
Magnum Pro 100SG - Estación de soldadura LINCOLN ELECTRIC - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Magnum Pro 100SG LINCOLN ELECTRIC en formato PDF.

| Marca | Lincoln Electric |
| Modelo | Magnum Pro 100SG |
| Tipo de producto | Pistola de bobina (spool gun) para soldadura MIG aluminio |
| Proceso de soldadura | GMAW (MIG) con gas de protección argón 100% |
| Aleaciones de alambre | Aluminio 4043 o 5356 |
| Diámetros de alambre | 0,030 pulg (0,8 mm) o 0,035 pulg (0,9 mm) |
| Tamaño de bobina | 1 lb, diámetro 4 pulg |
| Corriente nominal | 130 A al 30% de ciclo de trabajo (base 10 min) |
| Peso | 3,5 lb (1,6 kg) con cable, sin bobina ni caja |
| Longitud del cable | 10 pies (3,05 m) |
| Dimensiones (caja) | 15,75 x 10,50 x 4,25 pulg (40 x 27 x 10,8 cm) |
| Enfriamiento | Por aire |
| Alimentación | A través de la soldadora conectada (corriente de soldadura y gas) |
| Método de guiado | Semiautomático (guiado manual) |
| Funciones principales | Soldadura MIG de aluminio con alambre en bobina, ajuste de velocidad y tensión a través de la soldadora |
| Seguridad | Protección contra descargas eléctricas, radiación del arco, humos, incendio; conexión a tierra obligatoria |
| Mantenimiento corriente | Limpieza de virutas de aluminio, inspección de cables y conexiones |
| Piezas de desgaste | Punta de contacto, difusor de gas, boquilla, rodillo conductor, cinta de relleno |
| Reparabilidad | Reemplazo posible del cable, tubo, alimentador, gatillo por un técnico calificado |
| Garantía | Consultar el manual completo |
| Manual disponible | Francés, inglés, español (formato PDF) |
Preguntas frecuentes - Magnum Pro 100SG LINCOLN ELECTRIC
Preguntas de los usuarios sobre Magnum Pro 100SG LINCOLN ELECTRIC
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones Magnum Pro 100SG - LINCOLN ELECTRIC y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Magnum Pro 100SG de la marca LINCOLN ELECTRIC.
MANUAL DE USUARIO Magnum Pro 100SG LINCOLN ELECTRIC
ua seguridad depende de
usted
El equipo de soldadura de arco y corte de Lincoln está Diseño y construido teniendo la seguridad en mente. Sin embargo, es posible augmentar su seguridad general a través de una instalación apropriada... y una operationcuidadasa de su parte. NO instAüE, OPERÉ O REPARE ESTÉ EQUIPO SIN ñEER ESTÉ MANUAU Y üAS PREyAU-yIONES zé SEáURízAz yONTENizAS EN Eú Mismo. Y lo más importante, piense antes de actuar y tengacuidado.

-
Lider Mundial en produits de soldadura y corte
-
Ventas y Servicio a工程技术 de Subsidiarios y de Distribuidores por todo el mundo •

ADVERTENCIA
1 ADVERTENCIADELAEY65DECALIFORNIA
EnelestadodeCalifornia,seconsideraalasemisionedesmotordedieselyalgunosdesuscomponentescomdañinasparalasalud,yaqueprovocancancer,defectosdenacimientoyotrosdañosreproductivos.
Lasemisionesdeestetipodeproductoscontienen
quimicosque,paraelestadodeCalifornia,provocan
cancer,defectos de nacimiento yothers daños
reproductivos.
LoanterioraplicaalosmotoresDiesel
Loanterioraplicaalosmotoresdegasolina
LASOLDADURAALARCOPUEDESERPELIGROSA.PROTEJASEUSTEDYALOSDEMASCONTRA POSIBLESLESIONESDEDIFERENTEGRAVEDAD,INCLUSOMORTALES.NOPERMITAQUELOSNIOS SEACERQUENALEQUIPO.LASPERSONASCONMARCAPASOSDEBENCONSULTARASUMEDICO ANTESDEUSARESTEEQUIPO.
Lea y entiendosiguesmenses de segudad.Para mas informacion acerde la segudad,se recomienda comprar un ejemplar de "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O.Box 351040,Miami, Florida 33135 o CSA Norma W117.2-1974.Un ejemplar Gratis del foltoo Arc Welding Safety (Seguridad de la soldadura al arco) E205 estadisponible de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESEQETODOSLOSTRABAJOSDEINSTALLACION,FUNCIJNAMIENTO,MANTENIMIENTOY REPARACIONSEANHECHOSPORPERSONASCAPACITADASPARALLO.

Paraequiposcisionados porMOTOR.
1.a. Apagaremotorantesdehacerajosdelocalizacion de averiasydemantenimiento, salvoenelcasquegeltrabajo demantenimientorequieraqalemoerestefuncionando.
1.b. Losmotoresdebenfuncionarenlugares abiertosbienventilados,o expulsarlosgases deescapeldmotoralexterior.

1.c. Nocargarcombustiblecercadeunarcode soldaduracandoel motorestefunctionando. Apagaremotorydejarguesenfrieantes derellenardecombustibleparaimpedirque elcombustiblederramadosevaporiceal quedarencontactoconlaspiiezdesdalmotor caliente.Noderramarcombustibleallenarel tanque.Sisederrama.limpiarloconuntrapo y noarrancarelmotorhastaque sehayanelimrado.
1.d. Mantenertodoslosprotectores, cubiertasydispositivosdeseguri-daddeleguipoen sulugaryenbuenascondieiones.Noacercar lasmanos, cablio, ropayherrmiantasalascorreasenV, engranajes,ventildadosytodaslasdemaspiezasmóveis duranteelarranque,funcionamentooreparaciondelequipo.
1.e. Enalgunoscasospuedesernecesarioqitarlosprotectores parahaceralguntrabajo demantenimientorequerido.Quitarlos solamentecuandoseanecesarioyolveracolocarlosdescuys determinadoeltrabajodementimiento.Tenersiempeel(Maximocuidadocuandosetrabajecercadepiezasen movimiento.

1.f.Noponerlasmanoscercadelven
tiladordelmot. Notratarde sobrecontrolareleguladordevolcidendenvacionempujandolas varillasdecontrolelacelerador mientraselmotrestafuncionando
1.g. Paraimpedirelarranqueaccidentaldelosmotoresdegasol-namientrassehace girarelmotorogeneradordealasolidaduradurateeltrabajodemantenimiento,desconectarlos cablesdelasbujias,tapadeldbistribuidorocabledmagneto,seguncorresponda.

- h. Paraevitavarquemarseconaguacaliente, noquitarlatapaapresiondelradiador miantraselmotorestacaliente.

LOSCAMPOSELECTRICOS Y MAGNETICOS mueben serpeligrosos
2.a.Lacorrienteeléctricaquecircularaatravésdeunconductororigincamposolelectricosymagnéticos(EMF)localizados.LacorrientedesoldaduracreacamposEMFalrededordeloscablesylosequiposdesoldadura.
a. bsposEMFpuedeninterferiorconlosmarcapasosyen otosequiposmedicosindividualues, demaneraquelos operariosqueutilicenesteosaparatosdebencuntrasu medicoantesdetrabajaronamauqinadesolar.
2.c.LaexposicionaloscamposEMFensoldadurapuedetener otrosefectossobrelasaludquesedesconocen.
2.d.Todosoldadordebeemplearlosprocedimentossiguientes parareduciralminimolaexposiconaloscamposEMFdel circuitodesoldadura:
2.d.1.Pasarloscablesdepinzaydetrabajojuntos Encintarlosjuntossiemprequeseasposable.
2.d.2. Nunca enrollarse el cable de electrodo alrededor del cuero.
2.d.3. No colocar el cuerpo entre los cables de electrodo y trabajo.Sielcabledelelectrodoest国家安全ladoderecho, alcabledetrabajoambiendebeestandenelladoderecho.
2.d.4.Conectarelcabledetrabajoalapiezadetrabajolomascercaposibledelareaquesevaasoldar.
2.d.5.Notrabajaralladodelafuenteodecorriere.

La DESCARGA ELECTRICA puedecausr lamuerte.
3.a. Loscircuitosdelelectrodoydetrabajostan eletricamentecontensioncuandoelequipode soldaduraestaencendido.Notocarespiezas contensionconlapieldesnudaoconropamoja da.Usargumentesceossinagujerosparaaislarlasmanos.
3.b.Aislarsedelicircuitodetrabajojetraconlaayudadematerialaislantesec.Asegurasedequeelaislanteessuicientepara protegerlecompletamentedetodoccontactofisicoconelcircuitodetrabajojierra.
Ademásdelasmedildasdesegurdadnormales, siesnecessary soldar en condidiones eléctricamente peligrosas(enlugareshúmedosomientrasseestasusandoropamojada;enlasestructurasmetálicastalescomosuelo, emparrilladoanamíos; estandoon positionsapretujadastalescomosentado, arrodilladoocastado, siexistuŋgranriesgodequeocurrectoinevitableoaccidentalconlapiezadetrabajooontierra,usarelequiposigulente:
- Equipo de soldadura semiautomática de C.C. a tension constante.
- Equipo de soldadura manual C.C.
- Equipo de soldadura de C.A. con control de voltaje reducido.
3.c.Enlasoldadurasemiautomáticaoautomácaconalambre continuo,elec trodo,carretedealambre,cabezalde soldadura.boquillaopistolaparasoldarmiautomática tambiénestanelectricamentecontension.
3.d. Asegurar siempre que el cable de trabajoonga una buena
conexionelectricaconelmetalqueseestasoldando.La
conexiondebeserlemascercanaposiblealareadondeseva
soldar.
3.e.Conectareltrabajojoometalquesevaasoldaraunabuena tomadetierelectrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldadura y equipo de soldadura enunas conditiones de trabajo buena yseguras.Cambiarelaislantesiestadañado
3.g.Nuncasumergirelelectrodoenaguaparaenfriarlo.
3.h. Nuncatocarsimultanelementapeliezascontensiendelos portaelectrodosconectadosadosequipisosdesoldadura porqueelvoltajeentrelosdospuedeserelttotaldetension envaciodeambosequipisos.
3.i. Cuandosetrabajeenalturas.usaruncinturondeseguridad paraprotegersedeunacaidasihubieradescargalelectrica.
3.j. Vertambien6.c.y8.

LosRAYOSDELARCO\ puedenquemar.
4.a. Colocarseunapantalladeproteccionconeliftroadecuadoparaprotegeselosojosdelas chispasyrayosdelarcocuandosesueldeose observeunsoldaduraporarcoabieto.Cristal ypantallahandesatisfacerlasnormasANSI Z87.I.
4.b. Usarropaadecuadahechadematerialresistentealaflama durableparaprotegenselapielpropiayladeosayudantesde losrayosadelarco.
4.c. Protegeraotraspersonasqueeseencuentrencedarco, y/cadventilesquenomirendirectamentelearconiise exponanganosalrayosdelarcoalasspalicaduras.

LosHUMOSYGASES puedenserpeligrosos.
5.a.Lasoldadurapuedeproducirhumosygases peligrosos para la salute. Evite respirarlos. Durantelasoldadura,mantengalacabezaalejadadeloshumos. Utiliceventilacion/oextracion
dehumosjuntoalarcopamantenerloshumosygasaseja-dosdelazonaderespiracion.Cuandosesueldaconelectrodsquerequireenventilacionespecial(Verinstrucionesen elcontenedorolaMSDS)ocuandosesueldaconchapagalvanizadauotrosmetaresevestimelesstosequeproducen humostoxicoviteeexponerselomasposibleydentrode loslimitesaplicablessegunOSHAPELyACGIHTLVutilizandounismadeventilacionedextracnomecicalocal.Enespaciosconfinadosyalaintemperie,puedesernecesarioelusoderespiracionasistida.Asimismosedebon tomarprecauncionesalsoldarconacerogalvanizado.
5.b.Laoperaciondeequipodecontroldehumosdesoldadurase veafectadapordiversosfactorsincluyendoelusoadecuado y el positionalamento del equipo asi como el procedimiento de soldaduraspecificoylaaplicacionutilizada. Elnivelde exposiciondeltrabajoaderberaserverificadodurantela instalaciondyesperesiodamenteafindeasegaruque estadentrodeloslimitesOSHAPELyACGIHTLVpermisibles.
5.c Nosoldarenlugarescercadeunafuentelevaporesde hidrocarburoscloradosprovenientesdelasoperationsdes desengrase,limpiezaopulverizacion.Ecalorylosrayosdel arcopuedereactionarconlosvaporesdesolventespara formarfosgeno,ungasaltamentetoxico,yotrosproductos irritantes.
5.c.Losgasesprotectoresusadosparalasoldaduraporarco\
puedenesplazarelaireycauserlesionesgraves, inclusola\
muerte.Tengasiempresudeficienteventilacion,especiallyteen\
lasareaconfinadas,paratenerlaseguridadequeserespira\
airefresco.
5.d.Leaatentamentielasinstruccionesdelfabricanteedeeste equipoelmaterialconsumiblequeesevaausar,incluyendola hojadedatosdeseguridaddelmaterial(MSDS)ysigalias reglasdeseguridaddelempleado,distribuidordematerialde soldaduraodelfabricante.
5.e.Vertambién1.b.

LasCHISPASDE SOLDADURApueden provocunincendioo unaexplosion.
6.a. Quitartodaslascosasquepresentenriesgodeincendiodel lugardesoldadura.Siestonoespossible,taparlaspara impedirquelaschiaspasdelasoldadurainicienunincidio. Recordarquelaschiaspylosmaterialescalientesdelasoldadurapurapedasarfacilmenteportoraslagriasepequeñasy aberturasadyacentesalarea.Nosoldarcercadetuberias hidráulicas.Tener un extintordecincipidosa mano.
6.b.Enloslugaresdondesevanausargasescomprimidos,se\
bebemtomarpecaionesespecialespara prevenir\
situationedesiresgo.Consultar"SegundadenSoldaduray\
Corte"(ANSIEstandarZ49.1)ylainformaciondeoperacion\
paraelequipoqueestestilizando.
6.c Cuandonoestesoldando,aseguresedequeningunapartedel circuitodelectrodohagacontoeltrabajooterra. EI contactoaccidentalpodriaocasionarsbrecalentamentodela masculinayriesgodeincendio.
6.d.Nocalentar,cortarosoldartanques,temboresocontenedores hastahabertomadolospasosnescesarioparasegurarque talesprocedimentosnovacausarvaparesinflamableso toxicosdelassustanciasenterior.Puedencaunaruna explosioninclusodespuesdehaberse"limiado".Paramas informacion,consultar"RecommendedSafePracticesforthe PreparationforWeldingandCuttingofContainersandPiping ThatHaveHeldHazardousSubstances",AWSF4.1dela AmericanWeldingSociety.
6.e.Ventilaraspiezasfundidashuecasocontenedoresantesde calentar,cortarosoldar.Puedenexplotar.
6.f. Laschispasysalpicadurassonlanzadasporelarcode soldadura.USarropaadecuadaperoteja.libredaceites, comoguantesdecuero,camisagruesa,pantalonessinbastillas, zapatosdecaanaialtayunagora.Ponersetaponesenosidos cuandosesueldefueraedeposicionoenlugaresconfinados. Siempreusgargafasprotectorasconproteccioneslaterales cuandoseesteenunareadesoldadura.
6.g.Conectarelcabledetrabajoalapiezatanceradelarede soldaduracomoseasposable.Loscablesdelapiezadetrabajo conectadosalasaesturcdarledificioaotroslugares alejadosdelaredeedsoldaduraumentlanposibilidadque lacorriereparasoldartraspaseaotrosciruitosalternativos comocadenascablesdeelevacion. Estopuedecrearriges deincendiosobrecalentarestascadenosacablesdeziar hastahacerquefallen.
6.h. Vertambién1.c.
6.i. LeaysigaelNFPA51B"EstandarparaPrevencione IncendiosDurantelaSoldadura,CorteyotrosTrabajos Calientes",disponibledoNFPA,1BatterymarchPark,PObox 9101,Quincy,Ma022690-9101.
6.j. No utilise una fuente de poder de soldadura para descongelaciondetuberias.

LaBOTELLAdegaspuede explotarsiestádnada.
7.a. Empleurarunicamentebotellasquecontenganelgasdeprotectionadecuado paraleprocesutilizzato,yreguladores
enbuenascondicionesdefuncionamentodiseñadosparael tipodegasylapresiónutilizados.Todaslasmangueras,rácores, etc. debenseradecuadosparalaaplicaciónyestarenbuenas conditiones.
7.b.Mantenersiemprexplasbotellasenposicionverticalsujetas firmementeconunacadenaalaparteinferiordelcarroaoun soportefijo.
7.c.Lasbotellasdegasdebenestarubicadas:
Lejos delasareasdondepuedans sujetosadañofisico.
Aunadistanciaseguradelasoperacionesdecorteosoldaduraporarcoydualquierfuentedeclor,chispaso Ilamas.
7.d.Nuncapermittirqueeelectrodo,portaelectrodocualquierotrapiezacontensiontoquelabotelladegas.
7.e.Mantenerlacbebaylacaralejosdelasalidavelavulade labotelladegascuandoseabra.
7.f. Loscapuchonesdeprotecciondelavvalusiasmipredeben estarcolocadosyapretadosamano,exceptuandolabotella,) estaunooseconedataparuso.
7.g.Leeryseguirlasinstruccionesdemanipulacionenlasbotellas degasyelequipamientosociado,ylapublicacionP-Ide CGA,PrecauionesparaunManejoSegurolosGases ComprimidosenosCilindros",publicadorCompressedGas Association1235JeffersonDavisHighway,Arlington,VA 22202.

PARAequipos ELECTRICOS
8.a. Cortarlaelectricidadentranteusandoelinterruptordedesconexiónlacajadefusiblesantesdetrabajarenelequipo.
8.b.ConectarelequipoalareddeacuerdoconU.S.National ElectricalCode,todosloscódigosylasrecomendacionesdel fabricante.
8.c.ConectarelequipoatierradeacueroconU.S.National ElectricalCode,todosloscódigosylasrecomendacionesdel fabricante.
Visite http://www.lincolnelectric.com/safety para Obtener informacion adicular.
PRECAUTIONS DE SURETÉ
por seleccionar un producto de CALIDAD fabricado por Lincoln E Queremos que esté orgulioso al operar este producto de Lincoln Company … tan orgulioso como lo estasamos nosotros al ofrecerle este producto.
POLITICA DE ASISTENCIA AL CLIENTE
ElNegocio de la Lincoln Electric Company es fabricar y vendepofo de soldadura,consumibles y equipo de corte de alta calidad,Nuestro reto es satisfacer las necessities de{nuestros clients y exceder sus expectativas.Aveces,los compradorespuede pedir consejo o informacion a Lincoln Electric sobre el uso de sus products. Les respondemos con base en la mejorinformacion que tengamos en ese momento. Lincoln Electric no esta en posicion de garantizar o avalar dicho consejo,yasume贯穿una responsabilidad con respecto a dicha informacion o guia.Expressamente declinamos qualier garantia dcualquier tipo, incluyendo qualier garantia de conveniencia para el fin particular de某个 cliente, con respecto a dicha informacion o consejo.Como un asunto de consideracion practica, tampoco podemos asumir ninguna responsabilitad poractualizar ocorregir dicha informacion o consejo una vez que se ha dado, ni tampoco el hecho de proporcionar la informacion o consejocrea amplia o altera贯穿una garantia en relation con laventa de nuestros productos.
Lincoln Electric es un fabricante responsable, pero la selección y uso de productosesionificos vendidos por el本身就是 unicamente Dentro del control del cliente, y permanece su sola responsabilidad. Varias variables mas alla del control de Lincoln Electric afectan los resultados obtenidos al aplicar these tiOs de métodos de fabricacion yrequirerimientos de service.
Sujeto a Cambio -Esta informacion es precisea en nuestro mayor leal saber yentar al momento de la impresion. Sivase consultar www.lincolnelectric.com pararialquier informacionactualizada.
Examine por favor el carton y el equipo para el daño inmediamente
Cuando se envía este equipo, el titulouesta al comprador sobre recibo por el portador. Por lo tanto, las dem das para el material dañado en el envío se deben hacer por el comprador contra la compañero cuando se recibe el envío.
Registre por favor su informacion de la identificacion del equipo abajo para la referencia futura. E tion se possible encontrar en su placar de identificacion del equipo. Nuno modelo del nombre y de espec. de las ventas (K-xxx)
Fecha de la compra
Siempre que usted solicite las piezas de recambio para o informacion sobre esta del equipo fuente si informacion que usted ha registrar arriba.
Registro del Producto en linea.
-
Registre suquina con Lincoln Electric ya sea via fax o atramés de Internet.
-
Para envío via fax: Llene la forma en la parte posterior de la交代 de garantía incluida en el pad de literatura que acomaña estámaids y envie por fax la forma de acuerdo con la instrucciones impresas en ella.
- Para registrar en linea: Visite nuestro SITIO WEB en www.lincolnelectric.com. Seccione la option "Ayuda" y bajo "Registrar de productos". Por favor, rellene el formulario y enviar su registrar.
Lea este Manual de Instrucciones complemente a nde empezar a travaer con this equo. Guarde este manual y tengalo a mano para qualier consulta rida. Ponga especial atencion a las differenste consignas de seguridad que aparen c al largo de este manua, por su propia segurdad. El grado de importancia a considerar en cada caso se indica a continuacion.
ADVERTENCIA
Este mensaje aparece cuando la informacion que acoma n de be ser seguda exactamente para evitar daños personales graves incluo la perdida de la vida.
PRECAUCION
Este mensaje aparece cuando la informacion que acomaña debe ser seguda para estar daños personales menos graves o daños a este equipo.
TABLA DE CONTENIDO
Pagina
Instalacion Seccion A
Especificaciones Tecnicas A-1
Despaque de la Antorcha "Spool Gun" -A-1
Precauciones de Seguidad-A-2
Localization de los Componentes y Funciones de la Antorcha "Spool Gun"------A-2
Ensemble de los Elementos Interiores de la Antorcha "Spool Gun" Magnum Pro -A-3
Máquinas de Soldar
Máquinas de Soldar Recomendadas A-5
Instalación del Interruption Selector del Mecanismo de Alimentación----- A-6 thru A-9
Preparación de Rutina de la Maquina de Soldar-A-10
Preparación de la Antorcha "Spool Gun" -A-10
Carga de Alambre de Aluminio-A-10 thru A-13
Conexión de la Pistola a la Maquina de Soldar-A-13
Operación Sección B
Precauciones de Seguidad-B-1
Descripción del Producto B-1
Configuraciones de Velocidad de la Maquina y Toma de Voltaje-B-1, B-2
Procedimientos de Soldadura B-3
Mantenimiento Sección D
Precauciones de Seguidad- D-1
Mantenimiento de Rutina y Periódico
Herramentas Recomendadas
Limpieza e Inspecciones- D-1
Pines del Conector P6- D-1
Reemplazo del Difusor de Gas
Reemplazo o Limpieza del Ensemble de la Guía de Alambre-D-2
Reemplazo del Rodillo Impulsor
Reemplazo del Ensemble del Rodillo de Presión-D-3
Reemplazo del Ensemble del Tubo de la Pistola
Remociona Instalacion del Ensembl del Mechanismo de Alimentacion--D-4
Reemplazo del Ensemble del Gatillo D-4
Reemplazo del Ensemble del Cable de Soldadura D-4, D-5
Correccion de Incidentes de Roce de Alambres- D-5
TABLA DE CONTENIDO
Páginaa
Localización de Averías Sección
Precauciones de Seguidad-E-1
Cómo Utilizar la Guía de Localización de Averías-E-1
Localization de Averias E-2 to E-4
Diagrams Seccion
Diagrama de Cableado
Serie P-554
INSTALLACION ESPECIFICACIONES TECNICAS - ANTORCHA "SPOOL GUN" K3269-1 MAGNUMPRO 100SG
| MODELO | Antorcha "Spool Gun" K3269-1 Magnum® PRO 100SG |
| PROCESO DE SOLDADURA | GMAW de aluminio (MIG), polaridad positiva de electrode CD con gas protector de soldadura 100% argón. |
| ALEACIONES DE ALAMBRE | Sólo aluminio: aleaciones 4043 ò 5356 |
| TAMÁNOS DE ALAMBRE (DIÁMET-ROS) | Alambre solido de 0.8 ò 0.9 mm (0.030 ò 0.035ulgadas) |
| TAMÁÑO DEL CARRETE | Peso 1 lb., carrete de diámetro nominal de 4ulgadas |
| CORRIENTE DE SOLDADURA Y CICLO DE TRABAJO NOMINALES | 130 amps a 30% para una base de 10 Minutes |
| PESO GENERAL | 3.5 lbs. con cable pero sin cubierta o carrete |
| LONGITUD DEL CABLE | 10.0-0.2 pies |
| TAMÁÑO GENERAL (CAJA DE DELIMITACION) | Enulgadas: 15.75 de长大o x 10.50 de alto x 4.25 de grosor máximo, sin cubierta o cable de la pistola. |
| MÉTODO DE GUIA | Semiautomática (guiada manualmente) |
| MÉTODO DE ENFRIAMIENTO | Enfriada por aire |
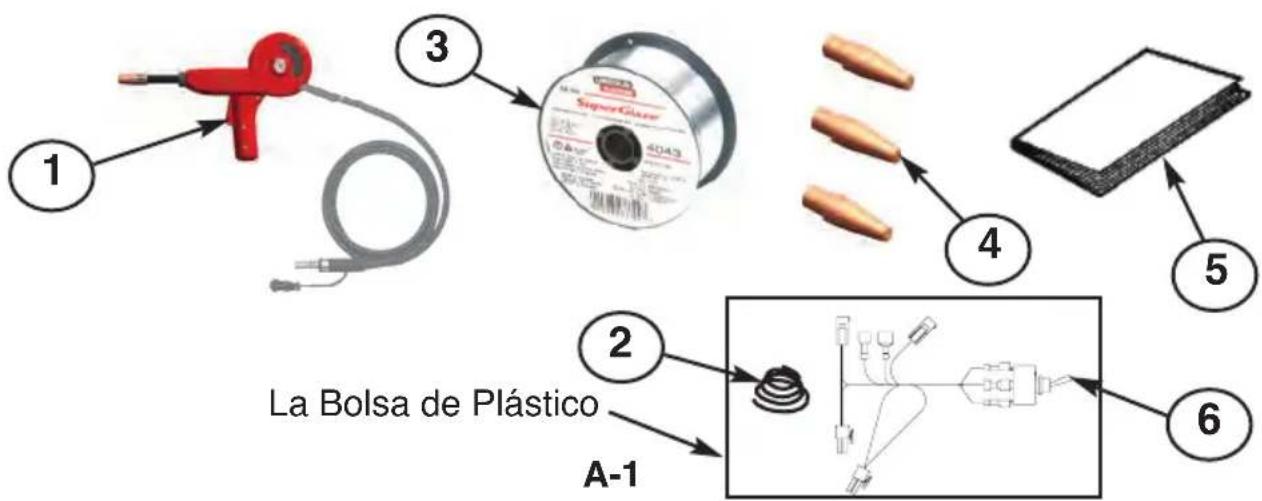
DESEMPAQUE DE LA ANTORCHA "SPOOL GUN"
La antorchá "spool gun" se ensambla y prueba de fabrica, y después se empaca en su propio gabinete de transporte acojinado. Se envía totalmente equipada para soldar con alambre de aluminio de 0.035ulgadas de diametro. Después de abrir el gabinete, revise que contenga los siguientes elementos:
- Una antorchas "spool gun" K3269-1 totalmente ensamblada con.
- Uno Resorte de CompressiOn Cnico T11862-65 para usarse con alambre de aleacion 5356; el carrete de alambre no está instalado.
- Un carrete de alambre de aleación de aluminio 4043 de 0.035
- Tresuntas de contacto S28172-1
- Un manual de instrucciones (IMT10137)
- Un arnes eléctrico M21182 con interruptor de palanca.
INSTALACION PRECAUCIONES DE SEGURIDAD

ADVERTENCIA
LA DESCARGA
ELECTRICA PUEDE CAUSAR LA MUERTE.
- APAGUE la alimentación de la fuente de poder de soldadura antes de instalar o cambiar los rodillos impulsores y/o guías.
- No toque partes electrificamente vivas.
- Cuando se desplaza con el gatillo de la pistola, el electrodo y mecanismo de alimentacion está "calientes" para trabajo y hacer tierra, y podrián permanecer energizados por various segundos antes de que se sueña el gatillo.
LOCALIZACION DE LOS COMPONENTES Y FUNCIONES DE LA ANTORCHA "SPOOL GUN"
(Vea la Figura 1.A para los Elementos del 1 al 6).
- Boquilla de Gas y Punta de Contacto.
- Ensemble de Tubo de Pistola Recto.
- Collarín de Sujeción de 1/4 de Giro.
- Ensemble del Gatto.
- Cubierta del Carrete: Proporcióna accesible de aperture amplia al carrete y mecanismo de alimentación.
- Perilla de Asegurimiento: Cautiva en la cubierta del carrete.
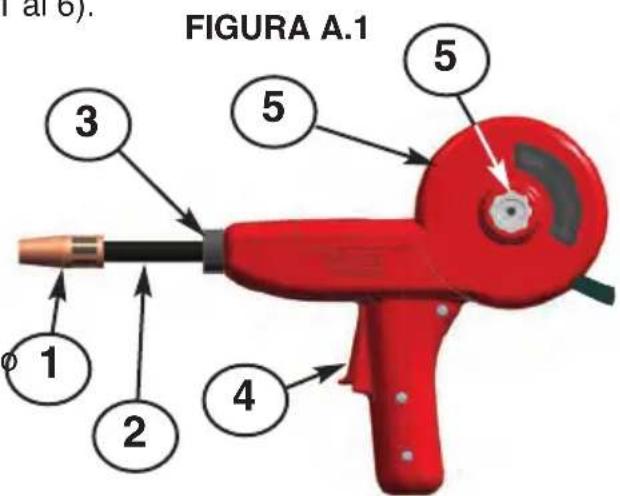
Vista Lateral Izquierda
(Vea la Figura A.2 para"These sugintes elementos).
7. Cable Integrado de una Sola Pieza: el diseño Magnum Pro proportiona una aparriendia limpia y pulcra; simplifica el manejo del cable y reduce los enredos.
8. Abrazadera de Anclaje Durable Estandar.
9. Tres Tuercas Hexagonales Cautivas.
Vista Lateral Derecha
INSTALLACION
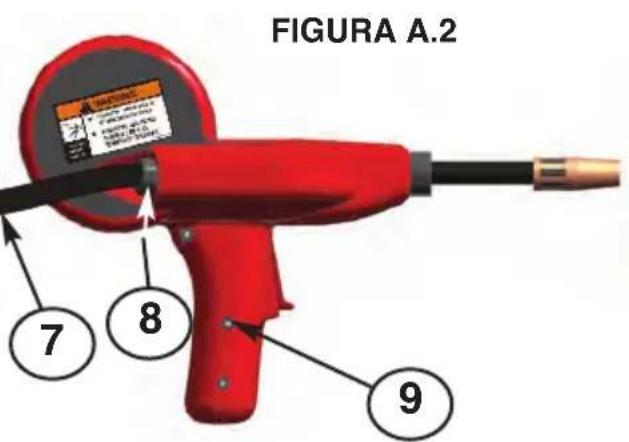
ENSEMBLE DE LOS ELEMENTOS INTERIORES DE LA ANTORCHA
MAGNUM ® PRO “SPOOL GUN”
-
El Ensemble de la Guía alimenta todos los alambres individados.
-
Rodillo Impulsor: Alimenta todos los alam-bres individados.
-
Ensemble de Rodillo de Presión: Configuración de tensión no ajustable para todos los alambrees individados
-
Guía de Alambre de Entrada: Altamente resistente al desgaste.
-
Cables de Control del Conector P6: Alimentación del Motor y Gatillo. (para mayores detalles, vea la Sección de Mantenimiento)
-
Conexión de la Potencia de Soldadura y Gas Protector (Sellada con 2 anillos O).
-
Perilla de Aseguramento: Retiene independiente el carrete de alambre en el eje.
-
Ensemble de la Guía: Incluye un sello de gas con el conductor del cable y es la guía de alambre de salute.
-
Sólo 4 subsambles: tubo de la pistola; cable; mecanismo de alimentación; gatillo.
-
El resorte cónico (no se muestra) sirve como el freno del carrete (use unicamente con alección de aluminio 5356).
INSTALACION
PRECAUCIONES DE SEGURIDAD
MAQUINAS DE SOLDADAR

PRECAUCION

- Lea y comprende el manual de instrucciones de laquina de soldar y todas las advertencias de peligos en el equipo y manual.
- Utilice el equipo protector personal adecuado para soldar, incluyendo pero no limitándose a, lentes de seguidad, proteccion de oidos, y casco, guantes y trajes de soldadura.
ANTORCHA "SPOOL GUN"


ADVERTENCIA
LA DESCARGA ELECTRICA PUEDE CAUSAR LA MUERTE.
- El carrete de alambre puede caerse de la pistola si la perilla de asegurarmento no está instalada.
-
Las partes metálicasSEO:uenestal voltaje de soldadura (eléctricamente"calientes").
-
Las partes metálicas permanecen al voltaje de soldadura por various seguidos afterwards de soltar el gatillo. Lea la etiqueta de advertencia en la pistola.
- Este produit no deben utilizarse en la lluvia, o en lugares humedes o mojados.
INSTALACION
| MAQUINAS DE SOLDADURA RECOMENDADAS | |||
| NUMERO DE LA MAQUINA | K-NUMERO | CÓDIGO | INSTALACION DE ARNES E INTERRUPTOR SELECTOR M21182 |
| POWER MIG 216 | K2816-2 | 11817 | NO REQUERYIDO |
| POWER MIG 180C | K2473-2 | 11820 | REQUERYIDO |
| POWER MIG 140C | K2471-2 | 11804 | REQUERYIDO |
| POWER MIG 180 DUAL | K3018-2 | 11828 | NO REQUERYIDO |
| POWER MIG 180C (AU) | K2668-1 | 11444 | REQUERYIDO |
| POWER MIG 180C (CE) | K2661-1 | 11442 | REQUERYIDO |
| PRO CORE 125T WELDER | K2479-1 | 11631 | USO DE PISTOLA SPOOL GUN NO DISPONIBLE |
| PRO MIG 140T WELDER | K2480-1 | 11634 | NO REQUERYIDO |
| WELD PAK 125HD WELDER | K2513-1 | 11632 | USO DE PISTOLA SPOOL GUN NO DISPONIBLE |
| WELD PAK 140HD WELDER | K2514-1 | 11635 | NO REQUERYIDO |
| MIG PAK 140 WELDER | K2658-1 | 11636 | NO REQUERYIDO |
| EASY CORE 125 WELDER | K2696-1 | 11633 | USO DE PISTOLA SPOOL GUN NO DISPONIBLE |
| EASY MIG 140 WELDER | K2697-1 | 11637 | NO REQUERYIDO |
| CORE PAK 125 WELDER | K2785-1 | 11639 | USO DE PISTOLA SPOOL GUN NO DISPONIBLE |
| PRO MIG 180T WELDER | K2481-1 | 11646 | REQUERYIDO |
| WELD PACK 180HD WELDER | K2515-1 | 11647 | REQUERYIDO |
| MIG PAK 180 WELDER | K2659-1 | 11648 | REQUERYIDO |
| SP-140T | K2688-2 | 11805 | REQUERYIDO |
| SP-180T | K2689-2 | 11822 | REQUERYIDO |
| EASY MIG 180 WELDER | K2698-1 | 11650 | REQUERYIDO |
NOTA: EL NUMERO DEL CÓDIGO ESTÁ SITUADO EN LA DETRÁS DE LA MAQUINA.
INSTALACION
NOTA: La instalación del Arnes e Interruptor selector del mecanismo de alimentación M21182 no se requires en todas las máquinas. Si el interruptor fue instalado previamente en el compartmentimiento del alimentardor de alambre de laMQina, esta sección peut ser desatendida.
INSTALACION DEL INTERRUPTOR SELECTOR DEL MECANISMO DE ALIMENTACION
- Instale el arnes electrico M21182 que vino con el pistola del carrete por las instrucciones siguientes.
ADVERTENCIA

La DESCARGA ELECTRICA suepe matar.
- Desconecte la energia de entrada de laquina.

ABRA LA MAQUINA
- Quite dos tornillos hexagonales de 5/16" de la bisagra de la puerta.
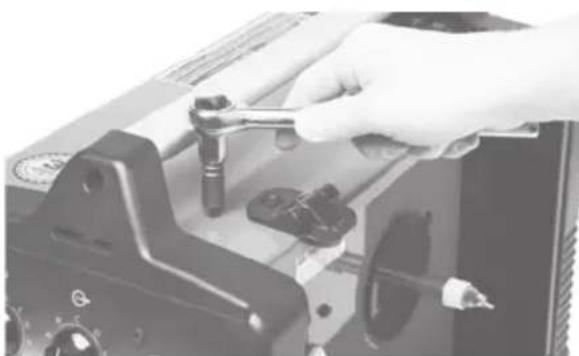
- Quite diez tornillos hexagonales de 5/16"de la cubierta.

- Quite los tornillos de la cubierta. (A) es la localización de dos tornillos de 3/4'' de largos.

- Quite la cubierta.

- Si laquina Tiene una manija plástica (A),先进技术 quite el tornillo (B).
INSTALACION
CONEXIONES ELECTRICAS
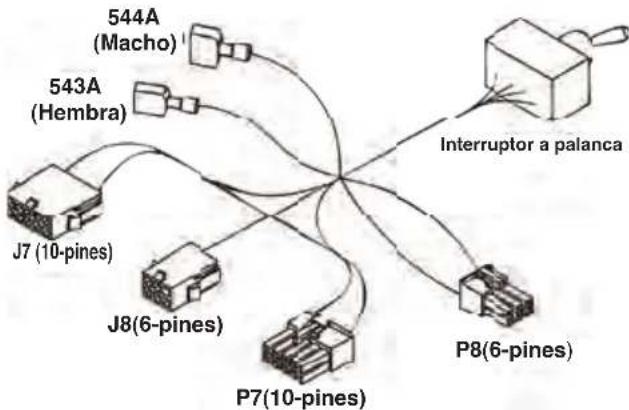
- Arnes Adaptador. Las 6 conexionesmostatadas seutilizan, y cada una es unica (Proceda como a se muestra a continuacion).
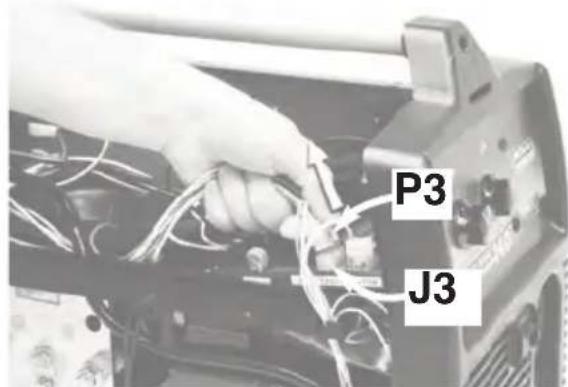
9.A. Quite P3 (10-pines) del tablero J3 (10-pines).
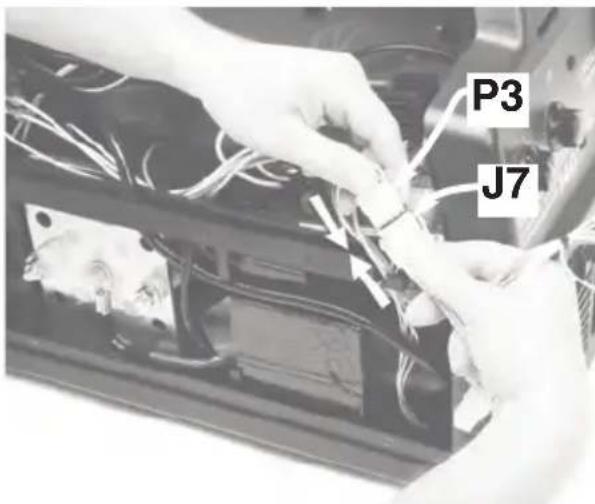
9.B. Conecte P3 (10-pines) con el arnes J7 (10-pines).

- Conecte el arnes P7 (10-pines) con el tablero J3 (10-pines).
Si la Maquina noiene temporizador para punteado.
(11.A. a 11.D.)
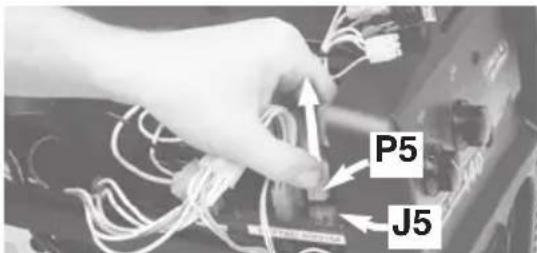
11.A. Quite P5 (6-pines) del tablero J5 (6-pines).
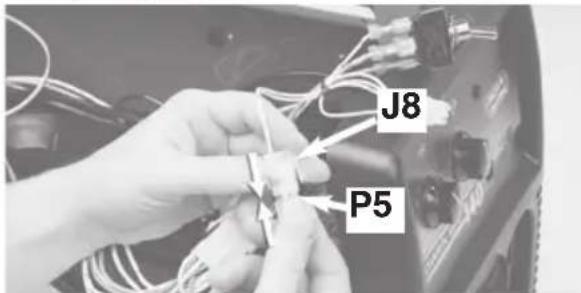
11.B. Conecte P5 (6-pines) con el arnes J8 (6-pines).
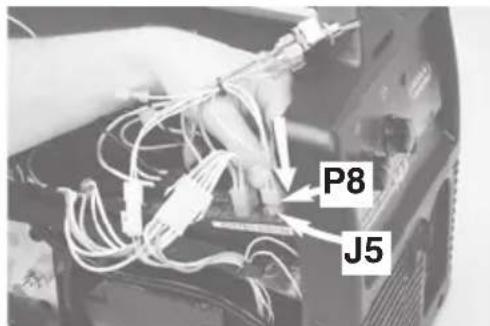
11.C. Conecte el arnes P8 (6-pines) con el tablero J5 (6-pines).
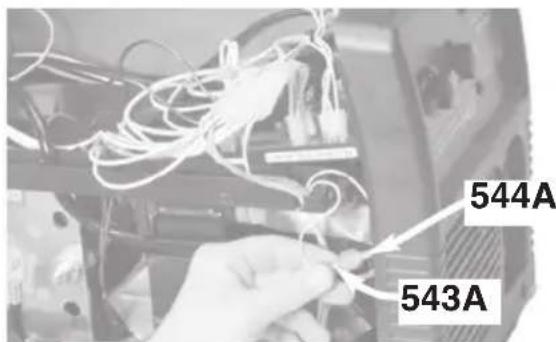
11.D. Encuentre el par de terminales enambladas a laquina (543A y 544A'Neill) y desconectelas. Vaya al paso 13.
SI LA MAQUINA TIENE TEMPORIZADOR PARA PUNTEADO. (12.A. A 12.D.)
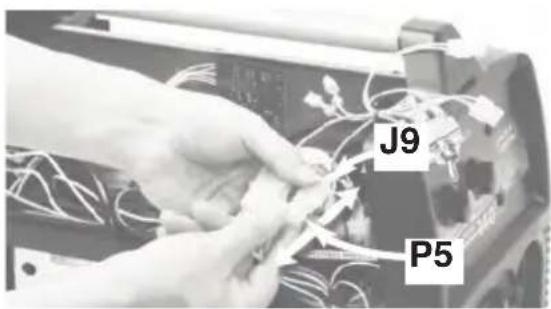
12.A. Quite P5 (6-pines) del arnes J9 (6-pines) del temporizador para punteado.
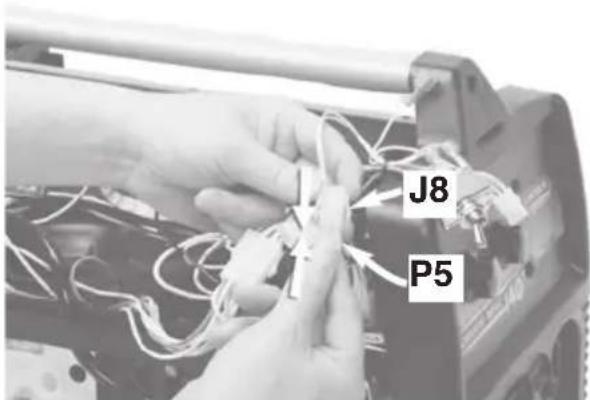
12.B. Conecte P5 (6-pines) con el arnes adaptador J8 (6-pines).
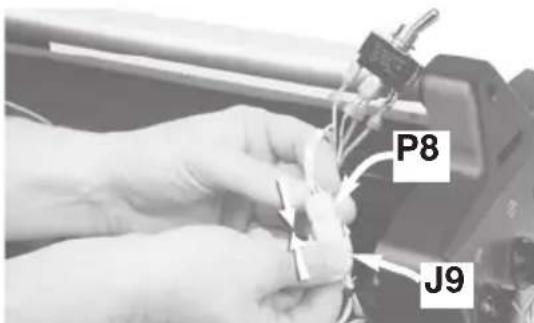
12.C. Conecte el Arnés Adaptador P8 (6-pines) con el Arnés J9 (6-pines) del temporizador para punteado.

12.D. Encuentre el par de terminales ensambladas a la Maquina (543A & 544A) y desconectelas.
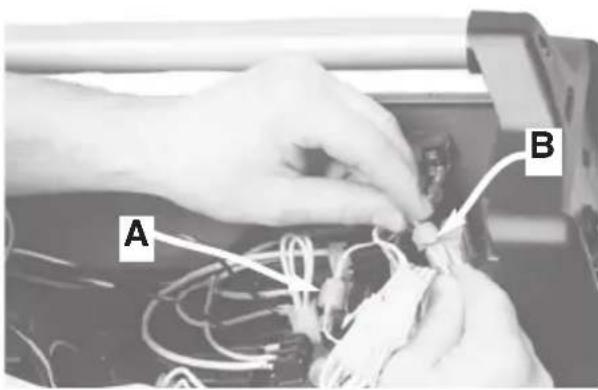
(A) Conecte el Macho de la Maquina (Cable 543A) con la hembra del Arnés adaptador (Cable 543A).
(B) Conecte la Hembra de la Maquina (Cable 544A) con el Macho del Arnés adaptador (Cable 544A).
14. Asegürese de que las lengüetas de lijación en todos los connectadores estén trabadas cerradas.
INSTALACION
MONTAR EL INTERRUPTOR

- Quite el tapón del barreno del panel.

- El tapón ya no sera Neededo. Descartelo.

- Quite la tuerca de montaje del interruptor. Guarde la tuerca de montaje para la instalacion.

- Instale el interruptor en el barreno del panel. Asegure la lengüeta de la arandela se asienta Completely en un barreno más(PC).

- Reinstale la tuerca de montaje sobre el interruptor. Apriete con llave.
VUELVA A MONTAR LA MAQUINA COMO SIGUE:
- Reinstale el tornillo en la manija plástica (si está equipado tan).
- Reinstale la cubierta.
- Reinstale la puerta.
- Vuelva a conectar la energia de entrada a laquina
PREPARACION DE RUTINA DE LA MAQUINA DE SOLDADURA

ADVERTENCIA

La DESCARGA ELECTRICA puede matar.
-
Desconecte la alimentacion de laquina.
-
Configuración de la polaridad de laquina: Establishida en la polaridad positiva de electrodo de CD conforme al Manual de Instrucciones de laquina.
- Seleection de gas y velocidad de flujo: Conecte el suministro de gas 100% argon de grado de soldadura a la valvula de solenoide de gas de laquina. Establisha cI regulador de suministro para que haya una velocidad de flujo de gas de 20 a 50 SCFH a trovés de la antorcha "spool gun".
- Cambie el interruptor selector de mecanismo de alimentacion de laquina (detras de la puerta de acceso)a "Magnum Pro 100SG". (Vea la Figura A.4)
FIGURA A.4
PREPARACION DE LA ANTORCHA "SPOOL GUN"

ADVERTENCIA

La DESCARGA ELECTRICA puedeatar.
-
Desconecte la alimentacion de laquina.
-
El Resorte Cónico se usa como el freno del carrete solo cuando se alimenta la aleación de aluminio 5356 más fuerte y dura. El resorte cónico debe removerse de la antorcha "spool gun" cada vez que se utilise la aleación de aluminio 4043 más suave.
yARáA zÉu ÀUAMBRE zé ÀUMiNiO
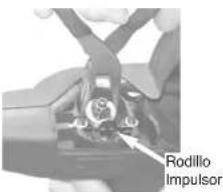
- Remueva la boquilla de gas y punta de contacto, y después la cubierta del carrete desatornillando la perilla de aseguramente cautiva.

NiaURA A.5
- Remueva la perilla de aseguramente del pero del eje desatornillandola.

NiaURA A.6
- Seleectionla aleacion de alambre y diametro necessario.Semuestra el tameno de alambre de las aleaciones 4043 y 0.035.Remueva el empaquetamente y hoja de datos del carrete de alambre.

NiaURA A.7
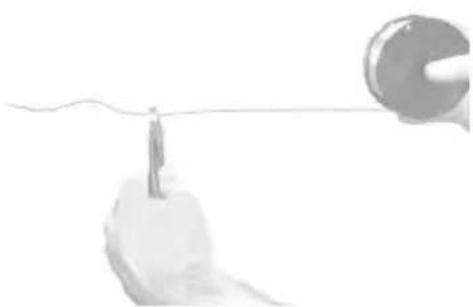
- Extienda aproximadamente 12 pulgadas de alambre del carrete. Enderecelo jalando y doblando la punta. Tenga cuidado de que no se desenrede de mas del carrete.
NiaURA A.8

NiaURA A.9
-
Corte la punta doblada del alambre,øjando la sección enderezada.
-
Abra con cuidado el ensamble del
rollo de presión para exponer la ranura del rodillo impulsor.

NiaURA A.10
INSTAüAyión
- Guie el alambre enderezado a工程技术 de la guía de alambre de entrada y hacía la ranura del rodillo impulsor.

NiaURA A.11
- Mientras mantiene abierto el rodillo de presión, deslice la punta del alambre a工程技术 de la ranura del rodillo impulsory hacer la guía del tubo de la pistola.

NiaURA A.12
- Deslice el alambre en la guía hasta que se extienda aproximadamente 1 pulgada más alla del extremo del difusor de gas. Libere la saliente del rodillo de presión suavamente.

NiaURA A.13
10a. Aleacion 4043: Enrolle el alambre restante de nuevo en el carrete y coloque esteultimate en el eje de la pistola. Instale la perilla de aseguramente y apriete con los dedos. Vaya al paso 11.

NiaURA A.14
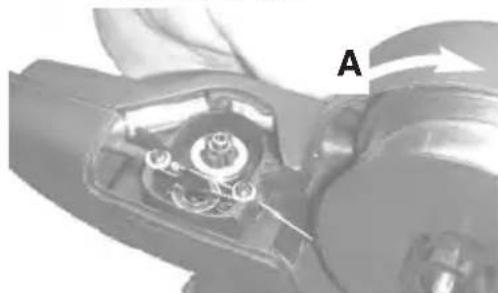
10b. Aleacion 5356: Instale el Resorte Cónico, extremo微量元素 primero, en el eje de la pistola (A). Enrolle el alambre restante de regreso en el carrete y colque esteultimate en el eje de la pistola. Instale la perilla de aseguramente y apriete con los dedos. Vaya al paso 11.
NiaURA A.15
- Tome el extremo libre del alambre en el difusor de gas y jalelo lentamente aproximadamente de 12 a 24 pulgadas de alambre a trovés de la antorcha "spool gun". Deberá haber de 1 a 2libraries de resistencia. Si la fuerza es mayor a 2libraries, el alambre se está trabajo en la pistola (tambien vea la guía de Localización de Averías).

NiaURA A.16
INSTAüAyión
- Corte el excesso de alambre de 1 a 2 pulgadas del difusor de gas. Instale la punta de contacto de時間ADEducado un poco mas ajustada que apretar con la mano. Instale la boquilla de gas y aparete con la mano.

NiaURA A.17
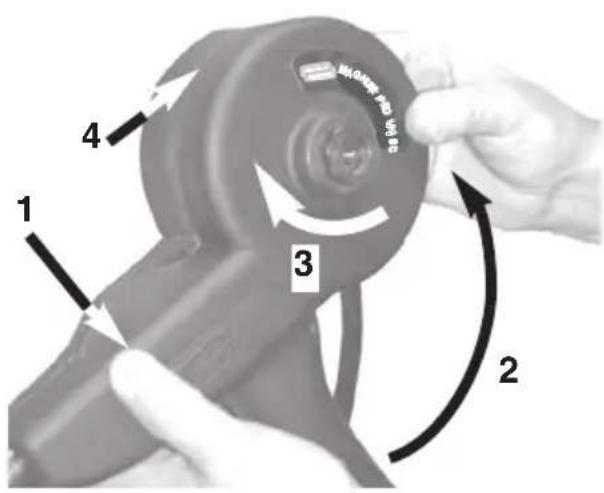
- Reinstale la cubierta del carrete. 1: coloque la saliente de la cubierta en su lugar como se indica con la flecha y sostenga con el pulgar. 2: ciderre la cubierta. 3: apriete la perilla de aseguramente con los dedos. 4: revise que haya un ajuste uniforme alrededor de toda la cubierta.
NiaURA A.18
yONEXIón zÉ üA PiSTOüA A üAMÁQUiNA zÉ SOüzAzURA
- Desconecte la alimentacion de laquina.
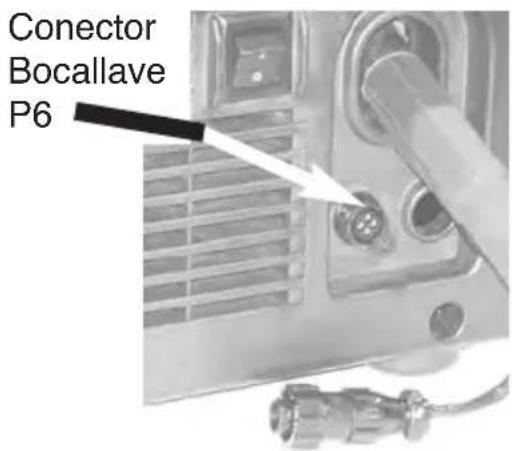
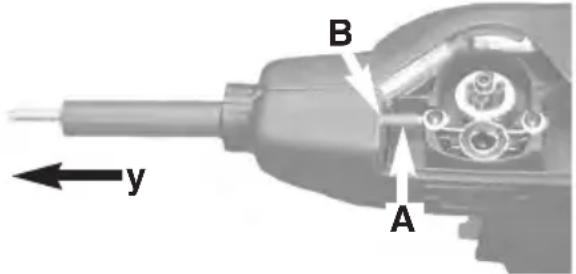
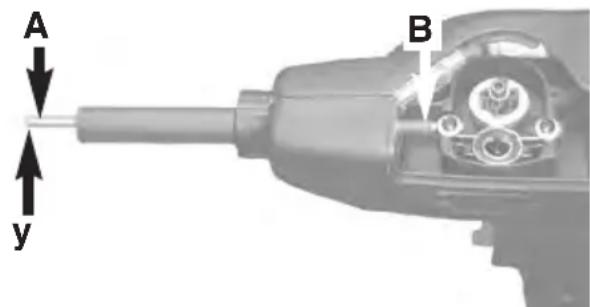
- Asegúrese de que la perilla de asegu-ramento de la pistola está suelta. (Vea la Figura 20).
- Inserte totalmente la connexion del cable de la pistola (potencia de soldadura y suministro de gas) en laquina. Observe que la bocallave de la Llave Maestra para el conductor P6 se localiza donde indica la flecha.
NiaURA A.19
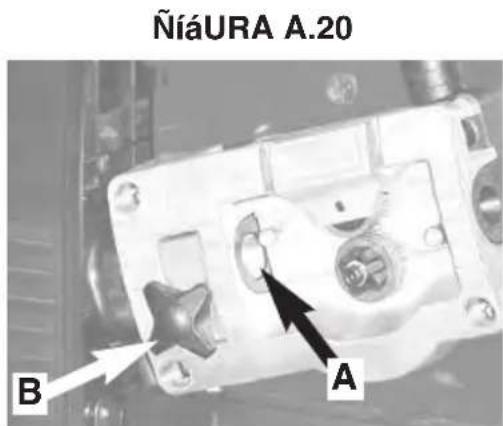
- Revise que el extremo del conductor del cable esté al mismo;nivel que el aislador en A. Apriete la perilla de aseguramente (B) en el conductor del cable.
NOTAS
MAáNUM PRO 100Sá
LINCOLN. ELECTRIC
OPERACION
PRECAUCIONES DE SEGURIDAD
Lea y comprenda toda esta sección antes de operar laquina.

ADVERTENCIA

LA DESCARGA ELECTRICA puede causar la muerte.
- No toque las partes o electrodos electricamente vivos con la piel o ropa mojada.
Aislese del trabajo y tierra.
- Siempre utilise guantes aislantes secos.
- Lea y siga las Advertencia de Descarga Eléctrica en la Sección de Seguridad si la soldaduraDebe realizarse bajo conditiones electrically peligrosas como soldar en areas humedes o en la pieza de trabajo.

Los HUMOS Y GASES mueben resultar peligrosos.
-
Mantenga su cabeza alejada de los humos.
-
Use ventilation o escape para eliminar los humos de su zona de respiracion.

Las CHISPAS DE SOLDADURASEOpeen provoc un incendio oexplosion.
-Mantenga el material inflamable alejado.
- No suele de en contenedores que hayan albergado combustibles.

Los RAYOS DEL ARCO puede quemar.
- Utilice proteccion para los ojos, oidos y cuerpo.
Observe los Lineamientos de Seguidad adiconiales detallados en el inicio de este manual.
DESCRIPCION DEL PRODUCTO
- Accesorio de soldadura de aluminio confiable y de bajoprecio para soldadores principales y experimentados.
- Sistema totalmente cubierto.
- Es possible alimentar todas las combinaciones de alecciones de aluminio y diametros de alambre especialicos con el@mismo rodillo impulsor y ensamble de guía de alambre.
-
El cable de la pistola integra en forma compacta la corriente de soldadura y suministros de gas con functions de control de pistola.
-
Utiliza el hardware de pistola y alimentador confiable de la Pistola Magnum 100L, pistolas Innershield y productos Power Mig de Lincoln.
CONFIGURACIONES DE VELOCIDAD DE LA MAQUINA Y TOMA DE VOLTAJE
MAQUINA POWER MIG 180T
| Aleación: | 4043 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 2 | A | 1.5 | A |
| 20 ga | 2.5 | A | 1.5 | A |
| 18 ga | 3.5 | A | 2 | A |
| 16 ga | 3.5 | B | 3 | B |
| 14 ga | 4.5 | D | 3.5 | D |
| 12 ga | 4.5 | E | 3.5 | D |
| 10 ga | 5 | E | 4 | E |
| 3/16 pulg. | 6.5 | E | 5 | E |
MAQUINA POWER MIG 180T
| Aleación: | 5356 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 3 | A | 2 | A |
| 20 ga | 3 | A | 2 | A |
| 18 ga | 4 | B | 3 | B |
| 16 ga | 5 | B | 4 | B |
| 14 ga | 5.5 | D | 5 | C |
| 12 ga | 7.5 | E | 6 | E |
| 10 ga | 8 | E | 6.5 | E |
| 3/16 pulg. | 8 | E | 6.5 | E |
MAQUINA POWER MIG 180C
| Aleación: | 4043 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 2 | D | 1.5 | D |
| 20 ga | 2 | D | 1.5 | D |
| 18 ga | 3 | E | 3 | E |
| 16 ga | 4 | F | 3.5 | F.5 |
| 14 ga | 4.5 | G | 4 | H |
| 12 ga | 4 | I | 3.5 | J |
| 10 ga | 5 | J | 4 | J |
| 3/16 pulg. | 5 | MAX | 5 | MAX |
OPERACION
MAQUINA POWER MIG 180C
| Alección: | 5356 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 3 | C | 2.5 | C |
| 20 ga | 3.5 | D | 3 | D |
| 18 ga | 5 | E | 3.5 | E |
| 16 ga | 6 | F | 4.5 | F |
| 14 ga | 7 | G | 5.5 | G |
| 12 ga | 8 | H | 6 | H |
| 10 ga | 8 | I | 6 | I |
| 3/16 pulg. | 9 | MAX | 7 | MAX |
MAQUINA POWER MIG 140C
| Aleación: | 4043 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 3 | E | 2.5 | E |
| 20 ga | 3 | E | 2.5 | E |
| 18 ga | 5 | F | 4.5 | F |
| 16 ga | 6 | G | 5.5 | G |
| 14 ga | 6.5 | I | 5 | J |
| 12 ga | 7 | MAX | 5.5 | MAX |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 pulg. | N/A | N/A | N/A | N/A |
MAQUINA POWER MIG 140T
| Aleación: | 4043 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 2 | A | 1.5 | A |
| 20 ga | 2.5 | A | 2 | B |
| 18 ga | 3.5 | B | 2.5 | C |
| 16 ga | 4 | D | 3 | D |
| 14 ga | 4 | E | 3 | E |
| 12 ga | 4.5 | E | 3 | E |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 pulg. | N/A | N/A | N/A | N/A |
MAQUINA POWER MIG 140C
| Aleación: | 5356 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 2 | E | 1.5 | E |
| 20 ga | 2 | E | 1.5 | E |
| 18 ga | 3 | E.5 | 3 | F |
| 16 ga | 4 | G | 3 | G |
| 14 ga | 3 | I | 3 | J |
| 12 ga | 5 | MAX | 4 | MAX |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 pulg. | N/A | N/A | N/A | N/A |
MAQUINA POWER MIG 140T
| Aleación: | 5356 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 3 | A | 2.5 | A |
| 20 ga | 3 | A | 2.5 | A |
| 18 ga | 5 | B | 4 | B |
| 16 ga | 5 | D | 4.5 | D |
| 14 ga | 6 | D | 5 | D |
| 12 ga | 6 | E | 5 | E |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 pulg. | N/A | N/A | N/A | N/A |
MAQUINA ProCore 125
| Aleación: | 4043 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 2.5 | B | 2 | B |
| 20 ga | 2.5 | B | 2 | B |
| 18 ga | 3 | C | 2 | C |
| 16 ga | 3 | D | 2.5 | D |
| 14 ga | 3.5 | E | 3 | E |
| 12 ga | 3.5 | E | 3.5 | E |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 pulg. | N/A | N/A | N/A | N/A |
OPERACION
MAQUINA ProCore 125
| Aleación: | 5356 | |||
| Tamaño del Alambre: | 0.030 | 0.035 | ||
| Grosor de la Soldadura | Velocidad | Toma de Voltaje | Velocidad | Toma de Voltaje |
| 22 ga | 2.5 | A | 2 | A |
| 20 ga | 2.5 | B | 2 | B |
| 18 ga | 4.5 | C | 4 | C |
| 16 ga | 5 | D | 4.5 | D |
| 14 ga | 6 | E | 5 | E |
| 12 ga | 7 | E | 5.5 | E |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 pulg. | N/A | N/A | N/A | N/A |
Después de elegir el alambre de soldadura adecuado para su aplicación, cargue el alambre de aluminio, y conecte la pistola y cable a laquina de soldadura. (Vea la Sección de Instalación).
PROCEDIMIENTOS DE SOLDADURA
-
Lea y comprenda las Precauciones de Seguidad de Soldadura de Arco localizadas a lo largo de este manual y el Manual de Instrucciones de la Maquina de Soldadura. Asimismo, para consejos utiles en soldadura, vea el Manual Aprenda a Soldar (LTW1) que se proportionscna con la maquina de soldadura.
-
Obtenga y utilizes el equipo protector personal adecuado para soldadura. Conecte el cable de TRABAJO (-)(aterrizamente de soldadura) a la(s) pieza(s) que se está(n) soldando. Asegúrese de que la manguera de gas del regulator del cilindro está conectada a la ENTRADA de gas de la soldadora. Abra la valvula de gas del cilindro.
-
Connecte la alimentacion de laquina.
-
Gire el interruptor de encendido de laquina a "ON". Establisha las configuraciones de velocidad de alambre y toma de voltaje conforme a las tablas que se proportionscen en el inicio de esta sección.
-
Coloque el selector de palanca bajo de laquina en la posicion "Magnum 100SG". Mantenga apretado el gatillo porcular de 5 seguidos para purgar la manguera. Asegúrese de que la velocidad de flujo de gas está establecida de 20 a 50 SCFH a工程技术 de la antorchas "spool gun".
-
Corte el alambre de aluminio en tal forma que se extienda 1/4 de pulgada de la punta de contacto.
-
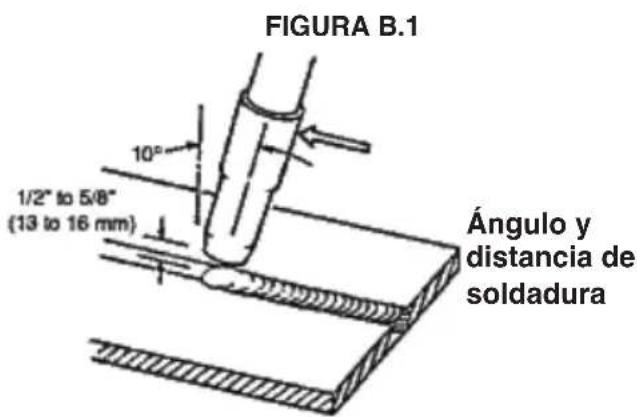
CTWD (Punta de Contacto a Distancia de Trabajo): Coloque la pistola en tal forma que la punta de contacto está nominalmente a 3/8 de pulgada de la junta e inclinada con un ángulo de empuje hacía la misma. El alambre de aluminio no debe tocar la pieza de trabajo. (Vea la figura B.1)
-
Proteja sus ojos y apriete el gatillo para empezar a soldar.
-
Ajuste la velocidad de recorrodo manual de la pistola para lograr una soldadura adequueda. El alambre que surge debe permanecer bajo del charco derretido y no pasar de ahi.Esta velocidad tampoco deben ser muy lenta que haya que la pieza de trabajo se derrita excessivamente o el cordón de soldadura se vuelva extremamente长大o.
-
Suelte el gatillo para detener la soldadura.
MANTENIMIENTO
PRECAUCIONES DE SEGURIDAD
ADVERTENCIA

La DESCARGA ELECTRICA puede causar la muerte.
-Sólo personal calificado deben落户 a cabo el mantenimiento.
- APAGUE la alimentación en el interruptor de desconexión o caja de fusibles antes de trabajo en este equipo.
- No toque las partes electrificamente activas.
MANTENIMIENTO DE RUTINA Y PERIODICO
HERRAMIENTAS RECOMENDADAS
- Destornillador Phillips #2
- Destornillador de punta plana
Llave para tuercas de 5/16 pulgadas - Llave dinamométrica
Pinzas ajustables - Llave de Boca de 7/16 pulgadas (difusor de gas)
- Llave de Boca de 9/16 pulgadas (tuercade tubo de la pistola)
Pinzas de soldadura (optional) - Alicate
Pelacables
Pinzas de punta de agua
Herramienta de compresion de terminal - Lampara de mano
Medidor eletrico de mano* - Llave Allen metrica de 3.0 mm (tornillo de rodillo impulsor)
Cinta de medir o escala de 6 pulgadas
Tacómetro (optional)
*Nota: Se utilizes dos metros para medir simultaneamente el voltaje y corrientedel motor de avance.
LIMPIEZA E INSPECCIONES
- Aspirerialquiervirutadealuminioque se hayaaccumulado Dentrode la pistola.(VeacorrecciondeIncidentedesRoce deAlambresenesta seccion).
- Limpie el polvo y desechos.
- Revise que el tubo de la pistola y su tuercas estén bien apretados al conector del cable.
- Reemplace cualquier advertencia o etiquetas de identificacion del producto que esten ilegibles.
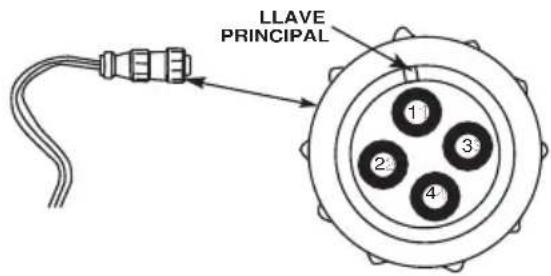
PINES DEL CONNECTOR P6 TABLED.1
| Pin No. | Función | Color del Cablede la Pistola |
| 1 | Gatillo | Blanco |
| 2 | Gatillo | Blanco |
| 3 | + Motor | Rojo |
| 4 | - Motor | Negro |
PINES DEL CONECTOR P6
Esta parte puede necesitar reemplazarse si ha accumulator salpicadura excessiva y no pueda limpiarse:
- Remueva la boquilla de gas y punta de contacto.
- Con cuidado, sujete el tubo de la pistola con pinzas para evaporar que este se afloje accidentalmente. El difusor de gas Tiene roscas hacer la derecha. Afloje el difusor de gas con una llave. (Vea la Figura D.1)

FIGURA D.1
- Instale el difusor de gas e hilo en su lugar en el tubo de la pistola. Apriete el difusor en 41 a 47 pulg.-Ibs. con la Llave Dinamometrica.
MANTÉNÍMiÊNTO
RéÉMPµAZO O üiMPIÉZA zÉu ÉNSAMBüE zÉ üA áUIA zÉ AùAM-BRÉ
- Los replazos del Ensamble de la Guía de Alambre está hechos en fabrica a la longitud correcta. La misma guía de alambre es compatible para todos los tamanos y alecciones relacionadas:
- Retire la boquilla del gas, la punta de contacto y el difusor de gas (consulte Cambio Difusor de gas en esta seccion). Retire la tapa del carrete.
- Remove guía de alambre: Sujete la guía de alambre con pinzas de punta de agua en el punto A. Extraiga suavamente la guía de alambre hacía el conductor del cable hasta que la guía se suele bajo el本身就是. Tenga cuidado de no raspar forro de gas de ciere hermético (punto B) en el conductor. Retirar la guía de
alambre de tubo de la pistola (flecha C). (Ver figura D.2)
NiaURA z.2
3a. Limpie la guía de alambre vieja sopleteando con aire comprimido u obtenga una nuevo guía de alambre de reemplazo.
4. Deslice la guía, primero el extremo con sello, en el tubo de la pistola. Sujete la guía con pinzas en:
A. Empuje suavamente la guía en el conector.
B. Revise que la guía pase a工程技术 de la ranura en el alimentador de alambre.
C. Deje de empujar cuando la guía está de 1.00 a 1.25 pulgadas del extremo del tubo de la pistola. (Vea la figura D.3)
NiaURA z.3
-
Instalación de la Guía: Vea el Paso 5 anterior.
-
Reinstale el difusor de gas (vea la Figura D.1) y rosca en su lugar. Permita que el difusor empuje la guía a su posición final. Apriete de 41 a 47 pulg.-lbs. con una llave dinamométrica.
- Reinstale la punta de contacto y la boquilla de gas.
REEMPUAZO zE u ROziuO iMPUusOR
- El mismo rodillo impulsor es apto para todos los tamanos y alecciones de alambre especialicos (Vea la Tabla D.1).
- Reemplace el rodillo impulsor si su ranura de alimentacion se ha desgastado o el aluminio adherido no se pueda limpar.
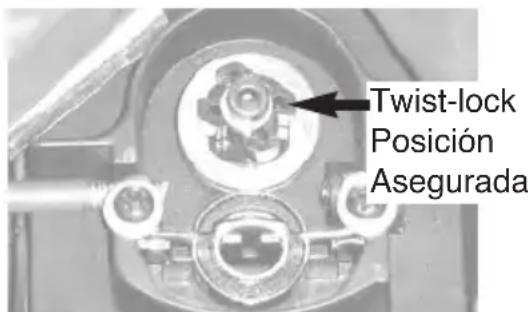
- Reemplazo del rodillo impulsor: Remueva el alambre del mecanismo de alimentacion. Libere el rodillo impulsor girando el twist-lock enequalquier direccion. (Vea la figura D.4 y figura D.5).
- El twist-lock se gira a la posicion asegurada, lo que sujeta al rodillo impulsor en su lugar.
NiaURA z.4
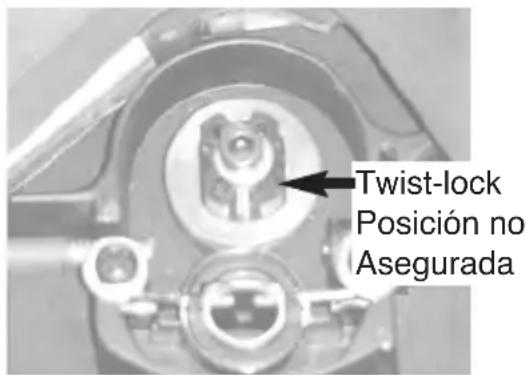
- El twist-lock se gira a la posicion no asegurar, permitiendo la remocion del rodillo impulsor.
NiaURA z.5
MANTENiMiENTO
- El roclo impulsor que我可以除去 con pinas, como se meuda en la figura D.6. Puede resultar aliviar la tension del roclo de presión durante esteazo.
NiaURA 2.6
Orientation correcta. Observe que el resorte inferior no es visible en el diametro Interior del rodamiento del roditto de presión como indica la flecha.
NiaURA z.8

Orientation incorrecta. Observe que el resorte inferior es visible en el diametro interior del rocambiente el rodillo de presion como india la flachs.
NIDAURA 2.9

- Limpie la ranura del rodillo impulsor u obtenga un nuevo rodillo impulsor de reemplazo (si es necessario).
- Instale el roillo impulsor invitando los pasos anteriores del 1 al 7. Cualquier lado del roillo impulsor能把 estaracia arriba.
REEMPUAZO zEU ENSAMBUE zEU ROZiuuO zE PRESION
- Reemplaco si no es apto para usarse, por exemple, se esta lenancho de depositos de aluminio.
- Remueva el rodillo impulsor. (Vea la Seccion de Mantenimiento)
- Remueva los tornillos y roldanas de retencion del ensambla del rocillo de presion. (Vea la figura D.7)
NIsURA 2.7

-
Utilizarao las pinas de punta de agua, jale lentamente el ensamble del rofillo de presion fuera del mecanismo de alimentacion travajando equivalencias antesloslos del respesto del rofillo de presion con calientes.
-
Utilizando las pinzas de punta de agua, impiego el nuevo ensamble de rodillo de presión en el mecanismo de alimentacion hasta que esote totalmente asentado.
- Reinstale los tornillos y roldanes de retencion. No utilize los tornillos para armarst el rocallo de presión en su lugar. Reinstale el rodillo imitado y alimentarse en el mecanismo del alimentacion.
REMPAQUZ zEU ENSAMBGE zEU TUBO ZE U PISTOQA
- Reemplaco si ya no es apio para usarse; por典型案例, su tubo de aslamiento so esta numplemento.
- Remuevés en ensemble de la guía de alambre. (Vea la Seción de Mantenimiento)
- Remuevés el lado izquierdo de la manjía. Arlofe le tsuesc del tubo de la pistola con una llave. La tierras fieren roscas hacía la derecha. Utilce las pinas ajustadas en la plaza de montaje del tubo de la pistola para evaporar que el ensamble del cable gire en la manjía de la pistola. (Vea la figura D.10)
MANTÉNÍMiÊNTO
- Obtenga un nuevo tubo de pistola de reemplazo (si es Neededo). Remueva la tuerca del tubo de pistola anterior e instalela en el nuevo tubo de la pistola. La tuerca deben roscarse totalmente con los dedos contra el tubo aislator.
- Deslice las roscas externas del tubo a工程技术 de la placac de montaje del tubo de la pistola, y atornille el tubo de la pistola a mano en el conector del cable hasta que la tuerca jale la placac de montaje contra el conector.
- Apriete la tuerca y placar de montaje al conector con la Llave Dinamometrica de 10 a 12 pies-libras.
- Reensamble la pistola. Tenga cuidado de no perforar ninguno de los cables entre las mitades de la manija de la pistola.
RéMOyiON É instAùAyión zÉu ENSAMBüE zÉu MéyANiSMO zÉ AùiMENTAyión
- No hay partes que necessiten servicios o mantenimiento dentro del mecanismo de alimentacion.
- Remueva el ensamble de la guía de alambre (Vea la Sección de Mantenimiento, figuras D.2 y D.3).
- Remueva elazo izquierdo de la manija.
- Desconecte los cables negro y rojo del motor de avance. Tenga cuidado de evaporar dañar las partidas electricas de encendido=rápido.
- Deslice el mecanismo de alimentacion fuera de la mitad derecha de la manija.
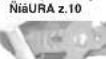
- Cuando reinstale el mecanismo de alimentacion, observe que haya la connexion de cables de motor adecuada de la figura. Reconnecte el cable de motor rojo a la terminal positiva (+),marca con el punto rojo como indica la flecha. Reconnecte el cable negro a la othera terminal del motor. (Vea la figura D.11)
NiaURA z.11
- Reensamble la pistola. Tenga cuidado de no perforar ningún cable entre las mitades de la manija de la pistola.
RéÉMPµAZO zÉü ÉNSAMBüÉ zÉü àATiüüO
- No hay partes que necessiten servicios o mantenimiento dentro del gatillo.
- Remueva la cubierta del carrete y lado izquierdo de la manija.
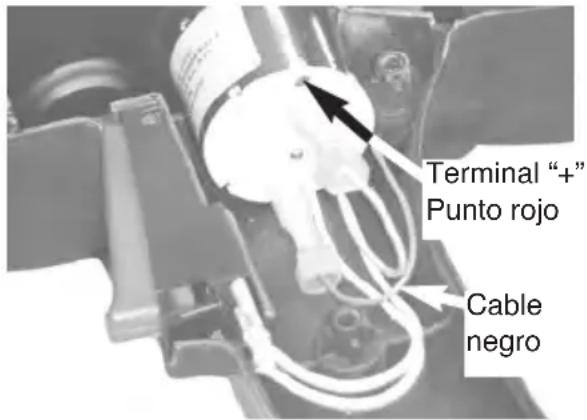
- Deslice el gatillo fuera de la mitad derecha de la manija. Desconecte ambos cables blancos del gatillo. Tenga cuidado de evaporar danar los cables y terminales electricos. (Vea la Figura D.12)
NiaURA z.12
Cables blancos
- Conecte también cables blancos al nuevo gatillo. Cualquier cable pueda conectarse arialquier pin del gatillo (conexiones no polarizadas).
- Deslice el nuevo gatillo en su lugar y reensamble la pistola. Tenga cuidado de no perforar ninguno de los cables entre las mitades de la manija de la pistola.
RéEMPµAZO zÉü ÉNSAMBüÉ zÉu yABüÉ zÉ SOüzAzURA
-
Generalmente, no hay partes que necesiten增值服务 o mantenimiento, excepto también anillos-o en el conector de alimentacion y gas de laquina;这些东西 se peuvent reemplazar. Sin embargo, hay-option:
-
Cualquier daño a los quatre cables de control AWG #22 en el extremo del cable de la pistola de laquina de soldadura (enchufe P6) pueda repararse sin remover o reemplazar todo este cable. Los cables peuvent empalmarse y soldarse whilst, y después volverse aislar con tuberia reductora de calor. Vea la Tabla D.1 en la Sección de Mantenimiento para una descripción de las conexiones.
- De lo contrario, es possible reemplazar el cable de pistola dañado.
MANTENIMIENTO
- Remueva el ensamble de la guía de alambre. (Vea la Sección de Mantenimiento)
- Remueva el ensamble del tubo de la pistola. (Vea la Seccion de Mantenimiento)
- Remueva el ensamble del mecanismo de alimentación. (Vea la Sección de Mantenimiento).
- Desconecte el gatillo. Use las pinzas ajustables para remover el pasacables de la mitad derecha de la manija. (Vea la figura D.13)

NiaURA z.13
- Jale el cable dañado fuera de la mitad derecha de la manija. El conector del cable encajará a工程技术 de la aperture del anclaje. Marque el nuevo cable en un punto de 4.750 a 4.813 pulgadas del extremo del conector del cable. (Vea la figura D.14)

- Coloque el pasacables en el nuevo cable a la dimisión marcada en la figura D.15.
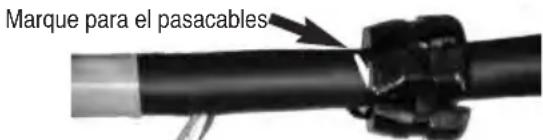
NiaURE z.15
- Instale el nuevo cable de la pistola. Pase el conector del cable a trovés de la aperture en la manija derecha, colque el anclaje en su lugar y después revise para asegurarse de que el cable no está retorcido entre el anclaje y el conector. Reensamble la pistola invirtiendo los pasos del 2 al 5.
yORREyyION zé iNyizENTES zé ROyE zE AaAMBRES
- Si la entrada del ensamble de la guía de alambre roza con el alambre de aluminio (el alambre normalmente sePGA en astillas rizadas) durante la alimentación, las lineas centrales del mecanismo de alimentación y la guía de alambre en si pueda estar desalineadas.
-Esta desalineacion可以使ocurrir cada vez que se reemplacen el tubo de la pistola, mecanismo de alimentacion o ensambles de cable de soldadura. - UnaULDimitada deajuste está disponible en el montaje del tubo de la pistola para eliminar posiblemente el problema de roce.
- Revise visualmente si el alambre está centrado en la aperture de la entrada de la guía. Alimente el alambre a工程技术 de la antorcha "spool gun" y anote en qué lado parece ser que ocurre la fricción.
- Remueva elazo izquierdo de la manija. Vea la Figura D.10 Reemplazo del Tubo de la Pistola. Afloje ligeramente la tuerca del tubo de la pistola como se muestra.
- Deslice el tubo de la pistola en el orificio de la placac de montaje para realinear el alambre y afterwardslickar a apretar la tuerca como se muestra. Reensamble la pistola.
- Repita los pasos del 2 al 4 hasta que se elimine el roce. Una acumulación ligure de polvo bajo también espermisible cuando de alimentar 1/4 del carrete durante el uso de soldadura.
TABLED.2
| Consumibles | Punta de contacto cónica 0.035 (0.9mm) S28172-7 | KP2744-030T | Paquete de 10 |
| Punta de contacto cónica 0.035 (0.9mm) S28172-1 | KP2744-035T | Paquete de 10 | |
| Difusor de gas (S28722) | KP3076-1 | 1-pieza | |
| Ensemble de la boquilla de gas (S28728-1) | KP3075-1-50F | 1-pieza | |
| Partes de reemplazo periodico | Ensemble del tubo de la pistola (S28729-1) | KP3325-1 | 1-pieza |
| Ensemble del rodillo impulsor (S26236-2) | KP2529-2 | 1-pieza | |
| Ensemble de la guía de alambre (S26612) | KP2632-1 | 1-pieza |
üOyAüiZAyión zÉ AVÉRías
CÓM O UTILIZAR LA GUIA DE LOCALIZATION DE AVERías
ADVERTENCIA
El service y la reparacion solo debe de ser realizado por Personal Capacitado por la Fabrica Lincoln Electric. Reparaciones no autorizadas llvadas a cabo en este equipo poden resultar peligrosas para技术和 operador de laquina, e invalidaray su garantia de fabrica. Por su seguridad y para evitar una descarga electrica, por favor tome en cuestionas todas las notas de seguridad y precauaciones detalladas largo de este manual.
Esta guia de detectacion de problemas se proporcionRaso 3.ACCION RECOMENDADA
para ayudarle a localizar y a reparar posibles averías止a columna proportiencia unaccion para la
de laquina. Simplemente siga el procedimiento de tres pasos que se da enseguida.
Possible, generaleme terecome
contacto con su Taller de S
Autorizada por Lincoln local
Si no entiende o no pueda llvar a cal
Observe bajo de la columna llamada "PROBLEM" Recomendada deforma segura,contacte
(SINTOMAS).".Esta columna describe los signteos del Campo Lincoln Autorizado
posibles que laquina pueda Presented. Encuentre
la lista que describa de la mejormania el sintoma
En lasegunda columna llamada "CAUSA POSIBLE"
se enumerated los factores que pueda originar el sin
toma en laquina.
PRECAUCION
Si por algunarzon usted no entiende los procedimientos de prueba o es incapaz de efec reparaciones de mannersa segura, contacte su Taller de Servicio de Campo Lincoln Autorizo para asistencia en la localizacion de fallas Tecnicas antes de proceder.
üOyAüiZAyión zÉ AVÉRías
Observe todos los Lineamientos de Seguidad detallados a工程技术 de este manual.
| PROBLEMAS(SÍNTOMAS) | CAUSAPOSIBLE | CURSO DE ACCIONRECOMENDADO | |
| PROBLEMAS | |||
| No hay alimentación de alambre cuando seaprieta el gatillo. | 1. Laística está apagada o desconectado2. La antorchaa "spool gun" no tiene alambre3. La punta de contacto está quemacatrás4. Guía de alambre del tubo de la pistola total o parcialmente bloqueada5. Alambre anidado.6. El interruptor de selector de palarmáquina no está establishoc "spool gun".7. Gatillo defectuoso. (Contactos abiertos)8. Circuito de gatillo defectuoso en la pistola9. Motor de la antorchaa "spool gun" dañado10. No hay voltaje o corriente del motormáquina.11. Tamaño de la puntaopequeno para el diametro de alambizladado. | 1. Encienda o conecte la这其中.2. Instale un carrete lleno del alambre especifica do.3. Rarreplicate la punta de contacto.4. Remueva y limpie o reempla alambre del tubo de la pistola. (Vea la secdo de mantenimiento)5. Corte el alambre anidado, vuelva a alambre, y revise si el alambre está bieedo y si hay una resistencia mecánica apropiada del本身就是.6. de lo que el interruptor noperación deecuada.7. Reemplace el gatillo. (Vea la sección de tenimiento)8. Desconnecte la pistola de la这其中y revise si hay continuidad en el circuito del gatillo.9. Contacta a LASF para un reemplazdel motor.10. No hay voltaje o corriente del motormáquina.11. Tamaño de la puntaopequeno para el diametro de alambizladado. | 1. Remplaza el gatillo. (Vea la sección de tenimiento)2. Desconnecte la pistola de la这其中y revise si hay continuidad en el circuito del gatillo.3. Contacta a LASF para un reemplazdel motor.4. Vea la sección de Localización de averiadasel manual de instrucciones de la这其中s SOLDadura.5. Reemplaza la punta de contacto con uneebés del tamanó correcto. |
| Alimentación de alambre tardía cuaprieta el gatillo. | 1do Sel ro dillo impulsorecubierto con aluminio.2. La configuración de la ventilación de alambre de la这其中muy baja.3. El alambre está obstruido en alguna pa lo largo de la ruta de alimentación debre en la pistola.4. Bajo voltaje de motor. | 1. llamie elgradilla de todo el alumiplácelo.2. lo iudnade baivelocidad c alambre.3. Revisise si hay obstrucciones: elimine caloalame de alambre, alambre torcedos, y remue-va, llimpie o reemplaza la guía de alambretubo de la pistola (VeMantenimiento).4. Vea la sección de Localización de Aveel manual de instrucciones de la most soldadura. | |
| Vueltas del rodillo impulsor en la direccióncontraria. | 1. Los plomos del motor están connectadoserevés. | 1. Conectar correctamente. (vase la seccionmantimplemento) | |

PRECAUCION
Si por unarzon no entender los procedimientos de prueba o no es capaz dellear a cabo las pruebas/reparaciones en forma segura, pongase en contacto con su Taller Local de Servicio de Campo Autorzano de Lincoln para Obtener asistencia de localizacion de averias tectnica ante de proceder.
üOyAüiZAyión zÉ AVÉRÍAS
Observe todos los Lineamientos de Seguidad detallados a工程技术 de este manual.
| PROBLEMAS(SINTOMAS) | CAUSAPOSIBLE | CURSO DE ACCIONRECOMENDADO |
| PROBLEMAS | ||
| Alimentación de alambre intermitente cuando se aprieta el gatillo. | 1. El alambre se atora mecánically a largo de su ruta de alimentación de la pistola.2. El rodillo impulsor se ha aflado cubo y eje de salute.3. Rodillo impulsor está minio.4. El alambre está torcido a lo largo rutá de alimentación.5. El ensamble de guía de a con el alambre.6. El montaje del trazador de alafitando el alambre. | 1o. Revise que el alambre de dedecadamente Dentro de la pistola.2a. Reíseque el rodillo impulsor es susjétado en su lugar por el SHCS (torn lo Allen guía); reemplace el cubo y twist lock si está desgastados.3u Rienüeba y elsewhere limpie o reemp el rodillo impulsor. (Veal a Mantenimiento)4e. La salemanualmente el alambre lenta a工程技术 de la pistola surja un alambre recto.5a. Revisise que al alambre este propiamente alineado en la entrada de la guía nee el tubo de la pistola con el mecano de alimentación. (Veal a Seccia Mantenimiento Corrección de Incid de Roce de Alambre)6u Carpauebeque el alambre está alineado correctamente en la entrada del trazador de lineas; realinee el tubo de impulsion del alambre. (Véase C: A Iambre Que a feita a Mantenimiento De las Ediciones) |
| Quemado en retroceso Frequiente de la punta de contacto. | 1. Pará metros o ténc inadecuados. (Ejemplo de Contacto a Distancia de T incorrecta).2. El alambre se pueda estar alini intermitentemente. | 1c Veada Sesection de Operación para la: rasa de Sol Badunata adecuada.abajo esEntidad los sintomas en alambre intermitente o tardía. |
| Aparancia deficiente del cordón de soldadura (porosidad o superficie opaca oxidada gris). | 1. No hay flujo de gas.2. Bajo flujo de gas.3. Gas protector inadeuido o co do.4. Soldadura en un ambiente ventrado.5. Polaridad de electrodo Incorrecta.6. Pará metros o ténc inadecuados | 1. Vea el sintoma "Fluo de gas bajo o inex-istente"2. Vea el sintoma "Fluo de gas bajo o inex-istente"3a. Revisise que la etiqueta del suminist gas lea 100% argón. Temporalmente utilise un suministro alterno de gas co do y revise si mejor la aparciencia.4. Monte un protector contra viento o a un lugar libre de viento antes de soldar.5. Reconnecte la calidad de soldad Máquina en la polaridad positiva de elec-trodo.6c Veada Seseión de Operación para imaciación. |

PRECAUCION
Si por unarzon no entende los procedimentos de prueba o no es capaz dellevar a cabo las pruebas/reparaciones en forma segura, pongase en contacto su Taller Local de Servicio de Campo Autorizo de Lincoln para obtenir asistencia de localizacion de averias tecnica antes de proceder.
üOyAüiZAyión zÉ AVÉRías
Observe todos los Lineamientos de Seguidad detallados a工程技术 de este manual.
| PROBLEMAS(SINTOMAS) | CAUSAPOSIBLE | CURSO DE ACCIONRECOMENDADO |
| PROBLEMAS | ||
| Flujo de gas protector bajo o inexistente. | 1. Sin gas.2. El suministro de gas está apagado o desconnectado.3. El regulator del flujo de suministro de gas está establecido in tamente.4. La valvula de solenoide gasámayquina funciona mal.5. Bloqueo a lo large de la gas de la pistola.6. Cable de la pisto aplanado.7. Bloqueo debido a acumulación salpicadura enla boquilla de gas difusor de gas.8. Fuga de gas excessiva del sistro.9. Fuga de gas entre el ensemble de la guía de alambre y el cable.10. Fuga de gas en la conexión de la pistola al alimentador. | 1. Revise que estésuministro de gas adecuado.2. Revise que todas las valvsuministro de gas estén abiertas3. Revise que el flujo doestablecido entre 20 a 50 SCFH.4. Vea el manual de instrucciones delmaquina.5r.uéairiente con aire suave lochos del tubo principal.Sa.rlent be citoo anderez reemplácelo. (Vea la S Mantenimiento)6a. rIntento cre到位o o chergerez reemplácelo. (Vea la S Mantenimiento)7eLimpie o reemplace la boquilla de o gas o difusor de gas.8minencuentreyrepfugas.9. Reemplace el ensemble de la guía conctoalambre. (Vea la S Mantenimiento)10. Anillos "O" dañados: ambos sellos. El conductor pistola no está totalmente tado en la mayqui Sección de Instalación). |
| El alimentador de alambre funcía o empieza a alimentar alambre sin apretar el gatillo de la pistola. | 1. Gatillo defectuoso. (Contactos cerrados)2. Circuito de gatillo defectuoso (ce do) en la mayquina de soldadura.3. Los cables del gatillo cable de la pistola Tiene u en conjunction o tien común hacer el circdadura o del motor. | 1. Reworkplace el gSección de Mantenimiento)2aVea elmanual de instrucciones del mayquina.3deCabebedede control daña n colortconector P6 y c emmaquinac repateosi es possible. De ilbocorderios reemplace el cable de la pistola. (Vea la Mantenimiento para ambos). |

PRECAUCION
Si por unarzon no entender los procedimientos de prueba o no es capaz dellevar a cablos pruebas/reparaciones en forma segura, pongase en contacto su Taller Local de Servicio de Campo Autorizzato de Lincoln para Obtener asistencia de localizacion de averias tcnica anes de procedr.
zíAáRAMa zÉ yABüÉAzO
DIAGRAMA DE CABLEADO DE LA INTERFAZ DE LA ANTORCHA "SPOOL GUN"
M20410-1
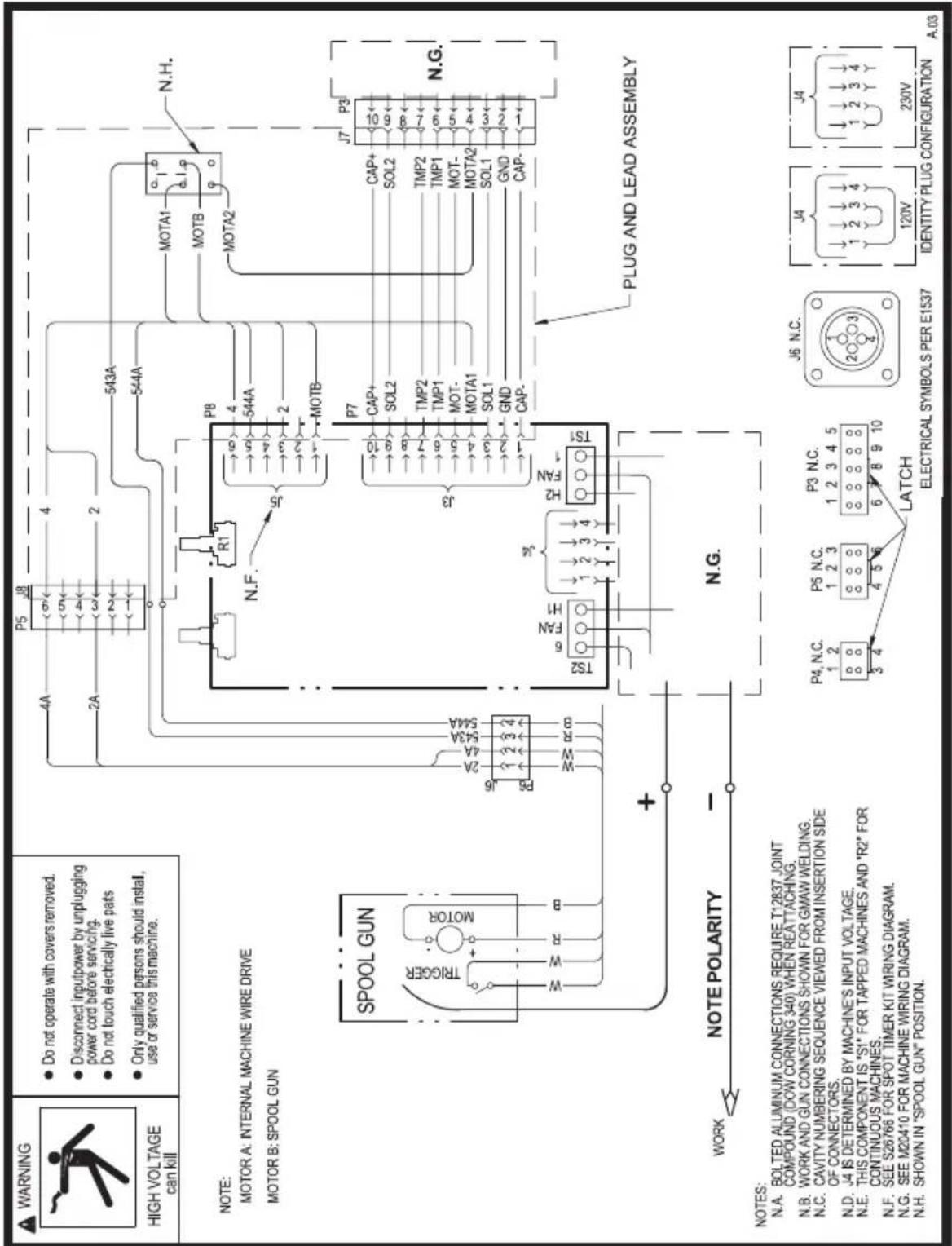
NOTA: Este diagrama está para la referencia solamente. Puede no ser exacto para todas las migunas cubiertas por este manual. El diagrama es名额 para un número particular se pega bajo de laquina en uno de los paneles del recinto.
NOTES NOTAS
PISTOLETMAGNUM® PRO100SG SPOOL GUN
(FRENCE)
LISTA DE PIEZAS PARA
Esta lista de piezas se proporciona como guía informativa solamente.
Era exacto a la hora de la impresión. Estas páginas son solamente actualizadas en el navegador DVD del service y en el funciona el electrico de Lincoln las piezas reservan (BK-34).
AlPEDR piezas,refierase siempre las piezas elctricas del functiario deLincoln
reservan (BK-34) para las ultimas paginas.
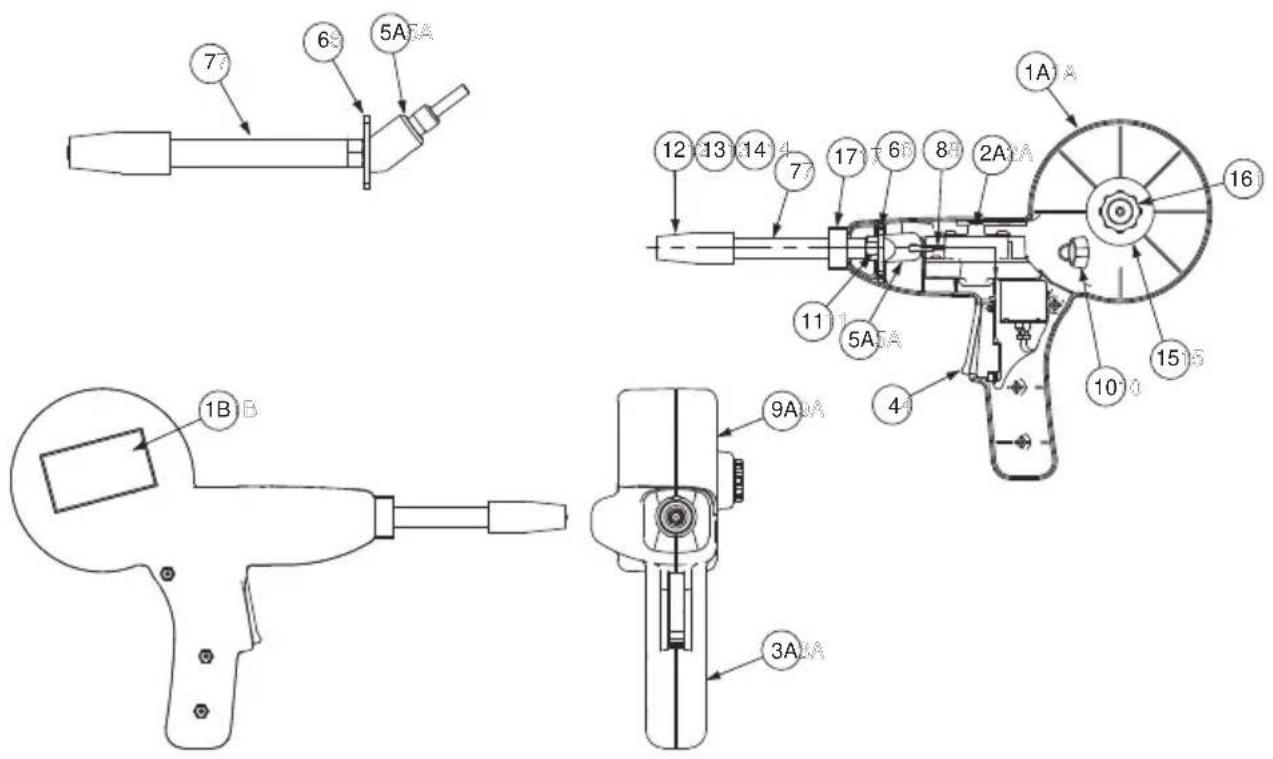
General Assembly L'Assemblée Générale Ensemble General
Indica un cambio en esta impresión
Utilice uniquamente partes marcadas con una "x" en la columna bajo del número del encabezado nombredo en la page del indice del modelo.
| ELEM.DESCRIPTION | NO. DE PARTE | CANT.1 | 23 | 45 | 67 | 89 | |||||
| 1A L | la Manija del Arma (Mitad Derecha), incluye: | G5666 1XX | |||||||||
| 1B | Etiqueta de advertencia | S25815 1XX | |||||||||
| 1/4-20 x 2.50 HHS | CF000114 1XX | ||||||||||
| #6-32 HN | CF000005 3XX | ||||||||||
| Tuerca de presión | S18535-2 1XX | ||||||||||
| 2A Ensemblé del mecanismo de alimentación, Incluye: | G5707 1XX | ||||||||||
| Ensemblé del rodillo impulsor Twistlock | KP2529-2 | 1XX | |||||||||
| Centro | M20860 | 1XX | |||||||||
| Twist Lock | S26238 1XX | ||||||||||
| Tornillo métrico | T14731-72 | 1XX | |||||||||
| Locite 242 o Equivalente (1 se requires a gota para fazer el tomilio en su lugar) | NSS | 1X | X | ||||||||
| Roldana | T9695-3 | 1XX | |||||||||
| Eje | NSS | 1XX | |||||||||
| Rodamiento | NSS | 2XX | |||||||||
| Engrane | NSS | 1XX | |||||||||
| Base de la placá de alimentación | NSS | 1XX | |||||||||
| cubierta de la placá de alimentación, Incluye: | G5669 1XX | ||||||||||
| Insercción de tobera | NSS | 1XX | |||||||||
| Ensemblé del rodillo de presión | S26718 1XX | ||||||||||
| Ensemblé del motor y piñon | NSS | 1XX | |||||||||
| Tornillo métrico | NSS | 2XX | |||||||||
| Tornillo de autofijación | S8025-96 2XX | ||||||||||
| Roldana plana | S9262-3 | 2XX | |||||||||
| 3A Mitad de la manija izquierda (Mitad Izquierda) | G5665 1XX | ||||||||||
| #6-32 x 1.00 SHS | CF000099 3XX | ||||||||||
| 4 | Ensemblé del gatillo | S18932 | 1XX | ||||||||
| 5A Ensemblé del cable, Incluye: | L13018 1XX | ||||||||||
| Enchufé del conector macho (4 Pines) | S18656 1XX | ||||||||||
| Abrazadora de cable | S18658 1XX | ||||||||||
| 6 | Placa de montaje del tubo de la pistola | S26622 1XX | |||||||||
| 7 | Ensemblé del tubo de la pistola | KP2631-1 | 1 | X | X | ||||||
| 8 | Ensemblé de la guía de alambre | KP2632-1 | 1 | X | X | ||||||
| 9A Ensemblé de la cubierta de la bobina, Incluye: | 1XX | ||||||||||
| Cubierta de bobina | NSS | 1XX | |||||||||
| perilla de seguidad | S26711 | 1XX | |||||||||
| Etiqueta del producto | S26775 1XX | ||||||||||
| Roldana aislante | T9274-4 | 1XX | |||||||||
| 11 | Tuerca | S19580 1XX | |||||||||
| 12 | Difusor de gas (Magnum) | KP35-50 1 X | |||||||||
| 12 | Difusor de gas (Magnum Pro) | KP3076-1 | 1 | X | |||||||
| 13 | Punta de contacto (Estándar de .035) (Magnum | KP11-35 | 10 | X | X | ||||||
| Punta de contacto cónica 0.035 (09 mm) (Magnum Pro) | KP2744-035T | 10 | X | X | |||||||
| Punta de contacto (.030 Opcional) (Magnum) | KP11-30 | 10 | X | X | |||||||
| Punta de contacto cónica 0.030 (08 mm) (Magnum Pro) | KP2744-030T | 10 | X | X | |||||||
| 14 | Ensemblé del cono de gas (Magnum) | KP21-50-F | 1 | X | X | ||||||
| 14 | Boquilla de gas (Magnum Pro) | KP3075-1-50F | 1 | X | X | ||||||
| 15 | Resorte del freno | T11862-65 | 1XX | ||||||||
| 16 | Perilla de seguidad | S26711 | 1XX | ||||||||
| 17 | Collar de fi:jacion | S19701 1XX | |||||||||
| 18 | Guarniciones de Adaptador | M21182 | 1XX | ||||||||
NOTES NOTAS
|  |  |  |  |
| WARNING | - Do not touch electrically live parts or electrode with skin or wet clothing. - Insulate yourself from work and ground. | - Keep flammable materials away. | - Wear eye, ear and body protection |
| Spanish AVISODE PRECAUCION | - No toque las partes o los electrodgos bajo energia con la piel o ropa moja da. - Aislese del trabajo y de la tierra. | - Mantenga el material combustible fuera del area de trabajo. | - Protégase los ojos,los oidos y el cuerpo. |
| French ATTENTION | - Ne laissez ni la peau ni des vete- ments mouillés entre en contact avec des pieces sous tension. - Isolez-vous du travail et de la terra. | - Gardez à l'écart de tout matériel inflammable. | - Protégez vos yeux,vos oreilles et votre corps. |
| German WARNING | - Berühren Sie keine stromfuhrenden Taile oder Elektroden mit ihrem Körper oder feuchter Kleidung! - Isolieren Sie sich von den Elektroden und dem Erdboden! | - Entfernen Sie brennbarres Material! | - Tragen Sie Augen-, Ohren- und Kö perschutz! |
| Portuguese ATENÇAO | - Não toque partes electricas e elec- trodos com a pele ou roupa molha- da. - Isole-se da peça e terra. | - Mantenha inflamáveis bem guarda- dos. | - Use proteção para a vista, ouvido corpo. |
| Japanese 注意事項 | - 通電中的電気雑品、叉は溶材にご フやゆたを右で載ない上。 - 施工物やアスから身体が脱離さ ていの格にして下方。 | - 愿文やすいもの側の溶剂作業 是最適にしだに任意み。 | - 目、耳及び身体に保護具をじて下 き。 |
| Chinese 警告 | - 座席或浴衣物切忌将吸潮器等物件及 脸饰。 - 使你自己界垣面和工件易触。 | - 把一切易燃物品移離工作場所。 | - 佩戴服,耳及脊帶等勤保護用品 |
| Korean 武 威 | - 셈류개수에 힘을 썼개고 쓸는 썼부로 죽내 썼개고 쓸는 썼부로 죽내 썼개고 쓸는 썼부로 죽내 썼개고 쓸는 썼부로 죽내 썼개고 쓸는 썼부로 죽내 썼개고 쓸는 썼부로 죽내 썼개고 쓸는 | - 员列職業 測格を翻譃の相はリフロー 即刻はリフロー | - 送、從而、乗務員等勤保護用品 |
| Arabic |  |  |  |
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE Este EQUIPO Y CONSUMIBLES QUE VA A UTILizar, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PROD ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.




