M1 Auto - Welding machine GYS - Free user manual and instructions
Find the device manual for free M1 Auto GYS in PDF.

User questions about M1 Auto GYS
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Welding machine in PDF format for free! Find your manual M1 Auto - GYS and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. M1 Auto by GYS.
USER MANUAL M1 Auto GYS
Balancing arm only (ref. 059276)
MODE "MANUAL" (FIG V)
Read and understand the following safety recommendations before using or servicing the unit. Any change or servicing that is not specified in the instruction manual must not be undertaken.
The manufacturer is not liable for any injury or damage caused due to non-compliance with the instructions featured in this manual. In the event of problems or uncertainties, please consult a qualified person to handle the installation properly.
ENVIRONMENT
This equipment must only be used for welding operations in accordance with the limits indicated on the descriptive panel and/or in the user manual. The operator must respect the safety precautions that apply to this type of welding. In case of inadequate or unsafe use, the manufacturer cannot be held liable for damage or injury.
This equipment must be used and stored in a place protected from dust, acid or any other corrosive agent. Operate the machine in an open, or well-ventilated area.
Operating temperature:
Use between -10 and +40^ (+14 and +104^)
Store between -20 and +55^ (-4 and 131^
Air humidity:
Lower or equal to 50% at 40^ (104^)
Lower or equal to 90% at 20^ (68^)
Altitude:
Up to 1000 meters above sea level (3280 feet).
PROTECTION OF THE INDIVIDUALS
Arc welding can be dangerous and can cause serious and even fatal injuries.
Welding exposes the user to dangerous heat, arc rays, electromagnetic fields, noise, gas fumes, and electrical shocks. People wearing pacemakers are advised to consult with their doctor before using this device.
To protect oneself as well as the other, ensure the following safety precautions are taken :

In order to protect you from burns and radiations, wear clothing without cuffs. These clothes must be insulated, dry, fireproof and in good condition, and cover the whole body.

Wear protective gloves which guarantee electrical and thermal insulation.

Use sufficient welding protective gear for the whole body: hood, gloves, jacket, trousers... (varies depending on the application/ operation). Protect the eyes during cleaning operations. Do not operate whilst wearing contact lenses.
It may be necessary to install fireproof welding curtains to protect the area against arc rays, weld spatters and sparks.
Inform the people around the working area to never look at the arc nor the molten metal, and to wear protective clothes.

Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit (the same applies to any person in the welding area).
Stay away from moving parts (e.g. engine, fan...) with hands, hair, clothes etc...
Never remove the safety covers from the cooling unit when the machine is plugged in - The manufacturer is not responsible for any accident or injury that happens as a result of not following these safety precautions.

The pieces that have just been welded are hot and may cause burns when manipulated. During maintenance work on the torch or the electrode holder, you should make sure it's cold enough and wait at least 10 minutes before any intervention. The cooling unit must be on when using a water cooled torch in order to ensure that the liquid does not cause any burns. ALWAYS ensure the working area is left as safe and secure as possible to prevent damage or accidents.
WELDING FUMES AND GAS

The fumes, gases and dust produced during welding are hazardous. It is mandatory to ensure adequate ventilation and/or extraction to keep fumes and gases away from the work area. An air fed helmet is recommended in cases of insufficient air supply in the workplace.
Check that the air intake is in compliance with safety standards.
Care must be taken when welding in small areas, and the operator will need supervision from a safe distance. Welding certain pieces of metal containing lead, cadmium, zinc, mercury or beryllium can be extremely toxic. The user will also need to degrease the workpiece before welding.
Gas cylinders must be stored in an open or ventilated area. The cylinders must be in a vertical position secured to a support or trolley.
Do not weld in areas where grease or paint are stored.
FIRE AND EXPLOSION RISKS

Protect the entire welding area. Compressed gas containers and other inflammable material must be moved to a minimum safe distance of 11 meters.
A fire extinguisher must be readily available.
Be careful of spatter and sparks, even through cracks. It can be the source of a fire or an explosion.
Welding of sealed containers or closed pipes should not be undertaken, and if opened, the operator must remove any inflammable or explosive materials (oil, petrol, gas...).
Grinding operations should not be directed towards the device itself, the power supply or any flammable materials.
GAS BOTTLE

Gas leaking from the cylinder can lead to suffocation if present in high concentrations around the work area.
Transport must be done safely: Cylinders closed and product off. Always keep cylinders in an upright position securely chained to a fixed support or trolley.
Close the bottle after any welding operation. Be wary of temperature changes or exposure to sunlight.
Cylinders should be located away from areas where they may be struck or subjected to physical damage.
Always keep gas bottles at a safe distance from arc welding or cutting operations, and any source of heat, sparks or flames.
Be careful when opening the valve on the gas bottle, it is necessary to remove the tip of the valve and make sure the gas meets your welding requirements.
ELECTRIC SAFETY

The machine must be connected to an earthed electrical supply. Use the recommended fuse size.
An electrical discharge can directly or indirectly cause serious or deadly accidents .
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, earth cable, cables, electrodes) because they are connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Do not touch the torch or electrode holder and earth clamp at the same time.
Damaged cables and torches must be changed by a qualified and skilled professional. Make sure that the cable cross section is adequate with the usage (extensions and welding cables). Always wear dry clothes in good condition, in order to be insulated from the electrical circuit. Wear insulating shoes, regardless of the environment in which you work in.
For the United States and Canada, refer to the standard CAN/CSA-W117.2 concerning the protection against personal dangers for operators or persons working in close proximity of the welding machine (electric shock, fumes, gas, arc radiation, hot metal, sparks and noise).
EMC CLASSIFICATION

These Class A devices are not intended to be used on a residential site where the electric current is supplied by the public network, with a low voltage power supply. There may be potential difficulties in ensuring electromagnetic compatibility on these sites, because of the interferences, as well as radio frequencies.
This equipment (T1 GYS AUTO & T3 GYS AUTO) complies with IEC 61000-3-12, provided that the power of the short-circuit Ssc is equal to or greater than 1.4 MVA at the interface between the machine and the mains power network. It is the responsibility of the installer or user of the equipment to ensure if necessary by consulting the operator of the mains electricity, that the equipment is only connected to a power supply where the power of short-circuit ssc is equal to or greater than 1.4 MVA.
This equipment (M1 GYS AUTO & M3 GYS AUTO) does not comply with IEC 61000-3-12 and is intended to be connected to private low-voltage systems interfacing with the public supply only at the medium- or high-voltage level. On a public low-voltage power grid, it is the responsibility of the installer or user of the device to ensure, by checking with the operator of the distribution network, which device can be connected.
ELECTROMAGNETIC INTERFERENCES

The electric currents flowing through a conductor cause electrical and magnetic fields (EMF). The welding current generates an EMF field around the welding circuit and the welding equipment.
The EMF fields may disrupt some medical implants, such as pacemakers. Protection measures should be taken for people wearing medical implants. For example, access restrictions for passers-by or an individual risk evaluation for the welders.
All welders should take the following precautions in order to minimise exposure to the electromagnetic fields (EMF) generated by the welding circuit::
- position the welding cables together – if possible, attach them;
- keep your head and torso as far as possible from the welding circuit;
- never enroll the cables around your body;
- never position your body between the welding cables. Hold both welding cables on the same side of your body;
- connect the earth clamp as close as possible to the area being welded;
- do not work too close to, do not lean and do not sit on the welding machine
- do not weld when you're carrying the welding machine or its wire feeder.

RECOMMANDATIONS TO ASSES THE AREA AND WELDING INSTALLATION
Overview
The user is responsible for installing and using the arc welding equipment in accordance with the manufacturer's instructions. If electromagnetic disturbances are detected, it is the responsibility of the user of the arc welding equipment to resolve the situation with the manufacturer's technical assistance. In some cases, this remedial action may be as simple as earthing the welding circuit. In other cases, it may be necessary to construct an electromagnetic shield around the welding power source and around the entire piece by fitting input filters. In all cases, electromagnetic interferences must be reduced until they are no longer bothersome.
Welding area assessment
Before installing the machine, the user must evaluate the possible electromagnetic problems that may arise in the area where the installation is planned.
In particular, it should consider the following:
a) the presence of other power cables (power supply cables, telephone cables, command cable, etc...) above, below and on the sides of the arc welding machine.
b) television transmitters and receivers;
c) computers and other hardware;
d) critical safety equipment such as industrial machine protections;
e) the health and safety of the people in the area such as people with pacemakers or hearing aids;
f) calibration and measuring equipment
g)The isolation of the equipment from other machinery.
The user will have to make sure that the devices and equipments that are in the same room are compatible with each other. This may require extra precautions;
h) make sure of the exact hour when the welding and/or other operations will take place.
The surface of the area to be considered around the device depends on the building's structure and other activities that take place there. The area taken in consideration can be larger than the limits determined by the companies.
Welding area assessment
Besides the welding area, the assessment of the arc welding systems installation itself can be used to identify and resolve cases of disturbances. The assessment of emissions must include in situ measurements as specified in Article 10 of CISPR 11. In situ measurements can also be used to confirm the effectiveness of mitigation measures.
RECOMMENDATION ON METHODS OF ELECTROMAGNETIC EMISSIONS REDUCTION
a. National power grid : The arc welding machine must be connected to the national power grid in accordance with the manufacturer's recommendation. If interferences occur, it may be necessary to take additional preventive measures such as the filtering of the power supply network. Consideration should be given to shielding the power supply cable in a metal conduit. It is necessary to ensure the shielding's electrical continuity along the cable's entire length. The shielding should be connected to the welding current's source to ensure good electrical contact between the conduct and the casing of the welding current source..
b. Maintenance of the arc welding equipment : The arc welding machine should be be submitted to a routine maintenance check according to the manufacturer's recommendations. All accesses, service doors and covers should be closed and properly locked when the arc welding equipment is on.. The arc welding equipment must not be modified in any way, except for the changes and settings outlined in the manufacturer's instructions. The spark gap of the arc start and arc stabilization devices must be adjusted and maintained according to the manufacturer's recommendations.
c. Welding cables : Cables must be as short as possible, close to each other and close to the ground, if not on the ground.
d. Electrical bonding : consideration should be given to bonding all metal objects in the surrounding area. However, metal objects connected to the workpiece increase the risk of electric shock if the operator touches both these metal elements and the electrode. It is necessary to insulate the operator from such metal objects.
e. Earthing of the welded part : When the part is not earthed - due to electrical safety reasons or because of its size and its location (which is the case with ship hulls or metallic building structures), the earthing of the part can, in some cases but not systematically, reduce emissions It is preferable to avoid the earthing of parts that could increase the risk of injury to the users or damage other electrical equipment. If necessary, it is appropriate that the earthing of the part is done directly, but in some countries that do not allow such a direct connection, it is appropriate that the connection is made with a capacitor selected according to national regulations.
f. Protection and plating : The selective protection and plating of other cables and devices in the area can reduce perturbation issues. The protection of the entire welding area can be considered for specific situations.
TRANSPORT AND TRANSIT OF THE WELDING MACHINE
Do not use the cables or torch to move the machine. The welding equipment must be moved in an upright position.
Do not place/carry the unit over people or objects.
Never lift the machine while there is a gas cylinder on the support shelf. A clear path is available when moving the item. The removal of the wire reel from the machine is recommended before undertaking any lifting operation.
Stray welding currents/voltages may destroy earth conductors, damage electrical equipment or cause components to warm up which may cause a fire.
- All welding connections must be firmly secured, check regularly!
- Check that the metal piece fixation is strong and without any electrical problems!
- Attach or hang all the electrically conductive elements, such as the trolley and slinging equipment, in order to insulate them
- Do not place any electrical equipment, such as drills or grinders, on top of the welding machine without insulating them!
- Always place welding torches or electrodes holders on an insulated surface when they're not in use!
EQUIPMENT INSTALLATION
- Put the machine on the floor (maximum incline of 10^ .)
- Ensure the work area has sufficient ventilation for welding, and that there is easy access to the control panel.
- The machine must be placed in a sheltered area away from rain or direct sunlight.
- The machine must not be used in an area with conductive metal dusts.
- The machine protection level is IP21, which means :
- Protection against access to dangerous parts from solid bodies of a ≥ 12.5mm diameter and,
- Protection against vertically falling drops.
- The power cables, extensions and welding cables must be fully uncoiled to prevent overheating.

The manufacturer does not incur any responsibility regarding damages to both objects and persons that result from an incorrect and/or dangerous use of the machine.
MAINTENANCE / RECOMMENDATIONS


- Maintenance should only be carried out by a qualified person. Annual maintenance is recommended.
-
Ensure the machine is unplugged from the mains, and wait for two minutes before carrying out maintenance work. DANGER High Voltage and Currents inside the machine.
-
Remove the casing 2 or 3 times a year to remove any excess dust. Take this opportunity to have the electrical connections checked by a qualified person, with an insulated tool.
- Regularly check the condition of the power supply cable. If the power cable is damaged, it must be replaced by the manufacturer, its after sales service or an equally qualified person.
- Ensure the ventilation holes of the device are not blocked to allow adequate air circulation.
- Do not use this equipment to thaw pipes, to charge batteries, or to start any engine.
RISK OF INJURY DUE TO MOVING PARTS!

The wire feeders contain moving parts that may catch hand, hair, clothes or tools which can lead to injuries! Take extra care.
- Do not place your hand on mobile/pivoting/wire feeding parts of the machine!
- Make sure that all panels remain closed when in use!
- Do not wear gloves when feeding the wire through or changing reel.
Minimum and maximum filler metal diameter : Ø 0,6 - Ø 0,8 - Ø 1,0 mm
Minimum and maximum wire speed: 1 m/min to 15 m/min
Maximum gas pressure: 0,5 MPa (5 bars).
DESCRIPTION
Thank you for your choosing this product. In order to get the best from your purchase, please read with care the following instructions:
The M1 GYS AUTO, T1 GYS AUTO, M3 GYS AUTO and T3 GYS AUTO are «synergic» semi-automatic welding units on wheels, ventilated for welding (MIG or MAG). They are recommended to weld steel, stainless steel, aluminium and for "MIG Brazing" of high-tensile strength steels with CuSi and CuAl wires (ideal for car body repairs). Their adjustment is quick and easy with their « synergic wire speed » function. The T1 GYS AUTO and T3 GYS AUTO work on 3-phase 400V or on 230V/400V - 3 phase for the T1 GYS AUTO DV and T3 GYS AUTO DV. he M1 GYS AUTO and M3 GYS AUTO work on single phase 230V or on 208/240V for the M1 GYS AUTO 208/240V and M3 GYS AUTO 208/240V.
ELECTRICITY SUPPLY
The absorbed current (I1rms) is indicated on the device, for its maximum setting. Check that the power supply and its protection (fuse and/or circuit breaker) are compatible with the current needed by the machine. The device must be positioned so that the socket is always accessible.
- T1 GYS AUTO and T3 GYS AUTO are supplied with a 16 A type 3P + N + E plug according to IEC 60309-2.
-
M1 GYS AUTO and M3 GYS AUTO are delivered with a 16 A single-phase plug type JT 003-B with earth connector.
-
The M1 GYS AUTO and M3 GYS AUTO have to be connected to a single phase power supply - 230V earthed power supply with a circuit breaker 16A and 1 differential 30mA .
-
The T1 GYS AUTO, T3 GYS AUTO, T1 GYS AUTO DV and T3 GYS AUTO DV have to be connected to a 3-phase power supply - 400V earthed power supply with a circuit breaker 16A and 1 differential 30mA . Do not use with extension leads with a cable cross section below 2.5mm^2 .
-
Only for T1 GYS AUTO DV and T3 GYS AUTO DV: 3-phase power supply - 230V, WARNING: this device is pre-assembled at the factory on 3-phase 400V. If your electrical installation is on 3-phase 230V, amend the connections on the terminal block inside the product. This operation must be done by a skilled and qualified person. Please see electrical diagram 230V located inside the product. The power supply must be protected by a 16A circuit breaker and 1 differential 30mA < (See electrical diagram at the end of the manual).
- For the M1 GYS AUTO 208/240V and M3 GYS AUTO 208/240V: Single phase power supply 208V, WARNING: this device is pre-assembled at the factory on single phase 240V. If your electrical installation is single phase 208V, amend the connections on the terminal block inside the product. This operation must be done by a skilled and qualified person. Please see electrical diagram 208V located inside the product. The power supply must be protected by a circuit breaker 16A and 1 differential 30mA < (See electrical diagram at the end of the manual)
CONTROLS AND FEATURES (FIG I & II)
1-switch On-Off
2-7 positions power adjustment switch : aloows adjustment of the welding voltage at the generator output. The adjustment of the output voltage is proportional to the thickness of the material to weld. (fig 6)
3- welding settings adjustment keyboard (manual or automatic mode)
4A- European standard torch coupling
5- spool on gun coupling command
6- torch support
7- supply cable (2m M1GYS AUTO, 3m T1GYS AUTO, 6m T3 GYS AUTO and M3 GYS AUTO).
8- out earth cable for T1 GYS AUTO and M1 GYS AUTO, earth cable with a 200A clamp for T3 GYS AUTO and M3 GYS AUTO.
9- gas bottles support (max 1 bottle 4m^3 for M1 GYS AUTO, T1 GYS AUTO and max 2 bottles 4m^3 for T3 GYS AUTO, M3 GYS AUTO).
10- fastening chain for bottles
11- reel sopport 200/300 mm
12- solenoid valve torch 1
13- torch cable support
T3GYS GYS AUTO :
4B- spool gun spark lamp power connection
14- solenoid valve torch 2
15- reel support 200 mm
16- solenoid vavle for spool gun
17- wheel drive system
SEMI-AUTOMATIC WELDING FOR STEEL/STAINLESS STEEL (MAG MODE)(FIG III)
These welding can weld 0.6/0.8 and 1.0 mm steel and stainless steel wires (fig III-A). The device is capable of working with 0.8 mm steel wire (contact tube 0.8, roller 0.6/0.8 and 0.8/1.0 mm). If you need to use 0.6mm wire, you will have to change the contact tube, and ensure that the reversible rollers in the wire feeder are positioned correctly (so that the writing that states "0.6mm" is visible when in place). For Steel or Stainless Steel, you will need to use specific gas - Argon + CO2 (Ar + CO2). The proportion of CO2 will vary depending on usage. The gas flow in steel is between 8 and 12L / min depending on the environment and experience of the welder. For the specific requirements, seek advice from your gas distributor.
SEMI-AUTOMATIC WELDING FOR ALUMINIUM (FIG III)
These welding can weld 0.8 and 1mm aluminium wires (fig III-B).
To weld aluminium, neutral gas "pure argon" (AR) is required. When choosing gas, ask a gas distributor for advice.
The gas flow in aluminium should be between 15 and 25L / min depending on the environment and experience of the welder.
Things to note when welding with Aluminium:
- Pressing rollers: use special motorcycle press rollers for aluminium to avoid deforming the wire cross-section.
- Set the pressure rollers of the wire feeder on the wire at the minimum pressure so as not to pinch the wire
- When welding aluminium use a special aluminium torch with Teflon sheath to reduce friction. It is used to guide the wire from the rollers. (diagram III-B)
- If using a specific aluminium torch is not an option, replace the metal the liner in the steel torch by a Teflon sheath.
- Wire guide tube in the wire feeder connector : remove the tube before connecting the aluminium torch with Teflon liner.
- DO NOT cut the sheath near the edge of the connector !! This sheath guides the wire from the rollers (fige III-B).
- Contact Tip of the torch : Use the specific Aluminium contact tip corresponding to the diameter of the wire.
SEMI-AUTOMATIC BRAZING WELDING FOR HIGH-TENSILE STRENGTH STEELS
These welding are recommended by car manufacturers to braze-weld high-tensile strength plates with a cuprosilicium CusI3 wire or cuproaluminium CuAl8 wire (Ø 0.8 mm and Ø 1 mm). The welder must use a neutral gas: pure argon (Ar). For specific gas requirements, seek advice from your gas distributor. The gas flow required s between 15 and 25 L / min.
GAS CONNECTION (FIG II)
Connect the manometer (flowmeter) to the gas bottle (manometer not supplied with the product). For use with one or two bottles of gas.
To connect two bottles of gas to three torches, split the pipe into 3 pieces and attach a 3-way "Y" connector. (fig II-C) To link a single bottle of gas with 3 torches, cut the pipe into 4 pieces and attach two 3-way "Y" connectors.
Connect each bottle to the solenoid valves in the following order:
-T1 GYS AUTO solenoid valve to the top left (fig II-B:12)
-Spool gun solenoid to the top right (fig II-B:16)
-T3 GYS AUTO solenoid valve to the bottom (fig II-B:14)
To avoid any gas leaks, always use the collars supplied with the product.
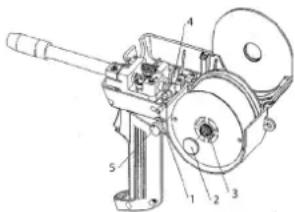
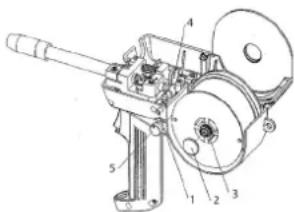
PROCESS OF REELS AND TORCHES ASSEMBLY (FIG 4)
Open the device trapdoor.
- Place the reel on the driving pin (fig IV-2) of the reel support.
- Adjust the reel brake (fig IV-3) to avoid the reel inertia tangling the wire when welding stops. In general, do not tighten too much!
- The electrical roller (fig IV-4) is a double groove roller (0,6/0,8 and 0,8/1) . The indication on the visible side of the roller is the diameter in use. For a 0,8 wire, use the 0,8 groove.
- For the first use:
- Release the fixing screw of the wire guide.
To set the adjusting knob of the pressing rollers (fig IV-5), proceed as follow: loosen the knob fully, start the motor by pressing the torch trigger, tighten the adjustment knob whilst pressing the trigger. Bend the wire where it comes out of the nozzle and hold it in place to stop its progress. The setting is correct when the guide roller slides over the wire even when it is blocked at the end of the torch. A common adjustment is the rollers command (fig IV-5) on the scale 3 for steel and 2 for aluminium.Nb: for the aluminium wire put a minimum pressure in order not to crush the wire.
CHOICE OF REELS
Possible settings :
| Wire type | Torch 1 T1,T3,M1,M3 | Torch 2 T3/M3 | Spool gun T1/T3/MI/M3 | Gas | |
| steel | Ø 300 x | argon + CO2 | |||
| Ø 200 x | x | ||||
| Ø 100 x | |||||
| stainless steel | Ø 200 x | x | |||
| Ø 100 x | |||||
| CuSi3 Ø | 200 x x | pure argon | |||
| CuAl8 Ø | 200 x x | ||||
| Alu AlMg5 | Ø 300 x* | ||||
| Ø 200 x* | x* | ||||
| AlSi5 Ø | 100 x | ||||
| AlSi12 Ø | 100 x | ||||
- Consider Teflon sheath and special aluminium contact tip
MODE (FIG V)
1-welding mode choice :
- Normal (2T) : standard two-stage welding
- Delay: intermittent welding modes for an optimised operating procedure.
- Spot:spotwelding with adjustable spot diameter
2- Wire speed settings : wire speed fitting potentiometer. The speed varies from 1 to 15L/minute.
3-Spot/delay potentiometer fitting
4- Manual mode : In manual mode, the wire speed is determined by the user by adjusting the potentiometer (2).
5-Synergic mode: position the potentiometer (2) in the middle of the «optimal synergic» zone. In this mode, the device determines the optimal wire speed according to 3 parameters :
- Voltage
- Wire diameter (5a)
- The power mode (5b).
It's possible to adjust the wire speed +/- . In position Normal(2T), 2 modes are proposed to ease the settings of the device: Manual or Synergic.
6- thermal protection light : informs when a short break is necessary following intensive use.
MODE (FIG V)
To set your device, proceed as follow:
- Choose the welding voltage using the 7 positions switch
Example: position 1 for 0,6mm metal sheets and position 7 for 4mm metal sheets. - Adjust the wire speed with the potentiometer(2).
Advice:
The wire speed adjustment is often determined « with the noise »: the arc must be stable and have a low crackling. If the speed is too low, the arc is not continuous. If the speed is too high, the arc crackles and the wire pushes back the torch.
This function will set the wire speed automatically.
For this:
Position the wire speed potentiometer (2) in the middle of the « Optimal synergic » zone.
-Select:
- The wire type (5b)
- The wire diameter (5a) The power mode (7 position switch), to select the right position in accordance with the thickness of the part to weld, please refer to the table (fig VI)
From this combination, they determines the optimal wire speed and the device is ready to weld. It is also possible to adjust the wire speed if necessary by adjusting potentiometer (2) + or - manually. A memory of the last welding configuration is done (wire diameter, wire type, mode).
GAS choice (only for steel welding) :
In synergic mode, it's determines the welding settings in accordance with the gas used. By default, in steel welding the machine is set in « Argon + CO2 »
To change the gas and set the machine in C02 mode or come back in Argon + CO2 mode, process as explained:
1-Press « Type » for 5 seconds until the keyboard switches off the release.
2-Within 5 seconds,choose the required setting with the key choose mode
- Normal (2T) => Argon + CO2 (default setting)
-Delay = > CO2 100%
3-The confirmation is done either by the « Type » key, or by waiting for 5 seconds.
4-Once confirmed, the machine reverts to the normal functioning mode but the modification is registered even when the machines is switched off.
SPOT MODE (FIG V)
This function allows spot welding. To adjust the length of each spot, use the potentiometer (3).
DELAY MODE (FIG V)
Allows intermittent welding, the delay can be adjusted through the potentiometer (3).
This function allows welding very thin steel or aluminium metal sheet, limiting the risk of piercing and distortion (especially for aluminium welding).
SPOOL GUN (OPTION)
Spool gun description and functioning
- The spool on gun torch must be installed on the torch T1 GYS AUTO connector.
- The spool on gun works either in « Manual » mode or either in « Synergic » mode.
- In « manual » or « Synergic » mode, only the wire speed adjustment knob on the torch (4) is active (the wire speed potentiometer of the device is not active).
-« Synergic » mode:
-Place the wire speed knob on the torch (4) at the middle of its area then adjust if necessary.
1-Hood Opening/closing knob
2- Reel holding nut
3- Reel locknut (do not tighten too much)
4- Rollers tension adjusting screw
5-Wire speed adjusting knob
Assembly process
Reel :
- Open the hood (1)
- Remove the reel holding nut (2) (NB. : no reversed screw)
- Tighten the locknut (3) to bulge the reel axis (do not tighten too much)
- Insert the reel-To insert the wire in the rollers, apply pressure on the «roller tension setting screw »

Torch:
- Pull out the wire of the torch 1 in winding up the reel.
- Pull out the torch 1.
- Plug the power connector of the spool on gun on the connector.
- Plug the control connector of the spool gun-Place the switch on position 1.
ADVICE AND THERMAL PROTECTION
- Respect the basic rules of welding.
- Leave the air holes of the device open to allow air circulation.
- Leave the device plugged after welding to allow its cooling.
- Thermal protection: The light (fig V-6) turns on and the cooling duration is a couple of minute according to the area temperature.
| SYMPTOMS POSSIBLE REASONS SOLUTIONS | ||
| The welding wire speed is not constant. | Cracklings blocking up the opening. | Clean out the contact batch or change it and replace the anti-adherence product. |
| The wire skids in the rollers. Control the roller pressure or replace it. | ||
| Wire diameter non-consistent with roller | ||
| Covering wire guide in the torch not consistent with wire. | ||
| The unwinding motor doesn't operate. Reel | or roller brake too tight. Release the brake | and rollers. |
| Electrical supply problem. Check that the running button is on the position on. | ||
| Bad wire unwinding. Covering wire guide c | irty or damaged. Clean or replace | |
| Reel brake too tight Release the brake | ||
| No welding current Bad connection to the mains supply. Check the branch connection | and ensure it is fed by 3 phases. | |
| Bad earth connection. Control the earth cable (connection and clamp condition). | ||
| Power contactor inoperative. Control the torch trigger. | ||
| The WIRE rubs down after the rollers. | Covering WIRE guide crushed. | Check the covering and torch body. |
| Locking of the wire in the torch | Clean or replace. | |
| No capillary tube. | Check the presence of capillary tube. | |
| Wire speed too fast | Reduce the wire speed | |
| The weld bead is porous. | The gas flow is not sufficient. | Adjusting range 15 to 20 L / min. Clean the working metal. |
| Gas bottle empty. | Replace it. | |
| Gas quality non-satisfying. | Replace it. | |
| Air flow or wind influence. | Avert air blast, protect welding area. | |
| Gas nozzle too full. Clean or replace the gas nozzle. | ||
| Bad wire quality. | Use adapted WIRE for MIG-MAG welding. | |
| Surface to weld in bad condition. (rust, etc...) | Clean the working parts before welding. | |
| Very significant flashing particules. | Arc voltage too low or too high. | See welding settings. |
| Bad earth connection. Check and place the earth cable to have a better connection. | ||
| Protecting gas insufficient. | Adjust the gas flow. | |
| No gas at the torch output. | Bad gas connection. | See if the gas coupling beside the engine is well connected. |
| The Spool on Gun does not work. | Connection problem | Check the torch connections (power and control connectors). |
| In Spool on Gun mode, the speed adjustment knob on the machine does not work. | Normal condition of the machine. | When Spool on Gun is used, only the wire speed knob on the torch is working. |
NORM
ALLGEMEIN

I3MeHeHn I pEmoHT, He yka3aHHbE B 3ToI INHCTpyKcun, He DoJXhbl 6bIT bpeDpnnrTbI.
PpOIN3BODInTeH He HecET OTBETCTBeHHOCTH 3a TpaBMbl N MaTePnAInhble NOBpeXdEHHc CB3aHHbIe C HeCOOTBetCTByIOUIM DaHHoN INCHTpKuINNCNOB3OBAHm en annapata.
B cnlyae npo6Iembl nnn comHeHn, o6paTntecb K KBaIIuΦuIupOBaHHOMy cneuaIACTy dny npabunbHorO ncnoJ3OBaHH yCTaHOKn.
OKPYXKAHOUJAR CPEDA
3To 06OpdyOBaHne doJHKHO 6bItb NCIOJIb3OBAHO NCKIIOHTeJIbHO IIN CBAPoOHbIX pa6OT, ORpAHuINBaIcB yKa3aHnIM 3aBOckO TabIuKn N/IN INCTpyKU. Heo6XoIMo COJIIOAdTb DInpeKTINBbl NO Mepam 6e3OanCHOCTN. B CInyae HeaAeKBaTHOrO INn ONaCHOrO NCIOJIb3OBAHnI pOnI3BOmTeJIb HE HecET OTBeTCTBeHHOCtN.
Annapat donjhen 6bItb yctahOBlen B nomeueHn 6e3 nbJIn, KNCOTbl, BO3rpaembIX ra3OB, nIIN dpyrnx koppo3nhbx BeueCTB. TaKne xe ycIOBnA doJHKh b6tbcobJIOeHb Inerero xpaHnna.Y6eNTecb B pncyTcBm BEHTnlaun npn cnoNb3OBAHN annapata.
Temnepa typbIe npedenbl:
IcnoIb3OBAHHe:OT-10do+40°C (OT+14do+104°F).
XpaenHe: oT-20 do +55°C (oT-4 do 131°F).
BlaJxHObTb Bo3Dyxa:
50% nii Hnke npn 40°C (104°F).
90% nii Hnke npn 20°C (68°F).
BbICota HaI yPOBHeM MOpA:
1000M BbICToBHaH yPOBHeM MOpA (3280yTOB).
HHINBIVAYJIbHA3AUHTA N 3AUHTA OKPYKAIOUX
DyroBaM CBapKa MoXeT 6bITb ONaCHO N Bb3BaTb TReKeIbe I DaXe CmeptenBhie paHeHnA.
CbapOchIbe paoBtIO nOBepraHOT noB3OBaTeTn B03deHCTBnIO onACHO nCTOHNK aTnna, CBetOBORIO n3LnyEnHryu, 3NeKTpOMarHTbIX nOeI (oc6oe BHMamHe IInzam, IMeHoum 3NEKTPOKAPDIOCTMMyJrAToP), CINbHOMy WMy, BblJeHENrMa3a, a TAKKe MOrYr CTaTB npuHNOI npaKeHn 3NEKTPnueckm Tokom. 4TO 6bI npabInbHo 3aunITnb Ce6n 3aunITNb OkpyKaioxN, cO6nOdaTe cneDuOnne npabNa 6e3oNaCHOctN:

YTo6b3aunntbce6rOToxorOBnOblnyehn np pa6oTe c annapatom, HadeBaTe cyxio pa6oyu 3aunthyO odexdy (B XopoWem coctOHN) n3 orHeynopHoi TkAHN, 6e3 OTBOPoTob, KOtopa NOKpbIbaet NIOHOCTbIO BCE TENo.

Pa6oTaIeB 3aunTHbIX pykabuqax, o6ceNeuBaIOUne 3JeKtpo- n TepMoOn3OJaUIO.

NcnoB3ynte cpeCTBa 3aunTbI nI CBAPKn I/IIIN Wnem IINCBAPKn COOTBeTCTByIOUeTo yPOBn 3aunTbI (B 3aBNCMOCTn OT nCNoB3OBAHn). 3aunTInTe rna3 npn Onepaunx OuncTkn. HoWeHne KOHTAKTHbIX IINH BOCnPeeAetcR.
B HeKToPbix Cnyaex Heo6xOIMMo OkpyKInb 30Hy OrHeynOpHbIMn 7TopamN, YTO6bl 3aunTntb 30Hy CBapKn OT Lyuee, 6pbI3r HAKaJIeHHoro 7Jnaka.
Pepynpdnte OkpykaioxH He cmoTpeb Ha dnyu o6paabaBaembe deTaln H aedeBaTa 3aunTHyo paOouyO odexky.

HocTe HauuHnKn IpOtnB LwMa, ecn CBapOuHbI PPOeCC DoCTnraet 3ByKOBOrO ypOBHr Bblse Do3BOJeHHoro (3TO JxE OTHOCHTC K0 BCem Iuaam, HaxoJraumcB 3OHe CBapKn).
Depknte pykn, BOIOcbl, OeJky nOaIbwe OT NOBnKhbix Yactei (DBrAteJIb, BHTINlTOp...).
HnKoTa He ChmMaTe 3aunTHbI KOpNc C CNTeMb IoxnaKeHn, KOra NCTOuHnK NOd HnnpJKeHnEM. PpOn3BODnteNb He Hecet OTBeTBeHHOCr B Cnyae HeCuaCTHO CnyaJ.

ToIbko yTO cBApeHHbIe dTeaIIIO rOpauH mOryT bBy3BaTb OXoRn npK KOHTAKTE C HmN. Bo Bpemr Texo6cLykBaHnra TopeJIKN IIN 3JeKtpoDoepKataeYbEaNTecB, yTO OHN DOCTaTOH OXaADNIncB nIOJOKdTe KAK MHNIMyM 10 MNHT nepeHaJOM pa6OT.
PnncnoB0aHnropeKcnC KNDKocThbIM OxnaKeHemcNCTema OxnaKeHHe DOnKHa 6bTb BKIOUeHa, YTO6bI He O6KeYbCSKIOKCTbO. Oueh BaxHo 0630NaCTb pa6oHy 30Hy nepe TEm, KaE eoNOKHTy, YTO6bI 3aUNITb IIODe N IMyUeCTBO.
CBAPOUHbIE DblIM IΓA3

BbIeIeMble npn CBapKe DbIM, ra3 n nbInb OnaChbl 3DopOBb. BeHTINJIaUNdoJNHa 6bITb DOCTaTOHNO, mOKeT notpe6oBaTcBdONOHNTeNbHa NODaHa BO3dyxa. Pn HeIOCTaTOUHO BHTINJIaUN MOXHO BOCNoJb3OBAtcbMaCKOuCBAPUNKApecnnpatOpom.
PpOBeBpTe, 4To6bI BCacBbAHnE Bo3dyxa 6blno 300fKeKTHBbIM B COOTBcTCTBm C HopMaMn 6e3OnaCHOCTN.
BbIbTe BnMaTeBnHi: CBapKa B He6oJIbXnx NOMEeHnX Tpe6yET H6JIIOHeHn Ha 6e3OaHOM pacCToHn. Kpome Toro, Cbapka HeKOTopbIX MeTALIOB, CoepKaunxCnHeu, KaMn, UHK, pTyTB nIN daxke 6epNlIn, MoKeT 6bIT bUpe3BbUaHn BOpeHn. CneNyET OUnCTHTb OT Xnpa DeTaN nepeD cBapKoI.
Ta3OBbIe 6aJIIOHbI dONKbI bItb cKnAdnupBaHb I OTKpbITbIX ININ XopoIo npoBeTpnaEBmBX NOMEueHnx. OHN DOnKbI 6bITb B BepTnKaJIbHOM NOLOKeHHN 3aKpePJIeHbI Ha CTOnke ININ TEneKke.
Hn B Koem Cnyuae He Bapntb 6n3x Kupa nn KpaKn.
PNCIOKAPA N B3PbIBA

IoiHocTbIO 3aunHTte 30Hy CBapKn. Bo3ropaemblc MaTePnaJIbI DoJXKbI 6bITb YdaJeHbI KaK MInHMym Ha 11 MetpoB.
IpoTnBONOxapHoe 6OpdyoBaHne DoJXHO HaxoDITbC B6JI3N npOBeHeHc CBAPouhbx pa60T.
Octopoxho c 6pb3ramn ropayero materna an nncp, daxpe chee3 en. OHmoryT nobney 3a co6oN noxkap nn B3pbIB.
YdaIITe IIOe, BO3rpaemble npeMeTb IN BCE EMKoCTn NOd daBHeHmHa 6e30naCHOe pacctOHHne.
Hn B KOem clyuae He Bapnte B KOHTeHepax IIN 3akpbTbIX Tpy6ax. B clyuae, eCNI OHN OTKpbTbI, TO nepec CBAPKO INx HxkyHOOCBOOHTb OT BCEx B3pbBvATbIX INN BO3rOpaeMbIX BeueCTB (MaCNO, TOnJIbO, OCTaTOHbIe ra3bl ...).
IINIOBbHbIpa60TbHeDJIKbI 6bITb HApBaJIeHb B CTOPOHY NCTOCHNka IIN B CTOPoHY BO3ROpaeMbx MaTePnaNoB.
T30BbIE BAJIIOHbI

Ta3OM, BbIXOJaIIM N3 Ra3OBbix 6aIIIOHOB, MoJHO 3aDOxHYbC B Clyyae erO KOHcHTpaIINB N OmeIeHIM CBAPK (XoPOIIOPOBeTpBaIte). TpaHCnOpTnpOBKa DOnkHa 6bITb 6e3OaHChN : np3aKpbITbIX Ra3OBbIX 6aIIIOHOB IN BBIKIOUeHOM ITOCHN BAnIOHb DoJIKNbI 6bITb B BepTNkAJIbHOM NoIOKeHIM N 3akpenIeHb Ha NOCTabke, YTObI ORpAHmHTb PNCK NaEHHIA.
3aKpbBaIe 6aJIIOH B nepepbBe MExy DByMa IcNoIb3OBAHnAIM. ByIbTe BHMaTeIbHbI K IImMeHeHIO TeMpeApTypI bIpe6bIbAHIO Ha coNHe.
BaJIIOH He IOnJKeH cOpnKacatbC nIaMeHem, 3eKTPnuecko Duro, rpeNko, 3axmOM MaccBn C IIO6bIM dpymM NCTOUYHKOM Tepna nn CBeueHn.
Depknte ero noaIbwe ot 3neKtpnuecknx n CBapouhbx cenei n, cneobatelbHO, HNKorDa He BapTe 6aIIIOH IOd daBHeHem.
Bybte BnHMaTeBnIbI: npi OTKpbTIn BeHTnIg 6aIIHOHa y6epnte rOIOy OT BeHTnIg Y6eNTecB, TIO nCIONb3yEmbl ra3 COOTBeCTBYET MeTOdy CBAPK.
3JIeKTPnueCKA Be3OINACHOCTb

IcnoB3yema 3Jektpnueckar cetb doJxHa o6aTeNbHO 6bTb 3aemneHNO. Co6JIouaTe KaII6p npdoxaHHTeYka3AHbHa annapate.
3neKtpnuecknn pa3pnd MOKET BblBaTb npMble nIIN KOCBEHbIe paHEHn, IN daKe CMeptb.
HnKOrda He DotparNbaItebc Do Chatei Nod HapRjKeHem Kac BHyTpni, TaK i ChapyXn nCTOCHNka, KOrda OH noD HanpJKeHnEM (ropeKN, 3aXnMbI, Ka6en, 3neKTpoDb), T.K. OHN IOnkIOHeB K CBapOuHn CEEN.
Ipeep TeM, KaK OTkpblb NcToHMK,ero HxNHO OTKlOHTb OTeH NIOdoXdaTb 2 MInHyTb Ia TOrO, YTO6bI BCE KOHehCaTopbl pa3pRdUnHcB.
HnKOrda He DoTpaRbAaTeCb OndHOBpeMeHHo Do rOpEnKu IINN 3JeKTPODoepKaTeIe N Do 3axmMa Maccbl.
Ecnn Ka6enn, ropeKn noBpeKJeHbI, nonpocnte KbaInDnnpoBaHHbx n yNoJHMOeHHbx CneuaJIncTOB IN 3aMeHnTb. Pa3Mepbl Ceehnna Ka6ene dOJnxHbCo0TBcTcBOBaTb npimeHeHIO. Bcerda HOCnte cyxyIO OeKdy B XopoWeM cCtOaHm IIN I3OJIaun OT CBapOHOu CEHN. Hocnte I3OJIpyUoiyIO oyBb HeaBcIMMo OT ToI cpeBb, rDe Bbl pa6oTaete.
Ia Cua n Kaanabc bnaTecb Ha HOpMy CAN/CSA-W117.2 0 3aunte ot cbaunka npa6toaoux Bo3ne cbapouhoro annapa TIOe npotnB TaKnx onacnoctei, kak npaxehne 3neKtpnueeckm Tokom, napbl ngra3bl, n3nyehne dyn, 6pb3rnporayero Metalna, NCKpeHne mUym.
KJIACCHIKAURA 3JEKTPOMAHHTHOJ COBMECTMOCTH

3To o6OpdyoBaHne Klacca A He noDxOoT dnn IcNoIb3oBaHn B XInbIX KBapTaIax, rJe 3NeKTPmueckn TOK nOaetca
06UeCTBeHHoN CNTeMoN PntAHH N3Koro HAnpJKeHnB. TaKnx KBapTaIax MOrY Bo3HNKHyb TpydHocn o6ecneueHn
3JIeKTPomarHHTHYO COBMeCTMIOCTb N3-3a KOHdyKTMBhIX INHdyKTHBbIX NOMex Ha padnoactote.
3To o6OpdyobAHme (T1 GYS AUTO & T3 GYS AUTO) cooTBetCTbyET HopMe CEI 61000-3-12 npu yCIOBn, YTO MOUHOCb KOPOTKORO 3aMbKAHn SSc 6oJIbe nn paBa H 1.4 MBA B MeCe CTbIKOBm MekDy nITAHm EINb3OBATeN I CEBtIOJeKTPOCA6KeHn. UCTaHOBBn annapat cneuaJIcNt INI NIOB3OBAteJB DOJXHbI y6eINbC, OpaTHNBWCb Pn HADo6HOCTN K OprAHN3aun, OTBeauHOSe 3a 3KcPnYataUNO CNTeMb IITAHn, B TOM, YTO annapat NOCDoeINHeH IMEHNO K TAKO CNCTeME IITAHn, YTO MOUHOCb KOPOTKORO 3aMbKAHn SSc 6oJIbe nn paBa H 1.4 MBA.
3TOT annapat (M1 GYS AUTO & M3 GYS AUTO) He COOTBETCTByET dIpeKTHBE CEI 61000-3-12 n npedHa3Hauhen I pya60tby OT qacthblx 3neKTPoCeTei, NOBBeDeHHbIX K O6eCTBeHHbIM 3neKTPoCeTm TOlbKO cpeHero N BlicOKO r HapJKeHn. CneuaJIncT, yCTAHOBHbWNI annapaT, INI NIOb3OBAteB, DOJXHbY6eINbCz, oBaPATNBWcB pni HaIoobHocT N OPraHN3aUN, OTBeauIOUe 3a 3KcNlpyatauHO CNTeMbI NITAHN, B TOM, YTO OH MOKET K HEN NODKNIOHTCB.
MAGHNTbIe NOJIa

3NeKtpnueckn TOK, npoxoAun cype3 nlo60 npOoBnHK, Bb3bBaet lokAnIOBAHHBe 3NeKtpOMarHHTBHe NOJ (EMF). CbaOpHbTOK Bb3bBaET 3NeKtpOMaHRHTHOe NOJI BOKpyr CBapOHOU CEIN N CBAPOHorO 6OpdyOBAHNA.
3NeKtpomarHnTHbIe NOIaEMF MOryT CO3dAeN Tomexn IJI HeKOTopBx MeDunHCKnx IMnlaHTaTOB, HAnpIMep 3NeKTPokApDIOCTMMyJrTopOB. Mepbl 6e3oNaCHocTN DoJXhbl 6bTB npHHbI dIra IIOde, HOcAunx MedunHckne IMnnaHTaTb. HanpIMep, orpaHueHne doCTyna dIra Ipoxoxnx nn OueHKa ININBUNDaYalHoRTO PnCKa IJI CBAPuKa.
Tc06bCBeCTN K MmHmMy BO3dEChTBNe 3JeKtpomarHHTbIX Noe CBAPoHyix CTeNe, CBAPuKN DoJXhbl CTeDObaT CTeNyUOUM Yka3aHnM:
CbapouhIbe Ka6eI dOJIKHbI HaxoDHTcBc BmEcTe; eCIN BO3MOXHO COeINHITe IN XOMYTOM
BaIe TynOBnue HrOJIOBa DOnKnHb HaxoINtbcra KaK MoXHO daJIbIe OET CBAPoHON cENI;
He 6MaTbIaIe CBAPouHbIe Ka6JIIN BOKpyr BaWero TeHa;
- Bawe Teno He DoJHKHO 6bITb paCnoIOXeHO MEXky CBaOpHbIMN Ka6eMaM. O6a CBaOpHbIX Ka6eJa DoJHKHb 6bITb paCnoIOXeHb I NO Ody CTopoHy OT BaWero TeIa;
- 3aKpeNITe Ka6eBb 3a3eMJIeHnHa CBapnBaEMoN DeTaNN KaK MoXHo 6IInKe C3OHe CBapKn;
He pa6oTaTe pAOM, He CnDInTe HcObIokaUNBaTecb Ha NCTOuHKn CBapouHOro ToKa;
- He Bapnte, KOrda Bbl nepeHocnte NCTOCHNk CBAPoHoro TOKa IINy UCTpOcIbTO NOaun npOBOLOKN.

Iiua, nCnOJb3yUoIe 3NeKTPOKAPDIOCTMMyIaTOpbl, DOnJIHbI PpOKOHcYbTIpOBAbCa y Bpaa nepe Pa60Toi C daHHbIM o6OpYOBaHHe. Bo3DeIcTBne 3NeKTPOMarHHTHO IOnla B IpOceCE CBapKn MoKet IMeTb N dpyrHe, eue He H3BecTHbIe HayKe, nocLeIcTBnI dIa 3OpOBbIa.
PEKOMEHDAUINIJL OUEHKN 3OHBICBAPKN CBAPOUHOYCTAHOBKN
06nne noloxehn
Ponb30BaTeB OTBeucaet 3a yctahOBky n Hcnpb30BaHne yCTAHOBKn pyuHoi dYROBO CBAPKn, cIeDy yKa3aHnM npOn3BOnTeJIe. PIno6hApUkeHHN 3JekTPomarHHTbIX h3nyeHn noB30BaTeB annapata pyuHO dyROBO CBAPKn DOxKeH pa3peHtB npO6MeMy C NOMOUBo TexHuecko nnepkKn npOn3BOnTeJIe. B HEKOTOpBX cIyuaX 3TO KOPKEKTHpyuOHe DeINCTBNE MOKET 6bITB DOCTaTOH NOCTbIM, HANPMEP 3a3emHe MeCBAPOHIO CEPII. B DpyrNX cIyauX BO3MOxHNO nTpe6byTc CO3dAHN He 3JekTPomarHHTHO 3KpHaB BOKpy INCTOHNka CBAPOHOR TOKA u BCE CBApaEMoH deTANI PyTEM MoTHnpOBAHn BXODbIX fHbTPOB. B IIO6OM cIyuae 3JekTPomarHHTbIE h3nyeHn DOxKbH b6bITyMeHbEHe Ta, YTObbl OHn 6OJIbWe He CO3DaBAnl NOMex.
OueHka 30HbI CBapKn
Ipeed yctahOBKO oobopyoBnna DyROBO CbAPKn nolb3OBaTeN bOnKeH OcEHb BO3MOXHbE 3NeKtpOMaHHTbIe Ipo6neMbI, KOTOpBIE MORY B03HNKHyTB B OKpykaHOSe cpe. CneDyOuune MOMeTb dONKbI 6bITb PnHrTb BO BHMaHHe:
a) Hauuue Ha, noi npraom C oobopyoBannem dnyroBo CBapKn, pynx Kaene nTaHn, ynpaBneHn, cHann3aun n TepeHa;
b) npneMHnK n nepeaTUnK paanio n TeBnDHeHn;
c) KOMblotepoB IN DpyrHx yCTPOHCTB ynpaBHeHnA;
d) 60pyoobAHne dIe 63onacHOCTn, Hapmep, 3aunTApomblHnHOrO 60pyoBaHn;
e) 3DopOBbe HaxoJxxCn NO-6HIO3OCTN IIOJe, HAnpIMep, INcNoB3yIOUX KAPdIOCTMnyIaTOpbI yCTPOIcTBa OT rIyXOTbl;
f) INHCTpyMeHT, INCNoIb3yEmbI dIa KaJIIN6pOBKn IIN NIm NImpeHnra;
g) NOMEXOYCTOuHBOCTb dpyrTO 06OpyDObAHnH, HaxoJueOcR no6n30ctN.
Ipb30aTeBdoJxHcBbTOMTO BnapBbBomeHn COMeCTMbIpYr Cpyrom.3To moKet noTppe6oBaTb co6IOHeHn DOONIHTeBhIX Mep 3aunTb:
h) onpeeneHHoe Bpem nH, KOrda CBapka uIN dpyrne pa60tbo MoKHO 6ydt BbINONHHTb.
Pa3mepb okpykaioe cpebl, KOtOpBie Hado yuHtBaTb, 3aBncrT OT KOHcTpKcN 3daHn I npyInx pa60T, KOtOpBie B hem npoBodTcR.
Paccmatpmbaemar 30ha moKet npoctnpaTbca 3a npedeIbl pa3MeueHn yCTaHOBKn.
OueHka CBapoHou yCTaHOBKN
POMMIMO OueHKN 30HbI, oueHKa annapaTOB pyHOn IyROB CbAPKn MOKeT nOmoB oPepeINb H peWntb Cnyan 3NeKTPomarHnTHbIX NOMex. OueHKa IN3NyEHn DOnJKA yUHTbBaTb N3MepeHn B YcNOBnX 3Knpyataun, KaK 3To yKa3aHO B CtaTbe 10 CISPR 11. N3MepeHn B YcNoBnX 3KcPIyataun MOrTy TAKKe NO3BOInb NODTBepINb 3ΦΦeKTHBHOCTb MEP NO CMrueHIO BO3dEChBnR.
PEKOMEHDAUINI NO METOADNIKE CHNXEHHN 3JIeKTPOMAHHTHOI N3JIyueHHN
a.ObseCTBeHHHcNCTeMa NHTAHn: annapat pyuHOn dyroBo CBAPKn HxJHo NOcknIOHTb K OoIeCTBeHHo Cetn NHTAHn, cIeypeKOMHeAauHm pOun3BOIDTJIeB. B clyueae Bo3HNKHOBEHn oomex Bo3MOXHO 6ydt Heo6xoDnmo prinHtB donONHITeBhIbe npdynpTeBHeMepbl, taKne KaK fInbtpaHn OoIeCTBeHHo CNCTeMb nHTAHn. Bo3MOXHO 3auNTb IHyp NTANHn apnapata C nomoubHO kpaHnHpyoiueon OIeTKn, IIO6noTOxKIM npncoc6bHnEM (B clyueae eCNn annapat pyuHoy dyoROCBAPKn NoctoHNO HoxOHTCnHa onpeDeHem paoohMeCte). Heo6xoDnmo o6ceHntb 3JIeKTPUeCKyU HenpepbIBHOCTkPaknn3NPuyoe OnIeTKn IO BcE DInne. Heo6xoDIMO noCoedOHIb TkPaHnHpyoiUOp ONIeTKy K IcToCHNK CBAPOHOrO ToKa dny ObecNeHn XopoUero 3JeKTPuueCKOrO KOHTAKa Mekdy UHpOM KOpynCOM hCTOChNka CBAPOHOrO ToKa.
b. Texo6cnykunhae annapata pyhno dyrobo cbapkn : annapat pyhno dyrrobo cbapkn Huykno Heo6xodnmo nepnoundneckn 6cbnyknbabt corgncho pekomehdaunm npom3boDntTeIa. Heo6xodnmo, yto6bl Bce doctynbl, IIOKN i OTKdbBaOoieneca tachn Kopnyca 6bln 3akpbltnipabinbHO 3akpenlnebl, korga annapat pyhno dyrobo cbapkn rotob K pa6ote nn HaxoDTCB bpa6oyem coctoHnn. Heo6xodnmo, yto6bl annapat pyhno dyrobo cbapkn He 6bl npepeJah KaKM 6bl To HN 6bln O6pa30m, 3a NCKluyeHEm HaCTpoE, Yka3aHHbx B pkyoBOCTBe npon3bOOnTeIa. B 8actHOCTn, cIeyet OTPyInpOBAbT N6cLykmbTaN CKPOBo INPOMExyTok Dyrn YcToPCTB NODKrra n CTaBnIN3aUHN DYr n COOTBE TCBn C pekomehdaunm npon3boDntTeIa.
c. Cbapouhhe Ka6enn : Ka6enn dOJnxHbI 6bIb KaK MOxHO Kopoye I NOMEuEHe I pyr PdOM c ppyrom B6n3n OT NOla INn Ha NOy.
d. 3KBHnOteHnAaBhIe CoeHHeHn: Heo6xOaMIO o6ecneHTb CoeHHeHn BcEx metaJIaNueCKnx npEeMeTob OKpykaHOe 30Hb. Te H MeHee, MetaJIaNueCKnepEeMeTbI, CoeHHeHbIe CO CBapINBaEMoI dTaJIbIO, yBeJIuMbAIOT PNC IINIb3OBaTeJIy Ydapa 3JIeKTPuYeCKIM TOKOM, ECII IN OH OJHObpemEHNO KOCHETcA TIXX metaJIaNueCKnx npEeMeTob n 3JIeKTPoJa. OepaTop DOJIKEN 6bITb N3OIpOBAH OH TaNX metaJIaNueCKnx npEeMeTob.
e. 3aemleHne cBapnBaem oetan: B cnyae, ecn CBAPnBaem aJe TaIb He 3aemHe No coo6pXeHm 3Jektpueckon 630NaChOCTN INB CNYB CBOHX pa3MepOB N CBOero paCNOLOXeHnA, KAK, HANPMep, B cnyae KOPyCA cyDHa INN METaONOKOHCTpyKUnn npomblneHOro 06BeKaT, TO CoeHNHeNE TaJIaC n 3cEMNe, MOxET B HEKOTpBIX cUYaAX, HO He CNCTeMaTHeCKC, KOpaTINb bB6Pocb. Heo6xoMDIO H36eRaTb 3aemHeine Detanei, KOtOpBE MOnIb 6bl YBENHTB DnI NOB3OBeTene PCKN paHEHNI Xn JE NOpeNTb Dpyrne 3JekTPOyCTahOBKn. Pn HADoHocTN, CNDyET HAprrMyo NDcoEINHTB DeTaN B 3eMn, HO B HEKOTpBIX cTpaHAn, KOTOpBE He pA3peWaaTIPnmaoe NDcoEINHeHne, EOR HYKHO CDeNaT B C NOMOsbIO NDOxOJaUero KOHdHcAtopA, BB6paHnHO B 3aBNCIMoCTN O HAIOHOHLBOr 3aKOHOdaTeBCTBa.
f. 3aunnta n 3kpaHn3npoua onnTeKa : Bb6opOHna 3aunta n 3kpaHn3npUOa onnTeKa dpynx Ka6ene n o6OpyDobAHn, haxoJusxCB 6bn3IeKaaem paOohem yactke, pOMoxET orpauHHTb npOBeMbI, CBraAHhle C NOMexAMN. 3aunTa BCEBcApoHOn 30Hb MoXeT paccMaTPBaTBCR B HekOTopbix Ooc6bIX cnyaX.
TPAHCNOPTHPOBKA IN TPAH3NT NCTOCHNKA CBAPOHORO TOKAK

He noIb3yIeTcB ka6enmN IIN rOpeJIKOI dIg nepeHOca nCTOHyHka CBAPoYHOro ToKa. ERO MOxHO nepeHOcITb TOnbKO B BePTKAbHOM NIOJKeHHN. He nepeHoCITb nCTOHyHK TOKa HAD IIOdbMn IIN npEdMeTaMn.
HnKorda He noDnHMaTe ra30Bb 6aIIOH n IcTOuHnK TOKa OJHOBpeMeHHo. IV TpaHCNOpTHbE HopMb pa3NHaOTcR. XeNaTeNbHO ChrTb 6O6Hy npOBONk INepd TEM, KAK NODnHMaTb NIN nepeHocHTb IcTOUHK CBAPOHORo TOKa.

Blykdaoune CBAPOHy MOrTy pa3pyuHT b3aemnIOUne npOBOa, nobpeHbOBpyoBaHne n 3eKtpueckne np60pbl N Bb3BaTb HapReBaHne KOMPNeKToUOxN, YTO MOKeT pINBeCTN K NOXApY.
Bce cbapouhble coeunHeHn dJxNbI KpeKo dePkaTbc. IpoBepaTe nx peryIpaHNO!
- Y6eINTEcB B TOM,чTo KpeJIeHHe DeTaJI npOuHoe n 6e3 npo6Iem 3JIeKtpnKiN!
- CoeINHtE Bmte IINI NOBBeCtBE BCE 3JIeMeHTb CBAPoHOrO INCTOuHnKa, IpOBoDAIe 3JIeKTPnueCTBO, TAKHe, KaK IaCCN, TeLEKka INIOBemHbIe 3JIeMeHTb, YTO6bl N30NIPOBaTb IX!
- He Klaadte Ha cBaOpHbI nCToUHbK, Ha TeJeKkY nn Ha NoDbemHbI TaKe np6Opbl, KaK dpEn, TouNbHbI MaunHKn T.D., ecN OHn Hn3OInpOBAHb!
Bcerda knaTe CBapOHyIe ropEnK nn 3neKtpoDoepKaTeH Na 30nIpOBaHHyIO nobepxHOCTb, KOrDa Bbl Hc He Icnonb3yeTe!
YCTAHOBKA ANIAPATA
- Noctabte nCTOuHnK CBAPoHOro Toka Ha non, MaKcMaJIbHbI HAKIOH KOTOPoro 10^
- PnpDcMToPte DoctatoHoo 6oIbwoe npocTpaHCTBO IaXopoWero npobetpnaHHN cTOUHHKa CBAPOHoro TOKa N DocTyna K ynpabHeHIO.
He nCnoIb3OBaTb B cpeDe coepkauee MeTaIIHueckyIO nbIb-tpoBODnK. - NCTOCHK CBAPOHORO TOKa DOJKeH 6bITy KpBt OT npOJIINBHOr OdoN He CToRbHa CONHe.
-
060pyoobAHne IMeET 3aunTy IP21, tTO o3Haayet:
-
3aunty ot nonadahnB onacnbte 30hbl TBepdbix TeI dnaMeTpom >12,5MM n
-3aunTyOTBepTnKaJIbHbXKanEnbBObl. -
UHyp nHTaHn, ydlnHnTeB n CBAPouhBn Ka6eBn DOJNkhBn POJIHOCTbO pa3MOtaHb BO n36exKaHne nepepeBa.

IpoH3BODHTeH He Hecet OTBETCTBEHHOCTH OTHOCHTeHbHO yuepe6a,HaHeceHHOro Iuucam nnnpedMetam, n3-3a HenpaBnBHorO n onaCHO nCNoB3OBAHNA 3T0rO o6OpydoHAHn.
OBCLNYKINBAHNE / COBETbl


- TexNHueckoe obcnykBaHne doJNKHO npoN3BOuNTbCra TOnbKO KBaIINpOpBaHHbIM CNEuaNCTOM. Cobetyetc npOBODtbeExeroDhoe texO6cnyKBAHne.
-
OTKIIOHTe NITAHne, BbIepHyB BINky n3 po3ETKn, n DOxKNTecb OCTaHOBKn BEHTNlTOpa nepeTe, kAk npnCTyNTb K TEX6CnyKBAHIO. BHyTpN annapaTa BicOKHe n onaChble HAnpJKeHne n TOK.
-
Perynpho OTKpbBaIte annapat n npdyBaIte erO, yTO6bl OUHCTNb OT nbll. Heo6xoJIMO TAKKe npOBepaT Bce 3NeKTPueckne coEiHeHHa c NMOou H30INPOBAHHoro INCHtpymeHTA. IpOBepKa DOJIkHA OCUeCTBIAbTc KaJIIMDfUPOBAHHbIM CNEuaJIHCTOM.
- PeryIpyNo npOBepnTe coToTHe npOBoA nITaHn. Ecnu shyP nITaHn NOBpeKdeH, OH doJKeH 6bItb 3aMeHEN pOn3BODnteHem, erO cepBnCHOn clykbo nn KBAHnCnnpOBaHHm CneuaNCTOM BO u36exHaHE ONACHOt.
OctabJrTe OTBepCTnI cTOUHnKa CBapOuHOro ToKa CBO6OdbHbIMn IJI npoxoxKeHn BO3dyxa.
PNC OXKOROB, CBA3AHHbI C NOdBHXHbIMN 3JIEMEHTAMN!

IpaHbIe yctpoCTBa IMeHT IOBnKhIbe 3JIeMeHTbl, B KOToPbIE MOrT IOnaCTb pyKn, BOIOcbl, OJekDa IIN INHCTpyMeHTbl N TaKIM o6pa3OM npVBecTN K paHENm!
- He npn6nkae pykK NOBnKbIM NIN NOBpaHBaOuImcraJeMeHTaM, a TAKKe K DetanrmpnbOda!
- PioocneIte 3a TeM, yTo6bI BCE KpbIuKn Kopnyca nH 3auNThBie KpbIuKn 6bln 3akpbITb BO BpeMa pa60Tb!
He Hocnte nepuatoK, KOrda BbI npotraBaeTe npOBOLOKy nn 3aMeHReTe KaTykiy.
MaKcImaHbHn mMHmAbHbH dHaMeTp npCaOChn npoBolokn: 0,6-0,8-01,0mm
Huaana3OH HOMHaJIbHOI CKOpOCTn:OT 1 M/MINH DO 15 M/MINH
MaKcImaJIbHoe daBJIeHHe ra3a:0,5MnA(56ap).
ONICAHNE
Бlaorodapm 3a BaWb6bop! YTo6bI NOJHOCTbIO NcNoJIb3OBAb Tb Bo3MOXHOCTn aannapaT, noKaJyIcTa, BHNMaTeJIbHO O3HaKoMbTecb C daHHo IHCTpykUnei. M1 GYS AUTO, T1 GYS AUTO, M3 GYS AUTO et T3GYS AUTO - To nolyaBtOMaTHueckne cnHepreTtueckne CBAPOHbIe annapaTbI Ha Konecax I c BeHTnJIaUeIe dIra CBAPKn (MIr nnMAG). OH peKOMeHdyOTcI dIra CBAPKn CTaII, HEPKABeIKN, AIOHMInIa, a TaKKe I dIra CBAPKn-NAIKN BBICOKOpOHybIX CTaJIe c NpOMoubIO npOBOLOn CuSi n CuAl (nDeaIeH dIra pEmoNTa Ky3OBA). BlaoradapyHKUIN «CnHepreTtueckar CKOpOCTb NODaun npOBOLOn» annapaT hAcTpANBaETcI npocTo n 6bICTpo. AnnapaTbI T1 GYS AUTO n T3 GYS AUTO pa6oTaIOT ot Tpexphoro NITAHn4 400B, annapaTbI T1 GYS AUTO DV n T3 GYS AUTO DV - OT Tpexphoro NITAHn4 230B/400B AnnapaTbI M1 GYS AUTO n M3 GYS AUTO pa6oTaIOT ot OndhoA3HoN po3eTKn Ha 230B. AnnapaTbI M1 GYS AUTO 208/240V n M3 GYS AUTO 208/240V - ot OndhoA3HoN po3eTKn Ha 208/240B.
3NEKTPNueECKOE NHTAHNE
3NaueHne npe6nemoro Toka (I1eff) nncnoB3OBAHn npn MaKcImaJIbHbIX ycIOBnX yKa3aHO Ha annapaTe. POBepbTe TTO nHTAHne n ero 3aunTbI (nnabKn npedoxpAHntb n/nn nppebBaTeIb) COBmecTmbl C TOKOM, Heo6xOIMbIM dner pa60Tb annapata. Annapat doJnxen 6bITb paCnONKeH TaK, YTO6bl Bnka 6blna DoCTyHa.
- T1 GYS AUTO i T3 GYS AUTO cha6xehbI uTekepOM Tnna 3P + N + E Tnna 16A, COOTBeTCTByuOuIm CtAndapTy 60309-2.
-
M1 GYS AUTO n M3 GYS AUTO noctablaotc c odnofa3hblm tkeepom JA 003-B Tnna 16A c 3a3emlenHHbIM pa3beomom.
-
AnnapaM1 GYS AUTO M3 GYS AUTO 68a3aTeNbHO dONKHb6bTb NOKlnOeHb K OJHoFa3HOb po3etKe 230B c 3a3emnHeM, 3aunuHnHn npepbIbATEm 16A c 3aepkKo n DnΦpepeHuaJOM 30mA.
-
AnnapaTb T1 GYS AUTO, T3 GYS AUTO, T1 GYS AUTO DV n T3 GYS AUTO DV o6raTeJbHo doJIKNbI 6bITb noDKIIOueHbIK Tpexpha3HO np3eTke 400B c 3A3EMJIEHNEM, 3aunuHNO npepbBaTeJem 16A c 3aepKko I dNΦpepeHuaIOM 30Ma. He nCnObl3OBaTb C ydInHHTeJem ceHHeM MeHee Yem 2,5 MM².
-
Tólbko污染防治T1 GYS AUTO DV and T3 GYS AUTO DV: Tpexφa3Hoe ΠπTaHne 230B. BHIMAHINE: Θn annapaTb cMOHTnpoBaHbHa 400B npn 3abOdcKoC6OpKe. Ecnn Bawa 3JleKtpoyctaHOBKa paccuHTaHa Ha Tpexφa3Hbe 230B, npOn3BeDnte Heo6xodmblte n3MeHeHHa Ha nPiatae 3axmOB BHyTpni anPapata. 3Ta onepaunia DOnkHa 6bItb npOn3BeDeHa Tólbko KBaIIΦIcIupoBaHHbIM CneuaJIACToM. JIra 3TOrO, CJeDuYte CXEme NODKJIooHeHHa dIy 230B yKa3aHHO BHyTpni anPapata. IVtoUHK 3JleKtpoITaHna DoJXeH 6bItb 3aUniueh PpeOxApanTelem 16A nDfΦepeHuaIOM 30mA. (Cm. 3JleKTPocxemy B KOHue INCTpyKcUN)
-ДяannapatOB M1 GYS AUTO 208/240Vи M3 GYS AUTO 208/240V : odnofoa3Hoe nHTaHn 208B, BHIMAHHE: 3tn annapaTb cMOHTnpoBaHbI Ha 3abOe Ha 240B odhaФa3a. EcnBaAwa əNeKtpoyctaHOBka paCCHTaHa Ha odnofoa3HbE 208B, npOn3BeDInTe Heo6xOdImbIe n3MeHeHn Ha Ha nIaTe 3axmOB BHyTpIn annapata. 3Ta onepaun DoJXHa 6bItb npOn3BeDeHa Toblko KBaIINΦuINpOBAHHbIM CneuaJIACrOM. ДЯ 3ToRo, cIeDyIte cxeme nodkluOeHn DЯ 208B yKa3aHHoB BVtPr annapaTaN. IcToUHK NekTPoPntaHn DOJXeH 6bItb 3aUnIeH npedoxpaHNTeIem 16A n dΦpepeHuaIam 30mA. (Cm. 3NeKtpocxemy B KOHcne IHCTpykCnn)
ONICAHNE ANNAPATA (FIG I & II)
1-BbIKIOuATeINb BKN-BbIKN
2-7-no3nIOHHbIKOMMyTaTOPpeyIINPOBKMOuHOCTN (fig VI)
3- PanaHbpepyIIMPOBKnnapaMeTpOB
4-Pa3bEm dIra ropeKn eBponeckoro cTahapTa
5-Pa3bEm ynpablenia npBODHO ropeKn
6-ДержateЛьдя ropeLOK
7- Lhyp nntaHn
8-Ka6eIbMaccbIc3axmOM200A.
9-Пдставka Дя 6алloHOB (MaKcMym 2 6aIHOHa 4m3).
10- Κέην δύλελακρεπλημεδαλίονθ.
11-ДерхаTeьь 606инbl 200/300 MM.
12-3neKtpoknanaanrpoeIkn1 (T1 GYS AUTO)
13-Подста Кдя кабелу ropelkn
T3 GYS AUTO:
4B- nctouhNk nntaHnKaTyuKn 3axuHaHn KaTyuKn
14-3neKtpoklananH ropelkn 2
15-ДеркаTeJIb 606инbl 200 MM.
16- ΘneKtpoklanaH npBODHO ropeJKN Spool gun. (T3 GYS AUTO)
17-MOTOPIN3NPOBaHHbI NOdaIOUm MExAHn3M
ONHCAHNE ANIAPATA (FIG III)
AnnapaM1 GYS AUTO, T1 GYS AUTO, M3 GYS AUTO, n T3 GYS AUTO BaprT cTalbHyIO n HepKaeIoUyIO npoBOJOKy dIaMeTpOM 0,6/0,8 n 1. (pncyHok 3A) Annapat n3NaayalbHO yKomnneKToBaH, YTO6bl Bapntb cTalbHO n npoBOJOKO 0,8 MM (KOHTAKTHaY Tpy6ka 0.8, pOlyNK 0.6/0.8 n 0.8/1.0 mm). PnN nCnoJIb3OBaHN n npoBOJOKn DnaMeTpOM 0,6 MM CNeDyET NOMEHATB KOHTAKTHyIO Tpy6ky. POIIK IOnaIOUeO yCTPOINCTBA DByXCTOPOHNn 0,6 / 0,8 MM. B 3tOM cIyae, eO HYKHO UcTAHOBNTb TaKIM O6pa3OM, YTO6bl 6blNO BnDHO 0,6 MM Ha BnDNMOI CTOpOE pOlyNA. NcNoJIb3OBaHN eAnnapaTa dIra CBAPKn cTaN INH EPrXABeEKN Tpe6byET cneuΦnueckn ra3 aproH + CO2 (Ar + CO2). Ipnopucn CO2 3aBNCNT OT mCNoJIb3OBaHN.ДЯ bIbOpa r3a cnpocTe cobEt a cneuaJIncTa no npodaKe ra3a. Pacxod ra3a npi CBAPKe cTaN MExdy 8 n 12 J/MnB B 3aBNCIMOCnT ot OKpyKaIOSe cpebl n OIbTa CBAPNIKA.
IOLYABTOMATUeCKAR CBAPKA AJHOMHHN (PEXMMM) (FIG III)
AnnapaTbI M1 GYS AUTO, T1 GYS AUTO, M3 GYS AUTO n T3 GYS AUTO Bapr t cTaIbHyIO n HepXaBeIoUyIO npoBoloky DnAmetpOM 0,8 n 1. (pncyHOK 3-B)
Дя CBAPКи aIIOMHINH HJxH eHHTpaIbHbI ra3: uCTbI aproH (Ar).ДЯ bIbOpa ra3a cnpocnte coBETA cneuaJIncTa no npodaxe ra3a. PacXoJ ra3a MeKdy 15 n 25 JIMn B 3aBcUmOCTn OT OKpykaIoUe i Cpebl n OnbIa CBapuNka.
Hnke npBedeHbI pa3nHmEeMyuNcNoJIb3ObaHnEm dJe CBapKn CTaII N dJe CBapKn aHOMHHa:
- PpIXHMhIe poln: nCnoJIb3yIe CneuHaIbHbIe polnKn IJra npceCa IJra aIOMHHa, YTO6bl N36ExKaTb DeOpMaunnnnonepueHoro ceeuHna npoBoda.
-Давлиене пижимьх polиков поадюцero Mexaнзma Ha npobOLOKy : OtperynilpoBaTB дableneHa MHHIMyM,чтобы He pa3daBnTb npobOLOKy.
- RopeJIka : nCnOJb3yIe CneuJaIbHyIO rOpEJIka OChaUeHa TeΦIoHOBBIM IJNaHROM, YTo6blOrpaHnUHT TpeHH
- EcII Bbl He nCnoIb3yete ropeIky dIaIOMHHn, To HyxHO KaK MInHmym 3aMeHNb MeTaNlueckyIO Tpy6Ky rOpelKN IINCBAPKn cTALN Ha TeΦNoHObyIO.
- HanpaBnaIooaI npoBoloky Tpy6ka B noDcoeHHeHHn ropeK K noDaIOUeMy: BbHyTb Tpy6ky nepeTem KaN oDcoeHNHTb rOpEly dIra CBapKn aIIOHMnHc TefnoHOBo Tpy6ko.
- KoHTaKTHa Tpy6ka ropeIKN: nCnOJIb3OBAb CNEUIAJIbHYIO Tpy6ky dIy aIIOMN Hra COOTBeTCTByIOuIyIO dHaMeTpY npoBOJOKN.
IOLYABTOMATNUECKA CBAPKA AIIOMHHNA (PEXIM MNI)
Ipon3Bodnten ABtOMo6Hne peKomeHdyOT annapaTbM1 GYS AUTO, T1 GYS AUTO, T3 GYS AUTO m3 GYS AUTO dna cbapkn naKn BbICOKOpOuHbIX cnpabOB npobolokoi CuS13 nIn CuAl8 (0 0,8 MM n 1 MM).CbapnKdoJxeh NcNoB30BaTb HeITpAIBhB ra3: uCtbn aproH (Ar).ДЯ Bblbopa ra3a cnpoCte cobeta cneuaJIncTa no npodaXe ra3a. Pacxod ra3a np6n3ntelbHo MeKdy 15 n 25 J/MnH.
NODCOEINHEHNE FA3A (FIG II)
PnBHTte CBAPOHy peyKTop K ra3OBMy 6aIHOHy (peyKTOp He noCTabJIeTc BMeCTe c annapaTOM).ДЯ NCNoB3OBaHnC ODNHM NIN C DBYMa 6aIIOHaMn Ra3a.4To6bl CoeHNHTb 2 Ra3OBbIX 6aJIIOHa c 3 ropeKamn, HxKHO pa3pe3aTb WJAHr Ha 3 qactN INoDCoeHNHTb CoeHNHTelb Y (CM foto 2C) .
YTo6bI coeINHtB oIN HraObI b 6aJIIOH c 3 rOpEknAMn, HxKHO pa3pe3aTb IJNAHr Ha 4 qactn n noDCoeHNHTb 2 Y. POnkInouHTe KaKdbI 6aJIIOH K 3JeKtpoklanahy, Co6NIoJa cNeDyUoNn NopRdoK:
-3neKtpokkanaT1 GYS AUTO cBepxcy cneBa (fig II-B:12)
-3neKtpokkanaan Spool gun cbepxy cnpaba (fig II-B:16)
-3neKtpokkanaanT3 GYS AUTO Bn3y (fig II-B:14).
Bo n36ekahne yTeukn ra3a, nCnoJIb3yIte XOMyTbI, NOCTaBnaEMbIe B KOMnIke Tc aannapatom
YCTAHOBKA ANIAPATA (FIG IV)
- oOTkpoIe IIOK aannapata.
- YctaHOBInTe 6o6nHy c nOmoUbIO BedyUero naIbua (fig IV-2) depkaTeJI 6o6nHbl.
- OtperynlpyTe TOpMo3 606uHbI (fig IV-3) TaK, yTo6bl npn ocTaHOBe CBapKn 6o6uHa no nHe 3anyTala npoBoNoKy. He 3axmaite cInxkOM cnlbHo!
- BeDyUne polnki (fig IV-4), DByxKeNo6aTbIe ( 0,6 / 0,8 et 0,8 / 1) . BvIMbI Ha polnke dnaMeTp ,TOT, KOTOpBn HcNoJIb3yETc. IJr npoBOLOKn O,8, HxKHO nCNoJIb3OBAt b JxIo6 O,8.
-Прип повом заунcke annapata : -ocla6bTe кpenexные BHTbl HHTeBoda (fig IV-6)
Дя ретулровки Кoleска нахимньix роликов, (fig IV-5).Deястуte сдуюшп mобразм : Мakсmaьно pa3виьтnte кoleско, BKIOUHTe MOTOP нахаTNem Ha raWEtky ropeKEN, 3aBnHbTNTe KOleско, npodJXaЯнжIMaTB Na raWEtky. 3aHNTe pOBOLOKy prn BvIXode n3 coNla. ПпдabNTe naIbceM 3aHyTbI KOHeU, YTObI npIDepKxTaB ee. Kolecko doctatoUHO 3aTMyTo, KOrda poliNK npokpyuBAOTcno pOBOLKe, daxe ecIn npoboloka 6LOkIpObaHa npn BvIXode nx ropeKEN.ЧасTo ИСПОЛБ3уЕмая ретулровka - кoleско polikOB (fig IV-5)В пIoXeHn 3 дЯ Stani n 2дя anIOMHHY.
Nb:ДЯаIOMHHeBOn npOBONKn DaBHeNHe DoJIxHO 6bITb MmHMaJIbHbIM, UTo6bl He CnIIIOUINBaTb npOBONOKy.
BbIOP 606NHbl
ПИВОДHAЯ FOPEЛKA (SPOOL GUN) (OPTION)
IPIE3EHTAUNI ΦYHKUHOHPOBAHNE
RopeIIka Spool Gun noikIouaetcK rHe3Ny ropEkn T1. GYS AUTO -Spool Gun moKeT nCnoIb3ObaTbcra IIn6o B pyHOM peXnme «Manual», li6o B cInHeprnueckom «Synergic».
- B pexime «Manual» АИВ В рexime «Synergic» 6byetakTNbHa TOLbKO KHONka ynpaBHeHЯ ckopoctbI npoBOLOKn, HaxoJaIaCЯ Na ropeIkeM (noTeHcUOnMeTp cKOpOCTn noaHn 6e3deIeCTByet).
-B pekme «Synergic»:
-YCTAHOBIne KNONky cKOpocn IIOaun Ha ropeIkeM nOcepeDInHe dHaana3oHa nepeKnUoyehnA n, eCn HEO6XoDmO, noKDoppeKtnpyiTe.
1-KhONKa OTKpbITb/3aKpbITb KpbIikKy
2-3axmna raKa KaTyuKn
3- Raika Topmo3a KaTyuKn (He 3akpyuBaTb CInbHo)
4-BnHT peryInpOBKn HanpJxKeHn poJIkoB
5-Khonika perynipobkn ckopoctn noaun
CBOPKA
Katyushka:
-OTkpblbkopnyc
-OTBnHTnte raKy (PpIMeuaHHe : o6paTHbI War pe3b6bl)
-3aKpyTntb raiky TopMo3a yTo6bI bBirHyb Ocb KaTyuKIN (CnJbHO He 3aTARNBaTb)
- BCTaBnTb BaUy KaTyuKy
-уTo6bI BCTaBnTb npBOkny BpoJIKn HaxMnte Ha « BNT peYInpOKBn HaprrKeHn poJIKOB »

- BbIyHInTe npoBOnkO u3 ropeJIkn 1 hakpyuBaB ee Ha 6o6nHy.
- OToCoeDInHnTe rOpEnKy 1
-ПодклочиКоннектмошноctnSpool GunK rHe3dY.
-Подклочи КОннecтор урпавелен Spool Gun
COBETBI IN TEPMO3AUJNTA
- CnédyuIte o6uεπpInHЯTbIM npaBnIaM CBAPKn.
-Послс CBapк Oстаьг Te annapa TpoKJIIOUeHHbIM IЯоxlaJaeHnI. - Tepmo3aunTa: INHnKaTOp 3aropaetcra OXlaJxHeHne npOxCoDHT 3a HeCKoJIbKO MInHyT B 3aBNCIMocTN OT TempeaTypbl OkpykaIooi cpebl (fig IV-6).
- Octabnayte OTBepctna B annapate cbo6oHbIMn dny CBO6oHoro npoxxdeHHa
BESCHRIJVING VAN HET APPARAAT (FIG I & II)
ACCESSIONS/ACCESORIES/ZUBEHÖR/ACCESORIOS/AKCECCYAPBI / ACCESSORIES / ACCESSORI

| M1 GYS AUTO / T1 GYS AUTO / M3 GYS AUTO / T3 GYS AUTO | |||||||||
| Ø 100 | Ø 200 Ø 300 | 0.6 - 1.0 | |||||||
| Acier/Steel/Stahl | 086593 (ø0.6) | 086111 (ø0.6) | 086166 (ø0.6) | ||||||
| 086609 (ø0.8) | 086128 (ø0.8) | 086227 (ø0.8) | 042353 (ø0.6/0.8) | 041592 (ø0.6/0.8 - 3m) | 041424 (150A - 3m) | 041905 (ø0.6) | 041912 (ø0.8) | 30L/min | |
| Inox/Stainless/Edelstahl | 086616 (ø0.8) | 06326 (ø0.8) - | 041912 (ø0.8) | 041875 | 041622 (FR) | ||||
| CuSi3 | 086692 (ø0.8) | 06647 (ø0.8) - | 041646 (UK) | ||||||
| CuAl8 | - 086661 | (ø0.8) - | 041219 (DE) | ||||||
| Alu (AlMg5) | 086548 (ø0.8) | 06555 (ø0.8) - | 042377 (ø0.8/1.0) | 041578 (ø0.8 - 3m) | 041462 (150A - 3m) | 041059 (ø0.8) | |||
| Alu (AlSi5) | 086685 (ø0.8) | ||||||||
| Alu (AlSi12) | 086678 (ø0.8) | ||||||||
| Spool Gun Ref. 041486 GYSMATIC 9/13 Ref. 043909 | Bombe antiperle /Anti-spatter spray Ref. 041806 Couverture antichaleur /Heat cover Ref. 050204 | Torche MB15 (150A) Coffret accessoires / Accessories box Ref. 041226 | Ref. 043787 250A-3m 25mm² |
CONDITIONS DE GARANTIE FRANCE
The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour).
The warranty does not cover:
- Transit damage.
Normal wear of parts (eg.: cables, clamps, etc.). - Damages due to misuse (power supply error, dropping of equipment, disassembling).
- Environment related failures (pollution, rust, dust).
In case of failure, return the unit to your distributor together with:
- The proof of purchase (receipt etc ...)
- A description of the fault reported