
VS 600 GE - Fräsmaschine FESTOOL - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts VS 600 GE FESTOOL als PDF.
Benutzerfragen zu VS 600 GE FESTOOL
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Fräsmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch VS 600 GE - FESTOOL und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. VS 600 GE von der Marke FESTOOL.
BEDIENUNGSANLEITUNG VS 600 GE FESTOOL
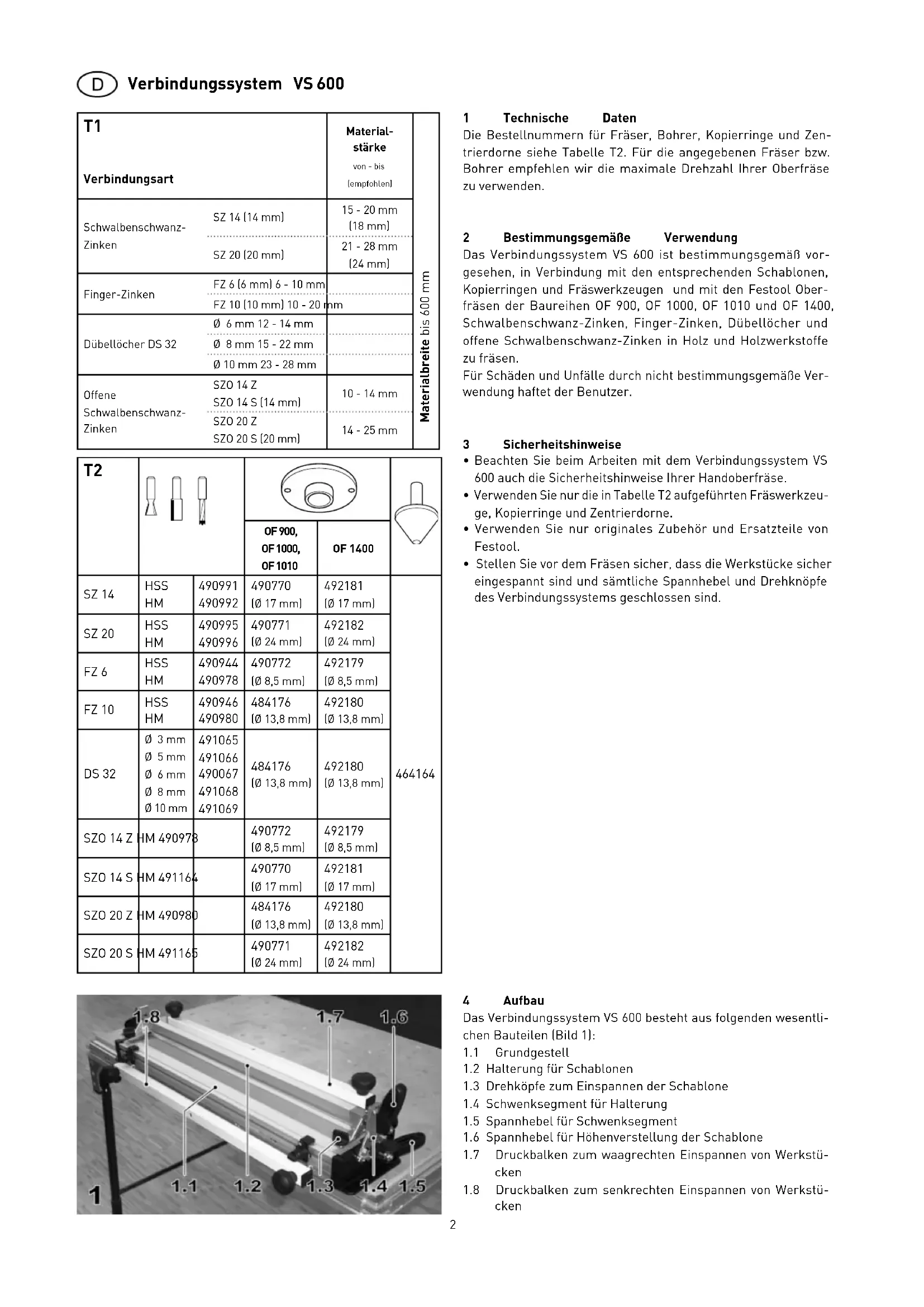
Die Bestellnummern für Fräser, Bohrer, Kopierringe und Zentrierdorne siehe Tabelle T2. Für die angegebenen Fräser bzw. Bohrer empfehlen wir die maximale Drehzahl Ihrer Oberfräse zu verwenden.
2 Bestimmungsgemäße Verwendung
Das Verbindungssystem VS 600 ist bestimmungsgemäß vorgesehen, in Verbindung mit den entsprechenden Schablonen, Kopierringen und Fräswerkzeugen und mit den Festool Oberfräsen der Baureihen OF 900, OF 1000, OF 1010 und OF 1400, Schwalbenschwanz-Zinken, Finger-Zinken, Dübellöcher und offene Schwalbenschwanz-Zinken in Holz und Holzwerkstoffe zu fräsen.
Für Schäden und Unfälle durch nicht bestimmungsgemäße Verwendung haftet der Benutzer.
3 Sicherheitshinweise
- Beachten Sie beim Arbeiten mit dem Verbindungssystem VS 600 auch die Sicherheitshinweise Ihrer Handoberfräse.
- Verwenden Sie nur die in Tabelle T2 aufgeführten Fräswerkzeuge, Kopierringe und Zentrierdorne.
- Verwenden Sie nur originales Zubehör und Ersatzteile von Festool.
- Stellen Sie vor dem Fräsen sicher, dass die Werkstücke sicher eingespannt sind und sämtliche Spannhebel und Drehknöpfe des Verbindungssystems geschlossen sind.
4 Aufbau
Das Verbindungssystem VS 600 besteht aus folgenden wesentlichen Bauteilen (Bild 1):
1.1 Grundgestell
1.2 Halterung für Schablonen
1.3 Drehköpfe zum Einspannen der Schablone
1.4 Schwenksegment für Halterung
1.5 Spannhebel für Schwenksegment
1.6 Spannhebel für Höhenverstellung der Schablone
1.7 Druckbalken zum waagrechten Einspannen von Werkstücken
1.8 Druckbalken zum senkrechten Einspannen von Werkstücken
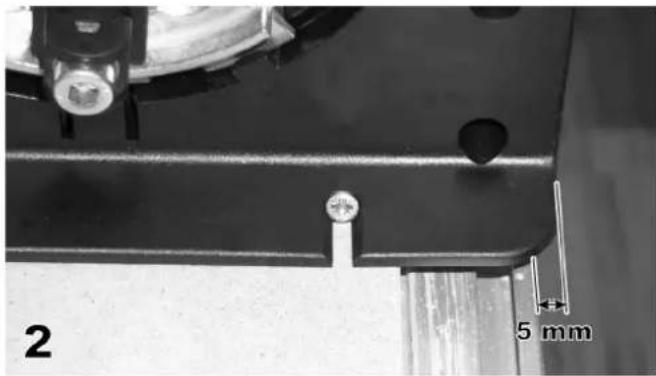
5.1 Grundgestell aufstellen
Das Grundgestell muss rutschfest auf einer standfesten Unterlage befestigt werden:
- Stellen Sie das Grundgestell so auf, dass die Vorderkante ca. 5 mm übersteht.
- Befestigen Sie das Grundgestell mit zwei Schrauben (Bild 2) oder zwei Schraubzwingen (Bild 3) beidseitig auf der Unterlage.
5.3 Oberfräse
Hinweis: Die Handhabung der Oberfräse (Einstellen der Frästiefe, Werkzeugwechsel, usw.) ist in deren Betriebsanleitung beschrieben.
Montieren Sie den benötigten Kopierring zentrisch im Frästisch der Oberfräse:
- Ziehen Sie den Stecker aus der Steckdose.
- Stellen Sie die Oberfräse auf den Kopf.
- Öffnen Sie die beiden Schrauben (4.1) und entfernen Sie den Ring (4.2).
- Spannen Sie den Zentrierdorn (4.4) in der Frässpindel fest.
- Legen Sie den Kopierring (4.5, 5.3) mit dem Bund nach oben in den Frästisch der Oberfräse ein.
- Bewegen Sie den Frästisch langsam in Richtung Zentrierdorn, bis der Kopierring (5.3) durch den Zentrierdorn (5.2) zentriert wird.
- Schrauben Sie den Kopierring mit den beiden mitgelieferten Schrauben (4.3, 5.1) fest.
- Entfernen Sie den Zentrierdorn aus der Frässpindel.

VORSICHT
Beschädigung des Fräsers und der Frässchablone
- Entfernen Sie, falls montiert, die höhenverstellbare Abstützung (5.4) von der Oberfräse.
Mit dem Verbindungssystem VS 600 und der jeweiligen Schablone lassen sich folgende Verbindungsarten herstellen:
• Schwalbenschwanz-Zinken (siehe Kapitel 6.1)
• Finger-Zinken (siehe Kapitel 6.2)
• Dübellöcher (siehe Kapitel 6.3)
- Offene Schwalbenschwanz-Zinken (siehe Kapitel 6.4)
6.1 Schwalbenschwanz-Zinken
a) Einsetzen der Schablone
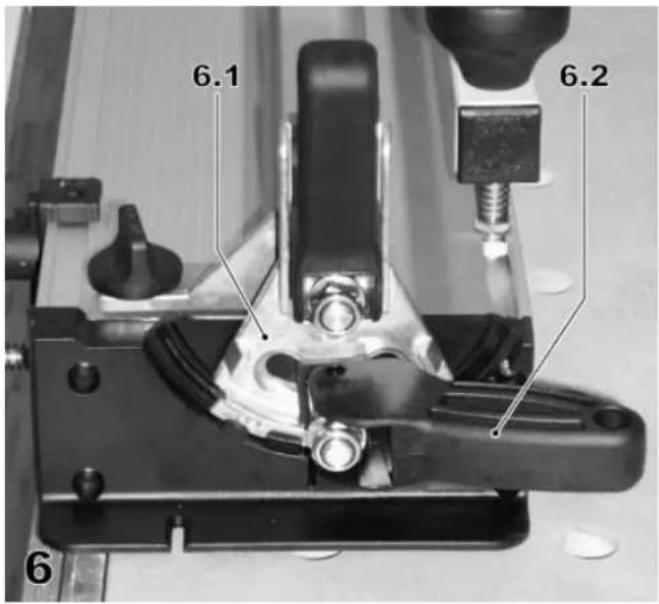
- Fixieren Sie die beiden Schwenksegmente (6.1) mit dem Spannhebel (6.2) in der mittleren (senkrechten) Stellung.
- Öffnen Sie die beiden Spannhebel (7.1, 7.3) für die Höhenverstellung der Schablone und drücken Sie die Halterung (7.2) für die Schablone ganz nach unten.
- Öffnen Sie die Drehknöpfe (7.4, 7.7) zum Einspannen der Schablone und setzen Sie die Schablone (7.5) ein.
Achtung: Die beiden Einstellräder (7.6) müssen nach unten zeigen.
- Schließen Sie die beiden Spannhebel für die Höhenverstellung der Schablone.
- Richten Sie die Schablone so aus, dass die unteren Absätze (8.1) der beiden Einstellräder am Grundgestell des Verbindungssystems anliegen und spannen Sie die Schablone mit den beiden Drehknöpfen (7.4, 7.7) fest.
- Drehen Sie die beiden Anschläge auf die Stellung "SZ 14" bzw. "SZ 20" (9.3).
Richten Sie die Anschläge so aus, dass die Pfeile (9.1) an den inneren, geraden Seiten (9.2) der Aussparun gen der Schablone anliegen.
Klemmen Sie die Anschläge mit den Drehknöpfen (9.4) fest.
- Öffnen Sie die beiden Spannhebel für die Höhenverstellung der Schablone und bewegen Sie die Scha blone nach oben.
- Legen Sie ein Werkstück unter beide Enden der Schablone.
Drücken Sie die Schablone so weit nach unten bis sie flächig auf dem Werkstück aufl liegt und schließen Sie die beiden Spannhebel für die Höhenverstellung der Schablone.
b) Werkstücke einspannen
Es sind stets beide miteinander zu verbindenden Werkstücke gleichzeitig einzuspannen.
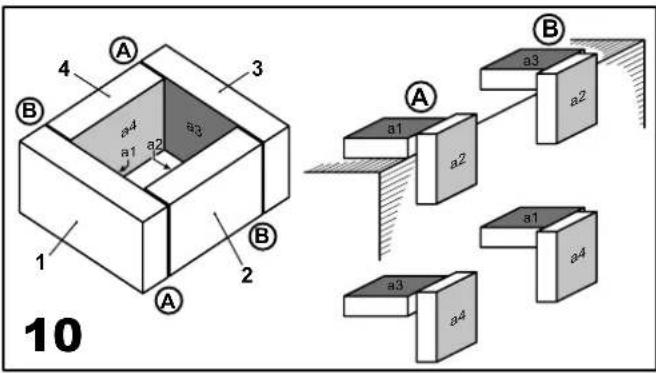
Dabei ist zu beachten (siehe Bild 10):
- Die Werkstücke sind so einzuspannen, dass die miteinander zu verbindenden Stirnseiten aneinander liegen.
• Die Werkstücke müssen seitlich am Anschlag anliegen.
• Die Werkstücke müssen oben bündig miteinander abschließen. - Die im eingespannten Zustand außen liegenden Seiten (a1 - a4) bilden die inneren Seiten der fertigen Verbindung.
- Bei einem Rahmen (Korpus) müssen die Werkstücke für die Ecken "A" am linken Anschlag und für die Ecken "B" am rechten Anschlag angelegt werden.
Die Werkstücke "1" und "3" müssen stets waagrecht, die Werkstücke "2" und "4" stets senkrecht im Verbindungssystem eingespannt werden.
c) Vorbereitungen an der Oberfräse (siehe 5.3)
Achtung: Ziehen Sie vor dem Fräserwechsel stets den Netzstecker aus der Steckdose!
- Spannen Sie den Fräser (siehe Tabelle T2) in die Spannzange der Oberfräse ein.
- Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse ein, indem Sie die Maschine auf die Schablone aufsetzen und so weit nach unten drücken, bis das Fräswerkzeug die Oberfl äche des eingespannten Werkstücks berührt.
- Stellen Sie an Ihrer Oberfräse folgende Frästiefe ein (Achtung: diese Maße gelten nur für die in Tabelle T2 genannten Fräser): SZ 14: 12 mm, SZ 20: 15 mm.
- Benutzen Sie beim Fräsen von Zinken die Absaughaube des Seitenanschlags der Oberfräse oder die Absaughaube AH-OF (Zubehör). Schließen Sie die Absaughaube an ein geeignetes Absauggerät der Staubklasse "M" an (z. B. Festool CLEANTEX CTM).
Hinweis: Stellen Sie den Abstand der Absaughaube zum senkrechten Werkstück so ein, dass Sie noch ausreichend Verfahrweg zum Fräsen der Zinken haben.
text_image
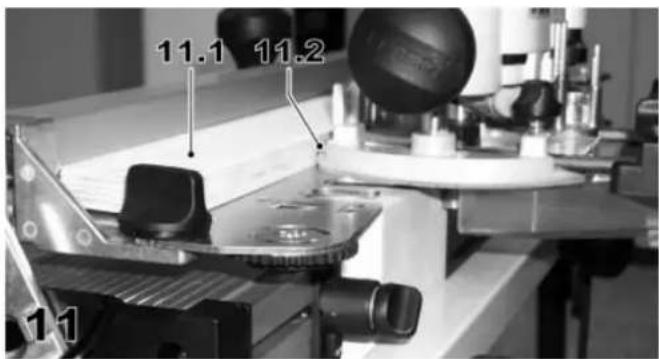
11.1 11.2 11d) Bearbeitung
Anritzen
Um beim senkrecht eingespannten Werkstück Ausrisse zu vermeiden, sollte dessen Oberfl äche angeritzt werden:
- Legen Sie eine Leiste (11.1) an die Halterung für die Schablone, deren Breite Werkstückdicke +33 mm beträgt. Diese Leiste dient als Führung für die Oberfräse.
- Setzen Sie die Oberfräse rechts vom Werkstück auf die Schablone auf, so dass die Führungsfläche (11.2) des Frästisches der Oberfräse an der Leiste anliegt.
- Drücken Sie die Maschine bis zur eingestellten Frästiefe nach unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse an.
text_image
12.1 12
- Führen Sie die Oberfräse von rechts nach links an der Leiste entlang und ritzen Sie dadurch das Werkstück im Gleichlauf an.
Probefräsung der Zinken
Führen Sie zuerst eine Probefrässung durch um zu kontrollieren, ob alle Einstellungen korrekt sind.
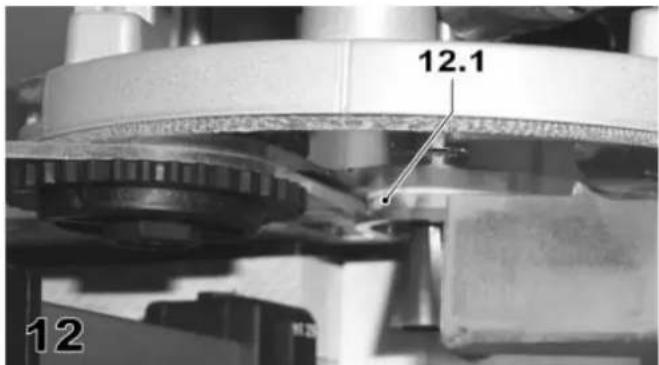
- Setzen Sie die Oberfräse am Ende der Schablone auf, so dass der Bund (12.1) des Anlaufrings an der Schablone anliegt.
- Drücken Sie die Maschine bis zur eingestellten Frästiefe nach unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse an. - Führen Sie die Oberfräse gleichmäßig an der Schablone entlang (Bild 13).
Achtung: Der Bund des Anlaufringes muss stets an der Schablone anliegen. Halten Sie die Oberfräse stets an beiden Handgriffen parallel zur Schablone und drehen Sie die Maschine beim Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht verändert werden.
- Kontrollieren Sie, ob sämtliche Zinken korrekt gefräst sind – gegebenenfalls nochmals fräsen.
- Spannen Sie die Werkstücke aus und setzen Sie diese zusammen.
Sollte die Zinken-Verbindung nicht exakt stimmen, sind folgende Korrekturen durchzuführen:
Zinken-Verbindung zu schwergängig (14.1): •
Verringern Sie die Frästiefe der Oberfräse mit der Feineinstellung der Oberfräse geringfügig (ca. -0,5 mm)
Zinken-Verbindung zu leichtgängig (14.2): •
Vergrößern Sie die Frästiefe der Oberfräse mit der Feineinstellung der Oberfräse geringfügig (ca. +0,5 mm)
Zinken-Verbindung zu tief (14.3): •
Einstellräder um das Fehlmaß in Minus-Richtung drehen (1 Skalenstrich entspricht -0,1 mm Zinkentiefe), Schablone entsprechend Kapitel 6.1 a) neu einsetzen und ausrichten.
Zinken-Verbindung nicht tief genug (14.4): •
Einstellräder um das Fehlmaß in Plus-Richtung drehen (1 Skalenstrich entspricht +0,1 mm Zinkentiefe), Schablone entsprechend Kapitel 6.1 a) neu einsetzen und ausrichten.
Hinweis: Um die Einstellräder verstellen zu können, müssen Sie die Schrauben (15.1) öffnen und nach erfolgter Einstellung wieder festziehen. Damit bleibt die eingestellte Position für spätere Arbeiten fi xiert.
Wiederholen Sie diesen Vorgang, bis die Verbindung exakt stimmt.
Fräsen der Zinken
Fräsen Sie analog zur Probefräsung alle Zinken.
text_image
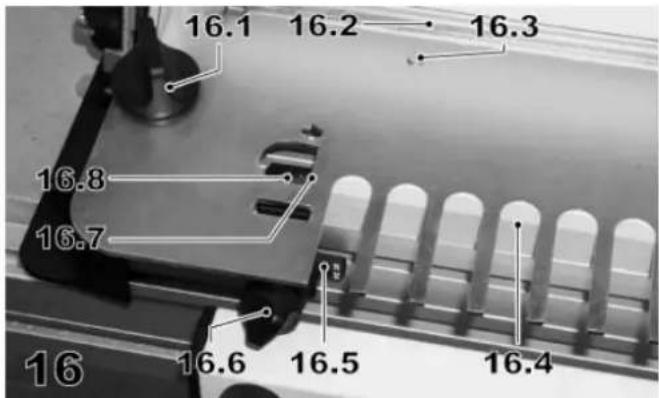
16.1 16.2 16.3 16.8 16.7 16.6 16.5 16.4 166.2 Finger-Zinken
a) Einsetzen der Schablone und Befestigen eines Splitterschutzes
- Fixieren Sie die beiden Schwenksegmente mit dem Spannhebel in der mittleren (senkrechten) Stellung (siehe Bild 6).
- Öffnen Sie die beiden Spannhebel für die Höhenverstellung der Schablone und drücken Sie die Halterung für die Schablone ganz nach unten.
- Öffnen Sie die Drehknöpfe (16.1) zum Einspannen der Schablone und setzen Sie die Schablone ein.
Achtung: Die umgebogene hintere Seite (16.2) der Schablone muss nach oben zeigen.
- Schieben Sie die Schablone bis zum Anschlag nach hinten und spannen Sie sie mit den beiden Drehknöpfen (16.1) fest
- Drehen Sie die beiden Anschläge auf die Stellung "FZ 6" bzw. "FZ 10" (16.5). Richten Sie die Anschläge so aus, dass die Pfeite (16.8) an den inneren, geraden Seiten (16.7) der Aussparungen der Schablone anliegen. Klemmen Sie die Anschläge mit den Drehknöpfen (16.6) fest.
- Bewegen Sie die Schablone nach oben und legen Sie ein Weichholzbrett (16.4) als Splitterschutz unter die Schablone.
Hinweis: Der Splitterschutz verhindert, dass das Werkstück beim Fräsen an der Rückseite aussplittert.
Achtung: Damit das Verbindungssystem beim Fräsen nicht beschädigt wird und der Splitterschutz seine Funktion erfüllen kann, muss er 5 mm dicker als das zu bearbeitende Werkstück sein und mindestens die Breite des zu bearbeitenden Werkstückes besitzen.
- Drücken Sie die Schablone nach unten, bis sie flächig auf dem Splitterschutz aufl liegt und schließen Sie die beiden Spannhebel für die Höhenverstellung der Schablone.
- Richten Sie den Splitterschutz so aus, dass er bündig mit der Vorderkante des Grundgestells abschließt und spannen Sie ihn mit dem oberen Druckbalken fest.
- Schrauben Sie den Splitterschutz mit kurzen Holzschrauben (16.3) an der Schablone fest.
text_image
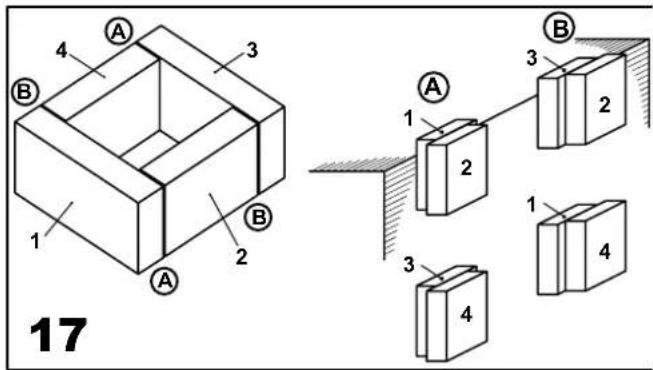
17 A 4 3 B 1 2 A B 3 A 2 1 3 4b) Werkstücke einspannen
Es sind beide miteinander zu verbindenden Werkstücke gleichzeitig mit dem vorderen Druckbalken einzuspannen und zu bearbeiten.
Dabei ist zu beachten (siehe Bild 17):
• Die Werkstücke sind so einzuspannen, dass die miteinander zu verbindenden Stirnseiten aneinander liegen.
• Die Werkstücke liegen, um eine Zinkenbreite zueinander versetzt, seitlich am Anschlag an.
- Die Werkstücke müssen von unten gegen die Schablone geschoben werden.
- Bei einem Rahmen (Korpus) müssen die Werkstücke für die Ecken "A" am linken Anschlag und für die Ecken "B" am rechten Anschlag angelegt werden. Die Werkstücke "1" und "3" müssen hinten am Splitterschutz, die Werkstücke "2" und "4" vorne am Druckbalken anliegen.
c) Vorbereitungen an der Oberfräse (siehe 5.3)
Achtung: Ziehen Sie vor dem Werkzeugwechsel stets den Netzstecker aus der Steckdose!
- Spannen Sie den Fräser (siehe Tabelle T1) in die Spannzange der Oberfräse ein.
- Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse ein, indem Sie die Maschinen auf die Schablone aufsetzen und so weit nach unten drücken, bis das Fräswerkzeug die Oberfl äche des eingespannten Werkstücks berührt.
- Stellen Sie an Ihrer Oberfräse die Werkstückdicke als Frästiefe ein.
Achtung: Die Frästiefe sollte nicht größer als der Fräserdurchmesser sein. Fräsen Sie statt dessen in mehreren Arbeitsschritten.
- Benutzen Sie beim Fräsen von Zinken die Absaughaube des Seitenanschlags der Oberfräse oder die Absaughaube AH-OF (Zubehör). Schließen Sie die Absaughaube an ein geeignetes Absauggerät der Staubklasse "M" an (z. B. Festool CLEANTEX CTM).
Hinweis: Stellen Sie den Abstand der Absaughaube zum senkrechten Werkstück so ein, dass Sie noch ausreichend Verfahrweg zum Fräsen der Zinken haben.
text_image
20.1 20.2 20.3 20 20.5 20.4d) Bearbeitung
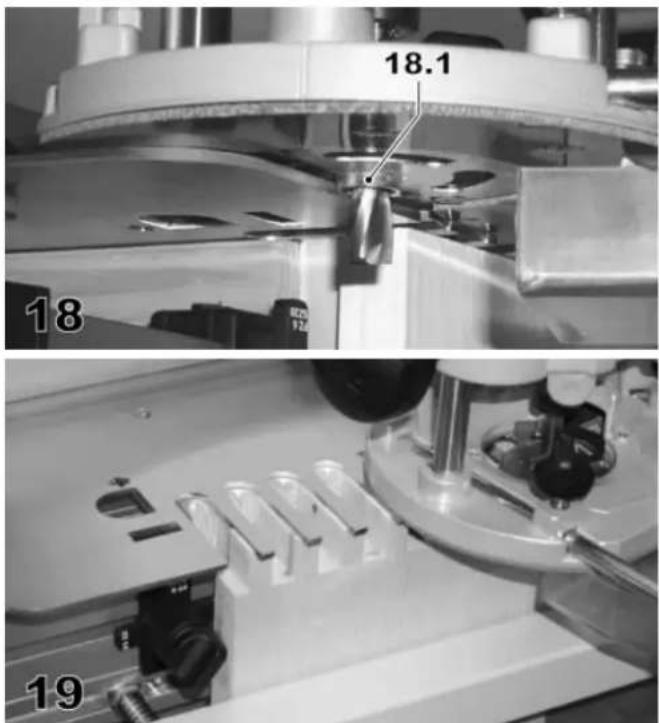
- Setzen Sie die Oberfräse an einem Ende der Schablone auf, so dass der Bund (18.1) des Anlaufringes an der Schablone anliegt.
- Drücken Sie die Maschine bis zur eingestellten Frästiefe nach unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse an. - Führen Sie die Oberfräse gleichmäßig an der Schablone entlang (Bild 19).
Achtung: Der Bund des Anlaufringes muss stets an der Schablone anliegen. Halten Sie die Oberfräse stets an beiden Handgriffen parallel zur Schablone und drehen Sie die Maschine beim Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht verändert werden.
- Kontrollieren Sie vor dem Ausspannen der Werkstücke die Tiefe der Zinken. Sollte sie nicht stimmen, verringern bzw. vergrößern Sie die Frästiefe an Ihrer Oberfräse um das Fehlmaß.
6.3 Dübellöcher
a) Einsetzen der Schablone
- Fixieren Sie die beiden Schwenksegmente mit dem Spannhebel in der mittleren (senkrechten) Stellung (siehe Bild 6).
- Öffnen Sie die beiden Spannhebel für die Höhenverstellung der Schablone und drücken Sie die Halterung für die Schablone ganz nach unten.
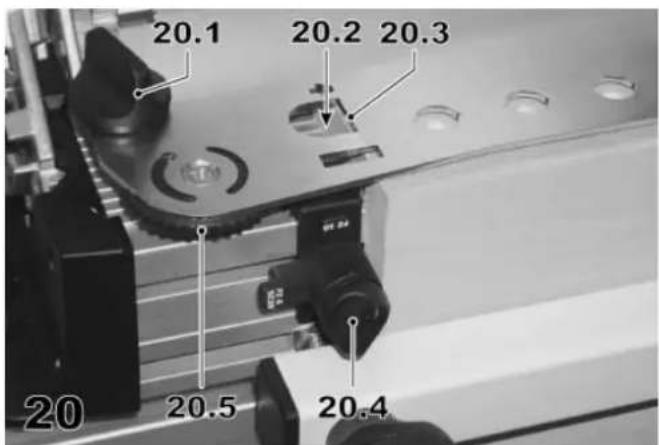
- Öffnen Sie die Drehknöpfe (20.1) und setzen Sie die Schablone ein.
Achtung: Die beiden Einstellräder (20.5) müssen nach unten zeigen.
- Schließen Sie die beiden Spannhebel für die Höhenverstellung der Schablone.
- Richten Sie die Schablone so aus, dass die unteren Absätze der beiden Einstellräder am Grundgestell des Verbindungssystems anliegen (siehe Bild 8) und spannen Sie die Schablone mit den beiden Drehknöpfen (20.1) fest.
text_image
21.1 21 21.2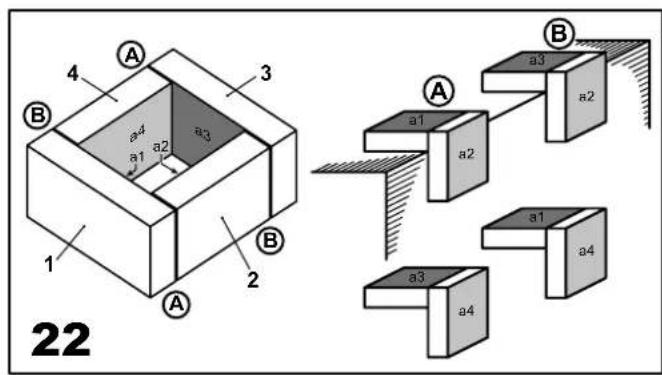
text_image
22- Drehen Sie die beiden Anschläge in die in Bild 20 dargestellte Stellung. Richten Sie die Anschläge so aus, dass die Pfeile (20.2) an den inneren, geraden Seiten (20.3) der Aussparungen der Schablone anliegen. Klemmen Sie die Anschläge mit den Drehknöpfen (20.4) fest.
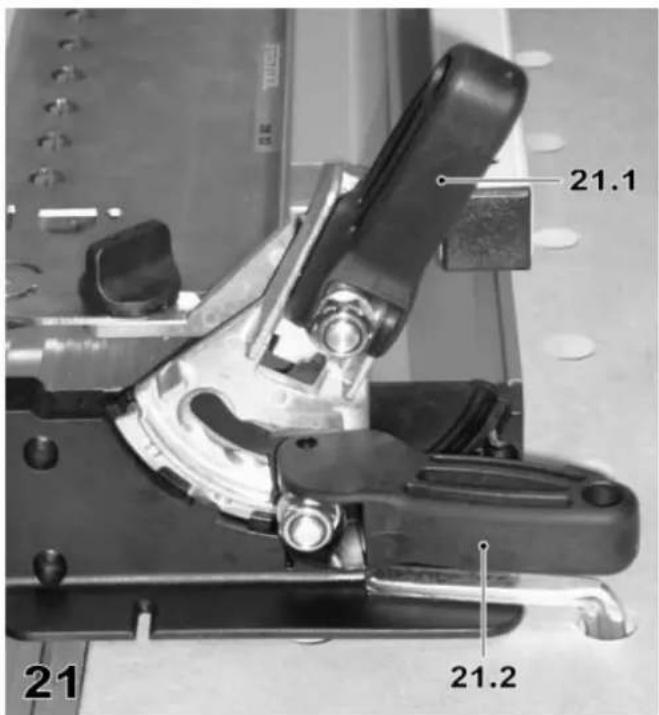
- Öffnen Sie die beiden Spannhebel (21.1) für die Höhenverstellung der Schablone und bewegen Sie die Schablone nach oben.
- Öffnen Sie den Spannhebel (21.2) und schwenken Sie die Schwenksegmente für die Halterung der Schablone in die hintere Stellung (Bild 21). Schließen Sie den Spannhebel wieder.
- Legen Sie ein Werkstück unter beide Enden der Schablone. Drücken Sie die Schablone so weit nach unten bis sie fl ächig auf dem Werkstück aufliegt und schließen Sie die beiden Spannhebel für die Höhenverstellung der Schablone.
b) Werkstücke einspannen
Es sind stets beide miteinander zu verbindenden Werkstücke gleichzeitig einzuspannen.
Dabei ist zu beachten (Bild 22):
• Die Werkstücke sind so einzuspannen, dass die miteinander zu verbindenden Stirnseiten aneinander liegen.
• Die Werkstücke müssen seitlich am Anschlag anliegen.
- Die Werkstücke müssen oben bündig miteinander abschließen.
- Die im eingespannten Zustand außen liegenden Seiten (a1 - a4) bilden die inneren Seiten der fertigen Verbindung.
- Bei einem Rahmen (Korpus) müssen die Werkstücke für die Ecken "A" am linken Anschlag und für die Ecken "B" am rechten Anschlag angelegt werden. Die Werkstücke "1" und "3" müssen stets waagrecht, die Werkstücke "2" und "4" stets senkrecht im Verbindungssystem eingespannt werden.
c) Vorbereitungen an der Oberfräse (siehe 5.3)
Achtung: Vor dem Fräserwechsel stets den Netzstecker aus der Steckdose ziehen!
- Spannen Sie den gewünschten Fräser (siehe Tabelle 1) in die Spannzange der Oberfräse ein.
- Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse ein, indem Sie die Maschinen auf die Schablone aufsetzen und so weit nach unten drücken, bis das Fräswerkzeug die Oberfl äche des eingespannten Werkstücks berührt.
- Stellen Sie die Frästiefe wie folgt ein: Die Tiefe der Löcher beim waagerechten Werkstück sollte 2/3 der Werkstückdicke betragen. Die Tiefe der Löcher beim senkrechten Werkstück ist so zu wählen, dass die Tiefe beider Löcher zusammen um ca. 2 mm größer ist als die Länge des Dübels (vergleiche Bild 24).
- Schließen Sie die Oberfräse an ein geeignetes Absaug-gerät der Staubklasse "M" an (z. B. Festool CLEANTEX CTM).
text_image
23.4 23.1 23.2 23.3 23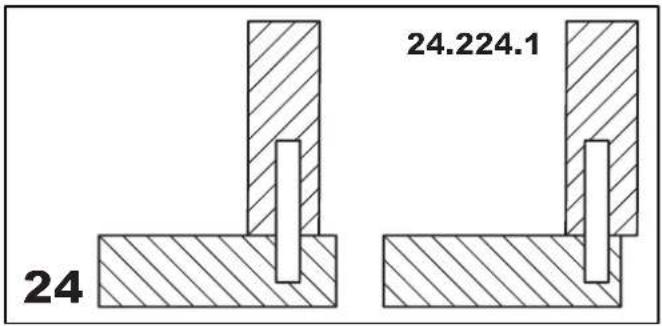
text_image
24 24.224.1 24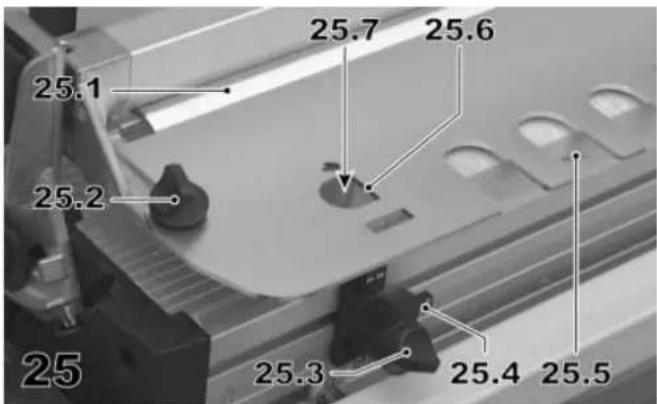
text_image
25.1 25.2 25.7 25.6 25.3 25.4 25.5d) Bearbeitung
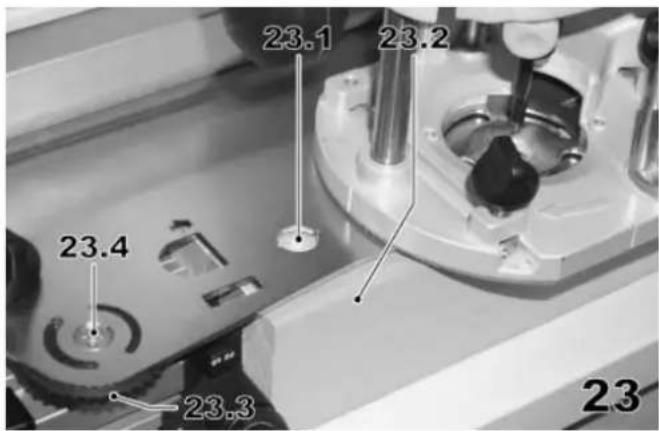
Zuerst sind die Löcher im waagerechten Werkstück (23.1) zu fräsen. Dazu muss sich das Schwenksegment in der hinteren Stellung befin den (siehe Bild 21).
Danach ist das Schwenksegment in die vordere Stellung zu schwenken, um die Löcher im senkrechten Werkstück (23.2) zu fräsen.
Hinweis: Zum Schwenken der Schwenksegmente ist nur der Spannhebel (21.2) zu öffnen, nicht jedoch die Spannhebel (21.1) für die Höhenverstellung der Schablone.
- Setzen Sie die Oberfräse auf die Schablone auf, so dass der Bund des Anlaufrings in die Bohrungen der Schablone eingreift.
- Schalten Sie die Oberfräse an und drücken Sie die Maschine bis zur eingestellten Frästiefe nach unten. Fräsen Sie so sämtliche Löcher nacheinander.
- Spannen Sie die Werkstücke aus und setzen Sie diese zusammen. Sollte die Dübelverbindung nicht exakt stimmen, sind folgende Korrekturen durchzuführen:
Das senkrechte Werkstück steht zurück (24.1):•
Einstellräder (23.3) um das Fehlmaß in Minus-Richtung drehen (1 Skalenstrich entspricht -0,1 mm Versatz), Schablone entsprechend Kapitel 6.3 a) neu einsetzen.
Das senkrechte Werkstück steht über (24.2):•
Einstellräder (23.3) um das Fehlmaß in Plus-Richtung drehen (1 Skalenstrich entspricht +0,1 mm Versatz), Schablone entsprechend Kapitel 6.3 a) neu einsetzen.
Hinweis: Um die Einstellräder verstellen zu können, müssen Sie die Schrauben (23.4) öffnen und nach erfolgter Einstellung wieder festziehen. Damit bleibt die eingestellte Position für spätere Arbeiten fi xiert.
6.4 Offene Schwalbenschwanz-Zinken
Bei offenen Schwalbenschwanz-Zinken müssen grundsätzlich zuerst die Schwalben mit der Schablone SZO 14 S bzw. SZO 20 S und danach die Zinken mit der Schablone SZO 14 Z bzw. SZO 20 Z gefräst werden.
6.4.1 Schwalben
a) Einsetzen der Schablone (SZ0 14 S bzw. SZ0 20 S) und Befestigen eines Splitterschutzes
- Fixieren Sie die beiden Schwenksegmente mit dem Spannhebel in der mittleren (senkrechten) Stellung (siehe Bild 6).
- Öffnen Sie die beiden Spannhebel für die Höhenverstellung der Schablone und drücken Sie die Halterung für die Schablone ganz nach unten.
- Öffnen Sie die Drehknöpfe (25.2) zum Einspannen der Schablone und setzen Sie die Schablone ein.
Achtung: Die umgebogene hintere Seite (25.1) der Schablone muss nach oben zeigen.
- Schieben Sie die Schablone bis zum Anschlag nach hinten und spannen Sie diese mit den beiden Drehknöpfen (25.2) fest
- Drehen Sie die beiden Anschläge auf die Stellung „SZ 14“ bzw. „SZ 20“ (25.4). Richten Sie die Anschläge so aus, dass die Pfeile (25.7) an den inneren, geraden Seiten (25.6) der Aussparungen der Schablone anliegen. Klemmen Sie die Anschläge mit den Drehknöpfen (25.3) fest.
- Bewegen Sie die Schablone nach oben und legen Sie ein Weichholzbrett (25.5) als Splitterschutz unter die Schablone.
Hinweis: Der Splitterschutz verhindert, dass das Werkstück beim Fräsen an der Rückseite aussplittert.

Achtung: Damit das Verbindungssystem beim Fräsen nicht beschädigt wird und der Splitterschutz seine Funktion erfüllen kann, muss er ca. 5 mm dicker als das zu bearbeitende Werkstück sein und mindestens die Breite des zu bearbeitenden Werkstückes besitzen.
- Drücken Sie die Schablone nach unten, bis sie flächig auf dem Splitterschutz aufliegt und schließen Sie die beiden Spannhebel für die Höhenverstellung der Schablone.
- Richten Sie den Splitterschutz so aus, dass er bündig mit der Vorderkante des Grundgestells abschließt und spannen Sie ihn mit dem oberen Druckbalken fest.
b) Werkstück einspannen
Spannen Sie ein Werkstück ein, das mit Schwalben versehen werden soll.
Dabei ist zu beachten (siehe Bild 26):
• Das Werkstück muss seitlich am Anschlag anliegen.
- Das Werkstück muss von unten gegen die Schablone geschoben werden und mit dem Splitterschutz oben bündig abschließen.
- Bei SZ0 14 S beiliegenden Kunststoffwinkel (26.1) mit einspannen.
c) Vorbereitungen an der Oberfräse
(nach Einbau des Kopierrings, siehe Kap. 5.3)
Achtung: Vor dem Werkzeugwechsel ist stets der Netzstecker aus der Steckdose zu ziehen!
- Spannen Sie den Fräser (siehe T2) in die Spannzange der Oberfräse ein.
- Stellen Sie den Nullpunkt (Frästiefe = 0 mm) an Ihrer Oberfräse ein, indem Sie die Maschinen auf die Schablone aufsetzen und so weit nach unten drücken, bis dass das Fräswerkzeug die Oberfl äche des eingespannten Werkstücks berührt.
- Stellen Sie an Ihrer Oberfräse die Werkstückdicke als Frästiefe ein.
- Benutzen Sie beim Fräsen die Absaughaube des Seitenanschlags der Oberfräse oder die Absaughaube AH-OF (Zubehör). Schließen Sie die Absaughaube an ein geeignetes Absauggerät der Staubklasse „M“ an (z. B. Festool CLEANTEX CTM).
Hinweis: Stellen Sie den Abstand der Absaughaube zum senkrechten Werkstück so ein, dass Sie noch ausreichend Verfahrweg zum Fräsen der Zinken haben.
d) Bearbeitung
- Setzen Sie die Oberfräse an einem Ende der Schablone auf, so dass der Bund (27.1) des Anlaufringes an der Schablone anliegt.
- Drücken Sie die Maschine bis zur eingestellten Frästiefe nach unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse ein. - Führen Sie die Oberfräse gleichmäßig an der Schablone entlang (Bild 28).
Achtung: Der Bund des Anlaufringes muss stets an der Schablone anliegen. Halten Sie die Oberfräse stets an beiden Handgriffen parallel zur Schablone und drehen Sie die Maschine beim Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht verändert werden.
Fräsen Sie auf diese Art alle Werkstücke mit Schwalben.
text_image
29.1 29.2 29 29.3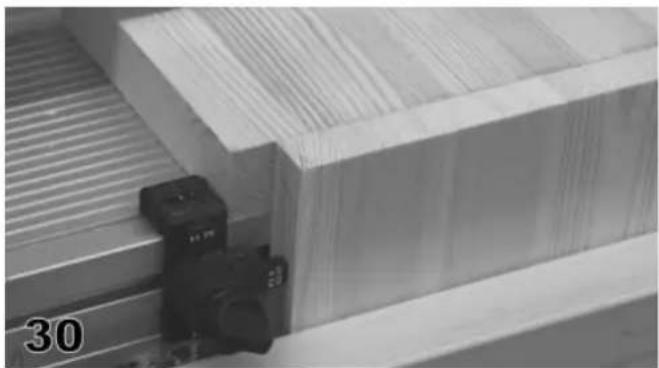
a) Einsetzen der Schablone (SZ0 14 Z bzw. SZ0 20 Z) und Befestigen eines Splitterschutzes
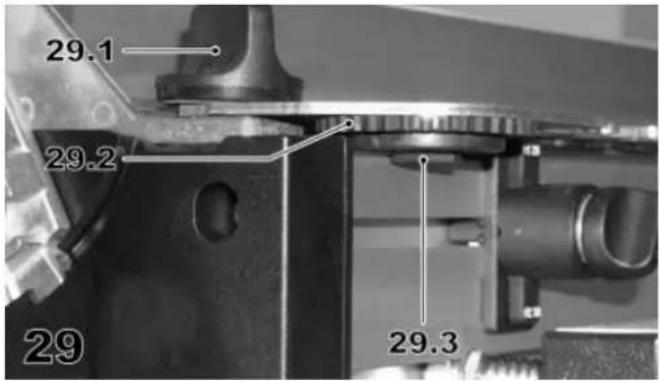
Gehen Sie beim Einsetzen der Schablone und beim Befestigen des Splitterschutzes analog zu 6.4.1 a) vor, jedoch mit folgender Abweichung:
• Die beiden Einstellräder (29.2) müssen nach unten zeigen.
- Richten Sie die Schablone so aus, dass die unteren Absätze (29.3) der beiden Einstellräder am Grundgestell des Verbindungssystems anliegen und spannen Sie die Schablone in dieser Position mit den beiden Drehknöpfen (29.1) fest.
b) Werkstück einspannen
Spannen Sie ein Werkstück ein, das mit Zinken ver sehen werden soll.
Dabei ist zu beachten (siehe Bild 30):
• Das Werkstück muss seitlich am Anschlag anliegen.
- Das Werkstück muss von unten gegen die Schablone geschoben werden und mit dem Splitterschutz oben bündig abschließen.
c) Vorbereitungen an der Oberfräse
(nach Einbau des Kopierrings, siehe Kap. 5.3)
Achtung: Vor dem Werkzeugwechsel ist stets der Netzstecker aus der Steckdose zu ziehen!
- Ersetzen Sie den Fräser für die Schwalbenschwanz-Zinken durch den Nutfräser (siehe T2) und stellen Sie an Ihrer Oberfräse die Werkstückdicke als Frästiefe ein.
d) Bearbeitung
Probefräsung der Zinken
Führen Sie zuerst eine Probefrässung durch um zu kontrollieren, ob alle Einstellungen korrekt sind.
- Setzen Sie die Oberfräse an einem Ende der Schablone auf, so dass der Bund (31.1) des Anlaufringes an der Schablone anliegt.
- Drücken Sie die Maschine bis zur eingestellten Frästiefe nach unten und arretieren Sie die Frästiefe an der Oberfräse.
• Schalten Sie die Oberfräse ein. - Führen Sie die Oberfräse gleichmäßig an der Schablone entlang (Bild 32).
Achtung: Der Bund des Anlaufringes muss stets an der Schablone anliegen. Halten Sie die Oberfräse stets an beiden Handgriffen parallel zur Schablone und drehen Sie die Maschine beim Fräsen nicht. Die Frästiefe darf während des Fräsvorgangs nicht verändert werden.
text_image
33.1 33.2 33.3 33.4 33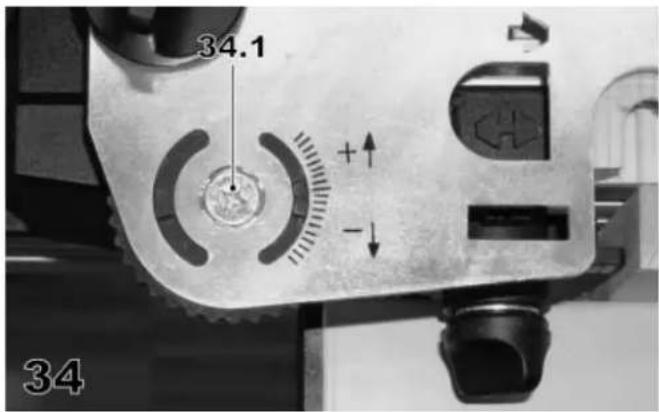
text_image
34.1 +↑ -↓ 347 Anwendungsdatenbank
Eine detaillierte Beschreibung der Einsatzmöglichkeiten des Verbindungssystems fi nden Sie auch in unserer Anwendungsdatenbank im Internet unter "www.festool.com".
Weitere interessante Informationen zum Arbeiten mit Ihrem Festool Werkzeug fi nden Sie auf der Internetseite www.festool.de/fuer-zu-hause, z. B.:
Anwendungsbeispiele •
Tipps und Tricks,•
Maschinenkunde,
- Kostenlose Baupläne zum Download,
• Wissenswertes rund ums Holz - Holzlexikon
8 Zubehör
Verwenden Sie nur das für diese Maschine vorgesehene originale Festool-Zubehör und Festool-Verbrauchsmaterial, da diese System-Komponenten optimal aufeinander abgestimmt sind. Bei der Verwendung von Zubehör und Verbrauchsmaterial anderer Anbieter ist eine qualitative Beeinträchtigung der Arbeitsergebnisse und Einschränkung der Garantieansprüche wahrscheinlich. Je nach Anwendung kann sich der Verschleiß der Maschine oder Ihre persönliche Belastung erhöhen. Schützen Sie daher sich selbst, Ihre Maschine und Ihre Garantieansprüche durch die ausschließliche Nutzung von original Festool-Zubehör und Festool-Verbrauchsmaterial!
Die Bestellnummern für Fräswerkzeuge, Schablonen und sonstiges Zubehör entnehmen Sie bitte der Tabelle T1, Ihrem Festool-Katalog oder unserer Internet Homepage "www.festool.com".
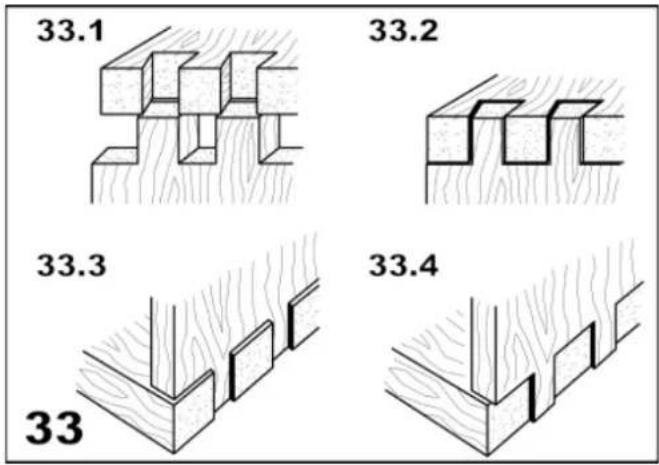
- Spannen Sie das Werkstück aus und setzen Sie es mit einem Werkstück mit Schwalben zusammen. Sollte die Zinken-Verbindung nicht exakt stimmen, sind folgende Korrekturen durchzuführen:
Zinken-Verbindung zu schwergängig (33.1):•
Einstellräder in Plus-Richtung drehen.
Zinken-Verbindung zu leichtgängig (33.2):•
Einstellräder in Minus-Richtung drehen.
Zinken-Verbindung zu tief (33.3):•
Verringern Sie die Frästiefe an der Oberfräse mit der Feineinstellung der Oberfräse geringfügig.
Zinken-Verbindung nicht tief genug (33.4):•
Vergrößern Sie die Frästiefe an der Oberfräse mit der Feineinstellung der Oberfräse geringfügig.
Hinweis: Um die Einstellräder verstellen zu können, müssen Sie die Schrauben (34.1) öffnen und nach erfolgter Einstellung wieder festziehen. Damit bleibt die eingestellte Position für spätere Arbeiten fi xiert.
- Wiederholen Sie diesen Vorgang bis die Verbindung exakt stimmt.
Fräsen der Zinken
Fräsen Sie analog zur Probefräsung alle Zinken.
9 Gewährleistung
Für unsere Geräte leisten wir auf Material- oder Fertigungs-fehler Gewährleistung gemäß den länderspezifi schen gesetzlichen Bestimmungen, mindestens jedoch 12 Monate. Innerhalb der Staaten der EU beträgt die Gewährleistungszeit 24 Monate (Nachweis durch Rechnung oder Lieferschein). Schäden, die insbesondere auf natürliche Abnützung/Verschleiß, Überlastung, unsachgemäße Behandlung bzw. durch den Verwender verschuldete Schäden oder sonstige Verwendung entgegen der Bedienungsanleitung zurückzuführen sind oder beim Kauf bekannt waren, bleiben von der Gewährleistung ausgeschlossen.
Ebenso ausgeschlossen bleiben Schäden, die auf die Verwendung von nicht-originalem Festool Zubehör und Verbrauchmaterial (z. B. Schleifteller) zurückzuführen sind.
Beanstandungen können nur anerkannt werden, wenn das Gerät unzerlegt an den Lieferanten oder an eine autorisierte Festool-Kundendienstwerkstätte zurückgesendet wird. Bewahren Sie Bedienungsanleitung, Sicherheitshinweise, Ersatzteilliste und Kaufbeleg gut auf. Im Übrigen gelten die jeweils aktuellen Gewährleistungsbedingungen des Herstellers.
Anmerkung
Aufgrund der ständigen Forschungs- und Entwicklungsarbeiten sind Änderungen der hierin gemachten technischen Angaben vorbehalten.
REACH für Festool Produkte, deren Zubehör und Verbrauchsmaterial: REACH ist die seit 2007 in ganz Europa gültige Chemikalienverordnung. Wir als „nachgeschalteter Anwender“, also als Hersteller von Erzeugnissen sind uns unserer Informationspflicht unseren Kunden gegenüber bewusst. Um Sie immer auf den neuesten Stand halten zu können und über mögliche Stoffe der Kandidatenliste in unseren Erzeugnissen zu informieren, haben wir folgende Website für Sie eingerichtet: www.festool.com/reach




