
Magnum Pro 100SG - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Magnum Pro 100SG LINCOLN ELECTRIC au format PDF.

| Marque | Lincoln Electric |
| Modèle | Magnum Pro 100SG |
| Type de produit | Pistolet à bobine (spool gun) pour soudage MIG aluminium |
| Procédé de soudage | GMAW (MIG) avec gaz de protection argon 100% |
| Alliages de fil | Aluminium 4043 ou 5356 |
| Diamètres de fil | 0,030 po (0,8 mm) ou 0,035 po (0,9 mm) |
| Taille de bobine | 1 lb, diamètre 4 po |
| Courant nominal | 130 A à 30% de cycle de travail (base 10 min) |
| Poids | 3,5 lb (1,6 kg) avec câble, sans bobine ni coffret |
| Longueur de câble | 10 pieds (3,05 m) |
| Dimensions (coffret) | 15,75 x 10,50 x 4,25 po (40 x 27 x 10,8 cm) |
| Refroidissement | Par air |
| Alimentation | Via la soudeuse connectée (courant de soudage et gaz) |
| Méthode de guidage | Semi-automatique (guidage manuel) |
| Fonctions principales | Soudage MIG de l'aluminium avec fil bobine, réglage vitesse et tension via la soudeuse |
| Sécurité | Protection contre chocs électriques, rayonnement arc, fumées, incendie ; mise à la terre obligatoire |
| Entretien courant | Nettoyage des copeaux d'aluminium, inspection des câbles et connexions |
| Pièces d'usure | Pointe de contact, diffuseur de gaz, buse, rouleau conducteur, bande de remplissage |
| Réparabilité | Remplacement possible du câble, tube, entraineur, gâchette par un technicien qualifié |
| Garantie | Consulter la notice complète |
| Notice disponible | Français, anglais, espagnol (format PDF) |
FOIRE AUX QUESTIONS - Magnum Pro 100SG LINCOLN ELECTRIC
Questions des utilisateurs sur Magnum Pro 100SG LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Magnum Pro 100SG - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Magnum Pro 100SG de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Magnum Pro 100SG LINCOLN ELECTRIC
Pour votre propre protection, lire et observer toutes les instructions et les précautions de suture spécifiques qui paraissent dans ce manuel ainsi que les précautions de suture générales suivantes:
Sécurité pour soudage à l'arc
- Protegez-vous contre la secousse électrique :
a. Les circuits à l'électrode et à la pièce sont sous tension quand la machine à souder est en marche. Eviter toujours tout contact entre les parties sous tension et la peau nue ou les vêtements mouillés. Porter des gants secs et sans trou pour isoler les mains. b. Faire très attention de bien s'isoler de la masse quand on soude dans des endroits humides, ou sur un plancher métallique ou des grilles métalliques, principalement dans les positions assis ou couché pour lesquelles une grande partie du corps peut être en contact avec la masse. c. Maintenir le porte-électrode, la pince de masse, le cable de soudage et la machine à souder en bon et sur état de fonctionnement. d. Ne jamais plonger le porte-électrode dans l'eau pour le refroidir. e. Ne jamais toucher simultanément les parties sous tension des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le total de la tension à vide des deux machines. f. Si on utilise la machine à souder comme une source de courant pour soudage semi-automatique, ces précautions pour le porte-électrode s'appliquent aussi au pistolet de soudage.
- Dans le cas de travail au-dessus du niveau du sol, se protéger contre les chutes dans le cas où on reçoit un choc. Ne jamais enrouler le câble-électrode autour de n'importe quelle partie du corps.
- Un coup d'arc peut être plus sévère qu'un coup de soleil, donc:
a. Utiliser un bon masque avec un verre filtrant approprié ainsi qu'un verre blanc afin de se protégger les yeux du rayonnement de l'arc et des projections quand on soude ou quand on regarde l'arc. b. Porter des vêtements convenables afin de protéger la peau du soudeur et des aides contre le rayonnement de l'arc. c. Protéger l'autre personnel travaillant à proximité du soudage à l'aide d'écrans appropriés et non-inflammables.
- Des gouttes de laitier en fusion sont émises de l'arc de soudage. Se protéger avec des vêtements de protection libres d'huile, tels que les gants en cuir, chemise épaissie, pantalons sans revers, et chaussures montantes.
- ans latéraux dans les zones où l'on pique le laitier.
- Eloigner les matériaux inflammables ou les recouvrir afin de prévenir tout risque d'incendie d'uxétincelles.
- Quand on ne soude pas, poser la pince à un endroit isolé de la masse. Un court-circuit accidentel peut provoquer un échauffement et un risque d'incendie.
- S'assurer que la masse est connectée le plus près possible de la zone de travail quand il est praticable de le faire. Si on place la masse sur la charpente de la construction ou d'autres endroits éloignés de la zone de travail, on augmente le risque de voir passer le courant de soudage par les chaînes de levage, câbles de grue, ou autres circuits. Cela peut provoquer des risques d'incendie ou d'échauffement des chaînes et des câbles jusqu'à ce qu'ils se rompent.
- Assurer une ventilation suffisante dans la zone de soudage. Ceci est particulièrement important pour le soudage de tôles galvanisées, plombées, ou cadmiées, ou tout autre métal qui produit des fumées toxiques.
- Ne pas souder en présence de vapeurs de chlore provenant d'opérations de dégraissage, nettoyage ou pistolage. La chaleur ou les rayons de l'arc peuvent réagir avec les vapeurs du solvant pour produire du phosgène (gas fortement toxique) ou autres produits irritants.
- Pour obtenir de plus amples renseignements sur la sécurité, voir le code "Code for safety in welding and cutting" CSA Standard W 117.2-1974.
Precautions de sureté pour les machines à SOUDER à transformateur et à redresseur
- Relier à la terre le châssis du poste conformément au code de l'électricité et aux recommandations du fabricant. Le dispositif de montage ou la pièce à souder doit être branché à une bonne mise à la terre.
- Autant que possible, l'installation et l'entretien du poste seront effectués par un electricien qualifié.
- Avant de faire des travaux à l'intérieur du poste, la débrancher à l'interrupteur à la boîte de fusibles.
- Garder tous les couvercles et dispositifs de sûreté à leur place.
Pour votre propre protection, observez et observez toutes les instructions et les précautions de suturetete spécifiques qui paraisse nt dans ce manuel ainsi que les précautions de suturetete générales suivantes:
Sûreté pour soudage à l arc
- Protegez-vous contre la secousse électrique:
a. Les circuits à l'électrode et à la pièce sont sous tension quand la machine à souder est en marche. Éviter tout contact entre les parties sous tension et la peau nue ou les vêtements mouillés. Porter des gants secs et sans trous pour isoler les mains. b. Faire très attention de bien s'isoler de la masse quand on soude dans des endroits humides, ou sur un plancher métallique ou des grilles métalliques, principalement dans les positions assis ou couché pour lesquelles une grande partie du corps peut être en contact avec la masse. c. Maintenir le porte-électrode, la pince de masse, le câble de soudage et la machine à souder en bon et sur état de fonctionnement. d. Ne jamais plonger le porte-électrode dans l'eau pour le refroidir. e. Ne jamais toucher simultanément les parties sous tension des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le total de la tension à vide des deux machines. f. Si on utilise la machine à souder comme une source de courant pour soudage semi-automatique, ces précautions pour le porte-électrode s'appliquent aussi au pistolet de soudage.
- Dans le cas de travail au-dessus du niveau du sol, se protéger contre les chutes dans le cas où on reçoit un choc. Ne jamais enrouler le câble-électrode autour de n'importe quelle partie du corps.
- Un coup d'arc peut être plus sévère qu'un coup de soleil, donc :
a. Utiliser un bon masque avec un verre filtrant approprié ainsi qu'un verre blanc afin de se protégere les yeux du rayonnement de l'arc et des projections quand on soude ou quand on regarde l'arc. b. Porter des vêtements convenables afin de protéger la peau de soudeur et des aides contre le rayonnement de l'arc. c. Protégé l'autre personnel travaillant à proximé au soudage à l'aide de crans appropriés et non-inflammables.
- Des gouttes de laitier en fusion sont émises de l'arc de soudage. Se protéger avec des vêtements de protection libres de l'huile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
- ans latéraux dans les zones où l'on pique le laitier.
- Eloiigner les matériaux inflammables ou les recouvrir afin de prévenir tout risque d'incendie du auxétincelles.
- Quand on ne soude pas, poser la pince à un endroit isolé de la masse. Un court-circuit accidentel peut provoquer un échauffement et un risque d'incendie.
- S'assurer que la masse est connectée le plus près possible de la zone de travail, qu'il est praticable de le faire. Si on place la masse sur la charpente de la construction ou d'autres endroits éloignés de la zone de travail, on augmente le risque de voir passer le courant de soudage par les chaînes de levage, câbles de grue, ou autres circuits. Cela peut provoquer des risques d'incendie ou d'échauffement des chaînes et des câbles jusqu'à ce qu'ils se rompent.
- Assurer une ventilation suffisante dans la zone de soudage. Ceci est particulièrement important pour le soudage de tôles galvanisées, plombées, ou cadmiées ou tout autre métal qui produit des fumées toxiques.
- Ne pas souder en présence de vapeurs de chlore provenant d'opérations de dégraissage, nettoyage ou pistolage. La chaleur ou les rayons de l'arc peuvent réagir avec les vapeurs du solvant pour produire du phosgène (gas fortement toxique) ou autres produits irritants.
- Pour obtenir de plus amples renseignements sur la sûreté, voir le code "Code for safety in welding and cutting" CSA Standard W 117.2-1974.
Precautions de sureté pour les machines à SOUDER à transformateur et à redresseur
- Relier à la terre le châssis du poste conformément au code de l'électricité et aux recommandations du fabricant. Le dispositif de montage ou la pièce à souder doit être branché à une bonne mise à la terre.
- Autant que possible, l'installation et l'entretien du poste seront effectués par un électricien qualifié.
- Avant de faire des travaux à l'intérieur du poste, la débrancher à l'interrupteur à la boîte de fusibles.
- Garder tous les couvercles et dispositifs de sécurité à leur place.
La sécurité dépend de vous. Le matériel de soudage et de coupage à l'arc Lincoln est conçu et construit en tenant compte de la sécurité. Toutefois, la sécurité en général peut être accrue grâce à une bonne installation... et à la plus grande prudence de votre part. NE PAS INSTALLER, UTILISER OU RÉPARER CE MATÉRIEL SANS AVOIR LU CE MANUEL ET LES MESURES DE SÉCURITÉ QU'IL CONTIENT. Et, par dessus tout, réfléchir avant d'agir et exercer la plus grande prudence.

MANUEL DE L'OPÉRATEUR
LINCOLN. ELECTRIC
- Leader mondial en soudage et des produits découpage
- Vente et Service par le biais de filiales et distributeurs dans le monde entier
1 Avertissement de la proposition de californie 65
Les gaz d'échappement du moteur diesel et certains de leurs substituants sont connus par l'État de Californie pour provoquer le cancer, des malformations ou autres dangers pour la reproduction.
Ceci s'applique aux moteurs diesel.
Les gaz d'échappement de ce produit contiennent des produits chimiques connus par l'État de Californie pour provoquer le cancer, des malformations et des dangers pour la reproduction.
Ceci s'applique aux moteurs à essence.
Le soudage a l'arc peut etre dangereux. se proteger et proteger les AUTRES CONTRE les blessures GRAVES VOIRE mortelles, eloigner les enfants. les personnes qui portent un stimulateur cardiaque devraient consulter leur medecin avant d'utiliser l'appareil.
Prenez connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la sécurité, il est vivement recommandé d'acheter un exemplaire de la norme Z49.1, de l'ANSI auprès de l'American Welding Society, P. O. Box 350140, Miami, Florida 33135 ou la norme CSA W117.2-1974. Il est possible de se procurer un exemplaire gratuit du livre « Arc Welding Safety » E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.

Pour les gélectrogenes
- a. Arrêter le moteur avant de dépanner et d'entretenir à moins qu'il ne soit nécessaire que le moteur tourne pour effectuer l'entretien.

1. b. Ne faire fonctionner les moteurs d'extérieur ou dans des endroits bien aérés, encore évacuer les gaz d'échappement moteur à l'extérieur.

1. c. Ne pas faire le plein de carburant près d'une flamme, d'un arc de soudage ou moteur tourne. Arrêter le moteur et le laisser refroidir avant de faire le plein pour empêcher que du carburant renversé ne se vaporise au contact de pièces du moteur chaudes et ne s'enflamme. Ne pas renverser du carburant quand on fait le plein. Si du carburant s'est renversé, essuyer et ne pas remettre le moteur en marche tant que les vapeurs n'ont pas été éliminées.
1.1. d. Les protecteurs, bouchons, panneaux et dispositifs de sécurité doivent être always en place et en bon état. Tenir les mains, les cheveux, les vêtements et les outils éloignes de courroies trapezoidales, des engrenages, des ventilateurs et d'autres pièces en mouvement quand on met en utilise ou répare le matériel.
1. e. Dans certains cas, il peut être nécessaire de déposer les protecteurs de sécurité pour effectuer l'entretien. Ne déposer les protecteurs que quand c'est nécessaire. Les remettre en place quand l'entretien prescrit est terminé. Toujours agir avec la plus grande prudence quand on travaille près de pièces en mouvement.

1. f. Ne pas mettre les mains près du ventilateur du moteur. Ne pas appuyer sur la tige de commande des gaz pendant que le moteur tourne.
1. g. Pour ne pas faire demarrer accidentellement les moteurs à essence en effectuant un réglage du moteur ou en entretenant le groupe électrogène de soudage, de connecter les fils des bougies, le chapeau de distributeur ou la magneto, débrancher le couvercle du distributeur ou le fil magnétique de façon appropriée

1. h. Pour éviter de s'ébouillanter, ne pas enlever le bouchon sous pression du radiateur quand le moteur est chaud.

Les CHAMPS électromagnétiques peuvent être dangereux
2. a. Le courant électrique qui circule dans les conducteurs créé des champs électromagnétiques. Le courant de soudage crée des champs autour des câbles et des machines de soudage.
2. b. Les champs électromagnétiques (EMR) et leurs interférences peuvent affecter les stimulateurs cardiaques. Les soudeurs qui portent un stimulateur cardiaque devraient consulter leur médecin avant d'entreprendre le soudage. 2. c. L'exposition aux champs électromagnétiques lors de l'usage de soudage peut avoir d'autres effets sur la santé que l'on ne connaît pas encore. 2. d. Les soudeurs devraient suivre les consignes suivantes pour réduire au minimum l'exposition aux champs électromagnétiques du circuit de soudage : 2. d.1. Regrouper les câbles d'électrode et de retour. Les fixer si possible avec du ruban adhésif. 2. d.2. Ne jamais entourer le câble d'électrode autour du corps. 2. d.3. Ne pas se tenir entre les câbles d'électrode et de retour. Si le câble d'électrode se trouve à gauche, le câble de retour doit également se trouver à droite. 2. d.4. Connecter le câble de retour à la pièce le plus possible de la zone de soudage. 2. d.5. Ne pas travailler juste à côté de la source de courant de soudage.

LES CHOCSELECTRIQUES peuvent etre mortels.
3. a. Les circuits de l'électrode et de retard (ou masse) sont sous tension quand la source de courant est en marche. Ne pas toucher ces
pièces sous tension les mains nues ou si l'on porte des vêtements mouillés. Porter des gants isolants secs et ne comportant pas de trous.
3. b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso-lation sec. S'assurer que l'iso-lation est de dimensions suffisantes pour couvrir entièrement la zone de contact physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit effectuer le soudage dans des conditions dangereuses au point de vue électrique (dans les endroits humides ou si l'on porte des vêtements mouillés ; sur les constructions métalliques comme les sols, les grilles ou les échafaudages ; dans une mauvaise position, par exemple assis, à genoux ou couché, s'il y a un risque élevé de contact inévitable ou accidentel avec la pièce ou la terre), utiliser le matériel suivant :
Source de courant (fil) à tension constante c.c. semi-automatique. - Source de courant (électrode enrobée) manuelle c.c. Source de courant c.a. à tension réduite.
3. c. En soudage semi-automatique ou automatique, le fil, le dévidoir, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également sous tension. 3. d. Toujours s'assurer que le câble de terre est bien connecté au métal soude. Le point de connexion devrait être le plus près possible de la zone soude. 3. e. Raccorder la pièce ou le métal à souder à une bonne prise de terre. 3. f. Tenir le porte-électrode, le connecteur de pièce, le câble de soudage et l'appareil de soudage dans un bon état de fonctionnement. Remplacer l'isolation endommagée. 3. g. Ne jamais tremper l'électrode dans l'eau pour la refroidir. 3. h. Ne jamais toucher simultanément les pièces sous tension des porte-électrodes connectés à deux sources de courant de soudage parce que la tension entre les deux peut correspondre à la tension à vide totale des deux appareils. 3. i. Quand on travaille au-dessus du niveau du sol, utiliser une ceinture de sécurité pour se protéger contre les chutes en cas de chic. 3. j. Voir également les points 6. c. et 8.

Le rayonnement de l'arc peut brûler.
4. a. Utiliser un masque à serre-tête avec oculaire filtrant ajustat et protège-oculaire pour se protéter les yeux contre les étincelles et le rayon
riment de l'arc quand on soude ou quand on observe l'arc de soudage. Le masque à serre-tête et les oculaires filtrants doivent être conformes aux normes ANSI Z87.1.
4. b. Utiliser des vêtements adéquats en tissu ignifugé pour se protéger et protéger les aides contre le rayonnement de l'arc. 4. c. Protéger les autres employés à proximité en utilisant des paravents ininflammables convenables ou les avertir de ne pas regarder l'arc ou de ne pas s'exposer au rayonnement de l'arc ou aux projections ou au métal chaud.

Les fumées et les gaz peuvent être dangereux.
5. a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter de respirer
ces fumées et ces gaz. Pendant le soudage, maintenir sa tête hors des fumées. Utiliser suffisamment de ventilation et/ou d'échappement au niveau de l'arc pour tenir les fumées et les gaz hors de la zone de respiration. Lorsqu'on soude avec des electrodes ayant besoin d'une ventilation spéciale telles que celles en acier inoxydable ou pour le rechargement dur (voir les instructions ou le conteneur ou la MSDS) ou sur le plomb ou de l'acier cadmié ou sur d'autres métaux ou revêtements produisant des vapeurs très toxiques, maintenir le niveau d'exposition aussi bas que possible et dans les limites OHAS-PEL et ACGIH TLV au moyen de l'échappement local ou d'une ventilation mécanique. Dans des espaces confinés ou dans certaines circonstances à l'extérieur, un respirateur peut s'avérer nécessaire. Des précautions supplémentaires doivent également être prises pour souder sur de l'acier galvanisé.
5. b. Le fonctionnement de l'appareil de contrôle des vapeurs de soudage est affecté par plusieurs facteurs, y compris l'utilisation et le positionnement corrects de l'appareil, son entretien ainsi que la procédure de soudage et l'application concernées. Le niveau d'exposition aux limites décrites par OSHA PEL et ACGIH TLV pour les ouvriers doit être vérifié au moment de l'installation et de façon périodique par la suite afin d'avoir la certitude qu'il se trouve dans l'intervalle en vigueur. 5. c. Ne pas souder dans les endroits à proximité des vapeurs d'hydrocarbures chlores provenant des opérations de dégrais-sage, de nettoyage ou de pulvérisation. La chaleur et le rayonnement de l'arc peuvent réagir avec les vapeurs de solvant pour former du phosgene, gaz très toxique, et d'autres produits irritants. 5. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent chasser l'air et provoquer des blessures graves VOIRE mortelles. Toujours utiliser une ventilation suffisante, spécialement dans les espaces clos pour s'assurer que l'air inhalé ne présente pas de danger. 5. e. Lire et comprendre les instructions du fabricant pour cet appareil et le matériel de réserves à utiliser, y compris la fiche de données de sécurité des matériaux (MSDS) et suivre les pratiques de sécurité de l'employeur. Les fiches MSDS sont disponibles auprès du distributeur de matériel de soudage ou auprès du fabricant. 5.1. Voir également le point 1. b.

Les étincelles de soudage peuvent provoquer un incendie ou une explosion.
6. a. Enlever les matieres inflammables de la zone de soudage. Si ce n'est pas possible, les recouvrir pour empêcher que les étinçelles de soudage ne les attaignent. Les étinçelles et projections de soudage peuvent facilement s'infiltrer dans les petites fissures ou ouvertures des zones environnantes. Éviter de souder pres des conduites hydrauliques. On doit toujours avoir un extincteur à portée de la main. 6. b. Quand on doit utiliser des gaz comprimés sur les lieux de travail, on doit prendre des précautions spéciales pour éviter les dangers. Se référer à la "Sécurité pour le Soudage et le Coupage" (ANSI Z49.1) et les consignes d'utilisation relatives au matériel. 6. c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de l'électrode ne touche la pièce ou la terre. Un contact accidental peut produit une surchauffe et créé un risque d'in-cendie. 6. d. No pas chauffer, couper ou souder des réservoirs, des futs ou des contenants sans avoir pris les mesures qui s'imposent pour s'assurer que ces opérations neroduiront pas des vapeurs inflammables ou toxiques provenant des substances à l'intérieur. Elles peuvent provoquer une Explosion même si elles ont été "nettoyées". For information, purchase "Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances", AWS F4.1 from the American Welding Society (see address above). 6. e. Mettre à l'air libre les pièces moulées creuses ou les conténants avant de souder, de couper ou de chauffer. Elles peuvent exploser. 6. f. Les étincelles et les projections sont expulsées de l'arc de soudage. Porter des vêtements de protection exempts d'huile comme des gants en cul, une chemise épaisse, un pantalon sans revers, des chaussures montantes et un casque ou autre pour se protégé les cheveux. Utiliser des bouche-oreilles quand on soude hors position ou dans des espaces clos. Toujours porter des lunettes de sécurité avec écrans latéraux quand on se trouve dans la zone de soudage. 6. g. Connecter le cable de return à la pièce le plus pres possible de la zone de soudage. Si les cables de return sont connectés à la charpente du bâtiment ou à autres endroits élognés de la zone de soudage cela augmente le risque que le courant de soudage passée dans les chaînes de levage, les cables de grue ou autres circuits auxiliaires. Cela peut creer un risque d'incendie ou surchauffer les chaînes de levage ou les cables et entrainer leur défaillance. 6. h. Voir égarlement le point 1. c. 6.1. Lire et appliquer la Norme NFPA 51B "pour la Prévention des Incerdies Pendant le Soudage, le Coupage et d'Autres Travaux Impliquant de la Chaleur", disponible auprès de NFPA, 1 Batterymarch Park, PO Box 9101, Quincy, Ma 022690-9101. 6. j. Ne pas utiliser de source de puissance de soudage pour le dégel des tuyauteries.

Les bouteilles peuvent exploser si elles sont endommagées.
7. a. N'utiliser que des bouteilles de gaz comprimé contenant le gaz de protection convenant pour le procédé du utilise ainsi que des
détendeurs en bon état conçus pour les gaz et la pression utilisés. Choisissez les tuyaux souples, raccords, etc. en fonction de l'application et les tenir en bon état.
7. b. Toujours tenir les bouteilles droites, bien fixées par une chaîne à un chariot ou à support fixe. 7. c. On doit placer les bouteilles : - Loin des endroits où elles peuvent être frappées ou endommagées. - À une distance de sécurité des opérations de soudage à l'arc ou de coupage et de toute autre source de chaleur, d'étincelles ou de flammes. 7. d. Ne jamais laisser l'électrode, le porte-électrode ou toute autre pièce sous tension toucher une bouteille. 7. e. Éloigner la tête et le visage de la sortie du robinet de la bouteille quand on l'ouvre. 7. f. Les bouchons de protection des robinets doivent toujours être en place et serrés à la main sauf quand la bouteille est utilisée ou raccordée en vue de son utilisation. 7. g. Lire et suivre les instructions sur les bouteilles de gaz comprimé, et le matériel associé, ainsi que la publication P-1 de la CGA "Précautions pour le Maniement en toute Sécurité de Gaz Comprimés dans des Cylindres", que l'on peut se procurer auprès de la Compressed Gas Association, 1235 Jefferson Davis Highway, Arlington, VA22202.

Pour des appareils à puissance electrique
8. a. Couper l'alimentation d'entrée en utilisant le disjoncteur à la boîte de fusibles avant de travailler sur le matériel. 8. b. Installer le matériel conformément au Code Électrique National des États Unis, à tous les codes locaux et aux recommandations du fabricant.
8. c. Mettre à la terre le matériel conformément au Code Électrique National des États Unis et aux recommandations du fabricant.
Visitez http://www.lincolnelectric.com/safety pour obtenir l'information additionnelle.
Precautions de sureté
Pour votre propre protection, observez et observez toutes les instructions et les précautions de sureté spécifiques qui parraissent dans ce manuel aussi bien que les précautions de sureté générales suivantes:
Sécurité pour soudage à l'arc
- Protegez-vous contre la secousse électrique :
a. Les circuits à l'électrode et à la pièce sont sous tension quand la machine à souder est en marche. Eviter toujours tout contact entre les parties sous tension et la peau nue ou les vêtements mouillés. Porter des gants secs et sans trous pour isoler les mains. b. Faire très attention de bien s'isoler de la masse quand on soude dans des endroits humides, ou sur un plancher métallique ou des grilles métalliques, principalement dans les positions assis ou couché pour lesquelles une grande partie du corps peut être en contact avec la masse. c. Maintenir le porte-électrode, la pince de masse, le cable de soudage et la machine à souder en bon et sur état de fonctionnement. d. Ne jamais plonger le porte-électrode dans l'eau pour le refroidir. e. Ne jamais toucher simultanément les parties sous tension des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le total de la tension à vide des deux machines. f. Si on utilise la machine à souder comme une source de courant pour soudage semi-automatique, ces précautions pour le porte-électrode s'appliquent aussi au pistolet de soudage.
- Dans le cas de travail au-dessus du niveau du sol, se protéger contre les chutes dans le cas où on reçoit un choc. Ne jamais enrouler le câble-électrode autour de n'importe quelle partie du corps.
- Un coup d'arc peut être plus sévère qu'un coup de soleil, donc:
a. Utiliser un bon masque avec un verre filtrant approprié ainsi qu'un verre blanc afin de se protégger les yeux du rayonnement de l'arc et des projections quand on soude ou quand on regarde l'arc. b. Porter des vêtements convenables afin de protéger la peau du soudeur et des aides contre le rayonnement de l'arc. c. Protéger l'autre personnel travaillant à proximité du soudage à l'aide d'écrans appropriés et non-inflammables.
- Des gouttes de laitier en fusion sont émises de l'arc de soudage. Se protéger avec des vêtements de protection libres d'huile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
- rans latéraux dans les zones où l'on pique le laitier.
- Eloquent les matériaux inflammables ou les recouvrir afin de prévenir tout risque d'incendie du aux étincelles.
- Quand on ne soude pas, poser la pince à un endroit isolé de la masse. Un court-circuit accidentel peut provoquer un échauffement et un risque d'incendie.
- S'assurer que la masse est connectée le plus près possible de la zone de travail quand il est praticable de le faire. Si on place la masse sur la charpente de la construction ou d'autres endroits éloignés de la zone de travail, on augmente le risque de voir passer le courant de soudage par les chaînes de levage, câbles de grue, ou autres circuits. Cela peut provoquer des risques d'incendie ou d'échauffement des chaînes et des câbles jusqu'à ce qu'ils se rompent.
- Assurer une ventilation suffisante dans la zone de soudage. Ceci est particulièrement important pour le soudage de tôles galvanisées, plombées, ou cadmiées ou tout autre métal qui produit des fumées toxiques.
- Ne pas souder en présence de vapeurs de chlore provenant d'opérations de dégraissage, nettoyage ou pistolage. La chaleur ou les rayons de l'arc peuvent réagir avec les vapeurs du solvant pour produire du phosgène ( gaz fortement toxique) ou autres produits irritants.
- Pour obtenir de plus amples renseignements sur la suture, voir le code "Code for safety in welding and cutting" CSA Standard W 117.2-1974.
Precautions de sureté pour les machines à SOUDER à transformateur et à redresseur
- Relier à la terre le châssis du poste conformément au code de l'électricité et aux recommandations du fabricant. Le dispositif de montage ou la pièce à souder doit être branché à une bonne mise à la terre.
- Autant que possible, l'installation et l'entretien du poste seront effectués par un electricien qualifié.
- Avant de faire des travaux à l'intérieur du poste, la débrancher à l'interrupteur à la boîte de fusibles.
- Garder tous les couvercles et dispositifs de suture à leur place.
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente d'appareils de soudage de grande qualité, les pièces de rechange et les appareils de coupage.
Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente. Quelquefois, les acheteurs peuvent demander à Lincoln Electric de les conseiller ou de les informer sur l'utilisation de nos produits. Nous répondons à nos clients en nous basant sur la meilleure information que nous possédons au moment. Lincoln Electric n'est pas en mesure de garantir de tels conseils et n'assume aucune responsabilité à l'égard de ces informations ou conseils. Nous dénions expressément toute garantie de chaque sorte qu'elle soit, y compris toute garantie de compatibilité avec l'objet particulier du client, quant à ces informations ou conseils. En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la mise à jour ou à la correction de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations ou conseils ne crée, ni étend ni altère aucune garantie concernant la vente de nos produits.
Lincoln Electric est un fabricant sensible, mais le choix et l'utilisation de produits spécifiques vendus par Lincoln Electric relève uniquement du contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de Lincoln Electric affectent les résultats obtenus en appliquant ces types de méthodes de fabrication et d'exigences de service.
Susceptible d’être modifié - Autant que nous le sachions, cette information est exacte au moment de l'impression. Prière de visiter le site www.lincolnelectric.com pour la mise à jour de ces informations.
Veuillez examiner le carton et l'équipement pour des dommages immédiatement
Quand cet équipement est embarqué, le titre passe à l'acheteur sur le reçu par le porteur. En conséquence, des réclamations pour le matériel endommagé dans l'expédition doivent être faites par l'acheteur contre la compétence de transport lorsque l'expédition est reçue.
Veuillez enregistrer vos informations d'identification d'équipement ci-dessous pour l future reference. Cette information peut être trouvée sur votre plaque signalétique d'équipement. Numéro modèle de nom et de Spéc. de ventes (K-xxx)
Date d'achat
Toutes les fois que vous demandez des pièces de rechange pour ou l'information sur cet équipement, offre tous l'information que vous avez enregistrée ci-dessus.
Inscription en ligne
- Inscrivez votre machine chez Lincoln Electric soit par fax soit sur Internet.
- Par fax: Remplissez le formulaire au dos du bon de garantie inclus dans le
- Pour une inscription en Ligne : Visitez notre WEB SITE www.lincolnelectric.com. Choisissez "Support", puis "Enregistrez votre produit". S'il vous plaît remplir le formulaire et envoyer toute inscription.
Lisez complètement ce Manuel de l'Opérateur avant d'essayer d'utiliser cet appareil. Gardez ce manuel et maintenez-le à portée de main pour pouvoir le consulter rapidement. Prêtez une attention toute particulière aux consignes de sécurité que nous vous fournissons pour votre protection. Le niveau d'importance à attacher à chacune d'elle est expliqué ci-après :
Cet avis apparait quand on doit suivre scrupuleusement les informations pour éviter les blessures graves voire mortelles.
Attention
Cet avis apparait quand on doit suivre les informations pour éviter les blessures légères ou les dommages du matériel.
Page
INSTALLATION Section-A Specifications Techniques A-1 Déballage du Polylet "Spool Gun" -A-1 Mesures de Sécurité A-2 Repérage des Composants et des Fonctionnalités du Polylet Spool Gun-----A-2 Ensemble des Composants à l'Intérieur du Pistolet Magnum Pro Spool Gun----- A-3 Machines de Soudure A-4 Soudeuses Recommandées A-5 Installation de Commutateur de Sélecteur d'Entraînement de Pistolet Spool Gun ----A-6 thru A-9 Préparation de Routine de la Soudeuse A-10 Préparation du Polylet "Spool Gun" A-10 Chargement du Fil en Aluminium-A-10 thru A-13 Connexion du Pistolet sur la Soudeuse
Mesures de Sécurité -B-1 Description du Produit Réglages de la Vitesse et de la Prise de Tension de la Machine -B-1, B-2 Procédures de Soudage B-3
Entretien Section
Mesures de Sécurité - D-1 Entretien de Routine et Periodique Outils Requis Nettoyage et Inspections - D-1 Brochage du Connecteur P6 - D-1 Changement du Diffuseur de Gaz - D-1 Changement ou Nettoyage de l'Ensemble de la Bande de Remplissage - D-2 Changement du Rouleau Conducteur - D-2 Changement de l'Ensemble du Cylindre d'Appui Changement de l'Ensemble du Tube du Pistolet Retrait et Installation de l'Ensemble de l'Entraineur de Fil - D-4 Changement de l'Ensemble de la Gachette D-4 Changement de l'Ensemble du Cable de Soudage - D-4, D-5 Correction des Copeaux de Fil - D-5
Page
Guide de Dépannage Section
Mesures de Sécurité -E-1
Comment Utiliser le Guide de Dépannage
Guide de Dépannage E-2 to E-4
Diagrammes Section
Diagramme de Câblage
Liste de Pièces P-554 Series
Specifications techniques - pistolet MAGNUM® PRO 100SG SPOOL GUN
| MODELE | K3269-1 Pistolet à Bobine Magnum 100SG |
| PROCÉDÉ DE SOUDAGE | GMAW (MIG) Aluminium, polarité positive d'électrode CC avec gaz de protection de soudage à 100% d'argon. |
| ALLIAGES DE FIL | Uniquement aluminium : alliages 4043 ou 5356. |
| TAILLES DE FIL (DIAMÈTRES) | Fil solide de 0,030 ou 0,035 pouces (0,8 ou 0,9 mm). |
| TAILLE DE BOBINE | Bobine d'1 lb., et de 4 pouces de diamètre nominal. |
| COURANT DE SOUDAGE NOMINAL ET FACTEUR DE MARCHE | 130 amps à 30% sur une base de 10 minutes. |
| POIDS GLOBAL | 3,5 lbs. avec câble mais sans coffret ou bobine. |
| LONGUEUR DE CÂBLE | 10,0 – 0,2 pieds. |
| TAILLE GLOBALE (BOÎTE ENGLOBANTE) | En pouces : 15,75 de long x 10,50 de haut x 4,25 d'épaissemaximum, sans coffret ni câble de pistonlet. |
| MÉTHODE DE GUIDAGE | Semi-automatique (guide manuellement). |
| MÉTHODE DE REFROIDISSEMENT | Refroidi à l'air. |
Deballage du pistolet SPOOL GUN
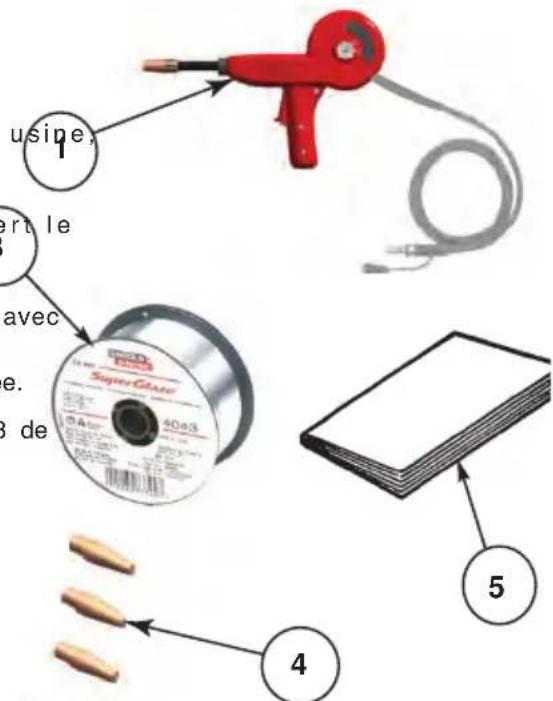
Le Pistolet Spool Gun est assemblé et testé en usine puis emballé dans son propre coffret matelassé. Il est livré totalement équipé pour souder avec du fil en aluminium de 0,035 de diamètre. Après avoir ouvert le coffret, vérifier qu'il contient les articles suivants :
- Un Pistolet Spool Gun K3269-1 totalement assemblé avec
- Un ressort à compression conique T11862-65 à utiliser avec le fil en alliage 5356; la bobine de fil n'est pas installée.
- Une bobine de fil en alliage d'aluminium0,4083 de
- Trois pointes de contact S28172-1.
- Un manuel d'instructions (IMT10137).
- Un harnais électrique M21182 avec commutateur.
Mesures de sécurité

LES CHOCS ÉLECTRIQUES PEUVENT ETRE MORTELS.
Couper la puissance d'entrée au niveau de la source de puissance des soudage avant l'installation ou le changement des rouleaux conducteurs et/ou guides.
- Ne pas toucher les pièces sous alimentation électrique. Lorsque le fil est alimenté au moyen de la gachette du pistolet, l'électrode et le mécanisme d'entraînement sont sous tension vers le travail et vers la masse et peuvent rester sous énergie pendant plusieurs secondes après que la gachette du pistolet ait été relâchée.
Répérage des composants et des fonctionnalités du pistolet "SPOOL GUN
(Voir la Figure A.1 pour les articles 1 à 6).
- Ensemble de la buse de Gaz et de la Pointe de Contact.
- Ensemble du Tube de Pistolet Redressé.
- Collier de Verrouillage à 1/4 de Tour.
- Ensemble de la Gachette.
- Couvercle de la Bobine: permet un accès facile et grand ouvert à la bobine et à l'entraineur de fil.
- Bouton de verrouillage: encastré dans le couvercle de la bobine.
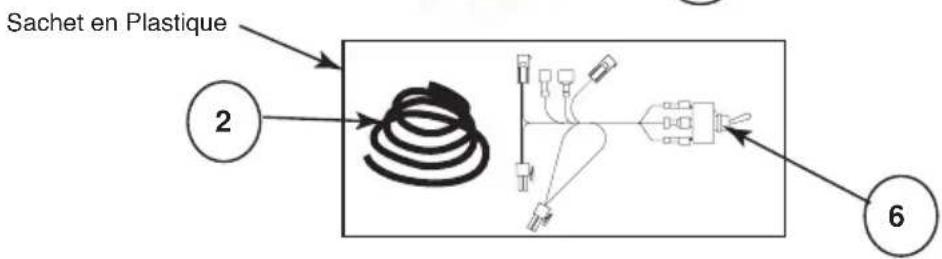
(Voir la Figure A.2 pour les articles suivants).
- Cable Intégré en une Seule Pièce : la conception Magnum® Pro donne un aspect net et propre, simplifie le maniement du cable et réduit les enchevêtrements.
- Agrafe Standard de Décharge de Tension Durable.
- Trois Écrous Hexagonaux Encastrés.
FIGURE A.1 Vue du Cote Gauche
FIGURE A.2 Vue du Côté Droit
Installation
ENSEMBLE DES COMPOSANTS À L'INTÉRIEUR DU PISTOLET MAGNUM PRO SPOOL GUN
- L'Ensemble de la Bande de Remplissage alimente tous les fils spécifiés.
- Rouleau Conducteur : ce Rouleau conducteur alimente tous les fils spécifiés.
- Ensemble du Cylindre d'Appui : réglage de tension non régulable pour tous les fils spécifiés.
- Guide-fil Entrant : hautement résistant à l'usure.
- Fils de Contrôle du Connecteur P6: Puissance du Moteur et Gachette. (Voir la Section d'Entretien pour plus de détails).
- Branchement de la Puissance de Soudage et du Gaz de Protection (Scellés avec 2 joints toriques).
- Bouton de Verrouillage : retient de façon indépendante la bobine de fil sur l'axe.
- Ensemble de la Bande de Remplissage : comprend un joint à gaz avec le connecteur du cable et sert de guide-fil sortant.
- Uniquement 4 sous-ensembles : tube du pistolet, câble, entraineur de fil, gachette.
- Ressort conique (non illustré) servant de frein à la bobine (utiliser uniquement avec l'alliage d'aluminium 5356).
Attention

- Lire et comprendre le manuel d'instructions des soudeuses ainsi que tous les avertissements concernant les dangers, aussi bien sur l'appareil que dans le manuel.
- Porter les protections personnelles appropriées pour le soudage, y compris, mais ne se limitant pas à cela, les lunettes de sécurité, les protections auditives, le casque de soudage, les gants de soudage et les cuirs de soudage.
PistoleÌt à BOBINE

LES CHOCS ÉLECTRIQUES PEUVENT ÊTRE MORTELS.
- La bobine de fil peut tomber du pistolet si le bouton de verrouillage n'est pas installé.
- Les pièces métalliques peuvent se trouver à la tension de soudage.
- Les pièces métalliques conservent la tension de soudage pendant plusieurs secondes après que la gâchette ait été relâchéée. Lire l'éti-quette d'advertissement sur le pistolet.
- Ce produit ne doit pas être utilisé sous la pluie ou dans des endroits humides.
Installation
| SOUDEUSES RECOMMANDÉES | |||
| NOM DE MACHINE | K-NÔMBRE | NUMéro DE CODE | INSTALLATION du HARNAIS M21182 ET du SÉLECTEUR COMMUTATEUR |
| POWER MIG 216 | K2816-2 | 11817 | NON REQUIS |
| POWER MIG 180C | K2473-2 | 11820 | REQUIS |
| POWER MIG 140C | K2471-2 | 11804 | REQUIS |
| POWER MIG 180 DUAL | K3018-2 | 11828 | NON REQUIS |
| POWER MIG 180C (AU) | K2668-1 | 11444 | REQUIS |
| POWER MIG 180C (CE) | K2661-1 | 11442 | REQUIS |
| PRO CORE 125T WELDER | K2479-1 | 11631 | SPOOL GUN UTILISATION NON DISPONIBLE |
| PRO MIG 140T WELDER | K2480-1 | 11634 | NON REQUIS |
| WELD PAK 125HD WELDER | K2513-1 | 11632 | SPOOL GUN UTILISATION NON DISPONIBLE |
| WELD PAK 140HD WELDER | K2514-1 | 11635 | NON REQUIS |
| MIG PAK 140 WELDER | K2658-1 | 11636 | NON REQUIS |
| EASY CORE 125 WELDER | K2696-1 | 11633 | SPOOL GUN UTILISATION NON DISPONIBLE |
| EASY MIG 140 WELDER | K2697-1 | 11637 | NON REQUIS |
| CORE PAK 125 WELDER | K2785-1 | 11639 | SPOOL GUN UTILISATION NON DISPONIBLE |
| PRO MIG 180T WELDER | K2481-1 | 11646 | REQUIS |
| WELD PACK 180HD WELDER | K2515-1 | 11647 | REQUIS |
| MIG PAK 180 WELDER | K2659-1 | 11648 | REQUIS |
| SP-140T | K2688-2 | 11805 | REQUIS |
| SP-180T | K2689-2 | 11822 | REQUIS |
| EASY MIG 180 WELDER | K2698-1 | 11650 | REQUIS |
NOTE : LE NOMBRE DE MACHINE CODE EST SITUÉ SUR LE DOS DE LA MACHINE.
Installation
NOTE : L'installation du selectable de pistonet du harnais M21182 et de la bobine n'est pas exigée pour toutes les machines. Si un commutateur de pistonet de bobine est préinstallé dans le compartment d'entrainment du fil de la machine, alors la SECTION d'INSTALLATION de COMMUTATEUR du LECTEUR SLECTOR de PISTOLET/SPOOL GUN peut être négligée.
Installation de commutateur de selection d'entrainement de pistolet/spool GUN
- Installez le harnais électrique de l'adaptateur M21182 qui est venu avec le pistolet de bobine par instructions suivantes.

La DECHARGE ELECTRIQUE peut tuer.
- Démontez la puissance d'entrée de la machine.
OUVREZ la machine

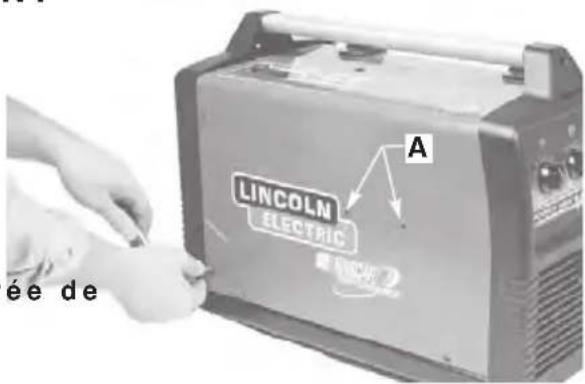
- Enlevez deux vis de charnière de sortilège de 5/16" de la porte.
- Enlevez les vis de la couverture(A) et l'endroit de deux 3/4" longues vis.

- Enlevez la couverture.

- Enlevez dix vis de la couverture.

- Si la machine a une poignée en plastique (A), enlevez alors la vis (B).
Installation
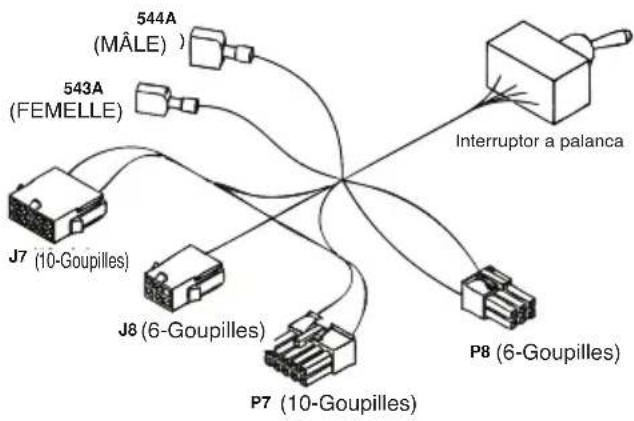
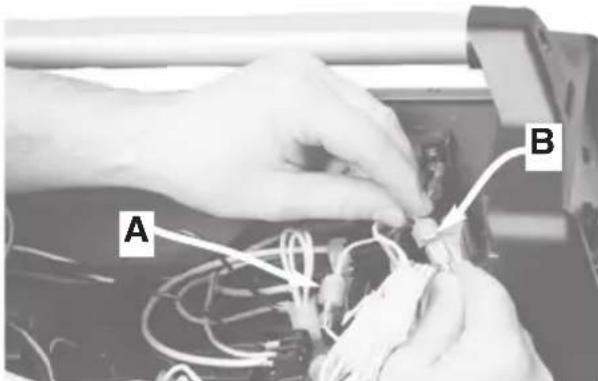
- Harnais d'adaptateur. Chacun des 6 raccordements montrés est employé, et chacun est unique. (Opérez comme suit)
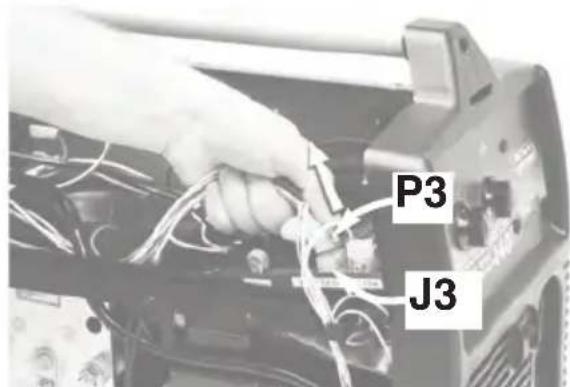
9. A. Enlevez P3 (10-goupille) du panneau J3 (10-goupille).
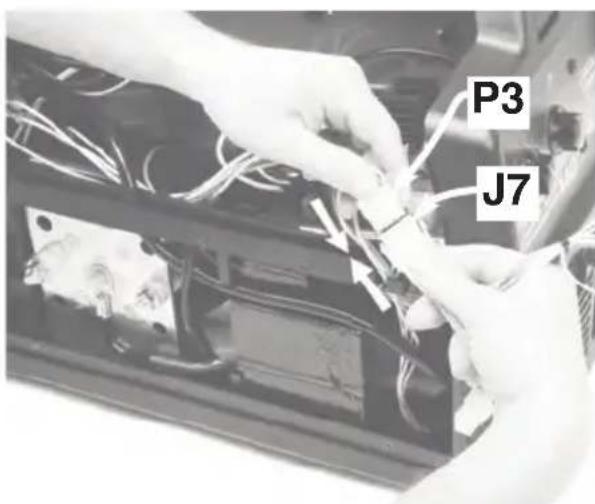
9. B. Reliez P3 (10-goupille) au harnais J7 (10-goupille).
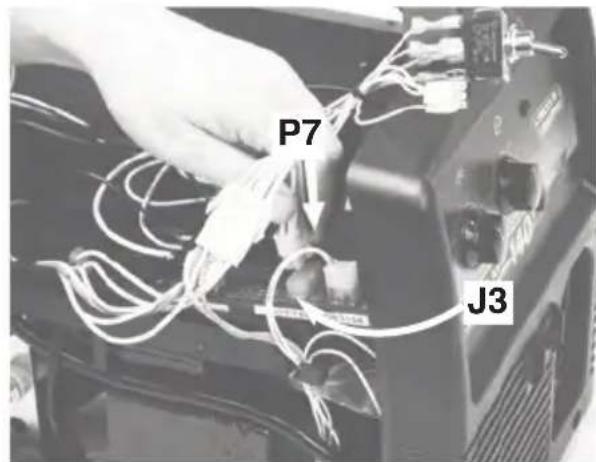
- Reliez le harnais P7 (10-goupille) au panneau J3 (10-goupille).
Si LA MACHINE N'A PAS FACULTATIF POUR REPÉRER LE TEMPORISATEUR. (11. A. PAR 11. D.)
11. A. Enlevez P5 (6-goupilles) du panneau J5 (6-goupilles).
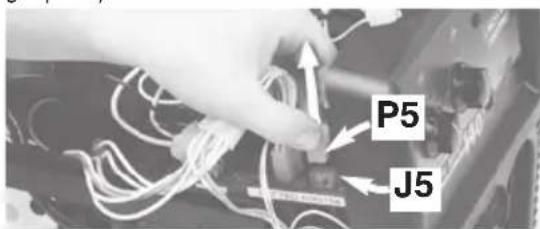
11. B. Reliez P5 (6-goupilles) au harnais J8 (6-goupilles).
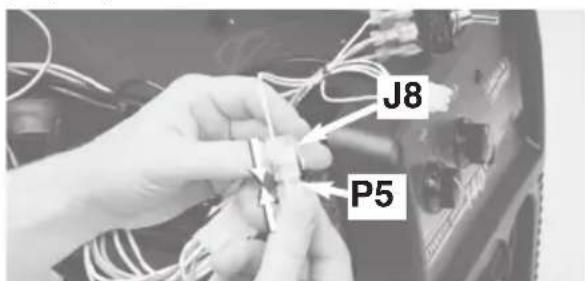
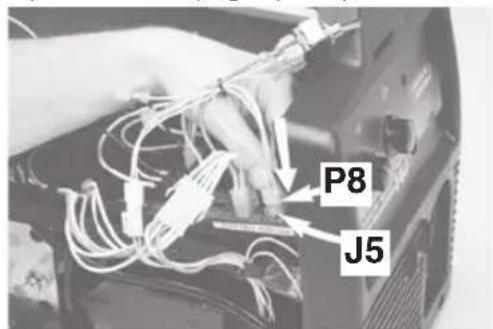
11. C. Reliez le harnais P8 (6-goupilles) au panneau J5 (6-goupilles).
Installation

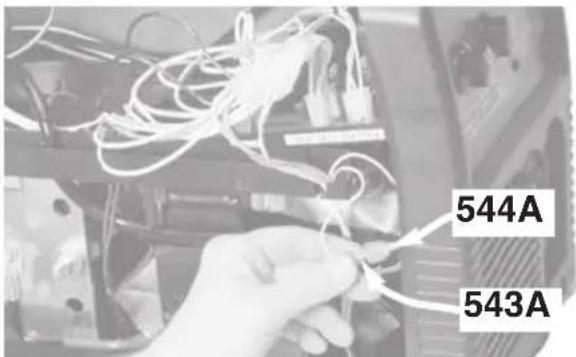
11. D. Faire assemblée par trouvaille de bornes de machine (fils 543A et 544A) et de débranchement. Fassez à l'étape 13.
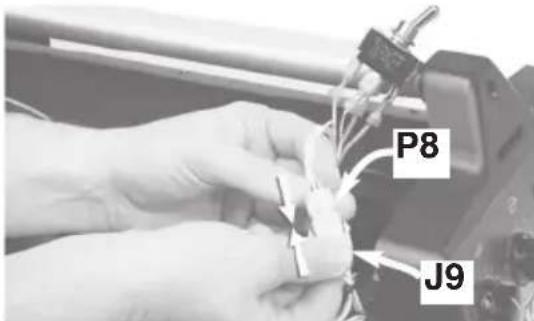
12. C. Reliez le harnais P8 (6-goupilles) d'adapteur au harnais J9 (6-goupilles) de temporisateur de tache.
Si LA MACHINE A FACULTATIF POUR REPÈRER LE TEMPORISATEUR. (12. A. PAR 12. D.)

12. A. Enlevez P5 (6-goupilles) du harnais J9 (6-goupilles) de temporisateur de tache.
12. D. iaire assemblée par trouvaille de bornes de machine (fils 543A et 544A) et de débranchement.

12. B. Reliez P5 (6-goupilles) au harnais J8 (6-goupilles) d'adaptateur.
- Reliez les bornes :
Reliez le mâle de machine (fil 543A) à la femelle de harnais d'adapteur (fil 543A). Reliez la femelle de machine (fil 544A) au mâle de harnais d'adapteur (fil 544A).
- Assurez-vous que les étiquettes de fermeture sur tous les connecteurs sont verrouillées fermées.
Montée du commutateur

- Enlevez le bouton de prise du trou de panneau.

- Le bouton de prise n'est plus nécessaire. Écart.

- Enlevez l'écrou de support du commutateur. Gardez l'écrou de support pour l'installation.

- Installez le commutateur sur le trou de panneau. Assurez-vous que l'étiquette de rondelle est entièrement assise dans le plus petit trou.

- Réinstallez l'écrou de support sur le commutateur. La clé serre.
Rassemblez la macéine COMME SUIT:
- Réinstallez la vis dans la poignée en plastique (si ainsi équipé).
- Réinstallez la couverture.
- Réinstalle la porte.
- Rebranche la puissance d'entrée à la machine.


La décharge électrique peut tuer.
- Déconnecter la puissance d'entrée vers la machine.
- Réglage de la polarité de la machine : régler sur la polarité positive de l'électrode c. c. d'après le Manuel d'Instructions de la machine.
- Sélection et débit du gaz : connecter une alimentation en gaz de soudage 100% argon sur la valve du solénoïde de la machine. Régler le régulateur fourni de sorte qu'il permette un débit de gaz de 20 à 50 SCFH au travers du pistolet à bobine.
- Faire basculer l'interrupteur de sélection de l'entraineur de fil de la machine (derrière la porte d'accès) sur « Magnum 100SG ». (Voir la Figure A.4).
FiURE A.4


La décharge électrique peut tuer.
- Déconnecter la puissance d'entrée vers la machine.
- é du pistolet Spool Gun pour utiliser l'alliage d'aluminium 4043, qui est plus doux.
- Retirer la buse de gaz et la pointe de contact. Retirer le couvercle de la bobine en devissant le bouton de verrouillage encastré.
éièURà y.5

- Retirer le bouton de verrouillage du boulon de l'axe en le dévissant.
éièURá y.6

- Sélectionner l'alliage et le diamètre de fil nécessaires. Le fil illustré est un alliage 4043 de diamètre 0,035. Retirer l'emballage et la feuille d'information de la bobine de fil.
éièURá y.7

- Etendre environ 12 pouces du fil de la bobine. Le redresser en le courbant dans l'autre sens. Faire attention de ne pas laisser le fil se dérouler.
éièURà y.8

- Couper l'extrémité courbée du fil en conservant le segment droit.
éièURà y.9

- Tirer doucement sur l'ensemble du cylindre d'appui pour l'ouvrir afin de faire apparaitre la rainure du rouleau conducteur.
éièURà y.10

Installation
- Guider le fil redresse au travers du guide-fil d'entrée et vers la rainure du rouleau conducteur.
éièURà y.11

- Tout en tenant le cylindre d'appui ouvert, faire glisser l'extrémité du fil au travers de la rainure du rouleau conducteur et vers la bande de replissage du tube du pistonnet.
éièURà y.12

- Faire glisser le fil dans la bande de remplissage jusqu'à ce qu'il s'étende sur environ 1 pouce au-delà de l'extrémité du diffuseur de gaz. Relâcher la languette du cylindre d'accui sans la faire claquer.
éièURá y.13

10a. Alliage 4043: Rembobiner le reste du fil sur la bobine et placer la bobine sur l'axe du pistolet. Installer le bouton de verrouillage et le serrer à la main. Passer au point 11.
éièURà y.14

10b. Alliage 5356 : Installer le ressort conique sur l'axe du pistolet, la petite extrémité en premier (A). Rembobiner le reste du fil sur la bobine et placer la bobine sur l'axe du pistolet. Installer le bouton de verrouillage et le serrer à la main. Passer au point 11.
éièURà y.15
- Saisir l'extrémité libre du fil au niveau du diffuseur de gaz et tirer lentement environ 12 à 24 pouces de fil au travers du pistolet à bobine. Il ne devrait y avoir qu'1 à 2 lbs. de résistance. Si la force est supérieure à 2 lbs., cela signifie que le fil est courbé à l'intérieur du pistolet (voir également le Guide de Dépannage).
éièURà y.16

- Couper l'excédent de fil à 1 ou 2 pouces du diffuseur de gaz. Installer une pointe de contact de la bonne taille et la serrer un peu plus fort que si elle était serrée à la main. Installer la buse de gaz et la serrer à la main.
éièURà y.17
- Réinstaller le couvercle de la bobine. 1: Mettre la lame du couvercle en place au niveau de la flèche et tenir avec le pouce. 2: Faire osciller le couvercle pour le fermer. 3: Serrer le bouton de verrouillage à la main. 4: Vérifier que l'ajustement soit uniforme tout autour du couvercle.
éièURà y.18
Épnauction au pistolet sur ay souaousa
- Débrancher la puissance d'entrée vers la machine.
- Vérifier que le bouton de verrouillage du pistolet soit desserré. (Voir la Figure 20).
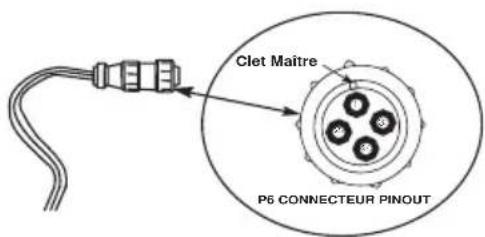
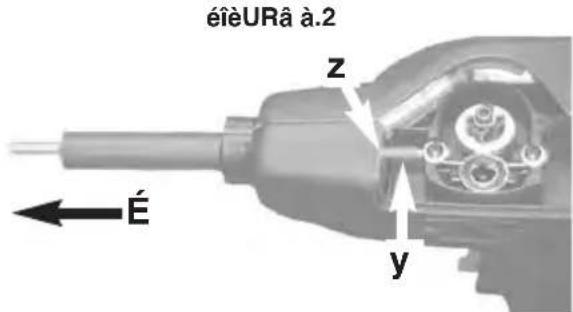
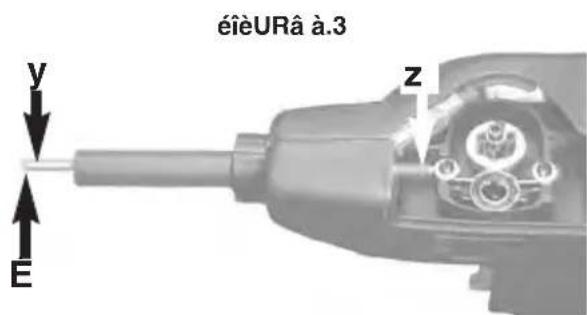
- Insérer complètement la connexion du câble du pistolet (alimentation de la puissance de soudage et du gaz) dans la machine. Remarquer que la clavette maîtresse du connecteur P6 s'ouvre au niveau de la flèche.
éièURà y.19
- Vérifier que l'extrémité du connecteur du câble se trouve à niveau avec l'isolant au point A. Serrer le bouton de verrouillage (B) sur le connecteur du câble.
éiEURá y.20
NOTAS
Mesures de sécurité
Lire et comprendre cette section dans sa totalité avant de faire marcher la machine.
Avertissement

LES CHOCS ELECTRIQUES peuvent etre mortels.
- Ne pas toucher les pièces sous alimentation électrique ou les elec
Éviter de toucher les électrodes les mains nues ou si on porte des vêtements humides.
- S'isoler du travail et du sol. - Toujours porter des gants isolants secs.
- Lire et suivre les Avertissements concernant les Chocs Électriques dans la section de Sécurité. Le soudage doit être réalisé dans des conditions dangereuses électriquement, telles que souder dans des endroits humides ou bien sur ou dans la pierre à travailler.

LES VAPEURS ET LES GAZ PEUVENT ÊTRE DANGEREUX.
- Maintenir la tête hors des vapeurs.
Utiliser la ventilation ou un système d'évacuation pour évacuer les vapeurs de la zone de respiration.

LES OÉTINCELLES ODE SOUDURE peuvent provoquer Odes incendies ou des explosions.
- Tenir les matériaux inflammables éloignés.
- Ne pas souder sur des récipients ayant contenu du combustible.

LES RAYONS ODES ARCS peuvent cause des brûlures.
- Fonctionne avec du matériel fiable de pistolet de chargeur des produits Lincoln fistolet Magnum 100L, pistolets Innershield et petites tflower Mig.
Réglages de la vitesse et de la prise de tension de la machine
MACHINE POWER MIG 180T
| Alliage: | 4043 | |||
| Taille Fil: | 0,030 | 0,035 | ||
| Épaisieur Structure à Souder | Vitesse | Prise Tension | Vitesse | Prise Tension |
| 22 ga | 2 | A | 1,5 | A |
| 20 ga | 2,5 | A | 1,5 | A |
| 18 ga | 3,5 | A | 2 | A |
| 16 ga | 3,5 | B | 3 | B |
| 14 ga | 4,5 | D | 3,5 | D |
| 12 ga | 4,5 | E | 3,5 | D |
| 10 ga | 5 | E | 4 | E |
| 3/16 in. | 6,5 | E | 5 | E |
MACHINE POWER MIG 180T
| Alliage: | 5356 | |||
| Taille Fil: | 0,030 | 0,035 | ||
| Épaisseur Structure à Souder | Vitesse | Prise Tension | Vitesse | Prise Tension |
| 22 ga | 3 | A | 2 | A |
| 20 ga | 3 | A | 2 | A |
| 18 ga | 4 | B | 3 | B |
| 16 ga | 5 | B | 4 | B |
| 14 ga | 5,5 | D | 5 | C |
| 12 ga | 7,5 | E | 6 | E |
| 10 ga | 8 | E | 6,5 | E |
| 3/16 in. | 8 | E | 6,5 | E |
MACHINE POWER MIG 180C
| Alliage: | 4043 | |||
| Taille Fil: | 0,030 | 0,035 | ||
| Épaisseur Structure à Souder | Vitesse | Prise Tension | Vitesse | Prise Tension |
| 22 ga | 2 | D | 1.5 | D |
| 20 ga | 2 | D | 1.5 | D |
| 18 ga | 3 | E | 3 | E |
| 16 ga | 4 | F | 3.5 | F.5 |
| 14 ga | 4,5 | G | 4 | H |
| 12 ga | 4 | I | 3,5 | J |
| 10 ga | 5 | J | 4 | J |
| 3/16 in. | 5 | MAX | 5 | MAX |
- Porter des protections pour les yeux, les oreilles et le corps
- Accessoire de soudage de l'aluminium fiable et bon marché pour soudeurs débutants et expérimentés.
- Système complètement clos.
- Toutes les combinaisons d'alliages d'aluminium et de diamètres de fils spécifiées peuvent être alimentées avec le même ensemble de rouleau conducteur et de bande de replissage.
- Le câble du pistolet s'incorpore de façon compacte aux alimentations de courant de soudage et de gaz avec les fonctions de contrôle du pistolet.
Fonctionnement
MACHINE POWER MIG 180C
| Alliage: | 5356 | |||
| Taille Fil: | 0,030 | 0,035 | ||
| Épaisseur Structure à Souder | Vitesse | Prise Tension | Vitesse | Prise Tension |
| 22 ga | 3 | C | 2,5 | C |
| 20 ga | 3,5 | D | 3 | D |
| 18 ga | 5 | E | 3,5 | E |
| 16 ga | 6 | F | 4,5 | F |
| 14 ga | 7 | G | 5,5 | G |
| 12 ga | 8 | H | 6 | H |
| 10 ga | 8 | I | 6 | I |
| 3/16 in. | 9 | MAX | 7 | MAX |
MACHINE POWER MIG 140C
| Alliage: | 4043 | |||
| Taille Fil: | 0,030 | 0,035 | ||
| Épaisseur Structure à Souder | Vitesse | Prise Tension | Vitesse | Prise Tension |
| 22 ga | 3 | E | 2,5 | E |
| 20 ga | 3 | E | 2,5 | E |
| 18 ga | 5 | F | 4,5 | F |
| 16 ga | 6 | G | 5,5 | G |
| 14 ga | 6,5 | I | 5 | J |
| 12 ga | 7 | MAX | 5,5 | MAX |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 in. | N/A | N/A | N/A | N/A |
MACHINE POWER MIG 140T
| Alliage: | 4043 | |||
| Taille Fil: | 0,030 | 0,035 | ||
| Épaisseur Structure à Souder | Vitesse | Prise Tension | Vitesse | Prise Tension |
| 22 ga | 2 | A | 1,5 | A |
| 20 ga | 2,5 | A | 2 | B |
| 18 ga | 3,5 | B | 2,5 | C |
| 16 ga | 4 | D | 3 | D |
| 14 ga | 4 | E | 3 | E |
| 12 ga | 4,5 | E | 3 | E |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 in. | N/A | N/A | N/A | N/A |
MACHINE POWER MIG 140C
| Alliage: | 5356 | |||
| Taille Fil: | 0,030 | 0,035 | ||
| Épaisseur Structure à Souder | Vitesse | Prise Tension | Vitesse | Prise Tension |
| 22 ga | 2 | E | 1,5 | E |
| 20 ga | 2 | E | 1,5 | E |
| 18 ga | 3 | E.5 | 3 | F |
| 16 ga | 4 | G | 3 | G |
| 14 ga | 3 | I | 3 | J |
| 12 ga | 5 | MAX | 4 | MAX |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 in. | N/A | N/A | N/A | N/A |
MACHINE POWER MIG 140T
| Alliage: | 5356 | |||
| Taille Fil: | 0,030 | 0,035 | ||
| Épaisseur Structure à Souder | Vitesse | Prise Tension | Vitesse | Prise Tension |
| 22 ga | 3 | A | 2,5 | A |
| 20 ga | 3 | A | 2,5 | A |
| 18 ga | 5 | B | 4 | B |
| 16 ga | 5 | D | 4,5 | D |
| 14 ga | 6 | D | 5 | D |
| 12 ga | 6 | E | 5 | E |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 in. | N/A | N/A | N/A | N/A |
MACHINE ProCore 125
| Alliage: | 4043 | |||
| Taille Fil: Épaisseur Structure à Souder | 0,030 | 0,035 | ||
| Vitesse | Prise Tension | Vitesse | Prise Tension | |
| 22 ga | 2,5 | B | 2 | B |
| 20 ga | 2,5 | B | 2 | B |
| 18 ga | 3 | C | 2 | C |
| 16 ga | 3 | D | 2,5 | D |
| 14 ga | 3,5 | E | 3 | E |
| 12 ga | 3,5 | E | 3,5 | E |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 in. | N/A | N/A | N/A | N/A |
Fonctionnement
MACHINE ProCore 125
| Alliage: | 5356 | |||
| Taille Fil: | 0,030 | 0,035 | ||
| Épaisseur Structure à Souder | Vitesse | Prise Tension | Vitesse | Prise Tension |
| 22 ga | 2,5 | A | 2 | A |
| 20 ga | 2,5 | B | 2 | B |
| 18 ga | 4,5 | C | 4 | C |
| 16 ga | 5 | D | 4,5 | D |
| 14 ga | 6 | E | 5 | E |
| 12 ga | 7 | E | 5,5 | E |
| 10 ga | N/A | N/A | N/A | N/A |
| 3/16 in. | N/A | N/A | N/A | N/A |
Après avoir choisi le fil de soudage approprié pour l'application, charger le fil en aluminium puis brancher le pistolet et le câble sur la soudeuse. (Voir la Section d'Installation).
Procédures de soudage
- Lire et comprendre les Mesures de Sécurité pour le Soudage à l'Arc qui se trouvent tout au long de ce manuel ainsi que le Manuel d'Instructions de la Soudeuse. De même, pour des conseils utiles en matière de soudage, voir (LTW1) le manuel « Apprenez à Souder » qui est fourni avec la soudeuse. 2. Obtenir et utiliser l'équipement de protection personnelle approprié pour souder. Brancher le câble (-) de TRAVAIL (masse de soudage) sur la pièce à souder. S'assurer que le tuyau à gaz du régulateur du cylindre soit branché sur l'ADMISSION de gaz de la soudeuse. Ouvrir la soupape de gaz du cylindre.
- Brancher la puissance d'entrée sur la machine.
- Placer l'interrupteur de puissance de la machine sur la position « allumée » (« on »). Régler la vitesse du fil et la prise de tension en fonction des tableaux qui apparaissent au début de cette section.
- Faire osciller le commutateur de sé enir la pression pendant environ 5 secondes afin de purger le tuyau. Vérifier que le débit de gaz soit réglé sur 20 à 50 SCFH au travers du pistolet à bobine.
- Couper le fil en aluminium de sorte qu'il s'étende sur environ 1/4 de pouce à partir de la pointe de contact.
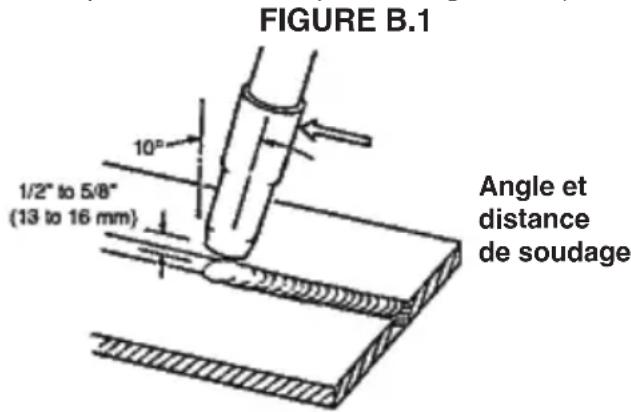
- CTWD (Distance de la Pointe de Contact au Travail) : Positionner le pistolet de sorte que la pointe de contact se trouve de façon nominale à 3/8 de pouce du joint et inclinée avec un angle de poussée vers elle. Le fil en aluminium ne doit pas entrer en contact avec la pièce travaillée. (Voir la Figure B.1).
- Se protéger les yeux et tirer sur la gachette pour commencer à souder.
- Régler la vitesse de parcours manuelle du pistolet afin d'obtenir une soudure appropriée. Le fil émergeant doit rester dans le puddle fondu et ne pas aller au-delà. Cette vitesse ne doit pas non plus être trop lente, auquel cas soit la pièce à travailler fondrait excessivement, soit le cordon de soudure deviendrait excessivement grand.
- Relacher la gachette pour cesser de souder.

Avertissement

LES CHOCS ELECTRIQUES peuvent être mortels.
- Seul le personnel qualifié doit réaliser cet entretien.
Couper la puissance d'entrée au niveau de l'interrupteur de déconnexion ou de la boîte à fusibles avant de travailler sur cet appareil. - Ne pas toucher les pièces sous alimentation électrique.
OUTILS REQUIS
- Tournevis Phillips No.2
- Tournevis à rainure
- Tournevis à douille de 5/16 de pouce Clef dynamométrique
- Pinces à mâchoires ajustables Clef à fourche de 7/16 de pouce (diffuseur de gaz) Clef à fourche de 9/16 de pouce (écrou du tube du pistonnet)
- Pinces à souder (en option)
- Coupe - fil
- Outil à dénuder
- Pinces à bec effilé
- Outil de sertissage de terminales
- Lanterne Appareil électrique de mesure à main * Clef hexagonale de 3,0mm (vis du rouleau conducteur)
- Mètre ruban ou échelle de 6 pouces
- Tachymètre (en option)
*Note: il faut utiliser deux appareils de mesure pour mesurer simultanément la tension et le courant du moteur d'entraînement.
Nettoyage et inspections
- Aspirer les copeaux d'aluminium qui peuvent s'être accumulés à l'intérieur du pistolet. (Voir la Correction des Copeaux de Fil dans cette section).
- Essuyer la poussière et les détritus.
- Vérifier que le tube du pistonnet et son écrou de verrouillage soient bien serrés sur le connecteur du câble.
- Changer les étiquettes autocollantes d'avertissement ou d'identification de produit qui sont devenues illisibles.
BROCHAGE DU CONNECTEUR P6 TABLEAU D.1
| Pin No. | Fonction | Couleur fil câble de pistolet |
| 1 | Déclenchement | Blanc |
| 2 | Déclenchement | Blanc |
| 3 | + Moteur | Rouge |
| 4 | - Moteur | Noir |
Changement du diffuseur de gaz
Cette pièce peut devoir être changée si elle a accumulé des éclaboussures excessives et ne peut pas être nettoyée:
- Retirer la buse de gaz et la pointe de contact.
- Saisir prudemment le tube du pistonet avec des pinces afin d'éviter de desserrer accidentellement le tube du pistonet. Le diffuseur de gaz a un filetage vers la droite. Desserrer le diffuseur de gaz avec une clef. (Voir la Figure D.1).

- Installer le diffuseur de gaz et le visser à sa place dans le tube du pistonlet. Serrer le diffuseur sur 41 à 47 in.-lbs. avec la Clef Dynamométrique.
Entretien ou nettoyage à sec à l'essence d'aromates
- Les ensembles de bandes de replissage de rechange sont fabriqués en usine de la bonne longueur. Il n'est pas nécessaire de les couper. La même bande de replissage va avec toutes les tailles de fils et tous les alliages spécifiés :
- Retirer la buse de gaz, la pointe de contact, et le diffuseur de gaz (voir le Changement du Diffuseur de Gaz dans cette section). Retirer le couvercle de la bobine.
- Retrait de la bande de remplissage : saisir la bande de remplissage avec les pinces à bec effilé au point A. Faire bouger doucement la bande de remplissage vers le câble du connecteur jusqu'à ce que la bande de remplissage s'y trouve desserrée. Prendre soin de ne pas racler le joint étanche aux gaz de la bande de remplissage (point B) sur le connecteur. Retirer la bande de remplissage du tube du pistolet (flèche C). (Voir la Figure D.2).
3a. Nettoyer l'ancienne bande de remplissage en y soufflant de l'air d'atelier ou bien obtenir une nouvelle bande de remplissage de rechange.
- Faire glisser la bande de replissage, l'extrémité du joint en premier, dans le tube du pistolet. Saisir la bande de replissage avec des pinces au niveau du point
A. Pousser doucement la bande de replissage dans le connecteur. B. Vérifier que la bande de replissage passe par la rainure du chargeur de fil. C. Cesser de pousser lorsque la bande de replissage se trouve de 1,00 à 1,25 pouces de l'extrémité du tube du pistolet. (Voir la Figure D.3).
- Installation de la bande de remplissage : voir le point 5 ci-dessus.
- Réinstaller le diffuseur de gaz (voir la Figure D.1) et le visser à sa place. Permettre que le diffuseur pousse la bande de replissage dans sa position finale. Serrer sur 41 à 47 in.-lbs. avec une clef dynamométrique.
- Réinstaller la pointe de contact et la buse de gaz.
Étagement au rouayon etau
- Le même rouleau conducteur va avec toutes les tailles de fils et tous les alliages spécifiés (voir le Tableau D.1).
- Changer le rouleau conducteur si sa rainure d'alimentation est usée ou si on ne peut pas nettoyer les copeaux d'aluminium qui s'y sont accumulés.
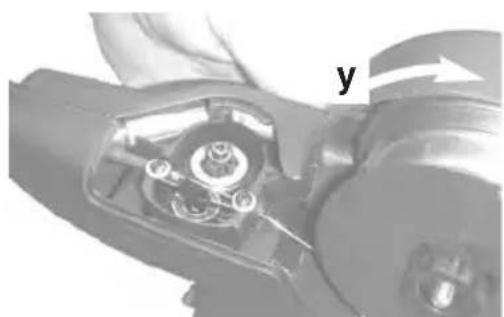
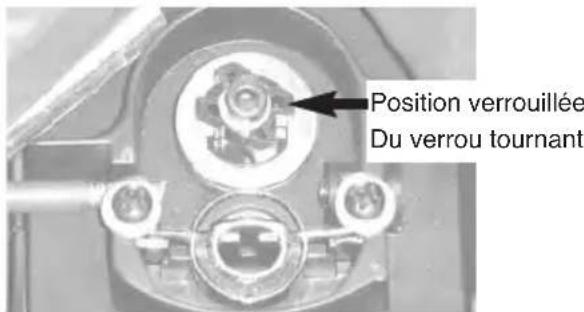
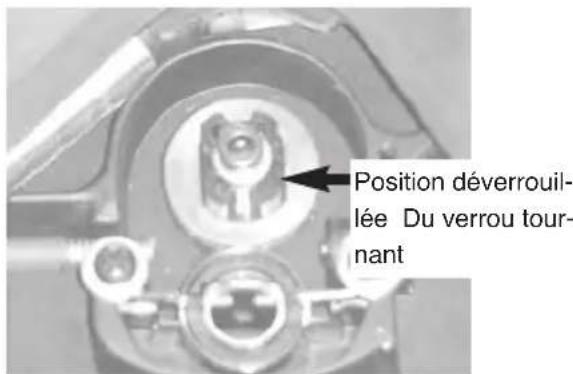
- Retrait du rouleau conducteur : retirer le fil de l'entraineur de fil. Déverrouiller le rouleau conducteur en faisant tourner le verrou tournant dans n'importe quelle direction. (Voir la Figure D.4 et la Figure D.5).
- Le verrou tournant se trouve sur la position verrouillée, maintenant en place le rouleau conducteur.
- Le verrou tournant se trouve sur la position déverrouillé.
rouillée, ce qui permet le retrait du rouleau conducteur.
Antirouille
- Le rouleau conducteur peut être retiré de ce des pinces, tel qu'illustré sur la Figure D.6. Il peut être utile de décharger la tension du cylindre d'appui pendant cette étape.
éièURà a.6
- Nettoyer la rainure du rouleau conducteur ou obtenir un nouveau rouleau conducteur de rechange (si besoin est).
- Installer le rouleau conducteur en inversant les points 1 à 7 ci-dessus. N'importe lequel des côtes du rouleau conducteur peut se couvrir vers le haut.
- Le changer s'il est dégradé par l'usage, par exemple, s'il est recouvert de dépôts d'aluminium.
- Retirer le rouleau conducteur. (Voir la Section d'entretien).
- Retirer les vis et les rondelles de détention de l'ensemble du cylindre d'appui. (Voir la Figure D.7).
eieURa a.7
- Au moyen de pinces à bec effilé, tirer lentement sur l'ensemble du cylindre d'appui pour le faire sortir de l'entraîneur de fil en travaillant de la même façon les deux côtés du ressort du cylindre d'appui à languette.
- Insérer le nouvel ensemble de cylindre d'appui dans l'entraîneur de fil avec l'orientation correcte. (Voir les Figures D8 et D9).
Orientation correcte : remarquer que le ressort inférieur n'est pas

Orientation incorrecte : remarquer que le ressort inférieur est

- Au moyen de pinces à bec effilé, pousser le nouvel ensemble du cylindre d'appui dans l'entraîneur de fil jusqu'à ce qu'il ait une assise totale.
- Remettre en place les vis et rondelles de détention. Ne pas utiliser les vis pour tirer le cylindre d'appui à sa place. Réinstaller le rouleau conducteur et le fil sur l'entraîneur de fil.
- Le changer s'il a été dégradé par l'usage, par exemple, si son tube isolant est victime d'une interruption.
- Retirer l'ensemble de la bande de replissage (Voir la Section d'Entretien).
- Retirer le coté gauche de la poignée. Desserrer l'écrou du tube du pistolet avec une clé. L'écrou est fileté vers la droite. Utiliser des pinces ajustables sur la plaque de montage du tube du pistolet afin d'empêcher l'ensemble du câble de tourner dans la poignée du pistolet. (Voir la Figure D.10).

Antirouille
4. Obtenir un nouveau tube de pistolet de rechange (si nécessaire). Retirer l'écrou de blocage de l'ancien tube de pistolet et l'installer sur le nouveau tube de pistolet. L'écrou doit être visser à la main à fond contre le tube isolant. 5. Faire glisser les filetages externes du tube du pistonlet au travers de la plaque de montage du tube du pistonlet et visser celui-ci à la main dans le connecteur du câble jusqu'à ce que l'écrou tire l'ergot de la plaque de montage contre le connecteur. 6. Serrer l'écrou et la plaque de montage sur le connecteur au moyen d'une clef dynamométrique sur 10 à 12 in.-lbs. 7. Remonter le pistolet. Prendre soin de ne pincer aucun fil entre les moitiés de la poignée du pistolet.
- Il n'y a pas de pièces ayant besoin de service ou d'entretien à l'intérieur de l'entraineur de fil.
- Retirer l'ensemble de la bande de replissage (Voir la Section d'Entretien Figures D.2 et D.3).
- Retirer le coté gauche de la poignée.
- Débrancher les fils noir et rouge du moteur d'entraînement. Prendre soin d'éviter d'endommager les attaches électriques indesserrables du moteur.
- Faire glisser l'entraîneur de fil hors de la moitié droite de la poignée.
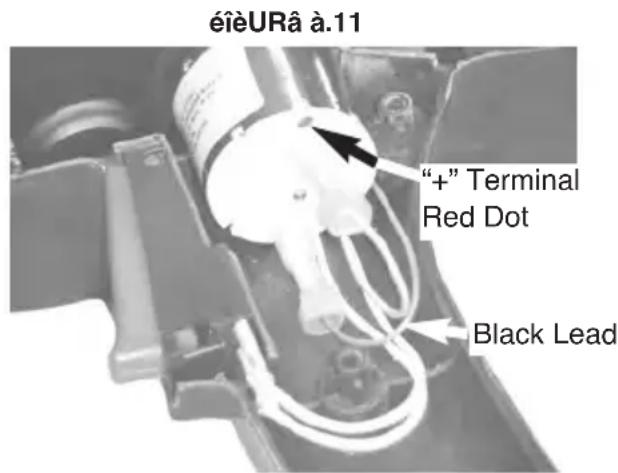
- Au moment de réinstaller l'entraîneur de fil, observer la connexion correcte des fils du moteur sur la Figure D.11. Rebrancher le fil rouge du moteur sur la terminale positive (+), marquée d'un point rouge au niveau de la flèche. Rebrancher le fil noir sur l'autre terminale du moteur. (Voir la Figure D.11).
- Remonter le pistolet. Prendre soin de ne pincer aucun fil entre les moitiés de la poignée du pistolet.
- Il n'y a pas de pièces ayant besoin de service ou d'entretien à l'intérieur de la gachette.
- Retirer le couvercle de la bobine et le côté gauche de la poignée.
- Faire glisser la gachette hors de la moitié droite de la poignée. Débrancher les deux fils blancs de la gachette. Prendre soin d'éviter d'endommager les fils et terminaux électriques. (Voir la Figure D.12).
éiEURà a.12
- Brancher les deux fils blancs sur la nouvelle gachette. N'importe lequel des fils peut être branché sur n'importe laquelle des goupilles de la gachette (connexions non polarisées).
- Faire glisser la nouvelle gachette à sa place et remonter le pistolet. Prendre soin de ne pincer aucun fil entre les moitiés de la poignée du pistolet.
- En général, il n'y a pas de piè ; ces joints peuvent être changés. Cependant, il y a les options suivantes :
- Les dommages subis par les quatre fils de contrôle AWG No.22 du câble du pistolet côté soudeuse (fiche P6) peuvent être réparés sans retarder ou changer tout le câble du pistolet. Les fils peuvent être épissés puis ressoudés ensemble, puis à
- Autrement, le câble de pistolet endommagé devra être changé.
Antirouille
- Retirer l'ensemble de la bande de replissage. (Voir la Section d'Entretien).
- Retirer l'ensemble du tube du pistolet. (Voir la Section d'Entretien).
- Retirer l'ensemble de l'entraîneur de fil. (Voir la Section d'Entretien).
- Débrancher la gachette. Utiliser des pinces ajustables pour éliminer le réducteur de tension de la moitié droite de la poignée. (Voir la Figure D.13).
éièURà a.13
- Tirer sur le fil endommagé du câble pour le faire sortir de la moitié droite de la poignée. Le connecteur du câble passera par l'ouverture du réducteur de tension. Faire une marque sur le nouveau câble à un point situé entre 4,750 et 4,813 pouces de l'extrémité du connecteur du câble. (Voir la Figure D.14).
éèURà a.14
- Installer le nouveau câble du pistolet. Faire passer le connecteur du câble au travers de l'ouverture se trouvant dans la poignée droite, mettre en place le réducteur de tension, puis s'assurer que le câble ne fasse pas de côtes entre le réducteur de tension et le connecteur. Remonter le pistolet en inversant les points 2 à 5.
- Si l'admission de l'ensemble de la bande de replissage ébarbe le fil (le fil est habituel
- Ce désalignement peut survenir lors du changement des ensembles du tube du pistolet, de l'entraineur de fil ou du cable de soudage.
- Un ajustement limite peut être effectué au moment du montage du tube du pistolet pour essayer d'éliminer les problèmes de copeaux.
- Verifier visuellement si le fil est centré sur l'ouverture d'admission de la bande de replissage. Alimenter le fil au travers du pistolet à bobine et observer de quel côte les copeaux semblent se former.
- Retirer le côté gauche de la poigné l'écrou du tube du pistolet tel qu'illustré.
- Faire glisser le tube du pistolet dans l'orifice de la plaque de montage afin de réaligner le fil puis desserrer l'écrou tel qu'illustré. Remonter le pistolet.
- Répéter les points 2 à 4 jusqu'à ce qu'il n'y ait plus de copeaux. Une accumulation légère de poussière de feu est permise après avoir alimenté 1/4 de bobine durant l'utilisation à des fins de soudage.
TABLE D.2
| Les pièces consommables | Pointe de contact tapered 0,030 (0,8 mm) S28172-7 | KP2744-030T | 10-emballer |
| Pointe de contact tapered 0,035 (0,9 mm) S28172-1 | KP2744-035T | 10-emballer | |
| Diffuseur de gaz (S28722) | KP3076-1 | 1-piece | |
| Assemblage de buse de gaz (S28728-1) | KP3075-1-50F | 1-piece | |
| Pièces de rechange périodiques | Assemblage tube du canon (S28729-1) | KP3325-1 | 1-piece |
| Conduisez ensemble de rouleau (S26236-2) | KP2529-2 | 1-piece | |
| Ensemble revêtement (S26612) | KP2632-1 | 1-piece |

Avertissement
L'entretien et les réparations ne doivent être effectués que par le personnel de Lincoln Electric ayant reçu une formation en usine. Les réparations non autorisées effectuées sur ce matériel peuvent entrainer un danger pour le technicien et l'opérateur de la machine et annulant la garantie d'usine. Par mesure de sécurité et pour éviter un choc électrique, veuillez observer toutes les notes de sécurité et les mises en garde données en détail dans ce manuel.
Ce guide de dépannage a pour but de vous aider à localiser les problèmes éventuels d'installation et de fonctionnement de la machine et à y remédier. Suivre simplement la méthode en trois étapes donnée ci-après.
Étape 1. localiser le problem (symptôme).
Regarder dans la colonne intitulée « PROBLEMES (SYMPTOMES) ». Cette colonne déscrit les symptômes que la machine peut désenter. Chercher l'énoncé qui déscrit le mieux le symptôme représenté par la machine.
Étape 2. CAUSE possible.
La deuxième colonne, intitulée « CAUSE POSSIBLE », énonce les possibilités externes évidentes qui peuvent contribuer au symptôme créé par la machine.
Étape 3. ACTION recommandée.
De cette colonne suggère une action recommandée pour une Cause Possible ; en général elle spécifie de contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche.
Si vous ne comprenez pas ou si vous n'êtes pas en mesure de réaliser les Actions Recommendees de façon sure, contactez le Service sur le Terrain Lincoln autorisé le plus proche.

Attention
Si pour une raison ou une autre vous ne comprenez pas les modes opérateurs d'essai ou êtes incapable d'effectuer les essais ou les réparations en toute sécurité, communiquez avant de poursuivre avec votre service après-vente local agreed Lincoln qui vous prêtera assistance.
Suivre les Instructions de Sécurité détaillées au début de ce manuel
| PROBLÉMES(SYMPTÔMES) | CAUSEPOSSIBLE | ACTIONRECOMMANDÉE |
| PROBLÉMES | ||
| Pas d'alimentation du fil lorsqu'on tire sur la gâchette. | 1. La machine est étente ou débranchée.2. La bobine du pistonet n'a plus de fil.3. Reprise de brûlure de la pointe de contact.4. Bande de replissage du tube du pistolet com pâtement ou p bloquée.5. Agglutination de leurres.6. Le com mutateur de sélection machine n'est pas régé sur le m pistonel Spool Gun.7. Gâchette défectueuse (contacts ouverts).8. Circuit de la gâchette dans le pistolet défectueux.9. Moteur du pistonet Spool Gun endommagé.10. Pas de tension ou de courant du moteur en provenance de la machine.11. Taille de la pointe de contact trop petite pour le diamètre de fil utilisé. | 1. Allumer ou brancher la machine.2. Installer une bobine pleine du fil spécifique.3. Changer la pointe de contact.4. Retirer et nettoyer ou changer la râbande de replissage du tube du pistolet. (Voir la Section d'Entretien).5. Couper l'agglutination de leurres, recharger le fil, puis vérifier l'alignment du fil et sa résistance mécanique.6. Déaler l'interrupteur sur la position de d'rectionnement appropriée.7. Change la gâchette. (Voir la Section d'Entretien).8. Débrancher le pistolet de la machine et vérifier la continuité du circuit de la gâchette.9. Contacter IASF pour un évientuel changement de moteur.10. Voir la section de Dépannage dans le manuel d'instruction de la soudeuse.11. Remplacer la pointe de contact par une autre qui soit de la bonne taille |
| Alimentation du fil lente lorsqu'on tire sur la gâchette. | 1. Le rouleau conducteur est usé ou recouvert d'aluminium.2. Le réglage de la vitesse d'alimentation du fil de la machine est trop faible.3. Le fil est obstrué quelques part sur le passage d'alimentation du fil dans pistonlet.4. Faible tension du moteur. | 1. Nettoyer tout l'aluminium se trouvant sur le rouleau conducteur ou changer l rouleau conducteur.2. Augmenter la vitesse d'alimentation du fil.3. Vérifier qu'il n'y ait pas d'obstructions : le retiret tous les copeaux de fil, éliminer les coques du fil, retiret et nettoyer ou changer la bande de réimplissage tube du pistonlet. (Voir la Section d'Entretien).4. Voir la Section de Dépannage dans le manuel d'instructions de la soudeuse. |
| Tours de roulement d'entrainment à l'envers la direction. | 1. Des fils de moteur sont reliés à l'en- vers. | 1. Reliez correctement. (voir la section d'entretien) |

Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln Autorisé le plus proche pour obtenir une assistance technique de dépannage.
Suivre les Instructions de Sécurité détaillées au début de ce manuel
| PROBLEMES (SYMPTÔMES) | CAUSE POSSIBLE | ACTION RECOMMANDÉE |
| PROBLÈMES | ||
| Alimentation intermittente du fil lorsqu'on tire sur la gâchette. | 1. Le fil est mécaniquement courbé le long de son chemin d'alimentation à l'intérieur du pistonlet. | 1. Vérifier que le fil soit correctement aligné à l'intérieur du pistonlet. |
| 2. Le rouleau conducteur est desserré sur moyeu et l'axe de sortie. | 2. Vérifier que le rouleau conducteur soit bien fixé à sa place au moyen d'une vis d'assemblage à six pans creux ; changer le moyeu et le verrou tournant s'ils sont usés. | |
| 3. Le rouleau conducteur est recouvert d'al-minium. | 3. Retirer puis nettoyer ou changer le rouleau conducteur. (Voir la Section d'Entretien). | |
| 4. Le fil fait des coques le long de son chemin d'alimentation. | 4. Tirer doucoement sur le fil au travers du pistolet jusqu'à ce que du fil sans coques apparaisse. | |
| 5. L'ensemble de la bande de replissage ébarbe le fil. | 5. Installez correctement. (Voir La Section D'Entretien) | |
| 6. Le recouvrement rase le fil. | 6. Vérifie que le fil est correctement aligné à l'admission de recouvrement ; réalisnez le tube de pistonlet avec la commande de fil. (Voyez Corriger Le Fil Rasant La Section D'Entretien D'Issues) | |
| Reprise de brûlle fréquence de la pointe de contact. | 1. Paramètres de soudage ou technique inap propriés. (Example : distance de la pointe de contact au travail incorrecte). | 1. Voir la Section de Fonctionnement pour obtenir les informations de Soudage appropriées. |
| 2. Le fil est peut-être alimenté de façon intermittente. | 2. Voir les symptômes de l'alimentation de fil intermittente ou lente. | |
| Mauvaise aspect du cordon de soudure (porosité ou surface oxydée de couleur gris terne) | 1. Pas de circulation de gaz. | 1. Voir le symptôme « pas ou peu de circulatior de gaz ». |
| 2. Circulation de gaz faible. | 2. Voir le symptôme « pas ou peu de circulatior de gaz ». | |
| 3. Gaz de protection inapproprié ou contam-iné. | 3. Vérifier que l'étiquette d'alimentation du gazporte la mention 100% argon. Utiliser temporairement une alimentation de gaz alter-native connue et observer s'il y a un amélioration. | |
| 4. Soudage en environnement ventoux. | 4. Mettre en place un dispositif pare-brise ou se déplacer à un endroit non ventaux avant de souder. | |
| 5. Polarisé de l'électrode inappropriée. | 5. Rebrancher la sortie de soudage de la machine sur la polarité positive de l'élecTrode. | |
| 6. Paramètres ou technique de soudage inap propriés. | 6. Voir la Section de Fonctionnement pour plus d'informations. | |

Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln Autorisé le plus proche pour obtenir une assistance technique de dépannage.
Suivre les Instructions de Sécurité détaillées au début de ce manuel
| PROBLÉMES(SYMPTÔMES) | CAUSEPOSSIBLE | ACTIONRECOMMANDÉE |
| PROBLÉMES | ||
| Peu ou pas de circulation de gaz de protection. | 1. Plus de gaz.2. L'alimentation du gaz est éteinte ou débranchée.3. Le régulateur de flux de l'alimentation du gaz n'est pas réglé correctement.4. La soupape du solénoïde de gaz de la machine ne fonctionne pas bien.5. Blocage dans le pistolet sur le passage du gaz.6. Câble du pistolet faisant des coques ou aplati.7. Blocage dû à une accumulation excessive d'éclaboussures sur la buse de gaz ou sur le diffuseur de gaz.8. Fuite de gaz excessive au niveau de l'alimentation.9. Fuite de gaz dans le pistolet entre l'ensemble de la bande de rem-plissage et le connecteur du cable.10. Fuite de gaz au niveau de la con- nexion pistolet vers chargeur. | 1. Vérifiez que l'alimentation en gaz suffisante est disponible.2. Vérifiez que toutes les vannes d'alimentation en gaz sont ouverts.3. Vérifiez que le débit de gaz est comprise entre 20 t0 50 SCFH.4. Consultez le manuel d'instructions des machines.5. Soufflez doucement sur les débris de tube central.6. Tenter de redresser le cable, ou replacer le cable. (Voir la section Entretien)7. Nettoyez ou remplacez la buse de gaz ou de diffuseur de gaz.8. Trouver et réparer toute fuite.9. Remplacer l'ensemble de doublure. (Voir la section Entretien).10. Endommagé joints toriques: replacer les deux joints. Connecteur du pistolet pas com- plètement insérée en machine (voir la section Installation). |
| Le chargeur de fil marche ou com- mence à alimenter le fil sans tirer sur la gachette. | 1. Gâchette défectueuse (contacts fermés).2. Circuit de la gachette défectueux (fermé) dans la soudeuse.3. Fil(s) de la gachette à l'intérieur du cable du pistolet court-circuités ensemble ou communément vers les circuits soit de soudage soit du moteur. | 1. Replacer la gâchette. (Voir la section Entretien)2. Consultez le manuel d'instructions des machines.3. Contrôle endommagé conduit entre le connecteur et le cable P6 machines, réparation, si possible. Dans le cas contraire, replacer le cable du pistolet. (Voir la section Entretien) pour les deux. |

Attention
Si pour une raison vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln Autorisé le plus proche pour obtenir une assistance technique de dépannage.
INTERFACE DU PISTOLET À BOBINE – DIAGRAMME DE CÂBLAGE
M20410-1
NOTE: Ce diagramme a valeur de référence uniquement. Il peut ne pas être exact pour toutes les machines couvertes par ce manuel. Le diagramme spécifique pour un code particulier est collé à l'intérieur de la machine sur l'un des panneaux de la console.
NOTES
NOTES NOTAS
MAGNUM PRO100SG
Cette liste de pièces est fournie comme guide instructif seulement.
Elle était précise à l'heure de l'impression. Ces pages sont seulement à jour sur le navigateur DVD de service et dans le fonctionnement électrique de Lincoln les pièces réservent (BK-34).
Référez-vous toujours aux pièces électriques de fonctionnement de Lincoln réservent (BK-34) pour les dernières pages.
Indiquez un changement sur cette impression.
Employez seulement "x" marqué par pièces dans la colonne sous le nombre de titre préconisé dans la page modèle d'index.
| ELEM.DESCRIPTION | NO. DE PARTE | CANT.1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 1A La Poignée de pistonlet (Moitié Droite),Inclut : G5666 1XX1B D'écalque D'advertisement S25815 1XX1/4-20 x 2.50 HHS CF000114 1XX#6-32 HN CF000005 3XXPoussez L'Écrou S18535-2 1XX | |||||||||||
| 2A La Transmissiion De Fil, Inclut : G5707 1XXAssemblée De Roulement D'Entrainement De TwistlockMoyeuSerrure De TorsionVis MétriqueLocité 242 ou équivalent (1 req'd de goutte pour fermer la vis à clé sur l'endetrot)RondelleAxeRoulementVitesseBase De FeedplateCouverture De Feedplate, InclutInsertion De BecAssemblée De Roulement À videAssemblée et Pignon MoteurVis MétriqueVis De Tapement D'Art de l'auto-portraitRondelle Plate | KP2529-2M20860S26238 1XXT14731-72NSST9695-3NSSNSSNSSNSSG5669 1XXNSSS26718 1XXNSSNSSS8025-96 2XXS9262-3 | 1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XXX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1 XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1xx1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1XX1X26737 1XXNSSS267111XXD'écalque De ProduitCanon isolant | X | X | X | X | X | X | X | X | X |
| 3A Poignée Gauche Demi (Laisse la poignée)#6-32 x 1.00 SHS | G5665 1XXCF000099 3XX | ||||||||||
| 4 Le Câble équipé, Inclut :Prise Masculine De Connecteur(4 Goupille) S18656 Collier | L130181XXS18658 1XX | ||||||||||
| 6 Plat De Support De Tube De Pistole | S26622 1XX | ||||||||||
| 7 Assemblée De Tube De Pistole | KP2631-1 | 1 | X | X | |||||||
| 8 Assemblée De Recouvrement | KP2632-1 | 1 | X | X | |||||||
| 9A L'Assemblée De Couverture De Bobine, Inclut :Couverture De BobineBouton De FermetureD'écalque De Produit | S26737 1XXNSSS267111XX | ||||||||||
| 10 Canon isolant | T9274-4 | 1XX | |||||||||
| 11 Écrou | S19580 1XX | ||||||||||
| 12 Diffuseur de gazDiffuseur de gaz (Pro) | KP35-50 1 XKP3076-1 | •1 | • | X | |||||||
| 13 Bout De Contact (Norme De 035)Bout De Contact Conique 0.035 (0.9MM) (Pro)Bout De Contact (030 Facultatif)Bout De Contact Conique 0.030 (0.8mm) (Pro) | KP11-35KP2744-035TKP11-30KP2744-030T | 101010 | XX | •X• | X | X | X | X | X | X | X |
| 14 Assemblée De Cône De GazBuse De Gaz (Pro) | KP21-50-FKP3075-1-50F | 11 | X• | •X | • | • | • | • | • | • | • |
| 15 Ressort De Frein | T11862-65 | 1XX | |||||||||
| 16 Bouton De Fermeture | S26711 | 1XX | |||||||||
| 17 Collier De Fermeture | S19701 1XX | ||||||||||
| 18 Harnais D'Adapteur | M21182 | 1XX | |||||||||