
RSG 1500 B - Fresadora Fein - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato RSG 1500 B Fein en formato PDF.

| Tipo de producto | Fresadora para tubos |
| Marca | Fein |
| Modelo | RSG 1500 B |
| Tensión | 400 V (corriente trifásica) |
| Frecuencia | 50 Hz |
| Potencia nominal | 1500 W |
| Velocidad en vacío (motor) | 2860 min⁻¹ |
| Velocidad en vacío (herramienta de corte) | 35 / 70 min⁻¹ (según versión) |
| Avance | 40 / 80 mm/min |
| Peso | aprox. 67 kg |
| Dimensiones (L × An × Al) | 980 × 450 × 340 mm |
| Diámetro máx. de la herramienta | 220 mm |
| Rango de diámetro de tubo | 250 - 1500 mm (según posición del eje portador) |
| Nivel de presión acústica | 92 dB(A) |
| Nivel de intensidad acústica | 105 dB(A) |
| Protección acústica | Obligatorio (casco antirruido) |
| Clase de protección | I (con puesta a tierra) |
| Tipo de protección (RSG Ex) | Parcialmente antiexplosión (motor e interruptor ATEX) |
| Funciones principales | Corte y biselado de tubos de acero y fundición, con avance automático |
| Mantenimiento corriente | Cambio de aceite del engranaje (primer cambio 20-40 h, siguientes 80-120 h), engrase de cadenas y roscas |
| Reparabilidad | Piezas de repuesto FEIN originales, SAV autorizado |
Preguntas frecuentes - RSG 1500 B Fein
Preguntas de los usuarios sobre RSG 1500 B Fein
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Fresadora en formato PDF gratis! Encuentra tus instrucciones RSG 1500 B - Fein y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. RSG 1500 B de la marca Fein.
MANUAL DE USUARIO RSG 1500 B Fein
Datos techniques. 56
Utilización reglamentaria de freesadoras de tubos......56
De una ojeada. 56
Para su seguidad. 56
Modo de funciona (siehe figura A). 58
Antes de la puesta en configuracion. 58
Puesta en marcha. 59
Manejo 59
Mantenimiento y reparación. 61
Eliminación de fallos (tipos RSG (^) y RSG Ex (^) .63
Eliminación de fallos (ejecución RDG (^**) 64
Unidad de tratamiento. 65
Garantía 66
Fresas y accesorios. 66
Piezas de ricambio. 68
Ha pycckom 3bike

TexHHueckne AaHHbIe. 69
Ha3haeHHe Tpy6oΦpe3epHoMaunHbI. 69
KpaTkni 063op. .69
A BaeB 6eONacHocTn. 70
PpHnIeCTBna (cm.pnc.A).71
OHaHa pa60TbI. 71
BBeHeHMeMaunHbI B KcPiyaTaUIO. 72
O6paueHne c MaunHo.. 72
Texo6caXkmbaHne npeMOHT. 75
YcTpaHHe HeHcnpaBHOtei (TN RSG (^) n RSG Ex (^) ). 76
YctpaHHe HEnCnpaBHOCTeT (TIN RDG ( ) ).77
BANKO3AxyONoAROTOBKN. 78
TapaHTn79
Φe3epHbI INHCTpyMeHT n npHaAaExKHOCTn.79
3auchtn 81


A
12/12
5
Diametro del tubo 15 mm
flessible
Peso (m), ca.
Dimensioni:
max. utensile 220 mm
Lmax. 980 mm
Hmax 280 mm
Bmax. 450 mm
B 372 mm
B2 205 mm
L_1 795 mm
Fresadora de tubos electrica:
N° de pedido 7360 ... 7360 ...
Tip^ RSG Ex 1500 A (^) RSG Ex 1500 B (^)
N° de pedido 7 360 ... 7 360 ...
Tipo RSG 1500 A ( ) RSG 1500 B ( )
Tension (U)400V
Frecuencia (f)50Hz
Tipode tension de red 3 (trifasica)
Revolveriones en
vacio (_0)
Motor 2860/min
70/min^-1
Avance (f) 40 mm/min 80 mm/min
Potencia nominal (P) 1500 W
Long. del cable de red (con enchufe)
RSG Ex 1500 A/B (^**) 2× 20m
RSG 1500 A/B (^**) 10m
Peso (m), aprox. 73kg
Clase de proteccion / I
Grado de proteccion
Dimensiones:
max.delutil 220mm
Longmax. 980 mm
Altura max. 340 mm
Ancho max. 450 mm
B 372mm
B 205 mm
L_1 795mm
*Electromotor y conmutador adicional protegidos contra explosión
El nivel de acústico de la fresadora de tubos determinado con un filtro A es de: nivel de presión sonora 92 dB (A); nivel de potencia acústica 105 dB (A).
Fresadora de tubos neumática:
Utilizar protectores auditivos!
Valores de medicación determinados según EN 62 841.
Utilización reglamentaria de fresadoras de tubos.
Lareshadoradtuboshaidisenada para cortartubosueltosotuberiastendidasdeestabilitadusuficiente,fabricadasenaceroofundacion,asi comoparaachaflanar enobrasoalaintemperieslosextremosdes tuberiasantesde soldarlas.Lasresadoradtubosha sidosinenada paraempresasespecializadaspara sermanejadorporspecialistasadiario,auqueno deformacontinua.
Directriz de la CE 94/9EG ATEX (Atmospheres Explosibles)
Hacemos mencion expresa de que las fresadoras de tubos Fein de lostipsRDG (^) /RSG (^) /RSG Ex (^**) no estan homologadas para suutilizacion enareas conpeligrodeexplosion,moito por elcual no existeinyngun Certificado de Examen CE de Tipo conforme a la directriz 94/9CE para estas fresadoras de tubos.
(En la presadora de tubos RSG Ex (^**) , el electromotor y el conductor adicional son los únicos componentes montados que cumplen con la normativa ATEX.)
La directriz ATEX es de aplicacion exclusiva en la CE.
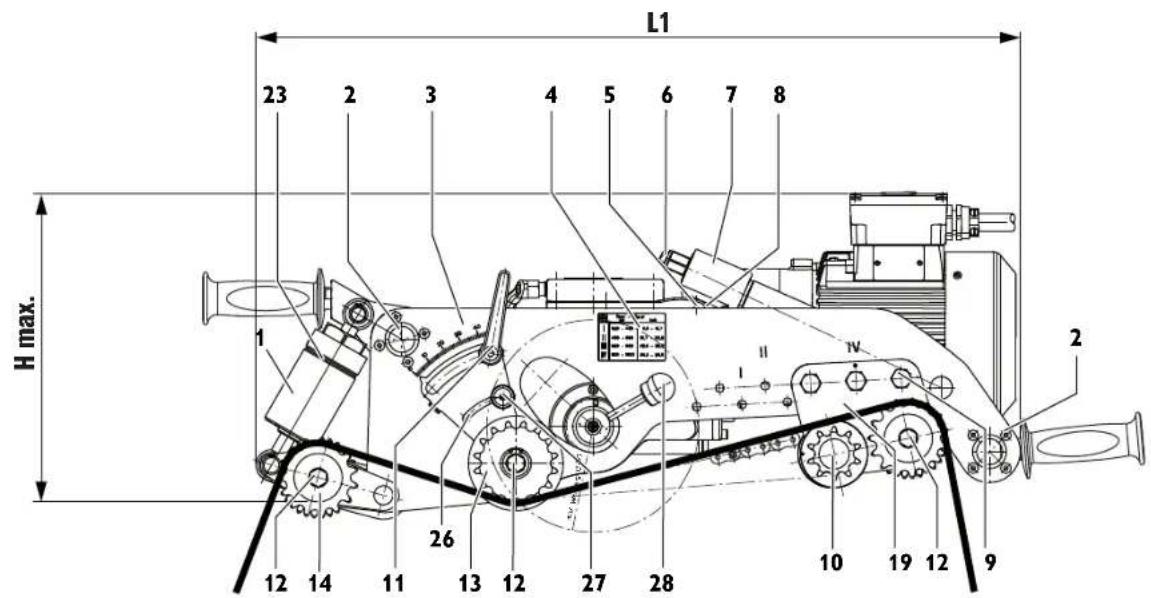
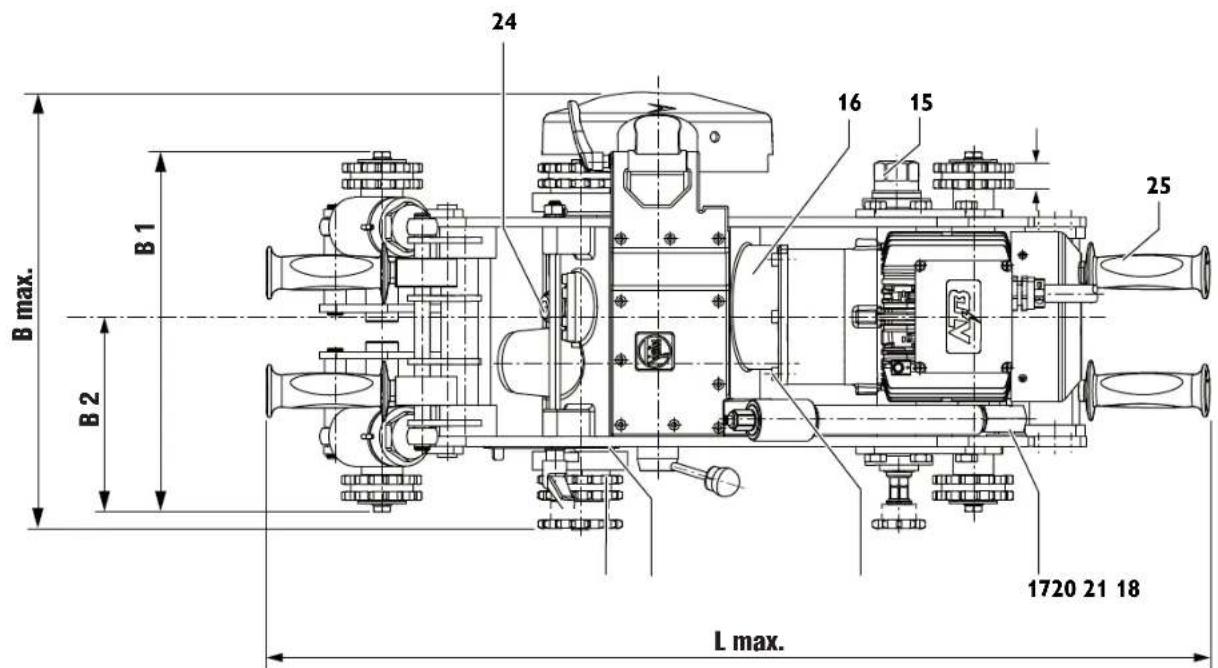
De una ojeada.
1 Dispositivo de sujecion
2 Tornillo de sujeción de placalateral
3 Placa lateral
4 Nota
5 Perno
6 Eje roscado
7 Dispositivo de avance delutil
8 Tornillo de cabeza cilindrica del dispositivo de avance delutil
9 Tornillo calibrado
10 Eje de rodadura
11 Palanca de apriete
12 Tornillo de cabeza hexagonal
13 Arandela
14 Eje tensor
15 Tuerca
16 Caja del eje portaútres
17 Tuerca del tubo
18 Tornillo de sujeción del motor
19 Placa
20 Rueda de lacedena
21 Eje de traslacion
22 Anillo de seguidadAnillo
23 Espiga
24 Tornillo obturador de la caja del eje portaútiles
25 Empuñadura de transporte
26 Escala de profundidad
27 Tuerca moleteada
28 Palanca de conexión del avance
29 Hexagono de tensor de calenda
30 Arandela de tensor deadena
31 Tornillos de seguridad de tensor de cadaña
Para su seguidad.

Antes de usar la fresadora de tubos lea atentamente la.),
siguiente documentation:
las directrices naciales pertinentes de proteccion en el trabajo.
Guardar estas instrucciones de uso para posteriores consultas, o paraentarraglas aOTHER Usuario, p. ej., en caso de prestar o vender la fresadora de tubos.






Fresadora de tubos neumática:
iUtilizar protectores auditivos!
N° de pedido 7560 ... 7560 ...
Tipo RDG1500A (^) RDG1500B**
Presión del aire 6 bar
Consumo de aire bajo 72 l/s
carga (Q)
Revoluciones en
vacio (0)
Motor 6000/min -1
Utile de corte 35/min -1 70 / ^-1
Avance (f) 40 mm/min 80 mm/min
Potenciautil (P) 2000W
Diametro de manguera 15 mm
Peso (m), aprox. 67kg
Dimensiones:
max.delutil 220mm
Longmax. 980 mm
Altura max. 280 mm
Ancho max. 450 mm
B 372mm
B2 205 mm
L1 795 mm
El nivel de acústico de la fresadora de tubos determinado con un filtro A es de: Nivel de presión sonora 103 dB (A);
Nivel de potencia acústica 116 dB (A).
lizar protectores auditivos!
N° de pedido 7560 ... 7560 ...
Tipo RDG1500A (^) RDG1500B**
Presión del aire 6 bar
Consumo de aire bajo 72 l/s
carga (Q)
Revolveriones en
vacio (n_0)
Motor 6000/min
Utile de corte 35/min -1 70 / ^-1
Avance (f) 40 mm/min 80 mm/min
Potencia util (P) 2000 W
Diametro de manguera 15 mm
Peso (m), aprox. 67kg
Dimensiones:
max.delutil 220mm
Longmax. 980 mm
Altura max. 280 mm
Ancho max. 450 mm
B 372 mm
B 205 mm
L_1 795 mm
El nivel de acústico de la fresadora de tubos determinado con un filtro A es de: Nivel de presión sonora 103 dB (A);
Nivel de potencia acústica 116 dB (A).

Utilizar protectores auditivos!
Valores de medicación determinados según EN 62 841.
Indicaciones de seguridad generales.
iATENCION! Leer todas las instrucciones que a continuacion se indican. En caso de no atenerse a las instrucciones individentes, ello peut ocasionar una descarga electrica, un incendio y/o lesion grave. El termino "fresadora de tubos" empleado en las individentes instrucciones se refiere a la fresadora de tubos de connexion a la red o neumática.
1. Puesto de trabajo.
a) Mantenga limpio, seco y despejado el area de trabajo. El desorden y una iluminacion insufficiente del area de trabajo pueda provocar accidentes.
b) iCercar y asegurar la zona de trabajo! Mantenga alejados a los niños y otheras personas al utilizing la presadora de tubos. Una distracion possible hacerle perdier el control sobre la presadora de tubos.
2. Seguridad eletrica.
a) La connexion électrique no deben modifierse en modo algouno.
b) Mantenga el cable conexión alejado del calor, aceite, esquinas agudas o piezas moviles. Los cables de conexión dañados o enredados comportan un mayor rísgo de electrocución.
c) Cuide que no sean aprisionados los cables electricos.
d) Si fuee imprescindible utiliser la herramienta electrica en un entorno humedo, es necessario conectarla a travers de un interruptor diferencial. La aplicacion de un interruptor diferencial reduce el riesgo a exponerse a una descarga electrica.
3. Seguidad en el trabajo con aire comprimido.
a) Controle periodicamente la alimentacion de aire comprimido. No doble ni estreche la manguera y protejala del calor y de las esquinas agudas. Apriete firmamente las abrazaderas. Haga reparar inmediamente las mangueras y acoplamientos danados. Unsystema de conducccion de aire deficiente可以更好 hacer que la manguera de aire comprimido comience a dar latigazos y provoque daños. El polvo o virutas levantanos por el aire能把 lesionar seriamente los ojos.
4. Seguridad personal.
a) Este atento a lo que hace y emplee la fresadora de tubos con prudencia. No utilise la fresadora de tubos si estuviese cansado, ni tampoco despues de haber consumido drogas, alcohol o medicamente. Un momento de distracción durante el uso de la fresadora de tubos pueda provocarles graves lesiones.
b) Utilice un equipo de proteccion personal. La utilizacion de un equipo de proteccion personal ajustado a la aplicacion de la presadora de tubos, comounas gafas de proteccion (iutilizarlas siempre!), una mascarilla antipolvo, zapatos de seguridad antideslizantes, casco, guantes de proteccion o protectores auditivos reducen el risiego de accidente.
c) Evite una puesta en marcha fortuita. Asegürese que el interruptor principal del modulo de conexión, el conmutador adicional, o bien, la llave de paso se enquirytren en la posicón "OFF". Antes de conectar la fresadora de tubos a la red electrónica o neumática colque la palanca de conexión del avance en la posicón "0" para desactivar el avance. Si la fresadora de tubos está conectada al enchufarla a la alimentación electrónica o neumática,arlo pueda acarrear un accidente.
d) Retire los utiles de ajuste o llaves fijas, antes de conectar la fresadora de tubos. Unutildeajuste o llave colocada enuna pieza movil de la presadora de tubos可以使 lesionarle alponer esta a funcinar.
e) Sea precavido. Evite posturas desacostumbradas. Trabajo sobre una base firme y mantenga el equilibrio en todo momento. Illo le permittedo controlar mejor la fresadora de tubos al presentarse una situacion inesperada.
f) Lleve esta una indumentaria de trabajo adecuada. No utiliseropa holgada ni joyas. Mantenga su peso, ropa y guantes alejados de las piezas moviles del aparato. La ropa holgada, las joyas y el peso largo pueda engancharse con las piezas en movimiento.
g) El transporte manual o la alineación se deben realizar siempre entre dos personas.
h) No se confie demasiado ni desatienda las reglas de seguidad para Herramentas electricas aun cuando se sienta familiarizo con la herramipta eletrica tras haberla utilizado con frequencia
Un breve descuido durante el manejo puede acarrear graves, lesiones.
5. Utilación.
a) No sobrecargue la fresadora de tubos. Emplee elutilde corte adecuado al trabajo que quiera realizar. Unutilde corteaproplado le permittirá travalear con mayor eficacid y seguidad.
b) No use freesadoras de tubos con un interruptor o llave de paso defectuosos. Las freesadoras de tubos que no pueda conectarse o desconectarse son peligrosas y deben hacer repar.
c) Desconecte el aparato de la alimentacion antes de realizar un ajuste en el本身就是 o al cambiar elutil.Esta medidapreventiva evita la connexion accidental de la freesadora de tubos.
d) No permitted that雇e en la presedora de tubos aquellas personnes que no esten familiarizadas con su uso o que no hayan leido estas instrucciones. Las presaderas de tubos peuvent ser peligrosas si son empleadas por personas inexpertas.
e) Dele un mantenimiento periodico a la fresadora de tubos. Examine la fresadora de tubos en cuando a posibles danos yodemas factores que pudieran afectar al funcionaamento de la misma. Antes de aplicarla, haga reparar una fresadora de tubos que no este en perfectas conditiones. Muchos de los accidentes son originados por fresadoras de tubos con un mantenimiento deficiente.
f) Mantenga los utiles limpios y aflados. Los utiles cuidados con esmero y bien aflados son menos propensos a atascarse y se dejan guiar mejor.
g) Utilice la fresadora de tubos, los accesorios, los utiles de corte, etc., de acuerdo a lasindicaciones en las instrucciones de uso, teniendo en cuenta las conditiones de trabajo y la energia a realizar. El uso de las fresadoras de tubos para problemas differentes de aquellos para los que han sido concebidasuede resultar peligioso.
h) Mantenga las empuñaduras y areas de agarre secas, limpies y libres de aceite o grasa. Las empuñaduras y areas de agarre resbaldizas no permiten un manejo seguro ni un control de la herramienta electrica en situaciones inesperadas.
6. Servicio.
a) Unicamente haga reparar su fresadora de tubos con piezas de recambio originales por un profesionalriallicado. Solamente asi se mantiene la segudad de la herramienta electrica.
Indicaciones de seguridad espécificas para fresadoras de tubos.
Riesgo de lesión
Solo transporte la fresadora de tubos ayudandose de dispositivos de elevacion o entre dos personas.
En la puesta en marcha, al trabajo y al mantener la fresadora de tubosdeferan respetarse las prescricciones contra accidentes naciones.
Siempre tener en cuenta las directrices para proteccion contra explosiOn de la Mutua Laboral!
Cuid que el tubo a mecanizar mantenga una posicion firme y estable. La reconsideracion de esta advertencia可以使ducir a graves lesiones o incluo a la muerte.
es
7. Fresadoras de tubos actionadas electricamente [esto RSG] (^**)
La tension de red deben coincidir con la tension indicada en la freesadora de tubos.
La toma de corriente de la fresadora de tubosdeferarir protegida por un fusible de 16 A.
iVerificar con regularidad el cable de red y, dato el caso, los cables de prolongacion!
Unicamente enchufar la fresadora de tubos al modulo de conexión teniendo desconectado el interruptor principal.
El modulo de connexion deben ser accesible en todo momento para el usuario.
8. Fresadoras de tubos actionadas neumátamente (Grupo RDG [**]).
La presión aplicada a la fresadora de tubos no deben superar 6 bar. Solamente conectar la fresadora de tubos con la llave de pasco cerrada a la red de aire comprimido.
Modo de funciona [ver figura A].
La presadora de tubos corta y mecaniza las paredes de tubos con utiles de mecanizzato por arranque de viruta. Es fijada a la parte exterior del tubo con el dispositivo de sujeción y avanza
automáticamente a lo largo del perimetro del tubo. Los utiles empleados son sierras circularaes de metal y fresas de forma con filos de acero HSS o de metal duro segun el material del tubo aURTAR. El ajuste de la profyidad de corte se realiza con el eje roscado (6) basculando la caja del eje portautiles (16) que va apoyada en ambas placas laterales (3).
El eje de traslación (21) encargado de impulsar las ruedas de transporte, las cuales realizan el movimiento de avance, es acontecido por el eje portañütes a工程技术 de un engranaje de tornillo sinfin de 2 etapas.
El avance se pueda conectar y desconectar con la palanca de connexion del avance (28).
Un embrague limitador protege al engranaje de avance contra sobrecarga.
La ejaculation de los apoyos del eje portaútiles es especialmente rigida. El engranaje principal, lubricado por bajo de aceite, que se ocupa de impulsar el eje portaútiles, se compone de un engranaje planetario combinado con un engranaje sinfin.
Al Diseñar el engranaje se ha tenido en cuenta que este sea capaz de soportar el bloqueo occasional de laceda sin deteriorarse. Todos los ejes de los engranajes van soportados por rodimientos.
El bastidor de laquina con los ejes Tiene la mision de guiar sobre el tubo la fresadora de tubos fjada al本身就是, y de transmitir la fuerzas de corte y de avance. La adaptacion al respectivo diametro exterior del tubo se realiza Cambiando la posicion del eje de rodadura (10). Las cadenas de sujecion se成分e de elabones individualesidenticos.
La cantidad de elabones necessaria para Obtener la longitud correcta de las cadenas de sujeccion va en function del diametro exterior del tubo.
Antes de la puesta en funciona.
Preparativos en el tubo a procesar.
-
Los tubos que vayan a ser cortados en el lugar de almacenaje deferan soportarse conveniente para que elutil no pueda ser aprisionado.
En las tuberías tendidas,ichever punto comprenderido bajo el tramo de 1 m deberá mantener unaSeparateda minima de 50 cm entre la zanja y la parte exterior del tubo.
La superficie a procesar deben estar exenta de suciedad y de tierra. Retirar previamente las cubiertas de proteccion blandas de la superficie a procesar.
Elutilde cortedeferaselectionarse de acuerdo al material detubo,al forma de mecanizado requerida,yal lubricante-refrigeranteutilizzato. -
Elimine los cordones de soldadura en la zona de las ruedas y cadenas.
Para más informaciones consulte a su proveedor de liquidos lubricantes y refrigerantes. (ver también dispositivo neumático de lubricación y refrigeración 9 12 01 002 00 4)
(N^ art. del lubricante:
Lubricante BIOCUT 1L 3 21 32 039 00 0,
Lubricante BIOCUT 5L 3 21 32 040 00 0)
Preparativos en la fresadora de tubos (ver figura A).
Aflojar palanca de apriete (11).
Subir la caja del eje portaútiles (16) girando con la manivela (en el maletín de transporte) el dispositivo de avance delutil (7).
Desmontar los tornillos de ajuste (9) y cambiar la posicion del eje de rodadura (10) de acuerdo al nuevo diametro exterior del tubo según tabla (4). Volver a apretar los tornillos de ajuste (9).
Etiqueta informativa:
| P | D [mm] [inch] | |
| I 250 - 400 | 9,6 - 15,7 | |
| II 400 - 600 | 15,7 - 23,6 | |
| III 600 - 900 | 23,6 - 35,3 | |
| IV 900 - 1500 | 35,3 - 58,9 |
P: Posicion del eje de rodadura
D: Diametro del tubo
Girar la cazoleta del resorte para sacar los dispositivos de sujeción (1), y disponible asi de un recorrodo sufiente para tensar las cadenas al colocar la fresadora de tubos.
Montar las cadenas de sujeccion de acuerdo al diametro exterior del tubo. Posicionar la fresadora sobre el tubo y asegurarla con un dispositivo de elevacion para evaporar que se pueda desplazar. Ensamblar性强a de guia y tensor de la性强a adecuandolos al diametro exterior del tubo. Fijar la性强a de guia en el lado opuesto a la fresa guardando una separacion de 10mm respecto a la性强a de sujeccion. Separacion de 10mm entre perno de性强a de guia y perno de性强a de sujeccion. Controlar la separacion en tres puntos del perimetro.
Fijación de la presadora al tubo.
Colocacion de las capenas de elabones.
Colocar las cadenas abiertas sobre el tubo aodos lados de la freesadora de tubos.
Alzar la fresadora de tubos y posicionar las cadenas de eslabones por debajo de las ruedas de la性强a de modo que sus dientes encajen en las cadenas al depositar la presadora de tubos. Colocar los extremos libres de las cadenas sobre las ruedas de la性强a del eje tensor (14) y del eje de rodadura (10). Seguidamente unir los extremos con el perno (3 02 17 216 00 4) y asegurarlo con 2 anillos de seguidad (4 26 34 020 00 5).
Tensado de las capenas de elabones (ver figura A).
Primeramente, aplar ligeramente las cadenas de eslabones contra el tubo girando paraarlo ambas cazoletas de los resorts (1). Para alinear exactamente la fresadora de tubos girarlaunas cuales veces con movimiento de vaivén en direccion a la periferia del tubo.
Gire las cazoletas del resorte para ir tensando las cadenas hasta que la espiga (24, figura A) alojada en el agujero alargado de la cazoleta del resorte coincida con la posicion de la ranura en la periferia.
Vigile continually de la posicón de la espiga durante el proceso de corte. Si el tubo estuviese ovalado sera necessario tensar o destensar lacedena, según el caso. Antes de iniciair el proceso de corte desmontar las quatre empūñaduras.
iPeligro de accidente!
iNo sobrepase este punto al tensar la cazoleta del resorte!
Montaje de los utiles de corte.
Riesgo de lesion
- por una conexión accidental.
- Antes de realizar el montaje desconectar el enchufe de la red o la manguera de aire comprimido.
- Al salir proyectados o al caer objetos como cuñas, Herramientos, fresadora de tubos, pieza de trabajo (tubo), etc.
- Con los filos cortantes delutil
Solamente utilizar útres de corte con filos en perfectas conditiones.
Limpie las zonas de ajuste y de asiento y el propio eje portaútilles antes de montarlo.
Montar elutilde corte.
Apretarfirmamente la tuerca de sujecion delutil.
Puesta en marcha.
Fresadora de tubos electrica:
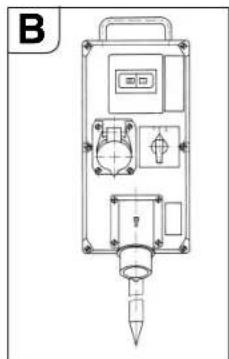
Las fresadoras de tubos de actionamento eletricoienen dotadas con un modulo de connexion que incorpora los siguientes componentes:
-Interruptor principal/inversor de giro
-Guardamotor
-Disparador de minima tension
-Conexiones por enchufe
El interruptor principal se usa para la conexión y para la inversionión del giro. El guardamotor y el disparador de minima tension forman una unidad. En caso de una sobrecarga, el guardamotor desconecta la presadora de tubos. Si se presenta
un corte del fluido electrico, el disparador de minima tensionorta la alimentacion de la presadora de tubos para evaporar una puesta en marcha accidental de la misma.
La presadora de tubos se vuye aponer en marcha al acontear el guardamotor.
El modulo de connexion deben ubicarse de manière que quede accesible en todo momento para el usuario.
Fresadora de tubos deexecution con proteccion parcial contra explosion:
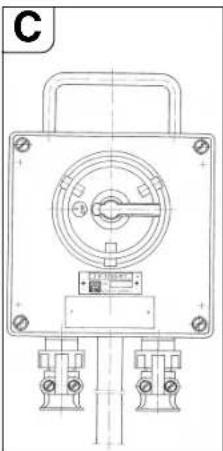
Conectar antes del modulo de conexión una caja de conexión con un interruptor de encendido/apagado adicional para acontecer la presadora de tubos en areas con peligro de explosión pertenecentes a la zona 2.
La caja de connexion deben ubicarse de manera que sea accesible en todo momento para el usuario.
Peligro de explosión
El modulo de conexióndeferabucarsefuera de la zona 2.
En caso de haberse disparado el inter-ruptedor de proteccion, antes de volver a conectarlodeferapagarseprimeroel conmutador adicular.
Fresadora de tubos neumática:
El manejo de la execución RDG 1500 A/B (^**) se realiza con la llave de paso montada en la manguera de aire comprido directamente antes del motor neumático.
Manejo.
Riesgo de lesion
iLa carcas de proteccion deberar mantenerse completamente cerrada y bloqueada durante el functiOnamento!
Proceso de arranque
En las fresadoras de tubos con electromotor deben asegurar que sea correcto el sentido de giro delutil. El sentido de giro se puedaonian el inversor de giro en el aparato de connexion.
- Desconectar el engranaje de avance con la palanca de connexion del avance (28).
Conectar la presadora de tubos. - Aflojar la palanca de apriete (11) y profundizar lo máximo posi ble en el tubo la hoja de sierra en funcióncimiento con la mani-vela. La penetración profya de la hoja de sierra en el material estabiliza la trayectoria del corte.
Al fresar, procurar que la profyidad de corte sea minima. El volumen del material arrancado aumenta con la profyidad de corte.
Profyizar elutilde corte 3mmmas del necesario,y retrocederlo despuesa la profyidad requerida, con lo cui se anula elcontacto entre elutilyla pieza.
Si se usa la escalal de profundidad,ajustar elutil hasta hacerlo rozar contra la parte exterior del tubo.Aflojar la tuerca moleteada (27) y colocar a 0 la aguja (28).Apretar de nuevo la tuerca moleteada (27).La profundidad ajustada peute verse en la escalal. - Desconectar la freesadora de tubos.
Seguidamente, bloquear el ajusteccionando la palanca de apriete (11).
Volver a conectar la presadora de tubos.
Conectar el engranaje de avance con la palanca de conexión del avance (28).
Si la potencia del motor lo permiteURTAR la pared del tubo de una sola pasada.
Al cortar tuberías ya instaladas puede que estas ceden al serrarlas y logren aplrisonar elutil. Porelo,es necessario ir clavando las cuñas suministradas detras delutil en la ranura de corte a intervalos regulares.En areas con peligro de explosión emplear cuñas espéciales (6 33 05 013 00 2) (en la RSG Ex 1500 a/b (^**) se adjuntan con laquina y un martillo fabricados de un material que no produzca chispas.
Evite sobrecargar la fresadora de tubos.
60
es
Sintoma de sobrecarga es la reduccion notable de las revoluciones del motor al aplicar el util en marcha contra la pieza. En igual medida disminuye對於a progrsion en el trabajo.
En igual medida disminuye對於 la progrsion en el trabajo.
Fijar la pieza de trabajo (trozo de tubo serrado) para evaporar que se caiga.
En tubos de pared gruesa (s > 10 mm) elVESADO de la junta para soldardeferrealizarse envariaspasadas.
La exactitud con la que lleguen a coincidir el punto inicial del corte y el final depende de los siguientes factores:
- Exactitud en la alineacion inicial de la fresadora de tubos.
- Magnitud de los erros de forma circular y cilindrico que tiene el tubo.
- Calidad deulfillado delutil dcorte.
- Dureza del material.
La presadora de tubos viene ajustada de manière que el punto inicial y final de la linea de corte coincidan aproximadamente en tubos de 300mm y de 600mm .
Debido a la excentricidad del eje de guía, lamarca de ajuste (24, en figura D) solamente es valida para ambos diámetros Mentionados. En tubos de mayor diámetro puede que seaecessaryo efectuar un reajuste.
Retrociso de las fresadoras de tubos [RSG [^**] / RSG Ex [^**] ].
iDanos materiales!
Antes de retroceder la fresadora de tubos deben observarse que elutilde corte haya sido SACado del todo para evitar que este y el engranojeSean danados.
Desconectar el engranaje de avance con la palanca (28).
■ Aflojar la palanca de apriete (11).
Sacar elutilde corte.
- Colocar el interruptor principal/inversor de giro en la posicion "0" (desconexión)
Llevar el inversor de giro a la posicion de retroceso.
Apretar la palanca de apriete (11).
Conectar el engranaje de avance con la palanca (28).
iLa fresadora de tubos no es apta para realizar cortes con el sentido de marcha invertido!
iEn la fresadora de tubos neumática no es possible invertir el sentido de marcha!
Indicaciones para la refrigeracion.
iDanos materiales!
Recomendamos elempleo deldispositivo neumatico delubricacion y refrigeracion FEIN.Sisinsuficientela refrigeracionylubricacionpuede que las virutas se atasquen.Elo pueedeprovocar la rotura delutil.
Aténgase a lasindicaciones/advertencias del fabricante del refrigerante empleado
Los tubos de fycion grisdeeran cortarse sempre en seco, o sea, sin aportar refrigerante lubricante.
Refrigerar con agua de jabon la hoja de sierra o la fresa alURTUBOS de acero sin alear.
Ajustedelcursor.
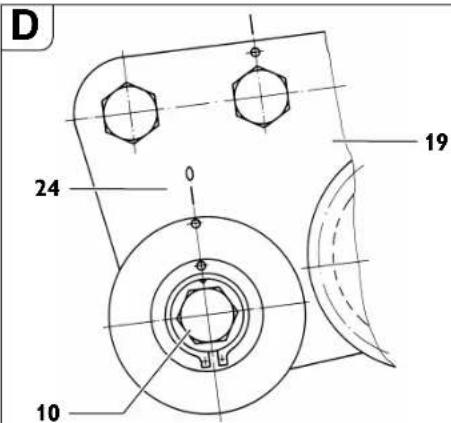
Aflojar la tuerca (15, ver figura A) de entercas 46.
Girar el eje (10) respecto a la plac (19).
Apretar la tuerca (15).
Girando el eje de rodadura (10) en el sentido de las agujas del reloj (en dirección alutilde corte) se desplaza hacer la derecha elutilde corte (visto en direccional sentido de movimiento de la freesadora de tubos).
Si el eje de rodadura es girado en sentido contrario a las agujas del reloj elutilde corte es desplazado hacla izquierda.
Sujeción de la fresa de tubos.
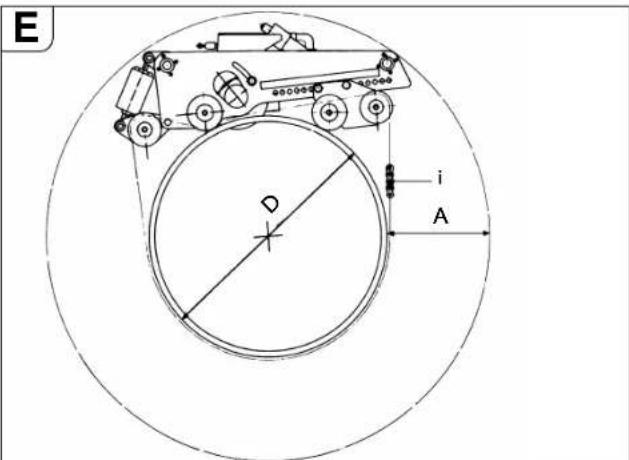
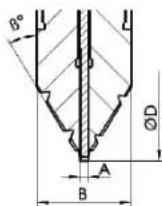
A" Espacio de trabajorequiredo a la profyidad de corte maxima. D diametro exterior del tubo
i" Nstreamo de eslabones para un diametro del tubo ,D".
| Posición del eje de roda-dura | D A Longitudud de la [mm] [mm] [mm] [mm] | cabena por lado [mm] | Longitudud total de la cabena | I* | |
| 1 250 | 300 | 410 | 1427 | 2854 | 5 |
| 410 | 1525 | 3050 | 5 | ||
| 350 | 410 | 1632 | 3264 | 6 | |
| 400 | 410 | 1744 | 3488 | 6 | |
| 2 400 | 450 | 375 | 1800 | 3600 | 6 |
| 375 | 1898 | 3796 | 7 | ||
| 500 | 375 | 2020 | 4040 | 7 | |
| 550 | 375 | 2147 | 4294 | 7 | |
| 600 | 375 | 2278 | 4556 | 8 | |
| 3 600 | 650 | 310 | 2319 | 4638 | 8 |
| 310 | 2449 | 4898 | 8 | ||
| 700 | 310 | 2582 | 5164 | 9 | |
| 750 | 310 | 2718 | 5436 | 9 | |
| 800 | 310 | 2856 | 5712 | 10 | |
| 850 | 310 | 2996 | 5992 | 10 | |
| 900 | 310 | 3138 | 6276 | 10 | |
| Posición del eje de roda-dura | D A Longitudud de la [mm] [mm] [mm] | cadena por lado [mm] | Longitudud total de la cadena | I* | |
| 4 900 | 330 | 3148 | 6296 | 10 | |
| 950 | 330 | 3291 | 6582 | 11 | |
| 1000 | 330 | 3436 | 6872 | 11 | |
| 1050 | 330 | 3581 | 7162 | 12 | |
| 1100 | 330 | 3728 | 7456 | 12 | |
| 1150 | 330 | 3875 | 7750 | 13 | |
| 1200 | 330 | 4023 | 8046 | 13 | |
| 1300 | 330 | 4321 | 8642 | 14 | |
| 1400 | 330 | 4622 | 9244 | 15 | |
| 1500 | 330 | 4924 | 9848 | 16 | |
*N° de pedido 3 02 31 013 02 7 compuesto por 10 elabones con una longtud de 635 mm, cadarial.
Para Obtener una tension previa optima de la性强a poder utilizezarse los semi-eslabones de 31,75 mm que se incluyen en el maletin.
Ejempio:
Para un tubo de un diametro D = 400mm se requieren 6 eslabones (n° de pedido 3 02 31 013 02 7).
Sistema de guiado mediante capena
Componer una性强a de la longitud indica en la tabla. Para Obtener una tension previa optima de la性强a (tolerancia del tubo) se pueda usar los trozos de性强a mas cortos de 31,75 mm que se incluyen en el maletin.
| Longitud de laérade guía | ||||
| Diámetro del tubo | Longitud de laérade | Trozos deérade 635 mm | Trozos deérade 63,5 mm | Trozos deérade 31,7 mm |
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 | 6 1 | |||
| 400 1190 1 | 8 1 | |||
| 450 1344 2 | 1 1 | |||
| 500 1500 2 | 4 0 | |||
| 550 1660 2 | 6 1 | |||
| 600 1809 2 | 8 1 | |||
| 650 1970 3 | 1 1 | |||
| 700 2130 3 | 4 0 | |||
| 750 2290 3 | 6 1 | |||
| 800 2440 3 | 8 1 | |||
| 850 2600 4 | 1 1 | |||
| 900 2760 4 4 0 | |||
| 950 2921 4 6 0 | |||
| 1000 3079 4 8 1 | |||
| 1100 3397 5 3 1 | |||
| 1200 3714 5 8 1 | |||
| 1300 4032 6 3 1 | |||
| 1400 4330 6 8 1 | |||
| 1500 4640 7 3 1 |
N° de pedido 302 31 034 01 0 (l = 635 mm)
N° de pedido 3 02 31 036 01 0 (l = 63,5 mm)
N° de pedido 3 02 31 035 01 0 (I = 31,7mm)
Fijar con un perno y un anillo de seguridad laceda de guia a uno de los dos trozos deceda del tensor de la misma.
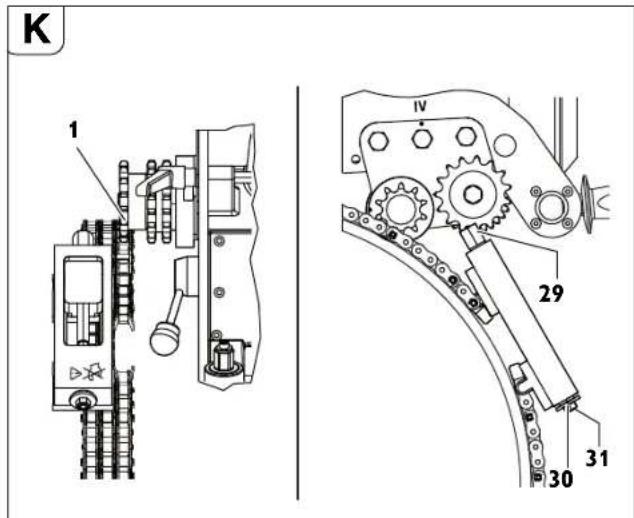
Pasar el tramo de laéra de guía por debajo de ambas ruedas de laéra de guía (figura K).
Fijar el extremo libre de laceda de guia al tensor de cedana con el perno y el anillo de seguidad.
Asentar laadena de guía contra el tubo girando paraarlo el hexágono del tensor deadena (2).
Posicionar laadena de guía con una separación de 10mm (perno deadena de actionamento respecto a perno deadena de guía) verificando este en 3 punto del perimetro.
Apretar el hexagono (29) del tensor deceda hasta lograr que la arandela (30) asiente contra la carcasa del tensor deceda (margon de ajuste aprox. 50mm ). (Par de apriete max. 50Nm )

iAtencion pilgrgo de accidente!
En ningún caso gire los tres tornillos de seguridad (31) del fronte. (Ver figura K)
Trabajos finales tras cada aplicacion.
Sacar elutilde corte.
- Desconectar la fresadora de tubos.
Desmontar elutilde corte.
Desacoplanla fresadora de tubos.
En fresadoras neumáticas:
Desacoplar la manguera de aire comprimido, aplicar un poco de aceite anticorrosivo a la entrada de aire del motor neumático yemarks functionar brevamente.
Cerrar el extremo de la manguera con un capuchon.
Almacenaje de la fresadora de tubos.
Proteger contra corrosion las partes externas metálicas.
Guardar la fresadora de tubos en un lugar seco.
Mantenimiento y reparación.
Realizacion del mantenimiento y reparacion.
Recomendamos acudir a nuevo département de servicios专业技术 (reparación centralizada). La direccion figura al final de estas instructaciones de uso.
Unicamente emplear recambios originales FEIN.
Riesgo de lesion
por una conexión accidental.
iAntes de qualquier manipulacion en la fresadora de tubos desconectar el enchufe de la red o la manguera de aire comprido!
Indicaciones generales
Loseworks demantimiento solamentedeferan serrealizados por personal especializzato,adiestrado paraello.
Los problemas de cuidado y mantenimiento comprenden esencilamente lo siguientes:
- Limpieza externa de la fresadora de tubos y de las cadenas de sujeción.
62
es
- Control visual de la fresadora de tubos completa.
-Cambio del aceite del engranaje. - Rellenado de aceite en la unidad de tratamiento de aire comprimido.
- Engrase de las rocas deslizantes y cadenas.
- Engrase de las guías de la caja del eje portáutiles tanto en el dispositivo de sujeción como en el de avance.
- Cambie por.Otheras nuevas la etiqueta y las advertencias de peligro de la herramienta
Cuidado de las cadenas
Una vez despændida la suciedad superficial de laadena, limpie esmeradamente laquia con bencina, petróleo o un producto similar al tiempo que articula los elabones.
iPeligro de accidente!!
Antes de volver a utiliser la inspeccionar visualmente con detenimiento si los elementos de laceda estan en perfectas conditiones. Sustituir las piezas defectuosas y montar los anillos de seguidad que falten.
Caja del eje portaútiles
■ Controller el nivel de aceite del engranaje.
Si procede, cambiar el aceite del engranaje. Consultar también el parrafo "Lubricantes y plan de lubricacion".
Verificacion del nivel de aceite del engranaje
Controlar el nivel de aceite y la estanqueidad de la caja del eje portaútilles antes de cada aplicación:
- Depositar sobre una base horizontal la fresadora de tubos, colocandola sobre la placalateral del lado opuesto a la proteccion del util.
Desenroscar el tapón (24, figura A).
Observación:
El nivel de aceite es correcto si apenas sale algo de aceite por el taladro roscado.
Si fuese necessario, rellenar aceite para engranajes (ver parrafo "Lubricantes y plan de lubricacion").
Enroscar firmamente el tapón.
Cambio de aceite del engranaje
El cambio de aceite del engranaje deben realizarse una vez alcancadas las horas de servicios indicadas en la tabla, o como minimum, cada 18 heures.
| Intervalos para el cambio de aceite del engranaje [Horas de servicios] | RSG Ex 1500 A (**) RSG 1500 A (**) RDG 1500 A (**) | RSG Ex 1500 B (**) RSG 1500 B (**) RDG 1500 B (**) |
| Primer cambio de aceite afterwards | 20 - 40 80 - 120 | |
| Cambios de aceite relacionés afterwards | 80 - 120 200 - 250 |
Ud. puede recurrir a nuestro département centralizo de reparacion para que le cambie el aceite y se ocupe de deselectar el aceite uso.
Dejar salir el aceite del engranaje a la temperatura de régimen inmediamente après de almacenar la presadora de tubos.
Motor neumático
El motor neumático alimentado con aire comprimido aceitado, limpio, y exento de agua, deben someterse a un control y limpieza a fondo cuando de 200 horas de servicios, pero como minimum 1 vez al ano. Aconsejamos encargar el mantenimiento y reparacion del motor neumático a nuestro departamento centralizo de reparacion.
iDanos materiales!
En caso de noninger a cabo los controles prescritos, elo peute originar una considerable perdida de potencia y daños en el motor neumático.
Posicionar la fresadora de tubos deforma que el motor neumático se encontrar en el punto más alto de la caja del eje portaú-tiles.
Desenoscar los 6 tornillos de cabeza cilindrica (18) (ver figura A).
Retirar el motor neumático.
El acoplamente se realiza siguiendo los mismos pasos enorden inverso. Prestar atencion a que el piñón del motor engrane perfectamente en el engranaje planetario.
Dispositivo de avance delutil (ver figura A)
- Mantener libre de suecidad y de oxido la periferia de la tuerca del tubo (17) y engrasarla siempre levamente.
Al efectuar el cambio de aceite del engranaje limpiar y engrasar las rocas deslizantes.
Desmontaje:
Desenroscar el tornillo de cabeza cilindrica (8).
Sacar el perno (5) de la tapa.
Seguidamente, disenroscar el dispositivo de avance delutil, de la tuerca del tubo con la manivela.
Limpiar y engrasar las roscas (ver párafo "Lubricantes y plan de lubricación" en página 58).
Sustituir los retenes deteriorados.
Montaje:
El montaje se realiza siguiendo los mismos pasos enorden inverso.
iAl realizar el ensamble no dañar los retenes!
Dispositivo de sujeción
Evitar que se ensucie la rosca de los cañcamos (3, figura G) en la cazola del resorte.
Si fuese preciso, limpiar y engrasar las rocas.
Lubricantes y plan de lubricacion
Lubricantes para el motor neumático
El aceitador de la unidad de tratamiento se encarga de lubricar el motor neumático. Solo si ha estado detenido很长 tiempo aplicar una gotas de aceite a la entrada de aire del motor neumático.
Aceite lubricante para caja del eje portaútiles
| Lubricante Aceite ARAL Degol | Envase de | N° de pedido Margen de temperatura [°C] | Especialización | |
| BMB 460 2 | Liter 3 21 | 32 009 01 3 -15 | +50 | Aceite para engranajes tipo CLPF según DIN15502 |
| BMB 100 2 | Liter 3 21 | 32 009 02 9 -35 | +5 | |
e5
63
Recomendacion de la viscosidad en aceites para engranajes con már-genes de la temperatura ambiente differs:
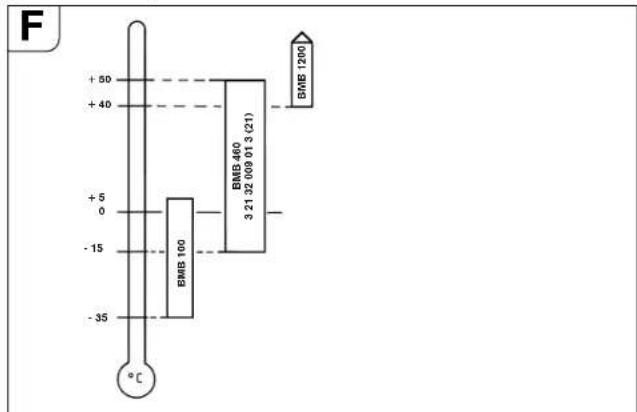
Las migunas con el indicativo de páris N34 (las cigras 3 y 4 aparecen en este caso en los digitos 9 y 10 del n de pedido 7 360 XX XX 34 X) se surten con BMB 100.
La caja del eje portaútilles se suministra de fabrica con el aceite ARAL Degol BMB 460. Desaconsejamos seriamente utilizar un aceite para engranajes不一样e.
Para la lubricación y el cuidado de superficies de deslizamente recomendamos aplicar grasas demarca para cojinetes de fricción exentes de acidos y resistentes al agua.
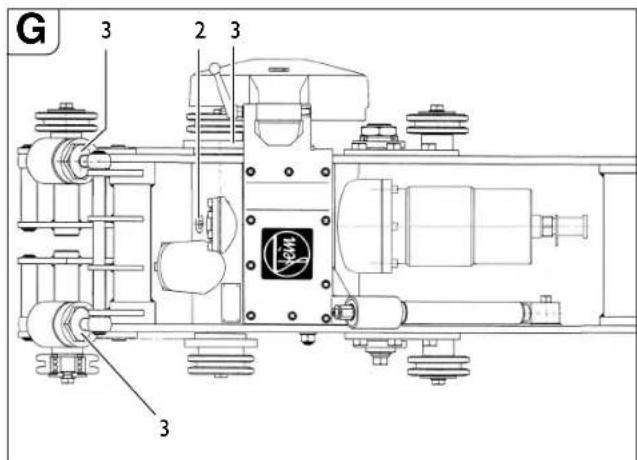
| Punto de lubricación Lubricante | |
| 2 (engranaje) Ver tabla Aceite lubricante | te para caja del eje portaútiles |
| 3 (superficies y roscas de desliza-miento) | Grasa para cojinetes de fric-cción |
Eliminación de fallos (tipos RSG ( ) y RSG Ex ( ) ).
| Fallo Causas posibles Medidas | ||
| Funcioncimiento discontinuo del motor y del uyil | Temperatura ambiente muy baja Utilizar | aceite para engranajes para bajas temperatas |
| Átil mellado Sustituir el uyil | ||
| No hay tensión de red Verificar la conexión | ón a la red y los dispositivos de conexión | |
| Tensión de red Incorrecta Verificar los parámetros de conexión a la red | ||
| Avance o arranque de material excessivo en una pasada | Adaptar el engranaje y/o reducir la profyidad de mecanizado | |
| Fuga de aceite en la caja de engranajes Localizar y eliminar la fuga; rellenar aceite | ||
| Temperatura excesiva del motorMotor Volver a activar el modulo de conexión 3 07 02 041 01 4 | ||
| Rueda de la cadena, defectuosa | Eslabón deteriorado Sustituir el eslabón | |
| Unión incorrecta de la cadena Examinar y corregir los+puntos de unión | ||
| Insercción incompleta del perno de la cadena | Insertar Completely el perno | |
| Trayectoria incorrecta del corte | Trayectoria Incorrecta del corte | Fresadora de tubos y cadena mal alineadas ver párrafo "Prepa-rativos en la fresadora de tubos (ver figura A)." en pagsa 58,y el párrafo "Fijación de la fresadora al tubo.", en pagsa 58 |
| Eje de guía no excéntico | Reajurar el bajo, ver párrafo "Ajuste del bajo." en pagsa 60 | |
| Átil mellado Sustituir el uyil | ||
| Tubo en posición inclinada o vertical, o tubo ovalado | Emplear el dispositivo de guiado, ver párrafo "Fijación de la fresadora al tubo." en pagsa 58 y el párrafo "Guiado lateral"en pagsa 68 | |
| Sobrecarga del uyil de corte | Adaputar el engranaje y/o reducir la profyidad de mecanizado |
es
| Fallo Causas posibles | Medidas | |
| Laquina no funciona o el rendimiento es insatisfactorio | No hay tensión de red Verificar la红线 en la red y los dispositivos de红线. | |
| No se conectó el interruptor Controlar el interruptor | ||
| El embarque resbala Adaptar el engranaje o dejar corregir el par de activación del embarque por FEIN | ||
| Vibraciones fuertes Velocidad de avance excessiva Adaptar el engranaje | ||
| Profydad de corte excessiva Subir el ↪ | ||
| Palanca de apriete (11) sin aparecer Apretar tuercas | ||
| Cadena destensada Verificar la红线 de la cadena | ||
| Util mellado Sustituir el ↪ |
Eliminación de fallos (ejecución RDG ( ) ).
| Fallo Causas posibles Medidas | ||
| Funcioncimiento discontinuo del motor y del uyil | Motor neumático congelado Usar un lubricante especial | |
| Átil mellado Sustituir el uyil | ||
| Presión insufiente Verificar la presión de aire comprimido (6 bar) | ||
| Motor neumático sucio, oxidado o con palettes desgastadas | Hacer reparar el motor por FEIN | |
| Avance o arranque de material excessivo en una pasada | Adaptar el engranaje y/o reducir la profydad de mecanizado | |
| Fuga de aceite en la caja de engranajes Localizar y eliminar la fuga; relllenar aceite | ||
| Eslabón deteriorado Sustituir el eslabón | ||
| Rueda de la cadena, defectuosa | Unión Incorrecta de la cadena | Examinar y corregir los+puntos de unión |
| Insercción incompleta del perno de la cadena | Insertar Completely el perno | |
| Trayectoria incorrecta del corte | Fresadora de tubos y cadena mal alineadas ver párrafo "Preparativas en la fresadora de tubos (ver figura A)." en pagsa 58, y el párrafo "Fijación de la fresadora al tubo.", en pagsa 58 | |
| Trayectoria incorrecta del corte | Trayectoria incorrecta del corte | Reajurar el bajo, ver párrafo "Ajuste del bajo." en pagsa 60 |
| Átil mellado Sustituir el uyil | ||
| Tubo en posición inclinada o vertical, o tubo ovalado | Emplear el dispositivo de guiado, ver párrafo "Fijación de la fresadora al tubo." en pagsa 58 y el párrafo "Guiado lateral" en pagsa 68 | |
| Sobrecarga del uyil de corte | Adaptar el engranaje y/o reducir la profydad de mecanizado | |
| Caudal de aire comprimido insufiente o nulo | Inspeccionar la instalación de aire comprimido en cuando a defectos u obstrucciones | |
| Laquina no funciona o el rendimiento es insatisfactorio | Paletas desgastadas | Cambiar las paletas |
| Lubricación insufiente del motor | Determinar el nivel de aceite en la unidad de tratamiento | |
| El embrague resbala | Adaptar el engranaje o estar corregir el par de activación del embrague por FEIN | |
| Vibraciones fuertes Velocidad de avance excessiva Adaptar el engranaje | ||
| Profydad de corte excesiva | Subir el uyil | |
| Tuercas (11) sin aparear | Apretar tuercas | |
| Cadena destensada | Verficar la tensión de la cadena | |
| Átil mellado Sustituir el uyil | ||
Unidad de tratatorio.
para ejaculation RDG (^**)
La vidautildeuna instalacionneumática depende esencialmente de la calidad de tratamiento del aire comprimido.
Por ello, en toda instalacion neumática se utilizen filtros y aceitadores por niebla integrados en unidades de tratamiento que requiren ser manejadas y mantenidas correctamente.
Instalación de la unidad de tratamiento
La instalación deben realizarse en el sentido de la flecha y lo más cerca possible del consumidor (distancia max. 10 m).
Filtro
El filtró de aire comprimido eliminía la humedad y las impurezas solidas del aire del compresor. El grado de filtración del filtró montado es de 40~ m . A peticion pueda Obtenerseiltros con un grado de filtración más fino.
Mantenimiento
Vaciae con regularidad los condensados por el tapon de purga.
Limpieza
Despresurizar la unidad de tratamiento y aflojar la copa de la bayoneta. Retirar el deflector y sacar el cartucho filtrante para limpiarlo o cambiarlo por uno nuevo. Enroscar el filtro+junto con la junta tórica. Montar la copa en la bayoneta.

iDanos materiales!
Las copas de plástico (policarbonato) solamente deben limpiarse con agua o bencina.
No nos responsabilizamos de los días derivados del incumplimiento de estas instrucciones.
Aceitadores por niebla
Estos lubricadores aportan una Fiona niebla de aceite al aire comprimido consiguiendo asi una lubricacion permanente y flable de las herramentas neumáticas.
El diafragma de aire que incorpora se adapta automatamente al caudal de aire.
La presión minima es de 0,5 bar.
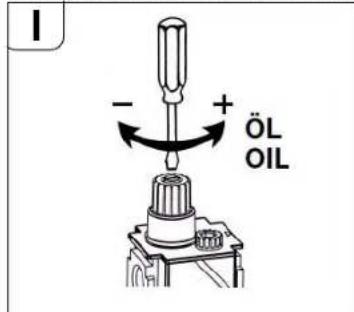
Ajuste
LaULDadeaceite,engotaspor minuto,puedeajustarseconel tornillo dosificador Paraelgoiralizquierda,vueltaaprox.,el tornillo del aceitador.Las gotaspuede verse por la mirilla.
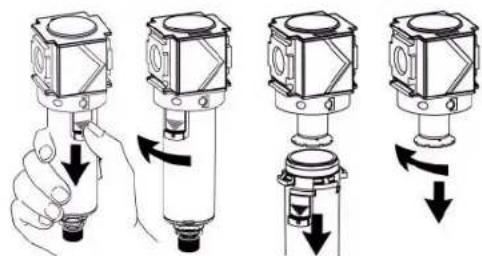
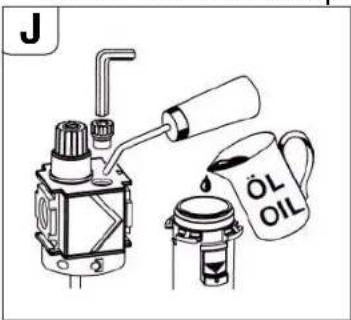
Manejo
En la Copa puede verse el nivel de llenado. El estrangulador que incorpora permitte rellenar la copa durante el funcionaimiento sin necessities deURTARelayo de aire comprimido.
- Desenroscar el tornillo de Ilenado.
- Llenar la copa de aceite sinemploi un ambudo.
- Alternativamente pode desmontarse la copa de la bayoneta y llenarse directamente con aceite. Volver a montar la copa
- Volver a cerrar la abertura con el tornillo dehlenado. El aceitador seswana en disposicion de functiOnamento.
Presión de servicios y temperatura max.
En filtros y lubricadores por Niebla de acelite con copas de plástico, la presión de servicios max. es de 16 bar hasta max. +30 °C y de 10 bar hasta max. +50 °C.
Emplear en la unidad de tratamiento los siguientes aceites:
para cargas leves hasta normales utilise aceite hidráulico con adi-
tivos anticorrosivos HLP/ISO-VG22 (n°de pedido 3 21 32 017 05 0 - 0,25 l), o
para cargas elevadas, utilise el aceite hidráulico con aditivos anticorrosivos HLP/ISO-VG46 (n° de pedido 3 21 32 006 01 7 -0,5 I).
Si pretende no usar laquina durante various mezos recomendamos aplicar previamente aceites anticorrosivos con propiedades HD (etapa de fallo: min. 8); p. ej., aceites para conservacion de motores "Mobilarma 524" (de la Empresa Mobil) o "Ensis 10W" (de laEmpresa Shell).
Si las conditiones de aplicación son desfavorables, las temperatas bajas (inferiores a +3 °C), y/o si el contenido de agua en el aire comprimido es alto, el motor可以选择 plagiarar a congelarse. Esto lo pueda Ud. evaporar si utilizes un descogelante lubricante usual en el之作 como, p. ej. "Kilfrost", o bien, "Renolin SDL 1808" en combinación con el recipiente metalico de launidad de tratamiento. Vacie primero las tuberías y el acietador. Evite que se entrenezmclen para no reducir, o incluso anular, el efecto anticongelante. No esnecessary eliminar lapellicula lubricante que queda.
■ Kilfrost Anti-Eis (de laEmpresa DEPRAG - n° de pedido 807287)
■ Kilfrost 400 (de laEmpresa Weyer Indutec)
iRenolin SDL 1808 (de la Empresa Fuchs) es un lubricante para aire comprimido, biodegradable, que peut utiliser de forma condicionada al colocar tuberías para agua potable! Por principio, observe al respecto la normativa, disponeciones legales eindicaciones de los fabricantes del lubricante.
Presión:
Una presión superior a 6 bar provocá desgaste. Una presión demandado bajo reduce el rendimiento.
Recomendamos la utilizacion de aire comprimido de lasuma ce calidad segun ISO 8573-1:
Clase Resi
Residuos de polvo Residuos de agua
duos de aceite
| [mg/m3] | Tamanode particula[μm] | Concentraciónmax[mg/m3] | Punto de rocloa presión[°C] | máx. Concentración[g/m3] |
| 5 | 1 | 5 | 8 |
Air
:
4
1
1
i
5
8
La garantía del producto se realiza de acuerdo a las regulaciones legales vigentes en el País de配音ación.
Fresas y accesorios.
Hojas de sierra

1

2

3
Forma 1, HSS, para el tipo de engranaje:
a,b - para el mecanizado de tubos de acero
Form 2, HSS, para el tipo de engranaje:
b - para el mecanizzato de tubos de fyfiction gris
Form 3, HSS, con dientes de metal duro, para el tipo de engranaje: b - para el mecanizado de tubos de fyciencia gris (tambien con revestimiento interior de cemento) y tubos de acero sin alar hasta 400N / mm^2
Estuche de transporte
Longitud x ancho × altitude
mm mm mm
1000×3800×639533901114007
Fresas de forma

30^
Forma en V, HSS, para el tipo de engranaje:
a - para el mecanizado de tubos de acero altoamente aleados
b - para el mecanizado de tubos de acero y de fycion gris, sin alear, con un grosor de pared max. de 10 mm y un diametro max. 1600 mm
0
A
no
esc
n°
e
B
P
F.de
1
de
edido
dientes
corte max
[mm][mm] [kg] Can
[mm]
125 25 1.58 37
30
63
08
160 30 32 36
30
63
08
160 30 3.3 36
37.!
63
08
180 42 55 36
27
62
08
180 42 4.9 36
30
63
08
m - 1 0 ;
Forma en U, HSS, para el tipo de engranaje:
a - para el mecanizado de tubos de acero altoamente aleados
b - para el mecanizado de tubos de acero y de fycion gris, sin alear, con un grosor de pared max. de 10 mm y un diametro max. de 1600 mm
Ancho Peso n° de c
Prof.de
N^ de pedido
[mm][mm][kg]
C:
nt
1
1,2,3 1,3,4 2,3,4 1,4,5 2,3,4 3,4 4,5 1,2,3 1,3,4 2,3,4 3,4 4,5 1,2,3 1,3,4 ( 2 + 3) ^2 = 8 + 2^2
[mm]
160
2,8
25
63
$ 08
089
00
7


| Ancho Peso | n° de cte. |
| [mm] [mm] [kg] | Cant |
| 160 25 | 2,8 40 |
160
2,8
2
63
$ 08
08
0
7




Kit de fresas, HSS, para el tipo de engranaje:
a - para el mecanizado de tubos de acero altoamente aleados
b - para el mecanizzato de tubos de acero y defundacion gris, sin
alear, con un grosor de pared max. de 10 mm y un diametro max.
de 1600mm
Ancho Peso n° de
B Prof. de
corte max
N° de pedido
corte max
[mm] [mm] [kg] Cant [^] [mm]
15430,52,532302563508099020
Fresas de forma especials para otros temas de material y geometria de corte diferente, a petecion
Eslabón
10 Eslabones × 63.5mm = 635mm
N° de pedido 3 02 31 01 3 02 7
I Eslabon × 31.75mm
N° de pedido 30231029002
Perno de recambio
N° de pedido 3 02 17 216 00 4
Anillo de seguridad de recambio
N° de pedido 4 26 34 020 00 5
CuñasSeparatedasdeacero
N° de pedido 63305006008
CuñasSeparatedas de material "antichispas"
N° de pedido 63305013002
Accesorios que se adjuntan
| N° de pedido Canti-dad | Denominación |
| 3 39 01 114 00 7 1 | Estuche de transporte |
| 3 39 01 031 00 1 1 | Maletín de transporte |
| 3 21 22 007 01 7 1 | Manivelà |
| 6 29 01 016 00 2 1 | Llave fija de una boca, enterocaras 46 |
| 6 29 03 010 00 6 1 | Llave fija de una boca, enterocaras 55 |
| 3 12 07 333 01 0 1 | Tensor de capena |
| 6 29 11 010 00 0 1 | Llave anular, 17/19 |
| 6 29 06 013 00 5 1 | Llave de tubo, enterocaras 46 |
| 3 02 31 029 00 2 10 | Cadena de rodillos |
| 3 02 17 216 00 4 20 | Perno |
| 4 26 34 020 00 5 40 | Anillo de seguidad |
| 6 33 05 006 00 8 10 | Cuña extractora solamente en RSG 1500 A/B (**) , RDG 1500 A/B (**) |
| 6 33 05 013 00 2 5 | Cuña extractora de material "anti-chispas" solamente para RSG Ex 1500 A/B (**) |
| 3 07 02 041 01 4 1 | Módulo de conexión, solamente solamente para RSG 1500 A/B (**) , RSG Ex 1500 A/B (**) |
| N° de pedido Canti-dad | Denominación |
| 3 21 74 009 00 1 1 | Elinga redonda |
| 3 21 74 010 00 3 1 | Elinga redonda |
| 3 07 28 188 00 8 | Enchufe de empalme CEE, solamente para RSG 1500 a/b (**)RSG Ex 1500 a/b (**) |
| 3 21 32 006 01 7 1 | Bote de aceite, solamente para RDG 1500 A/B (**) |
| 3 27 15 129 02 0 1 | Unidad de tratamiento ensamblada, solamente para RDG 1500 A/B (**) |
| 3 14 14 001 02 3 1 | Manguera ensamblada, solamente para RDG 1500 A/B (**) |
| 3 02 31 035 02 0 | 1 Cadena |
| 3 02 16 166 01 0 1 | Perno |
| 3 40 56 026 00 0 1 | Discos de insertión |
Accesorios OPCIONALES
| N° de pedido Canti-dad | Denominación |
| 3 02 31 013 02 7 1 | Cadena de 10 elabones |
| 4 26 34 020 00 5 1 | Anillo de seguidad |
| 3 02 17 216 00 4 1 | Perno |
| 4 30 12 051 12 2 1 | Tornillo calibrado |
| 6 33 05 013 00 2 | Cuña extractoría especial "antichis-pas" |
| 3 07 09 022 01 2 1 | Cable para conexión electrónica |
| 9 12 01 002 00 4 | Dispositivo neumático de lubricación y refrigeración (DKSE) |
| 3 24 33 027 01 7 1 | Piezas de conexión para DKSE (placa ensam.) |
| 3 27 15 129 02 0 1 | Unidad de tratimiento ensamblada, solamente para RDG 1500 A/B (**) |
| 9 26 01 023 02 3 1 | Compresor para DKSE |
| 3 14 14 055 00 2 1 | Manguera PA-DL completa para compresor |
| 4 11 36 005 01 9 1 | Manguito de acoplimiento |
| 3 02 31 035 02 0 | 1 Cadena |
| 3 02 16 166 01 0 1 | Perno |
| 3 40 56 026 00 0 1 | Discos de insertión |
Dispositivo neumático de lubricación y refrigeración 9 12 01 002 00 4
Debido a las elevadas velocidades de corte y de avance que pueda consequences con la fresadora de tubos es你需要 refrigerar y lubricar los utiles al mecanizar acero. El dispositivo neumático de lubricación y refrigeración pulveriza y evaporora el refrigerante-lubricante por las boquillas montadas en la fresadora de tubos obtiene como permanece una buena refrigeración y lubricación. Además, se evita la contaminación del sueño obtenida al aportar taladrina a mano.
Como liquido refrigerante-lubricante recomendamosemployar BIO-CUT 3000. Es un nuevo lubricante de alto rendimiento, totalmente sintetico, que dispone de una adherencia y de un efecto refrigerante excellentes, es hidrosoluble, biodegradable y de bajo consumo (dependiendo del ajuste hasta aprox. 0,3dm^3 por boquilla).
BIOCUT 3000 no contiene sustancias nocivas para la salute. Cumple con las exigencias de la Asociacion alemana DVGW.
Todas las sustancias que contiene, cumplen con las direcrices de la FDA (Food and Drug Administration) y de la Farmacopea Alemana (DAB)actualmente vigentes.
El lubricante puede adquirirse en: Lubricante BLOCUT 3000 para temperatas hasta 0^
1L-32132039000
5L-32132040000
Lubricante resistente al frío para temperatas hasta -25°C:
1L-32132042000
5L-32132043000
Fa. Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
Tel. +49 (0) 721/45 05 55
Para poder aplicar el dispositivo neumático de lubricación y refrigeración en lasjecuciones para corriente trifísica RSG ( )
RSG Ex (^**) se precise un compresor con el n^ deledo FEIN
9 26 01 023 02 3 que dispone de un caudal de aspiración aprox. de 130 l/min.
Piezas de recambio (E1).
La lista de piezas de recambio actual la encontrar en internet bajo www.fein.es.

ru
69
HCTpykunno no 3Kcnayataunn.
TexHnueckne DaHHbIe.
Tpy6ofopeepnMaHHa c 3eKtpponpBOOm:
Homep 3a3a3a7 360 ... 7 360 ...
TnRSG Ex 1500 A (^) RSG Ex 1500 B (^)
Homep 3a3a3a7 360...7 360...
06uye yka3aHn no 6e3oNaChocTn.
BHIMAHIE! PpOHTHe Bce npBBeHbIe HNKe yKa3aHHa. Oun6Kn, COBepWeHHbIe 13-3a Heco6AoDEHn 3TNx Yka3aHH, MORYT pINBEcTI K NOPaXeEHnIO 3AEKTPOTOKOM, NOXApY HAN TKEAbIM TpaBMam. PpIMeHReMOE B DaAHeWem NOHrTHe «Tpy6oPepe3epHa MaUNHa? pacpocCTpaHReTcHa Tpy6oPepe3epHbIe MaUNHbI c 3AEKTPOpPnBODOM H C INHEBMONIPBODOM.
I. Pa60ee MecTo.
a) CoepKHTe pa6ooye MeTO B uHCTOte, cyXocTH N BCERda y6npaTe erO. BeCnOpRAOK n IAOxOE OCBeueHne MOryT npHBecrN K HechacThbIM CAYaM.
b) 06ecnebyte 6e3oNaChocb B pa6oey 30he! He aOnyckatb ATeen NIOCTOPOHnHx Anu 6An3KO pa6Otaioue Tpy6oΦpe3epHO MaWnHE. Pn OTBaeHuHN Bbl MoKeTe NOtepaTb KOHTPOAb HaT py6oΦpe3epHO MaWnHOI.
2.3AekTpo6e30nacHocTb Tpy6oΦpe3epHbIX MaunH C 3AekTPOPNBOOM
a) HnKoHm 06pa3OM HeAb3r N3MeHrTb 3AekTpueckoe npuCOeAHHeHHe.
b) 3aunuainte 3eKtpokabeNoAIOHHeN0B3dCTBnBbICOKHX Tempeatyp, Macaa, OCTpbIX KpOMOK, BpaAioUxxCra NABrAIOUHXcyaTei. NoBpeXeHHbIe Hn NpeXeCTHyTbe Ka6eAn NoAIOKooHHeN NOBIIaIOT PCK NopaxKeHn 3eAeKTPoTOKOM.
c) Bepernte 3AektpoPBOOky OT 3aueMaEHn.
d) ECn HeA3a H36eKaTb HCNoA3oBaHnna 3aekTpOmHCTpyMeHTa BO BAAxHOcpeDe, nOAb3yIteCb yCTpoiCTBOM 3aunTHoro OTKAIOUeHHn. IVcnoA3oBaHnne 3aunTHoro ycToPcTBa OTKIAOUEHHy MeHbwaet PNCK NopaxHeHHa 3AEKTpUHECKHM TOKOM.
3. Be3oNaChOcTB B 06paueHH C cKaTbIM BO3aYXOM.
a) PeryA npoBepnTe noaCy cKaTOrO Bo3dyxa. 3aunuaiTe 111Hr OT n3r60B, nepeKIMOB, BO3eCTBnB BbICOKX TEmnepatyp n octpblx kPOMok. Kpenko 3atraNBaIte XOMyTHKn 111HaHra. NObpeKaeHHble IaAHn H MyfTb HeMeDAeHNO peMOHTnpOBaTB. PnH HeNCpABHOCTn CnCTembl NTaHn CkTaBIM Bo3dYOM HAnOpHbM aHaHr MOKeT Pe3KO 6ntB B npocTpaHCTBe H pNBeCTN K TaBMaM. POaHtAra PbIb HAN CTpyKMA MOrTy NPiBECTN K PaHeHNAM Iaa3.
4. Be3oNaChOCTb AIODei.
a) Byabe TBHMaTeAbHbIMn, CaeAHTe 3a pa6oToMaaHbI, BeAHTe ce6pa3yMHO npn pa6ote Tpy6oep3epHO MAHNBO He pa6oTainCT pTy6oep3epHO MaHNHO B yctAOM COCTOHN, IOA BAHNHEm HApKOTNKB, CInpTHBIX HAHTKOB HAM AeKapCTB. OHO MHOBeHHe HEBHMaTeAbHocTN PnPa6ote c Tpy6oep3epHO MaHNHO MOKeT PnBecT N K TjXeABIM TpaBMam.
b) NcnoAbyte CpeACTBa HnABnBuAaBHO 3aunTbI. CpeAcTBa HnABnBuAaBHO 3aunTbI, HAp., 3aunTHbIe OyKn (HOCHTb BCerda!), PecnpaTopHa MaKa, 3aunTHa 6yBb Ha HeCKoA3Ko IIOAOWBe, 3aunTHyo KACKy I CpeAcTBA 3aunTbI opraHO B CAYxA, B 3aBNCMOCTN OT cNoCOba PpIMHeHr Tpy6oΦpe3epHO MaHNbI CHNXaOT PNCK TpaM.
c) N36eraiTe HnpeHaMepeHHoro BkIoUeHHe. Y6eAnTeCb, yTo rAaBbHb BbIKAOHTaeBa Ha 6AoKe KOMMyTaIOHOHBIX npIbOpOB, AOIOAHNTeABHb BbIKAOHTaeBa HAI WApOBoi KpaH HxOaTcB B NOoKeHN 3BbIKAN. YcTaHOBnte PbIar nepeKIAOHeHn
CKOPoCTN NOaunB NoAOxKeHne 301 AAR OTKaIOUeHnA
NepeBHXeHnBnpeA, PpexJaYe NIOKAIOuATb
TPy6OoPep3epHyIO MaunHy K 3AeKTOpcETn HAn Cetn CkAtoro
BO3aYxa. IIOKAIOUeHnBEKIOUeHHO Tpy6oOpe3epHO
MaunHbI K 3AeKTOpcETn HAn Cetn CkAtoro BO3aYxa MoKet
PNHBcTn K HeCHaCTbHM CAYaAM.
d) IpeA BKAIOUeHnEM Tpy6oOphi3epHO MaunHbI yAAANTb IHCTpyMeHTb HAcTPOINu CmEHbI pexyueero IHCTpyMeHTa. IHCTpyMeHT MAn KIAOU, OCTaBAeHHbI Ha BpaAuaUeMCA y3AE Tpy6oOphi3epHO MaunHbI, MoKeT npHBecn K TpaBMAM.
e) He nepeoueHbAte ce6a. 136eraTe HeecctBeHHoro NOAOXKeHn TcA. 3aHmaiTe yToHNoBHe N B AIO6oe Bpem AepKnte paBHOBecne. B TAKOM NOAOXeHN Bbl MOxKeTe Auywe KOHTPOAnPoBaTb Tpy6oOpe3epHyO MaunHbI B HEOXNDAHHbx CNTyauNX.
f) Hocnte noaXoAryIO oEeMy. He hocnte wipokyo OeKMy nn ykpaeeHn. AepKHTe BOACbI, OeKAY n nepaTKn NOaAlwe OT ABnraOuixxCraCTeN. WnpOKa OeKDa, YkpaeeHn nn dnnHbte BOACbIMorTy 6blTb 3aTHyTbI ABnraOuHmncractMn.
g) Aa pyHOn TpaHCnOpTnOBKn Hn HaAaXnBaHN 3aekTPOINHCTpyMeHTaO63aTeAbHo Tpe6yeTcBA YaeAOBeKa.
h) He noaraTecb Ha AxHHeue yBCTBO 6e3OnaCHOCTn BCerDa cO6AIOAaTe Yka3AHNo TExHNKe 6e3OnaCHOCTN DAy 3AEKTPoHnCTpyMeHTOB, DaXe ECAN Bbl yXe MHOro pa3 HcNOAb3OBAAn DAHHbI 3AEKTPoHnCTpyMeHT XOpOio C Hm 3HaKOMbl. HeBHnMaTeA,bHOe OpaueHne MOXet 3a DOAn CeKYAbI npNBecTH K TAAKeAbIM TpaBMam.
5. Pa6oTa c MaunHoi.
a) He neperpykaite Tpy6oΦpe3epHyIO MaunHy. PnmuHenTe Apa60bI npabHbHbI pexyuiu HcTpyMeHT. C nOmoUbIO npabHbHO Bbl6paHHoro pexyueo HcTpyMeHTa Bbl BblnoAHHe pa60Ty 6bICTpee N 6eONaChee.
b) He npimehnre Tpy6oep3epHyIO MaunHy c HecnpaBbIM BbIKAOHTAEm NAn 7apOBbIM KpaHOM. Tpy6oep3epHa MaunHa, KOtOpAe He BkAIOuaeTcN AN He BblKIAOuaeTcOnaCha N DOxKa 6bItb OtpmoHTIpObaHa.
c) O haala pa6oT no HactpoKe I m CmeHe pexyueero INCTpymEnTA OTKAIOHTe NOaCy 3HeprN K MaunHe. 3Ta Mepa npeOocToPOXHOCTn PpeOTBpaUaET HnpEHaMepeHHb 3anyck Tpy6ofope3epHO MaunHb
d) He onyckaIte K pa6Ote C Tpy6oΦpe3epHO MaunHOH AN, KOtOpBle He 3aKOMbl C HEn Hn HcHTaHn HAcTOruX yKa3aHm. Tpy6oΦpe3epHbIe MaunHbI ONaChbI B pykax HEonblTHbIX AIOdei.
e) PeryAepHO BbIOAnHnTe TexHnueckoe 06cayKnBaHne Tpy6oep3epHO MAHNbI. IpOBepaTte Tpy6oep3epHyO MaunHy Ha IpeAMET BO3MOXKnBIX NOBpEXdEHH N HAUNHe npOuHX pKaTOpOB, KOToPbIE MOYr HeraTHBHO OTPa3NtBCr Ha EKnAYaTaunn Tpy6oep3epHO MAHNbI. HEnCnPaBHAR Tpy6oep3epHa MaHNHa DOANKHa 6bITb OTpeMOHTPOBaHa DO HauAAA pa6Otbl. BoAbuOE YNCAO IpeADTbpATmBIX HeCuaCThBIX CAYaEB IMeOT CBOE HauAA B IAOXOM Texo6cayKnBAHH Tpy6oep3epHBix MAHNH.
f) CoAepKaTaB pexyuHn HcTpymb B OcTpOM n HcTOM COCToAHm. TuaTeaBHO yXoxKeHHbI pexyuHn HcTpymeHT C OCTpbIM npexyuHmKpOMkAMn pa6OtaeT Auywe n 6e3onachee.
g) NcnoAo3yIte Tpy6ofope3epHykoMaunHy, npHnHaAeKHOCTN, pexkyuine HnCTpyMeHTbI n T. A. B COOTBeTCTBm C yka3aHnRM DaHHoro pyKOBOAdCTBa NO 3KcNAYaTuAU, YHtBIBa PnN 3OM YCAOBn pa6ObTI b HbA, BblIOANHEMOnePAUIN. NcnoAo3oBaHne Tpy6ofope3eHOH MaunHbI dAa BblIOANHeHnApYTHx, He npdeAcMOTehhIx AAA ee 3KcNAYaTuAU onePAUIN, MOKeT npNBecTH K BO3HNKHOBEHIO ONaChbIX cHTyaUIN.
h) CoepKHTe pyKN H pyKOATKN B CYXOM NHCToM COCTOHN H CBOEbpemHNO ydaAANTe NnonABWIO HA HNX KNYIO KOHCnCTeHTHYIO cMa3Ky. CkOaB3Kne pyKn
ru
71
HpyKoRrKn He No3BoAIAOT 6eOtonaCHO 3KcNAYaTHPOBaTb H KOHTPOAnPObaTb 3AEKTPOHnHCTpyMeH B HEnpeABnDEHHbIX CHTyaUNx.
6. CepBnchoe 06cayKnBaHne.
a) Pemont Tpy6oΦpe3epHoi Maunnbl pa3peuaeTcBbIOAHAHTb ToABKO KBAAMHINPOBaHHOMy NepcoHaAY NTOABKO C pIMHeHHEM OPHNHaABhBX 3aNaChbIX qacte. 3TNM o6ecneYBaETc8eONaCHOCTb 3AEKTPOHHCTpymentHa.
CneuHaBbIe yKa3aHnNo 6e3oNaChocTn AAn Tpy6oΦpe3epHbIX MaunH.

Onachoctb TpaBMPOBaHn
TpaHcnpTppyTe Tpy6oep3epHyMoAunHy TOABKO pN NOMOHNIOAbEMhBx YCTPOCTB HAN BBOEM.
PnBBeAeHN B3KcNayatauHIO,BO BpEmpa6oTbI npIn TexO6cAYXkBaHH Tpy6ofope3epHO MaunHbI co6aIOaTe HauNoHaabHbe PpABAA TeXhNK 6eOnaCHOCTn.
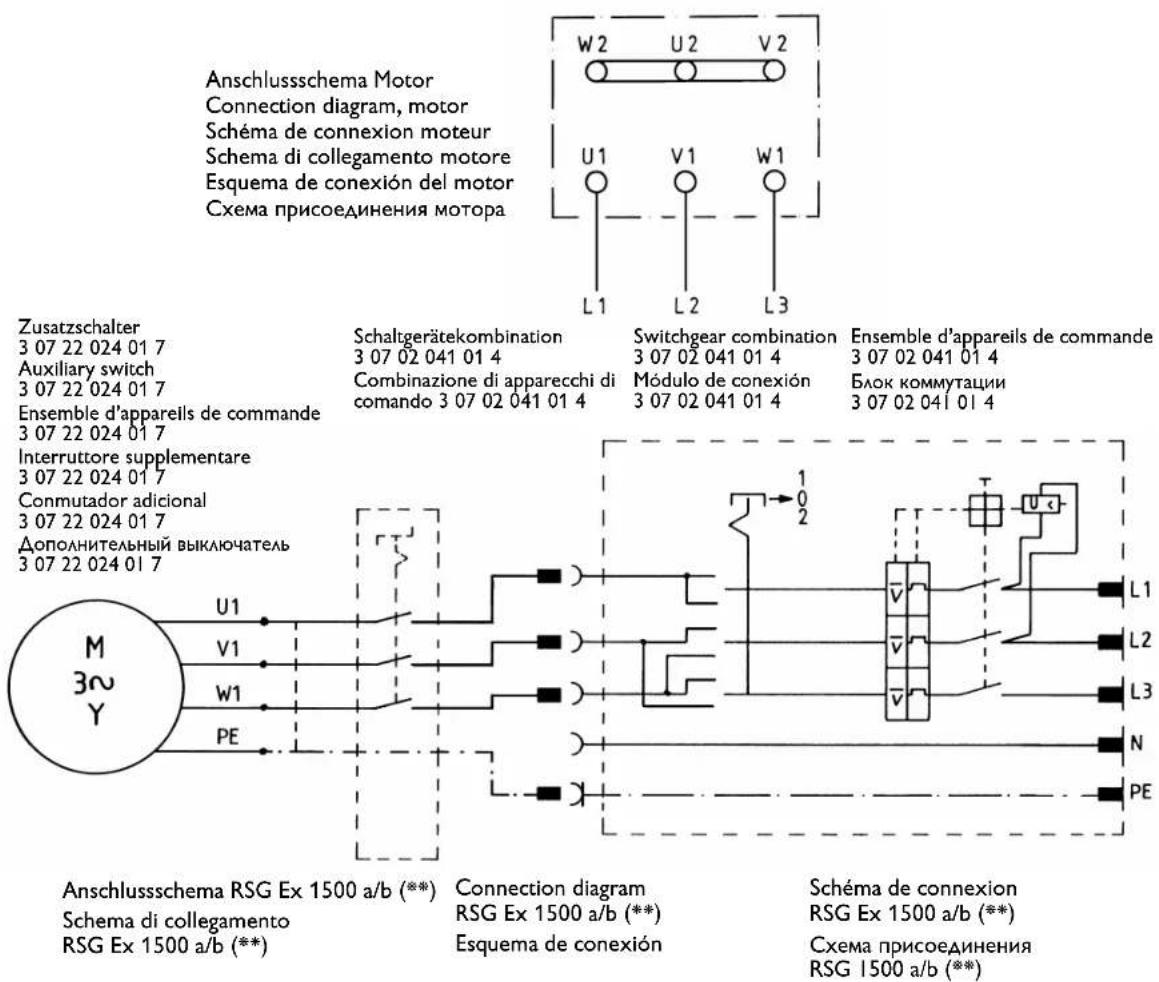
Esquema de conexión del motor
Cxema npncoeaHHeHa MoTopa
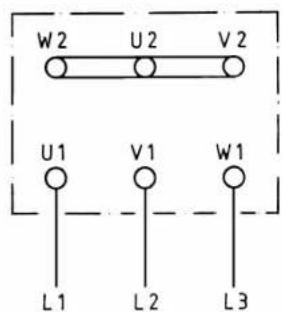
Esquema de connexion
RSG 1500 a/b (^**)
Scheme de connexion
RSG 1500 a/b (^**)
Cxema npncoeHHeHHa
RSG 1500 a/b ( )
RSG Ex (^**)







- Ha pycckom 3bike
- Fresadora de tubos electrica:
- Fresadora de tubos neumática:
- Utilización reglamentaria de fresadoras de tubos.
- Directriz de la CE 94/9EG ATEX (Atmospheres Explosibles)
- De una ojeada.
- Para su seguidad.
- Indicaciones de seguridad generales.
- Puesto de trabajo.
- Seguridad eletrica.
- Seguidad en el trabajo con aire comprimido.
- Seguridad personal.
- Utilación.
- Servicio.
- Indicaciones de seguridad espécificas para fresadoras de tubos.
- Riesgo de lesión
- es
- Fresadoras de tubos actionadas electricamente [esto RSG] (**)
- Fresadoras de tubos actionadas neumátamente (Grupo RDG [**]).
- Modo de funciona [ver figura A].
- Antes de la puesta en funciona.
- Preparativos en el tubo a procesar.
- Preparativos en la fresadora de tubos (ver figura A).
- Fijación de la presadora al tubo.
- Colocacion de las capenas de elabones.
- Tensado de las capenas de elabones (ver figura A).
- iPeligro de accidente!
- Montaje de los utiles de corte.
- Riesgo de lesion
- Puesta en marcha.
- Fresadora de tubos deexecution con proteccion parcial contra explosion:
- Peligro de explosión
- Manejo.
- Proceso de arranque
- Retrociso de las fresadoras de tubos [RSG [**] / RSG Ex [**] ].
- iDanos materiales!
- Indicaciones para la refrigeracion.
- Aténgase a lasindicaciones/advertencias del fabricante del refrigerante empleado
- Ajustedelcursor.
- Sujeción de la fresa de tubos.
- Ejempio:
- Sistema de guiado mediante capena
- iAtencion pilgrgo de accidente!
- Trabajos finales tras cada aplicacion.
- En fresadoras neumáticas:
- Almacenaje de la fresadora de tubos.
- Mantenimiento y reparación.
- Realizacion del mantenimiento y reparacion.
- Indicaciones generales
- Cuidado de las cadenas
- iPeligro de accidente!!
- Caja del eje portaútiles
- Verificacion del nivel de aceite del engranaje
- Observación:
- Cambio de aceite del engranaje
- Motor neumático
- Dispositivo de avance delutil (ver figura A)
- Desmontaje:
- Montaje:
- Dispositivo de sujeción
- Lubricantes y plan de lubricacion
- Lubricantes para el motor neumático
- Eliminación de fallos (tipos RSG ( ) y RSG Ex ( ) ).
- Unidad de tratatorio.
- para ejaculation RDG (**)
- Instalación de la unidad de tratamiento
- Filtro
- Mantenimiento
- Limpieza
- Aceitadores por niebla
- Ajuste
- Manejo
- Presión de servicios y temperatura max.
- Presión:
- Fresas y accesorios.
- Hojas de sierra
- Fresas de forma
- Eslabón
- Perno de recambio
- Anillo de seguridad de recambio
- CuñasSeparatedasdeacero
- CuñasSeparatedas de material "antichispas"
- Accesorios que se adjuntan
- Accesorios OPCIONALES
- Dispositivo neumático de lubricación y refrigeración 9 12 01 002 00 4
- Piezas de recambio (E1).
- TexHnueckne DaHHbIe.
- 06uye yka3aHn no 6e3oNaChocTn.
- Pa60ee MecTo.
- 2.3AekTpo6e30nacHocTb Tpy6oΦpe3epHbIX MaunH C 3AekTPOPNBOOM
- Be3oNaChOcTB B 06paueHH C cKaTbIM BO3aYXOM.
- Be3oNaChOCTb AIODei.
- Pa6oTa c MaunHoi.
- CepBnchoe 06cayKnBaHne.
- CneuHaBbIe yKa3aHnNo 6e3oNaChocTn AAn Tpy6oΦpe3epHbIX MaunH.
- Onachoctb TpaBMPOBaHn
Marca : Fein
Modelo : RSG 1500 B
Categoría : Fresadora