
180i MP Multiprocess Wire Feeder Welder - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil 180i MP Multiprocess Wire Feeder Welder LINCOLN ELECTRIC au format PDF.

| Type de produit | Poste à souder multiprocessus (MIG, FCAW, TIG, Stick) |
| Marque | Lincoln Electric |
| Modèle | 180i MP Multiprocess Wire Feeder Welder |
| Dimensions (H x L x P) | 345 mm x 224 mm x 460 mm |
| Poids | 15,6 kg |
| Alimentation électrique | 120 V ou 230 V CA, monophasé, 60 Hz |
| Courant d'entrée maximal | 20 A (120 V) / 22,5 A (230 V) |
| Plage de courant de sortie (MIG/FCAW) | 20 à 180 A |
| Plage de courant de sortie (TIG) | 10 à 165 A |
| Plage de courant de sortie (Stick) | 25 à 160 A |
| Cycle de service (MIG à 120 V) | 60 % à 95 A |
| Cycle de service (MIG à 230 V) | 30 % à 165 A |
| Diamètres de fil supportés | 0,6 mm à 1,1 mm (acier, inox, autoprotégé, aluminium) |
| Type de bobine | Bobines de 10 cm (4 po) et 20 cm (8 po) |
| Vitesse d'alimentation du fil | 40 à 450 po/min (MIG) / 40 à 500 po/min (bobine dévideuse) |
| Accessoires inclus | Pistolet Magnum 100L, câble de travail, régulateur de gaz, porte-électrode, guide rapide |
| Protection thermique | Voyant DEL thermique et arrêt automatique en cas de surchauffe |
| Disjoncteur | 25 A réarmable à l'arrière |
| Indice de protection | IP21S |
| Température de fonctionnement | -20 °C à 40 °C |
| Entretien courant | Souffler la poussière, inspecter les rouleaux d'entraînement, nettoyer la gaine du pistolet |
| Pièces détachées disponibles | Rouleaux d'entraînement, tubes-contact, buses, gaines, pistolets de rechange, pédale TIG |
| Réparabilité | Réparations par un centre de service agréé Lincoln Electric |
| Sécurité | Respecter les consignes de sécurité : porter des gants, un masque, éviter les chocs électriques |
FOIRE AUX QUESTIONS - 180i MP Multiprocess Wire Feeder Welder LINCOLN ELECTRIC
Questions des utilisateurs sur 180i MP Multiprocess Wire Feeder Welder LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice 180i MP Multiprocess Wire Feeder Welder - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil 180i MP Multiprocess Wire Feeder Welder de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI 180i MP Multiprocess Wire Feeder Welder LINCOLN ELECTRIC
Lorsque cet équipement est expédié, la propriété passe à l'acheteur sur réception par le transporteur. En conséquence, les réclamations pour matériel endommagé dans l'expédition doivent être effectuées par l'acheteur auprès de l'entreprise de transport au moment où la livraison est reçue.
La sécurité REPOSE sur vous
L'équipement de soudure et de coupage à l'arc de Lincoln est conçu et fabriqué dans un souci de sécurité. Toutefois, votre sécurité générale peut être augmentée par une installation appropriée... et une utilisation réfléchie de votre part. NE PAS INSTALLER, UTILISER NI RÉPARER CET ÉQUIPEMENT SANS LIRE LE PRÉSENT MANUEL ET LES CONSIGNES DE SÉCURITÉ QUI Y SONT CONTENUES. Et, surtout, pensez avant d'agir et soyez prudent.

Avertissement
Cette mention apparaît lorsque les informations doivent être suivies exactement afin d'éviter toute blessure grave ou mortelle.

Attention
Cette mention apparaît lorsque les informations doivent être suivies afin d'éviter toute blessure corporelle mineure ou d'endommager cet équipement.

NE PAS trop s'approcher de l'arc. Utiliser des verres correcteurs si nécessaire afin de rester à une distance raisonnable de l'arc.
LIRE et se conformer à la fiche de données de sécurité (FDS) et aux étiquettes d'avertissement qui apparaissent sur tous les récipients de matériaux de soudure.
UTILISER UNE VENTILATION ou une évacuation suffisantes au niveau de l'arc, ou les deux, afin de maintenir les fumées et les gaz hors de votre zone de respiration et de la zone générale.
DANS UNE GRANDE PIÈCE OU À L'EXTÉRIEUR, la ventilation
La ventilation naturelle peut être adéquate si vous maintenez votre tête hors de la fumée (voir ci-dessous).
UTILISER DES COURANTS D'AIR NATURELS ou des ventilateurs pour maintenir la fumée à l'écart de votre visage.
Si vous développez des symptômes inhabituels, consultez votre superviseur. Peut-être que l'atmosphère de soudure et le système de ventilation doivent être vérifiés.

PROTÉGEZ vos yeux et votre visage à l'aide d'un masque de soudeur bien ajusté avec la classe adéquate de lentille filtrante (voir ANSI Z49.1).
PROTÉGEZ votre corps contre les éclaboussures de soudage et les coups d'arc à l'aide de vêtements de protection incluant des vêtements en laine, un tablier et des gants ignifugés, des guêtres en cuir et des bottes.
PROTÉGER autrui contre les éclaboussures, les coups d'arc et l'éblouissement à l'aide de grilles ou de barrières de protection.
DANS CERTAINES ZONES, une protection contre le bruit peut être appropriée.
S'ASSURER que l'équipement de protection est en bon état. En outre, porter des lunettes de sécurité EN PERMANENCE.

Situations particulières
NE PAS SOUDER NI COUPER des récipients ou des matériels qui ont été précédemment en contact avec des matières dangereuses à moins qu'ils n'aient été adéquatement nettoyés. Ceci est extrêmement dangereux.
NE PAS SOUDER NI COUPER des pièces peintes ou plaquées à moins que des précautions de ventilation particulières n'aient été prises. Elles risquent de libérer des fumées ou des gaz fortement toxiques.
Mesures de précaution supplémentaires
PROTÉGER les bouteilles de gaz comprimé contre une chaleur excessive, des chocs mécaniques et des arcs ; fixer les bouteilles pour qu'elles ne tombent pas.
S'ASSURER que les bouteilles ne sont jamais mises à la terre ou une partie d'un circuit électrique.
DÉGAGER tous les risques d'incendie potentiels hors de la zone de soudage.
TOUJOURS DISPOSER D'UN ÉQUIPEMENT DE LUTTE CONTRE L'INCENDIE PRÊT POUR UNE UTILISATION IMMÉDIATE ET SAVOIR COMMENT L'UTILISER.


Avertissements californie proposition 65

AVERTISSEMENT : Respirer des gaz d'échappement au diesel vous expose à des produits chimiques connus par l'état de Californie pour causer des cancers, des anomalies congénitales, ou d'autres anomalies de reproduction.
- Toujours allumer et utiliser le moteur dans un endroit bien ventilé.
- Pour un endroit exposé, évacuer les gaz vers l'extérieur.
- Ne pas modifier ou altérer le système d'échappement.
- Ne pas faire tourner le moteur sauf si nécessaire. Pour plus d'informations, rendez-vous sur www.P65warnings.ca.gov/diesel
AVERTISSEMENT : Ce produit, lorsqu'il est utilisé pour le soudage ou la découpe, produit des émanations ou gaz contenant des produits chimiques connus par l'état de Californie pour causer des anomalies congénitales et, dans certains cas, des cancers. (Code de santé et de sécurité de la Californie, Section § 25249.5 et suivantes.)

AVERTISSEMENT : Cancer et anomalies congénitales www.P65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. PROTÉGEZ-VOUS ET LES AUTRES DE BLESSURES GRAVES OU DE LA MORT. ÉLOIGNEZ LES ENFANTS. LES PORTEURS DE PACEMAKER DOIVENT CONSULTER LEUR MÉDECIN AVANT UTILISATION.
Lisez et assimilez les points forts sur la sécurité suivants : Pour plus d'informations liées à la sécurité, il est vivement conseillé d'obtenir une copie de « Sécurité dans le soudage & la découpe - Norme ANSI Z49.1 » auprès de l'American Welding Society, P. O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2. Une copie gratuite du feuillet E205 « Sécurité au soudage à l'arc » est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE SEULES LES PERSONNES QUALIFIÉES EFFECTUENT LES PROCÉDURES D'INSTALLATION, D'OPÉRATION, DE MAINTENANCE ET DE RÉPARATION.

Pour équipement à moteur.
1. a. Éteindre le moteur avant toute tâche de dépannage et de maintenance à moins que la tâche de maintenance nécessite qu'il soit en marche.

1. b. Utiliser les moteurs dans des endroits ouverts, bien ventilés ou évacuer les gaz d'échappement du moteur à l'extérieur.
1. c. Ne pas ajouter d'essence à proximité d'un arc électrique de soudage à flamme ouverte ou si le moteur est en marche. Arrêter le moteur et le laisser refroidir avant de remplir afin d'éviter que l'essence répandue ne se vaporise au contact de parties chaudes du moteur et à l'allumage.

Ne pas répandre d'essence lors du remplissage du réservoir. Si de l'essence est répandue, l'essuyer et ne pas allumer le moteur tant que les gaz n'ont pas été éliminés.
1. d. Garder les dispositifs de sécurité de l'équipement, les couvercles et les appareils en position et en bon état. Éloigner les mains, cheveux, vêtements et outils des courroies en V, équipements, ventilateurs et de tout autre pièce en mouvement lors de l'allumage, l'utilisation ou la réparation de l'équipement.

1. e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité afin d'effectuer la maintenance requise. Retirer les dispositifs uniquement si nécessaire et les replacer lorsque la maintenance nécessitant leur retrait est terminée. Toujours faire preuve de la plus grande attention lors du travail à proximité de pièces en mouvement.
1. f. Ne pas mettre vos mains à côté du ventilateur du moteur. Ne pas essayer d'outrepasser le régulateur ou le tendeur en poussant les tiges de commande des gaz pendant que le moteur est en marche.
1. g. Afin d'éviter d'allumer accidentellement les moteurs à essence pendant que le moteur est en marche ou le générateur de soudage pendant la maintenance, débrancher les câbles de la bougie d'allumage, la tête d'allumage ou le câble magnétique le cas échéant.
1. h. Afin d'éviter de graves brûlures, ne pas retirer le bouchon de pression du radiateur lorsque le moteur est chaud.
1. i. L'utilisation d'un générateur en intérieur PEUT VOUS TUER EN QUELQUES MINUTES.
1. j. Les gaz d'échappement des générateurs contiennent du monoxyde de carbone. C'est un poison que vous ne pouvez ni voir ni sentir.
1. k. Ne JAMAIS utiliser un générateur à l'intérieur d'une maison ou d'un garage, MÊME SI les portes et les fenêtres sont ouvertes.
1. I. Utiliser uniquement le générateur en EXTÉRIEUR et à bonne distance des fenêtres, des portes et des conduits d'aération.
1. m. Ne pas s'exposer à d'autres dangers liés au générateur. LIRE LE MANUEL AVANT TOUTE UTILISATION


Les CHAMPS électriques et magnétiques peuvent être dangereux.

2. a. Le courant électrique traversant les conducteurs crée des champs électriques et magnétiques (CEM) localisés. Le courant de soudage crée des CEM autour des câbles et de machines de soudage.
2. b. Les CEM peuvent interférer avec certains pacemakers, et les soudeurs portant un pacemaker doivent consulter un médecin avant le soudage.
2. c. L'exposition aux CEM dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas encore connus.
2. d. Tous les soudeurs doivent suivre les procédures suivantes afin de minimiser l'exposition aux CEM à partir du circuit de soudage :
2. d.1. Acheminer les câbles de l'électrode et ceux de retour ensemble - Les protéger avec du ruban adhésif si possible. 2. d.2. Ne jamais enrouler le fil de l'électrode autour de votre corps. 2. d.3. Ne pas se placer entre l'électrode et les câbles de retour. Si le câble de l'électrode est sur votre droite, le câble de retour doit aussi se trouver sur votre droite. 2. d.4. Brancher le câble de retour à la pièce aussi proche que possible de la zone étant soudée. 2. d.5. Ne pas travailler à proximité d'une source de courant pour le soudage.

Une décharge électrique peut TUER.

3. a. Les circuits d'électrode et de retour (ou de terre) sont électriquement « chauds » lorsque la machine à souder est en marche. Ne pas toucher ces pièces « chaudes » à même la peau ou avec des vêtements humides. Porter des gants secs, non troués pour isoler les mains.
3. b. Isolez-vous de la pièce et du sol en utilisant un isolant sec. S'assurer que l'isolation est suffisamment grande pour couvrir votre zone complète de contact physique avec la pièce et le sol.
En sus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions électriquement dangereuses (dans des emplacements humides, ou en portant des vêtements mouillés ; sur des structures en métal telles que des sols, des grilles ou des échafaudages ; dans des postures incommodes telles que assis, agenouillé ou allongé, s'il existe un risque élevé de contact inévitable ou accidentel avec la pièce à souder ou le sol), utiliser l'équipement suivant :
- Machine à souder (électrique par fil) à tension constante CC semi-automatique. • Machine à souder (à tige) manuelle CC.
- Machine à souder CA avec commande de tension réduite.
3. c. Dans le soudage électrique par fil semi-automatique ou automatique, l'électrode, la bobine de l'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également électriquement « chauds ».
3. d. Toujours s'assurer que le câble de retour établit une bonne connexion électrique avec le métal en cours de soudage. La connexion doit se trouver aussi près que possible de la zone en cours de soudage.
3. e. Relier à la terre la pièce ou le métal à souder sur une bonne masse (terre) électrique.
3. f. Maintenir le support d'électrode, la bride de serrage de la pièce, le câble de soudure et le poste de soudage en bon état, sans danger et opérationnels. Remplacer l'isolant endommagé.
3. g. Ne jamais plonger l'électrode dans de l'eau pour le refroidir.
3. h. Ne jamais toucher simultanément les pièces électriquement « chaudes » des supports d'électrode connectés à deux postes de soudure parce que la tension entre les deux peut être le total de la tension à circuit ouvert des deux postes de soudure.
3. i. Lorsque vous travaillez au-dessus du niveau du sol, utilisez une ceinture de travail afin de vous protéger d'une chute au cas où vous recevriez une décharge.
3. j. Voir également les points 6. c. et 8.

Les RAYONS de l'arc peuvent brûler

4. a. Utiliser un masque avec le filtre et les protège-lentilles appropriés pour protéger vos yeux contre les étincelles et les rayons de l'arc lors d'un soudage ou en observant un soudage à l'arc visible. L'écran et la lentille du filtre doivent être conformes à la norme ANSI Z87.1 Normes. 4. b. Utiliser des vêtements adaptés fabriqués avec des matériaux résistant à la flamme afin de protéger votre peau et celle de vos aides contre les rayons d'arc électrique. 4. c. Protéger les autres personnels à proximité avec un blindage ignifugé, adapté et/ou les avertir de ne pas regarder ni de s'exposer aux rayons d'arc électrique ou à des éclaboussures chaudes de métal.

Les fumées et les gaz peuvent être dangereux.

5. a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Lors du soudage, maintenir votre tête hors de la fumée. Utiliser une ventilation et/ou une évacuation suffisantes au niveau de l'arc afin de maintenir les fumées et les gaz hors de la zone de respiration. Lors d'un soudage par rechargement dur (voir les instructions sur le récipient ou la FDS) ou sur de l'acier plaqué de plomb ou cadmié ou des enrobages qui produisent des fumées fortement toxiques, maintenir l'exposition aussi basse que possible et dans les limites OSHA PEL et ACGIH TLV en vigueur en utilisant une ventilation mécanique ou une évacuation locale à moins que les évaluations de l'exposition n'en indiquent autrement. Dans des espaces confinés ou lors de certaines circonstances, à l'extérieur, un appareil respiratoire peut également être requis. Des précautions supplémentaires sont également requises lors du soudage sur de l'acier galvanisé. 5. b. Le fonctionnement de l'équipement de contrôle de la fumée de soudage est affecté par différents facteurs incluant une utilisation et un positionnement appropriés de l'équipement, la maintenance de l'équipement ainsi que la procédure de soudage spécifique et l'application impliquées. Le niveau d'exposition des opérateurs doit être vérifié lors de l'installation puis périodiquement par la suite afin d'être certain qu'il se trouve dans les limites OSHA PEL et ACGIH TLV en vigueur. 5. c. Ne pas souder dans des emplacements à proximité de vapeurs d'hydrocarbure chloré provenant d'opérations de dégraissage, de nettoyage ou de vaporisation. La chaleur et les rayons de l'arc peuvent réagir avec des vapeurs de solvant pour former du phosgène, un gaz hautement toxique, ainsi que d'autres produits irritants. 5. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Toujours utiliser suffisamment de ventilation, particulièrement dans des zones confinées, pour assurer que l'air ambiant est sans danger. 5. e. Lire et assimiler les instructions du fabricant pour cet équipement et les consommables à utiliser, incluant la fiche de données de sécurité (FDS), et suivre les pratiques de sécurité de votre employeur. Des formulaires de FDS sont disponibles auprès de votre distributeur de soudure ou auprès du fabricant. 5. f. Voir également le point 1. b.

Le soudage et les étincelles de coupage peuvent CAUSER un incendie ou une explosion.

6. a. Éliminer les risques d'incendie de la zone de soudage. Si ce n'est pas possible, les couvrir pour empêcher les étincelles de soudage d'allumer un incendie. Ne pas oublier que les étincelles de soudage et les matériaux brûlants du soudage peuvent facilement passer à travers de petites craquelures et ouvertures vers des zones adjacentes. Éviter de souder à proximité de conduites hydrauliques. Disposer d'un extincteur à portée de main. 6. b. Lorsque des gaz comprimés doivent être utilisés sur le site de travail, des précautions particulières doivent être prises afin d'éviter des situations dangereuses. Se référer à « Sécurité pour le soudage et le coupage » (norme ANSI Z49.1) ainsi qu'aux informations de fonctionnement de l'équipement utilisé. 6. c. Lorsque vous ne soudez pas, assurez-vous qu'aucune partie du circuit d'électrode touche la pièce ou le sol. Un contact accidentel peut causer une surchauffe et créer un risque d'incendie. 6. d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des récipients avant que les étapes appropriées n'aient été engagées afin d'assurer que de telles procédures ne produiront pas des vapeurs inflammable ou toxiques provenant de substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « nettoyées ». Pour information, acheter « Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances » (Mesures de sécurité pour la préparation du soudage et du coupage de récipients et de canalisations qui ont retenu des matières dangereuses), AWS F4.1 auprès de l'American Welding Society (Société Américaine de Soudage) (voir l'adresse ci-dessus). 6. e. Ventiler les produits moulés creux ou les récipients avant de chauffer, de couper ou de souder. Ils risquent d'exploser. 6. f. Des étincelles et des éclaboussures sont projetées de l'arc de soudage. Porter des vêtements de protection sans huile tels que des gants en cuir, une chemise épaisse, un pantalon sans revers, des chaussures montantes ainsi qu'un casque au dessus de vos cheveux. Porter des protège-tympans lors d'un soudage hors position ou dans des emplacements confinés. Dans une zone de soudage, porter en permanence des lunettes de sécurité avec des écrans latéraux de protection. 6. g. Connecter le câble de retour sur la pièce aussi près que possible de la zone de soudure. Les câbles de retour connectés à la structure du bâtiments ou à d'autres emplacements éloignées de la zone de soudage augmentent le risque que le courant de soudage passe à travers les chaînes de levage, les câbles de grue ou d'autres circuits alternatifs. Ceci peut créer des risques d'incendie ou de surchauffe des chaînes ou câbles de levage jusqu'à leur défaillance. 6. h. Voir également le point 1. c. 6. I. Lire et se conformer à la norme NFPA 51B, « Standard for Fire Prevention During Welding, Cutting and Other Hot Work » (Norme de prévention contre l'incendie durant le soudage, le coupage et d'autres travaux à chaud), disponible auprès de la NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101. 6. j. Ne pas utiliser une source d'alimentation de soudage pour le dégel des canalisations.

7. a. Utiliser uniquement des bouteilles de gaz comprimé contenant le gaz de protection correct pour le processus utilisé ainsi que des régulateurs fonctionnant correctement conçus pour le gaz et la pression utilisés. Tous les tuyaux, raccords, etc. doivent être adaptés à l'application et maintenus en bon état.

7. b. Toujours maintenir les bouteilles en position verticale, solidement attachées à un châssis ou à un support fixe. 7. c. Les bouteilles doivent se trouver :
- À l'écart des zones où elles risquent d'être heurtées ou exposées à des dommages matériels.
- À distance de sécurité des opérations de soudage ou de coupage à l'arc et de toute source de chaleur, d'étincelles ou de flammes.
7. d. Ne jamais laisser l'électrode, le support de l'électrode ou de quelconques pièces électriquement « chaudes » toucher une bouteille. 7. e. Maintenir votre tête et votre visage à l'écart de la sortie du robinet de la bouteille lors de l'ouverture de ce dernier. 7. f. Les capuchons de protection de robinet doivent toujours être en place et serrés à la main sauf quand la bouteille est en cours d'utilisation ou connectée pour être utilisée. 7. g. Lire et suivre les instructions sur les bouteilles de gaz comprimé, l'équipement associé, et la publication CGA P-I, « Precautions for Safe Handling of Compressed Gases in Cylinders » (précautions pour la manipulation sécurisée d'air comprimé en bouteilles) disponible auprès de la Compressed Gas Association (association des gaz comprimés), 14501 George Carter Way Chantilly, VA 20151.

Pour l'équipement électrique

8. a. Couper l'alimentation d'entrée en utilisant le sectionneur au niveau de la boîte de fusibles avant de travailler sur l'équipement. 8. b. Installer l'équipement conformément au U. S. National Electrical Code, à tous les codes locaux et aux recommandations du fabricant. 8. c. Relier à la terre l'équipement conformément au U. S. National Electrical Code et aux recommandations du fabricant.
TABLE des matières
PAGE
INSTALLATION...... SECTION A
SPÉCIFICATIONS TECHNIQUES -...... A-1
EMPLACEMENT ET MONTAGE.... A-1
COTE ENVIRONNEMENTALE.... A-1
COMMANDES DE L'AVANT DU BOÎTIER.... A-2
COMMANDES DE L'ARRIÈRE DU BOÎTIER.... A-2
COMMANDES INTERNES.... A-3
FONCTIONNEMENT...... SECTION B
PROTECTION HAUTE FRÉQUENCE...... B-1
SYMBOLES GRAPHIQUES UTILISÉ DANS CE MANUEL OU PAR CETTE MACHINE...... B-1
MISE EN PLACE ET RÉALISATION D'UNE SOUDURE MIG AVEC UN FIL MIG DE 0,025 B-2
CONNEXIONS D'ENTRÉE ET DE MISE À LA TERRE...... B-2
INSTALLATION DU PISTOLET ET DU CÂBLE B-3
GAZ DE PROTECTION (POUR LES PROCÉDÉS DE SOUDAGE À ARC MIG)...... B-3
POLARITÉ DES CONNEXIONS DE SORTIE B-4
PROCÉDURE POUR CHANGER LES ENSEMBLES DE ROULEAUX D'ENTRAÎNEMENT...... B-5
SÉQUENCE DE MISE SOUS TENSION...... B-5
COURANT OU TENSION SELON LES POSITIONS DU CADRAN...... B-6
PROCÉDURES DE CÂBLAGE MIG DE 0,035...... B-6
PROCÉDURES FCAW-GS 0,035 B-6
PROCÉDURES FCAW-SS 0,035 B-6
CONFIGURATION ET UTILISATION TIG B-7
Cette machine à souder multiprocessus est conçue pour la fabrication légère, l'entretien et l'utilisation domestique et pour les ateliers de carrosserie. L'appareil est contenu dans un étui portable et robuste, et dispose d'une interface utilisateur intuitive avec un bouton-poussoir pour la sélection des processus et deux boutons pour ajuster les paramètres de soudage. La machine est également équipée d'un système de fils d'entraînement en fonte d'aluminium et d'un interrupteur intégré pour activer un pistolet-dévidoir Magnum® 100SG. La machine à multiprocessus peut être connectée à une alimentation 120 ou 230 V CA monophasée à 60 Hz.
Cette machine peut effectuer un soudage MIG, FCAW, TIG et STICK. La machine peut supporter des bobines de fil de 10 cm (4 po) et 20 cm (8 po) pour le soudage MIG et FCAW. La machine est conçue pour les diamètres et compositions de fils suivants : SuperArc® L-56® de 0,635 mm à 0,889 mm (0,025 à 0,035 po), acier massif, autoblindés, NR®-211MP de 0,762 mm, 0,889 mm et 1,0922 mm (0,030 po, 0,035 po et 0,045 po) et Outershield®71M 0,889 mm (0,035 po) FCAW-GS. L'aluminium de soudage ER4043 0,889 mm (0,035 po) nécessite l'utilisation du pistolet-dévidoir Magnum® 100SG. Un interrupteur de pistolet-dévidoir intégré est préinstallé en usine et situé au-dessus du dévidoir. La machine permet également le soudage TIG avec des soudures au tungstène et au STICK de 1,016 mm, 1,6 mm et 2,38 mm (0,040 po, 1/16 po et 3/32 po) avec une électrode pouvant atteindre 3,2 mm (1/8 po).
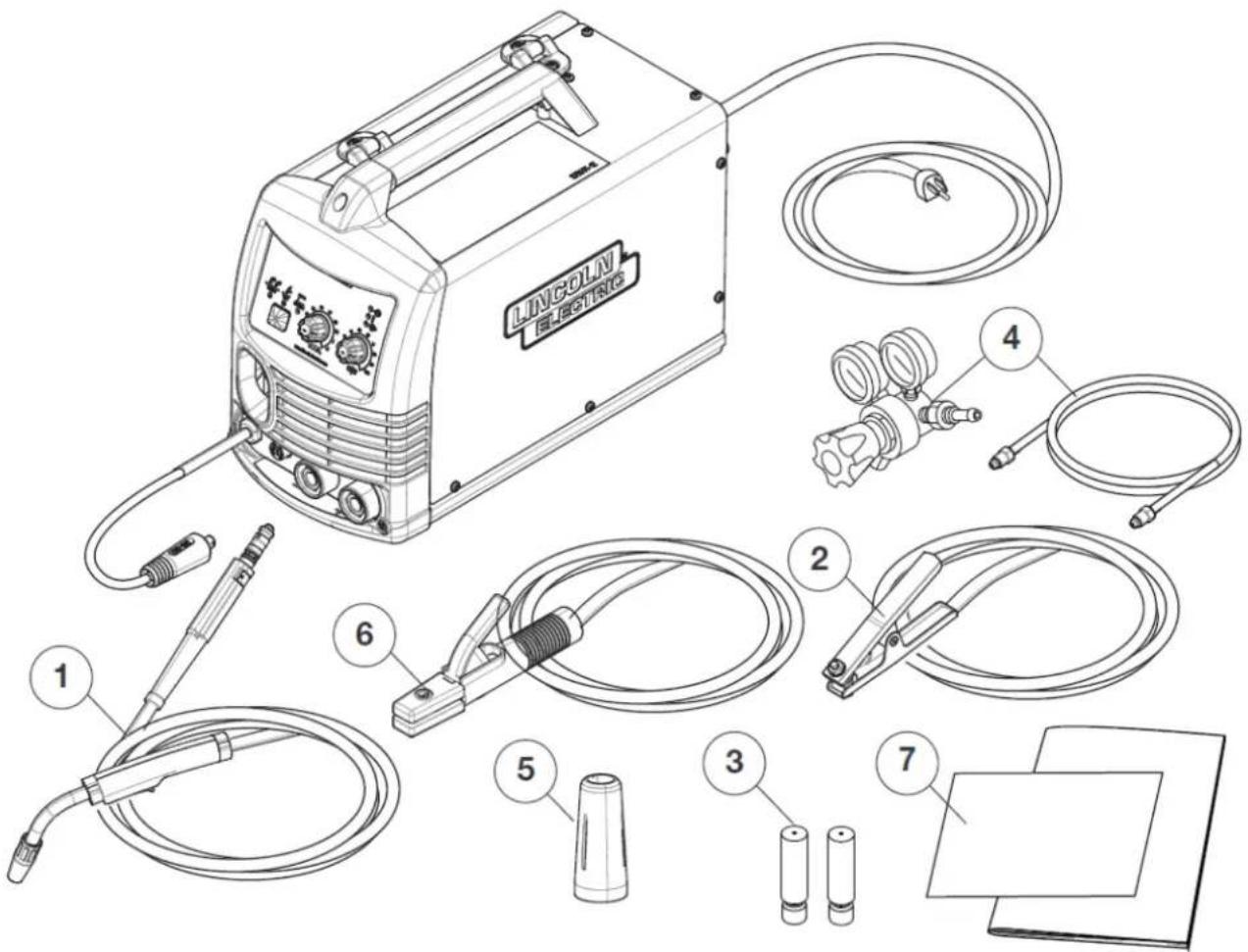
Accessoires INCLUS
1 Pistolet Magnum ® 100L 2 Câble de travail avec pince 3 Tube-contact de rechange 4 Régulateur* de gaz et tuyau de gaz 5 Buse avec et sans gaz 6 Porte-électrode et câble 7 Guide de configuration rapide et documentation
Le bouton du régulateur de gaz est situé dans le compartiment du dévidoir et doit être fixé au régulateur.
text_image
LINCOLN ELECTRIC 1 2 3 4 5 6 7Spécifications techniques -
TENSION D'ENTRÉE ET COURANT
| Cycle de service (sortie) | Tension d'entrée | Ampères max. d'entrée | Amps Inactifs |
| 60 % POUR MIG | 120 | 20 | 0,7 |
| 30 % POUR MIG | 230 | 22.5 | 0,7 |
TAILLES DE FIL D'ENTRÉE ET DE FUSIBLES RECOMMANDÉES
| Tension/Phase/Fréquence | Ampères d'entrée efficaces | Taille du fusible ou du disjoncteur (Super Lag) |
| 120/1/60 | 15 | 20 |
| 230/1/60 | 15 | 20 |
| Hauteur | Largeur | Profondeur | Poids |
| 13,6 po(345 MM) | 8,9 po(224 MM) | 18,1 po(460 MM) | 34,5 LB(15,6 KG) |
PROCESSUS DE SOUDAGE
| Processus | Plage de diamètre d'électrode | Plage de sortie (ampères) | Plage de vitesse d'allimentation du fil |
| MIG | 0,6 MM À 0,8 MM(0,024 à 0,035 PO) | 20 à 180 | De 40 à 450 po/min(MIG)De 40 à 500 po/min(bobine dévideuse) |
| FCAW | De 0,8 mm à 1,143 mm(0,30-0,045 po) | 20 à 180 | De 40 à500 po/min |
| TIG | 0,040, 1/16, 3/32 PO(1,0, 1,6 MM, 2,4 MM) | 10 à 165 | SO |
| Bâtonnet | JUSQU'A 3/32 PO(2,4 MM) | 25 à 160 | SO |
PLAGES DE TEMPERATURE
| Température de fonctionnement | -4 °F à 104 °F (-20 °C à 40 °C) |
| Température de stockage | -40 °C À 85 °C (-40 °F À 185 °F) |
Des tests thermiques ont été effectués à température ambiante. Le cycle de service (facteur de service) à 40°C a été établi par simulation.
Sélectionner un emplacement approprié
Placez la machine sur une surface plane, de niveau ou sur un châssis recommandé. La machine peut basculer si cette procédure n'est pas suivie. Pour minimiser le surchauffage, placez le soudeur dans un endroit sec où il y a une circulation d'air propre. Ne pas placer sur des surfaces combustibles.
PROCESSUS DE SOUDAGE
| Processus | Entrée | Cycle de service | Ampérage | Tension |
| MIG ET FCAW | 120 V | 60 % | 95 ampères | 18,75 volts |
| 230 V | 30 % | 165 ampères | 22 volts | |
| TIG | 120 V | 60 % | 115 ampères | 14,6 volts |
| 230 V | 30 % | 165 ampères | 16,6 volts | |
| Bâtonnet | 120 V | 60 % | 80 ampères | 23,2 volts |
| 230 V | 25 % | 160 ampères | 26,4 volts |
La machine est capable de cycles de service plus élevés à des courants de sortie plus faibles ou des ampérages plus élevés à des cycles de service plus faibles. Un aperçu des capacités d'entrée et de sortie de la machine est disponible sur la plaque signalétique située à l'arrière de la machine.
EXIGENCES REGLEMENTAIRES
| Marché | Marque de conformité | Standard |
| ÉTATS-UNIS ET CANADA | CCSA É.-U. | CEI 60974-1CEI 60974-5 |
La machine à souder fonctionnera dans des environnements hostiles. Il est toutefois important que des mesures préventives soient suivies afin d'assurer une longue durée de vie, une fiabilité et un fonctionnement sécuritaire.
- La machine à souder doit être située dans un endroit où circule de l'air propre de sorte que l'air circule à l'arrière de la machine et hors des volets avant.
- Il doit y avoir un minimum de saleté et de poussière pouvant être aspirées dans la machine à souder. Le non-respect de ces précautions peut entraîner des températures de fonctionnement excessives, des déclenchements thermiques ou des défaillances potentielles.
COTE environnementale
La source d'alimentation de soudage a une cote IP21S. Il peut être utilisé dans des environnements industriels et commerciaux normaux. Éviter d'utiliser dans les endroits où il y a de l'eau/de la pluie.
Lire et suivre les « Avertissements relatifs aux chocs électriques » dans la section de sécurité si le soudage doit être effectué dans des conditions électriquement dangereuses telles que le soudage dans des zones humides ou s'il y a de l'eau sur la pièce.
Générateur entraîné par moteur
La machine est conçue pour fonctionner avec des générateurs entraînés par le moteur, à condition que l'auxiliaire puisse fournir une tension, une fréquence et une puissance adéquates, comme indiqué dans la section Installation des « Spécifications techniques » de ce manuel.
L'alimentation auxiliaire du générateur doit également répondre aux conditions suivantes :
Fréquence : 60 Hz
Tension efficace de la forme d'onde c. a. : 90 à 250 V. Souder hors de cette plage déclenchera des protections contre les sous-tensions et les surtensions.
Générateur d'au moins 3 kW (120 V c. a.) 6 kW (230 V c. a.)
Il est important de vérifier ces conditions car de nombreux générateurs à moteur produisent des pointes de tension élevées. L'utilisation de cette machine avec des générateurs à moteur non conformes à ces conditions n'est pas recommandée et peut endommager la machine et n'est PAS couverte par la garantie.
Commandes de l'avant du boîtier
FIGURE A.1
- Bouton de réglage de la tension/de l'ampérage – En mode WIRE, ce bouton ajuste la valeur de tension de sortie. En mode TIG ou STICK, ce bouton ajuste la valeur d'ampérage de sortie.
- Bouton de réglage de la vitesse d'alimentation du fil – En mode WIRE, ce bouton ajuste la vitesse d'alimentation du fil. En mode TIG ou STICK, ce bouton est inactif.
- Voyants DEL de tension d'entrée/sortie et de température – Le voyant DEL supérieur s'allume lorsque l'alimentation d'entrée est active et que la machine est allumée. Le voyant DEL du milieu s'allumera lorsque la machine est déclenchée par la chaleur. Une fois la machine refroidie, elle se réinitialisera et le voyant thermique s'éteindra. Le voyant DEL du milieu clignotera si la tension d'entrée est supérieure à 250 V c. a. ou inférieure à 90 V c. a. Le voyant DEL du milieu clignotera également lorsque l'alimentation est coupée de la machine. Le voyant DEL inférieur s'allume lorsque la machine est en train de souder ou est prête à commencer. Les précautions de sécurité doivent être suivies lorsque la machine est en train de souder ou prête à commencer. Le voyant DEL inférieur clignotera lorsqu'un court-circuit est détecté.
- Bouton de sélection de processus – permet à l'utilisateur d'alterner entre les processus. Le voyant DEL correspondant au-dessus du bouton indique le processus en cours.
- Raccord de pistolet en laiton—Permet la fixation d'un pistolet de soudage MIG, d'un chalumeau TIG ou d'un pistolet dévidoir. Assurez-vous que le pistolet ou le chalumeau est bien inséré dans la prise en laiton et serrez la vis.
- Connecteur à huit broches – Permet d'activer la machine pour le soudage MIG, FCAW, aluminium MIG ou TIG lorsqu'une pédale est fixée. Déclenche également le débit de gaz pour MIG, aluminium MIG et TIG. Branchez le connecteur à 8 broches du pistolet à souder ou de la pédale à la prise.
- Fil conducteur de polarité du variateur de fil – Permet de configurer le fil d'entraînement en polarité positive ou négative en l'insérant dans le goujon positif ou négatif. S'assurer que le connecteur est bien verrouillé en place en le tournant dans le sens des aiguilles d'une montre.
- Prise de sortie néga négative CC. Tournez le connecteur dans le sens antihoraire pour verrouiller en place.
- Prise de sortie posi positive CC. Tournez dans le sens horaire pour verrouiller en place.
Commandes de l'arrière du boîtier
FIGURE A.2
- Interrupteur d'alimentation – Permet de mettre l'appareil sous ou hors tension.
- Disjoncteur thermique – La machine à souder est dotée d'un disjoncteur thermique réarmable de 25 ampères. Si le courant conduit par le disjoncteur dépasse 25 ampères pendant une période prolongée, le disjoncteur s'ouvre et devra être réarmé manuellement.
- Cordon d'alimentation d'entrée – Permet à la machine d'être connectée à une entrée 230 V c.a. Un adaptateur est fourni pour la connexion à une entrée 120 V c.a.
- Solenoid de gaz intégré – permet de connecter le gaz de protection approprié
Commandes internes
FIGURE A.3
- Broche de dévidoir – Prend en charge une bobine de fil de 4 ou 8 pouces. L'écrou à oreilles central peut être ajusté pour augmenter la tension sur le fil. Pour les bobines de 4 po, l'adaptateur de moyeu doit être retiré.
- Interrupteur de pistolet-dévidoir – Permet de basculer entre le soudage par pistolet-poussoir standard avec le Magnum® 100L ou le soudage par aluminium avec le pistolet-dévidoir Magnum® 100SG.
- Réglage de la pression de tension du dévidoir – Permet d'augmenter ou de diminuer la pression appliquée au dévidoir supérieur.
- Rouleau d'entraînement remplaçable - Sélectionnez la rainure du rouleau d'entraînement correspondant au diamètre du fil à alimenter.
- Bloc connecteur du pistolet – Permet de fixer un pistolet à souder sur l'entraînement du fil en s'assurant que le connecteur du pistolet est bien en place, puis en serrant le bouton.
- Découpes — Une découpe à l'arrière et sur le côté du boîtier permet d'enrouler et de placer le fil d'entrée et le fil à polarité du dévidoir dans le compartiment du dévidoir pour faciliter le transport.
Fonctionnement
Veuillez lire et comprendre entièrement cette section avant d'utiliser votre machine
Précautions de sécurité
N'essayez pas d'utiliser cet équipement avant d'avoir lu attentivement tous les manuels d'utilisation et d'entretien fournis avec votre équipement et toute machine de soudage connexe avec laquelle il sera utilisé. Ils comprennent des précautions de sécurité importantes ainsi que des instructions d'utilisation et d'entretien détaillées.

Les décharges électriques peuvent tuer.
- Ne touchez pas les pièces sous tension comme les prises de sortie ou le câblage interne.
- Isolez-vous du travail et du sol.

- Portez toujours des gants isolants secs.
- Cette soudeuse doit être mise à la terre.
Les étincelles de soudage peuvent causer un incendie ou une explosion.
- Gardez le matériel inflammable éloigné.
- Ne pas souder sur les contenants qui ont contenu des combustibles.

Les RAYONS d'arc peuvent causer des brûlures.
- Portez une protection pour les yeux, les oreilles et le corps.

Les émanations et les gaz peuvent être dangereux pour votre santé.
Bien que l'élimination de la matière

particulière de la fumée de soudage puisse réduire l'exigence de ventilation, les concentrations d'émanations et de gaz évacués peuvent tout de même être dangereuses pour la santé. Évitez de respirer des concentrations élevées de ces émanations et de ces gaz. Utilisez une ventilation adéquate lors du soudage. Voir ANSI Z49.1, « Sécurité dans le soudage et le découpage », publié par l'American Welding Society.

Mise en GARDE
- Ces problèmes peuvent être le résultat d'interférences rayonnées. Des méthodes de mise à la terre appropriées peuvent réduire ou éliminer ces problèmes.
Pendant le fonctionnement, éloignez la soudeuse des machines radiocommandées. Le fonctionnement normal de la soudeuse peut nuire au fonctionnement de l'équipement contrôlé par RF, ce qui peut entraîner des blessures corporelles ou endommager l'équipement.
Symboles graphiques utilisés dans ce MANUEL ou par CETTE machine

PUISSANCE D'ENTRÉE
ON (MARCHE
TENSION DE CIRCUIT OUVERT
TENSION D'ENTRÉE
TENSION DE SORTIE
OFF (ARRÊT
COURANT D'ENTRÉE

TEMPÉRATURE ÉLEVÉE
COURANT DE SORTIE

DISJONCTEUR

ÉTAT DE TÊTE DE LA SOUDAGE

MISE À LA TERRE DE PROTECTION

SORTIE POSITIVE

AVERTISSEMENT OU MISE EN GARDE
SORTIE NÉGATIVE

EXPLOSION

TENSION DANGEREUSE
Convertisseur

RISQUE DE CHOC

PUISSANCE D'ENTRÉE

Éléments nécessaires pour le soudage à MIG
- Tube-contact de 0,6 mm (0,025 po)
- Buse de pistolet en métal
- Rouleau d'entraînement à double rainure installé en usine
- Fil MIG SuperArc ^® L-56 ^® solide de 0,6 mm (0,025 po)
- Pistolet à souder
- Câble et pince de travail (voir l'assemblage ci-dessous)
- Conduite de gaz
- Régulateur de gaz
Bouteille de gaz de protection Ar/CO₂75/25 (ou gaz de protection CO₂ à 100 %) (remarque : cela nécessite un adaptateur de régulateur de CO₂ vendu séparément).
FIGURE B.1
text_image
1 0,025 2 3 FILS MIG L-56 4 5 6 7 8 CO₂ 100% (NÉCESSITE UN ADAPTATEUR VENDU SÉPARÉMENT) 75/25 MÉLANGESASSEMBLAGE DE PINCE DE TRAVAIL
text_image
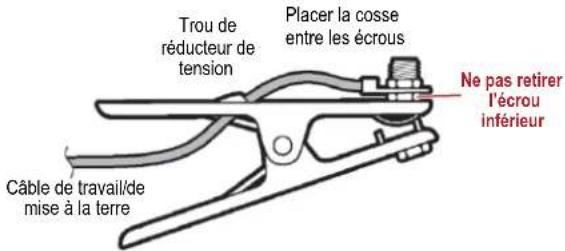
Trou de réducteur de tension Placer la cosse entre les écrous Câble de travail/de mise à la terre Ne pas retirer l'écrou inférieurConnexions d'entrée et de mise à la TERRE
- Avant de commencer l'installation, vérifiez auprès de la compagnie d'électricité locale si votre alimentation est adéquate pour la tension, l'ampérage, la phase et la fréquence spécifiés sur la plaque signalétique de la machine à souder. Assurez-vous également que l'installation prévue répondra aux exigences du Code national de l'électricité des États-Unis et du code local.
- En suivant les instructions de la Figure B.2, demandez à un électricien qualifié de brancher une prise (fournie par le client) ou un câble aux lignes d'alimentation d'entrée et à la mise à la terre du système conformément au Code national de l'électricité des États-Unis et à tout code local applicable. Pour les cordons de plus de 30 mètres (100 pieds), des conducteurs en cuivre plus gros doivent être utilisés. Fusionner les deux lignes sous tension avec des fusibles de type super décalé comme indiqué dans le schéma suivant. Le contact central dans la prise est pour la connexion de mise à la terre. Un fil vert dans le câble d'entrée connecte ce contact au châssis de la soudeuse. Cela garantit une mise à la terre adéquate du châssis de la soudeuse lorsque la fiche de la soudeuse est insérée dans une prise mise à la terre.
FIGURE B.2
text_image
FIL VERT FUSIBLE FUSIBLEConnecter à un fil de mise à la terre du système. Voir le Code National de l'Électricité des États-Unis et/ou les codes locaux pour d'autres détails et moyens de mise à la terre appropriés. Raccorder aux fils sous tension d'un système monophasé à trois fils.

Avertissement
Cette machine à souder doit être branchée à une source d'alimentation conformément aux codes électriques applicables.

Avertissement
Ne connectez pas la machine à une source d'alimentation dont la tension nominale est supérieure à 250 volts.
Ne retirez pas la broche de mise à la terre du cordon d'alimentation.
Utilisation de la rallonge
Si une rallonge est nécessaire, utilisez-en une qui est conçue pour l'application et qui a 3 conducteurs de calibre 14 AWG (2,1 mm 2 ) ou plus. Les longueurs maximales recommandées sont de 7,5 m (25 pi) si un calibre 14 AWG (2,1 mm 2 ) est utilisé et de 15 m (50 pi) si un calibre 12 AWG (3,3 mm _2 ) est utilisé.
Installation du pistolet et du câble
Le câble avec pistolet Magnum 100L fourni avec la soudeuse est installé en usine avec une gaine pour une électrode de 0,6 à 0,9 mm (0,025 à 0,035 po) et un tube-contact de 0,9 mm (0,035 po). L'utilisateur doit s'assurer que l'embout de contact, la doublure et les rouleaux d'entraînement correspondent à la taille du fil utilisé. Pour un fil de 0,030, utilisez la configuration de rouleau d'entraînement 0,035.

Avertissement
Éteignez l'interrupteur d'alimentation de la machine à souder avant d'installer le pistolet et le câble.
- Posez le câble droit.
- Desserrez la vis à main qui est enfilée dans l'adaptateur du pistolet.
- Insérez l'extrémité mâle du câble du pistolet dans l'adaptateur femelle par l'ouverture du panneau avant. Assurez-vous que le connecteur est totalement inséré. Serrez ensuite la vis à main.
- Raccordez le connecteur de gâchette du pistolet et du câble à la prise d'accouplement à l'intérieur de la prise située à gauche sur le panneau avant. Assurez-vous que les clavettes sont alignées ; insérez et serrez l'anneau de retenue.
Gaz de protection (pour les procédés de soudage à ARC MIG)
Le client doit fournir le cylindre de gaz de protection approprié pour le procédé utilisé.
Pour le gaz de mélange d'argon, un régulateur de débit et un tuyau d'admission sont installés en usine avec la soudeuse. Lors de l'utilisation de 100 % de CO₂, un adaptateur supplémentaire est requis pour raccorder le régulateur à la bonbonne de gaz. Le soudage à l'aluminium avec un pistolet dévidoir nécessite un gaz de protection 100 % argon.

Garder la bouteille en position verticale et enchaînée pour du soutien
- Tenir la bouteille loin des endroits où elle pourrait être endommagée.
- Ne jamais soulever le poste à souder avec la bouteille fixée.
- Ne jamais laisser l'électrode de soudage toucher la bouteille.
- Tenir la bouteille à l'écart du soudage ou d'autres circuits électriques sous tension.
Installez l'alimentation en gaz de protection comme suit :
- Placez la bouteille de gaz sur une surface plane et fixez-la à une structure solide pour empêcher la bouteille de tomber.
- Retirez le bouchon du cylindre. Inspectez les vannes et le régulateur du cylindre pour déceler tout filetage endommagé, saleté, poussière, huile ou graisse. Enlevez la poussière et la saleté avec un chiffon propre.
NE FIXEZ PAS LE RÉGULATEUR EN PRÉSENCE D'HUILE, DE GRAISSE OU DE DOMMAGES! Informez votre fournisseur de gaz de cette situation. L'huile ou la graisse en présence d'oxygène à haute pression est explosive.

Veillez à NE PAS approcher votre VISAGE de la SORTIE de la VALVE lorsque vous la « CASSEZ ».
Ne vous tenez jamais directement devant ou derrière le régulateur de débit lors de l'ouverture de la vanne de la bonbonne. Toujours vous tenir d'un côté.
L'utilisateur doit éloigner son corps de la sortie de la soupape lorsqu'il « fissure » la soupape.
- Tenez-vous d’un côté, à distance de la prise, et ouvrez la vanne de la bonbonne pendant un instant. Cela éliminera toute poussière ou saleté qui peut s’être accumulée dans la sortie de la vanne.
- Fixez le régulateur de débit à la vanne du cylindre et serrez fermement le ou les contre-écrous à l'aide d'une clé.
REMARQUE : S'il s'agit d'une connexion à un cylindre à 100 % de CO2, un adaptateur de régulateur supplémentaire doit être installé entre le régulateur et la vanne de la bonbonne. Si l'adaptateur est équipé d'une rondelle en plastique, assurez-vous qu'il est bien en place pour la connexion au cylindre de CO2.
- Fixez l'une des extrémités du tuyau d'entrée de gaz au raccord de sortie du régulateur de débit, l'autre extrémité au raccord arrière de la soudeuse, puis serrez les écrous de raccordement avec une clé.

- Avant d'ouvrir la vanne du cylindre, tournez le bouton de réglage du régulateur dans le sens antihoraire jusqu'à ce que la pression du ressort soit relâchée.
- En vous tenant debout d'un côté, ouvrez la vanne du cylindre, lentement, d'une fraction de tour. Lorsque le pointeur de la jauge de pression du cylindre s'arrête, ouvrez complètement la vanne.

Veillez à NE PAS approcher votre VISAGE de la SORTIE de la VALVE lorsque vous la « CASSEZ ».
Ne vous tenez jamais directement devant ou derrière le régulateur de débit lors de l'ouverture de la vanne de la bonbonne. Toujours vous tenir d'un côté. 8. Le régulateur de débit est réglable. Ajustez le régulateur au débit recommandé pour la procédure et le processus.

L'accumulation du gaz de protection peut nuire à la santé ou entraîner la mort.
Couper l'alimentation en gaz de protection lorsqu'il n'est pas utilisé.

Polarité des connexions de SORTIE
La soudeuse est équipée d'un fil court qui dépasse de l'avant de la machine et qui peut être utilisé pour configurer la polarité de l'entraînement du fil. Pour le soudage STICK, le fil court n'a pas besoin d'être connecté et il ne sera pas chaud du point de vue électrique. Pour le soudage FCAW, MIG et TIG, ce fil peut être raccordé au goujon de sortie positif ou au goujon de sortie négatif. La connexion du fil au goujon positif reliera électriquement le fil d'entraînement à la polarité positive; la pince de travail se connecterait alors au goujon négatif. S'assurer que le connecteur est bien verrouillé en place en le tournant dans le sens des aiguilles d'une montre.
Figure B.3 ENTRAÎNEMENT DES FILS CONNECTÉS POUR POLARITÉ NÉGATIVE
- Coupez la source d'alimentation.
- Relâchez la pression sur le rouleau de ralenti en faisant pivoter le bras de pression réglable vers l'arrière de la machine, ce qui permet au tendeur de s'ouvrir.
- Retirez la vis de fixation du rouleau d'entraînement en la tournant dans le sens antihoraire et retirez le rouleau d'entraînement.
- Retirez et réinstallez le rouleau d'entraînement en fonction du fil à utiliser.
REMARQUE : Assurez-vous que la gaine du pistolet et le tube-contact sont également dimensionnés selon le calibre du fil sélectionné.
- Faites passer manuellement le fil de l'enrouleur au-dessus de la rainure du rouleau d'entraînement et dans le guide de fil, puis à l'arrière de l'adaptateur du pistolet et de l'ensemble pistolet et câble.
- Repositionnez le bras de pression réglable à sa position d'origine pour appliquer la pression sur le fil. Ajustez la pression, au besoin.
| ROULEAUX D'ENTRAÎNEMENT | ||
| Diamètre et type de fil | Rouleau d'entraînement en douceur (doubles rainures) | Numéro de pièce du rouleau d'entraînement |
| Fil MIG de 0,6 mm (0,025 po) | Utiliser une rainure de rouleau d'entraînement de 0,6 mm (0,025 po) | KP2948-1 |
| Fil MIG de 0,8 mm (0,030 po) | Utiliser une rainure de rouleau d'entraînement de 0,9 mm (0,035 po) | |
| Fil MIG de 0,9 mm (0,035 po) | ||
| Sous flux 0,8 mm (0,030 po) | ||
| Sous flux 0,9 mm (0,035 po) | ||
| Sous flux 1,1 mm (0,045 po) | 0,045 po (1,1 mm) | KP3285-1 |
FIGURE B.5
Séquence de mise sous tension
- Vérifiez que la polarité de l'électrode est appropriée pour le procédé utilisé. Consultez le guide de démarrage rapide concernant la polarité. Activez ensuite l'interrupteur d'alimentation. Les ventilateurs se mettent en marche jusqu'à ce que l'alimentation de la machine soit coupée.
- Configurez la machine pour le processus et l'application désirés. Utilisez le bouton de sélection pour choisir le processus de soudage voulu (WIRE, STICK, TIG). Utilisez les boutons de réglage pour ajuster les paramètres indiqués sur l'autocollant de procédure selon les conditions de soudage voulues.
- Si vous démarrez un processus WIRE, retirez le tube-contact, puis faites passer le fil à travers la gaine jusqu'à l'extrémité du pistolet. Remplacez le tube-contact, puis coupez le fil à environ 10 mm (3/8 po) de l'extrémité du tube-contact.
- Si un gaz de protection doit être utilisé, mettez en marche l'alimentation en gaz et réglez le gaz au débit requis, comme indiqué sur l'étiquette de procédure située sur la porte.
- Lors de l'utilisation d'une électrode Innershield, la buse à gaz peut être retirée et remplacée par la buse sans gaz. Cela donnera une visibilité améliorée et éliminera la possibilité de surchauffe de la buse à gaz.
- Raccordez le câble de travail au métal à souder. La pince de travail doit établir un bon contact électrique avec la pièce à souder. Le travail doit également être mis à la terre comme indiqué dans les « Précautions de sécurité pour le soudage à l'arc ».
Pour obtenir des cotes de sorties supplémentaires, consultez la plaque de référence située à l'arrière de la machine.
Le cycle de service est le temps de « marche » (basé sur un intervalle de 10 minutes) que l'utilisateur peut souder avec la machine à une sortie spécifique sans provoquer un déclenchement thermique.
Par exemple : un cycle d'utilisation de 60 % signifie un soudage à une sortie spécifiée pendant 6 minutes sans arrêt, puis un arrêt obligatoire de 4 minutes avant de poursuivre.
Si le cycle de travail de la machine est dépassé, la machine déclenche une alarme thermique et le voyant thermique DEL s'allume. La machine doit refroidir avant de pouvoir effectuer le soudage.
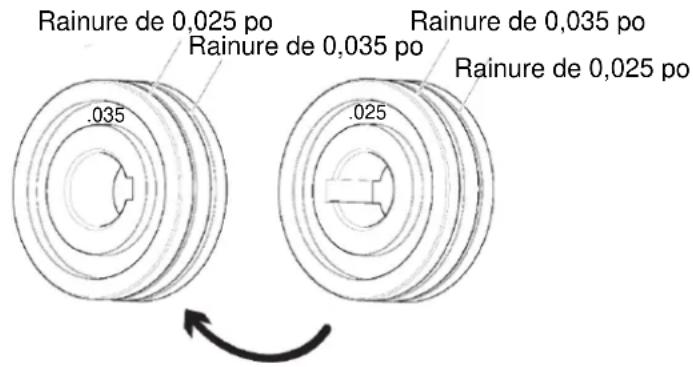
text_image
Rainure de 0,025 po Rainure de 0,035 po .035 Rainure de 0,035 po Rainure de 0,025 po .025

La machine est sous tension.


Cycle de service dépassé - Attendez
que la machine se réinitialise.
ou Erreur détectée.

Mise en garde : La sortie de tension est activée.
ou une surcharge de sortie s'est produite si un voyant clignote.
Variations de tension de la ligne d'entrée
Tension de ligne élevée/tension de ligne basse — La soudeuse fonctionnera entre 90 et 250 V c. a. à 60 Hz. Si la tension d'entrée est trop basse ou trop élevée, le voyant DEL thermique clignote.
COURANT OU TENSION SELON LES POSITIONS DU CADRAN
| Tension d'entrée | Position du bouton | A | B | C | D | E | F | G | H | I | J |
| 230 V | Volts MIG | 13 | 14,1 | 15,2 | 16,3 | 17,4 | 18,6 | 19,8 | 21 | 22,2 | 23,7 |
| 120 V | Volts MIG | 13 | 14,1 | 15,2 | 16,3 | 17,4 | 18,6 | 19,8 | 21 | 21,5 | 21,5 |
| 230 V | Courant de sortie STICK | 25 | 40 | 55 | 70 | 85 | 100 | 115 | 130 | 145 | 162 |
| 120 V | Courant de sortie STICK | 25 | 27 | 30 | 40 | 50 | 60 | 70 | 80 | 85 | 90 |
| 230 V | Courant de sortie TIG | 10 | 27 | 44 | 61 | 78 | 95 | 112 | 130 | 150 | 167 |
| 120 V | Courant de sortie TIG | 10 | 25 | 40 | 55 | 70 | 80 | 95 | 105 | 115 | 120 |
Les valeurs indiquées dans le tableau sont approximatives et doivent être utilisées à titre de référence seulement. Si une pédale est utilisée pour le soudage TIG, le courant de sortie peut être réglé entre 10 ampères et le courant maximum déterminé par la position du cadran.

Procédure de soudage TIG avec pédale
Le soudage TIG avec pédale nécessite un chalumeau TIG prêt à souder Lincoln Electric K1782-16 ou K1782-17, une pédale K4361-1 et une bouteille de gaz de protection argon à 100 %. La pédale permet d'ajuster le courant de sortie pendant le soudage. La pédale de commande peut être utilisée pour lancer la sortie de soudage et le débit de gaz de protection argon. La machine détectera automatiquement lorsque la pédale est connectée et réglera la machine en mode TIG.
Connectez les éléments à la machine tel que présenté ci-dessous
FIGURE B.6
text_image
Gaz de protection à l'argon 100 %. Chalumeau TIG K1782-17 prêt à souder Pédale K4361-1Le courant de l'arc de soudage sera déterminé par la position de la pédale et la position du cadran V/A situé à l'avant de la machine. Pour obtenir une sortie maximale, le cadran V/A doit être réglé sur la position de la lettre « J » et la pédale de commande doit être complètement fermée. Les sorties inférieures peuvent être obtenues en changeant la position du cadran V/A ou en réduisant la pression sur la pédale. Pour amorcer l'arc de soudage, touchez légèrement le tungstène sur la pièce à souder, puis appuyez sur la pédale. Tirez ou basculez lentement le tungstène de la pièce de travail et l'arc de soudage commencera. Après avoir relâché la pédale, le gaz de protection continuera à circuler pendant 8 secondes. Cette période de post-débit est utilisée pour éviter la contamination du tungstène pendant qu'il est encore chaud et pour éviter la contamination de la flaque de soudure.
Procédure de soudage TIG sans pédale
Le soudage TIG sans pédale nécessite un chalumeau TIG prêt à souder Lincoln Electric K1782-17 et une bouteille de gaz de protection d'argon à 100 %.
Connectez les éléments à la machine tel qu'il est illustré ci-dessous FIGURE B.7
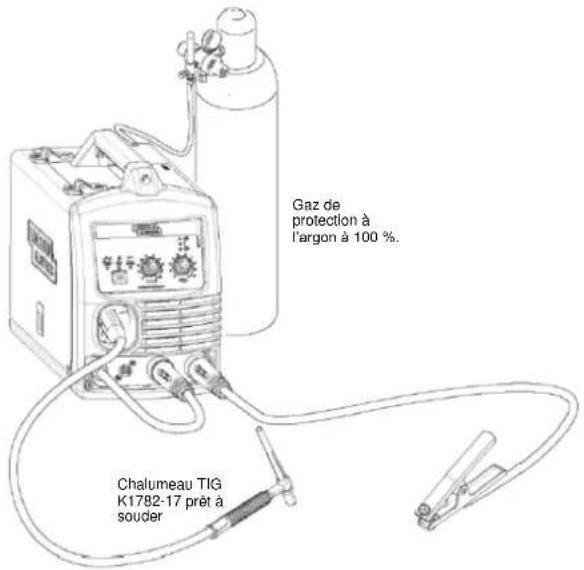
text_image
Gaz de protection à l'argon à 100 %. Chalumeau TIG K1782-17 prêt à souderLe courant de sortie de soudage sera déterminé par la position du cadran V/A situé à l'avant de la machine. Pour amorcer l'arc de soudage, touchez légèrement le tungstène sur la pièce à souder et maintenez le tungstène sur la pièce pendant environ 1 seconde pour lancer le gaz de protection Argon. Tirez ou faites basculer lentement le tungstène de la pièce de travail et l'arc de soudage commencera. Une fois la soudure terminée, le gaz de protection continue à circuler pendant 8 secondes. Cette période de post-débit est utilisée pour éviter la contamination du tungstène pendant qu'il est encore chaud et pour éviter la contamination de la flaque de soudure.
TROUSSES ET ACCESSOIRES EN OPTION
| Type | Numéro de produit | Détails | |
| Généralités | K520 |  | CHARIOT DE SOUDAGE INDUSTRIEL - Ce chariot robuste permet de stocker et de transporter une soudeuse, une bouteille de gaz de protection de 150 pieds cubes, des câbles de soudage et des accessoires. Comprend des plateformes stables pour la plateforme de soudeur et de bouteille de gaz, un plateau inférieur pour une capacité de rangement accrue et une poignée à hauteur réglable. |
| K2275-3 ou K2275-1 |  | CHARIOT DE SOUDAGE (CAPACITÉ DE BOUTEILLE DE 80 PIEDS CUBES) - Ce chariot léger permet de stocker et de transporter une soudeuse, une bouteille de gaz de protection de 80 pieds cubes, des câbles de soudage et des accessoires. Comprend une étagère supérieure inclinée pour un accès facile aux commandes, un plateau inférieur pour une capacité de rangement accrue, une poignée fixe robuste et un support d'enroulement de câble pratique. | |
| K2377-1 |  | HOUSSE EN TOILE - Protège la machine lorsqu'elle n'est pas utilisée. Fabriquée à partir d'une toile rouge attrayante ignifuge, étanche et qui résiste à la moisissure. Comprend une poche latérale pratique pour tenir le pistolet à souder. | |
| K5342-1 |  | PISTOLET DE REMPLACEMENT MAGNUM® 100L - avec connecteur à 8 broches | |
| Pistolet dévidoir | K5341-1 |  | PISTOLET À BOBINE MAGNUM® 100SG - Conçu pour alimenter facilement de petits fils d'aluminium de 4 po de diamètre (bobine de 1 lb) de 0,030 po ou 0,035 po. Comprend un pistolet, une trousse d'adaptateur, trois tubes-contact supplémentaires de 0,035 po, une buse à gaz et une bobine de fil de soudage Superglaze 4043 de diamètre 0,035 po. Emballé dans un étui de transport pratique. |
| TIG | K1782-16 |  | ENSEMBLE DE CHALUMEAU TIG PTA-9 PRÊT À SOUDER : Comprend un câble de 12,5 pieds et un connecteur en laiton en instance de brevet qui se fixe au câble d'entraînement de la machine. L'ensemble comprend également du tungstène 1/16 po et 3/32 po, des pinces et des corps de pinces ainsi qu'un bouchon arrière et une buse. |
| K1782-17 |  | ENSEMBLE DE CHALUMEAU TIG PTA-17 PRÊT À SOUDER : Comprend un câble de 12,5 pieds et un connecteur en laiton en instance de brevet qui se fixe au câble d'entraînement de la machine. L'ensemble comprend également du tungstène 1/16 po et 3/32 po, des pinces et des corps de pinces ainsi qu'un bouchon arrière et une buse. | |
| k4361-1 |  | PIED AMPTRL - Comprend un boîtier en acier durable et un câble de 13 pieds avec un connecteur à 8 broches. La pédale peut être utilisée pour amorcer et arrêter le soudage TIG et pour ajuster le courant de sortie pendant le soudage. | |
| FCAW | K3281-1 |  | KIT INNERSHIELD 0,045 po - Comprend tout ce qu'il vous faut pour souder avec un fil Innershield de 0,045 po diam. Comprend gaine de pistolet MagnumTM 100L de 0,035/0,045 po, tube-contact de 0,045 po, buse sans gaz, rouleau d'entraînement moleté et dévidoir de 4,5 kg (10 lb) de fil Innershield® NR®-212 de 0,9 mm (0.045 po). |

Avertissement
Avant de procéder à l'entretien, à l'entretien ou à la réparation, débrancher complètement l'alimentation sur la machine.
Utilisez l'équipement de protection individuelle (EPI), y compris les lunettes de sécurité, le masque antipoussière et les gants, afin d'éviter les blessures. Cela s'applique également aux personnes qui entrent dans la zone de travail.
LES PIÈCES MOBILES peuvent blesser.
- Ne pas opérer avec les portes ouvertes ou sans les protections.
- Arrêtez le moteur avant l'entretien. • Tenez-vous à l'écart des pièces mobiles.
Demandez au personnel qualifié de faire tous les travaux de maintenance et de dépannage.



Entretien général
Dans des endroits extrêmement poussiéreux, la saleté peut obstruer les passages d'air, ce qui entraîne le réchauffement du soudeur. Soufflez la saleté hors du soudeur avec de l'air à basse pression, à intervalles réguliers, pour éliminer toute accumulation excessive de saleté et de poussière sur les pièces internes.
Le moteur du ventilateur est doté d'un roulement étanche qui ne nécessite aucun entretien.
Rouleaux d'entrainement et plaques de guidage
Après chaque bobine du fil, inspectez le mécanisme du dévidoir. Nettoyez-le, au besoin, en soufflant de l'air comprimé à basse pression. N'utilisez pas de solvants pour nettoyer le rouleau de ralenti, car il peut éliminer le lubrifiant du roulement. Tous les rouleaux d'entraînement sont estampillés avec les calibres de fil qu'ils alimenteront. Si un fil autre que celui estampillé sur le rouleau est utilisé, le rouleau d'entraînement doit être changé.
TUBES et BUSES du pistolet
- Remplacer les tubes-contacts usés au besoin.
- Retirez les éclaboussures de l'intérieur de la buse à gaz et du tube toutes les 10 minutes de temps d'arc ou au besoin.
Nettoyage du câble du pistolet
Pour aider à prévenir les problèmes d'alimentation, nettoyez la gaine du câble après avoir utilisé environ 13,6 kg (30 lb) d'électrode. Retirez le câble du dévidoir de fil et posez-le directement sur le plancher. Retirez le tube-contact du pistolet. À l'aide d'un tuyau d'air et d'une pression partielle, soufflez doucement le manchon de câble de l'extrémité du diffuseur de gaz.
Une pression excessive au début de la procédure de nettoyage peut causer la formation d'un bouchon.
Faites passer le câble sur toute sa longueur et soufflez-le à nouveau. Répétez cette procédure jusqu'à ce qu'aucune autre saleté ne se dégage. Si cela a été fait et que des problèmes d'alimentation sont rencontrés, remplacez la gaine.

Mise en GARDE
REMARQUE : La variation des longueurs de câbles empêche l'interchangeabilité des gaines entre les pistolets. Une fois qu'une gaine a été coupée pour un pistolet en particulier, elle ne doit pas être installée dans un autre pistolet, à moins qu'elle puisse satisfaire à la longueur butoir de la gaine.
- Retirez la buse de gaz du pistolet en la dévissant dans le sens antihoraire
- Retirez l'embout-contact du pistolet en le dévissant dans le sens antihoraire
- Retirez le diffuseur de gaz du pistolet en le dévissant dans le sens antihoraire
- Posez le pistolet et le câble directement sur une surface plane. Desserrez la vis de réglage située dans le connecteur en laiton qui se connecte à la tête de soudage. Voir l'image ci-dessous. Retirez la doublure du câble.
- Insérez une nouvelle gaine non coupée dans l'extrémité du connecteur du câble. Assurez-vous que la bague de gaine est bien marquée au pochoir selon le calibre de fil utilisé.
- Insérez complètement la douille de la gaine dans le connecteur. Serrez la vis de pression sur le connecteur du câble en laiton. À ce moment, le diffuseur de gaz ne doit pas être installé sur l'extrémité du tube du pistolet.
- Lorsque la buse et le diffuseur de gaz sont retirés du tube du pistolet, assurez-vous que le câble est droit, puis coupez la gaine à la longueur indiquée. Retirez les bavures de l'extrémité de la gaine.
- Vissez le diffuseur de gaz sur l'extrémité du tube du pistolet et serrez fermement.
- Replacez l'embout-contact et la buse.
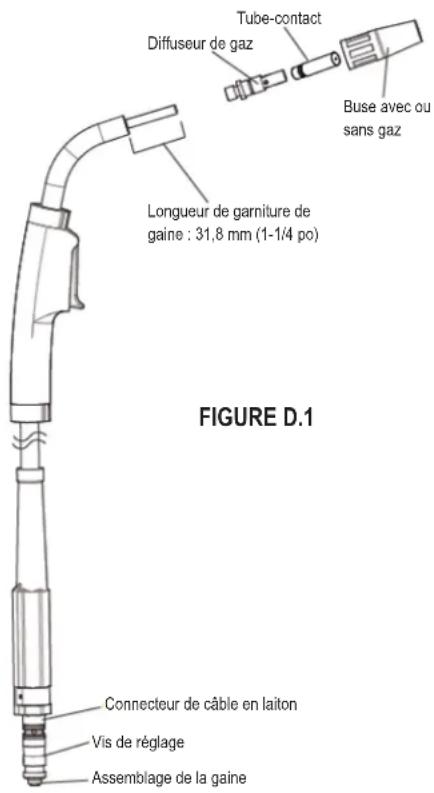
text_image
Tube-contact Diffuseur de gaz Longueur de garniture de gaine : 31,8 mm (1-1/4 po) Buse avec ou sans gaz FIGURE D.1 Connecteur de câble en laiton Vis de réglage Assemblage de la gaine
Si, pour quelque raison que ce soit, vous ne comprenez pas les procédures ou ne pouvez pas effectuer l'entretien et les réparations en toute sécurité, communiquez avec votre centre de services extérieurs autorisé Lincoln pour obtenir de l'aide technique avant de continuer.
WWW.LINCOLNELECTRIC.COM/LOCATOR

Avertissement
Le service et la réparation ne doivent être effectués que par le personnel qualifié et formé en usine de Lincoln Electric. Les réparations non autorisées effectuées sur cet équipement peuvent entraîner un danger pour le technicien et l'opérateur de la machine, et invalider votre garantie d'usine. Pour votre sécurité et pour éviter les décharges électriques, veuillez respecter consignes de sécurité et toutes les précautions détaillées manuel.

Ce guide de dépannage est fourni pour vous aider à localiser et à réparer les possibles pannes de machine. Suivez simplement la procédure en trois étapes ci-dessous.
Étape 1. repérez le problème (symptôme).
Regardez sous la colonne intitulée « PROBLÈME (SYMPTÔMES) ». Cette colonne décrit les possibles symptômes que l'appareil peut présenter. Trouvez l'élément de la liste qui décrit le mieux le symptôme que l'appareil présente.
Étape 2. CAUSE possible.
La deuxième colonne intitulée « CAUSE POSSIBLE » énumère les possibilités externes évidentes qui peuvent contribuer au symptôme de la machine.
Étape 3. PLAN d'action recommandé
Cette colonne fournit une marche à suivre pour la cause possible. Celle-ci consiste généralement à communiquer avec votre centre de services extérieurs autorisé Lincoln.
Si vous ne comprenez pas ou n'êtes pas en mesure d'effectuer le plan d'action recommandé en toute sécurité, communiquez avec votre centre de services extérieurs autorisé Lincoln.

Les décharges électriques peuvent tuer.
- Éteignez la machine à l'aide de l'interrupteur situé à l'arrière de la machine et débranchez les connexions de l'alimentation principale avant de procéder au dépannage.

Observez toutes les directives de sécurité détaillées dans tout ce manuel.
| PROBLÈME (SYMPTÔMES) | MAUVAIS AJUSTEMENT(S) POSSIBLES | PLAN D’ACTION RECOMMANDÉ |
| Les dommages physiques ou électriques majeurs sont évidents. | « Ne branchez pas la machine ou ne l’allumez pas. »Contactez votre centre Authorized Field Service local. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre Lincoln Electric Field Service agréé. |
| Aucune alimentation de fil, sortie de soudure ou débit de gaz lorsque la gâchette du pistolet est tirée. Le ventilateur ne fonctionne PAS. | 1. Assurez-vous que la tension correcte est appliquée sur la machine. | |
| 2. Assurez-vous que l’interrupteur d’alimentation est en position ON. | ||
| 3. Assurez-vous que le disjoncteur situé à l’arrière de la machine est réinitialisé. Assurez-vous que le disjoncteur mural est réactivé. | ||
| Aucune alimentation de fil lorsque la gâchette du pistolet est tirée. Le ventilateur fonctionne, les débits de gaz et la machine ont une tension de circuit ouverte adéquate (42 V) – sortie de soudure. | 1. Si le moteur du dévidoir est en marche, assurez-vous que les bons rouleaux d’entraînement sont installés dans la machine. | |
| 2. Vérifiez s’il y a une gaine ou un tube-contact obstrué. | ||
| 3. Vérifiez la taille appropriée de la gaine et du tube-contact. | ||
| 4. Assurez-vous que le fil de reconnexion de l’entraînement qui dépasse de l’avant de la machine est connecté à la bonne polarité. | ||
| 5. Vérifiez que l’interrupteur Magnum 100SG/Magnum 100L est correctement enclenché pour activer le bon pistolet. | ||
| 6. Assurez-vous que la machine est réglée sur le mode fil. | ||
| Débit de gaz faible ou nul lorsque la gâchette du pistolet est tirée.L’alimentation en fils, la sortie de soudure et le ventilateur fonctionnent normalement. | 1. Vérifier l’alimentation en gaz, le régulateur de débit et les tuyaux de gaz. | |
| 2. Vérifier la connexion du pistolet à la machine pour déceler toute obstruction ou fuite. | ||
| 3. S’assurer que le pistolet est complètement inséré dans l’entraînement du fil en desserrant la vis à oreilles et en insérant complètement le pistolet | ||
| Arc instable – Mauvaise amorce | 1. Vérifiez la tension d’entrée correcte à la machine. | |
| 2. Vérifiez que la polarité de l’électrode est correcte pour le processus. Reportez-vous à la procédure de réglage de l’autocollant ou du guide de configuration rapide. | ||
| 3. Vérifier que la pointe du pistolet n’est pas usée ou endommagée et qu’elle est de la bonne taille - Remplacer si nécessaire | ||
| 4. Vérifiez si le gaz et le débit sont adéquats pour le processus. (Pour MIG et TIG seulement.) | ||
| 5. Vérifiez le câble de travail ou les connexions lâches ou défectueuses. | ||
| 6. Vérifiez si le pistolet est endommagé ou brisé. | ||
| 7. Vérifiez l’orientation et l’alignement du rouleau d’entraînement. | ||
| 8. Vérifiez la taille de la gaine. | ||
| 9. Assurez-vous que l’écrou à ailettes sur la bobine de fil n’est pas trop serré. | ||
| 10. Assurez-vous que le bras de tension de l’entraînement du fil est serré juste assez |
text_image
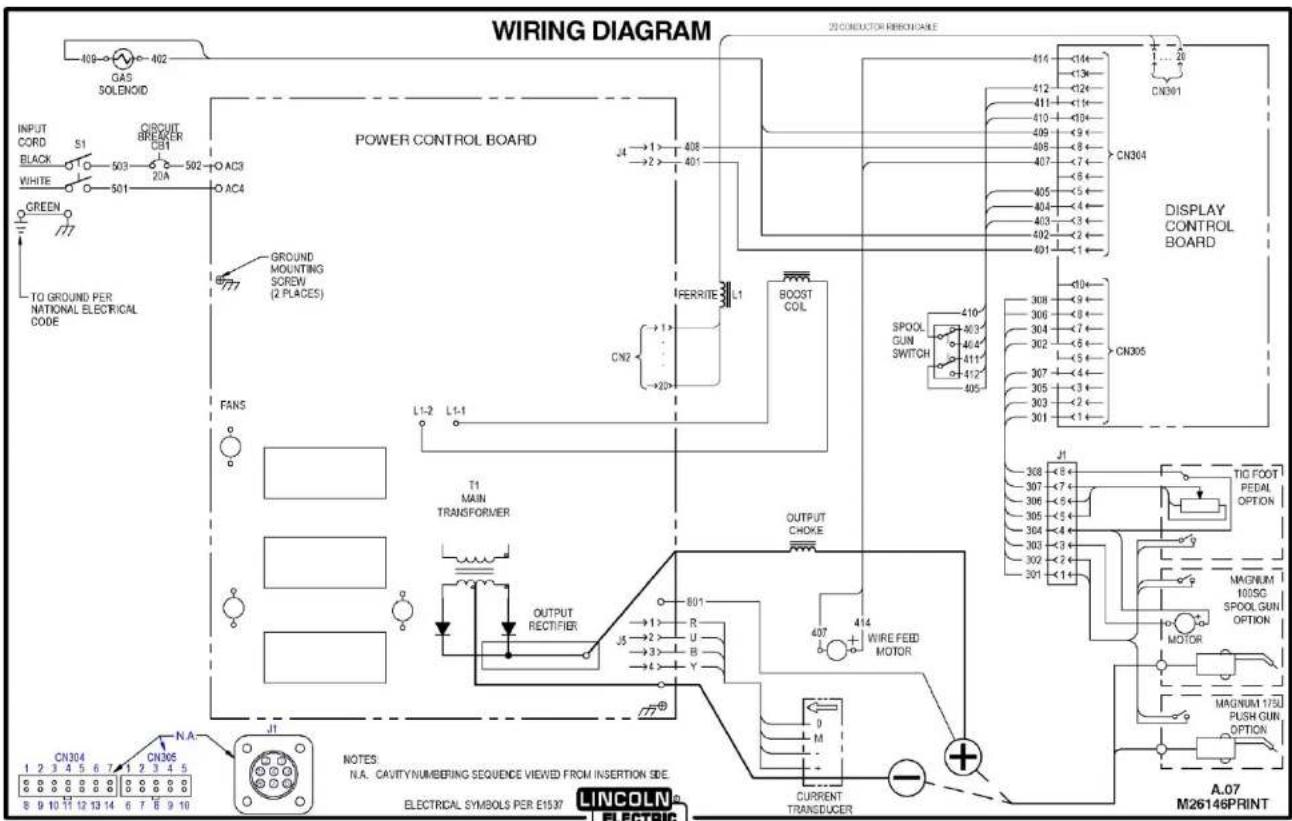
WIRING DIAGRAM 20 CONDUCTOR RIKKON CABLE POWER CONTROL BOARD CIRCUIT BREAKER CB1 S1 603 502 AC3 AC4 GREEN TO GROUND PER NATIONAL ELECTRICAL CODE FANS L1-2 L1-1 T1 MAIN TRANSFORMER OUTPUT RECTIFIER 801 R U B Y J4→1→408 J2→2→401 FERRITE L1 CN2→20> COOL BOOST SPOOL GUN SWITCH 410° 403° 404° 411° 412° 405° 410° 403° 405° 410° 403° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 411° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 410° 405° 41 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 39301 CN361 CN364 DISPLAY CONTROL BOARD SPOOL GUN SWITCH TIG FOOT PEDAL OPTION MAGNUM 100SG SPOOL GUN OPTION MOTOR MAGNUM 175U PUSH GUN OPTION A.07 M26146PRINT J1 J3 N.A. J1 LINCOLN® ELECTRIC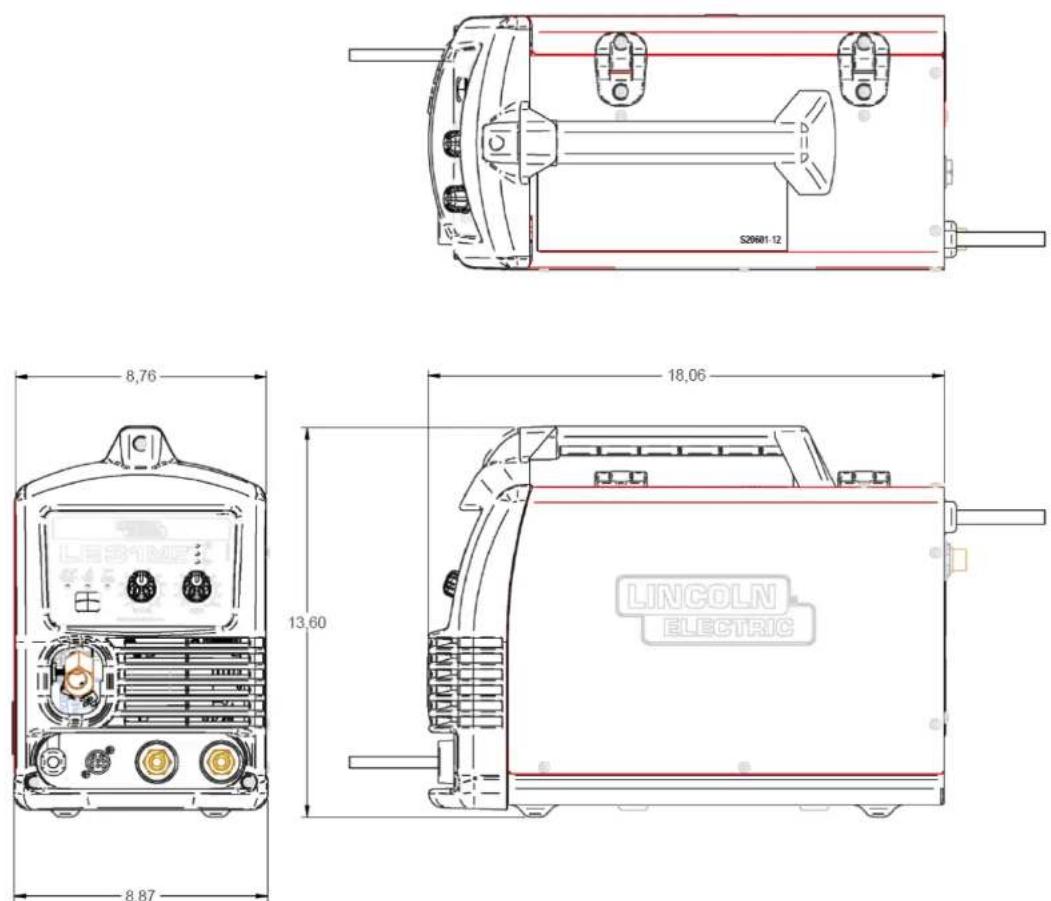
 |  |  |  |
| WARNING | Do not touch electrically live parts or electrode with skin or wet clothing.Insulate yourself from work and ground. | Keep flammable materials away. | Wear eye, ear and body protection. |
| SpanishAVISO DE PRECAUCION | No toque las partes o los electrodos bajo carga con la piel o ropa moja-da.Aislese del trabajo y de la tierra. | Mantenga el material combustible fuera del área de trabajo. | Protéjase los ojos, los oídos y el cuerpo. |
| FrenchATTENTION | Ne laissez ni la peau ni des vête-ments mouillés entrer en contact avec des pièces sous tension.Isolez-vous du travail et de la terre. | Gardez à l'écart de tout matériel inflammable. | Protégez vos yeux, vos oreilles et votre corps. |
| GermanWARNUNG | Berühren Sie keine stromführenden Teile oder Elektroden mit Ihrem Körper oder feuchter Kleidung!Isolieren Sie sich von den Elektroden und dem Erdboden! | Entfernen Sie brennbarres Material! | Tragen Sie Augen-, Ohren- und Kör-perschutz! |
| PortugueseATENÇÃO | Não toque partes elétricas e elec-trodos com a pele ou roupa molha-da.Isole-se da peça e terra. | Mantenha inflamáveis bem guarda-dos. | Use proteção para a vista, ouvido e corpo. |
| Japanese注意事項 | 通電中の電気部品、又は溶材にヒフやぬれた布で触れないこと。施工物やアースから身体が絶縁されている様にして下さい。 | 燃えやすいものの側での溶接作業は絶対にしてはなりません。 | 目、耳及び身体に保護具をして下さい。 |
| Chinese警告 | 皮肤或漏衣物切勿接觸帶電部件及鋅條。使你自己與地面和工件絕緣。 | 把一切易燃物品移離工作場所。 | 佩戴眼、耳及身體勞動保護用具。 |
| Korean위험 | 전도체나 응접 bằng 젖은 형걸 또는 피부로 절대 접촉치 마십시오.모재와 접지를 접촉치 마십시오. | 인화성 물질을 접근 시키지 마시요. | 눈, 귀와 몇에 모호장구를 착용하십시오. |
| Arabicتحذير | لا تلمس الاجزاء التي يسري فيها التيار الكهرباني أو الاكترود يجلد الجسم أو بالملابس المبلقة بال permاء.UGHع عازلا على جسمك خلال العمل. | ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع#: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: ضع #: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine; Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine: Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine . Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine : Sunshine |
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.
The Lincoln Electric Company fabrique et vend des équipements de soudage, des consommables et des équipements de coupe de haute qualité. Notre défi consiste à répondre aux besoins de nos clients et à dépasser leurs attentes. À l'occasion, les acheteurs peuvent demander à Lincoln Electric des conseils ou des informations sur l'utilisation de nos produits. Nous répondons à nos clients en fonction des meilleurs renseignements en notre possession à ce moment-là. Lincoln Electric n'est pas en mesure de garantir ces conseils et n'assume aucune responsabilité en ce qui concerne ces informations ou conseils. Nous déclinons expressément toute garantie de quelque nature que ce soit, y compris toute garantie d'adaptation à l'usage particulier du client, à l'égard de ces informations ou conseils. À titre de considération pratique, nous ne pouvons pas assumer la responsabilité de la mise à jour ou de la correction de ces renseignements ou conseils une fois qu'ils auront été donnés, et la fourniture d'information ou de conseils ne crée, n'étend ou ne modifie pas une garantie relativement à la vente de nos produits.
Lincoln Electric est un fabricant responsable, mais la sélection et l'utilisation de produits spécifiques vendus par Lincoln Electric sont uniquement sous le contrôle et demeurent la seule responsabilité du client. De nombreuses variables au-delà du contrôle de Lincoln Electric ont une incidence sur les résultats de l'application de ces types de méthodes de fabrication et d'exigences de service.
Sous réserve de modification – Cette information est exacte au meilleur de nos connaissances au moment de l'impression. Veuillez visiter www.lincolnelectric.com pour toute information mise à jour.