
180i MP Multiprocess Wire Feeder Welder - Estación de soldadura LINCOLN ELECTRIC - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato 180i MP Multiprocess Wire Feeder Welder LINCOLN ELECTRIC en formato PDF.
| Tipo de producto | Soldadora multiproceso (MIG, FCAW, TIG, Stick) |
| Marca | Lincoln Electric |
| Modelo | 180i MP Multiprocess Wire Feeder Welder |
| Dimensiones (Al x An x Pr) | 345 mm x 224 mm x 460 mm |
| Peso | 15,6 kg |
| Alimentación eléctrica | 120 V o 230 V CA, monofásico, 60 Hz |
| Corriente de entrada máxima | 20 A (120 V) / 22,5 A (230 V) |
| Rango de corriente de salida (MIG/FCAW) | 20 a 180 A |
| Rango de corriente de salida (TIG) | 10 a 165 A |
| Rango de corriente de salida (Stick) | 25 a 160 A |
| Ciclo de trabajo (MIG a 120 V) | 60 % a 95 A |
| Ciclo de trabajo (MIG a 230 V) | 30 % a 165 A |
| Diámetros de hilo soportados | 0,6 mm a 1,1 mm (acero, inoxidable, auto protegido, aluminio) |
| Tipo de bobina | Bobinas de 10 cm (4 pulg) y 20 cm (8 pulg) |
| Velocidad de alimentación del hilo | 40 a 450 pulg/min (MIG) / 40 a 500 pulg/min (bobina devanadora) |
| Accesorios incluidos | Pistola Magnum 100L, cable de trabajo, regulador de gas, portaelectrodos, guía rápida |
| Protección térmica | Indicador LED térmico y parada automática en caso de sobrecalentamiento |
| Disyuntor | 25 A rearmeable en la parte trasera |
| Índice de protección | IP21S |
| Temperatura de funcionamiento | -20 °C a 40 °C |
| Mantenimiento habitual | Sopletear el polvo, inspeccionar los rodillos de arrastre, limpiar el revestimiento de la pistola |
| Piezas de repuesto disponibles | Rodillos de arrastre, puntas de contacto, boquillas, revestimientos, pistolas de repuesto, pedal TIG |
| Reparabilidad | Reparaciones por un centro de servicio autorizado de Lincoln Electric |
| Seguridad | Siga las instrucciones de seguridad: use guantes, máscara, evite descargas eléctricas |
Preguntas frecuentes - 180i MP Multiprocess Wire Feeder Welder LINCOLN ELECTRIC
Preguntas de los usuarios sobre 180i MP Multiprocess Wire Feeder Welder LINCOLN ELECTRIC
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones 180i MP Multiprocess Wire Feeder Welder - LINCOLN ELECTRIC y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. 180i MP Multiprocess Wire Feeder Welder de la marca LINCOLN ELECTRIC.
MANUAL DE USUARIO 180i MP Multiprocess Wire Feeder Welder LINCOLN ELECTRIC
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
Soldadora alimentadora de alambre multiprocesos 180i MP
Para uso con números de código:
13213

Registre su máquina:
www.lincolnelectric.com/register
Localizador de servicios y distribuidores
autorizados: www.lincolnelectric.com/locator
Guárdelo para referencia futura
Fecha de compra
Código: (por ejemplo: 10859)
Número de serie: (por ejemplo: U1060512345)
¿Necesita ayuda? Llame al 1.888.935.3877
para hablar con un representante de servicio
Horario:
De lunes a viernes, de 8:00 a. m. a 6:00 p. m. (hora del este de EE. UU.)
¿Fuera de horario?
Utilice "Ask the Experts" (Pregunte a los expertos) en lincolnelectric.com
Un Representante de servicio de Lincoln se pondrá en contacto con usted antes del siguiente día hábil.
Para servicio fuera de los EE. UU.:
Correo electrónico: globalservice@lincolnelectric.com
GRACIAS POR ADQUIRIR UN PRODUCTO DE PRIMERA CALIDAD DE LINCOLN ELECTRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN EN PERFECTO ESTADO DE INMEDIATO
El comprador pasa a ser el propietario del equipo una vez que la empresa de transportes lo entrega en destino.
Consecuentemente, cualquier reclamación por daños materiales durante el envío deberá hacerla el comprador ante la empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se diseñan y fabrican teniendo presente la seguridad. No obstante, la seguridad en general aumenta con una instalación correcta ... y un uso razonado por su parte. NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HA LEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes de actuar y sea siempre cauteloso.

ATENCIÓN
Verá este cuadro siempre que deba seguir exactamente alguna instrucción con objeto de evitar daños físicos graves o incluso la muerte.

PRECAUCIÓN
Verá este cuadro siempre que deba seguir alguna instrucción con objeto de evitar daños físicos leves o daños materiales.
NO SE ACERQUE AL HUMO.
NO se acerque demasiado al arco.
Si es necesario, utilice lentillas para poder trabajar a una distancia razonable del arco. LEA y ponga en práctica el contenido de las hojas de datos sobre seguridad y el de las etiquetas de seguridad que encontrará en las cajas de los materiales para soldar
TRABAJE EN ZONAS VENTILADAS o instale un sistema de extracción, a fin de eliminar humos y gases de la zona de trabajo en general.
SI TRABAJA EN SALAS GRANDES O AL AIRE
LIBRE, con la ventilación natural será suficiente
siempre que aleje la cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES o utilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algún síntoma poco habitual. Es posible que haya que revisar el ambiente y el sistema de ventilación.

PROTÉJASE los ojos y la cara con un casco para soldar de su talla y con una placa de filtrado del grado adecuado (v. la norma Z49.1 del ANSI).
PROTÉJASE el cuerpo de las salpicaduras por soldadura y de los relámpagos del arco con ropa de protección, como tejidos de lana, guantes y delantal ignífugos, pantalones de cuero y botas altas.
PROTEJA a los demás de salpicaduras, relámpagos y ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la protección
auricular.
ASEGÚRESE de que los equipos de protección estén en buen estado.
Utilice gafas de protección en la zona de trabajo EN TODO MOMENTO.

SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan estado en contacto con sustancias de riesgo, a menos que se hayan lavado correctamente. Esto es extremadamente peligroso.
NO SUELDE NI CORTE piezas pintadas o galvanizadas, a menos que haya adoptado medidas para aumentar la ventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionales
PROTEJA las bombonas de gas comprimido del calor excesivo, de las descargas mecánicas y de los arcos; asegure las bombonas para que no se caigan.
ASEGÚRESE de que las bombonas nunca pasen por un circuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DE FUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.


SECCIÓN A: ADVERTENCIAS

ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN 65 PARA CALIFORNIA

ADVERTENCIA: De acuerdo con el Estado de California (EE. UU.), respirar los gases de escape de los motores de diésel provoca cáncer, anomalías congénitas y otras toxicidades para la función reproductora.
- Arranque y utilice el motor siempre en una zona bien ventilada.
- Si se encuentra en una zona sensible, asegúrese de expulsar los gases de escape.
- No modifique ni altere el sistema de expulsión de gases.
- No deje el motor en ralentí a menos que sea necesario.
Para saber más, acceda a www.P65warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar, el producto provoca humos y gases que, de acuerdo con el Estado de California, provocan anomalías congénitas y, en algunos casos, cáncer (§ 25249.5 y siguientes del Código de Salud y Seguridad del Estado de California).

ADVERTENCIA: Cáncer y toxicidades para la función reproductora (www.P65warnings.ca.gov)
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTÉJASE Y PROTEJA A LA PERSONAS DE SU ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LOS PORTADORES DE MARCAPASOS DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR EL EQUIPO.
Lea y comprenda las siguientes instrucciones de seguridad. Si quiere saber más sobre seguridad, le recomendamos que adquiera una copia de la norma Z49.1 del ANSI "Seguridad en los trabajos de corte y soldadura" a través de la Sociedad Estadounidense de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la norma W117.2 de CSA. Podrá recoger una copia gratuita del folleto E205, "Seguridad en los procesos de soldadura por arco", en Lincoln Electric Company, situada en 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN, USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO AL RESPECTO.

PARA EQUIPOS DE MOTOR.
1.a. Apague el motor antes de iniciar la resolución de problemas y el trabajo de mantenimiento, a menos que el motor deba estar encendido para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese de expulsar todos los gases de escape del motor al aire libre.
1.C. No ponga carburante cerca de un arco de soldadura con llama ni cuando el motor esté en funcionamiento. Detenga el motor y deje que se enfríe antes de volver a repostar para evitar las pérdidas de combustible derivadas de la evaporación al entrar en contacto con las partes del motor que estén calientes. No derrame combustible al llenar el depósito. Si derrama algo de combustible, limpielo y no arranque el motor hasta que los gases
1.d. Asegúrese de que todos los componentes, cubiertas de seguridad y piezas del equipo estén bien instalados y en buen estado. No acerque las manos, el pelo, la ropa ni las herramientas a la correa trapezoidal, engranajes, ventiladores y otras piezas móviles al arrancar, utilizar y reparar el equipo.
1.e. En algunos casos, podría ser necesario retirar las cubiertas de seguridad para dar el


mantenimiento necesario. Retire las cubiertas solo cuando sea necesario y vuelva a colocarlas en cuanto termine de hacer la tarea por la que las haya retirado. Sea extremadamente cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate de hacer funcionar el regulador o el eje portador pulsando el acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental al cambiar el motor o el generador de soldadura, desconecte los cables de la bujía, la tapa del distribuidor o el dinamomagneto, según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de presión del radiador mientras que el motor esté caliente.
1.i. La utilización de un generador en interior PUEDE PRODUCIR LA MUERTE en minutos.
1.j. Los gases de escape del generador contienen monóxido de carbono. Se trata de un veneno invisible e inodoro.
1.k. No utilice NUNCA dentro de una casa o garaje, INCLUSO SI las puertas y ventanas están abiertas.
1.I. Utilícelo únicamente EN EXTERIOR y lejos de ventanas, puertas y orificios de ventilación.
1.m. Evite cualquier otro peligro relacionado con el generador. LEA EL MANUAL ANTES DE UTILIZARLO


2.a. El flujo de corriente eléctrica por los conductores genera campos electromagnéticos (EM) localizados. La corriente de soldadura genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo que los operarios portadores de marcapasos deberán acudir a su médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos para reducir al mínimo la exposición a los campos EM derivados del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares. Si el cable del electrodo queda a su derecha, el cable auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.

UNA DESCARGA ELÉCTRICA LE PUEDE MATAR.

3.a. Los circuitos auxiliar (tierra) y del electrodo están vivos desde el punto de vista eléctrico cuando el soldador está encendido. No toque dichas partes "vivas" con el cuerpo. Tampoco las toque si lleva ropa que esté mojada. Utilice guantes secos y herméticos para aislarse las manos.
3.b. Aisle la pieza de trabajo y el suelo con un aislante seco. Asegúrese de que el aislante sea lo suficientemente amplio como para cubrir toda la zona de contacto físico con la pieza y el suelo.
Además de adoptar las medidas de seguridad habituales, si debe soldar en condiciones arriesgadas desde el punto de vista eléctrico (en zonas húmedas o mientras lleva ropa mojada; en estructuras metálicas como suelos, rejas o andamios; en posiciones poco habituales, como sentado, de rodillas o tumbado.
si hay probabilidades de tocar de forma accidental la pieza de trabajo o el suelo), el operario deberá utilizar los siguientes equipos:
- Soldador (TIG) semiautomático para corriente continua (CC)
• Soldador (electrodo) manual para CC - Soldador para CA con control reducido de la tensión

3.c. En los equipos TIG automáticos o semiautomáticos, el electrodo, el carrete del electrodo, el cabezal del equipo, la boquilla y la pistola semiautomática también están vivas desde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buena conexión eléctrica con el metal que se esté soldando.
La conexión deberá hacerse lo más cerca posible de la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del equipo y la máquina de soldar en buen estado de funcionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desde el punto de vista eléctrico de los soportes de los electrodos conectados a los dos equipos, ya que la tensión existente entre las dos podría ser equivalente a la tensión de los circuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo, utilice un armés a modo de protección por si se produjera una descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.
LAS RADIACIONES DEL ARCO QUEMAN.

4.a. Utilice un protector con el filtro y las cubiertas debidos para protegerse los ojos de las chispas y de las radiaciones del arco cuando esté soldando u observando una soldadura por arco. Los protectores faciales y las lentes de filtrado deberán adaptarse a las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos y duraderos para protegerse la piel y proteger a sus compañeros de las radiaciones del arco.
4.c. Proteja a los técnicos que estén en las inmediaciones con una pantalla ignífuga y pidales que no miren al arco y que no se expongan a la radiación del arco ni a las salpicaduras.

LOS HUMOS Y GASES PUEDEN SER PELIGROSOS.

5.a. Al soldar, se pueden generar humos y gases peligrosos para la salud. Evite respirar dichos humos y gases. Si va a soldar, no se acerque al humo. Asegúrese de que haya una buena ventilación en la zona del arco para garantizar que no se respiren los humos y gases. Si debe soldar superficies revestidas (consulte las Instrucciones del contenedor o las hojas de datos sobre seguridad) o superficies de plomo, acero u otros metales cadmiados, asegúrese de exponerse lo menos posible y de respetar los PEL (límites de exposición permisibles) de la OSHA y los TLV (valores límite) de la ACGIH. Para ello, utilice los sistemas de extracción y de ventilación locales, a menos que la evaluación de la exposición indiquen lo contrario. En espacios cerrados y, en algunos casos, en espacios abiertos, necesitará un respirador. Además, deberá tomar precauciones adicionales cuando suelde acero galvanizado.
5.b. La función del equipo de control del humo de la soldadura se ve afectada por varios factores, como el uso y la colocación correctos del equipo, el mantenimiento del equipo y los procedimientos concretos aplicados a la hora de soldar. El nivel de exposición de los trabajadores deberá comprobarse en el momento de la instalación y de forma periódica después de entonces, a fin de garantizar que este se ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas de vapores de hidrocarburo clorado procedentes de operaciones de desengrasado, limpieza o pulverización. El calor y la radiación del arco pueden reaccionar con los vapores del disolvente y formar fosgeno, un gas muy tóxico, y otros productos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura por arco pueden desplazar el aire y provocar lesiones o incluso la muerte. Asegúrese de que haya suficiente ventilación, en particular en zonas cerradas, para garantizar que el aire que respire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del equipo y de los fungibles utilizados, incluidas la hojas de datos sobre seguridad, y siga las prácticas de seguridad aprobadas por su empresa. Obtendrá hojas de datos sobre seguridad de la mano de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.

LAS CHISPAS DERIVADAS DE CORTES Y SOLDADURAS PUEDEN PROVOCAR INCENDIOS O EXPLOSIONES.

6.a. Elimine cualquier factor de riesgo de incendio de la zona de trabajo.
Si no fuera posible, cubra los materiales para evitar que las chispas puedan crear un incendio. Recuerde que las chispas derivadas de las soldaduras pueden pasar con facilidad, a través de grietas pequeñas a zonas adyacentes. Además, los materiales pueden calentarse con rapidez. Evite soldar cerca de conductos hidráulicos. Asegúrese de tener un extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las zonas de trabajo, tome las medidas apropiadas para evitar situaciones de riesgo. Consulte el documento "Seguridad en los trabajos de corte y soldadura" (norma Z49.1 del ANSI) y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que el circuito del electrodo no toque en absoluto la zona de trabajo ni el suelo. Si se pusieran en contacto de forma accidental, dichas partes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedores hasta que se haya asegurado de que tales procedimientos no harán que los vapores inflamables o tóxicos del interior de dichas piezas salgan al exterior. Estos pueden provocar explosiones incluso si se han "limpiado". Para saber más, adquiera el documento "Prácticas seguras y recomendables de preparación para los procesos de corte y soldadura de contenedores y conductos que han contenido sustancias peligrosas" (AWS F4.1) a través de la Sociedad Estadoundense de Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes de calentarlos, cortarlos o soldarlos. Podrian explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras. Utilice prendas de protección, como guantes de piel, camisas gruesas, pantalones sin dobladillos, botas alias y un gorro para el pelo. Utilice un protector auricular cuando suelde en un lugar distinto del habitual o en espacios cerrados. Cuando esté en la zona de trabajo, utilice siempre gafas de protección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajo como le sea posible. Conectar los cables auxiliares a la estructura del edificio o a cualquier otra ubicación distinta de la zona de trabajo aumenta las probabilidades de que la corriente pase por cadenas de elevación, cables de grñas u otros circuitos alternos. Esto podría generar un riesgo de incendio y sobrecalentar los cables y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.i. I. Lea y comprenda la norma NFPA 51B, "Norma para la prevención de incendios en trabajos de soldadura y corte entre otros", disponible a través de la NFPA, situada en 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo para descongelar conductos.

SI SE DAÑAN, LAS BOMBONAS PUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gas comprimido que contengan los gases de protección adecuados para el proceso en cuestión, así como reguladores diseñados para un gas y presión concretos. Todos los conductos, empalmes, etc. deberán ser adecuados para el uso en cuestión y mantenerse en buen estado.

7.b. Guarde las bombonas siempre en vertical y asegúrelas correctamente a un bastidor o a un soporte fijo.
7.C. Las bombonas deberán almacenarse:
Alejadas de aquellas zonas en las que puedan recibir golpes o estar sujetas a daños físicos.
• A una distancia segura de las zonas de soldadura por arco y de corte y de cualquier otra fuente de calor, chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ninguna otra pieza viva desde el punto de vista eléctrico entre en contacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de la bombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estar en su sitio y bien apretadas, excepto cuando la bombona se esté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonas de gas comprimido, las instrucciones del material asociado y la publicación P-I de la CGA, "Precauciones para la manipulación segura de las bombonas de gas comprimido", disponible a través de la Asociación de Gas Comprimido, situada en 14501 George Carter Way Chantilly, VA 20151.

PARA EQUIPOS ELÉCTRICOS.
8.a. Desconecte la potencia de entrada a través del interruptor de desconexión del cuadro de fusibles antes de empezar a trabajar con el equipo.

8.b. Instale el equipo de acuerdo con el Código Eléctrico Nacional de EE. UU., los códigos locales aplicables y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código Eléctrico Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety para saber más sobre la seguridad.
ÍNDICE
PÁGINA
INSTALACIÓN......Sección A
ESPECIFICACIONES TÉCNICAS - A-1
UBICACIÓN Y MONTAJE ...... A-1
CLASIFICACIÓN AMBIENTAL......A-1
CONTROLES AL FRENTE DE LA CARCASA ...... A-2
CONTROLES EN LA PARTE POSTERIOR DE LA CARCASA ...... A-2
CONTROLES INTERNOS....A-3
OPERACIÓN......Sección B
PROTECCIÓN CONTRA ALTAS FRECUENCIAS B-1
SÍMBOLOS GRÁFICOS UTILIZADOS EN ESTE MANUAL O POR ESTA MÁQUINA...... B-1
CONFIGURAR Y HACER UNA SOLDADURA MIG CON ALAMBRE MIG DE .025..... B-2
CONEXIONES DE ENTRADA Y A TIERRA B-2
INSTALACIÓN DE PISTOLA Y CABLE B-3
GAS DE PROTECCIÓN (PARA PROCESOS DE SOLDADURA POR ARCO MIG) B-3
CONEXIONES DE POLARIDAD DE SALIDA...... B-4
PROCEDIMIENTO PARA CAMBIAR EL RODILLO ALIMENTADOR...... B-5
SECUENCIA DE ENCENDIDO B-5
CORRIENTE O VOLTAJE BASADO EN LAS POSICIONES DE LA PERILLA B-6
PROCEDIMIENTOS ALAMBRE MIG DE .035...... B-6
PROCEDIMIENTOS FCAW-GS DE .035...... B-6
PROCEDIMIENTOS FCAW-SS DE .035 B-6
CONFIGURACIÓN Y USO DE TIG......B-7
OPCIONES Y ACCESORIOS......Sección C
MANTENIMIENTO ....Sección D
MANTENIMIENTO DE RUTINA ....D-1
DIAGNÓSTICO Y SOLUCIÓN DE PROBLEMAS ....Sección E
LISTA DE PIEZAS ...... PARTS.LINCOLNELECTRIC.COM
EL CONTENIDO/LOS DETALLES PUEDEN CAMBIAR O ACTUALIZARSE SIN PREVIO AVISO. PARA OBTENER MÁS INFORMACIÓN SOBRE LOS MANUALES DE INSTRUCCIONES ACTUALES, VISITE PARTS.LINCOLNELECTRIC.COM.
DESCRIPCIÓN GENERAL
Esta máquina soldadora multiprocesos está diseñada para fabricación ligera, mantenimiento, aplicaciones en el hogar y talleres de carrocería de automóviles. La unidad está alojada en una carcasa portátil y robusta, e incluye una interfaz de usuario intuitiva con un pulsador para seleccionar procesos y dos perillas para ajustar los parámetros de soldadura. La máquina también cuenta con un sistema de alimentación de alambre de aluminio fundido y un interruptor integrado para activar una pistola de carrete Magnum® 100SG. La máquina multiprocesos está diseñada para conectarse a una alimentación monofásica de 120 o 230VAC y 60 Hz.
Esta máquina tiene capacidad para soldar con los procesos MIG, FCAW, TIG y STICK. La máquina puede soportar bobinas de alambre de 4 y 8 pulgadas para soldadura MIG y FCAW. Está diseñada para los siguientes diámetros y composición de alambre: SuperArc® L-56° de .025" a .035" de acero sólido, autoprotegido NR®-211MP .030", .035" y .045" y Outershield® 71M .035" FCAW-GS. El alambre de aluminio para soldar ER4043 de .035" requiere el uso de la pistola de carrete Magnum® 100SG. El interruptor de la pistola de carrete integrado viene preinstalado de fábrica y se encuentra sobre el alimentador de alambre. La máquina también permite la soldadura TIG con tungsteno de .040, 1/16" y 3/32" y soldadura STICK con electrodo de hasta 1/8".
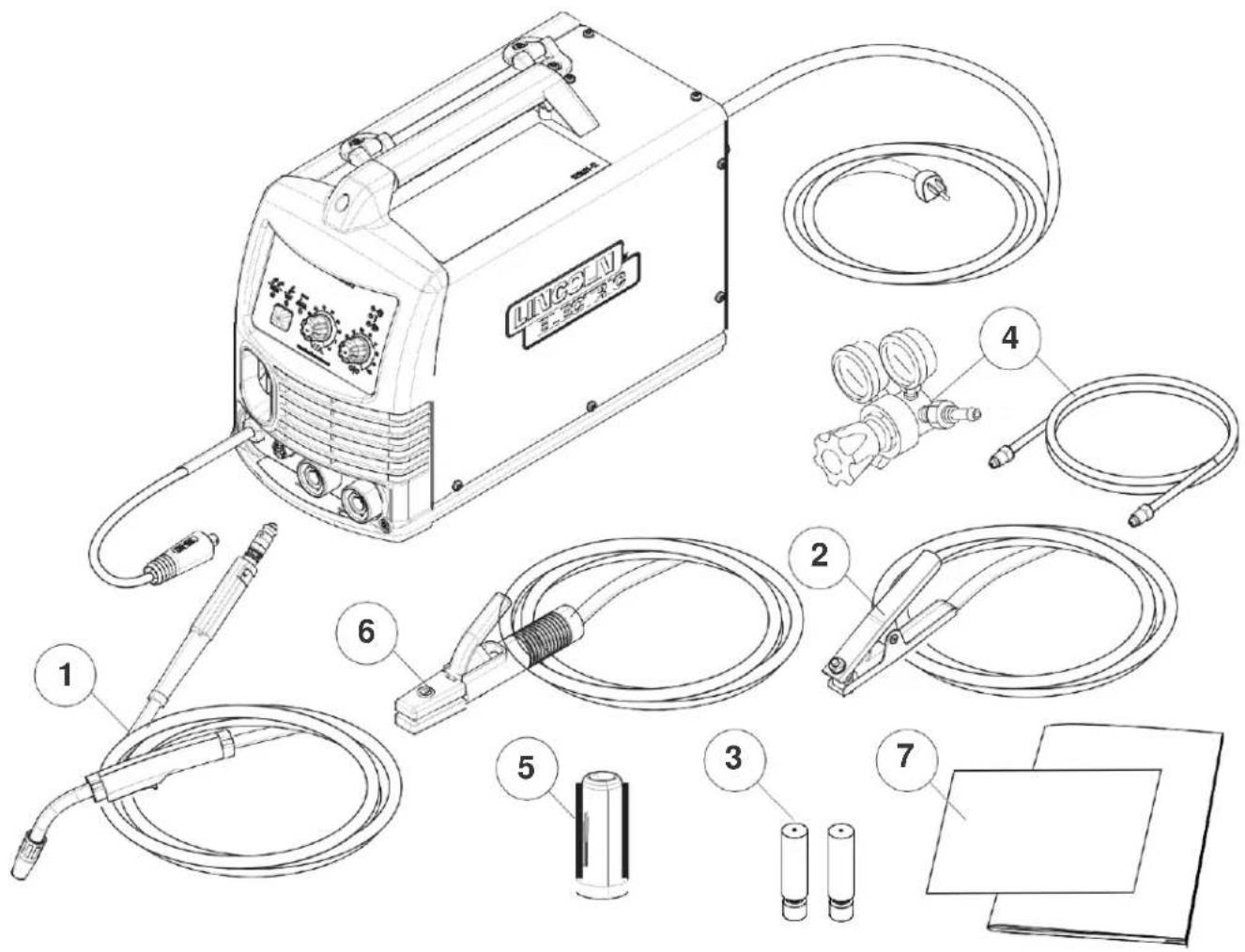
1 Pistola Magnum ⑤100L
2 Cable de trabajo con abrazadera
3 Boquillas de contacto de repuesto
4 Regulador de gas* y manguera de gas
5 Boquilla con y sin gas
6 Incluye portaelectrodo y cable
7 Guía de inicio rápido y documentación
* La perilla del regulador de gas se encuentra en el compartimiento del alimentador de alambre y debe montarse en el regulador.
ACCESORIOS INCLUIDOS
ESPECIFICACIONES TÉCNICAS -
| VOLTAJE Y CORRIENTE DE ENTRADA | |||
| Ciclo de trabajo (Salida) | Voltaje de entrada | Amperios de entrada máx. | Amperaje en estado inactivo |
| 60 % PARA MIG | 120 | 20 | .7 |
| 30 % PARA MIG | 230 | 22.5 | .7 |
CABLES DE ENTRADA Y TAMAÑOS DE FUSIBLES RECOMENDADOS
| Voltaje/ Fase/ Frecuencia | Amperios de entrada efectivos | Capacidad del fusible (Super Lag) o el disyuntor |
| 120/1/60 | 15 | 20 |
| 230/1/60 | 15 | 20 |
DIMENSIONES FÍSICAS
| Altura | Anchura | Profundidad | Peso |
| 13.6" (345 mm) | 8.9" (224 mm) | 18.1" (460 mm) | 34.5 lb (15.6 kg) |
PROCESOS DE SOLDADURA
| Proceso | Rango de diámetro del electrodo | Rango de salida (Amperios) | Rango de velocidad de alimentación de alambre |
| MIG | .025 - .035" (0.6 - 0.9 mm) | 20 - 180 | 40-450 IPM (MIG)40-500 IPM (carrete) |
| FCAW | 0.030-0.045" (0.8-1.143 MM) | 20 - 180 | 40-450 IPM |
| TIG | .040, 1.16", 3/32" (1.0, 1.6 mm, 2.4 mm) | 10 - 165 | ND |
| ELECTRODO REVESTIDO | HASTA 3/32" (2.4 mm) | 25 - 160 | ND |
RANGOS DE TEMPERATURA
| Temperaturas de operación | -4 °F A 104 °F (-20 °C A 40 °C) |
| Temperatura de almacenamiento | -40 °F A 185 °F (-40 °C A 85 °C) |
Las pruebas térmicas se han realizado a temperatura ambiente. El ciclo de trabajo (factor de trabajo) a 40 °C se ha determinado mediante simulación.
PROCESOS DE SOLDADURA
| Proceso | Entrada | Ciclo de trabajo | Corriente | Voltaje |
| MIG Y FCAW | 120 V | 60 % | 95 AMPERIOS | 18.75 VOLTIOS |
| 230 V | 30 % | 165 AMPERIOS | 22 VOLTIOS | |
| TIG | 120 V | 60 % | 115 AMPERIOS | 14.6 VOLTIOS |
| 230 V | 30 % | 165 AMPERIOS | 16.6 VOLTIOS | |
| ELECTRODO | 120 V | 60 % | 80 AMPERIOS | 23.2 VOLTIOS |
| REVESTIDO | 230 V | 25 % | 160 AMPERIOS | 26.4 VOLTIOS |
La máquina es capaz de realizar ciclos de trabajo más altos con corrientes de salida más bajas o amperajes más altos con ciclos de trabajo más bajos. Una descripción general de las capacidades de entrada y salida de la máquina está disponible en la placa de características situada en la parte posterior de la máquina.
REQUISITOS REGLAMENTARIOS
| Mercado | Marca de conformidad | Standard |
| ESTADOS UNIDOS Y CANADÁ | cCSAus | IEC 60974-1IEC 60974-5 |
UBICACIÓN Y MONTAJE
La máquina para soldar funcionará en entornos exigentes. Aun así, es importante seguir medidas preventivas para garantizar una larga vida útil, fiabilidad y funcionamiento seguro.
- La máquina para soldar debe estar situada en un área con circulación de aire limpio de modo que el aire entre por la parte trasera y salga por las rejillas delanteras.
- Se debe reducir al mínimo la suciedad y el polvo que puedan ingresar a la máquina para soldar. Si no se respetan estas precauciones, se pueden generar temperaturas de operación excesivas, interrupciones térmicas molestas y posibles fallas.
CLASIFICACIÓN AMBIENTAL
La fuente de poder de soldadura tiene una clasificación IP21S. Puede utilizarse en entornos industriales y comerciales normales. Evite el uso en áreas donde haya agua lluvia.
Lea y siga las 'Advertencias de descarga eléctrica' en la sección de seguridad si la soldadura debe realizarse en condiciones eléctricamente peligrosas, como soldar en áreas húmedas o agua en la pieza de trabajo.
GENERADOR ACCIONADO POR MOTOR
La máquina está diseñada para funcionar con generadores accionados por motor siempre que el auxiliar pueda suministrar voltaje, frecuencia y potencia adecuados como se indica en la sección de instalación "Especificaciones técnicas" de este manual. La alimentación auxiliar del generador también debe cumplir las siguientes condiciones:
Frecuencia: 60 Hz
Voltaje RMS de la forma de onda de CA: 90-250 V; fuera de este rango se activarán protecciones de subtensión y sobretensión.
Generador mínimo 3 kW (120 VCA) 6kW (230 VCA)
Es importante verificar estas condiciones porque muchos generadores accionados por motor producen picos de alto voltaje. No se recomienda operar esta máquina con generadores accionados por motor que no cumplan con estas condiciones, ya que puede dañar la máquina y NO está cubierta por la garantía.
ELIJA LA UBICACIÓN ADECUADA
Coloque la máquina directamente sobre una superficie segura y nivelada, o en la carretilla recomendada. Si no se sigue este procedimiento, la máquina puede volcarse. Para minimizar el sobrecalentamiento, ubique la soldadora en un lugar seco donde haya libre circulación de aire limpio. No la coloque sobre superficies combustibles.
text_image
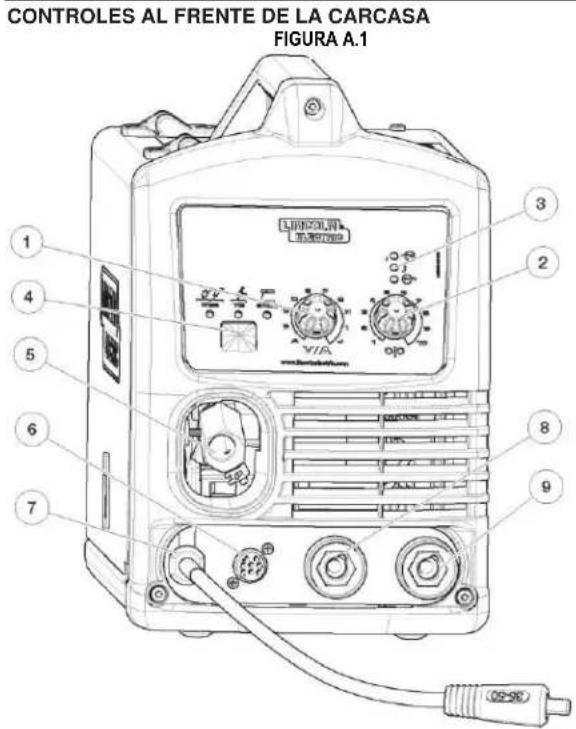
CONTROLES AL FRENTE DE LA CARCASA FIGURA A.1 1 2 3 4 5 6 7 8 9- Perilla de ajuste de voltaje/amperaje: Mientras esté en el modo WIRE (ALAMBRE), esta perilla ajusta el valor de la salida de voltaje. Mientras esté en modo TIG o STICK, esta perilla ajusta el valor del amperaje de salida.
- Perilla de ajuste de velocidad de alimentación de alambre: Mientras esté en el modo WIRE, esta perilla regula el ajuste de velocidad de alimentación de alambre. Mientras esté en modo TIG o STICK, esta perilla está inactiva.
- Indicadores LED de voltaje de entrada/salida y temperatura: el indicador LED superior se enciende cuando existe alimentación de entrada y la máquina es encendida. El indicador LED central se enciende cuando la máquina se ha interrumpido por una cuestión térmica. Cuando la máquina se haya enfriado, se reiniciará y la luz térmica se apagará. El indicador LED central parpadea si la tensión de entrada es superior a 250 V CA o inferior a 90 V CA. El indicador LED central también parpadea cuando se desconecta la alimentación de la máquina. El indicador LED inferior se enciende cuando la máquina está soldando o lista para soldar. Se deben seguir las precauciones de seguridad cuando la máquina esté soldando o lista para soldar. El indicador LED inferior parpadea cuando hay un cortocircuito.
- Botón de selección de proceso: permite al usuario altemar entre procesos. El indicador LED correspondiente ubicado encima del botón indicará el proceso en curso.
- Conexión para pistola de latón: permite conectar una pistola de soldadura MIG, un soplete TIG o una pistola de carrete. Asegúrese de que la pistola o el soplete estén bien insertados en el enchufe de latón y apriete el tornillo de ajuste manual.
- Conector de ocho clavijas : permite activar la máquina para soldadura MIG, FCAW, MIG de aluminio o TIG cuando se conecta un pedal. También activa el flujo de gas para MIG, MIG de aluminio y TIG. Conecte el conector de 8 clavijas que se encuentra en la pistola de soldadura o en el pedal al enchufe.
- Cable de polaridad del alimentador de alambre: permite configurar el alimentador de alambre a polaridad positiva o negativa insertándolo en el enchufe positivo o negativo. Gire el conector en el sentido de las agujas del reloj para asegurarse de que esté bien fijado en su lugar.
- Enchufe de salida negativa: permite conectar un cable de trabajo, un portaelectrodo o el cable de polaridad del alimentador de alambre central a la polaridad negativa de CD. Gírelo en el sentido de las agujas del reloj para fijarlo en su lugar.
- Enchufe de salida positiva: permite conectar un cable de trabajo, un portaelectrodo o el cable de polaridad del alimentador de alambre central a la polaridad positiva de CD. Girelo en el sentido de las agujas del reloj para fijarlo en su lugar.
CONTROLES EN LA PARTE POSTERIOR DE LA CARCASA
FIGURA A.2
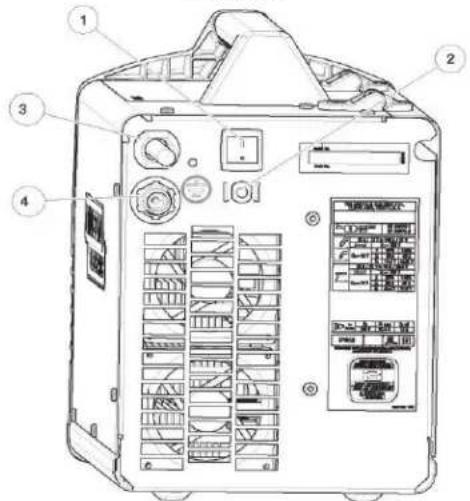
- Interruptor de alimentación: permite encender o apagar la máquina.
- Disyuntor térmico: la máquina soldadora cuenta con un disyuntor térmico de 25 amperios de reinicio manual. Si la corriente conducida a través del disyuntor supera los 25 amperios durante un periodo de tiempo prolongado, el disyuntor se abrirá y requerirá un reinicio manual.
- Cable de alimentación de entrada: permite conectar la máquina a una entrada de 230 V CA. Se incluye un adaptador para conectar a una entrada de 120 V CA.
- Solenoide de gas integrado: permite conectar el gas de protección adecuado
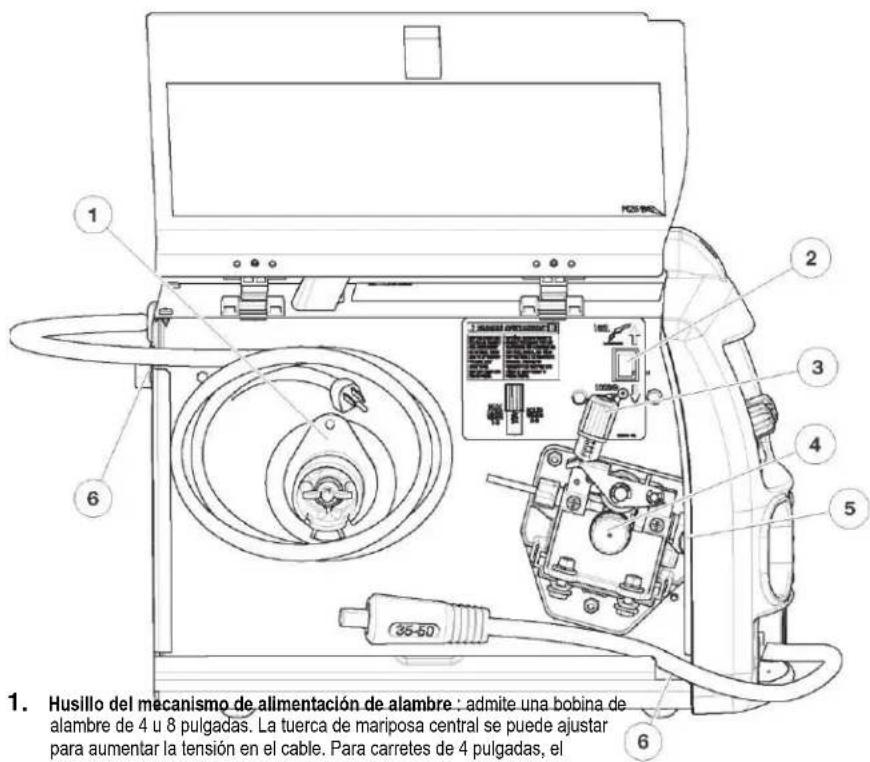
CONTROLES INTERNOS
FIGURA A.3
text_image
1. Husillo del mecanismo de alimentación de alambre : admite una bobina de alambre de 4 u 8 pulgadas. La tuerca de mariposa central se puede ajustar para aumentar la tensión en el cable. Para carretes de 4 pulgadas, el- Husillo del mecanismo de alimentación de alambre: admite una bobina de alambre de 4 u 8 pulgadas. La tuerca de mariposa central se puede ajustar para aumentar la tensión en el cable. Para carretes de 4 pulgadas, el adaptador de cubo debe ser retirado.
- Interruptor de la pistola de carrete: permite alternar entre la soldadura de pistola de empuje estándar con la Magnum® 100L o la soldadura de aluminio con la pistola de carrete Magnum® 100SG.
- Ajuste de la presión de tensión del mecanismo de alimentación de alambre: permite aumentar o disminuir la presión aplicada al rodillo alimentador superior.
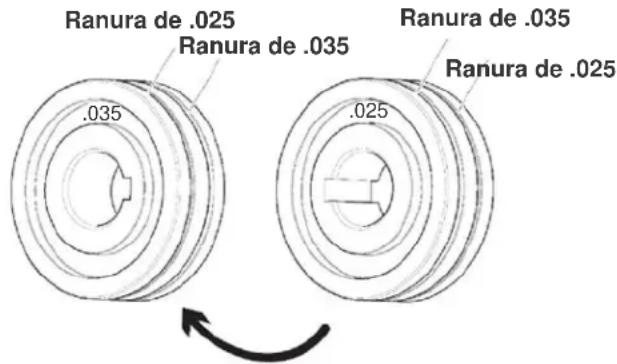
- Rodillo alimentador reemplazable: seleccione la ranura del rodillo alimentador adecuada para el diámetro del cable que se está alimentando.
- Bloque del conector de la pistola: permite fijar una pistola de soldadura al mecanismo de alimentación de alambre asegurándose de que el conector de la pistola esté completamente asentado y, a continuación, apretando la perilla.
- Recortes: un recorte en la parte posterior y lateral de la caja permite enrollar el cable de entrada y el cable de polaridad del alimentador de alambre y colocarlo en el compartimiento del alimentador de alambre para facilitar el transporte.
OPERACIÓN
Lea y comprenda toda esta sección antes de operar su máquina
Precauciones de seguridad
No intente utilizar este equipo hasta que haya leído detenidamente todos los manuales de funcionamiento y mantenimiento suministrados con su equipo y cualquier máquina de soldadura relacionada con la que se vaya a utilizar. Incluyen importantes precauciones de seguridad e instrucciones detalladas de funcionamiento y mantenimiento.
ADVERTENCIA
Las DESCARGAS ELÉCTRICAS pueden ser mortales.
- No toque las piezas eléctricas activas tales como los enchufes de salida o el cableado interno.
- Aíselese del trabajo y del suelo.

• Lleve siempre guantes aislantes secos.
- Esta soldadora debe estar conectada a tierra
Las CHISPAS DE SOLDADURA pueden provocar incendios o explosiones.
- Mantenga el material inflamable alejado.
- No suelde sobre contenedores que hayan retenido combustibles.

Los RAYOS DEL ARCO pueden quemar.
- Use protección de ojos, oídos y cuerpo.

Las EMANACIONES Y LOS GASES pueden ser peligrosos.
Aunque la eliminación de las partículas sólidas del humo de la soldadura puede reducir el requisito de ventilación, las concentraciones de emanaciones y gases de escape incoloros pueden ser peligrosos para la salud. Evite respirar concentraciones de estas emanaciones y gases. Util adecuada al soldar. Consulte ANSI Z49.1, "Seguridad en solo publicado por la Sociedad Americana de Soldadura.

PROTECCIÓN CONTRA ALTAS FRECUENCIAS
PRECAUCIÓN
El generador de alta frecuencia, que es similar a un transmisor de radio, puede causar interferencias en radios, televisores y otros equipos electrónicos.
- Estos problemas pueden ser el resultado de interferencias radiadas. Los métodos de conexión a tierra adecuados pueden reducir o eliminar esto.
Durante el funcionamiento, aleje la máquina soldadora de la maquinaria de control por radio. La operación normal de la máquina soldadora puede afectar negativamente el funcionamiento de los equipos controlados por radiofrecuencia (RF), lo que puede provocar lesiones o dañar los equipos.
SÍMBOLOS GRÁFICOS UTILIZADOS EN ESTE MANUAL O POR ESTA MÁQUINA

ALIMENTACIÓN DE ENTRADA
U_0
VOLTAJE DE CIRCUITO ABIERTO

ON
U1
VOLTAJE DE ENTRADA

OFF
U2
VOLTAJE DE SALIDA

ALTA TEMPERATURA
H
CORRIENTE DE ENTRADA

DISYUNTOR
12
CORRIENTE DE SALIDA

ESTADO DEL ALIMENTADOR DE ALAMBRE

TIERRA DE PROTECCIÓN

SALIDA POSITIVA

ADVERTENCIA O PRECAUCIÓN

SALIDA NEGATIVA
EXPLOSIÓN

INVERSOR

VOLTAJE PELIGROSO

ALIMENTACIÓN DE ENTRADA

RIESGO DE DESCARGA

CORRIENTE DIRECTA

LEA EL MANUAL DE INSTRUCCIONES
CONFIGURAR Y HACER UNA SOLDADURA MIG CON ALAMBRE MIG DE .025
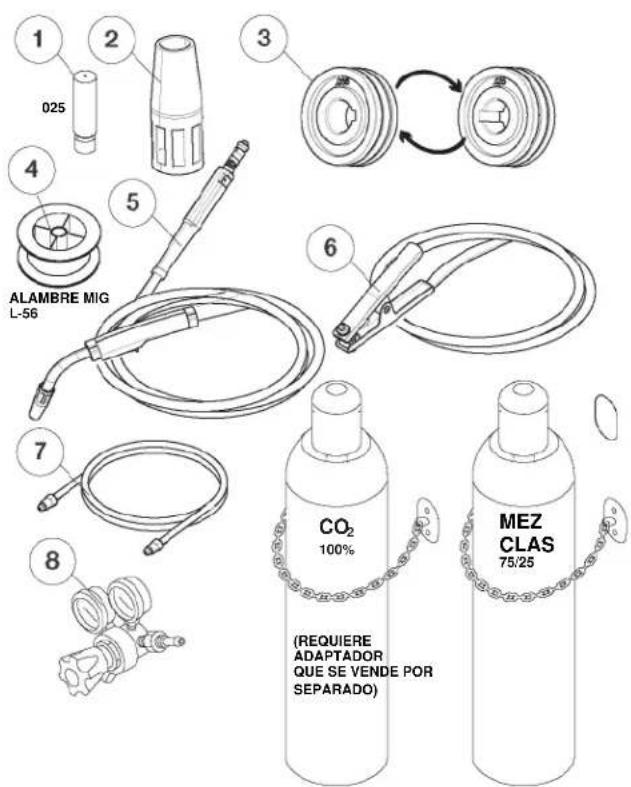
A. Elementos necesarios para soldadura MIG
- Punta de contacto de 025" (0.6 mm)
- Boquilla de pistola metálica
- Rodillo alimentador de doble ranura instalado en fábrica
- Alambre MIG SuperArc ^® L-56 ^® sólido de .025" (0.6 mm)
- Pistola de soldar
- Cable de trabajo y abrazadera (ver el conjunto a continuación)
- Línea de gas
- Regulador de gas
Cilindro de gas protector 75/25 Ar/CO₂o gas protector 100 % CO₂(tenga en cuenta que esto requiere un adaptador para regulador de CO₂que se vende por separado).
FIGURA B.1
text_image
1 025 2 3 4 ALAMBRE MIG L-56 5 6 7 8 CO₂ 100% (REQUIERE ADAPTADOR QUE SE VENDE POR SEPARADO) MEZ CLAS 75/25CONJUNTO DE LA ABRAZADERA DE TRABAJO
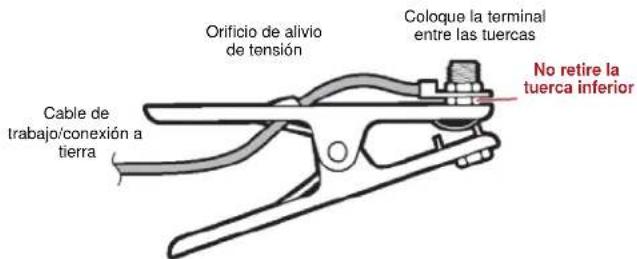
text_image
Orificio de alivio de tensión Coloque la terminal entre las tuercas No retire la tuerca inferior Cable de trabajo/conexión a tierraCONEXIONES DE ENTRADA Y A TIERRA
- Antes de comenzar la instalación, consulte a la compañía local de electricidad si tiene alguna duda sobre si su fuente de alimentación es adecuada para el voltaje, la corriente, la fase y la frecuencia especificados en la placa de características de la soldadora. También asegúrese de que la instalación planificada cumpla con el Código Eléctrico Nacional de EE. UU. y los requisitos del código local.
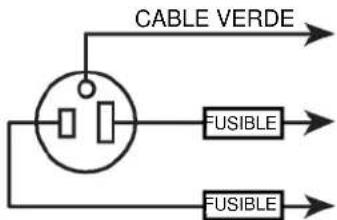
- Siguiendo las instrucciones de la Figura B.2, pida a un electricista calificado que conecte un enchufe (suministrado por el cliente) o un cable a las líneas de alimentación de entrada y a la tierra del sistema según el Código Eléctrico Nacional de EE. UU. y cualquier código local aplicable. Para cables de más de 100 pies, se deben utilizar cables de cobre grandes. Una las dos líneas activas con fusibles Super Lag como se muestra en el siguiente diagrama. El contacto central en el enchufe es para la conexión a tierra. Un cable verde en el cable de entrada conecta este contacto al bastidor de la soldadora. Esto asegura una correcta conexión a tierra del bastidor del equipo cuando la clavija del equipo se inserta en un enchufe conectado a tierra.
FIGURA B.2
flowchart
graph TD
A["Power socket"] --> B["FUSIBLE"]
A --> C["FUSIBLE"]
D["CABLE VERDE"] --> E
A --> F
A --> G
Conecte a un cable de conexión a tierra del sistema. Consulte el Código Eléctrico Nacional de Estados Unidos o los códigos locales para obtener más detalles y medios para una conexión a tierra adecuada. Conecte a cables vivos de un sistema monofásico de tres hilos.

ADVERTENCIA
Esta máquina de soldar debe estar conectada a una fuente de energía que cumpla con los códigos eléctricos aplicables.

ADVERTENCIA
No conecte la máquina a una fuente de alimentación de entrada con un voltaje nominal superior a 250 V.
No retire la clavija de tierra del cable de alimentación.
USO DEL CABLE DE EXTENSIÓN
Si se requiere un cable de extensión, use uno que esté clasificado para la aplicación y sea de 3 conductores n.° 14 AWG (2.1 mm 2 ) o mayor. Las longitudes máximas recomendadas son 25 ft (7.5 m) si se utiliza n.° 14 AWG (2.1 mm 2 ) y 50 ft (15 m) si se utiliza n.° 12 AWG (3.3 mm _2 ).
INSTALACIÓN DE PISTOLA Y CABLE
La pistola Magnum 100L y el cable suministrados con la máquina soldadora vienen instalados de fábrica con un forro para alambre de .025 - .035" (0.6 - 0.9 mm) y una punta de contacto de .035" (0.9 mm). El usuario debe asegurarse de que la punta de contacto, el forro y los rodillos alimentadores coincidan con el tamaño del alambre que se está utilizando. Para el cable .030, utilice la configuración del rodillo alimentador .035.

ADVERTENCIA
Apague el interruptor de encendido de la soldadora antes de instalar la pistola y el cable.
- Extienda el cable en forma recta.
- Desenrosque el tornillo manual que se enrosca en el adaptador de la pistola.
- Inserte el extremo macho del cable de la pistola en el extremo hembra del adaptador de pistola a través de la abertura en el panel frontal. Asegúrese de que el conector esté completamente insertado. A continuación, apriete el tornillo manual.
- Conecte el conector del gatillo de la pistola y cable al receptáculo de acoplamiento ubicado en el panel frontal de la máquina. Asegúrese de que los chaveteros estén alineados; inserte y apriete el anillo de retención.
GAS DE PROTECCIÓN (PARA PROCESOS DE SOLDADURA POR ARCO MIG)
El cliente debe proporcionar un cilindro de gas protector del tipo apropiado para el proceso que se está utilizando.
Con la máquina soldadora se suministran de fábrica un regulador de flujo de gas para gas de mezcla de argón y una manguera. Cuando se usa CO₂ al 100 %, se requerirá el adaptador del regulador para conectar el regulador al cilindro de gas. La soldadura de aluminio con una pistola de carrete requiere 100% de gas de protección de argón.

ADVERTENCIA
El CILINDRO puede explotar si está dañado.
Mantenga el cilindro en posición vertical y encadenado para soportar
- Mantenga el cilindro alejado de áreas donde pueda resultar dañado.
- Nunca levante la soldadora con el cilindro acoplado.
- Nunca permita que el electrodo de soldadura toque el cilindro.
- Mantenga el cilindro alejado de soldaduras u otros circuitos eléctricos activos.

Instale el suministro de gas protector de la siguiente manera:
- Coloque el cilindro de gas sobre una superficie plana y fije el cilindro a una estructura sólida para evitar que se caiga.
- Retire la tapa del cilindro. Inspeccione las válvulas del cilindro y el regulador para ver si hay roscas dañadas, suciedad, polvo, aceite o grasa. Quite el polvo y la suciedad con un trapo limpio.
¡NO CONECTE EL REGULADOR SI HAY ACEITE, GRASA O DAÑOS! Informe a su proveedor de gas de esta condición. El aceite o la grasa en presencia de oxígeno a alta presión son explosivos.

ADVERTENCIA
ASEGÚRESE DE MANTENER LA CARA ALEJADA DE LA SALIDA DE LA VÁLVULA CUANDO "ENTREABRA" LA VÁLVULA.
Nunca se pare directamente delante o detrás del regulador de flujo al abrir la válvula del cilindro. Párese siempre a un lado.
El usuario debe separar su cuerpo de la salida de la válvula cuando "entreabra" la válvula.
-
Párese a un lado de la salida y abra la válvula del cilindro por un instante. Esto elimina el polvo o la suciedad que pueda haberse acumulado en la salida de la válvula.
-
Conecte el regulador de flujo a la válvula del cilindro y apriete firmemente la(s) tuerca(s) de unión con una llave.
NOTA: Si se conecta a un cilindro de CO_2 al 100%, un adaptador adicional regulador debe instalarse entre el regulador y la válvula del cilindro. Si el adaptador está equipado con una arandela de plástico, asegúrese de que esté asentada para la conexión al cilindro de CO_2 .
-
Conecte un extremo de la manguera de gas de entrada a la conexión de salida del regulador de flujo, el otro extremo a la conexión posterior de la máquina soldadora y apriete las tuercas de unión con una llave.
-
Antes de abrir la válvula del cilindro, gire la perilla de ajuste del regulador en sentido antihorario hasta que se libere la presión del resorte de ajuste.
- Estando parado a un lado, abra la válvula del cilindro lentamente una fracción de vuelta. Cuando el indicador del manómetro del cilindro deje de moverse, abra la válvula completamente.

ADVERTENCIA
ASEGÚRESE DE MANTENER LA CARA ALEJADA DE LA SALIDA DE LA VÁLVULA CUANDO "ENTREABRA" LA VÁLVULA.
Nunca se pare directamente delante o detrás del regulador de flujo al abrir la válvula del cilindro. Párese siempre a un lado.
- El regulador de flujo es ajustable. Ajuste el regulador al caudal recomendado para el procedimiento y el proceso.

ADVERTENCIA
LA ACUMULACIÓN DE GAS PROTECTOR puede causar daños a la salud o causar la muerte.
Cierre el suministro de gas protector cuando no esté en uso.

CONEXIONES DE POLARIDAD DE SALIDA
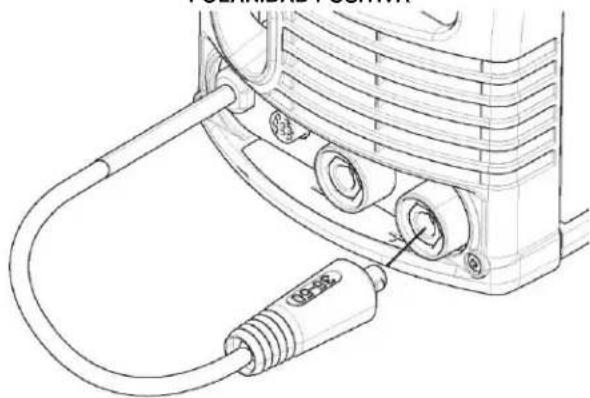
La máquina soldadora cuenta con un cable corto que sobresale de la parte delantera de la máquina, que puede utilizarse para configurar la polaridad del alimentador de alambre. Para la soldadura STICK no es necesario conectar el cable corto y este cable no estará eléctricamente vivo. Para la soldadura FCAW, MIG y TIG, este cable se puede conectar al espárrago de salida positiva o al espárrago de salida negativa. Al conectar el cable al espárrago positivo se conectará eléctricamente el alimentador de alambre a la polaridad positiva; la abrazadera de trabajo se conectará entonces al espárrago negativo. Gire el conector en el sentido de las agujas del reloj para asegurarse de que esté bien fijado en su lugar.
FIGURA B.3 alimentador de alambre CONECTADO PARA POLARIDAD NEGATIVA
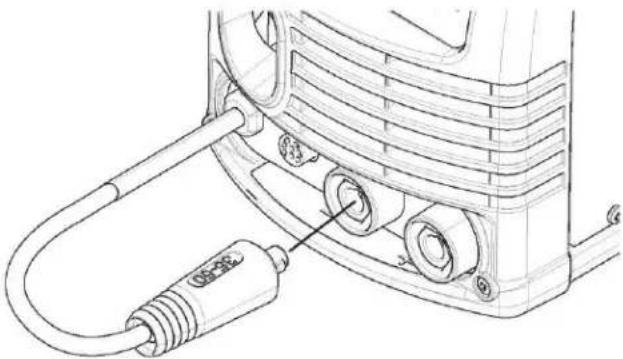
FIGURA B.4 alimentador de alambre CONECTADO PARA POLARIDAD POSITIVA
- Desconecte la fuente de poder.
- Libere la presión sobre el rodillo inactivo girando el brazo de presión ajustable hacia la parte posterior de la máquina, permitiendo que el tensor se abra al accionarse el resorte.
- Extraiga el tornillo manual de retención del rodillo alimentador girándolo en sentido contrario a las agujas del reloj y retire el rodillo alimentador.
- Retire y vuelva a instalar el rodillo alimentador según el alambre que se vaya a utilizar.
NOTA: Asegúrese de que el forro de la pistola y la punta de contacto también tengan el tamaño adecuado para el tamaño del alambre seleccionado.
-
Alimente manualmente el alambre desde el carrete de alambre, a través de la guía de alambre, sobre la ranura del rodillo alimentador y en la parte posterior del adaptador de pistola y el conjunto de pistola y cable.
-
Gire el tensor colocándolo de nuevo sobre el alambre y vuelva a colocar el brazo de presión ajustable en su posición original para aplicar presión. Ajuste la presión según sea necesario.
RODILLOS ALIMENTADORES
| Tipo y diámetro del alambre | Rodillo alimentador suave (ranuras dobles) | Número de pieza del rodillo alimentador |
| Alambre MIG de .025" (0.6 mm) | Utilice una ranura del rodillo alimentador de .025" (0.6 mm) | |
| Alambre MIG de .030" (0.8 mm) | ||
| Alambre MIG de .035" (0.9 mm) | Utilice una ranura del rodillo alimentador de .035" (0.9 mm) | KP2948-1 |
| Núcleo de fundente de .030" (0.8 mm) | ||
| Núcleo de fundente de .035" (0.9 mm) | ||
| Núcleo de fundente de .045" (1.1 mm) | .045" (1.1 mm) | KP3285-1 |
FIGURA B.5
text_image
Ranura de .025 Ranura de .035 .035 Ranura de .035 Ranura de .025 .025SECUENCIA DE ENCENDIDO
- Verifique que la polaridad del electrodo sea la correcta para el proceso que se está utilizando. Consulte la polaridad en la guía de inicio rápido. A continuación, encienda el interruptor de alimentación. Los ventiladores se encenderán y permanecerán encendidos hasta que se desconecte la alimentación de la máquina.
- Configure la máquina para el proceso y la aplicación deseados. Use el botón de selección de proceso para seleccionar el proceso de soldadura deseado (WIRE, STICK, TIG). Utilice las perillas de ajuste para ajustar los parámetros especificados por la calcomanía de procedimiento para su condición de soldadura deseada.
- Si está ejecutando un proceso WIRE, retire la punta de contacto y luego pase el cable a través del forro hasta la punta de la pistola. Reemplace la punta de contacto y luego corte el alambre a una distancia aproximada de 3/8" (10 mm) del extremo de la punta de contacto.
- Si se va a utilizar gas de protección, encienda el suministro de gas y ajuste el caudal de gas que se requiere según se especifica en la etiqueta de procedimiento ubicada en la puerta.
- Cuando se usa un electrodo Innershield, la boquilla de gas se puede quitar y reemplazarla con la boquilla sin gas. Esto proporcionará una mejor visibilidad y eliminará la posibilidad de sobrecalentamiento de la boquilla de gas.
- Conecte el cable de trabajo al metal que se va a soldar. La pinza de trabajo debe hacer un buen contacto eléctrico con la pieza de trabajo que se está soldando. La pieza de trabajo también debe estar conectada a tierra como se indica en "Precauciones de seguridad para la soldadura por arco".
Para obtener más información sobre los valores nominales de salida, consulte la placa de características presente en la parte posterior de la máquina.
El ciclo de trabajo es el tiempo de "encendido" (basado en un intervalo de 10 minutos) que el usuario puede soldar con la máquina a una salida específica sin causar un disparo térmico.
Ejemplo: ciclo de trabajo de 60 % significa soldar a una salida especificada durante 6 minutos constantes con requerimiento de 4 minutos de tiempo de "apagado" antes de volver a soldar.
Si se supera el ciclo de trabajo de la máquina, la máquina se dispara térmicamente y se enciende el led térmico. La máquina debe enfriarse antes de realizar la soldadura.


La máquina está encendida.
Se ha superado el ciclo de


trabajo: espere a que la máquina se restablezca.


o Se detectó error.
Precaución: La salida de voltaje está activada.
o se ha producido una sobrecarga de salida si parpadea.
Variaciones de voltaje de la línea de entrada
Alto voltaje de línea/Bajo voltaje de línea: la máquina soldadora funcionará entre 90 y 250 VCA 60 Hz. Si el voltaje de entrada es demasiado bajo o demasiado alto, el LED térmico parpadeará.
CORRIENTE O VOLTAJE BASADO EN LAS POSICIONES DE LA PERILLA
| Voltaje de entrada | Posición de la perilla | A | B | C | D | E | F | G | H | I | J |
| 230V | Voltios de MIG | 13 | 14.1 | 15.2 | 16.3 | 17.4 | 18.6 | 19.8 | 21 | 22.2 | 23.7 |
| 120V | Voltios de MIG | 13 | 14.1 | 15.2 | 16.3 | 17.4 | 18.6 | 19.8 | 21 | 21.5 | 21.5 |
| 230V | Corriente de salida STICK | 25 | 40 | 55 | 70 | 85 | 100 | 115 | 130 | 145 | 162 |
| 120V | Corriente de salida STICK | 25 | 27 | 30 | 40 | 50 | 60 | 70 | 80 | 85 | 90 |
| 230V | Corriente de salida TIG | 10 | 27 | 44 | 61 | 78 | 95 | 112 | 130 | 150 | 167 |
| 120V | Corriente de salida TIG | 10 | 25 | 40 | 55 | 70 | 80 | 95 | 105 | 115 | 120 |

Los valores enumerados en la tabla son aproximados y deben utilizarse solo como referencia.
Si se utiliza un pedal para la soldadura TIG, la corriente de salida puede
ajustarse entre 10 amperios y la corriente máxima determinada por la posición
del dial
CONFIGURACIÓN Y USO DE TIG
Procedimiento para la soldadura TIG con pedal
La soldadura TIG con pedal requiere un soplete TIG listo para soldar K1782-16 o K1782-17 Lincoln Electric, un pedal K4361-1 y un cilindro de gas protector de argón al 100 %. El pedal permite ajustar la corriente de salida durante la soldadura. El pedal se puede utilizar para iniciar la salida de soldadura y el flujo de gas protector de argón. La máquina detecta automáticamente cuando el pedal esté conectado y pone la máquina en modo TIG.
Conecte los accesorios a la máquina como se muestra a continuación
FIGURA B.6
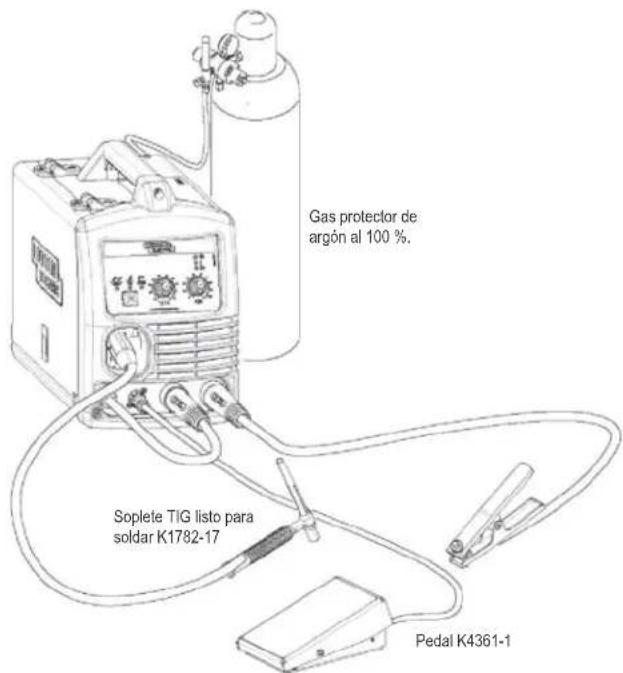
text_image
Gas protector de argón al 100 %. Soplete TIG listo para soldar K1782-17 Pedal K4361-1La corriente de arco de soldadura será determinada por la posición del pedal y la posición de la perilla V/A presente en la parte delantera de la máquina. Para lograr la máxima salida, la perilla V/A se debe ajustar en la posición de la letra "J" y el pedal debe estar completamente cerrado. Se pueden obtener salidas más bajas reduciendo la perilla V/A o reduciendo la presión en el pedal. Para iniciar el arco de soldadura, toque ligeramente el tungsteno con la pieza que se va a soldar y, a continuación, presione el pedal. Separe o balancee lentamente el tungsteno de la pieza de trabajo y se iniciará el arco de soldadura.
Después de soltar el pedal, el gas de protección continuará fluyendo durante 8 segundos. Este periodo posterior al flujo se utiliza para evitar contaminar el tungsteno mientras aún está caliente y para evitar contaminar la poza de soldadura.
Procedimiento para la soldadura TIG con pedal
La soldadura TIG sin pedal requiere un soplete TIG listo para soldar K1782-17 Lincoln Electric y un cilindro de gas de protección de argón al 100%.
Conecte los accesorios a la máquina como se muestra a continuación
FIGURA B.7

text_image
Gas protector de argón al 100 %. Soplete TIG listo para soldar K1782-17La corriente de salida de soldadura será determinada por la posición de la perilla V/A presente en la parte frontal de la máquina. Para iniciar el arco de soldadura, toque ligeramente el tungsteno con la pieza que se va a soldar y mantenga el tungsteno en la pieza de trabajo durante aproximadamente 1 segundo para iniciar el gas protector de argón.
Separe o balancee lentamente el tungsteno de la pieza de trabajo y se iniciará el arco de soldadura. Una vez finalizada la soldadura, el gas de protección continuará fluyendo durante 8 segundos. Este periodo posterior al flujo se utiliza para evitar contaminar el tungsteno mientras aún está caliente y para evitar contaminar la poza de soldadura.
JUEGOS Y ACCESORIOS OPCIONALES
| Tipo | Número de producto | Detalles | |
| Información general | K520 |  | CARRETILLA PARA SOLDADURA INDUSTRIAL - Carretilla de uso rudo que almacena y transporta la soldadora, un cilindro de gas de protección de 150 pies cúbicos, cables y accesorios de soldadura. Incluye plataformas estables para la soldadora y una plataforma para el cilindro de gas, un cajón inferior para almacenamiento adicional y mango de altura ajustable. |
| K2275-3 o K2275-1 |  | CARRETILLA PARA SOLDADURA (CAPACIDAD PARA CILINDRO DE 80 PIES CÚBICOS) - Carretilla ligera que almacena y transporta la soldadora, un cilindro de gas de protección de 80 pies cúbicos, cables y accesorios de soldadura. Incluye una repisa superior inclinada para acceder a los controles de la soldadora, un cajón inferior para almacenamiento adicional, un mango resistente y un gancho conveniente para enredar el cable. | |
| K2377-1 |  | CUBIERTA DE LONA - Protege la máquina cuando no está en uso. Hecha de una atractiva lona roja que es retardante del fuego, resistente al moho y repelente al agua. Incluye una conveniente bolsa lateral para sostener la pistola de soldar. | |
| K5342-1 |  | PISTOLA MAGNUM *100L DE REEMPLAZO - con conector de 8 clavijas | |
| Pistola de carrete | K5341-1 |  | PISTOLA DE CARRETE MAGNUM® 100SG - Diseñada para alimentar fácilmente pequeñas bobinas de 4" de diámetro (1 lb) de alambre de aluminio de .030 o .035. Incluye pistola, juego de adaptadores, tres puntas de contacto de .035" adicionales, boquilla de gas y carrete de alambre de soldadura Superglaze 4043 de .035" de diámetro. Empacado en una conveniente caja para transporte. |
| TIG | K1782-16 |  | CONJUNTO DE SOPLETE LISTO PARA SOLDAR TIG PTA-9: Cuenta con un cable de 12.5 pies y un conector de latón con patente pendiente que se conecta al alimentador de alambre de la máquina. El paquete también incluye tungsteno de 1/16" y 3/32", pinzas y cuerpos de pinza, así como una tapa posterior y una boquilla. |
| K1782-17 |  | CONJUNTO DE SOPLETE LISTO PARA SOLDAR TIG PTA-17: Cuenta con un cable de 12.5 pies y un conector de latón con patente pendiente que se conecta al alimentador de alambre de la máquina. El paquete también incluye tungsteno de 1/16" y 3/32", pinzas y cuerpos de pinza, así como una tapa posterior y una boquilla. | |
| FCAW | K4361-1 |  | PEDAL AMPTROL - Cuenta con una duradera carcasa de acero y un cable de 13 pies con un conector de 8 clavijas. El pedal se puede utilizar para iniciar y detener la soldadura TIG y para ajustar la corriente de salida durante la soldadura. |
| K3281-1 |  | KIT INNERSHIELD .045 - Incluye todo lo necesario para soldar con alambre Innershield de .045 de diámetro. Incluye forro de pistola de .035/.045 MagnumTM 100L, punta de contacto de .045, boquilla sin gas, rollo áspero de alimentación y un carrete de 10 lb. (4.5 kg) de alambre de .045 pulg (0.9 mm) Innershield® NR®-212. | |
MANTENIMIENTO DE RUTINA

ADVERTENCIA
Antes de realizar tareas de servicio, mantenimiento o reparación, desconecte por completo la alimentación eléctrica de la máquina.
Utilice equipo de protección personal (EPP), como gafas de seguridad, mascarilla contra polvo y guantes para evitar lesiones. Lo mismo deben hacer las personas que entren en el área de trabajo.


Las PIEZAS MÓVILES pueden causar lesiones.
- No trabaje con puertas abiertas o sin guardas de protección.
- Detenga el motor antes de darle mantenimiento.
- Manténgase alejado de las piezas móviles.

Solo personal calificado deberá encargarse de los trabajos de mantenimiento y diagnóstico y resolución de problemas.

MANTENIMIENTO GENERAL
En lugares extremadamente polvorientos, la suciedad puede obstruir los conductos de aire y hacer que la soldadora se caliente. Sople la suciedad de la soldadora con aire a baja presión a intervalos regulares para eliminar la acumulación excesiva de suciedad y polvo en las partes internas.
El motor del ventilador tiene cojinetes de bolas sellados que no requieren servicio.
RODILLOS ALIMENTADORES Y PLACAS GUÍA
Después de cada carrete de alambre, inspeccione el mecanismo del mecanismo de alimentación. Limpielo según sea necesario soplando con aire comprimido a baja presión. No use disolventes para limpiar el rodillo de reposo porque puede deslavar el lubricante del rodamiento. Todos los rodillos alimentadores tienen estampados los tamaños de alambre que alimentarán. Si se usa un tamaño de alambre diferente al estampado en el rodillo, se debe cambiar el rodillo alimentador.
TUBOS DE PISTOLA Y BOQUILLAS
- Remplace las puntas de contacto desgastadas según sea necesario.
- Retire las salpicaduras del interior de la boquilla de gas y de la punta después de cada 10 minutos de tiempo de arco o según sea necesario.
LIMPIEZA DEL CABLE DE LA PISTOLA
Para evitar problemas de alimentación, limpie el forro del cable después de utilizar aproximadamente 13.6 kg (30 lb) de electrodo. Retire el cable del alimentador de alambre y colóquelo en forma recta sobre el piso. Retire la punta de contacto de la pistola. Usando una manguera de aire y solo con una presión parcial, sople suavemente el forro del cable desde extremo del difusor de gas.
La presión excesiva al comienzo del procedimiento de limpieza puede hacer que la suciedad forme un tapón.
Flexione el cable en toda su longitud y vuelva a soplar el cable. Repita este procedimiento hasta que no salga más suciedad. Si ya se hizo esto y se experimentan problemas de alimentación, reemplace el forro.
MANTENIMIENTO PERIÓDICO
INSTRUCCIONES PARA LA EXTRACCIÓN, INSTALACIÓN Y RECORTE DE FORROS PARA MAGNUM® 100L

PRECAUCIÓN
NOTA: La variación en la longitud de los cables evita el intercambio de los forros entre las pistolas. Una vez cortado un forro para una pistola en particular, no debe instalarse en otra, a menos que pueda cumplir con el requisito de longitud límite del forro.
- Retire la boquilla de gas de la pistola desenroscándola en sentido antihorario
- Extraiga la punta de contacto de la pistola desenroscándola en sentido antihorario
- Retire el difusor de gas del tubo de la pistola desenroscándolo en sentido antihorario.
-
Coloque la pistola y el cable en forma recta sobre una superficie plana. Afloje el tornillo de fijación ubicado en el conector de latón que se conecta al alimentador de alambre. Véase la imagen inferior. Extraiga la funda del cable.
-
Inserte un nuevo forro sin recortar en el extremo del conector del cable. Compruebe que el casquillo del forro esté grabado correctamente para el tamaño de alambre que se va a utilizar. Punta de contacto
- Asiente completamente el casquillo del forro en el conector. Apriete el tornillo de fijación en el conector del cable de latón. En este momento, el difusor de gas no debe instalarse en el extremo del tubo de la pistola.
- Con la boquilla de gas y el difusor aún retirados del tubo de la pistola, asegúrese de que el cable esté recto y luego recorte el forro a la longitud que se muestra. Elimine las rebabas del extremo del forro.
- Atomille el difusor de gas en el extremo del tubo de la pistola y apriete firmemente.
- Sustituya la boquilla de contacto y la boquilla.
FIGURA D.1
Punta de contacto
Difusor de gas

Boquilla de gas o
boquilla sin gas
Longitud del recorte del forro 1-1/4" (31.8 mm)
Conector de cable de latón
Tornillo de fijación
_Conjunto de forros

Si por algún motivo no entiende los procedimientos o no puede llevar a cabo el mantenimiento o las reparaciones de forma segura, póngase en contacto con el Centro de servicio autorizado de Lincoln y solicite asistencia técnica de diagnóstico y resolución de problemas antes de proceder.
WWW.LINCOLNELECTRIC.COM/LOCATOR
DIAGNÓSTICO Y SOLUCIÓN DE PROBLEMAS
Cómo utilizar la Guía de diagnóstico y solución de problemas

ADVERTENCIA
El servicio y la reparación solo deben ser realizados por personal capacitado de Lincoln Electric Factory. Las reparaciones no autorizadas realizadas en este equipo pueden ser peligrosas para el técnico y el operador de la máquina e invalidar la garantía de fábrica. Por su seguridad y para evitar descargas eléctricas, por favor aplique todas las notas y precauciones de seguridad detalladas en este manual.
Esta Guía de diagnóstico y solución de problemas le ayudará a localizar y reparar posibles averías en la máquina. Simplemente siga el procedimiento de tres pasos que se indica a continuación.

Paso 1. LOCALIZAR EL PROBLEMA (SÍNTOMA).
Mire la columna denominada "PROBLEMA (SÍNTOMAS)". Esta columna describe los posibles síntomas que la máquina puede presentar. Encuentre el concepto que mejor describa el síntoma que presenta la máquina.
En la segunda columna, denominada "CAUSA POSIBLE", se enumeran las posibles causas externas evidentes que podrían contribuir al síntoma de la máquina. Paso 3. ACCIÓN RECOMENDADA
En esta columna, se proporciona la acción para la Causa posible; por lo general, se recomienda ponerse en contacto con su Centro de servicio de campo autorizado local de Lincoln.
Si no entiende o no puede realizar el Curso de acción recomendado de forma segura, póngase en contacto con su Centro de servicio en campo local autorizado de Lincoln.

ADVERTENCIA
Las DESCARGAS ELÉCTRICAS pueden ser mortales.
- Apague la máquina en el interruptor de desconexión de la parte posterior de la máquina y retire las conexiones de la fuente de alimentación principal antes de realizar el diagnóstico y solución de problemas.

Lea todas las directrices de seguridad detalladas en este manual
| PROBLEMA(SÍNTOMAS) | POSIBLES ÁREAS DE FALLA(S) DE AJUSTE | ACCIÓN RECOMENDADA |
| Es evidente un daño físico o eléctrico importante. | "No conecte la máquina ni la encienda".Póngase en contacto con el Centro local de servicio de campo autorizado de Lincoln. | Si ya se revisaron todas las posibles áreas de falla recomendadas y el problema persiste,póngase en contacto con el Servicio técnico de campo local autorizado de Lincoln. |
| No hay alimentación de alambre, salida de soldadura o flujo de gas cuando se aprieta el gatillo de la pistola. El ventilador NO funciona. | 1. Asegúrese de que se aplique el voltaje correcto a la máquina. | |
| 2. Asegúrese de que el interruptor de encendido esté en la posición ON (Encendido). | ||
| 3. Asegúrese de que el disyuntor presente en la parte trasera de la máquina esté restablecido.Asegúrese de que el disyuntor de pared esté restablecido. | ||
| No hay alimentación de alambre cuando se aprieta el gatillo de la pistola. El ventilador funciona, el gas fluye y la máquina tiene el voltaje de circuito abierto correcto (42 V)-salida de soldadura. | 1. Si el motor del alimentador de alambre está funcionando, asegúrese de que los rodillos alimentadores correctos estén instalados en la máquina. | |
| 2. Compruebe si el forro del cable o la punta de contacto están obstruidos. | ||
| 3. Verifique que el forro del cable y la punta de contacto sean del tamaño adecuado. | ||
| 4. Asegúrese de que el cable de reconexión del alimentador de alambre que sobresale de la parte delantera de la máquina esté conectado a la polaridad adecuada. | ||
| 5. Compruebe que el interruptor de la Magnum 100SG/Magnum 100L esté correctamente conmutado para activar la pistola adecuada. | ||
| 6. Asegúrese de que la máquina esté en modo wire. | ||
| El gas no fluye o no fluye lo suficiente cuando se aprieta el gatillo de la pistola. El alimentador de alambre, la salida de soldadura y el ventilador funcionan normalmente. | 1. Compruebe el suministro de gas, el regulador de flujo y las mangueras de gas. | |
| 2. Compruebe si la conexión de la pistola a la máquina está obstruida o tiene fugas. | ||
| 3. Asegúrese de que la pistola esté completamente asentada en el alimentador de alambre aflojando el tornillo de mariposa e insertando la pistola completamente | ||
| El arco es inestable: mal arranque | 1. Verifique el voltaje de entrada correcto a la máquina. | |
| 2. Compruebe que la polaridad del electrodo es correcta para el proceso. Consulte la etiqueta de procedimiento o la guía de configuración rápida. | ||
| 3. Revise si la punta de la pistola presenta desgaste o daño y es del tamaño adecuado.Reemplace si es necesario | ||
| 4. Verifique que el gas y el caudal sean los adecuados para el proceso. (Solo para MIG y TIG). | ||
| 5. Revise el cable de trabajo para detectar conexiones sueltas o defectuosas. | ||
| 6. Revise la pistola en busca de daños o roturas. | ||
| 7. Verifique la orientación y alineación adecuadas de los rodillos alimentadores. | ||
| 8. Verifique que el forro tenga el tamaño adecuado. | ||
| 9. Asegúrese de que la tuerca de mariposa en el carrete de alambre no esté demasiado apretada. | ||
| 10. Asegúrese de que el brazo de tensión del alimentador de alambre no esté demasiado apretado ni demasiado flojo |

Si por algún motivo no entiende los procedimientos de prueba o no puede llevar a cabo las pruebas o reparaciones de forma segura, póngase en contacto con
el Centro de servicio autorizado de Lincoln y solicite asistencia técnica de diagnóstico y solución de problemas antes de proceder.
WWW.LINCOLNELECTRIC.COM/LOCATOR
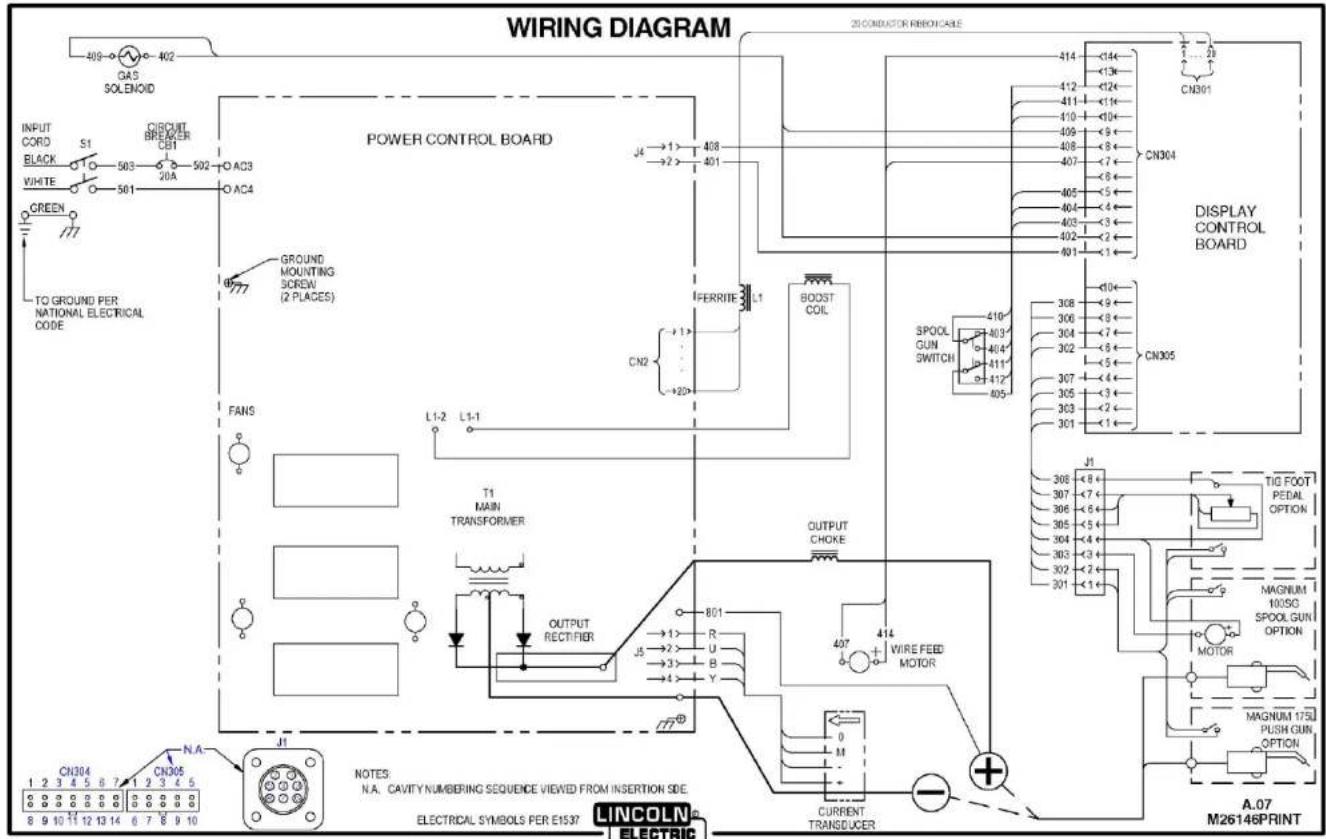
text_image
WIRING DIAGRAM 409 402 GAS SOLENOID INPUT CORD S1 CIRCUIT BREAKER CB1 503 502 O AC3 AC4 BLACK WHITE GREEN TO GROUND PER NATIONAL ELECTRICAL CODE POWER CONTROL BOARD J4 1 X 408 J2 2 X 401 GROUND MOUNTING SCREW (2 PLACES) FANS L1-2 L1-1 T1 MAIN TRANSFORMER OUTPUT RECTIFIER 801 R U B Y OUTPUT CHOKE CIN2 IFERRITE L1 CN2 SPOOL GUN SWITCH 410 403 404 411 412 405 BOOST COIL 407 WIRE FEED MOTOR CURRENT TRANSEUCER N.A. CAVITY NUMBERING SEQUENCE VIEWED FROM INSERTION SIDE. ELECTRICAL SYMBOLS PER E1537 LINCOLN ELECTRIC 20 CONDUCTOR RINGICABLE CN301 CN304 CN305 DISPLAY CONTROL BOARD 308 9 8 7 6 5 4 3 2 1 0 9 8 7 6 5 4 3 2 1 0 9 8 7 6 5 4 3 2 1 0 9 8 7 6 5 4 3 2 1 0 9 8 7 6 5 4 3 2 1 0 9 8 7 6 5 4 3 2 1 1 TIG FOOT PIEDAL OPTION MAGNUM 100/SC SPOOL GUN OPTION MOTOR A.07 M26146PRINT J1 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5 J5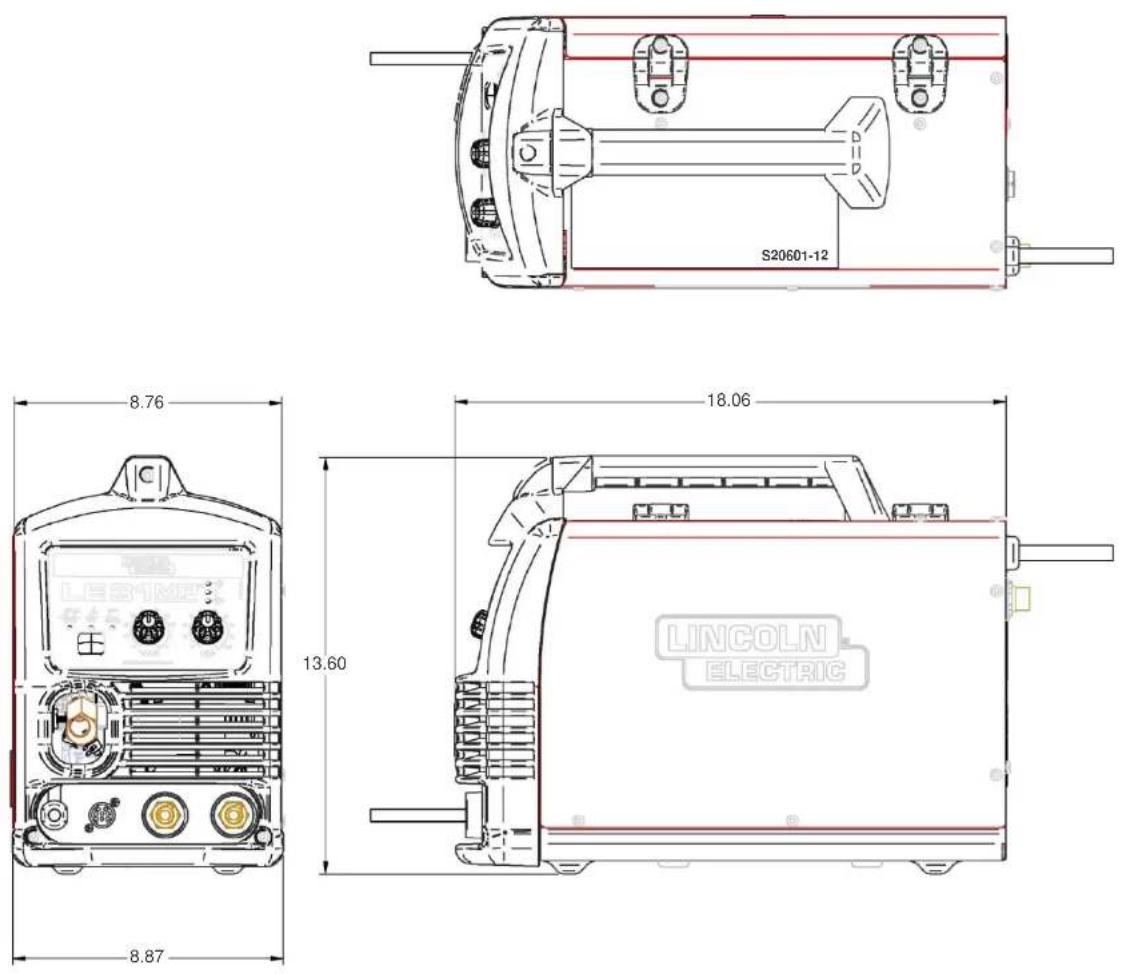
 |  |  |  |
| WARNING | Do not touch electrically live parts or electrode with skin or wet clothing.Insulate yourself from work and ground. | Keep flammable materials away. | Wear eye, ear and body protection. |
| SpanishAVISO DE PRECAUCION | No toque las partes o los electrodos bajo carga con la piel o ropa moja- da.Aislese del trabajo y de la tierra. | Mantenga el material combustible fuera del área de trabajo. | Prot jase los ojos, los o dos y el cuerpo. |
| FrenchATTENTION | Ne laissez ni la peau ni des vêtements mouillés entrer en contact avec des pièces sous tension.Isolez-vous du travail et de la terre. | Gardez I cart de tout mat riel inflammable. | Prot gez vos yeux, vos oreilles et votre corps. |
| GermanWARNUNG | Berühren Sie keine stromführenden Teile oder Elektroden mit Ihrem Körper oder feuchter Kleidung!Isolieren Sie sich von den Elektroden und dem Erdboden! | Entfernen Sie brennbarres Material! | Tragen Sie Augen-, Ohren- und Kör- perschutz! |
| PortugueseATENÇÃO | Não toque partes elétricas e elec-trodos com a pele ou roupa molha- da.Isole-se da peça e terra. | Mantenha inflam veis bem guarda-dos. | Use prote o para a vista, ouvido e corpo. |
| Japanese注意事项 | 通電中の電気部品、又は溶材にヒフやぬれた布で触れないこと。施工物やアースから身体が絶縁されている様にして下さい。 | 燃えやすいものの側での溶接作業は絶対にしてはなりません。 | 目、耳及び身体に保護具をして下さい。 |
| Chinese警告 | 皮肤或温衣物切勿接觸帶電部件及鋅條。使你自己與地面和工件絶縁。 | 把一切易燃物品移離工作場所。 | 佩戴眼、耳及身體勞動保護用具。 |
| Korean위험 | 전도체나 용접봉을 젖은 형갑 또는 피부로 절대 접촉치 마십시오.모재와 접지를 접촉치 마십시오. | 인화성 물질을 접근 시키지 마시요. | 눈, 귀와 몇에 보호장구를 착용하십시오. |
| Arabicتحذير | لا تلمس الاجزاء التي يسري فيها التيارالTHRÉYIÁI ór الابترد وبند الجسم أو بالملابسMalèlle yallgama.ضع عازلا على جسمك خلال العمل. | ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع#: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine . Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine |
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.




