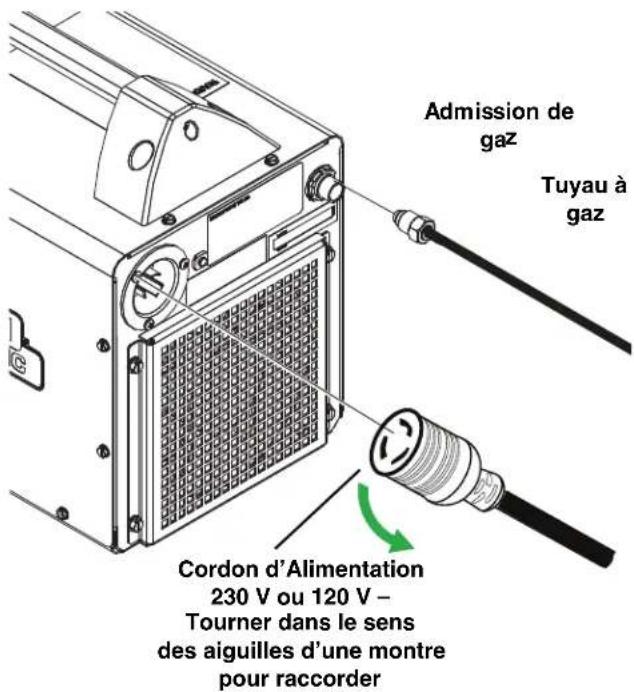
CONEXION DE LA ENERGÍA DE ENTRADA
Antes de encenderla. Verifique el voltaje de entrada suministrado a laquina. El voltaje de entrada permissible se indica en elApartado de laspecsión技术水平a y en la placadeclassificacion de laquina. Asegürese que laquina se incluye aterrizada de conformidad con el numero electrico Nacional y lo@códigos locales.
VOLTAJE DE ENTRADA
Laquina se pueda conectar a voltajes de entrada de 120V± 10% o 230V± 10%
En elApartado de la especifica tiontica de este manual se incluye una guia del amperaje de salute basada en el voltaje de entrada.
GENERADOR IMPULSADO A MOTOR
Laquina está diseñada para operar con generadores impulsados a motor, siempre que el auxiliar pueda suministrar el voltaje, Frequencia y potencia adecuados conforme a lo indicado en el punto de la "Especisión Técnica" del Apartado de instalación del presente manual. El suministro del generator auxiliar también debe satisfacer las siguientes conditiones:
Frecuencia. 60Hz para 100 - 240 V de entrada y 50 Hz para 230 / 240V
Voltaje RMS de la forma de onda de CA: 100 - 240 V; cualesera fuera de este rango disparará las protecciones de bajo o sobre voltaje
Generador de un minimo de 8kw
Es importante verficar estas conditiones porquechos generadores impulsados a motor producen picos de altos voltajes. La operation de estaquina con generadores impulsados a motor,los cuales no cumplan con estas conditiones, no se recomienda y pueda darñar a laquina y TAMPOCO estar cubiertos por la garantía.

ADVERTENCIA
LAS DESCARGAS ELECTRICAS poder causar la muerte:
- Mantenga en buena conditiones al porta electrodo y al aislamento del cable.

- No toque las partes electrificamente
vivas ni el electrodo con ninguna parte de la piel o con ropas humedes.
Aísse—asimismo del trabajo y de la tierra. - Antes de conectar o desconectar los cables de salute y除外 equipo, apague el interruptor de la linea de entrada

PRECAUCLON
Para una conexión electrica segura, las clavijas de salute de la fuente de potencia que connectan a las clavijas del cable, deben estar firmamente instaladas.
Caso contrario, pueda occurrir danos a la clavija de laittersa o afectar el desempeso del soldeo poniendolo en riesgo. Para evaporar problemas de interferencias con othero equipo, y para lograr la mayor operacion possible, rutee todos los cables directamente hasta el trabajo. Evite utiliser tramos demasiado largos, y no enrolle el cable exceedente.
CONEXION DE SALIDA
Para las conexiones del cable de soldadura se utilizen clavijas con cables acoplables por giro que utilizes un sistemas de desconexión rápida. Para mayor información acerca de como conectar laquina para operarla con electrodo revestido para soldadura (SMAW), o con soldadura TIG (GTAW) refiérase a los siguientes apartados.
SOLDADURA CON ELECTRODO REVESTIDO
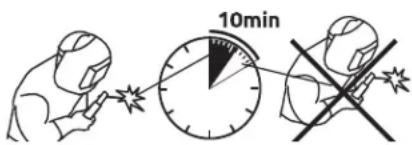
Para que lo pueda usar, primero determine la polaridad adecuada del electrodo. Para esta informacion consulte los datos del electrodo. Luego conecte los cables de salute a las terminales de salute de laquina para la polaridad selectionada. Aqui se muestra el methodo de conexion para soldadura con CD (+). (Ver Figura A.1)
Conecte el cable de la soldadura a la terminal (+), y la mordaza de trabajo a la terminal (-). Inserte el conector con la llave alineada con la ranura de la llave hacía arriba, y girela por aproximadamente ¼ de vueña en el sentido de las manecillas del reloj, Nunca la apirete excessively.
Para la soldadura con electrodo para CD (-) cambie las conexiones del cable en laquina, de forma tal que el cable de la soldadura se conecte a (-) y la mordaza de trabajo se conecte a (+) (vea la Figura A.2)
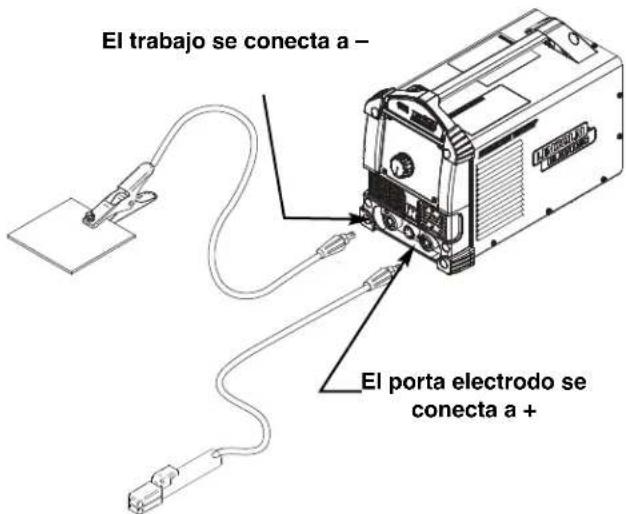
Figura A.1
Para la soldadura con electrodo revestido para CD (+)
Figura A.2 Para soldadura con electrodo revestido para CD (-)
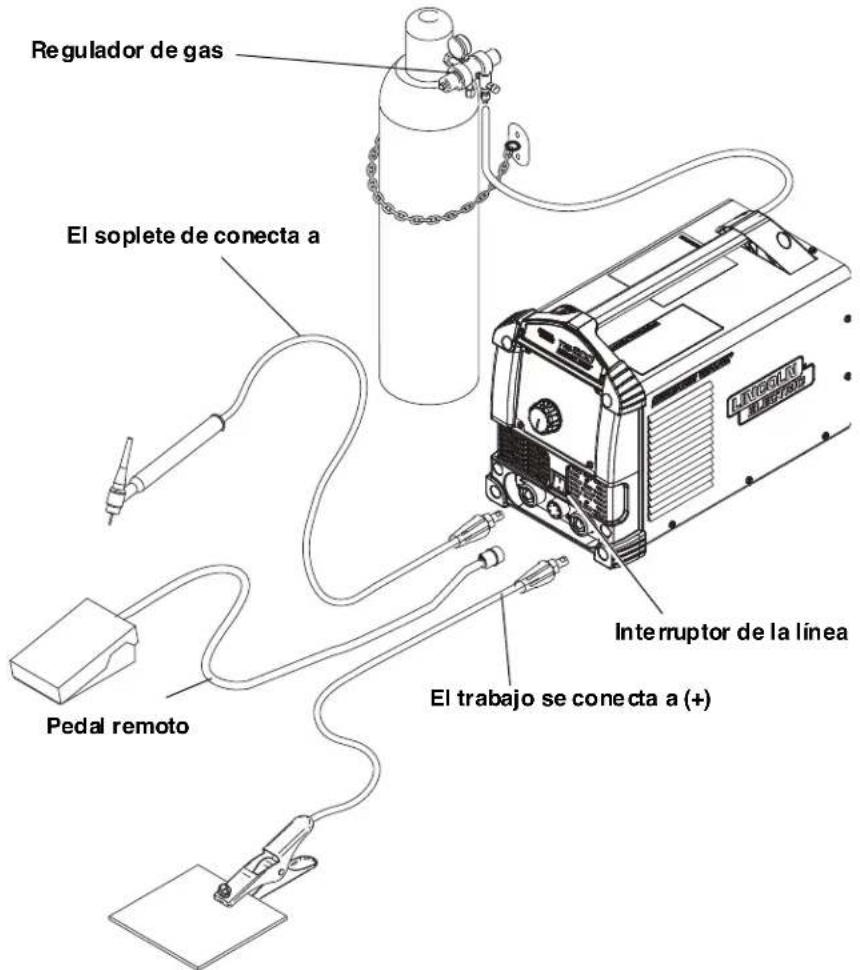
SOLDADURA TIG (SOLDADURA CON GAS INERTE TUNGSTENO) (GTAW)
Laquina tiene integrada una solenoide de gas de forma tal que se provee un soplete TIG con una pieza de cable de potencia/gas como un paquete lista para soldar, incluyendo el adaptor del soplete que va pre-instorado.
Conecte el cable del soplete a la terminal (-) de laquina, y la mordaza de trabajo a la terminal (+), refierease a las figuras A.3 y A.4. Inserte el conector con la llave alineada hacía arriba con la ranura de la llave y girela por aproximamente ¼ de vuelta en el sentido de las manecillas del reloj. No la apiète excessivamente. también conecte el conector macho disparador al conector hembra de 6 pines que se工程技术 en la parte frontal del gabinete.
ARC DE FUERZA DE OPERATION DE TIG
Asegúrese de que el conductor del pedal está firmamente averpado en la parte frontal de laquina. Presione el pedal para iniciar arco yaculara presión paraaculara corriente de soldadura. La corriente se puedaaculara hasta el valor máximo establecido en la parte frontal de laquina.
NOTA: El arranque de arco de alta Frequencia está presente durante 1/2segundo despues de presionar el pedal. Para起初ar el arco, posicione el tungsteno a 1/2 pulgada o menos de la pieza de trabajo y bajo presione el pedal.
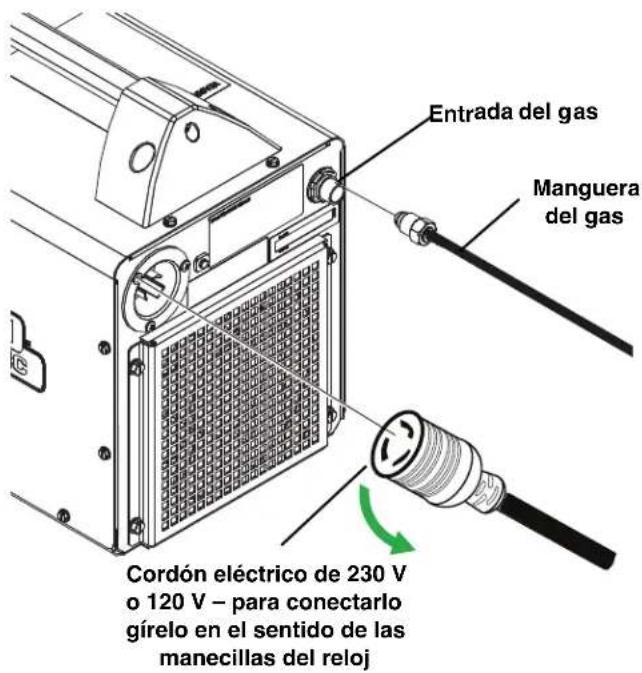
Figura A.4
Figura A.3
PROTECCION TÉRMICA
Los termostatos protegen a laquina contra temperatas de operation excessiva. Las temperatas excessivas peuvent ser causadas por falta de aire o por trabajo con laquina mas alla de su ciclo de trabajo y calidad nominal. Si se produce una temperatura de operation excessiva, los termostatos evitaran voltaje o corrente de salute.
ARCO DE SOLDADURA PARA OPERACION CON TIG
Cuando se inicia el arco - la corriente se eleva a la corriente de soldadura previamente establecida.
ATERRIZAJE DE LA MAQUINA Y PROTECCION CONTRA INTERFERENCIAS DE ALTA FRECUENCIA
La soldadora debe estar aterrizada. Para los métodos adecuados para el aterrizaje, consulte sus@cuidos electricos naciales y locales.El generador de alta frequencia,siendo similar a un radio transmisor,se pueda dañar por problemas de interferencia de radio,TV y equipo electrónico. Estos problemasuenedendeberseainterferencias radiadas.Los métodos de un aterrizaje adecuadouenotenirulas interferencias radiadas.
Las interferencias radiadas peuvent desarrollarse en las siguientes cinco patrones:
- Interferencia radiada directa desde la soldadora.
- Interferencia radiada directa desde los cables de soldadura.
- Interferencia radiada directa desde la retroalimentacion al interior de las lineas de energia.
- Interferencia de la re-radiacion o "recogida" por objetos metálicos no aterrizados.
Manteniendo这些东西factorescontributivosenmente,la instalacion del equipoconformeca lassiguientesinstruccionedesbemiminizarlosproblemas.
- Mantenga las lines de alimentación de energia de la soldadora tan cortas como sea posible, y según sea posible proteja la mayor parte de ellas con un conduit metálico rigido o blindaje equivalente, para una distancia de 50 pies (15.2m),Debe haber un buena contacto electrico entre este conduit y la tierra del gabinete de la soldadora.Ambos extremos del conduit deben estar connectados a una tierra enterrada,y toda la longituddebe ser continua.
- Mantenga los cables de trabajo y al electrodo tan corto y tan cercanos entre si como sea possible. Los tramos no deben exceder de 25 pies (7.6m). Cuando sea practico, encinte las puntas juntas
- Asegürese que las cubiertas del soplete y del cable de trabajo no tengan cortes ni fisuras que permitan la fuga de altas Frequencias.
- Mantenga el soplete en buena conditiones y bien apretadas a todas las conexiones para reducir las fugas de altas Frequencias.
- Se recomienda que la pieza de trabajo debe conectarse a una tierra cercana a la mordaza de trabajo mediante el uso de uno de los siguientes métodos.
a) Una tuberia de metalica de agua en un punto subterraneo, en contacto directo con la tierra por un tramo de diez pies o mas.
b) Una tuberia galvanizada de 34 de pulgada (19mm), o de 5/8 de pulgada (10mm) de una varilla de hierro galvanizado solido, acero o cobre encajada a unminimum de ocho bajo del sueño.
La tierra debehacerse de mannersegura,yel cablede puesta atierra debe ser tan corto como sea posible y ser del mesmo tamanque que el del cable de trabajo o mas largo.Las tierras a conducitselectricosde laestructura del edificio o unsystema de tubo largocouldenresultarurend-raclaciones,haciendoqueestosmiembersseconvertan de hecho en antenas radiantes.
- Mantenga la tapa y a todos los tornillo firmamente en su lugar.
- Siempre que sea possible, los conductores electricos bajo de una distancia de 50 pies (15.2m) de la soldadora, deben protegerse bajo conduit metálicos rígidos aterrizados, o blindajes equivalentes. Por lo general el conduit metálicoFlexible no es apropiado.
- Cuando el soldador se enquiryre dentro de un edificio con metal, el edificio con metal debe estar connectado a varias tierras electricas enterradas en el sueo (como en el numeral 5(b) anterior) en la periferia del edificio.
La omisión de observar这些 procedimientos de instalación recomendedos, pueda causar problemas de interferencia de radio o TV y de equipo electrónico, y resultar en un despeño insatisfactorio del soldeo con la consequente perdida de potencia de alta Frequencia.
OPERACION
SIMBOLOS GRÁFICOS UTILIZADOS EN EL MANUAL O EN esta MAQUINA

ENERGÍA DE ENTRADA
ur
VOLTAJE DE CIRCUITO ABIERTO REDUCIDA

ENCENDIDO
U0
VOLTAJE DE CIRCUito ABIERTO

APAGADO
U1
VOLTAJE DE ENTRADA

ALTA TEMPERATURA
U2
VOLTAJE DE SALIDA

CORTADOR DE CIRCUito
12
CORRIENTE DE SALIDA

SALIDA POSITIVA

SALIDA NEGATIVA

TIERRA DE PROTECCION

INVERSOR TRIFÁSICO

ADVERTENCIA O PRECAUCION

POTENCIA DE ENTRADA

Voltaje Peligroso

TRIFÁSICO

Riesgo De Sufrir Una Descarga Eléctrica

CORRIENTE DIRECTA

Sopause TIG

Porta Electrodos

Reférase al Manual del Operador

Amperaje de Salida
CONTROLES DE LA PARTE FRONTAL DEL GABINETE
El panel frontal incluye un "Botón de Modo de Proceso", un "Botón de Parametros", y una perilla de codificador.
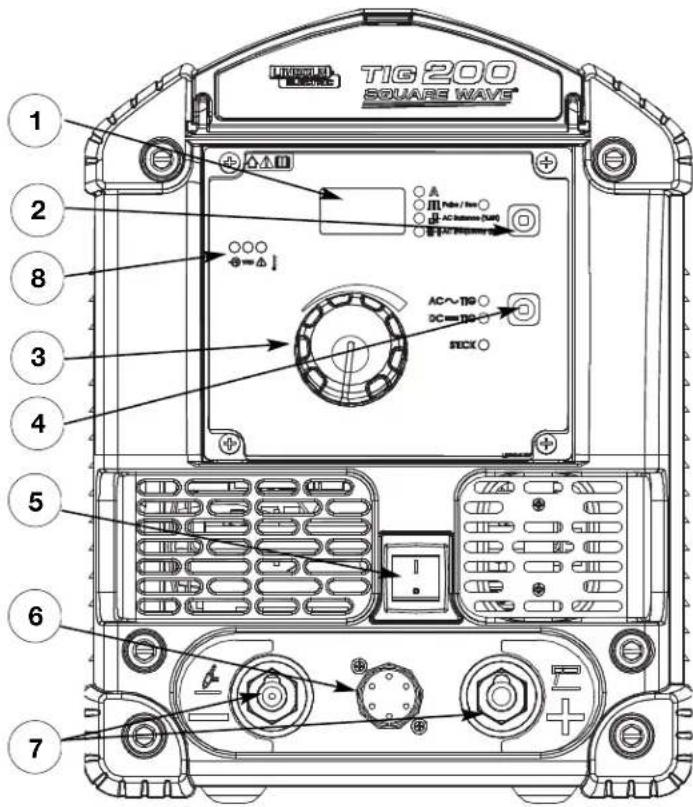
| Elemento | Descripción |
| 1 | Pantalla Digital |
| 2 | Botón De Parámetros |
| 3 | Perilla Codificadora |
| 4 | Botón de Mode de Proceso */Reinicio |
| 5 | Interruptor de alimentación |
| 6 | Conector Remoto |
| 7 | Twist-Mate™ receptacle |
| 8 | Luces de Estado |
*Si presiona el Botón de Modelo de Proceso durante 10 segundos, reinciara los parámedros a los values pre establishados de planta.
Pantalla Digital
Corriente (A)
Pulsos por dato (PPS)
Frecuencia de CA (Hz)
Balance de CA (% EN: Electrodo Negativo)
Luces de Estado

Se ilumina cuando se suministra energia y el interruptor seswana en la posicion de ENCENDIDO.
VRD - se ilumina cuando el disposito de reduccion de voltaje se enquirytra activo. La VRD esta activa en modelos de electrodo y TIG, cuando la soldadura no se está llevando a cabo. El VRD pueda reducir el potencial de descargas eletricas peligrosas.

Disparo termico - se ilumina o destella cuando se encuesta presente un disparo termico.
Botón de Modo de Proceso
Utilizar el Botón de Modelo le permite acceder a Cambiar los parámedros de DC -TIG, AC TIG, o de electrodo, para la configuración de la polaridad del electrodo consulte a A.1, A.2.
Boton parámetros
(Frecuencia de pulsos, Balance de CA, Frecuencia de la Salida de CA)
El botón parámedicos permitite que el usuarioonga acceso a los controlles de la Frecuencia de Pulsos, Balance de CA, y Frecuencia de la Salida de CA.
CD-TIG:
Al presionar el botón de parámedos se obtiene acces a la configuración de pulsos. Para hacer un cambio a la configuración de pulsos, utilise la perilla del control principal (apagado- 20PPS). El parámetro de pulsos regula automatistically la corriente de salute entre el parámetro del amperaje pico, y el parámetro del amperaje de fondo que es igual al 50% del parámetro del amperaje de picos. Al presionar este botón unasegunda vez,regresará del parámetro de control del amperaje.
CA TIG:
- Al igual que en el caso de la CD - TIG, para Obtener acces to los parámetros de pulsos, presione el botón parámetros. Para hacer un cambio a los parámetros de pulsos (apagado - 20 PPS) utilise la perilla del codificador principal, la cuales está configurada por valor preestablecido a apagado. El parámetro de pulsos regula automatistically la corriente de salute entre el parámetro de amperaje pico definido en la pantalla, y el parámetro del amperaje de fondo, el cuales es igual al 50% del parámetro del amperaje de pico.
- Al presionar el boton de parámedros una segunda vez, le permittirá acceder al parámetro de balance de CA, enIELD punto, alutilizar la perilla del codificador principal le permittirá cambiar el preestablecido del parámetro EN de 75% a un valor de entre el 60% EN y 90% EN (Electrodo Negativo)
- al presionar el botón de parámetros adiciones una tercera vez, le permitirá acceder al parámetro de Frequencia de CA, en cuyo punto, al utilizing la perilla del codificador principal le permitirá Cambiar el parámetro preestablecido de 90Hz, a un valor de entre 60Hz y 150Hz
- Al presionar este botón una cuarta vez lo regresará el parámetro del control de amperaje.
En caso que no se haga ninguna seleccion en ningún parámetro, durante这部分 segundos, el parámetro se desactivará y regresará al parámetro de control de amperaje.
ACCESORIOS
CarritoutilarioK520
El carrito para trabajo pesado almacena y transporte a la soldadora, el cilindro de gas de blindaje de 150 pies cubicos, y los cables y accesorios de la soldadora. Incluye plataformas estables para el soldador y botella de gas, charola inferior pararegarar capacité de almacenaje, y manija de alto ajustable.

Cuando no use suquina, protejala. Hecho de una lona atractiva de color rojo que es retardante a las flamas, resistente al enmecimiento y repeliente al agua. Incluye una Bolsa lateral conveniente para depositar al soplete o pistola de soldadura.

Opiones de Soplete TIG
o K1782-1 - PTA-17 con un Conjunto de cables de una pieza de 12.5'
o K1782-3-PTA-17 con un Conjunto de cables de una pieza de 25'
o K1782-10 - PTA-17F cabeza flexible con un Conjunto de cable de una pieza de 25'
o K1783-1 - PTA-26 con un Conjunto de cable de una pieza de 12.5'
o K1783-3 - PTA-26 con un Conjunto de cable de una pieza de 25'
o K1783-10 - PTA-26F con un Conjunto de cable de una pieza de 25'
o K1781-1 - PTA-9 con un Conjunto de cables de una pieza de 12.5'
o K1781-9 - PTA-9F casa flexible con un Conjunto de cable flexible de una pieza de 12.5'
o K1782-15 - PTA-17F cabeza flexible con Conjunto de cable de una pieza ultra Ultra-flex™ de 12.5'
o K1782-14 - PTA-17F Paquete con soplete de cabeza flexible, conjunto de cable Ultra-flex™, un electrodo de tungsteno de 1/16" E3®.un electrodo de tungsteno de 3/32" E3®, un sujetador de 1/16" y cuerpo del sujetador, un sujetador de 3/32" y cuerpo del sujetador, # 7 boquilla, cubierta del cable y un adaptor Twist-Mate™.
K1622-1 - Adaptador para Sopause Twist Mate™ para PTA-9 y PTA-17 Serie Linternas
Se utilizes para conectar sopletes TIG de una pieza enfiadas por aire (PTA-9 125 Amp / PTA-17 150 Amp), para fuentes de potencia con connectores Twist Mate™ combinados de gas/energia

K1622-3 - Twist Mate™ para sopletes de la Serie PTA-26.
Se utilizes para conectar sopletes TIG de una pieza, enfiados por aire (PTA-26 200 Amp) Para fuentes de potencia con conectores Twist MateTM combinados gas/energia.

K963-3 - Hand Amptrol™ con Conector Universal de 6-pines
Proporciona control de corriente remota de 25 pies (7.6m)

Kits de Partes
Los Kits de Partes proporcionan todos los accesos del soplete queusted necesita para empezar la soldadura. Los Kits de Partes proporcionan sujetadores, cuero de sujetadores, cubierta posterior, boquilla de alumina y tungstenos en una variede de tamanos, todo empacado en una caja cerrable fácil deninger. Se dispone de 5 kits.
o KP508 - para sopletes de la série PTA-17
o KP509 - para soplettes de la série PTA-26
o KP507 - para soplettes de la série PTA-9
Porta electrodos K2374-1 200 Amp
Incluye conector Twist Mate™ con cable de longitud de 12.5pies
K814 Interruptor de Inicio del Arco con 25 pies. (7.6m) montaje de cable y conductor universal de 6 pines.
Necesaria si un pie o una mano Amptrol no se usa cuando la soldadura TIG para起初 actual. Actual se elevara a punto de ajuste de amperaje seleccionado al presionar el interruptor.
MANTENIMIENTO

ADVERTENCIA

LAS DESCARGAS ELECTRICAS PUEDEN CAUSAR LA MUERTE:
Para fines de seguridad@msteadasede mantenimiento a laquina,favor de apagar la alimentacion de energia y esperar 5minutos,hasta que el voltaje capacitor a un nivel de voltaje seguro.
Todo los problemas de servicios deben ser realizados por un agente soldadura servicios en campo autorizzato de Lincoln Electric.

ADVERTENCIA
Para evaporar recibir una descarga de alta Frequencia, mantenga en buena conditiones al soplete para TIG y a los cables.
MANTENIMIENTO DE RUTINA Y PERIODICO
Para garantizar que laquina de soldadura de arco trabajo de manera eficiente y segura, a esta se le debe dar mantenimiento regular. Refiérase a los elementos de mantenimiento de la?sigue tabla.
PROTECCION CONTRA SOBRECARGAS
PROTECCION TERMOSTÁTICA
Esta soldadura cuenta con proteccion termostatica en contra de ciclo de trabajo excessivos, sobrecargas, perdida de enfiernimiento y temperatas ambientales excessivas. Cuando la soldadora se sujeete a una sobrecarga, o enfiernimiento inadequado, los termostatos se abrirán. esta condidion sera indicada por la iluminacion o el destello durante el soldeo mediante el color amarillo de la luz de apagado temico del panel frontal. Este ventilador continua a operar para enfiar la fuente de potencia. El flujo posterior ocurre cuando la soldadura TIG se apaga, pero no es possible realizar ninguna soldadura hasta que se permita que laquina se enfrié, y que la luz de apagado temico de color amarillo, se apague.
SIN PROTECCION DEL ARCO
Lassonianas de laquina se apagaran en caso que el disparador se encuentre cerrado sin realizar soldadura durante 3 segundos.
| ELEMENTOS DE MANTENIMIENTO | |
| INSPECCION DIARIA | ·Verifique la operación correcta de la perilla de control, interruptores y botones de la parte frontal de la fuente de potencia. ·Si el interruptor no está en estado operativo, reemplácelo de inmediato. ·Verifique el funcionaimiento soldadura de la pantalla LED. Si esta no funciona, de mantenimiento, o reemplace la PCB (tarjeta de circuitos impresos) de la pantalla. ·Verifique para ver si el ventilador opera normalmente. Si el ventilador no rota y no tiene obstrucciones, reemplácelo. ·Verifique las terminales de salute con respecto a sobrecalentimientos, y en tal caso, cambie las terminales de salute. ·Asegúrese que las clavijas de los cables de soldadura se incluyen firmamente connectados. ·Revise las+puntas de los cables de soldadura y el cordóneléctrico en busca de daños. Si tenen daños, reemplácelos . |
| INSPECCION MENSUAL | Con aire comprimido seco y no potente, limpie la parte interna de laquina de soldadura de arco. Especially para retiring el polvo de los disipadores tírmicos, y los componentes de las PCB (tarjeta de circuitos impresos) |
IDENTIFICACION Y SOLUCION DE PROBLEMAS

ADVERTENCIA
El servicios y las reparaciones solo deben ser realizados por personal capacité de Lincoln Electric Factory. Las reparaciones no autorizadas realizadas en este equipo peuvent causar peligro para el的技术o y el operador de laquina, equipo invalidarán su garantía de planta. Para su seguridad y para evaporar descargas electricas favor de observar todas las notas y precauciones de seguridad que se detallan a lo largo de este manual.
Esta Guía de Identificación y Solutión de problemas se proporción para ayudarle a ubicar y reparar los posibles malos functionamientos de laquina. Simplemente siga el procedimiento de tres pasos que se listan a continuación.
Paso 1. LOCALICE EL PROBLEMA (SINTOMA)
Vea bajo la columna etiquetada "PROBLEMA (SINTOMAS)."Esta columna describe los posibles sintomas que pueda("");
máquina. Encuentre las listas que mejor describan al sintoma que muestra la这其中
Paso 2. CAUSA PROBABLE
La seguda columna etiquetada posible causa, lista las posibilidades externas obvias que peuvent contribuir al sintoma de laquina.
Paso 3. CURSO DE ACCION RECOMENDADA
Esta columna proporciona un camino de ACCION para la causa possible, por lo general este indica que contacte a su Instalacion de Servicio en Campo Autorizada de Lincoln.
Si no entiende o no pueda realizar el camino de ACCION recomendada de manière segura, contacte a su Instalacion de Servicio en Campo Autorizada de Lincoln.

PRECAUCION
Si por algunarzon no entiende los procedimientos de la prueba o no puee realizar las pruebas/reparaciones de manera segura, para ayudtectcnia en la identificacion y solucion de problemas, ante de proceder contacte a su Instalacion de Servicio en Campo Local y Autorizada de Lincoln.
Observe todos los Lineamientos de Seguidad que se detallan a lo largo de este manual
| PROBLEMA CAUSA PROBABLE CURSO DE ACCIÁN | RECOMENDADO | |
| Laquina está MuertaSin salute - Sin ventilador | 1. Asegürese que el interruptor de la energia de entrada se incluye en la posición de encendido, y que laquina se incluye conectada. | Para ayudá技术水平a identificación y解決ión de problemas contacte a su Instalación de Servicio en Campo Autorizada de Lincoln. |
| 2. Verifique el voltaje de entrada en laquina. El voltaje de entrada debe concordar con la placac de clasificaciòn y la conexión del voltaje. Refiérase al apartado de Instalación del presente manual. | ||
| 3. Fusibles quemados o faltantes en la linea de entrada. | ||
| El ventilador opera - Sinsalida desde laquina , yasea en modo electrodo o TIG | 1. Verifique los voltajes de entrada sean los propiados de conformidad con la placac de identificación , y la re conexión delvoltaje. | |
| 2. Verifique para asegurarse que los cables se enquiryrtenfirmamenteconectados. | ||
| El ventilador opera - Sinsalida desde laquina , yasea en modo electrodo o TIG,y que la luz de color amarilloen el panel de control seencuentre encendida odestellando cuando sesuela. | 1. La aplicación de soldadura pueda haber exceedido el ciclo de trabajo recomendado. Permita que la unidad opere hasta que el ventiladorla enfrie, y que la luz de color amarillo se apague. | |
| Laquina no responde (no hay flujo de gas, no hay altafrequency y no voltaje en elcircito abierto) cuando se elinterruptor de inicios del arco del Amptrol se encuntraactivado - el ventilador estáfuncionando | 1. Laquina debestrestan en modo AC o DC TIG | |
| 2. El Amptrol可以选择 estar defectuoso. Verifique la continuidad entre lospines "Equipo" y "Equipo" del conector del cable, cuando elAmptrol se encontrar oprimido. | ||
| Laquina se sobre caliente regularamente - el termostatose abide, la luz de coloramarillo del panel frontal seilumina o destella. Elventilador opera, pero lamaquina no Tiene salida. | 1. La aplicación de soldadura pueda haber exceedido el ciclo de trabajo recomendado. Reduzca el ciclo de trabajo. | |
| 2. La suciedad y el polvoolleniberado los canales Dentrode laquina. Sopletee laquina conuna presión de aire baja,limpia y seca. | ||
| 3. La entrada de admisión, enladrillados y persianas del escapepuen做什么 bloqueadas debido a un libramento inadequado aclientes rededor de laquina. | ||
| La salute de laquina se pierde de manera inter-mitente. | 1. Para una operación adecuada verificque el Amptrol y en busca deconexiones flojas. | |
| 2. Para un voltaje de entrada apropiado verificque la debida re-conexióndel voltaje. | ||

PRECAUCLON
Si por algunarzon no entiende los procedimientos de la prueba o no puee realizar las pruebas/reparaciones de manera segura, para ayuda tecnica en la identificacion y solucion de problemas, ante de proceder contacte a su Instalacion de Servicio en Campo Local y Autorizada de Lincoln.
Observe todos los Lineamientos de Seguidad que se detallan a lo largo de este manual
| PROBLEMA CAUSA PROBABLE CURSO DE ACCIONRECOMENDADO | ||
| Vibra cuando se aplicasoldadura TIG | 1. Puede ser que el electrodo de Tungstenoonga un diámetrodemasiado grande para el parámetro de corriente. | |
| 2. El Tungsteno no se preparó deforma adecuada –debe tener unespacio romolo ligero. | ||
| 3. El blindaje con gas pueda ser insufactorie. Aumente el flujo de gas;reduzca la proyeccion del Tungsteno más allá de la tasa de gas. | ||
| 4. Verifique en busca de gas contaminado o de fugas en la linea degas, el soplete o las conexiones. | ||
| 5. Si se utilizes una mezcla de helio como gas de blindaje, entoncesreduzca el percentaje del helio. | ||
| El Arco "Pulsa" cuando seaplica soldadura TIG | 1. Verifique para ver si se encontrartra activa la funcionalidad de pulsos. | |
| Áreas negras a lo largo delcordón de soldadura. | 1. Limpierialquier aceite o contaminación orgánica de la pieza de trabajo. | |
| 2. El electrodo de Tungsteno pode estar contaminado. Reemplácelo oafílelo. | ||
| 3. Verifique en busca de gas contaminado o fugas en la linea de gas, el soplete o las conexiones. | Para ayudá技术和 problema contacta suInstalación de Servicio enCampo Autorizada de Lincoln. | |
| 4. El blindaje con gas pueda ser insufactorie. Aumente el flujo de gas;reduzca la proyeccion del Tungsteno más allá de la tasa de gas. | ||
| Alta Frequencia débil - lamáquina tiene una salute desoldadura normal. | 1. Verifique en busca de conexiones deficientes en el circuito de soldadura. | |
| 2. El blindaje con gas pueda ser insufactorie,;aumente el flujo del gas,reduzca la proyeccion del Tungsteno más allá de la tasa de gas | ||
| 3. Revise en busca de cables de trabajo y del soplete que tengamalas conditiones, lo cual permittedla alta Frequencia para fugas. | ||
| 4. Mantenga los cables tan cortos como sea posible. | ||
| La chispa de alta Frequenciase encontrartra presente enelectrodo de tungsteno, peroel operador no pueedestablecer un arco desoldadura. La Máquina tieneun voltaje de circuito abiortornormalmente (refiérase a lasEspecifications Técnicas delCapitulo de Instalación) | 1. El electrodo de Tungsteno pueda estar contaminado. Reemplácelo oafílelo. | |
| 2. El control de la corriente pueda estar configurado a demasiado bajo. | ||
| 3. El electro de Tungsteno pueda ser demasiado largo para el proceso. | ||
| 4. Si se utilize una mezcla de helio como gas de blindaje, entoncesreduzca el percentaje del helio. | ||
| 5. El Tungsteno se encontrartra demasiado alejado de la pieza de trabajocuando se inicia | ||

PRECAUCLON
Si por algunarzon no entiende los procedimientos de la prueba o no puee realizar las pruebas/reparaciones de manera segura, para ayuda tecnica en la identificacion y solucion de problemas, ante de proceder contacte a su Instalacion de Servicio en Campo Local y Autorizada de Lincoln.
Observe todos los Lineamientos de Seguidad que se detallan a lo largo de este manual
| PROBLEMA CAUSA PROBABLE CURSO DE ACCIÁN | RECOMENDADO | |
| No hay alta Frequencia 1. Asegúrese que el flujo de gas se incluye presente y que los cables estén connectados. | Pararidge技术水平a identificación y解決ión de problemas contacte a su Instalación de Servicio en Campo Autorizada de Lincoln. | |
| No hay flujo de gas cuando el Amptrol se encuesta activado en modo TIG. Laquina tiene calidad - el operador opera. Se pueda eschar un cige que indica que la valvula solenoide de gas está operando. | 1. El suministro de gas esta vacio o no esta encendido. | |
| 2. El regulator del flujo可以选择 configurarlo a demasiado bajo. | ||
| 3. La manguera de gas pueda estar pinchada. | ||
| 4. El flujo de gas pueda estar bloqueado con sociedad. | ||
| 5. Consulte a su soldador/distribuidor de gas local. | ||
| Cuando se suenda con CA TIG, el arco es erráctico, y hay una perdida de "limpieza" de la pieza de trabajo. | 1. El electrodo de Tungsteno可以选择 ser demasiado pouco para el proceso. Utilice un tungsteno de un diámetro mayor, o de tungsteno puro. | |
| 2. Si se usa mezcla de helio como gas de blindaje, entones reduzca el percentaje del helio. | ||
| El extremo del electrodo de tungsteno se funde | 1. La corrente de soldadura es demasiado alta para el tipo y/o時間 del electrodo. | |
| 2. Verifique la polaridad. | ||
| El electrodo de despega cuando se golpea con arco. | 1. La corrente de la soldadura可以选择 estar configurada demasiado alta para el tamanío del electrodo. Reduzca el parámetro del control de la corrente, o utilize un electrodo con un diámetro mayor. | |
| El electrodo "se pegas" en la poza de soldadura | 1. La corrente de soldadura可以选择 estar configurada demasiado bajo. Aumente el parámetro del control de la corrente, o utilize un electrodo de un diámetro menor. | |

PRECAUCLON
Si por algunarzon no entiende los procedimientos de la prueba o no puee realizar las pruebas/reparaciones de manera segura, para ayuda tecnica en la identificacion y solucion de problemas, ante de proceder contacte a su Instalacion de Servicio en Campo Local y Autorizada de Lincoln.
SQUARE WAVE TIG 200
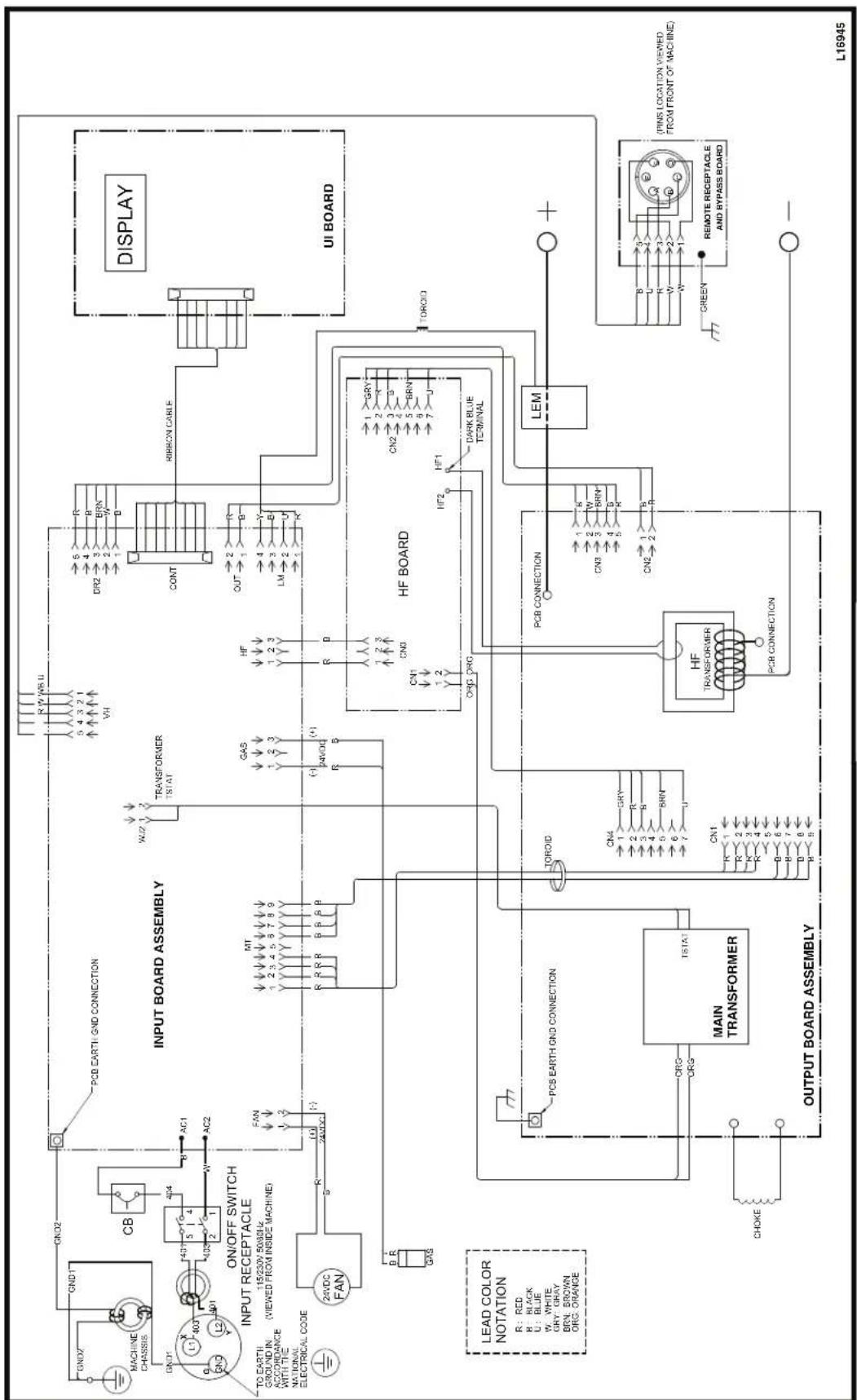
NOTA: El presente diagrama es unicamente para fines de referencia. Puede no ser preciseo para todas las maquinas cubiertas por este manual. El diagrama especico para un numero en particular va pegado bajo de la maquina en uno de los paneles del gabinete. Si el diagrama es ilegible,oca al departamento de service para que se lo reemplacen proportionscione el numero del numero del equipo.
DIMENSIONES
MANUEL DE L'OPÉRATEUR
Square Wave® TIG 200
ARC DE FUERZA DE OPERATION DE TIG
Asegürese de que el conductor del pedal estáfirmamenteapretado en la parte frontal de laquina.Presione el pedal para起初ar el arco y augmentar la presión para augmentar la corriente de soldadura.Lacorriente se pueade augmentar hasta el valor maximo establecido en la parte frontal de laquina.
NOTA: El arranque de arco de alta Frequencia está presente durante 1/2 segundo antes de presionar el pedal. Para iniciar el arco, posicione el tungsteno a 1/2 pulgada o menos de la pieza de trabajo y bajo presione el pedal.
igure A.4
PROTECTION THERMIQUE
Bouton de Mode de Procedés
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE Este EQUIPO Y LOS CONSUMIBLES QUE VA A UTILizar, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LEIA E COMPREENDA AS INSTRUÇÉS DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIDA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.