
Square Wave TIG 200 - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Square Wave TIG 200 LINCOLN ELECTRIC au format PDF.

| Caractéristiques | Détails |
|---|---|
| Type de soudage | TIG (Tungsten Inert Gas) |
| Courant de soudage | 20 à 200 A |
| Tension d'entrée | 230 V monophasé |
| Fréquence | 50/60 Hz |
| Poids | 19 kg |
| Dimensions | 46 x 23 x 38 cm |
| Fonctionnalités supplémentaires | Mode AC/DC, contrôle de la fréquence, réglage de l'arc |
| Utilisation recommandée | Soudage de l'aluminium, acier inoxydable, et autres métaux non ferreux |
| Maintenance | Nettoyage régulier des électrodes et des buses, vérification des connexions électriques |
| Équipements de sécurité | Port de lunettes de protection, gants isolants, vêtements de protection |
| Garantie | 1 an |
FOIRE AUX QUESTIONS - Square Wave TIG 200 LINCOLN ELECTRIC
Questions des utilisateurs sur Square Wave TIG 200 LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Square Wave TIG 200 - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Square Wave TIG 200 de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Square Wave TIG 200 LINCOLN ELECTRIC
EL ESCAPE DEL MOTOR pourrait causar la muerte
S'applique aux machines ayant pour Numéro de Code : 12475, 12887, 12888, 12937

Enregistrer la machine: www. lincolnelectric. com/register Localisateur d'Ateliers de Service et de Distributeurs Agrees : www. lincolnelectric. com/locator
Conserver pour reférence future Date d'achat
Code: (ex.: 10859)
Lorsque cet équipement est expédié, la propriété passée à l'acheteur sur réception par le transporteur. En conséquence, les réclamations pour matériel endommagé dans l'expédition doit être effectuees par l'acheteur auprès de l'entreprise de transport au moment où la livraison est reçue.
La sécurité REPOSE sur vous
L'équipement de soudure et de coupage à l'arc de Lincoln est concu et fabriqu dans un souci de sécurité. Toutefois, votre sécurité générale peut être augmentée par une installation appropriée... et une utilisation refléchie de cette part. NE PAS INSTALLER, UTILISER NI RÉPARER CET ÉQUIPEMENT SANS LIRE LE PRESENT MANUEL ET LES CONSIGNES DE SECURITÉ QUI Y SONT CONTENUES. Et, surtout, pensez avant d'agir et soyez prudent.

Avertissement
Cette mention apparait lorsque les informations doivent être suivies exactement afin d'éviter toute blessure grave ou mortelle.

Attention
Cette mention apparait lorsque les informations doivent être suivies afin d'éviter toute blessure corporelle mineure ou d'endommager cet équipement.

Maintenez votre téte à l'écart de la FUMEE.
NE PAS trop s'approcher de l'arc. Utiliser des verres correcteurs si nécessaire afin de rester à une distance raisonnable de l'arc.
LIRE et se conformer à la fiche de données de sécurité (FDS) et aux étiquettes d'advertissement qui apparaissent sur tous les recipients de matérielux de soudure.

UTILISER UNE VENTILATION ou une évacuation suffisantes au niveau de l'arc, ou les deux, afin de maintainir les de respiration et de la zone générale.
DANS UNE GRANDE PIECE OU À L'EXTÉRIEUR, la ventilation naturelle peut être ajustée si vous maintainez votre tête hors de la fumée (voir ci-dessous).
UTILISER DES COURANTS D'AIR NATURELS ou des ventilateurs pourmaintenir la fumee à l'écart de votre visage.
Si vous développpez des symptômes inhabituels, consultez votre superviseur. Peut-être que l'atmosphère de soudure et le système de ventilation doivent être vérifiés.

PORTER Une protection correcte des YEUX, des oreilles et du CORPS
PROTEGEZ vos yeux et votre visage à l'aide d'un masque de soudeur bien ajusté avec la classe adequate de lentille filtrante (voir ANSI Z49.1).
PROTEGEZ voire corps contre les eclaboussures de soudage et les coups d'arc a laide de vetements de protection incluant des vetements en laine, un tablier et des gants ignifuges, des guetres en cuir et des bottes.
PROTEGER autrui contre les éclaboussures, les coups d'arc et l'éblouissement à l'aide de grilles ou de barrières de protection.
DANS CERTAINES ZONES, une protection contre le bruit peut être appropriée.
S'ASSURER que l'équipement de protection est en bon état.
En outre, porter des lunettes de sécurité EN PERMANENCE.

Situationsparticulieres
NE PAS SOUDER NI COUPER des recipients ou des matériels qui ont ete precedemment en contact avec des matieres dangereuses a moins quils n'aiient ete adequatement nettoyes. Ceci est extrement dangereux.
NE PAS SOUDER NI COUPER des pieces peintes ou plaquées à moins que des précautions de ventilation particulières n'ait été prises. Elles risquent de libérer des fumées ou des gaz fortement toxiques.
Mesures de précaution supplémentaires
PROTEGER les bouteilles de gaz comprime contre une chaleur excessive, des chocs mécaniques et des arcs; fixer les bouteilles pour qu'elles tombent pas.
S'ASSURER que les bouteilles ne sont jamais mises à la terre ou une partie d'un circuit électrique.
DEGAGER tous les risques d'incendie potentiels hors de la zone desoudage.
TOUJOURS DISPOSER D'UN ÉQUIPEMENT DE LUTTE CONTRE L'INCENDIE PRÉT POUR UNE UTILISATION IMMÉDIATE ET SAVOIR COMMENT L'UTILISER.



AVERTISSEMENT: Respirer des gaz
d'échévement au diesel vous exposer à des
produits chimiques connus par l'etat de Californie
pour causeurs cancers, anomalies congenitales, ou autres anomalies de reproduction.
- Toujours allumer et utiliser le moteur dans un endroit bien ventilé.
- Pour un endroit exposé, évacuer les gaz vers l'extérieur.
- Ne pas modifier ou ALTERER le système d'échévement.
- Ne pas faire tourner le moteur sauf si nécessaire.
Pour plus d'informations, rendez-vous sur www. P65 warnings. ca. gov/diesel
AVERTISSEMENT: Ce produit, lorsqu'il est utilisé pour le soudage ou la découpe, produit des émanations ou gaz contenant des produits chimiques connu par l'état de Californie pour cause des anomalies congenitales et, dans certains cas, des cancers. (Code de santé et de sécurité de la Californie, Section § 25249.5 et suivantes.)

AVERTISSEMENT : Cancer et anomalies congenitales
www. P65 warnings. ca. gov
LE SOUDAGE A L'ARC PEUT ETRE DANGEREUX. PROTEGEZ-VOUS ET LES AUTRES DE BLESSURES GRAVES OU DE LA MORT. ELOIGNEZ LES ENFANTS. LES PORTEURS DE PACEMAKER DOIVEN CONSULTER LEUR MÉDECIN AVANT UTILISATION.
Lisez et assimiliez les points forts sur la sécurité suivants : Pour plus d'informations liées à la sécurité, il est viviment conseilé d'obtenir une copie de « Sécurité dans le soudage & la découpe - Norme ANSI Z49.1 » auprès de l'American Welding Society, P. O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2. Une copie gratuite du feuillet E205 « Sécurité au soudage à l'arc » est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE SEULES LES PERSONNES QUALIFIÉES EFFECTUENT LES PROCÉDURES D'INSTALLATION, D'OPÉRATION, DE MAINTENANCE ET DE RÉPARATION.

Pour équipement à moteur.

1. a. Éleindre le moteur avant toute tâche de dépannage et de maintenance à moins que la tâche de maintenance nécessite qu'il soit en marche.
1. b. Utiliser les moteurs dans des endroits ouverts, bien ventilés ou evacuer les gaz d'échévement du moteur à l'extérieur.
1. c. Ne pas ajouter d'essence a proximite d'un arc electrique de soudage a flamme ouverte ou si le moteur est en marche. Arreter le moteur et le laisser refroidir avant de replir afin d'éviter que l'essence repandue ne se vaporise au contact de parties chaudes du moteur et à l'allumage.

Ne pas repandre d'essence lors du replissage du réservoir. Si de l'essence est repandue, l'essuyer et ne pas allumer le moteur tant que les gaz n'ont pas ete elimines.
1. d. Garder les dispositifs de sécurité de l'equipement, les couvercles et les apparciels en position et en bon etat. Eloigner les mains, cheveux, vetements et outils des courroies en V, équipements, ventilateurs et de tout autre piece en mouvement lors de l'allumage, l'utilisation ou la réparation de l'equipement.

1. e. Dans certains cas, il peut être nécessaire de retarder les dispositifs de sécurité afin d'effectuer la maintenance requise. Retirer les dispositifs uniquement si nécessaire et les replacer lorsque la maintenance nécessitant leur retrait est terminée. Toujours faire preuve de la plus grande attention lors du travail à proximité de pieces en mouvement. 1. f. Ne pasmettrevosmainsa coteduventilateur du moteur. Ne pas essayer d'outrepasserleregulateurouletendeur enpoussantlestigesde commandedes gazpendantquele moteuresten marche. 1. g. Afin d'éviter d'allumer accidentellement les moteurs à essence pendant que le moteur est en marche ou le générateur de soudage pendant la maintenance, débrancher les cables de la bougie d'allumage, la tête d'allumage ou le cable magnétique le cas échéant. 1. h. Afin d'éviter de graves brûlures, ne pas-retirer le bouchon de pression du radiateur lorsque le moteur est chaud. 1. i. L'utilisation d'un générateur en interieur POT VOUS TUER EN QUELQUES MINUTES. 1. j. Les gaz d'échéancement des générateurs contiennent du monoxyde de carbone. C'est un poison que vous ne pouvez ni voir ni sentir. 1. k. Ne JAMAIS utiliser un générateur à l'intérieur d'une maison ou d'un garage, MÉME SI les portes et les fenêtres sont ouvertes. 1.1. Utiliser uniquement le générateur en EXTERIEUR et aonne distance des fenêtes, des portes et des conduits d'airation. 1. m. Ne pas s'exposer à d'autres dangers liés au générateur. LIRE LE MANUEL AVANT Toute UTILISATION



Les CHAMPS électriques et magnetiques peuvent étre dangereux.

2. a. Le courant électriche traversant les conducteurs cree des champs électriques et magnétiques (CEM) localisés. Le courant de soudage cree des CEM autour des cables et de machines de soudage. 2. b. Les CEM peuvent interférer avec certains pacemakers, et les soudeurs portant un pacemaker doivent consulter un médecin avant le soudage. 2. c. L'exposition aux CEM dans le soudage peuvent avoir d'autres effets sur la santé qui ne sont pas encore connus. 2. d. Tous les soudeurs doivent suivre les procédures suivantes afin de minimiser l'exposition aux CEM à partir du circuit de soudage :
2. d.1. Acheminer les cables de l'electrode et ceux de retour ensemble - Les protégger avec du ruban adhésiif si possible. 2. d.2. Ne jamais enrouler le fil de l'electrode autour de votre corps. 2. d.3. Ne pas se placer entre l'électrode et les cables de return. Si le cable de l'électrode est sur votre droite, le cable de return doit aussi se trouver sur votre droite. 2. d.4. Brancher le cable de return à la pierce aussi proche que possible de la zone étant soudée. 2. d.5. Ne pas travailler à proximité d'une source de courant pour le soudage.


Les RAYONS de l'arc peuvent brüler

3. a. Les circuits d'électrode et de retard (ou de terre) sont électricquement « chauds » lorsque la machine à souder est en marche. Ne pas toucher ces pieces « chaudes » à même la peu ou avec des vêtements humides. Porter des gants secs, non troués pour isoler les mains. 3. b. Isolez-vous de la pièce et du sol en utilisant un isolant sec. S'assurer que l'isolation est suffisamment grande pour couvir cette zone complète de contact physique avec la pièce et le sol.
En sus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions électriquement dangereuses (dans des emplacements humides, ou en portant des vêtements mouillis; sur des structures en métal telles que des sols, des grilles ou des échafaudages; dans des postures incommodes telles que asiss, agenouillé ou allongé, s'il existe un risque élevé de contact inévitable ou accidentel avec la pièce à souder ou le sol), utiliser l'équipment suivant:
- Machine à souder (électrique par fil) à tension constante CC semi-automatique. Machine a souder (a tige) manuelle CC. Machine à souder CA avec commande de tension réduite.
3. c. Dans le soudage électricque par fil semi-automatique ou automatique, l'électrode, la bobine de l'électrode, la tête de soudage, la buse ou le pistonel de soudage semi-automatique sont également électricquement « chauds » 3. d. Toujours s'assurer que le cable de retard establit une bonne connexion électricque avec le métal en cours de soudage. La connexion doit se couver aussi pres que possible de la zone en cours de soudage. 3. e. Relier à la terre la piece ou le métal à souder sur une bonne masse (terre) électrique. 3. f. Maintainir le support d'electrode, la bride de serrage de la piece, le cable de soudure et le poste de soudage en bon etat, sans danger et opérationnels. Remplacer l'isolant endommagé. 3. g. Ne jamais plonger l'électrode dans de l'eau pour le refroidir. 3. h. Ne jamais toucher simultanément les pièces électriquement « chaudes » des supports d'électrode connectés à deux postes de soudure parce que la tension entre les deux peut être le total de la tension à circuit ouvert des deux postes de soudure. 3. i. Lorsque vous travailliez au dessus du niveau du sol, utilisez une ceinture de travail afin de vous protégger d'une chute au cas où vous recevriez une décharge. 3. j. Voir égarlement les points 6. c. et 8.
4. a. Utiliser un masque avec le filtre et les protège-lentilles appropriés pour protégé vos yeux contre les étincelles et les rayons de l'arc lors d'un soudage ou en observant un soudage à l'arc visible. L'écran et la lentille du filtre doivent être conformes à la norme ANSI Z87.1 Normes. 4. b. Utiliser des vêtements adaptés fabriqués avec des matériaux résistant à la flamme afin de protéger votre peau et celle de vos aides contre les rayons d'arc électrique. 4. c. Protégé les autres personnes à proximé avec un blindage ignifugé, adapté et/ou les avertir de ne pas regarder ni de s'exposer aux rayons d'arc électrique ou à des élaboussures chaudes de métal.

Les fumées et les gaz peuvent étre dangereux.

5. a. Le soudage peut produit des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Lors du soudage, maintainir votre tête hors de la fumée. Utiliser une ventilation et/ou une évacuation suffisantes au niveau de l'arc afin deMAINIPER les fumées et les gaz hors de la zone de respiration. Lors d'un soudage par rechargement dur (voir les instructions sur le recipient ou la FDS) ou sur de l'acier plaquede plomb ou cadmie ou des enrobages qui produsent des fumées fortement toxiques, maintainir l'exposition aussi basse que possible et dans les limites OSHA PEL et ACGIH TLV en vigueur en utilisant une ventilation mécanique ou une évacuation locale à moins que les évaluations de l'exposition n'en indiquent autrement. Dans des espaces confinés ou lors de certaines circonstances, à l'extérieur, un appeareil respiratoire peut également être requis. Des précautions supplémentaires sont égallement requises lors du soudage sur de l'acier galvanisé. 5. b. Le fonctionnement de l'équipement de contrôle de la fumée de soudage est affecté par différents facteurs incluant une utilisation et un positionnement appropriés de l'équipement, la maintenance de l'équipement ainsi que la procédure de soudage spécifique et l'application impliquées. Le niveau d'exposition des opérateurs doit être vérifié lors de l'installation puis périodiquement par la suite afin d'être certain qu'il se trouve dans les limites OSHA PEL et ACGIH TLV en vigueur. 5. c. Ne pas souder dans des emplacements à proximé de vapeurs d'hydrocarbure chloré provenant d'opérations de dégraisage, de nettoyage ou de vaporisation. La chaleur et les rayons de l'arc peuvent réagir avec des vapeurs de solvant pour former du phosgène, un gaz hautement toxique, ainsi que d'autres produits irritants. 5. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et cause des blessures ou la mort. Toujours utiliser suffisamment de ventilation, particulièrement dans des zones confinées, pour assurer que l'air ambient est sans danger. 5. e. Lire et assimilar les instructions du fabricant pour cet équipement et les consommables autiliser, incluant la fiche de données de sécurité (FDS), et suivre les pratiques de sécurité de votre employeur. Des formulaires de FDS sont disponibles auprès de votre distributeur de soudure ou auprès du fabricant. 5. f. Voir également le point 1. b.

Le soudage et les étincelles de coupage peuvent CAUSER un incendie ou une explosion.

6. a. Éliminer les risques d'incendie de la zone de soudage. Si ce n'est pas possible, les couvrir pour empêcher les étincelles de soudage d'allumer un incendie. Ne pas oublier que les étincelles de soudage et les materiaux brûlants du soudage peuvent facilement passer à travers de petites craqulettes et ouvertures vers des zones adjacentes. Éviter de souder à proximité de conduites hydrauliques. Disposer d'un extincteur à portée de main. 6. b. Lorsque des gaz comprimés doivent être utilisés sur le site de travail, des précautions particulières doivent être prises afin d'éviter des situations dangereuses. Se référer à « Sécurité pour le soudage et le coupage » (norme ANSI Z49.1) ainsi qu'aux informations de fonctionnement de l'équipement utilisé. 6. c. Lorsque vous ne soudez pas, assurez-vous qu'aucune partie du circuit d'electrode touche la piece ou le sol. Un contact accidentel peut causer une surchauffe et creer un risque d'incendie. 6. d. Ne pas chauffer, couper ou souder des réservoirs, des futs ou des recipients avant que les étapes appropriées n'auraient été engagées afin d'assurer que de telles procédures ne produit pas des vapeurs inflammable ou toxiques provenant de substances à l'intérieur. Elles peuvent causeur une explosion même si elles ont été « nettoyées ». Pour information, acheter « Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances » (Mesures de sécurité pour la préparation du soudage et du coupage de recipients et de canalisations qui ont retenu des matières dangereuses), AWS F4.1 auprès de l'American Welding Society (Société Américaine de Soudage) (voir l'adresse ci-dessus). 6. e. Ventiler les produits moulés creux ou les reçipients avant de chauffer, de couper ou de souder. Ils risquent d'explorer. 6. f. Des étincelles et des éclaboussures sont projetées de l'arc de soudage. Porter des vêtements de protection sans huile tels que des gants en cuir, une chemise epaisse, un pantalon sans revers, des chaussures montantes ainsi qu'un casque au dessus de vos cheveux. Porter des protège-tympans lors d'un soudage hors position ou dans des emplacements confinés. Dans une zone de soudage, porter en permanence des lunettes de sécurité avec des écans latéraux de protection. 6. g. Connecter le cable de return sur la pièce aussi pres que possible de la zone de soudure. Les cables de return connectés à la structure du batiments ou à autres emplacements éloignées de la zone de soudage augmenté le risque que le courant de soudage passé à travers les chaînes de levage, les cables de grue ou d'autres circuits alternatifs. Ceci peut créé des risques d'incendie ou de surchauffe des chaînes ou cables de levage jusqu'à leur défaillance. 6. h. Voir également le point 1. c. 6. I. Lire et se conformer à la norme NFPA 51B, « Standard for Fire Prevention During Welding, Cutting and Other Hot Work » (Norme de prévention contre l'incendie durant le soudage, le coupage et d'autres travaux à chaud), disponible auprès de la NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101. 6. j. Ne pas utiliser une source d'alimentation de soudage pour le dégel des canalisations.

La bouteille peut exploser si elle est endommagee
7. a. Utiliser uniquement des bouteilles de gaz comprime contenant le gaz de protection correct pour le processus utilisé ainsi que des réguleurs fonctionnant correctement concus pour le gaz et la pression utilisés. Tous les tuyaux, raccords, etc. doivent être adaptés à l'application et maintainen en bon état.

7. b. Toujours maintainir les bouteilles en position verticale, solidement attachees à un chassis ou à un support fixe. 7. c. Les bouteilles doivent se couver :
- À l'écart des zones où elles risquent d'être heures ou exposées à des dommages matériels.
- À distance de sécurité d'opérations de soudage ou de coupage à l'arc et de toute source de chaleur, d'étinçelles ou de flammes.
7. d. Ne jamais laisser l'électrode, le support de l'électrode ou de quelconques pièces électricquement « chaudes » toucher une bouteille. 7. e. Maintenir votre tete et votre visage à l'écart de la sortie du robinet de la bouteille lors de l'ouverture de ce dernier. 7. f. Les capuchons de protection de robinet doivent toujours être en place et serrés à la main sauf quand la bouteille est en cours d'utilisation ou connectée pour être utilisée. 7. g. Lire et suivre les instructions sur les bouteilles de gaz comprime, l'equipement associé, et la publication CGA P-I, « Précautions for Safe Handling of Compressed Gases in Cylinders » (précautions pour la manipulation sécurisée d'air omprimé en bouteilles) disponible auprès de la Compressed Gas Association (association des gaz comprimés), 14501 George Carter Way Chantilly, VA 20151.

Pour l'équipement électrique

8. a. Couper l'alimentation d'entrée en utilisant le sectionneur au niveau de la boite de fusibles avant de travailler sur l'équipment. 8. b. Installer l'équipment conformément au U. S. National Electrical Code, à tous les codes locaux et aux recommendations du fabricant. 8. c. Relier à la terre l'équipement conformément au U. S. National Electrical Code et aux recommandations du fabricant.
INSTALLATION 7
SPécificATIONS TECHNIQUES A-1 SQUARE WAVE® TIG 200 (K5126-1). A-1 VALEURS D'INTENSITE POUR SOUDAGE TIG. A-2 VALEURS D'INTENSITE POUR SOUDAGE A LA BAGUETTE. A-2 TUNGSTENE-LE TUNGSTENE PUR N'EST PAS RECOMMANDE. A-2 CHOIX D'UN EMPLACEMENT APPROPRIÉ. A-3 EMPLACEMENT ET VENTILATION. A-3 EMPIAGE. A-3 INCLINAISON. A-3 BRANCHEMENT DE L'ALIMENTATION D'ENTREE. A-3 TENSION D'ENTREE A-3 GÉNÉRATEUR À MOTEUR. A-4 BRANCHEMENTS DE SORTIE. A-4 Soudage à LA BAGUETTE A-5 SOUDAGE TIG (GTAW) A-6 AMORCAGE D'ARC EN FONCTIONNEMENT TIG. A-6 MISE A LA TERRE DE LA MACHINE ET PROTECTION CONTRE LES INTERFERENCES DE HAUTE FREQUENCY. A-7
FONCTIONNEMENT B-1
SYMBOLES GRAPHIQUES UTILISÉS DANS CE MANUEL OU PAR CETTE MACHINE. B-1 COMMANDES DU DEVANT DU BOITIER. B-2
ENTRETIEN. D-1
ENTRETIEN DE ROUTINE ET PÉRIODIQUE. D-1 PROTECTION CONTRE LES SURCHARGES. D-1
Dépannage. E-1
GUIDE DÉPANNAGE. E-1
DIAGRAMMES. F-1
SCHEMA DIMENSIONNEL F-1
Liste de pièces détachées parts. lincolnélectric. com
Le contenu / les détails peuvent être modifiés ou mis à jour sans préavis. Pour avoir les Modes d'Emploi les plus récents, aller sur parts. lincolnélectric. com.
Description générale
La Square Wave® TIG 200 est une machine portable pour le soudage TIG et à la Baguette qui permet aux bricoleurs, aux petits fabricants et aux artisans d'explorer leur créativité. Elle est conçue pour aider à étendre les compétences du soureur. Au fur et à mesure que l'on développement se habilité et que l'on gagne en confiance, on peut tirer profit des fonctionnalités supplémentaires de la Square Wave® TIG 200. Quel que soit le niveau de compétence, on ne s'ennuie pas avec cette machine. La Square Wave® TIG 200 permet un soudage régulier et stable en mode TIG AC avec l'aluminium et en mode TIG DC avec l'accier, l'accier inoxydable et le molybdène de chrome. Une interface amicale permet à l'opérateur de la régler, de ne plus s'en inquieter et de souder.
Characteristiques
- Pour garantir un taux élevé de démarrages d'arc réussis, la source d'alimentation comporte un circuit de démarrage d'arc à haute fréquence.
- Arc stable et régulier en polarité AC ou DC.
- Bonnes capacités de soudage à la baguette pour travailler en extérieur ou pour des matériaux plus écais.
Procédés
- BAGUETTE DC TIG DC TIG AC
Capacité de soudage
Voir les Spécifications Techniques dans la Section d'Installation pour les sorties nominales de l'onduleur Square Wave® TIG 200. Cette machine a la capacité de facteurs de marche supérieurs avec des courants de sortie plus faibles.
Si le facteur de marche est dépasse, une protection thermique coupe la sortie jusqu'à ce que la machine refroidisse.
Voici un exemple de Facteur de Marche de 60% :
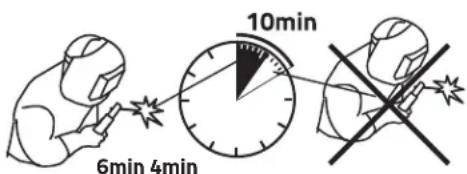
Souder pendant Faire une pausependant
6 minutes 4 minutes
Specifications techniques
SQUARE WAVE® TIG 200 (K5126-1)
| REGISTRE DE SORTIE | ||||
| PUISSANCE D'ALI-MENTATION | MODE DE SOUDAGE | REGISTRE D'ENTRÉE | REGISTRE DE SORTIE | TENSION DE CIRCUIT OUVERT (TCO) |
| 120 V MONOPHASÉE 60 HZ 220 V / 230 V TROISPHASÉE 50/60 Hz | TIG (AC/DC) | 120 V 10-1 | 25 A | TCO MOYENNE - 62 V TCO DE CRÈTE - 140 V TCOCRÊTE VRD - 13,5 V |
| 230 V 10-2 | 200 A | |||
| BAGUETTE (DC) | 120 V 10-9 | 90 A | ||
| 230 V 10-1 | 70 A | |||
| SORTIE NOMINALE TIG: COURANT / FACTEUR DE MARCHE(1) | |
| TENSION D'ENTRÈE 120 V | 125 A / 25%* |
| 100 A / 40% | |
| 85 A / 60% | |
| 230 V | 200 A / 25% |
| 160 A / 40% | |
| 130 A / 60% | |
| SORTIE NOMINALE BAGUETTE : COURANT / FACTEUR DE MARCHE(1) | |
| TENSION D'ENTRÈE 230 V | 75 A / 20 % |
| 65 A / 60 % | |
| 120 V | 170 A / 20 % |
| 100 A / 60 % | |
| TAILLES RECOMMANDÉES DE DISJONCTEURS ET DE FUSIBLES ET COURANT MAXIMUM EFFICAGE | |||
| TENSION D'ENTRÈE | TAILLE DE FUSIBLE (SUPER LAG) OU DE DISJONCTEUR(2)(3) | APPEL DE COURANT EFFICACE | APPEL DE COURANT MAXIMUM |
| 230 V 30 | A 14.7 A | 25 A | |
| 120 V 20 | A 15 A | 21.5 A | |
*110 A pour TIG AC. (1) Sur la base d'une période de 10 minutes (c'est-à-dire que pour 60% de facteur de marche, la machine est allumée pendant 6 minutes et éteinte pendant 4 minutes). (2) Aussi connus sous le nom de disjoncteurs « à retard independant » ou « thermomagnétiques »; ces disjoncteurs ont un retard de l'action de déclenchement qui diminue à mesure que la magnitude du courant augmente. (3) Pour éviter disjoncteur se déclenché de nuisance, abstenir de fonctionnement à la puissance maximale et dépassant le cycle opérationnel.
| DIMENSIONS PHYSIQUES | |||
| MONGUEUR LARGE EUR HAUTEUR POIDS | |||
| 19.22 IN. (488 MM) | 10.75 IN. (282 MM). 14 IN. (358 MM) | 46 LBS (21KGS) | |
| AUTRES PARAMÉTRES |
| CATÉGORIE DE PROTECTION |
| IP21S |
| REGISTRE DE TEMPERATURE | |
| REGISTRE DE TEMPERATURE | 14°F~104°F (-10°C ~ +40°C) |
| DE FONCTIONNEMENT | |
| REGISTRE DE TEMPERATURE | 14°F~104°F (-10°C ~ +40°C) |
| D'ENTREPOSAGE | |
Valeurs de l'Intensité pour soudage TIG
| type d'ouvrage | Épaisseur du matériel | ||||
| 24 Ga (0.024 in)(0.6 mm) | 16 Ga (0.060 in)(1.5 mm) | 12 Ga (0.105 in)(2.7 mm) | 10 Gauge (0.135 in)(3.4 mm) | 3/16"(4.8 mm) | |
| pour Acier Doux (DC-) | 25-35 A | 70-85 A | 80-100 A | 90-120 A | 130-160 A |
| pour Acier Inoxydable (DC-) | 25-35 A | 70-85 A | 80-100 A | 90-120 A | 130-160 A |
| Aluminium (AC) | 24 Ga (0.024 in)(0.6 mm) | 1/16" (0.62 in)(1.6 mm) | 0.090"(2.3 mm) | 1/8" (0.125 in)(3.2 mm) | 3/16"(4.8 mm) |
| 25-35 A | 75-85 A | 85-110 A | 120-135 | 165-195 A | |
| Epaisseur du matériel | |||||
| 24 Ga (0.024 in)(0.6 mm) | 16 Ga (0.060 in)(1.5 mm) or 1/16" (0.62 in)(1.6 mm) | 12 Ga (0.105 in)(2.7 mm) or 0.090"(2.3 mm) | 10 Ga (0.135 in)(3.4 mm) or 1/8" (0.125 in)(3.2 mm) | 3/16"(4.8 mm) | |
| Diamètre deTungstène Suggéré | 1/16"(1.6mm) | 3/32"(2.4 mm) | 3/32"(2.4 mm) | 3/32"(2.4 mm) | 3/32"(2.4 mm) |
| Diamètre de Métald'Apport suggéré | 1/16"(1.6mm) | 1/16"(1.6 mm) | 3/32"(2.4 mm) | 3/32"(2.4 mm) | 1/8"(3.2mm) |
Valeurs de l'Intensité pour soudage à la BAGUETTE
| Diamètre de l'Électrode | 12 Gauge(0.105 in) (2.7 mm) | 10 Gauge(0.135 in) (3.4 mm) | 3/16"(4.7 mm) | |
| Acier E6011 / E6013 (DC +) | 3/32" (2.4 mm) | 50-70A | 60-80A | - |
| 1/8" (3.2 mm) | 65-85A | 75-95A | 90-110A | |
| 5/32" (4.0 mm) | 90-110A | 115-135A | 130-150A | |
| Acier E7018 (DC +) | 3/32" (2.4 mm) | 70-90A | 80-100A | 90-110A |
| 1/8" (3.2 mm) | 90-110A | 105-125A | 115-135A | |
| 5/32" (4.0 mm) | 105-125A | 115-135A | 140-160A |
Tungstène - Le Tungstène pur n'est FAS Recomméde.
| couleur | Types de Tungstène | Polarité AC | Polarité DC | Applications |
| Or | 1.5% Lanthanated | X | Bon besoin pour couder du titane, du nickel, au cuivre, de l'acier doux et de l'acier inoxycable. | |
| Blau | 2% Lanthanted | X | X | |
| Gris | 2% Ceriated | X | X | Bon besoin général pour AC et DC. |
| Chartreuse ou Mauve (E3@) | 1.5% Lanthanum, 0.08% Zirconium, 0.08% Yttrium | X | X | |
| Blanc | 0.8% Zirconiated | X | Un très bon besoin pour les alliages d'aluminium ou de magnésium |
Le Tungstène doit avoir une pointe émoussée.


Avertissement
Ne pas essayer d'utiliser cet apparéil avant d'avoir parfaitement lu le manuel du fabricant du moteur, fourni avec la soudeuse. Il comprend des consignes de sécurité importantes, des instructions détaillées concernant le démarrage du moteur, le fonctionnement et l'entretien, ainsi que des listes de pieces détachées.
LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Ne pas toucher les pieces sous tension électriques ni les electrodes avec les mains; nues ou des vêtements humides. S'isoler du travail et du sol.
- Toujours porter des gants isolants secs.

LES GAZ D'ÉCHAPPEMENT DU MOTEUR peuvent être mortels.
- Si l'appareil est employé avec des générateurs de puissance à moteur, l'utiliser dans des endroits ouverts et bien ventilés ou bien evacuer les gaz d'échévement vers l'extérieur.
LES PIECES EN MOUVEMENT peuvent cause des blessures.
- Ne pas faire fonctionner avec les portes ouvertes ou sans les protections.
- Se tener éloigné des pieces en mouvement.

Voir les informations d'advertissement supplémentaires au début de ce manuel de l'opérateur.
Seul le personnel qualifié est autorisé à installerer, utiliser ou réaliser l'entretien de cet apparéil.
Cette source d'alimentation ne doit pas etre exposée à la pluie ni à la neige, et aucune de ses pieces ne doit etre submergé dans l'eau. Ceci pourrait provoquer un mauvais fonctionnement de I'appareil etmettre en danger la sécurité. La meilleure pratique est de maintainir
Emplacement et ventilation
La soudeuse doit être place de sorte qu'elle fournisse un courant d'air frais et propre sans restriction aux événits d'admission d'air de refroidissement et de façon à évierer de restreindre les événits d'échéappement d'air de refroidissement. De même, placer la soudeuse de telle sorte que les vapeurs d'échéappement du moteur soient correctement evacuées vers l'extérieur.
Placer l'appareil loin des machines contrôlées par fréquence radio. Le fonctionnement normal de la soudeuse peut affecter de façon négative le fonctionnement des appareils contrôlés par fréquence radio, ce qui pourrait avoir pour conséquence des blessures corporelles ou des dommages à l'appareil.
Le classement EMC ou FR de cet apparéil est la Catégorie A.
Empilage
L'onduleur Square Wave TIG 200 NE PEUT PAS etre empilé.

Attention
Le bas de la machine doit toujours être place sur une surface ferme, sure et nivelée. La machine risquérait de basculer si cette précaution n'était pas prise.
Ne pas placer ni faire fonctionner les machines sur une surface ayant un angle d'inclinaison supérieur à à partir de l'horizontal.
Placer la soudeuse dans un endroit où l'air de refroidissement propre peut circuler librement vers l'intérieur à travers les évén s arrrière et vers l'extérieur à travers le devant de la machine. L'eau, la saleté, la poussière ou tout autre matériel étranger pouvant être attiré dans la soudeuse doit être réduits au minimum. Si ces précautions ne sont pas prises, des températures de fonctionnement excessives et des interruptions peuvent survenir.
Branchement de l'alimentation d'entree
Vérifier la tension d'entrée fournie à cette machine avant de l'allumer. La tension d'entrée permise est indiquée dans la section des spécifications techniques de ce manuel et sur la plaque signalétique de la machine. Vérifier que la machine soit branchée à la terre conformément au Code Électrique National et aux codes locaux.
Tension d'entree
La machine peut être raccordée à une tension d'entrée de soit 120V ± 10% soit 230V± 10%.
Un guide d'intensité de sortie sur la base de la tension d'entrée figure dans la section des specifications techniques de ce manuel.
Générateur à moteur
La machine est concise pour fonctionner sur des générateurs à moteur tant que l'auxiliaire peut fournir la tension, la fréquence et l'alimentation appropriées indiquées dans la section des « Spécifications Techniques » de ce manuel. L'alimentation auxiliaire du générateur doit aussi replir les conditions suivantes :
Fréquence: 60 Hz pour 100 - entée de 240V et 50 Hz pour 230 / 240V
Tension RMS de la forme d'onde AC: 100-240 V; hors de ce registre, les protections contre la sous-tension et la surtension se déclencheront.
Générateur Minimum 8 kW
Il est important de vérifier ces conditions car de nombreux générateurs à moteur produit des pointes de haute tension. L'opération de cette machine avec des générateurs à moteur non conformes à ces conditions n'est pas recommandée et pourrait endommager la machine, et elle n'est PAS couverte par la garantie.

Avertissement
LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Maintainir l'isoaction du support et du cable d'électrode en bon état.
- Ne pas toucher les pièces sous alimentation électrique ou l'électrode avec les mains nues ou des vêtements humides. S'isoler du travail et du sol.
- Éteindre l'Interrupteur de ligne d'entrée des machines avant de brancher ou de débrancher les cables de sortie ou un autre apparéil.

Attention
Pour un branchement électrique sur, les douilles de sortie de la source d'alimentation qui raccordent les fiches des cables doivent etre serrées. La douille de sortie pourrait subir des dommages ou le résultat du soudage pourrait etre compromis.
Afin d'éviter des problèmes d'interférences avec d'autres apparciels et pour Obtir la(Meilleure opération possible, acheminer tous les cables directement vers la piece a souder. Éviter les longueurs excessives et ne pas embobiner I'excedent de cable.
Branchements de SORTIE
Un système de déconnexion rapide fonctionnant avec des fiches de cables Twist-Mate est utilisé pour brancher les cables de soudage. Se reporter aux sections suivantes pour avoir plus d'informations sur le branchement de la machine pour un fonctionnement en soudage à la Baguette (SMAW) ou en TIG (GTAW).
Soudage a la baguette
Déterminer d'abord la polarité correcte de l'électrode à utiliser. Consulter les données concernant l'électrode pour connaître cette information. Puis branchier les cables de sortie sur les terminales de sortie de la machine selon la polarité sélectionnée. La méthode de branchement pour le soudage DC(+) est illustrée ci-dessous. (Voir la Figure A.1).

Brancher le cable de soudage sur la terminale (+) et la pince de soudage sur la terminale (-). Insérer le connecteur avec la clavette alignée sur la rainure de clavette et tourner sur environ 14 de tour dans le sens des aiguilles d'une montre. Ne pas trop serrer.
Pour le soudage DC(-), changer les branchements de cables sur la machine de sorte que le cable de soudage soit branché sur (-) et que la pince de soudage soit branchée sur (+). (Voir la Figure A.2).
Figure A.1 Pour le soudage A LA BAGUETTE DC (+)
Figure A.2 Pour le soudage A LA BAGUETTE DC(-)
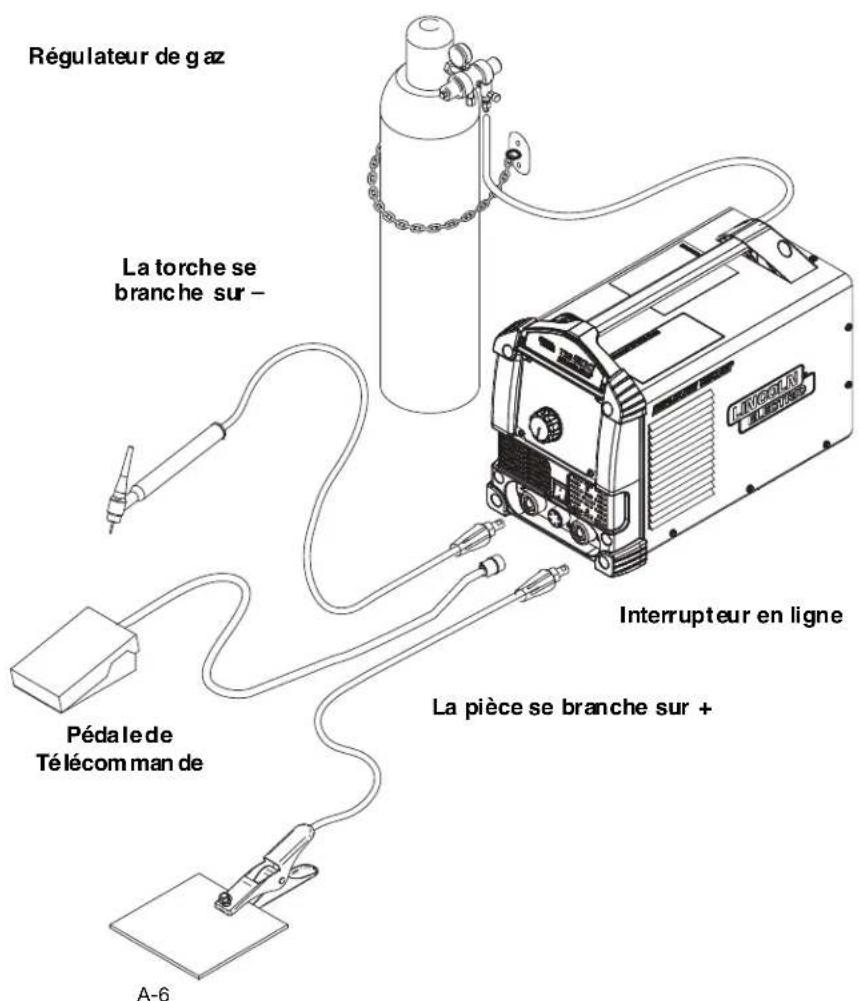
Soudage TIG (GTAW)
La machine comporte un solenoide à gaz intégré, aussi une torché TIG avec un cable d'alimentation / gaz en une seule piece est-elle fournie en tant que paquet pré à souder complément l'adaptateur de torche, qui est préinstallé.
Brancher le cable de la torche sur la terminale (-) de la machine et la pince de soudage sur la terminale (+) - se reporter aux Figures A.3 et A.4. Insérer le connecteur de sorte que la clavette soit alignée sur la rainure de clavette et tourner environ 1/4 de tour dans le sens des aiguilles d'une montre. Ne pas trop serrer. Raccorder également le connecteur male de l'activateur sur le connecteur femelle à 6 goupilles qui se trouve sur le devant du boitier.
Lesthermostatstprotegntla machine contre les temperatures du Fonctionnement excessif Des températures excessives peuvent etrecausees par un manque d'air d'air de refroidissement ou le fonctionnement de la machine au-delà du facteur d'opération et de puissance de sortie. Si la temperature de fonctionnement excessive devait se produire, les thermostatssemperecheront tout tension ou de courant de sortie.
Lorsque l'arc est amoré, le courant peut monter jusqu'au niveau de courant de soudage prétabli.
Mise à la TERRE de la machine et protection CONTRE les interférences de HAUTE fréquency
La soudeuse doit être mise à la terre. Voir le code électricque national et les codes locaux pour connaître les méthodes de mise à la terre appropriées.
Le générateur à haute fréquence, qui estensible à un émetteur radio, peut être tenu pour responsable de problèmes d'interférences avec des apparèils radio, TV et electroniques. Ces problèmes peuvent provenir d'interférences rayonnées. Des méthodes de mise à la terre appropriées peuvent réduire ou éliminer les interférences rayonnées.
Les interférences rayonnées peuvent se développer des quatre façon suivantes :
- Interférence directe émise par la soudeuse.
- Interférence directe émise par les fils de soudage.
- Interférence directe émise par réaction dans les lignes d'alimentation.
- Interférence provenant de la réflexion locale du « captage » par des objets métalliques n'était pas mis à la terre.
En gardant à l'esprit des facteurs de contribution, l'installation d'appareils selon les instructions suivantes devrait minimiser les problèmes.
- Maintenir les lignes d'alimentation de la soudeuse aussi courtes que possible et en enfermer autant que possible dans un conduit métallique rigide ou dans un blindage équivalent sur une distance de 50 pieds (15,2 m). Il doit y avoir un bon contact électrique entre ce conduit et la masse du boitier de la soudeuse. Les deux extrémités du conduit doivent être raccordées à une mise à la terre plantée et toute la longueur doit être continue.
- Maintenir les fils de travail et d'électrode aussi courts que possible et aussi près les uns des autres que possible. Leurs longueurs ne doivent pas dépasser 25 ft. (7,6 m). Envelopper les fils ensemble avec du ruban adhésiif lorsque cela est pratique.
- Vérifier que revêtements des cables de la torche et de travail ne représentent pas de coupures ni de craquelures qui pourrait donner lieu à des fuites de haute fréquence.
- Maintenir la torche en bon etat et tous les branchements serrés afin de réduire les fuites de haute fréquence.
- Il est recommandé que la pierce à souder doit être connecté à une prise de terre pres de la pince de soudage, au moyen de l'une des méthodes suivantes :
a) Une tuyauterie hydraulique métallique souterraine en contact direct avec la terre sur dix pieds ou plus. b) Une tuyauterie galvanisée de 3/4'' (19 mm) ou une tige solide galvanisée en fer, acier ou cuivre de 5/8'' (16 mm) mise à la terre sur au moins huit pieds.
La mise à la terre doit être faite en toute sécurité et le cable de terre doit être aussi court que possible, en utilisant un cable de la mêmeaille que le cable de travail, ou plus grand. La mise à la terre sur le conduit électrique du chassis du bathtub ou sur un long système de tuyauteries peut cause des réflexions locales, qui transformeraient effectivement ces membres en antennes émettrices.
- Maintenir les couvercles de protection et toutes les vis bien en place.
- Les conducteurs électriques à moins de 50 ft. (15,2 m) de la soudeuse doivent être enfermés dans un conduit métallique rigide raccordé à la terre ou un blindage équivalent, partout où cela est possible. Les conduits métalliques flexibles ne convennent généralement pas.
- Lorsque la soudeuse est enfermée dans un[bâtiment métallique, celui-ci doit être raccordé à plusieurs bonnes mises à la terre électriques plantées ( comme au point 5 b) ci-dessus) autour du périmètre du[bâtiment.
Si ces procédures d'installation recommendées ne sont pas appliquées, des problèmes d'interférences avec les apparciels radio, TV et électroniques peuvent survenir et avoir pour conséquence des caractéristiques de soudage insatisfaisantes à cause de la perte de puissance de haute fréquence.
Fonctionnement
SYMBOLES GRAPHIQUES UTILISÉS DANS CE MANUEL OU PAR CETTE MACHINE

PUISSANCE D'ENTREE

MARCHE

ARRET

TEMPERATURE ELEVEE

DISJONCTEUR

SORTIE POSITIVE
SORTIE NÉGATIVE
3~OONDULEUR TRIPHASE

PUISSANCE D'ENTREE

TRIPHASEE

COURANT CONTINU
TENSION DE CIRCUIT OUVERT RÉDUITE
TENSION DE CIRCUIT OUVERT
TENSION D'ENTRÉE
TENSION DE SORTIE
COURANT D'ENTREE
COURANT DE SORTIE

MASSPEPROTECTRICE

AVENTISSEMENT OU MESURES DE SECURITE

Explosion

Tension Dangereuse

Risque d'Électrocution

Torche TIG

Support d'Électrode Baguette

Se Reporter au Manuel de l'Opérateur

Intensité de Sortie
Commandes du DEVANT du boitier
Le panneau avant comprend un bouton de « Mode de Procédé », un bouton de « Réglages » et un bouton Codeur.
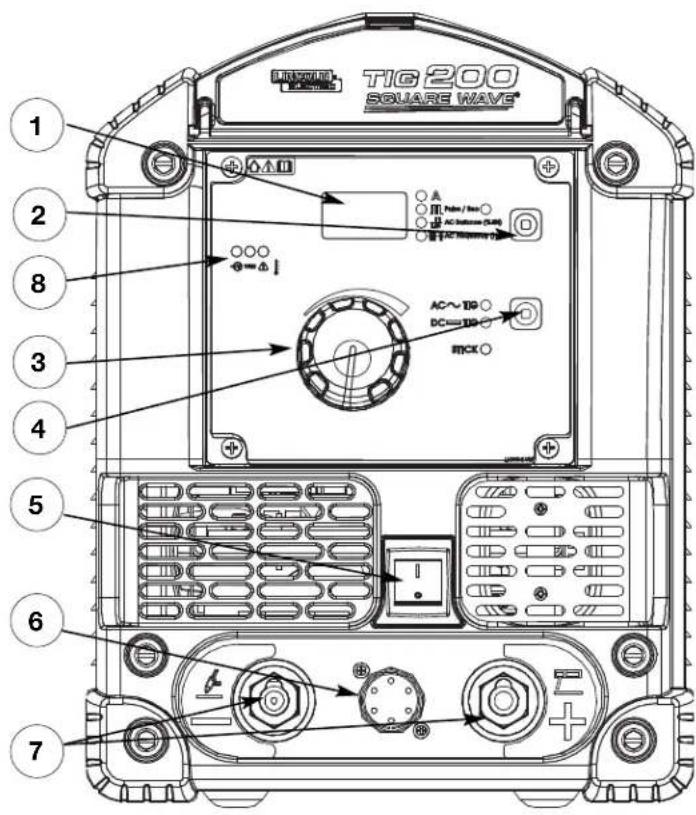
| Item | Description |
| 1 | Écran d'Affichage Numérique |
| 2 | Bouton de Réglages |
| 3 | Bouton Codeur |
| 4 | Bouton* de Mode de Procédé / Rétabillisement |
| 5 | Interrupteur |
| 6 | Connecteur de Télécommande |
| 7 | Twist-Mate™ réceptacle |
| 8 | Indicateurs Lumineux d'État |
^ Si on appuie pendant 10 secondes sur le Bouton de Mode de Procédés, les réglages d'usine par défaut seront rétablis.
Écran d'affichage numérique
Courant (A)
Impulsions par Seconde (PPS)
Fréquence AC (Hz)
Équilibrage AC (%EN: Électrode Négative)
Indicateurs lumineux d'etat

ALLUMÉ - s'allume quand la puissance est alimentée et quand l'interrupteur est placé sur la position de marche.

VRD - s'allume lorsque le dispositif de réduction de tension est actif. Le VRD est actif en modes Baguette et TIG lorsqu'il n'y a de soudage. Le VRD peut diminuer le potentiel de chocs électriques dangereux.

Déclenchement Thermique - s'allume ou clignote lorsqu'il y a enchement thermique.
La sélection du bouton de Mode permet de modifier les réglages de DC-TIG, AC TIG, ou Baguette. Voir A.1 et A.2 pour le réglage de la polarité en mode baguette.
(fréquence d'impulsion, équilibrage AC, sortie AC, fréquence)
Le bouton de Reglages permet à l'usager d'acceder aux Commandes de Fréquence d'Impulsions, Equilibrage AC et Fréquence de Sortie AC.
TIG DC-
Appuyer sur le bouton de Reglages pour acceder au réglage des Impulsions. Utiliser le bouton de contrôle principal pour modifier le réglage des impulsions (Eteint - 20PPS). Le réglage des impulsions régle automatiquement le courant de sortie entre le réglage de l'intensité de créé et un réglage d'intensité de fond égal à 50% du réglage de l'intensité de créé. En appuyant une deuxieme fois sur ce bouton, on returne au réglage de contrôle de l'intensité.
TIG AC :
- Comme dans le cas de TIG DC-, appuyer sur le bouton codeur pour acceder au réglage des Impulsions. Utiliser le bouton de contrôle principal pour modifier le réglage des impulsions (Éteint - 20PPS), qui est établi sur « Arrêt » en tant que réglage par défaut. Le réglage des impulsions règle automatiquement le courant de sortie entre le réglage de l'intensité de créte définis sur l'écran d'affichage, et un réglage d'intensité de fond égal à 50% du réglage de l'intensité de créte.
- Appuyer une deuxieme fois sur ce bouton permet d'acceder au Reglage d'Equilibrage AC, point ou l'utilisation du codeur principal permit de modifier le reglage par défaut de 75% EN pour une valeur située entre 60% EN et 90% EN (Électrode Négative).
- Appuyer une troisième fois sur le bouton de Réglages Supplémentaires permet d'acceder au Réglage de Fréquence de Sortie AC, point où l'utilisation du codeur principal permet de modifier le réglage par défaut de 90 Hz pour une valeur située entre 60 Hz et 150 Hz.
- Appuyer une quatrième fois sur ce bouton permet de returner aux réglages de contrôle de l'intensité.
Dans le cas où aucune selection n'est faite parmi les réglages pendant six secondes, le réglage quittera la démarche et returnera au réglage de contrôle d'intensité.
K520 - Chariot à étagères
Chariot très robuste pour ranger et transporter la soudeuse, une bouteille de gaz de protection de 150 pieds cube, des cables de soudage et des accessoires. Compend des plateformes stables pour la soudeuse et la bouteille de gaz, un plateau inférieur pour augmenter la capacité de rangement et une poignée à hauteur ajustable.

K2377-1-Housse en Toile
Protège la machine lorsqu'elle n'est pas utilisée. Faite en jolie toile rouge ignifuge, résistante à la moissurance et hydrofuge. Comporte une poche laterale pratique pour la torche ou le pistolet.

Options de torches TIG
o K1782-1 - PTA-17 avec ensemble de cable de 12,5' en une seule piece. o K1782-3 - PTA-17 avec ensemble de cable de 25' en une seule piece. o K1782-10 - PTA-17F à Tête Flexible avec ensemble de cable de 25' en une seule piece. o K1783-1 - PTA-26 avec ensemble de cable de 12,5' en une seule piece. o K1783-3 - PTA-26 avec ensemble de cable de 25' en une seule piece. o K1783-10 - PTA-26F avec ensemble de cable de 25' en une seule piece. o K1781-1 - PTA-9 avec ensemble de cable de 12,5' en une seule piece. o K1781-9 - PTA-9F à Tête Flexible avec ensemble de cable flexible de 12,5' en une seule piece. o K1782-15 - PTA-17F à Tête Flexible avec ensemble de cable Ultra-flexTM de 12,5' en une seule piece. o K1782-14 - PTA-17F Paquet avec Torche à Tête Flexible, ensemble de cable Ultra-flex™, une electrode en tungstène E3® de 1/16", une electrode en tungstène E3® de 3/32", une pince de serrage de 1/16" avec corps de pince, une pince de serrage de 3/32" avec corps de pince, # 7 buse, cache-cables et un adaptateur Twist-Mate™.
K1622-1 -adaptateur de torche twistmatetm
Utilisé pour raccorder les torches TIG en une seule piece refroidies par air (PTA-9 125 Amp / PTA-17 150 Amp) aux sources d'alimentation avec connecteurs Twist-Mate™ gaz / alimentation électrique combinés.

K1622-3 - Twist-Mate™ pour Torches de la Série PTA-26
Utilisé pour racorder les torches TIG en une seule piece refroidies par air (PTA-26 200 Amp) aux sources d'alimentation avec connecteurs Twist-Mate™ gaz / alimentation électrique combinés.

K963-3-AMPTROL'M Manuelle avec connecteur universel à 6 goupilles
Permet de contrôle le courant à une distance de 25 ft. (7,6 m) pour le soudage TIG.

Kits de pièces detachées
Les Kits de Pièces Détachées fournissent tous les accessoires de torches nécessaires pour commencer à souder. Les Kits de Pièces Détachées comportent des pince de soudage, des corps de pince, un chapeau de siege, des buses en alumine et des tungstènes de tailles différentes, le tout emballé dans une boîte reférable facile à transporter. Cinq kits sont disponibles.
o KP508 - pour Torches de la Série PTA-17
o KP509 - pour Torches de la Série PTA-26
o KP507 - pour Torches de la Serie PTA-9
K2374-1 Support d'electrode de 200 amp
Compend un connecteur Twist-Mate™ et un cable de 12,5 ft. de long.
K814 Interrupteur de Demarrage d'Arc avec 25 pi. (7,6m) I'assemblage de cable et connecteur universal 6 broches.
Nécessaire si un pied ou Amptrol main ne sont pas utilisées lorsque le soudage TIG pour initier actuelle. Actuel passera à la consigne d'intensité sélectionné lors de l'enforcement de l'interrupteur.


Les chocselectriques peuvent etre mortels.
Pour des raisons de sécurité pendant l'entretien de la machine, couper l'alimentation électrique et attendre 5 minutes, jusqu'à ce que la tension du condensateur
parvienne à un niveau sur.
Tout le travail d'entretien doit être effectué par un agent de service sur le terrain agréé par Lincoln Electric.

Avertissement
Afin d'éviter de receivevoir une décharge de haute fréquence, notamment la torche TIG et les cables en bon état.
Entretien de routine et périodique
Afin de garantir que la soudeuse à l'arc fonctionne efficacement et en toute sécurité, elle doit receivevoir un entretien régulier. Se reporter aux articles de maintenance dans le tableau ci-dessous.
Protection thermostatique
Cette soudeuse est équipée d'une protection thermostatique contre les facteurs de marche excessifs, les surcharges, la perte de refroidissement et les températures environnementales excessives. Lorsque la soudeuse est sujette à une surcharge, ou à un refroidissement inapproprié, les thermostats s'ouvent. Cette situation est indiquée par l'allumage ou le clignotement pendant le soudage de l'Indicateur Lumineux d'Interruption Thermique sur le panneau avant. Le ventilateur continuera à tourner pour refroidir la source d'alimentation. Le postgaz a lieu lorsque le soudage TIG est interrompu, mais il n'est pas possible de souder tant que la machine n'a pas refroidi et que l'Indicateur Lumineux d'Interruption Thermique n'est pas étant.
Protection en cas d'absence d'arc
Les sorties de la machine seront coupées si la gachette est fermée sans soudage pendant 3 secondes.
| ARTICLES DE MAINTENANCE | |
| RéVISION QUOTIDIENNE | • Vérifier le bon fonctionnement du bouton de contrôle, des interrupteurs et des boutons se trouvant sur le devant de la source d'alimentation. • Si l'interrupteur n'est pas opérationnel, le changer immédiatement. • Vérifier le fonctionnement de l'écran d'affichage à LEDs. S'il ne fonctionne pas, réalisier l'entretien ou changer le TCI de l'écran d'affichage. • Vérifier que le ventilateur fonctionne normalement. S'il ne tourne pas et s'il n'y a pas d'obstruction, changer le ventilateur. • Vérifier que les terminales de sortie ne soient pas surchauffées ; si elles sont, les changer. S'assurer que les fiches des fils de soudage soient branchées bien serrées. • Vérifier que les fils de soudage et le cordon d'alimentation neprésentant pas de dommages. S'ils sont endommagés, changer les pièces. |
| RéVISION MENSUELLE | Utiliser un jet d'air comprimé sec et doux pour nettoyer l'intérieur de la soudeuse à l'arc, en particulier pour éliminer la poussière des dissipateurs et des composants du TCI. |

Avertissement
L'entretien et les réparations ne doivent être effectuels que par le personnel formé par Lincoln Electric. Les réparations non autorisées réalisées sur cet appeareil peuventmettre le technicien et l'opérateur de la machine en danger et invalidera la garantie d'usine. Pour des raisons de sécurité personnelle et pour éviter les Chocs Électriques, respecter toutes les notes de sécurité et les mesures de prudence détaillées tout au long de ce manuel.
Ce Guide de Dépannage est fourni pour aider à identifier et à réparer de possibles mauvais fonctionnements de la machine. Il suffit de suivre la méthode en trois temps ci-dessous.
Étape 1. identifier le problem (symptôme)
Regarder dans la colonne intitulée « PROBLÉMES (SYMPTÔMES) ». Cette colonne déscrit les symptômes possibles que la machine peut présenter. Trouver l'énoncé qui déscrit le mieux le symptômeprésenté par la machine.
La deuxième colonne, intitulée « CAUSE POSSIBLE », présente une liste des possibilités externes évidentes pouvant contribuer au symptôme de la machine.
Étape 3. ACTION recommandée
Cette colonne présente une action à effectuer selon la Cause Possible; elle recommends généralement de contacter l'Atelier de Service sur le Terrain Agréé par Lincoln le plus proche.
Si vous ne comprendez pas les Actions Recommandées ou si vous n'étés pas en mesure de les réalisier de façon sure, contactez l'Atelier de Service sur le Terrain Agréé par Lincoln le plus proche.

Attention
Si pour une raison quelconque vous ne comprendez pas les procedures de tests ou si vous n'etes pas en mesure de réaliser les tests/réparations de façon sure, avant de continuer, contactez l'Atelier de Service sur le Terrain Agreeé par Lincoln le plus proche pour obtaining une assistance technique.
Suivre les Instructions de Sécurité détaillées tout au long de ce manuel
| PROBLÉMES CAUSE POSSIBLE ACTION | RECOMMANDÉE | |
| La Machine est morte - Pas de sortie - Pas de ventilateur | 1. Vérifier que l'interrupteur d'alimentation d'entrée seTrouve sur la position « MARCHE » et que la machine soit branchée. | |
| 2. Vérifier la tension d'entrée sur la machine. La tension d'entrée doit correspondre à la plaque signalétique et au branchement de la tension. Se reporter à la section d'installation de ce manuel. | ||
| 3. Les fusibles de la ligne d'entrée ont sauté ou bien il n'y en a pas. | ||
| Le ventilateur fonctionne - Pas de sortie de la machine en modes Baguette ou TIG. | 1. Vérifier que les tensions d'entrées correspondant à la plaque signalétique et au branchement de la tension. | |
| 2. Vérifier que les cables soient fermement branchés. | ||
| Le ventilateur fonctionne - Pas de sortie de la machine en modes Baguette ou TIG et l'indicateur lumineux jaune sur le panneau de contrôle est allumé ou clignotependant le soudage. | 1. L'application de soudage a peut-être dépasse le facteur de marcherecommendé. Laisser l'apparéil tourner jusqu'à ce que leventilateur refroidisse la machine et que la lumière jaune s'éteigne. | |
| La machine ne répond pas (pas de circulation de gaz, pas de haute fréquence et pas de tension de circuit ouvert) lorsqu'on active l'interrupteur de démarraged'arc ou l'Amptrol - Leventilateur fonctionne. | 1. La machine DOIT être en Mode TIG AC ou DC. | |
| 2. L'Amptrol peut être défectueuse. Vérifier la continuité entre lesgoupilles « D » et « E » sur le connecteur du cable lorsqu'on appuiesur l'Amptrol. | ||
| La machine se surchauffere régulièrement - le thermostat s'ouvre, l'indicateur lumineux jaune sur le panneau avant s'allume ou clignote. Leventilateur fonctionne mais la machine n'a pas de sortie. | 1. L'application de soudage a peut-être dépasse le facteur de marcherecommendé. Diminuer le facteur de marche. | |
| 2. La saleté et la poussière ont pu boucher les voies defroidissement à l'intérieur de la machine. Souffer de l'air propreet sec à BASSE pression pour les éliminer. | ||
| 3. L'admission d'air, le briquetage et les événés d'échéppement peuvent être bloqués à cause d'un manque d'espace autour de la machine. | ||
| La sortie de la machine seper par intermittence. | 1. Vérifier le bon fonctionnement de l'Amptrol et que les branchementsne soient pas desserrés. | |
| 2. Vérifier que la tension d'entrée soit appropriée et que la reconnexionde la tension soit correcte. | ||

Attention
Si pour une raison quelconque vous ne comprenez pas les procedures de tests ou si vous n'etes pas en mesure de réaliser les tests/réparations de façon sure, avant de continuer, contactez l'Atelier de Service sur le Terrain Agreeé par Lincoln le plus proche pour obtenir une assistance technique.
Suivre les Instructions de Sécurité détaillées tout au long de ce manuel
| PROBLÉMES CAUSE POSSIBLE ACTION | RECOMMANDÉE | |
| L'arc « sautille » pendant le soudage TIG. | 1. L'électrode en tungstène peut être d'un diamètre trop grand pour le réglage de courant. | |
| 2. Le tungstène n'a pas été bien préparé - il devrait être légèrement émouflée. | ||
| 3. Il n'y a pas suffisamment de gaz de protection. Augmenter la circulation du gaz, diminuier le dépassement du tungstène au-delà de la coupelle de gaz. | ||
| 4. Vérifier qu'il n'y ait pas de gaz contaminé ou de fuites dans le conduit à gaz, la torche et les raccordements. | ||
| 5. Si un mélange d'hélium est utilisé en tant que gaz de protection, diminuer le pourcentage d'hélium | ||
| L'arc « pulse » pendant le soudage TIG. | 1. Vérifier si la fonctionnalité d'Impulsion est active. | |
| Zones noires le long du cordon de soudure. | 1. Nettoyer toute contamination grasse ou organique de la pièce à souder. | |
| 2. L'électrode en tungstène est peut-être contaminée. La changer ou la tailler. | ||
| 3. Vérifier qu'il n'y ait pas de gaz contaminé ou de fuites dans le conduit à gaz, la torche et les raccordements. | ||
| 4. Il n'y a pas suffisamment de gaz de protection. Augmenter la circulation du gaz, diminuier le dépassement du tungstène au-delà de la coupelle de gaz. | ||
| Haute fréquence faible - la machine a une sortie de soudage normale. | 1. Vérifier les branchements du circuit de soudage. | |
| 2. Il n'y a pas suffisamment de gaz de protection. Augmenter la circulation du gaz, diminuier le dépassement du tungstène au-delà de la coupelle de gaz. | ||
| 3. Vérifier qu'il n'y ait pas de cables de travail et de torche en mauvais état qui permettraient des fuites de haute fréquence. | ||
| 4. Maintenir les cables aussi courts que possible. | ||
| L'étinçelle de haute fréquence est présente sur l'électrode en tungstène mais l'opérateur n'est pas capable d'établit un arc. La machine a une tension de circuit ouvert normale (se reporter aux Spécifications Techniques dans le Chapitre d'Installation). | 1. L'électrode en tungstène est peut-être contaminée. La changer ou la tailler. | |
| 2. Le contrôle de courant est peut-être régisé sur un niveau trop bas. | ||
| 3. L'électrode en tungstène est peut-être trop grande pour le procédé. | ||
| 4. Si un mélange d'hélium est utilisé en tant que gaz de protection, diminuer le pourcentage d'hélium. | ||
| 5. Le tungstène est trop éloigné de la pièce à souder au moment du démarriage. | ||

Attention
Si pour une raison quelconque vous ne comprenez pas les procedures de tests ou si vous n'etes pas en mesure de réaliser les tests/réparations de façon sure, avant de continuer, contactez l'Atelier de Service sur le Terrain Agreeé par Lincoln le plus proche pour obtenir une assistance technique.
Suivre les Instructions de Sécurité détaillées tout au long de ce manuel
| PROBLÉMES CAUSE POSSIBLE ACTION RECOMMANDÉE | ||
| Pas de haute fréquence. 1. Vérifier que le gaz circule et que les câbles sont branchés. | Contacter l'Atelier de Service sur le Terrain Agréé par Lincoln le plus proche pour有關ir une assistance technique au dépannage. | |
| Pas de circulation de gaz lorsque l'Amptrol est activée en Mode TIG. La machine a une sortie - le ventilateur fonctionné. On peut entendre un « clic » qui indique que la soupape du solénoïde de gaz fonctionné. | 1. L'alimentation en gaz est vide ou éteinte. | |
| 2. Le régulateur de gaz est peut-être régèle trop faiblement. | ||
| 3. Le tuyau à gaz est peut-être pince. | ||
| 4. La circulation du gaz peut être bloquée par de la saleté. | ||
| 5. Consulter le distributeur local de soudeuses / gaz. | ||
| En soudage TIG AC, l'arc est erratique et il y a une perte de « nettoyage » de la pièce à souder. | 1. L'électrode en tungstène est peut-être trop petite pour le procédé. Utiliser un tungstène d'un diamètre supérieur ou un tungstène pur. | |
| 2. Si un mélange d'hélium est utilisé en tant que gaz de protection, diminuer le pourcentage d'hélium. | ||
| L'extrémité de l'électrode en tungstène fond. | 1. Le courant de soudage est trop élevé pour le type et/ou la taille d'électrode. | |
| 2. Vérifier la polarité. | ||
| La baguette électrode « lance » lorsque l'arc est amorcé. | 1. Le courant de soudage est peut-être régèle trop haut pour la taille d'électrode. Diminuer les réglages de contrôle de courant ou bien utiliser une electrode à diamètre supérieur. | |
| La baguette d'électrode « colle » dans le bain de soudure. | 1. Le courant de soudage est peut-être régèle trop bas pour la taille d'électrode. Augmenter les réglages de contrôle de courant ou bien utiliser une electrode à diamètre inférieur. | |

Attention
Si pour une raison quelconque vous ne comprenez pas les procedures de tests ou si vous n'etes pas en mesure de réaliser les tests/réparations de façon sure, avant de continuer, contactez l'Atelier de Service sur le Terrain Agreeé par Lincoln le plus proche pour obtaining une assistance technique.