
0753 MKII 07530 MKII - Druckluftwerkzeug AVDEL - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts 0753 MKII 07530 MKII AVDEL als PDF.
Benutzerfragen zu 0753 MKII 07530 MKII AVDEL
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Druckluftwerkzeug kostenlos im PDF-Format! Finden Sie Ihr Handbuch 0753 MKII 07530 MKII - AVDEL und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. 0753 MKII 07530 MKII von der Marke AVDEL.
BEDIENUNGSANLEITUNG 0753 MKII 07530 MKII AVDEL
Sicherheitsvorschriften 80
Technische Daten
Technische Daten für Gerät 0753 Mk II 81
Technische Daten für Druckübersetzer 07531 81
Arbeitsbereich 82
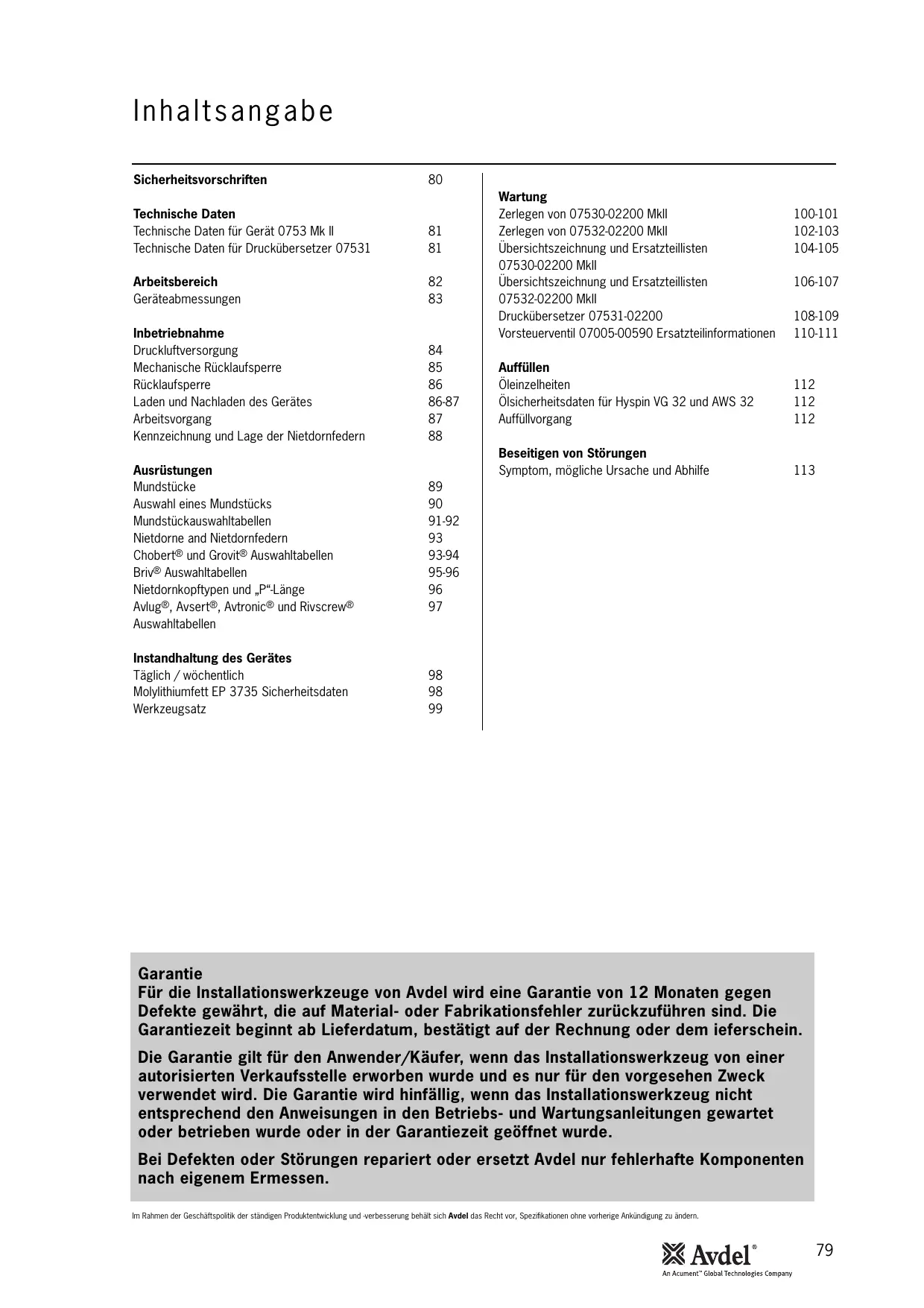
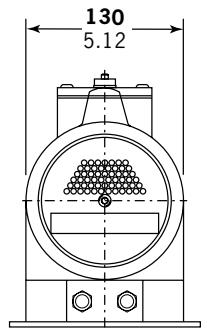
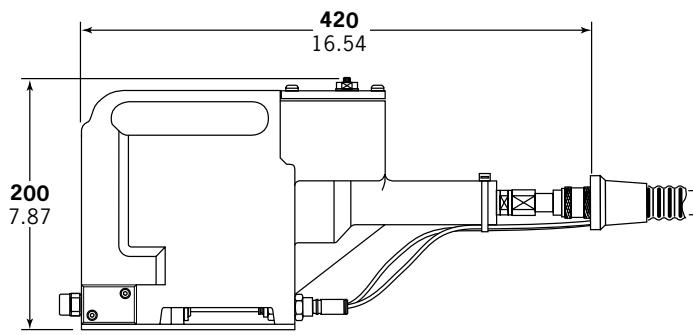
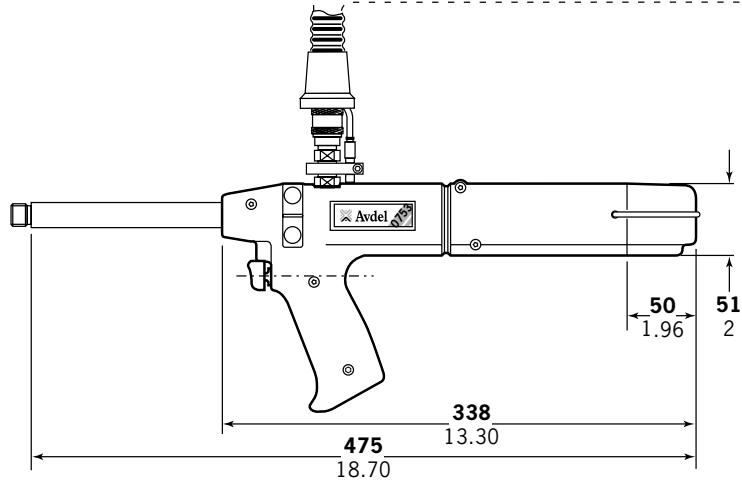
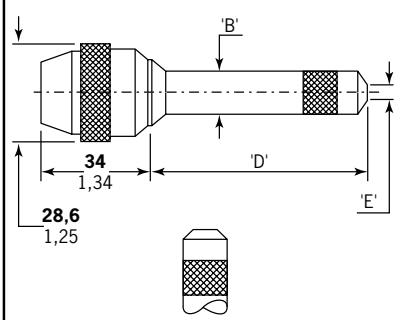
Geräteabmessungen 83
Inbetriebnahme
Druckluftversorgung 84
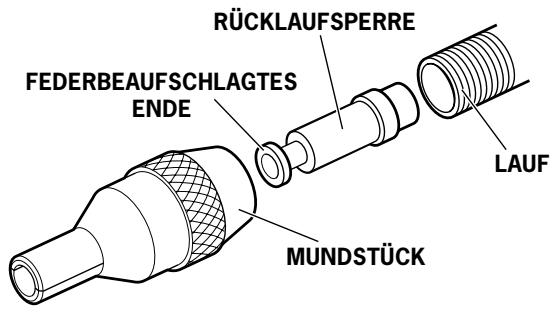
Mechanische Rücklaufspierre 85
Rücklaufspere 86
Laden und Nachladen des Gerätes 86-87
Arbeitsvorgang 87
Kennzeichnung und Lage der Nietdornfedern 88
Ausrüstungen
Mundstücke 89
AuswahleinesMundstücks 90
Mundstückauswahltabellen 91-92
Nietdorne and Nietdornfedern 93
Chobert und Grovit Auswahltabellen 93-94
Briv® Auswahltabellen 95-96
Nietdornkopftypen und _nP^n -Lange 96
Avlug, Avsert, Avtronic und Rivscrew 97
Auswahltabelien
Instandhaltung des Gerätes
Täglich / wöchentlich 98
Molylithiumfett EP 3735 Sicherheitsdaten 98
Werkzeugsatz 99
Wartung
Zerlegen von 07530-02200 MkII 100-101
Zerlegen von 07532-02200 MkII 102-103
Ubersichtszeichnung und Ersatzstellisten 104-105
07530-02200 MKII
Ubersichtszeichnung und Ersatzteillisten 106-107
07532-02200 Mkll
Druckübersetzer 07531-02200 108-109
Vorsteuerventil 07005-00590 Ersatzteilinformationen 110-111
Auffullen
Öleinzelheiten 112
Olsicherheitsdaten für Hyspin VG 32 und AWS 32 112
Auffullvorgang 112
Beseitigen von Störungen
Symptom, mögliche Ursache und Abhilfe 113
Garantie
Für die Installationswerkzeuge von Avdel wird eine Garantie von 12 Monaten gegen Defekte gewährt, die auf Material- oder Fabrikationsfehler zurückzuführen sind. Die Garantiezeit beginnnt ab Lieferdatum, bestätigt auf der Rechnung oder dem ieferschein.
Die Garantie gilt für den Anwender/Käufer, wenn das Installationswerkzeug von einer autorisierten Verkaufsstelle erworben wurde und es nur für den vorgesehen Zweck verwendet wird. Die Garantie wird hinfällig, wenn das Installationswerkzeug nicht entsprechend den Anweisungen in den Betriebs- und Wartungsanleitungen gewartet oder betrieben wurde oder in der Garantiezeit geöffnet wurde.
Bei Defekten oder Störungen repariert oder ersetzt Avdel nur fehlerhafte Komponenten nach eigenen Ermessen.
These Betriebsanleitung muss von den für die Installation, Verwendung und Wartung zuständigen Personen gelesen werden, wobei den folgenden Sicherheitsvorschriften besondere Aufmerksamkeit zu widmen ist.
1 Nicht zweckent fremdet verwenden.
2 Das Handgerät und der Druckübersetzer wurden als Einzelkomponenten und als Kombination getestet. Sie)duren nur zusammen und unter keinen Umständen fur andere Zwecke verwendet werden.
3 Mit thisem Gerat/dieser Maschine keine anderen als die von Avdel empfohlenen und gefelferten Ausrüstungen verwenden.
4 Für eine vom Kunden durchgeführte Änderung an Gerät/Maschine, Mundstücken, Zubehör und anderen von Avdel oder von ihren Vertretern gefelften Einzelteilen ist der Kunde alleine verantwortlich. Avdel wird Sie bei allen geplanten Veränderungen frem beraten.
5 Das Gerät/die Maschine muss jederzeit in einem betriebssicheren Zustand gehalten und in regelmäßigen Zeitabständen von Fachpersonal auf Schäden und Funktion geprüft werden. Nur auf Avdel-Geräte geschlutes Personal darf eine Wartung durchführten oder das Gerät zerlegen. Dieses Gerät/diese Maschine nicht ohne Nachschlagen in der Wartungsanleitung zerlegen. Geben Sie Avdelitte ihren Ausbildungsbedarf besteht.
Das Gerät/ die Maschine muss jederzeit entsprechend der Gesetzung über Gesundheitsschutz und Sicherheit betrieben werden. In Deutschland ist das Gerätesicherheitsgesetz anwendbar.Eine Frage über den ordnungsgemäß Gerätebetrieb und die Sicherheit des Bedieners ist an Avdel zu richten.
Die beim Betrieb des Gerätes zu befolgenden Vorsichtsmaßnahmen sind durch den Kunden allen Bediernn zu erklärren.
8 Trennen Sie bei allen Wartungsarbeiten, auch zum Wechseln von Mundstücken oder Ausrüstungen, das Gerät von der Druckluft.
9 Das Gerät/die Maschine nicht betreiben, während es/sie auf Personen oder den Bediener gerichtet ist.
10 Vor Betrieb des Gerätes/der Maschine immer einen festen Stand oder eine standfeste Position einnehmen.
11 Darauf achten, dass die Entluftungslocher nicht verstopf oder überdeckt werden und dass Schlauche stets imGNU Zustand sind.
12 Der Betriebsdruckdorfaribnichtüberschreiben.
13 Die Kombination von Niet, Niedtorn, Bohrungsgröbe und Materialdicke muss den Spezifikationen von Avdel entsprechen.
14 Das Gerätarf nicht, falls nicht anderweitig ausrücklich angegeben, ohne vollständige Ausrüstung betrieben werden.
15 Wahrend des Einsatzes des Gerätes mussen Bediener und umstehende eine Schutzbrille tragen als Schutz gegen das Auswerfen eines Niets, das falsch gesetzt wurde. Wenn auf der Anwendung scharfe Ecken oder Kanten vorkommen, empfehlen wir das Tragen von Handschuhen.
16 Darauf achten, dass sich keine losen Kleidungsstücke, Krawatten, langes Haar, Reinigungslappen usw. in den beweglichen Teilen des Gerätes verfangen. Um den bestmöglichen Griff sicherzustellen, ist das Gerät trocken und sauber zu halten.
17 Wahrend des Tragens des Gerätes von einem Ort zum anderen die Hände von Auslöser/Umlenkhebel fernhalten, um ein ungewöltes Anlaufen zu vermeiden.
18 Übermäßiger Hautkontakt mit Hydrauliköl muss vermieden werden. Um die Möglichkeit von Ausschlagen zu mindern, mit Vorsicht vorgehen und gründlich waschen.
WICHTIG
Während die normale und korrekte Anwendung der Nietdorne zu einem geringen natürlichen Verschleiß sowie Markierungen führt, sind die Dorne in regelmäßigen Zeitabständen auf starke Verschleßanzeichen und Markierungen zu untersuchen, bzw. sind Kopfdurchmesser, Spannbereich der Spannbacken am Schaft oder schwerer Narbenbildung am Schaft und irgendwelche Verziehungen am Nietdorn besondere Aufmerksamkeit zu widmen. Nietdorne, die während des Betriebs versagen, konnten aus dem Gerät geschleudert werden. Der Kundeträgt die Verantwortung sicherzustellen, dass Nietdorne rechtzeitig ersetzt werden, bevor übermöiger Verschleß auftritt sowie stets vor Erreichen der hochstzulässigen Anzahl von Nietungen. Wenden Sie sichitte an ihren Avdel Vertreter, der Ihnen den Wert mitteilt, nachdem er die Setzkraft ihrer Anwendung mit einem kalibrierten Prüfgerät gemessen hat. Diese Prüfgeräte können auch unter der Artikelnummer 07900-09080 mit allen für das Prüfen erforderlichen Informationen gekauft werden.
| Betriebsdruck | min./max. | 5 - 7 bar (70 - 100 lbf/in2) |
| Luftverbrauch | bei 5,1 bar / 75 lbf/in2 | 2,6 l (.09 ft3) |
| Hub | min. | 30 mm (1,18 in) |
| Zugkraft | bei 5,5 bar / 80 lbf/in2 | 3,89 kN (875 lbf) |
| Taktzeit | ca. | 1 s |
| Arbeitsgeräusch | weniger als | 70 dB(A) |
| Gewicht | Pistole | 1,2 kg (2,64 lb) |
| Schwingungen | weniger als | 2,5 m/s2(8 ft/s2) |
Technische Daten fur Druckübersetzer 7531
| Betriebsdruck | min./max. | 5 - 7 bar (70 - 100 lbf/in2) |
| Übersetzungsverhältnis | 32:1 |
Das Druckluftgerät 0753 Mkll wurde für das Setzen von Avdel® Magazinzieten (ausgenommen 1/16" Avlug®) konstruiert. Es eignet sich deshalb ideal für die Serien- und FlieBmontage mit den verschiedenesten Einsatzzwecken in allen Industriezweigen.
Das Handgerät und der Druckübersetzer wurden als Einzelkomponenten und als Kombination getestet. Sie darüber nur zusammen und für keine anderen Zwecke verwendet werden. Für Anschlussdetails siehe „Inbetriebnahme" auf Seite 84.
Beide Modèle 7530 Mk II und 7532 Mk II sind leichte Handgeräte. Der einzige Unterschied ist die Anordnung des Schlauchanschlusses. Der obere Anschluß am Gerät 7532 Mk II erlaubt das Anhängen an eine zusätzliche Montageplatte (siehe gegenüberliegende Zeichnung). Die angegebenen Artikelnummern davon zur Bestellung eines vollständigen Gerätes einschließlich Druckübersetzer und ähnliche Schläuche, jedoch ohne Ausrüstung.
Die Artikelnummer der Pistole für das 07530 MkII Modell ist 07530-02200 und für das 07532 MkII Modell ist die Artikelnummer 07532-02200. Siehe Übersichtszeichnungen auf den Seiten 104-107.
Beide Modelle setzen die gleichen Niete und beiden eignen sich für die meisten Magazinniete entsprechend nachfolgender Tabelle.
Für andere Modèle wird dieselbe Mundstückausrüstung verwendet. Bei der Wahl von kompatiblen Teilen für Typ und Groß des für ihre Anwendung verwendeten Nietes ist im Abschnitt Mundstückausrüstung in dieser Betriebsanleitung nachzuschlagen (Seiten 89-97). Die Mundstückabmessungen sind auf den Seiten 90 angegeben.
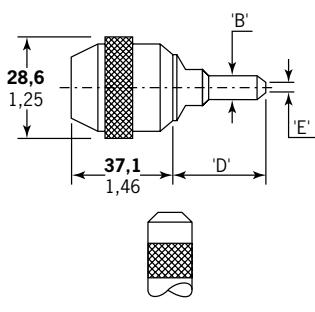
Geräteabmessungen - Modell 07532 MkII
Artikelnummer 07532-02100
Der Betrieb aller Geräte erfolgt durch Druckluft mit einem optimalen Druck von 5,5 bar. Wir empfehlen den Einsatz von Druckreglern und automatischen Öl-/Filtersystemen für die Hauptdruckluftversorgung. Um die maximale Standzeit des Gerätes und einen minimalen Wartungsaufwand sicherzustellen, sollte die Aufbereitung innerhalb von 3 m vom Gerät erfolgen (siehe nachstehendes Diagramm).
Die Druckluftversorgungsschläuche sollenen für einen min. Nenndruck von 150 % des im System erzeugten Höchstdrucks oder 10 bar, je nachdem, was der höhere Wert ist, ausgelegt werden. Druckluftschläuche sollen den ölfest sein, eine abriebfeste Hülle besitzen und, wo Betriebsbedingungen zu Schäden führen können, bewehrt sein. Alle Druckluftschläuche MUSSEN eine min. lichte Weite von 6,4 mm oder 1/4" haben.
Für Einzelheiten zur täglichen Instandhaltung siehe Seite 98.
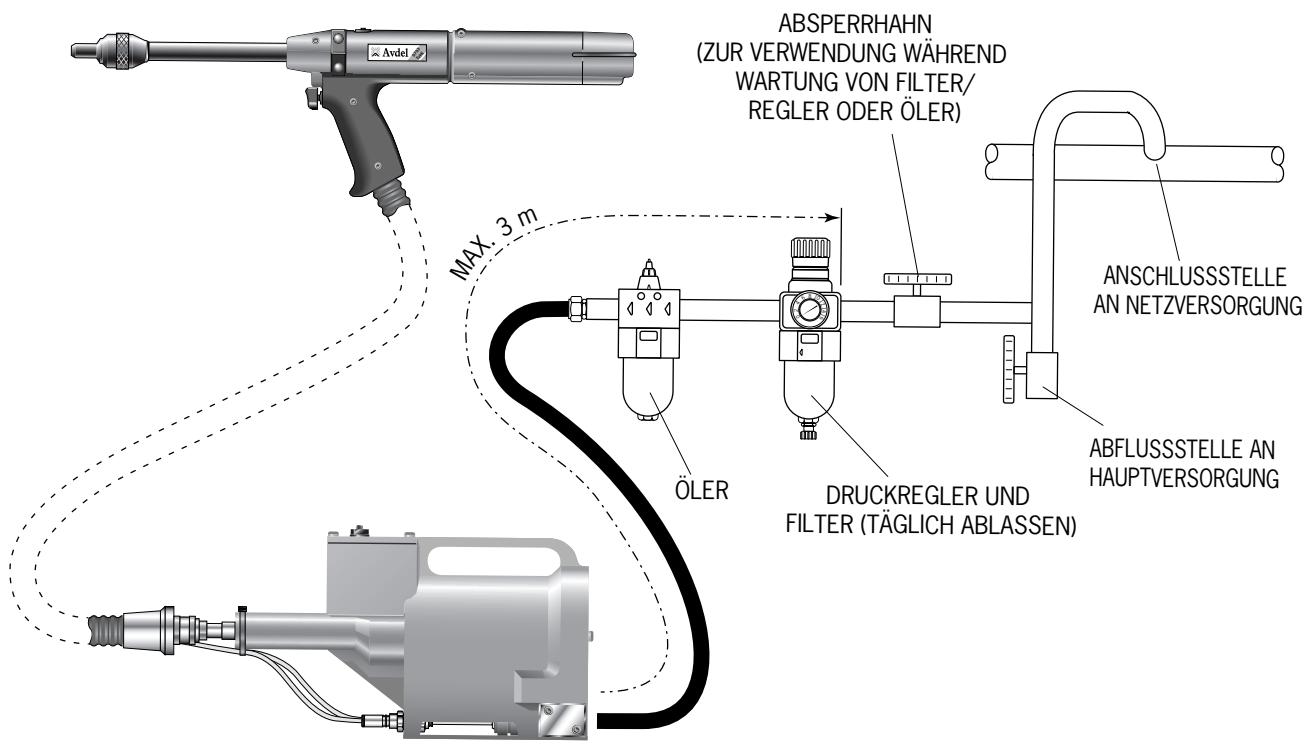
Beim Anschluß des Geräts an den Druckübersetzer und die Hauptdruckluftversorgung die nachstehenden Arbeitsvorgänge befolgen:
Das Ende des dicken Schlauchs vom Gerat an die Steckkupplung vorne am Druckübersetzer anschließen.
An der Frontplatte des Druckübersetzers:
Die blaue Pneumatikleitung (4 mm AD) in den Reduzierfitting im linken Trennwandanschluss drucken.
Die Schwarze Pneumatikleitung (4 mm AD) in den Kunststoffklemmring des rechten
- Ein Pneumatikschlauch zwischen Außengewindeanschluss an der Rückseite des Druckübersetzers und der Hauptluftversorgung anschließen.
Es gibt drei verschiedene Ausführungen der mechanischen Rücklaufspierre:
07271-01100
07279-05843
07279-05845
Für Standardnietdorne und 5/32 Zoll Einwegdorne bestimmt
Für 1/8 Zoll Einwegdorne bestimmt
Für 3/16 Zoll Einwegdorne bestimmt
Der Unterschied zwischen den oben genannten Rücklaufsperrren ist der Innendurchmesser des Endstückes.
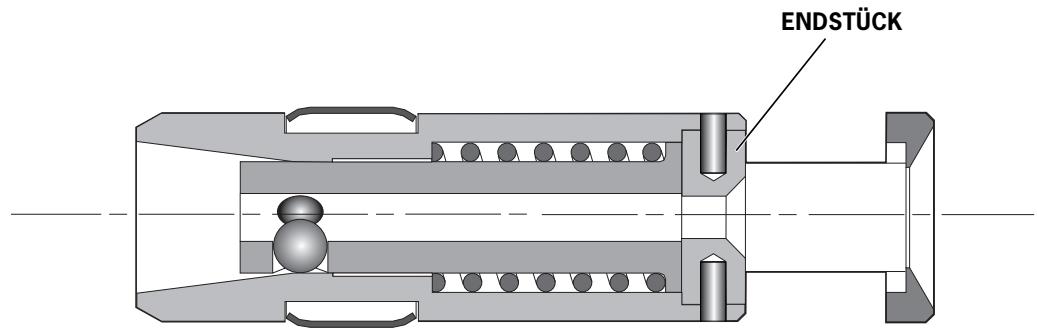
Sie sind farblich gekennzeichnet:
| MECHANISCHE RÜCKLAUFSPERRE ARTIKEL-NR. | ENDSTÜCK ARTIKEL-NR. | FARBE | LOCHDURCHMESSER (mm) |
| 07271-01100 | 07150-00402 | STAHLFARBIG | 2.7 |
| 07279-05843 | 07159-05844 | GOLD | 2.2 |
| 07279-05845 | 07159-05846 | SILBER | 3.3 |
WICHTIG
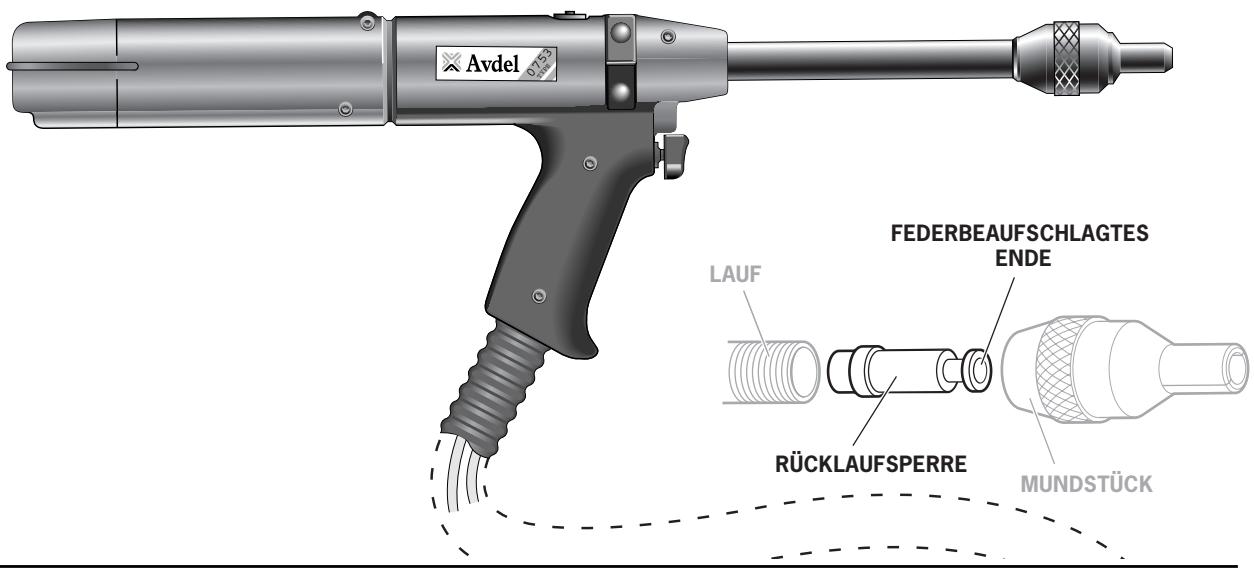
Bei falschem Einbau macht die Rücklaufspere die Zuführung der Niete unwilling.
Obgleich die Rücklaufspere bei Lieferung des Gerätes richtig herum eingebaut wurde, empfehlen wir vor Anbau der Ausrüstung ihre Einbaulage zu prufen. Das federbeaufschlagte, etwas konkave Ende der Rücklaufspere sollen nach vorne zum Gerät gerichtet sein (siehe nachstehende Abbildung).
Bei Einbau in korreter LageGLEitet die Rucklaufspereleicht aus dem Lauf, nachdem der Nieddorn in seine Mitte gedruckt und dann zurückgezogen wird.
Um die Rücklaufspere umzudrehen, wie folgt vorgehen:
Die fettgedruckten Positionsnummern verweisen auf die Übersichtszeichnung und Ersatzteilliste für Typ 07530-02200 Mk II auf Seite 104-105. Für Typ 07532-02200 Mk II wird das gleiche Verfahren angewendet, jedoch sind die Teilnummern der Übersichtszeichnung und der Ersatzteilliste auf den Seiten 106-107 zu entnahmen.
- Klemmfeder 47 entfernen und wichtere Kappe 38 herunterschieben.
Mit Hilfe eines Innesechskantschlüssels eine Kopfschaube 44 entfern, damit sicherstellen, daß samentliche eingeschlossene Luft abgelassen wurde. Die zweite Kopfschaube 44 entfern.
Endstück 46 herausziehen. - Spannbackenkolben 14 zusammen mit Spannbucken 9 herausziehen.
Feder 13 und Spannbackenpatrone 8 herausheben. - Einen Dorn in das Loch im hinteren Ende vom Lauf 25 einfahren, bis er vorne aus dem Lauf hervorsteht. Dann Dorn und Rücklaufsperez zusammen von vorne Herausziehen.
- Der Zusammenbau der Teile erfolgt in umgekehrter Reihenfolge.
- Mechanische Rücklaufspierre 5 richtig herum vorne in den Lauf einsetzen.
Laden und Nachladen des Gerätes
WICHTIG
Das Laden des Gerätes und der Anbau der Ausrüstung am Gerät sind ein integrierte Vorgang.
Nach Bestellung eines vollständigen Gerätes oder Systems wird gewöhnlicherweise die zu den zu setzennden Nieten passende Ausrüstung mitgeliefert. Um die Teile der Ausrüstung zu erkennen oder die korrekten Bauteile zu wahlen, siehe Abschnitt über Ausrüstung auf Seite 89-97.
Wenn ein Mundstück, Nietdorne und Nietdornfedern gefelert wurden, ist mit dem Laden des Gerätes und Anbau der Ausrüstung, wie auf der nachsten Seite angegeben, fortzufahren.
Die fettgedruckten Positionsummern verweisen auf die Übersichtszeichnung und Ersatzteillste für Typ 07530-02200 Mk II auf Seite 104-105. Für Typ 07532-02200 Mk II wird das gleiche Verfahren angewendet, jedoch sind die Teilnummern der Übersichtszeichnung und der Ersatzteillste auf den Seiten 106-107 zu entnahmen.
Laden des Gerätes
Die Druckluftversorgung am Gerät anschließen.
Die Spannbacken 9 zum Spannen des Dorns offen. Zu thisem Zweck das Schaltventil abschalten (Pos. 26 und 30).
Das gewähte Mundstück auf den Lauf 25 des Gerätes aufschrauben.
n Einen Nietdorn durch das Papiermagazin gegen das hintere Ende der Niete einsetzen.
Die Niedtornfeder auf den Nietdorn schieben, wobei auf die korrekte Lage zu achten ist, wie in der Tabelle auf Seite 88 gezeigt.
Das hintere Ende des Nietdorns ergreifen und das Papiermagazin am Umfang der Niete abreiBen.
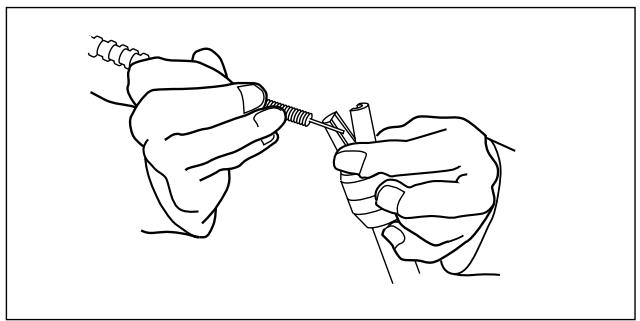
Die Mundstücke durch Drehen des außeren Rings auf den nockenbetätigten Backen oder durch NachauBendrücken der Backenenden offen (siehe links Bild).
Den vorher zusammengebauten Nietdorn, die Nietdornfeder und die Niete in das Mundstück einsetzen, bis der erste zu setzenende Niet aus dem Mundstück hervorstelt.
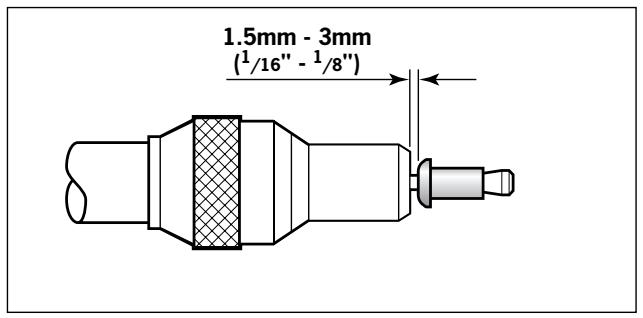
Die Mundstücke schlieben und derart einstellen, da das erste Niet eta 1,5 bis 3 mm hervorstelt (siehe rechts Bild).
- Spannbanken schlieben, damit das Greifen des Nietdorns erfolgen kann. Zu dieser Zweck das Schaltventil einschalten (Pos. 26 und 30).
Nachladen des Gerätes
- Spannbacken 9 des Gerätes öffnen.
Mundstück offen. Den leeren Nietdorn und die Nietdornfeder aus dem Gerätziehen.
Das Nachladen des Gerätes erfolgt entspruchend vorstehenden Anweisungen (mit Stufe 11 beginnen).
Arbeitsvorgang
WICHTIG
Bevor das Gerät betägt wird, ist es unerläufig die korrekte Montage von Rücklaufspere und Ausrüstung zu prüfen.
Das aus dem Mundstück hervorstehende Niet vollständig in das Werkstückloch eindrücken, darauf aufrechtwinklige Lage des Gerätes achten.
Den Auslser betätigten und nicht loslassen. Der Nietdornkopf wird durch den Niet gezogen und verformt den Niet im Werkstück.
Gerat entfernen.
Auslser loslassen. Das nachste Niet wird automatisch durch die Mundstücke gefuhrt und ist zum Setzen bereit.
| KENNZEICHNUNG UND LAGE DER NIETDORNFEDERN | ||||
| BEZEICHNUNG | MUNDSTUCK(SIEHE ABSCHNITT ÜBER AUSRÜSTUNG) | NIETDORNGRösSE | NIETDORN-/NIETDORNFEDERN-UND NIETBAUGRUPPE | |
| NIET | GRösSE | |||
| BRIV® | 3/32" | STANDARDSPITZ | ALLE | NIETDORNFEDERFEDER UNDFEDERUNDFAPKENBILDEN EINE EINHIEFEDER |
| 3/32" | ABGESETZT UND ABGESETZT,MIT DREHÖFFNER | ALLE | - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - | |
| 1/8" | ALLE | ALLE | - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - | |
| 5/32" | ALLE | ALLE | - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - | |
| 3/16" | ALLE | ALLE | - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 0.0000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000 | |
| 6mm | ALLE | ALLE | - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - | |
| CHOBERT®AVLUG®GROVIT® | 3/32" | ALLE AUSSERSTANDARDSPITZ,ABEGESETZT | ALLE | - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 0.0000 |
| 3/32" | STANDARDSPITZ,ABEGESETZT | ALLE | - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - | |
| 1/8" | ALLE | ALLE | - - - 0.0000 | |
| CHOBERT®GROVIT® | 5/32" | ALLE | ALLE AUSSER3. UBERMASS | - - - 0.0000 |
| 5/32" | ALLE | 3. UBERMASS | - - 0.0000 | |
| 3/16" | ALLE | ALLE AUSSER2. UBERMASS | - - 0.0000 | |
| 3/16" | ALLE | 2. UBERMASS | - 0.0000 | |
| CHOBERT® | 1/4" | ALLE | ALLE | - 0.0000 |
| RIVSCREW® | 2.8mm | ALLE | ALLE | - 0.0000 |
| 3mm | ALLE | ALLE | - 0.0000 | |
| 3.5mm | ALLE | ALLE | - 0.0000 | |
| 4mm | ALLE | ALLE | - 0.0000 | |
| AVSERT® | 2.5mm | ALLE | ALLE | - 0.0000 |
| 4 x 40UNC | ALLE | ALLE | - 0.0000 | |
| 3mm | ALLE | ALLE | - 0.0000 | |
| 6 x 32UNC | ALLE | ALLE | - 0.0000 | |
| AVTRONIC® | 2.5mm | ALLE | ALLE | - 0.0000 |
| 2.8mm | ALLE AUSSERABEGESETZT | ALLE | - 0.0000 | |
| 2.8mm | ABEGESETZT | ALLE | - 0.0000 | |
Auf Magazinietgeräten wie Modell 0753 Mk II besteht die Ausrüstung stets aus drei Konponenten: einem Mundstück, einem Nieddorn und einer Nietdornfeder. Diese drei Teile müssen zum gesetzten Niet und zum Lochdurchmesser passen.
WICHTIG
Um ein vollständiges Zerlegen des Gerätes zu vermeiden, ist es notwendig, die Orientierung der Rücklaufspierre vor Einbau der Ausrüstung zu prufen (siehe Abschnitt "RÜCKLAUFSPERRE" auf Seite 85).
Der Einbau der korrekten Ausrüstung ist von größter Bedeutung, um das wirksame Setzen des Niets und den SICHEREN Betrieb des Gerätes zu gewährleisten. DIE SICHERHEITSVORSCHRIFTEN auf Seite 80 sorgfältig LESEN.
Um die Ausrüstung für Ihr Gerät korrekt zusammenzustellen, zunachst ein Mundstück nach Lesen des nachfolgenden Abschnitts wahren und dann im Abschnitt über Nietdorne nachschlagen, um die Teilnummern für den Nietdorn und für die Nietdornfeder zu wahren. Nietdorne und Nietdornfedern sind auf Seite 88 abgebildet.
Zum Einbau der Ausrüstung den Vorgang "Laden des Gerätes" auf Seite 87 befolgen.
Mundstücke
WICHTIG
Ein falsches Mundstück konnte zu einem falsch gesetzten Niet oder einer falschen Klemmung führen.
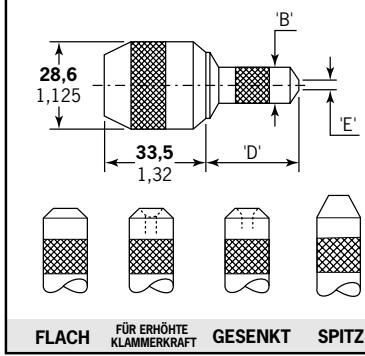
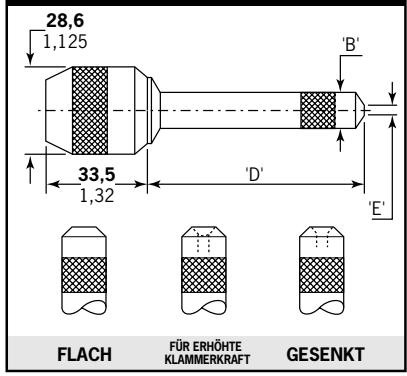
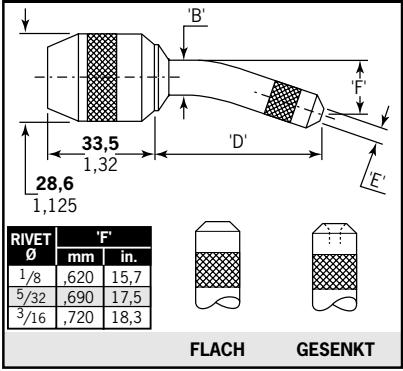
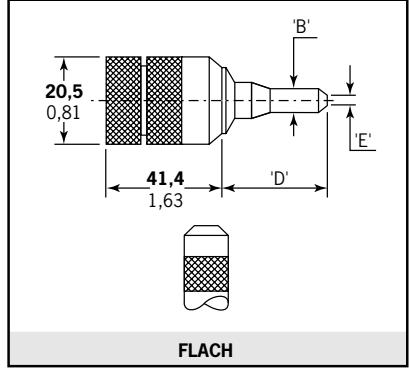
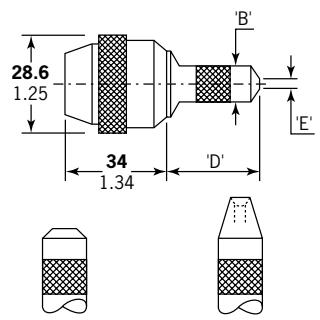
Mundstücke können in die sieben gegenüberliegenden Grundformen eingeteilt werden, obgleich die inneren Abmessungen entsprachend dem zu setzenenden Niet unterschiedlich sein kann. Genaue auf die Buchstaben in den gegenüberliegenden Bildern bezogenen Abmessungen sind in den "MUNDSTUCK-AUSWAHLABELLEN" auf Seite 91-92 angegeben.
Für eine besondere Form stehen verschiedene Ausführungen des Endstücks zur Verfügung, um vorteilhaffen Zugang oder ein verbessertes Setzen des Niets zu erreichen.
Flach
Die normale Form des Endstücks aller Mundstücke.
- Für alle Anwendungen ohne Zugangseinschrankung geeignet.
Für erhöhte Klammerkraft
Zur Verwendung mit Universalkopf-Chobert®-Niete geeignet.
- Kann auch mit Briv®Nieten verwendet werden, um die bestmögliche Klemmung zu erzielen. Hinweis: Es ist zu beachten, daß hierdurch der max. Spannbereich der Briv®Niete etwa um 0,4 mm verringert wird.
Gesenkt
NUR fur die Verwendung von Briv-Nieten.
- Ergibt eine höhere Klammerkraft als ein flaches Endstück, jedoch eine geringere als ein Universalendstück ohne Minderung des Spannbereichs des Niets.
Spitz
- Verfügbar entsprechend den Angaben in den "Mundstück-Ausbwahltabellen".
Erlaubt bessere Zugänglichkeit als ein flaches Endstück bei gleichem Setzbereich.
Kopfformend
NUR fur die Verwendung mit Rivscrew-Nieten.
- Verformt die Nietkörfe, um eine gute Klemmung zu erreichen.
- Bezeichnung, Große und Werkstoff des zu setzenden Niets auflisten.
- Dieses Niet in der ersten Spalte der Mundstück-Ausbwahltabellen aussuchen (auf Seite 91 bei Verwendung von Zollmaßen und auf Seite 92 bei Verwendung von metrischen Einheiten).
- In der Tabelle nach rechts gehen und die zur Verfügung stehenden Mundstücke notieren. NUR die angegebenen Mundstücke stehen zur Verfügung.
- Entsprechend der Mundstückzeichnung das am besten für die Anwendung geeignete Mundstück auswahlen. Wenn bei der Anwendung keine Zugangsbeschränkungen bestehen, sollen den die Standardform mit flachem Ende mit oder ohne Drehöffner wahren.
STANDARD
Vier verschiedene Formen des Endstücks stehen zum Setzen aller Nieten zur Verfügung (außer Rivscrew). Für Anwendung mit keiner oder weniger Zugangsbeschränkung geeignet.
LANG
Für das Setzen der meisten Niete geeignet. Erlaubt großere Eindringtiefe bei Anwendungen ohne weitere Zugangsbeschränkung.
LANG GEBOGEN
Wie in der MUNDSTUCK-AUSWAHLABELLE angegeben erhältlich.
Erlaubt eine große Eindringtiefe bei Anwendungen mit beschränktem Zugang. Nietdorne sind von Hand zu biegen, um sie der Form der Backe anzupassen.
ABGESETZT
Wie in der MUNDSTUCK-AUSWAHLABELLE angegeben erhältlich.
Erlaubt Zugang in schwer zugänglichen Anwendungen.
STANDARD, MIT DREHOFFNER
FLACH
KOPFFORMEND
LANG, MIT DREHOFFNER
FLACH
ABGESETZT, MIT DREHÖFFNER
FLACH
Wie in der umseitigen MUNDSTUCK-AUSWAHLABELLE angegeben erhältlich. Für die gleichen Funktionen wie die Standard sowie schwer zugängliche Ausführung mit einem zugefugten Drehöffner, um das Öffnen des Mundstücks und somit das Magazinnachlagen zu erleichtern und zu beschleunigen.
Die in Fettdruck angegebenen Maße sind mm, die anderen Maße sind Zoll.
Die Spalte "BEZ.-NR." verweist auf die Spalte "BEZ.-NR." im Abschnitt über Nieddorne. Sie kennzeichnet den für ein besonderes Mundstück mit einem spezifischen Niet erforderlichen Niedtorn sowie die Niedtornfeder.
| BLINDNIET | BEZ.-NR. | MUNDSTÜCK | BEZ.-NR. | MUNDSTÜCK | ||||||
| TYP UND FORM DES ENDSTÜCKS | TEILNR. | MASSSE | TYP UND FORM DES ENDSTÜCKS | TEILNR. | MASSSE | |||||
| 'B' | 'D' | 'E' | 'B' | 'D' | ||||||
| 3/32" CHOBERT®& GROVIT | 1 | STANDARD - FLACH | 07150-03003 | ,36 | 1,30 | ,16 | 1 | # STANDARD - FÜR ERHÖHTE KLASMMERKRAFT | 07150-03203 | ,36 |
| 1 | STD MIT DREHÖFFNER - FLACH | 07170-04500 | ,36 | 1,30 | ,16 | 1 | ABGESetzT MIT DREHÖFFNER | 07177-03003 | ,20 | |
| 2 | STANDARD - SPITZ | 07170-03103 | ,36 | 1,30 | ,16 | 3 | ABGESetzT | 07274-01000 | ,22 | |
| 4 | LANG - FLACH | 07150-04003 | ,41 | 2,30 | ,16 | 4 | LANG GEBOGEN - FLACH | 07150-05003 | ,41 | |
| 1/8" CHOBERT®& GROVIT | 5 | STANDARD - FLACH | 07150-03004 | ,41 | 1,18 | ,20 | 5 | # STANDARD - FÜR ERHÖHTE KLASMMERKRAFT | 07150-03204 | ,41 |
| 5 | STANDARD - SPITZ | 07170-03104 | ,41 | 1,19 | ,20 | 5 | STD MIT DREHÖFFNER - FLACH | 07170-04600 | ,41 | |
| 6 | LANG - FLACH | 07150-04004 | ,41 | 2,18 | ,20 | 6 | # LANG - FÜR ERHÖHTE KLASMMERKRAFT | 07150-04204 | ,41 | |
| 6 | LANG GEBOGEN - FLACH | 07150-05004 | ,41 | 2,12 | ,20 | 6 | LANG MIT DREHÖFFNER - FLACH | 07170-05000 | ,41 | |
| 5/32" CHOBERT®& GROVIT | 7 | STANDARD - FLACH | 07150-03005 | ,48 | 1,30 | ,24 | 7 | # STANDARD - FÜR ERHÖHTE KLASMMERKRAFT | 07150-03205 | ,48 |
| 7 | STANDARD - SPITZ | 07150-03105 | ,44 | 1,30 | ,24 | 7 | STD MIT DREHÖFFNER - FLACH | 07170-04700 | ,48 | |
| 8 | LANG - FLACH | 07150-04005 | ,48 | 2,30 | ,24 | 8 | # LANG - FÜR ERHÖHTE KLASMMERKRAFT | 07150-04205 | ,48 | |
| 8 | LANG GEBOGEN - FLACH | 07150-05005 | ,48 | 2,23 | ,24 | 8 | LANG MIT DREHÖFFNER - FLACH | 07170-05100 | ,48 | |
| 3/16" CHOBERT®& GROVIT | 9 | STANDARD - FLACH | 07150-03006 | ,56 | 1,18 | ,33 | 9 | # STANDARD - FÜR ERHÖHTE KLASMMERKRAFT | 07150-03206 | ,56 |
| 9 | STANDARD - SPITZ | 07150-03106 | ,56 | 1,18 | ,33 | 9 | STD MIT DREHÖFFNER - FLACH | 07170-04800 | ,56 | |
| 10 | LANG - FLACH | 07150-04006 | ,56 | 2,30 | ,33 | 10 | # LANG - FÜR ERHÖHTE KLASMMERKRAFT | 07150-04206 | ,56 | |
| 10 | LANG GEBOGEN - FLACH | 07150-05006 | ,56 | 2,21 | ,33 | 10 | LANG MIT DREHÖFFNER - FLACH | 07170-05200 | ,56 | |
| 1/4" CHOBERT® | 11 | STANDARD - FLACH | 07150-03008 | ,64 | 1,18 | ,39 | 11 | STD MIT DREHÖFFNER - FLACH | 07170-04900 | ,64 |
| 12 | LANG - FLACH | 07150-04008 | ,64 | 2,18 | ,39 | 12 | LANG MIT DREHÖFFNER - FLACH | 07170-05300 | ,64 | |
| 3/32" BRIV®Nur Messing | 13 | STANDARD - SPITZ | 07170-03103 | ,36 | 1,30 | ,15 | 14 | ABGESetzT MIT DREHÖFFNER | 07177-03003 | ,20 |
| 14 | ABGESetzT | 07274-01000 | ,22 | 1,07 | ,16 | - | - | - | - | |
| 1/8" BRIV®Alu-Legierung,Messing,Stahl | 15 | STANDARD - FLACH | 07150-03004 | ,41 | 1,18 | ,20 | 15 | STANDARD - GESENKT | 07170-03004 | ,41 |
| 15 | STANDARD - SPITZ | 07170-03104 | ,41 | 1,19 | ,20 | 16 | LANG - FLACH | 07150-04004 | ,41 | |
| 16 | LANG - GESENKT | 07170-03204 | ,41 | 2,18 | ,30 | 16 | LANG GEBOGEN - FLACH | 07150-05004 | ,41 | |
| 16 | LANG GEBOGEN - GESENKT | 07170-03304 | ,41 | 2,12 | ,30 | - | - | - | - | |
| 5/32" BRIV®Alu-Legierung,Messing,Stahl | 17 | STANDARD - FLACH | 07150-03005 | ,48 | 1,30 | ,24 | 17 | STANDARD - GESENKT | 07170-03005 | ,48 |
| 18 | LANG - FLACH | 07150-04005 | ,48 | 2,30 | ,24 | 18 | LANG - GESENKT | 07170-03205 | ,48 | |
| 18 | LANG GEBOGEN - FLACH | 07150-05005 | ,48 | 2,23 | ,24 | 18 | LANG GEBOGEN - GESENKT | 07170-03305 | ,48 | |
| 5/32" BRIV®Nur rostfreier Stahl | 19 | STANDARD - FLACH | 07150-03005 | ,48 | 1,30 | ,24 | 19 | STANDARD - GESENKT | 07170-03005 | ,48 |
| 20 | LANG - FLACH | 07150-04005 | ,48 | 2,30 | ,24 | 20 | LANG - GESENKT | 07170-03205 | ,48 | |
| 20 | LANG GEBOGEN - FLACH | 07150-05005 | ,48 | 2,23 | ,24 | 20 | LANG GEBOGEN - GESENKT | 07170-03305 | ,48 | |
| 3/16" BRIV®Alu-Legierung,Messing,Stahl | 21 | STANDARD - FLACH | 07150-03006 | ,56 | 1,18 | ,33 | 21 | STANDARD - GESENKT | 07170-03006 | ,56 |
| 22 | LANG - FLACH | 07150-04006 | ,56 | 2,30 | ,33 | 22 | LANG - GESENKT | 07170-03206 | ,56 | |
| 22 | LANG GEBOGEN - FLACH | 07150-05006 | ,56 | 2,21 | ,33 | 22 | LANG GEBOGEN - GESENKT | 07170-03306 | ,56 | |
| 3/16" BRIV®Nur rostfreier Stahl | 23 | STANDARD FLACH | 07150-03006 | ,56 | 1,18 | ,33 | 23 | STANDARD - GESENKT | 07170-03006 | ,56 |
| 24 | LANG - FLACH | 07150-04006 | ,56 | 2,30 | ,33 | 24 | LANG - GESENKT | 07170-03206 | ,56 | |
| 24 | LANG GEBOGEN - FLACH | 07150-05006 | ,56 | 2,21 | ,33 | 24 | LANG GEBOGEN - GESENKT | 07170-03306 | ,56 | |
| 6mm BRIV®Alu-Legierung,Messing,Stahl | 25 | STD MIT DREHÖFFNER | 07170-05600 | ,64 | 1,21 | ,52 | 25 | STANDARD - FLACH | 07170-05800 | ,64 |
| 26 | LANG MIT DREHÖFFNER | 07170-05700 | ,64 | 2,19 | ,52 | 26 | LANG - FLACH | 07170-05900 | ,64 | |
| 3/32" AVLUG® | 27 | STANDARD - FLACH | 07150-03003 | ,36 | 1,30 | ,16 | 27 | STANDARD - SPITZ | 07150-03103 | ,36 |
| 27 | STD MIT DREHÖFFNER - FLACH | 07170-04500 | ,36 | 1,30 | ,16 | 28 | LANG - FLACH | 07150-04003 | ,41 | |
| 28 | LANG GEBOGEN - FLACH | 07150-05003 | ,41 | 2,28 | ,16 | - | - | - | - | |
| 1/8" AVLUG® | 29 | STANDARD - FLACH | 07150-03004 | ,41 | 1,18 | ,20 | 29 | STANDARD - SPITZ | 07170-03104 | ,41 |
| 29 | STD MIT DREHÖFFNER - FLACH | 07170-04600 | ,41 | 1,18 | ,20 | 30 | LANG - FLACH | 07150-04004 | ,41 | |
| 30 | LANG GEBOGEN - FLACH | 07150-05004 | ,41 | 2,12 | ,20 | 30 | LANG MIT DREHÖFFNER - FLACH | 07170-05000 | ,41 | |
| 2,5mm 4-40 UNCAVSERT® | 31 | STANDARD - FLACH | 07150-03003 | ,36 | 1,30 | ,16 | - | - | - | - |
| 32 | STANDARD - FLACH | 07150-03004 | ,41 | 1,18 | ,20 | 32 | STD MIT DREHÖFFNER - FLACH | 07170-04600 | ,41 | |
| 33 | STANDARD - FLACH | 07150-03003 | ,36 | 1,30 | ,16 | 33 | ABGESetzT MIT DREHÖFFNER | 07271-08000 | ,41 | |
| 34 | LANG - FLACH | 07150-04003 | ,41 | 2,30 | ,16 | - | - | - | - | |
| 2,8mm AVLORIC® | 35 | STANDARD - FLACH | 07271-05600 | ,36 | 1,30 | ,16 | 36 | ABGESetzT MIT DREHÖFFNER | 07271-08100 | ,40 |
| 37 | LANG - FLACH | 07271-05900 | ,41 | 2,30 | ,16 | - | - | - | - | |
| 2,8mm RIVSCREW® | 38 | STD MIT DREHÖFFNER - KF | 07271-03000 | ,41 | 1,18 | ,24 | - | - | - | - |
| 39 | STD MIT DREHÖFFNER - KF | 07271-03000 | ,41 | 1,18 | ,24 | - | - | - | - | |
| 3.5mm RIVSCREW® | STD MIT DREHÖFFNER - KF | 07271-03500 | ,41 | 1,18 | ,24 | - | - | - | - | |
| 40 | STD MIT DREHÖFFNER - KF | 07271-04000 | ,41 | 1,18 | ,25 | - | - | - | - | |
| 4.0mm RIVSCREW® | STD MIT DREHÖFFNER - KF | 07271-04000 | ,41 | 1,18 | ,25 | - | - | - | - | |
These Mundstücke eignen sich für das Setzen von Chobert®-Nieten mit Universal-Kopfform. Bei Verwendung mit Briv® der,GLichen GröBe, wird die hochstmögliche Klemmung erreicht.itte beachten, daß bei Verwendung von Briv®-Nieten die max. Spannkraft um etwa 0,4 mm reduziert wird.
| BLINDNIET | BEZ.-NR. | MUNDSTÜCK | BEZ.-NR. | MUNDSTÜCK | ||||||
| TYP UND FORM DES ENDSTÜCKS | TEILNR. | MASSSE | TYP UND FORM DES ENDSTÜCKS | TEILNR. | MASSSE | |||||
| 'B' | 'D' | 'E' | 'B' | 'D' | ||||||
| 3/32" CHOBERT®& GROVIT® | 1 | STANDARD - FLACH | 07150-03003 | 9,14 | 33,02 | 4,06 | 1 | # STANDARD - FÜR ERHOHOTE KlammerMKRAFT | 07150-03203 | 9,14 |
| 1 | STD MIT DREHÖFFNER - FLACH | 07170-04500 | 9,14 | 33,02 | 4,06 | 1 | ABGESetzT MIT DREHÖFFNER | 07177-03003 | 5,08 | |
| 2 | STANDARD - SPITZ | 07170-03103 | 9,14 | 33,02 | 4,06 | 3 | ABGESetzT | 07274-01000 | 5,59 | |
| 4 | LANG - FLACH | 07150-04003 | 10,41 | 58,42 | 4,06 | 4 | LANG GEBOGEN - FLACH | 07150-05003 | 10,41 | |
| 1/8" CHOBERT®& GROVIT® | 5 | STANDARD - FLACH | 07150-03004 | 10,41 | 29,97 | 5,08 | 5 | # STANDARD - FÜR ERHOHOTE KlammerMKRAFT | 07150-03204 | 10,41 |
| 5 | STANDARD - SPITZ | 07170-03104 | 10,41 | 30,23 | 5,08 | 5 | STD MIT DREHÖFFNER - FLACH | 07170-04600 | 10,41 | |
| 6 | LANG - FLACH | 07150-04004 | 10,41 | 55,37 | 5,08 | 6 | # LANG - FÜR ERHOHOTE KlammerMKRAFT | 07150-04204 | 10,41 | |
| 6 | LANG GEBOGEN - FLACH | 07150-05004 | 10,41 | 53,85 | 5,08 | 6 | LANG MIT DREHÖFFNER - FLACH | 07170-05000 | 10,41 | |
| 5/32" CHOBERT®& GROVIT® | 7 | STANDARD - FLACH | 07150-03005 | 12,19 | 33,02 | 6,10 | 7 | # STANDARD - FÜR ERHOHOTE KlammerMKRAFT | 07150-03205 | 12,19 |
| 7 | STANDARD - SPITZ | 07150-03105 | 11,18 | 33,02 | 6,10 | 7 | STD MIT DREHÖFFNER - FLACH | 07170-04700 | 12,19 | |
| 8 | LANG - FLACH | 07150-04005 | 12,19 | 58,42 | 6,10 | 8 | # LANG - FÜR ERHOHOTE KlammerMKRAFT | 07150-04205 | 12,19 | |
| 8 | LANG GEBOGEN - FLACH | 07150-05005 | 12,19 | 56,64 | 6,10 | 8 | LANG MIT DREHÖFFNER - FLACH | 07170-05100 | 12,19 | |
| 3/16" CHOBERT®& GROVIT® | 9 | STANDARD - FLACH | 07150-03006 | 14,22 | 29,97 | 8,38 | 9 | # STANDARD - FÜR ERHOHOTE KlammerMKRAFT | 07150-03206 | 14,22 |
| 9 | STANDARD - SPITZ | 07150-03106 | 14,22 | 29,97 | 8,38 | 9 | STD MIT DREHÖFFNER - FLACH | 07170-04800 | 14,22 | |
| 10 | LANG - FLACH | 07150-04006 | 14,22 | 58,42 | 8,38 | 10 | # LANG - FÜR ERHOHOTE KlammerMKRAFT | 07150-04206 | 14,22 | |
| 10 | LANG GEBOGEN - FLACH | 07150-05006 | 14,22 | 56,13 | 8,38 | 10 | LANG MIT DREHÖFFNER - FLACH | 07170-05200 | 14,22 | |
| 1/4" CHOBERT® | 11 | STANDARD - FLACH | 07150-03008 | 16,26 | 29,97 | 9,91 | 11 | STD MIT DREHÖFFNER - FLACH | 07170-04900 | 16,26 |
| 12 | LANG - FLACH | 07150-04008 | 16,26 | 55,37 | 9,91 | 12 | LANG MIT DREHÖFFNER - FLACH | 07170-05300 | 16,26 | |
| 3/32" BRIV®Nur Messing | 13 | STANDARD - SPITZ | 07170-03103 | 9,14 | 33,02 | 3,81 | 14 | ABGESetzT MIT DREHÖFFNER | 07177-03003 | 5,08 |
| 14 | ABGESetzT | 07274-01000 | 5,59 | 27,18 | 4,06 | - | - | - | - | |
| 1/8" BRIV®Alu-Legierung,Messing,Stahl | 15 | STANDARD - FLACH | 07150-03004 | 10,41 | 29,97 | 5,08 | 15 | STANDARD - GESENKT | 07170-03004 | 10,41 |
| 15 | STANDARD - SPITZ | 07170-03104 | 10,41 | 30,23 | 5,08 | 16 | LANG - FLACH | 07150-04004 | 10,41 | |
| 16 | LANG - GESENKT | 07170-03204 | 10,41 | 55,37 | 7,62 | 16 | LANG GEBOGEN - FLACH | 07150-05004 | 10,41 | |
| 16 | LANG GEBOGEN - GESENKT | 07170-03304 | 10,41 | 53,85 | 7,62 | - | - | - | - | |
| 5/32" BRIV®Alu-Legierung,Messing,Stahl | 17 | STANDARD - FLACH | 07150-03005 | 12,19 | 33,02 | 6,10 | 17 | STANDARD - GESENKT | 07170-03005 | 12,19 |
| 18 | LANG - FLACH | 07150-04005 | 12,19 | 58,42 | 6,10 | 18 | LANG - GESENKT | 07170-03205 | 12,19 | |
| 18 | LANG GEBOGEN - FLACH | 07150-05005 | 12,19 | 56,64 | 6,10 | 18 | LANG GEBOGEN - GESENKT | 07170-03305 | 12,19 | |
| 5/32" BRIV®Nur rostfreier Stahl | 19 | STANDARD - FLACH | 07150-03005 | 12,19 | 33,02 | 6,10 | 19 | STANDARD - GESENKT | 07170-03005 | 12,19 |
| 20 | LANG - FLACH | 07150-04005 | 12,19 | 58,42 | 6,10 | 20 | LANG - GESENKT | 07170-03205 | 12,19 | |
| 20 | LANG GEBOGEN - FLACH | 07150-05005 | 12,19 | 56,64 | 6,10 | 20 | LANG GEBOGEN - GESENKT | 07170-03305 | 12,19 | |
| 3/16" BRIV®Alu-Legierung,Messing,Stahl | 21 | STANDARD - FLACH | 07150-03006 | 14,22 | 29,97 | 8,38 | 21 | STANDARD - GESENKT | 07170-03006 | 14,22 |
| 22 | LANG - FLACH | 07150-04006 | 14,22 | 58,42 | 8,38 | 22 | LANG - GESENKT | 07170-03206 | 14,22 | |
| 22 | LANG GEBOGEN - FLACH | 07150-05006 | 14,22 | 56,13 | 8,38 | 22 | LANG GEBOGEN - GESENKT | 07170-03306 | 14,22 | |
| 3/16" BRIV®Nur rostfreier Stahl | 23 | STANDARD FLACH | 07150-03006 | 14,22 | 29,97 | 8,38 | 23 | STANDARD - GESENKT | 07170-03006 | 14,22 |
| 24 | LANG - FLACH | 07150-04006 | 14,22 | 58,42 | 8,38 | 24 | LANG - GESENKT | 07170-03206 | 14,22 | |
| 24 | LANG GEBOGEN - FLACH | 07150-05006 | 14,22 | 56,13 | 8,38 | 24 | LANG GEBOGEN - GESENKT | 07170-03306 | 14,22 | |
| 6mm BRIV®Alu-Legierung,Messing,Stahl | 25 | STD MIT DREHÖFFNER | 07170-05600 | 16,33 | 30,65 | 13,14 | 25 | STANDARD - FLACH | 07170-05800 | 16,33 |
| 26 | LANG MIT DREHÖFFNER | 07170-05700 | 16,33 | 55,65 | 13,14 | 26 | LANG - FLACH | 07170-05900 | 16,33 | |
| 3/32" AVLUG® | 27 | STANDARD - FLACH | 07150-03003 | 9,14 | 33,02 | 4,06 | 27 | STANDARD - SPITZ | 07150-03103 | 9,14 |
| 27 | STD MIT DREHÖFFNER - FLACH | 07170-04500 | 9,14 | 33,02 | 4,06 | 28 | LANG - FLACH | 07150-04003 | 10,41 | |
| 28 | LANG GEBOGEN - FLACH | 07150-05003 | 10,41 | 57,91 | 4,06 | - | - | - | - | |
| 1/8" AVLUG® | 29 | STANDARD - FLACH | 07150-03004 | 10,41 | 29,97 | 5,08 | 29 | STANDARD - SPITZ | 07170-03104 | 10,41 |
| 29 | STD MIT DREHÖFFNER - FLACH | 07170-04600 | 10,41 | 29,97 | 5,08 | 30 | LANG - FLACH | 07150-04004 | 10,41 | |
| 30 | LANG GEBOGEN - FLACH | 07150-05004 | 10,41 | 53,85 | 5,08 | 30 | LANG MIT DREHÖFFNER - FLACH | 07170-05000 | 10,41 | |
| 2,5mm, 4-40 UNCAVSERT® | 31 | STANDARD - FLACH | 07150-03003 | 9,14 | 33,02 | 4,06 | - | - | - | - |
| 32 | STANDARD - FLACH | 07150-03004 | 10,41 | 29,97 | 5,08 | 32 | STD MIT DREHÖFFNER - FLACH | 07170-04600 | 10,41 | |
| 33 | STANDARD - FLACH | 07150-03003 | 9,14 | 33,02 | 4,06 | 33 | ABGESetzT MIT DREHÖFFNER | 07271-08000 | 10,41 | |
| 34 | LANG - FLACH | 07150-04003 | 10,41 | 58,42 | 4,06 | - | - | - | - | |
| 2,5mm AVTRONIC® | 35 | STANDARD - FLACH | 07271-05600 | 9,14 | 33,02 | 4,06 | 36 | ABGESetzT MIT DREHÖFFNER | 07271-08100 | 10,16 |
| 37 | LANG - FLACH | 07271-05900 | 10,41 | 58,42 | 4,06 | - | - | - | - | |
| 2,8mm RIVSCREW® | 38 | STD MIT DREHÖFFNER - KF | 07271-03000 | 10,41 | 29,97 | 6,10 | - | - | - | - |
| 39 | STD MIT DREHÖFFNER - KF | 07271-03000 | 10,41 | 29,97 | 6,10 | - | - | - | - | |
| 40 | STD MIT DREHÖFFNER - KF | 07271-03500 | 10,41 | 29,97 | 6,10 | - | - | - | - | |
| 41 | STD MIT DREHÖFFNER - KF | 07271-04000 | 10,41 | 29,97 | 6,35 | - | - | - | - | |
These Mundstücke eignen sich für das Setzen von Chobert®-Nieten mit Universal-Kopfform. Bei Verwendung mit Briv® der,GLichen GroBe, wird die hochstmögliche Klemmung erreicht.itte beachten, daß bei Verwendung von Briv®-Nieten die max. Spannkraft um etwa 0,4 mm reduziert wird.
Die auf Seite 88 abgebildeten Nietdorne und Nietdornfedern müssen passend zur Art und Groß des Niets sowie zum Lochdurchmesser ausgewählten werden. Die Verwendung eines falschen Nietdorns erhöht das Bruchrisiko sowie den Verschleib des Nietdornkopfs. Bei Verwendung einer falschen Nietdornfeder konnen Zuführungsprobleme auftreten.
WICHTIG
DIE SICHERHEITSVORSCHRIFTEN auf Seite 80 sorgfältig LESEN.
Während die normale und korrekte Anwendung der Nietdorne zu einem geringen natürlichen Verschleiß sowie Markierungen führt, sind die Dorne in regelmäßigen Zeitabständen auf starke Verschleißzeichen und Markierungen zu untersuchen, bzw sind Kopfdurchmesser, Spannbereich der Spanbacken am Schaff oder schwere Narbenbildung am Schaft und irgendwelche Verziehungen am Nietdorn besondere Aufmerksamkeit zu schenken. Nietdorne, die während des Betriebs ausfallen, konnten mit Schwung aus dem Gerät geworfen werden. Der Kundeträgt die Verantwortung sicherzustellen, daß Nietdorne ersetzt werden, bevor ein übermöiger Verschleß auftritt sowie stets vor Erreichen der hochstzulässigen Anzahl von Nietungen. Setzen Sie sichitte mit ihrem Avdel-Vertreter in Verbindung, der Ihnen den Wertbekanntgeben wird, nachdem er die Setzkraft ihrer Anwendung mit unserem Prüftergät zur Setzkraftmessung gemessen hat. Dieses Gerät kann auch unter der Teilnummer 07900-09080 mit allen für das Prufen erforderlichen Informationen angekauft werden.
Chobert® und Grovit® - Zollmass
Für die Auswahl von Nietdorn und Nietdornfeder die Anweisungen auf Seite 95 befolgen.
| BLINDNIET | BEZ.-NR. | LOCH-Ø | STANDARD-NIETDORN - GRUN | LOCH-Ø | NIETDORN FÜR 1. ÜBERMASS - GELB | FEDER-TEILNR. | ||||||||
| KOPF-Ø | NIETDORN-TEILNR. | P MAX. | # S/R-NIETDORN-TEILNR. | P MAX. | KOPF-Ø | NIETDORN-TEILNR. | P MAX. | # S/R-NIETDORN-TEILNR. | P MAX. | |||||
| 3/32" CHOBERT®& GROVIT® | 1 | WIE EMPF. | ,0725 | 07150-06003 | ,166 | 07150-08003 | ,071 | +,0015 | ,074 | 07150-06303 | ,174 | - | - | 07150-06803 |
| 1 | - | - | - | - | - | - | +,0035 | ,076 | - | - | 07150-08103 | ,078 | 07150-06803 | |
| 2 | WIE EMPF. | ,0725 | 07150-06003 | ,166 | 07150-08003 | ,071 | +,0015 | ,074 | 07150-06303 | ,174 | - | - | 07170-06873 | |
| 2 | - | - | - | - | - | - | +,0035 | ,076 | - | - | 07150-08103 | ,078 | 07170-06873 | |
| 3 | WIE EMPF. | ,0725 | 07150-06003 | ,166 | 07150-08003 | ,071 | +,0015 | ,074 | 07150-06303 | ,174 | - | - | 07170-06903 | |
| 3 | - | - | - | - | - | - | +,0035 | ,076 | - | - | 07150-08103 | ,078 | 07170-06903 | |
| 4 | WIE EMPF. | ,0725 | 07150-07003 | ,166 | 07150-09003 | ,071 | +,0035 | ,076 | - | - | 07150-09103 | ,078 | 07150-07803 | |
| 1/8" CHOBERT®& GROVIT® | 5 | WIE EMPF. | ,088 | 07150-06004 | ,216 | 07150-08004 | ,090 | +,004 | ,092 | 07150-06104 | ,237 | 07150-08104 | ,098 | 07150-06804 |
| 6 | WIE EMPF. | ,088 | 07150-07004 | ,216 | 07150-09004 | ,090 | +,004 | ,092 | 07150-07104 | ,237 | 07150-09104 | ,098 | 07150-07804 | |
| 5/32" CHOBERT®& GROVIT® | 7 | WIE EMPF. | ,107 | 07150-06005 | ,244 | 07150-08005 | ,100 | +,008 | ,115 | 07150-06105 | ,284 | 07150-08105 | ,116 | 07170-06875 |
| 7 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 8 | WIE EMPF. | ,107 | 07150-07005 | ,244 | 07150-09005 | ,100 | +,008 | ,115 | 07150-07105 | ,284 | 07150-09105 | ,116 | 07170-07875 | |
| 8 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 3/16" CHOBERT®& GROVIT® | 9 | WIE EMPF. | ,132 | 07150-06006 | ,247 | 07150-08006 | ,102 | +,014 | ,146 | 07150-06106 | ,320 | 07150-08106 | ,130 | 07170-06876 |
| 9 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 10 | WIE EMPF. | ,132 | 07150-07006 | ,247 | 07150-09006 | ,102 | +,014 | ,146 | 07150-07106 | ,320 | 07150-09106 | ,130 | 07170-07876 | |
| 10 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 1/4" CHOBERT® | 11 | WIE EMPF. | ,184 | 07150-06008 | ,268 | 07150-08008 | ,110 | +,012 | ,196 | 07150-06108 | ,330 | 07150-08108 | ,134 | 07150-06808 |
| 12 | WIE EMPF. | ,184 | 07150-07008 | ,268 | 07150-09008 | ,110 | +,012 | ,196 | 07150-07108 | ,330 | 07150-09108 | ,134 | 07150-07808 | |
| BLINDNIET | BEZ.-NR. | LOCH-0 | NIETDORN FÜR 2. ÜberMASS - BLAU | LOCH-0 | NIETDORN FÜR 3. ÜberMASS - ROT | FEDER-TEILNR. | ||||||||
| KOPF-0 | NIETDORN-TEILNR. | P MAX. | # S/R-NIETDORN-TEILNR. | P MAX. | KOPF-0 | NIETDORN-TEILNR. | P MAX. | # S/R-NIETDORN-TEILNR. | P MAX. | |||||
| 3/32" CHOBERT®& GROVIT® | 1 | +,0035 | ,076 | 07150-06103 | ,185 | - | - | - | - | - | - | - | - | 07150-06803 |
| 1 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 2 | +,0035 | ,076 | 07150-06103 | ,185 | - | - | - | - | - | - | - | - | 07170-06873 | |
| 2 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 3 | +,0035 | ,076 | 07150-06103 | ,185 | - | - | - | - | - | - | - | - | 07170-06903 | |
| 3 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 4 | +,0035 | ,076 | 07150-07103 | ,185 | - | - | - | - | - | - | - | - | 07150-07803 | |
| 1/8" CHOBERT®& GROVIT® | 5 | +,010 | ,098 | 07150-06204 | ,268 | 07150-08204 | ,110 | +,014 | ,102 | 07150-06304 | ,288 | 07150-08304 | ,118 | 07150-06804 |
| 6 | +,010 | ,098 | 07150-07204 | ,268 | 07150-09204 | ,110 | +,014 | ,102 | 07150-07304 | ,288 | 07150-09304 | ,118 | 07150-07804 | |
| 5/32" CHOBERT®& GROVIT® | 7 | +,015 | ,122 | 07150-06205 | ,320 | 07150-08205 | ,130 | - | - | - | - | - | - | 07170-06875 |
| 7 | - | - | - | - | - | - | +,025 | ,132 | 07150-06305 | ,372 | 07150-08305 | ,150 | 07150-06805 | |
| 8 | +,015 | ,122 | 07150-07205 | ,320 | 07150-09205 | ,130 | - | - | - | - | - | - | 07170-07875 | |
| 8 | - | - | - | - | - | - | +,025 | ,132 | 07150-07305 | ,372 | 07150-09305 | ,150 | 07150-07805 | |
| 3/16" CHOBERT®& GROVIT® | 9 | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 9 | +,024 | ,156 | 07150-06206 | ,372 | 07150-08206 | ,150 | - | - | - | - | - | - | 07150-06806 | |
| 10 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 10 | +,024 | ,156 | 07150-07206 | ,372 | 07150-09206 | ,150 | - | - | - | - | - | - | 07150-07806 | |
| 1/4" CHOBERT® | 11 | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 12 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
S/R: Kurzbonus-Nietdorn (Erklärung auf Seite 95-96).
Ausrüstungen
Die unten links und rechts sowie auf den nachsten vier Seiten abgedruckten Tabellen enthalten eine Auflistung der Teilnummern für alle Nietdorne und Nietdornfedern pro Niet oder Nietengruppe, z.B. für Chobert® und Grovit® auf diesen Seiten.
Während die Nietgroßen stets in den ihren zugeordneten Maßeinheiten erschieren, wurde jeder Tabelle zweimal abgedruckt. Auf der linken Seite sind Zollmaße und auf der rechten Seite metrische Maße angegeben. Die Bezugsnummer auf diesen Niedtorn-Ausbwalttabellen verweist auf die gleichen Nummern wie auf der Mundstück-Ausbwalttabellen auf Seite 91-92. Es ist der Kopfdurchmesser am Ende des Niedtorns, der beim Durchziehen die Aufweitung des Niets lenkt.
Während verschiedene Kopfformen für verschiedene Niete vorgesehen sind (siehe Abbildung auf Seite 96), erfordern die Fertigungstoleranzen für den Lochdurchmesser im Werkstück fortschreitende Kopfgrößen, so daß ein Niet stets das Loch vollständig ausfüllt.
Ein zu großer Nietdornkopf wurde den Nietdorn zu stark beanspruchen und ein während der Arbeit ausfallender Nietdorn konnte aus dem Gerät ausgetrieben werden.
Die Auswahltabellen sind in vier Nietdorngroßen unterteilt und diese reichen von "Standard" bis "3. Übermaß"; jeder Stufe ist am Ende des Nietdornkopfs farbgekennzeichnet.
Chobert® und Grovit® - Metrische Masse
| BLINDNIET | BEZ.-NR. | LOCH-Ø | STANDARD-NIETDORN - GRÜN | LOCH-Ø | NIETDORN FÜR 1. ÜBERMASS - GELB | FEDER-TEILNR. | ||||||||
| KOPF-Ø | NIETDORN-TEILNR. | P MAX. | # S/R-NIETDORN-TEILNR. | P MAX. | KOPF-Ø | NIETDORN-TEILNR. | P MAX. | # S/R-NIETDORN-TEILNR. | P MAX. | |||||
| 3/32" CHOBERT®& GROVIT® | 1 | WIE EMPF. | 1,84 | 07150-06003 | 4,22 | 07150-08003 | 1,80 | +,04 | 1,88 | 07150-06303 | 4,42 | - | - | 07150-06803 |
| 1 | - | - | - | - | - | - | +,09 | 1,93 | - | - | 07150-08103 | 1,98 | 07150-06803 | |
| 2 | WIE EMPF. | 1,84 | 07150-06003 | 4,22 | 07150-08003 | 1,80 | +,04 | 1,88 | 07150-06303 | 4,42 | - | - | 07170-06873 | |
| 2 | - | - | - | - | - | - | +,09 | 1,93 | - | - | 07150-08103 | 1,98 | 07170-06873 | |
| 3 | WIE EMPF. | 1,84 | 07150-06003 | 4,22 | 07150-08003 | 1,80 | +,04 | 1,88 | 07150-06303 | 4,42 | - | - | 07170-06903 | |
| 3 | - | - | - | - | - | - | +,09 | 1,93 | - | - | 07150-08103 | 1,98 | 07170-06903 | |
| 4 | WIE EMPF. | 1,84 | 07150-07003 | 4,22 | 07150-09003 | 1,80 | +,09 | 1,93 | - | - | 07150-09103 | 1,98 | 07150-07803 | |
| 1/8" CHOBERT®& GROVIT® | 5 | WIE EMPF. | 2,24 | 07150-06004 | 5,49 | 07150-08004 | 2,29 | +,10 | 2,34 | 07150-06104 | 6,02 | 07150-08104 | 2,49 | 07150-06804 |
| 6 | WIE EMPF. | 2,24 | 07150-07004 | 5,49 | 07150-09004 | 2,29 | +,10 | 2,34 | 07150-07104 | 6,02 | 07150-09104 | 2,49 | 07150-07804 | |
| 5/32" CHOBERT®& GROVIT® | 7 | WIE EMPF. | 2,72 | 07150-06005 | 6,20 | 07150-08005 | 2,54 | +,20 | 2,92 | 07150-06105 | 7,21 | 07150-08105 | 2,95 | 07170-06875 |
| 7 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 8 | WIE EMPF. | 2,72 | 07150-07005 | 6,20 | 07150-09005 | 2,54 | +,20 | 2,92 | 07150-07105 | 7,21 | 07150-09105 | 2,95 | 07170-07875 | |
| 8 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 3/16" CHOBERT®& GROVIT® | 9 | WIE EMPF. | 3,35 | 07150-06006 | 6,27 | 07150-08006 | 2,59 | +,35 | 3,71 | 07150-06106 | 8,13 | 07150-08106 | 3,30 | 07170-06876 |
| 9 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 10 | WIE EMPF. | 3,35 | 07150-07006 | 6,27 | 07150-09006 | 2,59 | +,35 | 3,71 | 07150-07106 | 8,13 | 07150-09106 | 3,30 | 07170-07876 | |
| 10 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 1/4" CHOBERT® | 11 | WIE EMPF. | 4,67 | 07150-06008 | 6,81 | 07150-08008 | 2,79 | +,30 | 4,98 | 07150-06108 | 8,38 | 07150-08108 | 3,40 | 07150-06808 |
| 12 | WIE EMPF. | 4,67 | 07150-07008 | 6,81 | 07150-09008 | 2,79 | +,30 | 4,98 | 07150-07108 | 8,38 | 07150-09108 | 3,40 | 07150-07808 | |
| BLINDNIET | BEZ.-NR. | LOCH-Ø | NIETDORN FÜR 2. ÜberMASS - BLAU | LOCH-Ø | NIETDORN FÜR 3. ÜberMASS - ROT | FEDER-TEILNR. | ||||||||
| KOPF-Ø | NIETDORN-TEILNR. | P MAX. | # S/R-NIETDORN-TEILNR. | P MAX. | KOPF-Ø | NIETDORN-TEILNR. | P MAX. | # S/R-NIETDORN-TEILNR. | P MAX. | |||||
| 3/32" CHOBERT®& GROVIT® | 1 | +,09 | 1,93 | 07150-06103 | 4,70 | - | - | - | - | - | - | - | - | 07150-06803 |
| 1 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 2 | +,09 | 1,93 | 07150-06103 | 4,70 | - | - | - | - | - | - | - | - | 07170-06873 | |
| 2 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 3 | +,09 | 1,93 | 07150-06103 | 4,70 | - | - | - | - | - | - | - | - | 07170-06903 | |
| 3 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 4 | +,09 | 1,93 | 07150-07103 | 4,70 | - | - | - | - | - | - | - | - | 07150-07803 | |
| 1/8" CHOBERT®& GROVIT® | 5 | +,25 | 2,49 | 07150-06204 | 6,81 | 07150-08204 | 2,79 | +,35 | 2,59 | 07150-06304 | 7,32 | 07150-08304 | 3,00 | 07150-06804 |
| 6 | +,25 | 2,49 | 07150-07204 | 6,81 | 07150-09204 | 2,79 | +,35 | 2,59 | 07150-07304 | 7,32 | 07150-09304 | 3,00 | 07150-07804 | |
| 5/32" CHOBERT®& GROVIT® | 7 | +,38 | 3,10 | 07150-06205 | 8,13 | 07150-08205 | 3,30 | - | - | - | - | - | - | 07170-06875 |
| 7 | - | - | - | - | - | - | +,63 | 3,35 | 07150-06305 | 9,45 | 07150-08305 | 3,81 | 07150-06805 | |
| 8 | +,38 | 3,10 | 07150-07205 | 8,13 | 07150-09205 | 3,30 | - | - | - | - | - | - | 07170-07875 | |
| 8 | - | - | - | - | - | - | +,63 | 3,35 | 07150-07305 | 9,45 | 07150-09305 | 3,81 | 07150-07805 | |
| 3/16" CHOBERT®& GROVIT® | 9 | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 9 | +,60 | 3,96 | 07150-06206 | 9,45 | 07150-08206 | 3,81 | - | - | - | - | - | - | 07150-06806 | |
| 10 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| 10 | +,60 | 3,96 | 07150-07206 | 9,45 | 07150-09206 | 3,81 | - | - | - | - | - | - | 07150-07806 | |
| 1/4" CHOBERT® | 11 | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 12 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
S/R: Kurzkonus-Nietdorn (Erklärung auf Seite 95-96).
Um die korrekte Teilnummer eines Nietdorns für eine besondere Anwendung aufzufunden, die nachstehenden Anweisungen setzen, nachdem die Angaben entsprechend dem bereits henden Beispiel festgestellt wurden. Die Antwerten für das Beispiel sind in grauer Kurschrift gedrucht.
NIETBEZECHNUNG
Beispiel
Chobert®
NIETGROSSE
1/8
KATALOG
Baureihe 1125
WERKSTUCKLOCHDURCHMESSER
0,1335
FREIRAUM HINTER DEM WERKSTUCK
Unendlich
"BEZ.-NR." AUS MUNDSTUCK-AUSWAHLABELLE
5 (Standard flach)
Die minimal empfohlene Lochgroße (wie im Datenblatt fur Niete angegeben) vom Istloch im Werkstück abziehen (Beispiel: 0,005).
Die Seite mit der "Nietdorn-Ausbwahltabelle" fur Ihr Niet mit Zoll-oder metrischen Maßen aufschlagen (Seite 93 bis 97). Beisiel: Seite 93.
- Im Abschnitt für "Standard-Nietdorn - Grün" beginnen und die Nietgroße in der linken Spalte aufsuchen. Beispiel: 1/8" Chobert & Grovit®.
- Wenn Sie ein Mundstück währten, das Ihr Niet setzen kann, sollte es jetzt möglich sein, eine Zeile mit der gleichen "Bez.-Nr." wie diejenige aus der Mundstück-Auswahltabelle zu finden. Beispiel: 5. Dies ist die Zeile mit der "BEZ.-NR.", aus welcher die Teilnummer von Niedtorn und Niedtornfeder hervorght. Diese Zeile kann weiter in die Tabellen für "2." und "3." Übermaß verfolgt werden.
Entlang dieser Zeile die Spalten "Loch-0" auffinden und den Wert wahlen, der dem im ersten Schritt berechneten Wert gleich ist oder nahekommen. Die Nietdorn-Teilnummer neben dem Lochdurchmesser ablesen. Beispiel: 07150-06104.
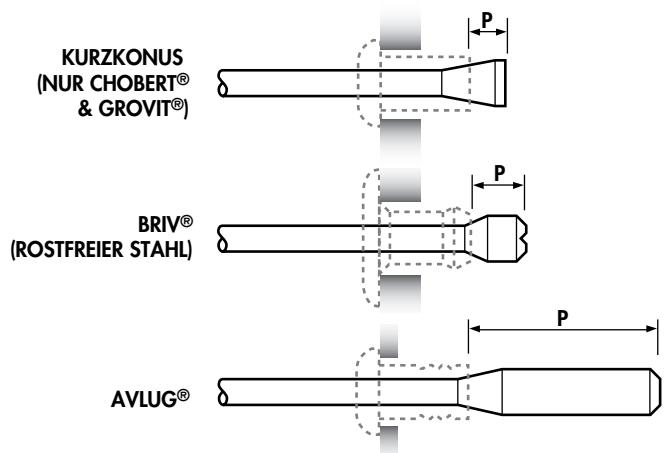
Nur fur Chobert und Grovit sind die meisten Nietdorne auch als "Kurzkonusausführung" lieferbar (siehe Abbildung auf Seite 96). Kurzkonus-Nietdorne werden verwendet, um das Gefahr eines Anlaufens des Nietdornkopfs gegen ein Hindernis auf der Rückseite zu minimieren. Dies wurde dazu führten, daß die Unterflache des Nietkopfs nicht korrekt gegen die Werkstückfläche anliegt, was zu einer ungenügenden Klemmung der Verbindung führen wurde.
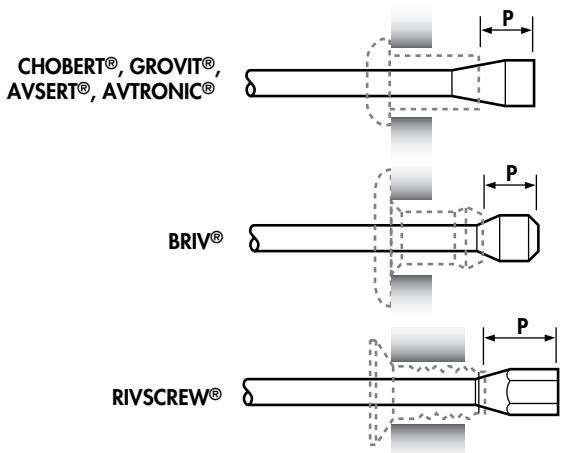
Gleichgültig, welche Nietdorngroße gewählt wird, muß geprüft werden, daß der "P"-Wert für den Nietdorn ausreicht. "P" ist der für den Nietdornkopf hinter dem Werkstück ZUSATZLICH zu der durch das Werkstück gehenden Nettlänge erforderliche Freiraum (siehe Zeichnung auf Seite 96).
- Zeit ist es möglich, die Teilnummer der entsprechenden Nietdornfeder der rechten Spalte der Tabelle zu entnahmen. Beispiel: 07150-06804.
Auf jeder Fall ist ein ausreichendes Klemmen der Nietverbindung zu bewerteten, insbesondere wenn der Lochdurchmesser im Werkstück sehr nahe beim nachsten Übermaß liegt, wo es dann sichert ist, den nachtgroßenen Niedtorn zu wahlen, um eine bessere Klemmung zu erreichen. IMMER DARAN DENKEN, daß dies die Setzkraft erhöht und dadurch die Standzeit des Niedtorns vermindert wird.
Briv® - Zollmass
Für die Auswahl von Nietdorn oder Nietdornfeder gemäß den obigen Anweisungen vorgehen.
| BLINDNIET | BEZ- NR. | LOCH- Φ | STANDARD-NIETDORN - GRÜN | LOCH- Φ | NIETDORN FÜR 1. ÜBERMASS - GELB | FEDER- TEILNR. | ||||
| KOPF -Ø | NIETDORN- TEILNR. | P MAX. | KOPF -Ø | NIETDORN- TEILNR. | P MAX. | |||||
| 3/32" BRIV® Nur Messing | 13 | WIE EMPF. | ,072 | 07150-06013 | ,119 | +,004 | ,076 | 07150-06113 | ,123 | 07170-06873 |
| 14 | WIE EMPF. | ,072 | 07150-06013 | ,119 | +,004 | ,076 | 07150-06113 | ,123 | 07170-06903 | |
| 1/8" BRIV® Alu-Legierung, Messing, Stahl | 15 | WIE EMPF. | ,092 | 07271-06414 | ,120 | +,005 | ,097 | 07271-06514 | ,126 | 07150-06814 |
| 16 | WIE EMPF. | ,092 | 07271-07414 | ,120 | +,005 | ,097 | 07271-07514 | ,126 | 07150-07814 | |
| 5/32" BRIV® Alu-Legierung, Messing, Stahl | 17 | WIE EMPF. | ,110 | 07150-06015 | ,136 | +,005 | ,115 | 07150-06115 | ,142 | 07170-06875 |
| 18 | WIE EMPF. | ,110 | 07150-07015 | ,136 | +,005 | ,115 | 07150-07115 | ,142 | 07170-07875 | |
| 5/32" BRIV® Nur rostfreiier Stahl | 19 | WIE EMPF. | ,120 | 07170-06805 | ,126 | +,005 | ,125 | 07170-06825 | ,132 | 07170-06875 |
| 20 | WIE EMPF. | ,120 | 07170-07805 | ,126 | +,005 | ,125 | 07170-07825 | ,132 | 07170-07875 | |
| 3/16" BRIV® Alu-Legierung, Messing, Stahl | 21 | WIE EMPF. | ,141 | 07150-06016 | ,157 | +,005 | ,146 | 07150-06116 | ,164 | 07170-06876 |
| 22 | WIE EMPF. | ,141 | 07150-07016 | ,157 | +,005 | ,146 | 07150-07116 | ,164 | 07170-07876 | |
| 3/16" BRIV® St. Steel only | 23 | WIE EMPF. | ,153 | 07170-06806 | ,150 | +,005 | ,158 | 07170-06826 | ,156 | 07170-06876 |
| 24 | WIE EMPF. | ,153 | 07170-07806 | ,150 | +,005 | ,158 | 07170-07826 | ,156 | 07170-07876 | |
| 6mm BRIV® Alu-Legierung, Stahl | 25 | WIE EMPF. | ,179 | 07150-06018 | ,165 | +,005 | ,184 | 07150-06118 | ,171 | 07150-06846 |
| 26 | WIE EMPF. | ,179 | 07150-07018 | ,165 | +,005 | ,184 | 07150-07118 | ,171 | 07150-07846 | |
| BLINDNIET | BEZ.-NR. | LOCH-Ø | NIETDORN FÜR 2. ÜberMASS - BLAU | LOCH-Ø | NIETDORN FÜR 3. ÜberMASS - ROT | FEDER-TEILNR. | ||||
| KOPF-Ø | NIETDORN-TEILNR. | P MAX. | KOPF-Ø | NIETDORN-TEILNR. | P MAX. | |||||
| 3/32" BRIV®Nur Messing | 13 | +,008 | ,079 | 07150-06213 | ,126 | - | - | - | - | 07170-06873 |
| 14 | +,008 | ,079 | 07150-06213 | ,126 | - | - | - | - | 07170-06903 | |
| 1/8" BRIV®Alu-Legierung, Messing, Stahl | 15 | +,010 | ,102 | 07271-06614 | ,133 | - | - | - | - | 07150-06814 |
| 16 | +,010 | ,102 | 07271-07614 | ,133 | - | - | - | - | 07150-07814 | |
| 5/32" BRIV®Alu-Legierung, Messing, Stahl | 17 | +,010 | ,120 | 07150-06215 | ,149 | - | - | - | - | 07170-06875 |
| 18 | +,010 | ,120 | 07150-07215 | ,149 | - | - | - | - | 07170-07875 | |
| 5/32" BRIV®Nur rosfreier Stahl | 19 | - | - | - | - | - | - | - | - | - |
| 20 | - | - | - | - | - | - | - | - | - | |
| 3/16" BRIV®Alu-Legierung, Messing, Stahl | 21 | +,010 | ,151 | 07150-06216 | ,170 | +,012 | ,153 | 07150-06316 | ,173 | 07170-06876 |
| 22 | +,010 | ,151 | 07150-07216 | ,170 | +,012 | ,153 | 07150-07316 | ,173 | 07170-07876 | |
| 3/16" BRIV®St.Steel only | 23 | - | - | - | - | - | - | - | - | - |
| 24 | - | - | - | - | - | - | - | - | - | |
| 6mm BRIV®Alu-Legierung, Stahl | 25 | +,010 | ,189 | 07150-06218 | ,177 | - | - | - | - | 07150-06846 |
| 26 | +,010 | ,189 | 07150-07218 | ,177 | - | - | - | - | 01750-07846 | |
Ausrüstungen
Nietdornkopfarten und Länge “P”
Nietdorne für Briv® aus rostfreiem Stahl sind leicht durch einen V-Einschnitt im Ende der Nietdornköffe erkenntlich.
Bei Verwendung von gebogenen Mundstücken müssen die Nietdorne durch Biegen von Hand der Biegung des Mundstücks angepaßt werden, um eine gute Nitzuführung zu gewährleisten.
Briv® - Metrische Masse
| BLINDNIET | BEZ- NR. | LOCH- Φ | STANDARD-NIETDORN - GRÜN | LOCH- Φ | NIETDORN FÜR 1. ÜBERMASS - GELB | FEDER- TEILNR. | ||||
| KOPF -Ø | NIETDORN- TEILNR. | P MAX. | KOPF -Ø | NIETDORN- TEILNR. | P MAX. | |||||
| 2.4mm BRIV® Nur Messing | 13 | WIE EMPF. | 1,83 | 07150-06013 | 3,02 | +,10 | 1,93 | 07150-06113 | 3,12 | 07170-06873 |
| 14 | WIE EMPF. | 1,83 | 07150-06013 | 3,02 | +,10 | 1,93 | 07150-06113 | 3,12 | 07170-06903 | |
| 3.2mm BRIV® Alu-Legierung, Messing, Stahl | 15 | WIE EMPF. | 2,34 | 07271-06414 | 3,05 | +,13 | 2,46 | 07271-06514 | 3,20 | 07150-06814 |
| 16 | WIE EMPF. | 2,34 | 07271-07414 | 3,05 | +,13 | 2,46 | 07271-07514 | 3,20 | 07150-07814 | |
| 4.0mm BRIV® Alu-Legierung, Messing, Stahl | 17 | WIE EMPF. | 2,79 | 07150-06015 | 3,45 | +,13 | 2,92 | 07150-06115 | 3,61 | 07170-06875 |
| 18 | WIE EMPF. | 2,79 | 07150-07015 | 3,45 | +,13 | 2,92 | 07150-07115 | 3,61 | 07170-07875 | |
| 4.0mm BRIV® Nur rosfreier Stahl | 19 | WIE EMPF. | 3,05 | 07170-06805 | 3,20 | +,13 | 3,18 | 07170-06825 | 3,35 | 07170-06875 |
| 20 | WIE EMPF. | 3,05 | 07170-07805 | 3,20 | +,13 | 3,18 | 07170-07825 | 3,35 | 07170-07875 | |
| 4.8mm BRIV® Alu-Legierung, Messing, Stahl | 21 | WIE EMPF. | 3,58 | 07150-06016 | 3,99 | +,13 | 3,71 | 07150-06116 | 4,17 | 07170-06876 |
| 22 | WIE EMPF. | 3,58 | 07150-07016 | 3,99 | +,13 | 3,71 | 07150-07116 | 4,17 | 07170-07876 | |
| 4.8mm BRIV® St.Steel only | 23 | WIE EMPF. | 3,89 | 07170-06806 | 3,81 | +,13 | 4,01 | 07170-06826 | 3,96 | 07170-06876 |
| 24 | WIE EMPF. | 3,89 | 07170-07806 | 3,81 | +,13 | 4,01 | 07170-07826 | 3,96 | 07170-07876 | |
| 6mm BRIV® Alu-Legierung, Stahl | 25 | WIE EMPF. | 4,54 | 07150-06018 | 4,18 | +,13 | 4,67 | 07150-06118 | 4,34 | 07150-06846 |
| 26 | WIE EMPF. | 4,54 | 07150-07018 | 4,18 | +,13 | 4,67 | 07150-07118 | 4,34 | 07150-07846 | |
| BLINDNIET | BEZ.-NR. | LOCH-0 | NIETDORN FÜR 2. ÜberMASS - BLAU | LOCH-0 | NIETDORN FÜR 3. ÜberMASS - ROT | FEDER-TEILNR. | ||||
| KOPF-0 | NIETDORN-TEILNR. | P MAX. | KOPF-0 | NIETDORN-TEILNR. | P MAX. | |||||
| 2.4mm BRIV®Nur Messing | 13 | +,20 | 2,01 | 07150-06213 | 3,20 | - | - | - | - | 07170-06873 |
| 14 | +,20 | 2,01 | 07150-06213 | 3,20 | - | - | - | - | 07170-06903 | |
| 3.2mm BRIV®Alu-Legierung, Messing, Stahl | 15 | +,25 | 2,59 | 07271-06614 | 3,38 | - | - | - | - | 07150-06814 |
| 16 | +,25 | 2,59 | 07271-07614 | 3,38 | - | - | - | - | 07150-07814 | |
| 4.0mm BRIV®Alu-Legierung, Messing, Stahl | 17 | +,25 | 3,05 | 07150-06215 | 3,78 | - | - | - | - | 07170-06875 |
| 18 | +,25 | 3,05 | 07150-07215 | 3,78 | - | - | - | - | 07170-07875 | |
| 4.0mm BRIV®Nur rostfrei Stahl | 19 | - | - | - | - | - | - | - | - | - |
| 20 | - | - | - | - | - | - | - | - | - | |
| 4.8mm BRIV®Alu-Legierung, Messing, Stahl | 21 | +,25 | 3,84 | 07150-06216 | 4,32 | +,30 | 3,85 | 07150-06316 | 4,39 | 07170-06876 |
| 22 | +,25 | 3,84 | 07150-07216 | 4,32 | +,30 | 3,85 | 07150-07316 | 4,39 | 07170-07876 | |
| 4.8mm BRIV®St.Steel only | 23 | - | - | - | - | - | - | - | - | - |
| 24 | - | - | - | - | - | - | - | - | - | |
| 6mm BRIV®Alu-Legierung, Stahl | 25 | +,25 | 4,79 | 07150-06218 | 4,49 | - | - | - | - | 07150-06846 |
| 26 | +,25 | 4,79 | 07150-07218 | 4,49 | - | - | - | - | 07150-07846 | |
Avlug®, Avsert®, Avtronic® & Rivscrew® - Zollmass & Metrische Masse
Für die Auswahl von Nietdorn oder Nietdornfeder die Anweisungen auf Seite 94 befolgen.
| BLINDNIET | BEZ.-NR. | LOCH-0 | STANDARD-NETDORN - GRUN | LOCH-0 | NETDORN FÜR 1. ÜBERMASS - GELB | FEDER-TEILNR. | ||||
| KOPF-0 | NIETDORN-TEILNR. | P MAX. | KOPF-0 | NIETDORN-TEILNR. | P MAX. | |||||
| 3/32" AVLUG® | 27 | WIE EMPF. | ,076 | 07150-06603 | ,353 | +,005 | ,081 | 07150-06703 | ,478 | 07150-06803 |
| 28 | WIE EMPF. | ,076 | 07150-07603 | ,353 | +,003 | ,079 | 07150-07703 | ,368 | 07150-07803 | |
| 1/8" AVLUG® | 29 | WIE EMPF. | ,098 | 07150-06604 | ,593 | - | - | - | - | 07150-06804 |
| 30 | WIE EMPF. | ,098 | 07150-07604 | ,593 | - | - | - | - | 07150-07804 | |
| 2,5mm, 4-40 UNC AVSERT® | 31 | WIE EMPF. | ,0725 | 07150-06003 | ,145 | - | - | - | - | 07150-06803 |
| 3,0mm, 6-32 UNC AVSERT® | 32 | WIE EMPF. | ,088 | 07150-06004 | ,185 | - | - | - | - | 07150-06804 |
| 2,5mm AVTRONIC® | 33 | WIE EMPF. | ,070 | 07170-06025 | ,140 | +,003 | ,073 | 07170-06125 | ,140 | 07150-06803 |
| 34 | WIE EMPF. | ,070 | 07170-07025 | ,140 | +,003 | ,073 | 07170-07125 | ,140 | 07150-07803 | |
| 2,8mm AVTRONIC® | 35 | WIE EMPF. | ,079 | 07170-06028 | ,150 | +,003 | ,082 | 07170-06128 | ,150 | 07170-06528 |
| 36 | WIE EMPF. | ,079 | 07170-06028 | ,150 | +,003 | ,082 | 07170-06128 | ,150 | 07170-06873 | |
| 37 | WIE EMPF. | ,079 | 07170-07028 | ,150 | +,003 | ,082 | 07170-07128 | ,150 | 07170-07528 | |
| 2,8mm RIVSCREW® | 38 | WIE EMPF. | *,.065 | 07271-06030 | ,127 | - | - | - | - | 07271-06630 |
| 3,0mm RIVSCREW® | 39 | WIE EMPF. | *,.065 | 07271-06030 | ,127 | - | - | - | - | 07271-06630 |
| 3,5mm RIVSCREW® | 40 | WIE EMPF. | *,.0825 | 07271-06035 | ,132 | - | - | - | - | 07271-06635 |
| 4,0mm RIVSCREW® | 41 | WIE EMPF. | *,.103 | 07271-06140 | ,150 | - | - | - | - | 07271-06640 |
- These Maße sind Schlüsselweiten
| BLINDNIET | BEZ.-NR. | LOCH-Ø | NIETDORN FÜR 2. ÜberMASS - BLAU | LOCH-Ø | NIETDORN FÜR 3. ÜberMASS - ROT | FEDER-TEILNR. | ||||
| KOPF-Ø | NIETDORN-TEILNR. | P MAX. | KOPF-Ø | NIETDORN-TEILNR. | P MAX. | |||||
| 3/32" AVLUG® | 27 | - | - | - | - | - | - | - | - | - |
| 28 | - | - | - | - | - | - | - | - | - | |
| 1/8" AVLUG® | 29 | - | - | - | - | - | - | - | - | - |
| 30 | - | - | - | - | - | - | - | - | - | |
| 2,5mm, 4-40 UNCAVSERT® | 31 | - | - | - | - | - | - | - | - | - |
| 3,0mm, 6-32 UNCAVSERT® | 32 | - | - | - | - | - | - | - | - | - |
| 2,5mm AVTRONIC® | 33 | +,006 | ,076 | 07170-06225 | ,140 | - | - | - | - | 07150-06803 |
| 34 | +,006 | ,076 | 07170-07225 | ,140 | - | - | - | - | 07150-07803 | |
| 2,8mm AVTRONIC® | 35 | +,006 | ,085 | 07170-06228 | ,150 | - | - | - | - | 07170-06528 |
| 36 | +,006 | ,085 | 07170-06228 | ,150 | - | - | - | - | 07170-06873 | |
| 37 | +,006 | ,085 | 07170-07228 | ,150 | - | - | - | - | 07170-07528 | |
| 2,8mm RIVSCREW® | 38 | - | - | - | - | - | - | - | - | - |
| 3,0mm RIVSCREW® | 39 | - | - | - | - | - | - | - | - | - |
| 3,5mm RIVSCREW® | 40 | - | - | - | - | - | - | - | - | - |
| 4,0mm RIVSCREW® | 41 | - | - | - | - | - | - | - | - | - |
| BLINDNIET | BEZ.-NR. | LOCH- | STANDARD-NIETDORN - GRUN | LOCH- | NIETDORN FÜR 1. ÜberMASS - GELB | FEDER-TEILNR. | ||||
| KOPF- | NIETDORN-TEILNR. | P MAX. | KOPF- | NIETDORN-TEILNR. | P MAX. | |||||
| 2,4mm AVLUG® | 27 | WIE EMPF. | 1,93 | 07150-06603 | 8,97 | +,10 | 2,06 | 07150-06703 | 12,14 | 07150-06803 |
| 28 | WIE EMPF. | 1,93 | 07150-07603 | 8,97 | +,10 | 2,01 | 07150-07703 | 9,35 | 07150-07803 | |
| 3,2mm AVLUG® | 29 | WIE EMPF. | 2,49 | 07150-06604 | 15,06 | - | - | - | - | 07150-06804 |
| 30 | WIE EMPF. | 2,49 | 07150-07604 | 15,06 | - | - | - | - | 07150-07804 | |
| 2,5mm, 4-40 UNC AYSERT® | 31 | WIE EMPF. | 1,84 | 07150-06003 | 3,68 | - | - | - | - | 07150-06803 |
| 3,0mm, 6-32 UNC AYSERT® | 32 | WIE EMPF. | 2,24 | 07150-06004 | 4,70 | - | - | - | - | 07150-06804 |
| 2,5mm AVTRONIC® | 33 | WIE EMPF. | 1,78 | 07170-06025 | 3,56 | +,07 | 1,85 | 07170-06125 | 3,56 | 07150-06803 |
| 34 | WIE EMPF. | 1,78 | 07170-07025 | 3,56 | +,07 | 1,85 | 07170-07125 | 3,56 | 07150-07803 | |
| 2,8mm AVTRONIC® | 35 | WIE EMPF. | 2,01 | 07170-06028 | 3,81 | +,07 | 2,08 | 07170-06128 | 3,81 | 07170-06528 |
| 36 | WIE EMPF. | 2,01 | 07170-06028 | 3,81 | +,07 | 2,08 | 07170-06128 | 3,81 | 07170-06873 | |
| 37 | WIE EMPF. | 2,01 | 07170-07028 | 3,81 | +,07 | 2,08 | 07170-07128 | 3,81 | 07170-07528 | |
| 2,8mm RIVSCREW® | 38 | WIE EMPF. | * 1,65 | 07271-06030 | 3,23 | - | - | - | - | 07271-06630 |
| 3,0mm RIVSCREW® | 39 | WIE EMPF. | * 1,65 | 07271-06030 | 3,23 | - | - | - | - | 07271-06630 |
| 3,5mm RIVSCREW® | 40 | WIE EMPF. | * 2,10 | 07271-06035 | 3,35 | - | - | - | - | 07271-06635 |
| 4,0mm RIVSCREW® | 41 | WIE EMPF. | * 2,62 | 07271-06140 | 3,81 | - | - | - | - | 07271-06640 |
- These Maße sind Schlüsselweiten
| BLINDNIET | BEZ.-NR. | LOCH-Ø | NIETDORN FÜR 2. ÜberMASS - BLAU | LOCH-Ø | NIETDORN FÜR 3. ÜberMASS - ROT | FEDER-TEILNR. | ||||
| KOPF-Ø | NIETDORN-TEILNR. | P MAX. | KOPF-Ø | NIETDORN-TEILNR. | P MAX. | |||||
| 2,4mm AVLUG® | 27 | - | - | - | - | - | - | - | - | - |
| 28 | - | - | - | - | - | - | - | - | - | |
| 3,2mm AVLUG® | 29 | - | - | - | - | - | - | - | - | - |
| 30 | - | - | - | - | - | - | - | - | - | |
| 2,5mm, 4-40 UNC AVSET® | 31 | - | - | - | - | - | - | - | - | - |
| 3,0mm, 6-32 UNC AVSET® | 32 | - | - | - | - | - | - | - | - | - |
| 2,5mm AVTRONIC® | 33 | +,15 | 1,93 | 07170-06225 | 3,56 | - | - | - | - | 07150-06803 |
| 34 | +,15 | 1,93 | 07170-07225 | 3,56 | - | - | - | - | 07150-07803 | |
| 2,8mm AVTRONIC® | 35 | +,15 | 2,16 | 07170-06228 | 3,81 | - | - | - | - | 07170-06528 |
| 36 | +,15 | 2,16 | 07170-06228 | 3,81 | - | - | - | - | 07170-06873 | |
| 37 | +,15 | 2,16 | 07170-07228 | 3,81 | - | - | - | - | 07170-07528 | |
| 2,8mm RIVSCREW® | 38 | - | - | - | - | - | - | - | - | - |
| 3,0mm RIVSCREW® | 39 | - | - | - | - | - | - | - | - | - |
| 3,5mm RIVSCREW® | 40 | - | - | - | - | - | - | - | - | - |
| 4,0mm RIVSCREW® | 41 | - | - | - | - | - | - | - | - | - |
Die Wartung ist in regelmäßigen Zeitabständen durchzuführen. Eine umfangreiche Prüfung ist jährlich oder alle 500.000 Arbeitsstakte durchzuführen, je nachdem, was früher eintritt.
WICHTIG
Der Arbeitgeberträgt die Verantwortung, sicherzustellen, daß die Gerätewartungsanweisungen dem entsprechenden Personal ausgehändigt werden. Ohne fachgerechte Ausbildung solte der Bediener nicht zu Wartungs- oder Reparaturarbeiten am Gerät herangezogen werden.
Täglich
Täglich, vor jedem Einsatz oder bei der ersten Inbetriebnahme des Gerätes ein paar Tropfen reines, leichtes Schmieröl in den Zuluftanschluß des Druckübersetzers goiben, wenn in die Druckluftversorgung kein Öler eingebaut ist. Wenn das Gerät kontinuierlich eingesetzt wird, ist der Luftschlauch alle zwei bis drei Stunden von der Hauptluftversorgung zu trennen und das Gerät zu schmieren.
Auf Druckluftundichteiten prufen. Beschädigte Schläuche und Kupplungen sind durch neue Teile zu ersetzen.
- Bei einem Druckregler ohne Filter die Druckluftleitung entlüften, um irgendwelche Ansammlungen von Schmutz oder Wasser vor dem Anschluß der Druckluftleitung an den Druckübersetzer zu entfernen. Ist ein Filtervorhanden, diesen ablassen.
Prufen, daß die korrekte Ausrüstung montiert ist.
Die Nietdorne in regelmäßigen Zeitabständen auf Verschleib oder Schaden prufen, bzw. die Anzahl der gesetzten Niete überwachen (die SICHERHEITSVORSCHRIFTEN auf Seite 80 lessen).
Wöchentlich
Die „tätiglichen“ Maßnahmen, wie oben beschrieben, durchführten.
Die Spannbacken auf VerschleB prufen, reinigen und einfetten (siehe "Spannbackenzylinder" im Abschnitt Wartung", Seiten 100).
- Ölstand im Behälter des Druckübersetzers überprüfen; er sollte etwa 12 mm unter der transparenten Deckplatte liegen.
Molylithiumfett EP 3753 - Sicherheitsdaten
Lithiumfett kann als Einzelposten bestellt werden. Die Teilnummer ist im Werkzeugsatz auf der gegenüberliegenden Seite 99.
ErsteHilfe
HAUT:
Da Fett vollständig Wasserfest ist, sollte es am besten mit einem freigegebenen emulgierenden Hautreiniger entfernt werden.
EINNAHME:
Dafür sorgen, dass der Betroffene 30 ml Magnesiamilch trinkt, möglichst in einer Tasse Milch.
AUGEN:
Reizwirkung, jedoch nicht schädlich. Mit Wasser spulen und arztliche Hilfe aufsuchen.
Brand
FLAMMPUNKT: über 220^
Nicht als entflammbar klassifiziert.
Geeignetes Löschmittel: CO_2 , Halon oder Wassersprühe, wenn durch erfahrenen Bediener betätig.
Umwelt
Abschaben zwecks Verbrennung oder Entsorgung an einem zugelassenen Ort.
Handhabung
Hautschutzcreme oder olfeste Handschuhe verwenden.
Lagerung
Entfernt von Wärme und Oxidationsmittel.
Wir empfehlen die Verwendung des nachstehenden Werkzeugsatzes für alle Wartungsarbeiten (Teilnummer 07900-05300).
| WERKZEUGSATZ | |||||
| ART-NR. | BENENNUNG | POS. | ART-NR. | BENENNUNG | POS. |
| 07900-00157 | SICHERUNGSRINGEZANGE | 1 | 07900-00352 | DICHTRINGAUSZIEHHAKEN | 1 |
| 07900-00006 | MONTIERHEBEL | 1 | 07900-00710 | STECKSCHLUSSELEINSATZ 13 mm | 1 |
| 07900-00446 | AUSZIEHER | 1 | 07900-00725 | VERLÄNGERUNG 1/4" | 1 |
| 07900-00603 | LAUFKLEMMBACKEN | 1 | 07900-00243 | SCHRAUBENDREHER | 1 |
| 07900-00521 | STANGE 1/4" | 1 | 07900-00717 | DRUCKÜBERSETZERSCHLUSSEL | 1 |
| 07900-00602 | MONTAGEHÜLSE | 1 | 07900-00013 | INNENSECHSKANTSCHLUSSEL 1/8" | 1 |
| 07900-00725 | MONTAGEHÜLSE | 1 | 07900-00617 | LOCTITE-SCHRAUBENSICHERUNG 574, 50-miPACKUNG | 1 |
| 07900-00595 | RINGMAULSCHLUSSEL 18 mm | 1 | 07900-00469 | INNENSECHSKANTSCHLUSSEL 2,5 mm | 1 |
| 07900-00434 | DOPPELMAUSSCHLUSSEL 30 x 32 | 1 | 07900-00351 | INNENSECHSKANTSCHLUSSEL 3 mm | 1 |
| 07900-00237 | RINGMAULSCHLUSSEL 3/8" x 5/16" BSW | 1 | 07900-00224 | INNENSECHSKANTSCHLUSSEL 4 mm | 1 |
| 07900-00012 | DOPPELMAUSSCHLUSSEL 9/16" x 5/8" | 1 | 07900-00225 | INNENSECHSKANTSCHLUSSEL 5 mm | 1 |
| 07900-00008 | DOPPELMAUSSCHLUSSEL 7/16" x 1/2" | 1 | 07992-00020 | 80 g DOSE MOLYLITHIUMFETT EP 3753 | 1 |
Hinweis: Wenn nicht anders angegeben, werden die Maulschlüsselgroßen als "Abstand der Schlüsselansatzflächen" gemessen.
Wartung
Alle 500 000 Arbeitstakte sollen das Gerät vollständig zerlegt werden. Verschlissene, beschädigte oder andere empfehlene Teile sind zu ersetzen. Alle Dichtringe und Dichtungen sind zu ersetzen und mit Moly lithiumfett EP 3753 vor der Montage einschmieren.
WICHTIG
Sicherheitsvorschriften erschinen auf Seite 80.
Der Arbeitgeber tragt die Verantwortung, sicherzustellen, daß die Wartungsanweisungen dem entsprechenden Personal ausgehändigt werden. Ohne fachgerechte Ausbildung sollte der Bediener nicht zu Wartungs- oder Reparaturarbeiten am Gerät herangezogen werden.
Vor Wartung oder Zerlegen ist soweit nicht anders angewiesen, das Gerät von der Druckluft zu trennen.
Es wird empfohlen, samentliche Zerlegearbeiten unter sauberen Bedingungen durchzuführen.
Das Zerlegen von 07530 Mk II und 07532 Mk II wird separat beschreiben. Für 07530 Mk II siehe die unterstehenden Zerlegeverfahren und für das Gerät 07532 Mk II siehe Seiten 102 und 103. Die fettgedruckten Nummern verweisen auf die Übersichtszeichnungen und Ersatzteillisten für das jeweilige Modell auf den Seiten 104-107.
Vor dem Zerlegen des Gerätes ist es erforderlich, die Ausrüstung abzubauen.
Für die Wartung des ganzen Gerätes empfehlen wir zunachst die Unterbaugruppen in der unten angegebenen Reihenfolge zu zerlegen, nachdem der Hydraulikschlauch vom Druckübersetzer und der Auslöserluftschlauch vom Ventil abgeschlossen wurden, um die Pistole vom Druckübersetzer zu trennen.
Zerlegen 07530-02200 MKII
Für das Zerlegen von 07530-02200 Mk II siehe Seiten 102-103.
SPANNBACKENZYLINDER
- Mit der Hand die Klemmfeder 47 nach oben tippen und die hintere Kappe 38 entfernen.
Mit einem Innensechskantschlüssel eine Innensechskantschraube 44 entfern, wobei darauf geachtet werden muß, daß sümttliche eingeschlossene Luft im Spannbackenzylinder abgelassen wurde. Die zweite Innensechskantschraube 44 entfern.
Den Endstopfen 46 Herausziehen.
Die Spannbackenteile bestehend aus Spannbackenkolben 14, Feder 13, Backen 9 und Spannbankenpatrone 8 hersausziehen.
Kolbenstangenführung hinten am Kolben mit Hilfe eines Innensechskantschlüssels und einer durch die große Nute im Spannbackenhalter gesteckten Stange ausbauen. - Spannbackenhalter mit einem Bohrer 4,7 mm Durchmesser reinigen und Kolbenstangenführung mit einer nichtartenden Dichtmasse (z.B. Lochtite Multi-gasket 574^* ) wieder einbauern.
- O-Ring 10 entfernen.
Mit einem Innensechskantschluss alle fuf Befestigungsschauben 34, 39 der Griffschale und die Muttern 33 vom Griff abschrauben.
Lauf 25 in einem Schraubstock mit weichen Backen* einspannen, um eine Beschadigung zu vermeiden.
Mit einem Steckschluss Nietdornführung 7 abschrauben, damit das Drehen des Laufs 25 mit einem Maulschluss verhindern.
Spanbackenschlauch 12 vom Schaltblock 28 abtrennen und Spannbackenzylinder 6 aus dem Gerät ziehen. - O-Ring 4, Klemmring 15 und Lauf-Rückholfeder 16 ausbauen.
Die ungespannte Länge der Feder 13 sollte 38,1 mm betragen. Falls erforderlich, ersetzen. - Spannbacken vor der Montage mit Molylithiumfett einfetten.
- Der Zusammenbau erfolgt in umgekehrter Reihenfolge des Zerlegens.
KOLBEN
- Spannbackenzylinder 6 wie oben beschrieben ausbauen.
Gehause 19 in einem Schraubstock mit weichen Backen* einspannen, um eine Beschadigung zu vermeiden. Hubbegrenzer 17 losen. - Lauf 25 in Schraubstock einspannen und Gehäuse 19 vom Lauf 25 abziehen (eine geringe Menge Hydrauliköl wird voninnen aus dem Gehäuse austreten).
- Kolben 18 sorgfältig ausbauen, um die Bohrung im Gehäuse nicht zu beschädigen.
Dichtung 3 ausbauen.
Dichtung 1 laßt sich nur schwer ohne Beschädigung ausbauen, kann jeder während der Reinigung eingebaut bleiben (vorausgesetzt, daß sie durch die Reinigung nicht beeinträchtigt wird). Wenn jeder Dichtung 1 ersetzt werden soll, wie folgt vorgehen:
Mit Montierhebel* Dichtung 1 aus dem Gehause 19 drucken. Dabei darauf auf achten, daß Gehausehohlraum und Bohrungen nicht beschadigt werden. Die ausgebaute Dichtung 1 MUSS ersetzt werden.
Um die Dichtung 1 zu ersetzen, die Hydraulckschauchbaugruppe 22 abschrauben und eine Entlufungsstopfenbaugruppe 2 als Ersatz einschrauben, um die Innenflache auf gleiche Höhe mit der Bohrung zu bringen. - Vorhandene Entlüftungsschraube abschrauben, bis die Innenfläche mit der Bohrung fluchtet. Dies ergibt einen glatten Durchgang für das Einsetzen einer neuen Dichtung 1 hinten in das Gehäuse.
- Sicherstellen, daß die Dichtung gut eingefettet und die korrekte Position hat. Das offene Ende der Dichtung ist auf die hinteren Spannbanken gerichtet.
- Der Zusammenbau erfolgt in umgekehrter Reihenfolge.
AUSLOSERBAUGRUPPE
Um diese Baugruppe zu zerlegen/zu warten, die Abdeckungen wie vorher beschrieben vom Gerät entfernen.
Samtliche Luftschläuche von der Baugruppe abtrennen und darauf aufchten, daß sie nicht beschädigt werden. Baugruppe ausbauen.
Mit einem Schlüssel* den Halteeinsatz 49 losschrauben und entfernen. Darauf achten, daß die Feder 50 nicht verlorengen.
Den O-Ring 53 entfernen, damit darauf aufchten, daß die Spindel 54 und die Sitzflächen des Halteeinsatzes 49 nicht beschädigt werden.
Reinigen und mit Hilfe eines neuen O-Rings 53 wieder zusammenbauen.
Die ungespannte Länge der Feder 50 prüfen (diese muß 12,7 mm betragen) - diese ggf. erneuern.
- Der Zusammenbau erfolgt in umgekehrter Reihenfolge des Zerlegens.
SPANNBACKEN-SCHALTVENTIL
Die Konstruktion der Einheit erfordert nur einen minimalen Wartungsaufwand während der Lebensdauer des Gerätes.
- Falls erforderlich, das Ventil wie folgt zerlegen:
Luftschlauch von der Baugruppe abtrennen und darauf auf acht, da er nicht beschadigt wird. Baugruppe entfern.
Mit einem Innensechskantschluss Schraube 27 für die Befestigung der Baugruppe am Lauf 25 lockern und die Baugruppe entfern.
Mit einem Schraubendreher* Starlock-Chromscheibe 26 vorsichtig aus dem Spannbackenventil 29 ausbauen und fortwerfen.
- Spannbankenventil 29 aus Schaltblock 28 ziehen.
O-Ringe 31 entfernen, damit darauf auf achtenden Spannbackenventil 29 nicht beschadigt wird.
- Spannbackenventil reinigen und die Montagepatrone verwenden, um die neuen O-Ringe 31 in Schaltblock 28 einzuziehen, damit auf korrekte Lage achten.
Neue Starlock-Chromscheibe 26 einbauen, damit einen Schraubstock mit weichen Backen verwenden, um eine Beschadigung zu verhufen. KEINE UNNÖTIGE KRAFT AUFWENDEN.
- Der Zusammenbau erfolgt in umgekehrter Reihenfolge des Zerlegens.
SPANNBACKENDRUCK-RUCKSCHLAGVENTIL
Das Rückschlagventil 21 befindet sich im Gerätehandgriff.
Um das Ruckschlagventil 21 zu entfernen/auszutauschen, auf die Trennwandfittings drucken und den blauen Plastikschauch 23 an beiden Enden abziehen.
- Beim Wiedereinbau des Rückschlagventils 21 auf die richtige Einbaurichtung achtenden.
HANDGRIFF UND HINTERE KAPPE
- Formteile reinigen und auf Risse oder andere Schäden sichtprüfen.
RÜCKLAUFSPERRE
Die mechanische Rücklaufspierre 5 reinigen und hin und wieder mit etwas dunnflüssigem Öl einheiten.
WICHTIG
Überprüfen Sie das Gerät gemäß der tätiglichen und wöchentlichen Instandhaltungsvorgaben.
Nach Zerlegen des Gerätes und vor Inbetriebnahme ist IMMER ein Aufüllen erforderlich.
Für das Zerlegen von 07532-02200 Mk II siehe Seiten 100-101.
SPANNBACKENZYLINDER
- Mit der Hand die Klemmfeder 54 nach oben tippen und die hintere Kappe 45 entfernen.
Mit einem Innensechskantschlüssel* eine Innensechskantschraube 51 entfern, wobei darauf geachtet werden muß, daß sümmtliche eingeschlossene Luft im Spannbackenzylinder abgelassen wurde. Die zweite Innensechskantschraube 51 entfern.
Den Endstopfen 53 nach vorne gegen die Feder 20 drücken und schnell loslassen, damit der Endstopfen 53 rausfallen kann.
Die Spannbackenteile bestehend aus Spannbackenkolben 21, Feder 20, Backen 16 und Spannbankenpatrone 15 herausziehen. - Kolbenstangenführung hinten am Kolben mit Hilfe eines Innensechskantschlüssels* und einer durch die große Nute im Spannbackenhalter gesteckten Stange ausbauern.
- Spanbackenhalter mit einem Bohrer 4,7 mm Durchmesser reinigen und Kolbenstangenführung mit einer nichtartenden Dichtmasse (z.B. Loctite Multi-gasket 574^* ) wieder einbauern.
- O-Ring 17 entfernen.
- Mit einem Innensechskantschlüssel alle fünf Befestigungsschrauben 41, 46 der Griffschale und die Muttern 40 vom Griff abschrauben.
Lauf 31 in einem Schraubstock mit weichen Backen einspannen, um eine Beschädigung zu vermeiden. - Mit einem Steckschluss Nietdornführung 14 abschrauben, damit das Drehen des Laufs 31 mit einem Maulschluss verhindern.
- Spanbackenschlauch 19 vom Schaltblock 35 abtrennen und Spanbackenzylinder 12 aus dem Gerätziehen.
- O-Ring 10, Klemmring 22 und Lauf-Rückholfeder 13 ausbauen.
Die ungespannte Länge der Feder 20 sollte 38,1 mm betragen. Falls erforderlich, ersetzen. - Spannbacken vor der Montage mit Molylithiumfett ein fetten.
- Der Zusammenbau erfolgt in umgekehrter Reihenfolge des Zerlegens.
KOLBEN
- Spannbackenzylinder 12 wie oben beschrieben ausbauen.
Gehäuse 25 in einem Schraubstock mit weichen Backen* einspannen, um eine Beschädigung zu vermeiden. Hubbegrenzer 23 lösen. - Lauf 31 in Schraubstock einspannen und Gehäuse 25 vom Lauf 31 abziehen (eine geringe Menge Hydraliköl wird voninnen aus dem Gehäuse austreten).
- Kolben 24 sorgfältig ausbauen, um die Bohrung im Gehäuse nicht zu beschädigen.
Dichtung 9 ausbauen.
Dichtung 1 läbt sich nur schwer ohne Beschädigung ausbauen, kann jeder während der Reinigung eingebaut bleiben (vorausgesetzt, daß sie durch die Reinigung nicht beeinträchtigt wird). Wenn jeder Dichtung 1 ersetzt werden soll, wie folgt vorgehen:
Mit Montierhebel* Dichtung 1 aus dem Gehäuse 25 drücken. Dabei darauf auf achten, daß Gehäusehohlraum und Bohrungen nicht beschädigt werden. Die ausgebaute Dichtung 1 MUSS ersetzt werden.
Um die Dichtung 1 zu ersetzen, die Hydraulikschlauchbaugruppe 63 und alle zugehorigen Luftschlauche abtrennen. Die selbstschlieBende Kupplung 6 abschrauben, die Aufhangungsmonstageplatte 4 entfernen, den oberen Schlauchadapter 2 abschrauben und eine Ersatz-Entlufungsstopfenbaugruppe 30 soweit einschrauben, bis die Innenflache mit der Innenohrung fluchtet. - Vorhandene Entlüftungsschraube abschrauben, bis die Innfläche mit der Bohrung fluchtet. Dies ergibt einen glatten Durchgang für das Einsetzen einer neuen Dichtung 1 hinten in das Gehäuse.
- Sicherstellen, daß die Dichtung gut eingefettet und die korrekte Position hat. Das offene Ende der Dichtung ist auf die hinteren Spannbanken gerichtet.
Der Zusammenbau erfolgt in umgekehrter Reihenfolge.
AUSLOSERBAUGRUPPE
Um diese Baugruppe zu zerlegen/zu warten, die Abdeckungen wie vorher beschrieben vom Gerät entfernen.
Samtliche Luftschläuche von der Baugruppe abtrennen und darauf aufchten, daß sie nicht beschädigt werden. Baugruppe ausbauen.
Mit einem Schlüssel* den Halteeinsatz 49 losschrauben und entfernen. Darauf achten, daß die Feder 50 nicht verlorengen.
Den O-Ring 53 entfernen, damit darauf aufchten, daß die Spindel 54 und die Sitzflächen des Halteeinsatzes 49 nicht beschädigt werden.
Reinigen und mit Hilfe eines neuen O-Rings 53 wieder zusammenbauen.
Die ungespannte Länge der Feder 50 prüfen (diese muß 12,7 mm betragen) - diese ggf. erneuern.
- Der Zusammenbau erfolgt in umgekehrter Reihenfolge des Zerlegens.
SPANNBACKEN-SCHALTVENTIL
Die Konstruktion der Einheit erfordert nur einen minimalen Wartungsaufwand während der Lebensdauer des Gerätes.
- Falls erforderlich, das Ventil wie folgt zerlegen:
- Luftschlauch von der Baugruppe abtrennen und darauf aufachten, daß er nicht beschädigt wird. Baugruppe entfern.
Mit einem Innensechskantschluss Schraube 27 für die Befestigung der Baugruppe am Lauf 25 lockern und die Baugruppe entfern.
Mit einem Schraubendreher* Starlock-Chromscheibe 26 vorsichtig aus dem Spannbackenventil 29 ausbauen und fortwerfen.
- Spannbackenventil 29 aus Schaltblock 28ziehen.
- O-Ringe 31 entfern, damit darauf auf achtenden, daß das Spannbackenventil 29 nicht beschädigt wird.
- Spannbackenventil reinigen und die Montagepatrone verwenden, um die neuen O-Ringe 31 in Schaltblock 28 einzuziehen, damit auf korrekte Lage achten.
Neue Starlock-Chromscheibe 26 einbauen, damit einen Schraubstock mit weichen Backen verwenden, um eine Beschadigung zu verhufen. KEINE UNNÖTIGE KRAFT AUFWENDEN.
- Der Zusammenbau erfolgt in umgekehrter Reihenfolge des Zerlegens.
SPANNBACKENDRUCK-RUCKSCHLAGVENTIL
Das Rückschlagventil 21 befindet sich im Gerätehandgriff.
Um das Ruckschlagventil 21 zu entfernen/auszutauschen, auf die Trennwand fittings drucken und den blauen Plastikschauch 23 an beiden Enden abziehen.
- Beim Wiedereinbau des Rückschlagventils 21 auf die richtige Einbaurichtung achtenden.
HANDGRIFF UND HINTERE KAPPE
- Formteile reinigen und auf Risse oder andere Schäden sichträfen.
RÜCKLAUFSPERRE
Die mechanische Rücklaufspierre 5 reinigen und hin und wieder mit etwas dunnflüssigem Öl einheiten.
WICHTIG
Überprüfen Sie das Gerät gemäß der tätiglichen und wöchentlichen Instandhaltungsvorgaben.
Nach Zerlegen des Gerätes und vor Inbetriebnahme ist IMMER ein Aufüllen erforderlich.
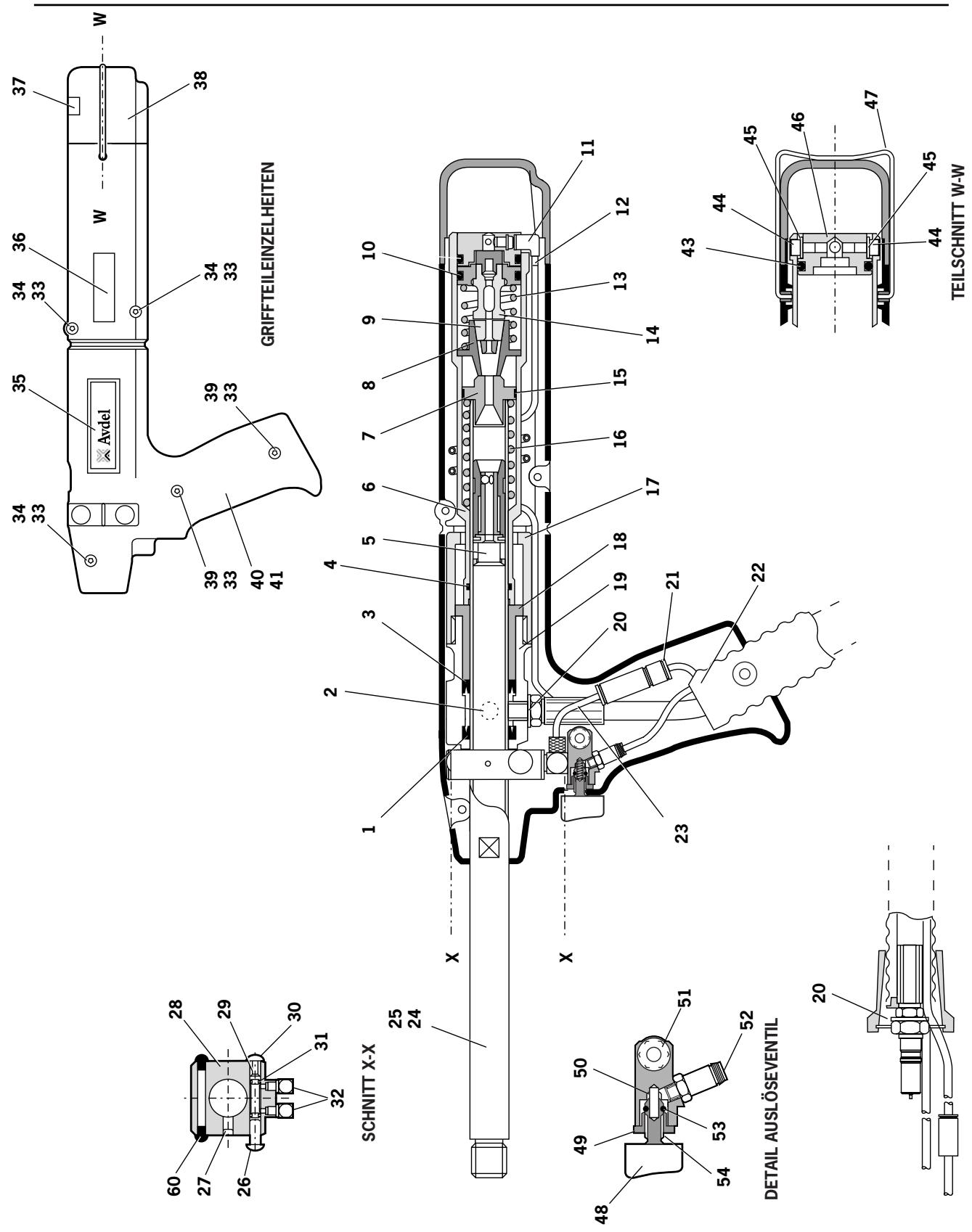
| ERSATZTEILLISTE 07530-02200 | |||||||||
| POS. | ART-NR. | BENENNUNG | ANZ | ERSATZ | POS. | ART-NR. | BENENNUNG | ANZ | ERSATZ |
| 1 | 07003-00237 | STANGENDICHTUNG | 1 | - | 29 | 07530-02302 | SPANNBACKENSTUCK | 1 | - |
| 2 | 07530-00500 | ENTLÜFTUNGSSCHRAUBE (POS. 56 bis 59) | 1 | - | 30 | 07004-00059 | STARLOCK-SCHEIBE 1/8' SCHWARZ | 1 | - |
| 3 | 07003-00236 | KOLBENDICHTUNG | 1 | - | 31 | 07003-00121 | O-RING | 2 | 3 |
| 4 | 07003-00167 | O-RING | 1 | - | 32 | 07005-01571 | WINKELNIPPEL | 2 | - |
| 5 | 07271-01100 | MECH. RÜCKLAUFSPERRE | 1 | - | 33 | 07002-00134 | SECHSKANTMUTTER M4 | 5 | - |
| 6 | 07530-02207 | SPANNBACKENZYLINDER | 1 | - | 34 | 07001-00401 | SCHRAUBE M4 x 10 LANG | 3 | - |
| 7 | 07530-02205 | NIETDORNFUHRUNG | 1 | - | 35 | 07530-02210 | AUFKLEBER | 2 | - |
| 8 | 07530-00208 | SPANNBACKENPATRONE | 1 | - | 36 | 07007-01504 | AUFKLEBER, CE-ZEICHEN | 1 | - |
| 9 | 07151-00403 | SPANNBACKEN | 2 | 2 | 37 | 07007-01503 | BUCHSYMBOL-AUFKLEBER | 1 | - |
| 10 | 07003-00113 | O-RING | 1 | 2 | 38 | 07530-02603 | HINTERE KAPPE | 1 | - |
| 11 | 07005-01972 | L-FÖRMIGER GEWINDENIPPEL | 1 | - | 39 | 07001-00262 | SCHRAUBE M4 x 22 LANG | 2 | - |
| 12 | 07530-02211 | SPANNBACKENSCHLAUCH | 1 | - | 40 | 07530-02601 | GRIFFSCALE (RECHTS) | 1 | - |
| 13 | 07154-00404 | FEDER | 1 | - | 41 | 07530-02602 | GRIFFSCALE (LINKS) | 1 | - |
| 14 | 07530-02800 | SPANNBACKENKOLBEN | 1 | - | 43 | 07003-00113 | O-RING | 1 | - |
| 15 | 07530-00206 | KLEMMRING | 1 | 1 | 44 | 07001-00504 | SCHRAUBE M4 x 6 LANG | 2 | 2 |
| 16 | 07490-03002 | RÜCKHOLFEDER | 1 | - | 45 | 07002-00153 | PLASTIKSCHEIBE M4 | 2 | - |
| 17 | 07530-00204 | HUBBEGRENZER | 1 | - | 46 | 07530-02213 | ENDSTUCK | 1 | - |
| 18 | 07530-00203 | KOLBEN | 1 | - | 47 | 07530-02220 | KLEMMFEDER | 1 | - |
| 19 | 07530-02202 | GEHÄUSE | 1 | - | 48 | 07007-00300 | AUSLOSER-TASTE | 1 | - |
| 20 | 07003-00142 | DICHTUNG 1/8' BSP | 2 | 2 | 49 | 07220-00803 | HALTESTIFT | 1 | - |
| 21 | 07005-01973 | RÜCKSCHLAGVENTIL | 1 | - | 50 | 07125-00215 | FEDER | 1 | - |
| 22 | 07008-00423 | HYDRAULIKSCHLAUCHGRUPPE | 1 | - | 51 | 07530-02311 | AUSLOSERGEHÄUSE | 1 | - |
| 23 | 07005-01083 | PLASTIKSCHLAUCH BLAU 4 mm AUSSENØ | 60mm | - | 52 | 07005-01357 | VERSCHRAUBUNG | 1 | - |
| 24 | 07007-00017 | STAUBKAPPE | 1 | - | 53 | 07003-00022 | O-RING | 1 | - |
| 25 | 07530-02201 | LAUF | 1 | - | 54 | 07241-00208 | SPINDEL | 1 | - |
| 26 | 07004-00058 | STARLOCK-CHROMSCHEIBE 1/8" | 1 | - | 56 | 07003-00142 | ● VERBUNDDICHTUNG | 1 | 1 |
| 27 | 07001-00404 | SCHRAUBE M5 x 6 LANG | 1 | - | 57 | 07003-00194 | ● VERBUNDDICHTUNG | 1 | 1 |
| 28 | 07530-02301 | SCHALTBLOCK | 1 | - | 58 | 07001-00442 | ● SCHRAUBE | 1 | - |
| 59 | 07530-00501 | ● STOPFEN | 1 | - | |||||
| 60 | 07530-00310 | BLINDSTOPFEN | 2 | ||||||
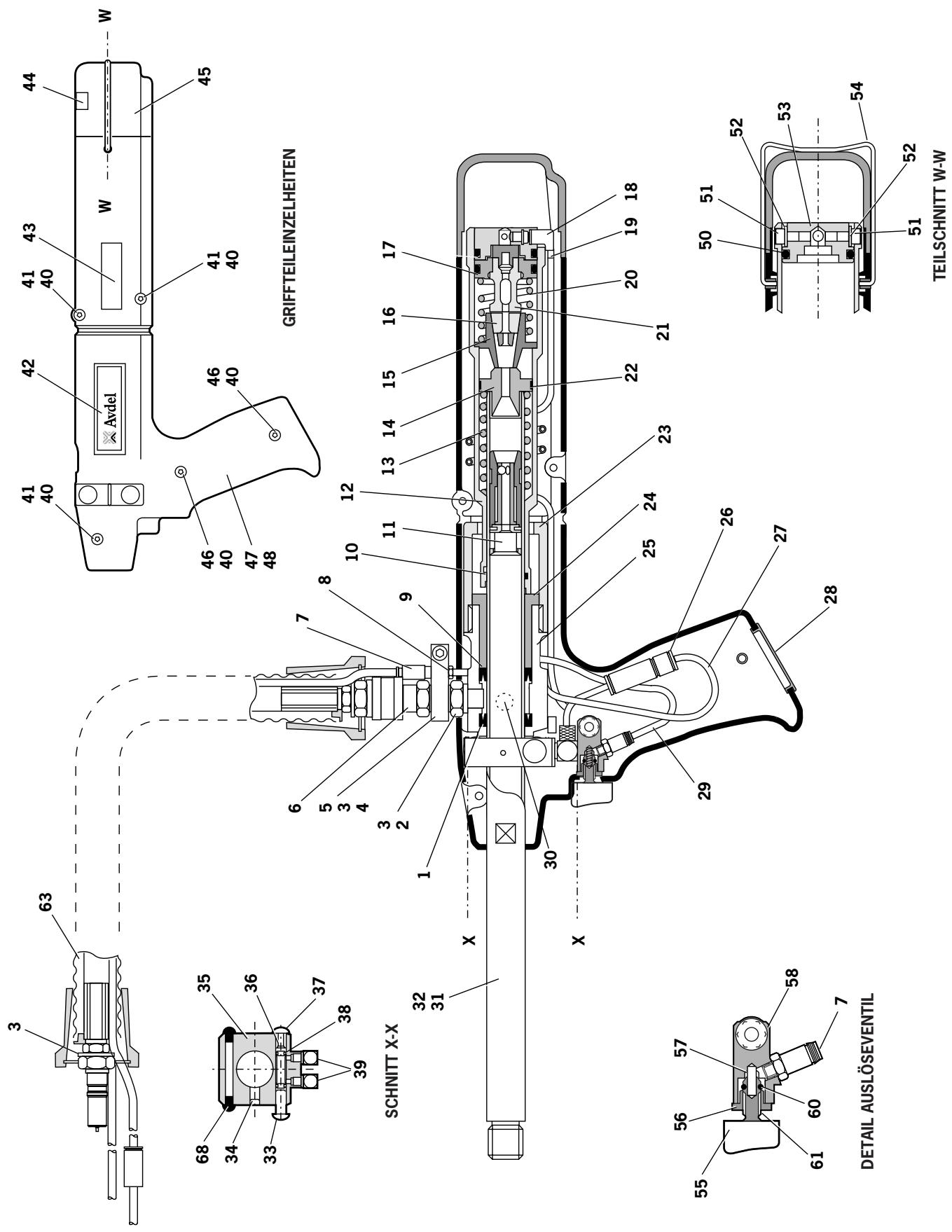
| ERSATZTEILLISTE 07532-02200 | |||||||||
| POS. | ART-NR. | BENENNUNG | ANZ | ERSATZ | POS. | ART-NR. | BENENNUNG | ANZ | ERSATZ |
| 1 | 07003-00237 | STANGENDICHTUNG | 1 | - | 33 | 07004-00058 | STARLOCK-CHROMSCHEIBE 1/8" | 1 | - |
| 2 | 07532-00203 | ADAPTER, OBERER SCHLAUCH | 1 | - | 34 | 07001-00404 | SCHRAUBE M5 x 6 LANG | 1 | - |
| 3 | 07003-00142 | DICHTING 1/8" BSP | 4 | 2 | 35 | 07530-02301 | SCHALTBLOCK | 1 | - |
| 4 | 07532-02202 | AUFHÄNGUNGSMONTAGEPLATTE | 1 | - | 36 | 07530-02302 | SPANNBACKENSTUCK | 1 | - |
| 5 | 07532-00205 | GEÄNDERTE SCHRAUBE | 1 | - | 37 | 07004-00059 | STARLOCK-SCHEIBE 1/8" SCHWARZ | 1 | - |
| 6 | 07005-00759 | SELBSTSCHLISSENDE KUPPLUNG | 1 | - | 38 | 07003-00121 | O-RING | 2 | 3 |
| 7 | 07005-01357 | VERSCHRAUBUNG | 3 | - | 39 | 07005-01571 | WINKELNIPPEL | 2 | - |
| 8 | 07005-01325 | GERADE STECKVERSCHRAUBUNG | 2 | - | 40 | 07002-00134 | SECHSKANTMUTTER M4 | 5 | - |
| 9 | 07003-00236 | KOLBENDICHTUNG | 1 | 1 | 41 | 07001-00401 | SCHRAUBE M4 x 10 LANG | 3 | - |
| 10 | 07003-00167 | O-RING | 1 | 1 | 42 | 07530-02210 | AUFKLEBER | 2 | - |
| 11 | 07271-01100 | MECH. RÜCKLAUFSPERRE | 1 | - | 43 | 07007-01504 | AUFKLEBER, CE-ZEICHEN | 1 | - |
| 12 | 07530-02207 | SPANNBACKENZYLINDER | 1 | - | 44 | 07007-01503 | BUCHSYMBOL-AUFKLEBER | 1 | - |
| 13 | 07490-03002 | LAUF-RÜCKHOLFEDER | 1 | - | 45 | 07530-02603 | HINTERE KAPPE | 1 | - |
| 14 | 07530-02205 | NIETDORNFührUNG | 1 | - | 46 | 07001-00262 | SCHRAUBE M4 x 22 LANG | 2 | - |
| 15 | 07530-00208 | SPANNBACKENPATRONE | 1 | - | 47 | 07532-02208 | GRIFFSCHALE (RECHTS) | 1 | - |
| 16 | 07151-00403 | SPANNBACKEN | 2 | 2 | 48 | 07532-02209 | GRIFFSCHALE (LINKS) | 1 | - |
| 17 | 07003-00113 | O-RING | 1 | 2 | 50 | 07003-00113 | O-RING | 1 | - |
| 18 | 07005-01972 | L-FÖRMIGER GEWINDENIPPEL | 1 | - | 51 | 07001-00504 | SCHRAUBE M4 x 6 LANG | 2 | 2 |
| 19 | 07530-02211 | SPANNBACKENSCHLAUCH | 1 | - | 52 | 07002-00153 | PLASTIKSCHIEBE M4 | 2 | - |
| 20 | 07154-00404 | FEDER | 1 | - | 53 | 07530-02213 | ENDSTUCK | 1 | - |
| 21 | 07530-02800 | SPANNBACKENKOLBEN | 1 | - | 54 | 07530-02220 | KLEMMFEDER | 1 | - |
| 22 | 07530-00206 | KLEMMRING | 1 | 1 | 55 | 07007-00300 | AUSLOSER-TASTE | 1 | - |
| 23 | 07530-00204 | HUBBEGRENZER | 1 | - | 56 | 07220-00803 | HALTESTIFT | 1 | - |
| 24 | 07530-00203 | KOLBEN | 1 | - | 57 | 07125-00215 | FEDER | 1 | - |
| 25 | 07530-02202 | GEHÄUSE | 1 | - | 58 | 07530-02311 | AUSLOSERGEHÄUSE | 1 | - |
| 26 | 07005-01973 | RÜCKSCHLAGVENTIL | 1 | - | 60 | 07003-00022 | O-RING | 1 | - |
| 27 | 07005-01083 | PLASTIKSCHLAUCH BLAU 4 mm AUSSENØ | 350 mm | - | 61 | 07241-00208 | SPINDEL | 1 | - |
| 28 | 07532-02215 | DICHSTOPFEN | 1 | - | 63 | 07008-00414 | HYDRAULIKSCHLAUCH | 1 | - |
| 29 | 07005-01084 | PLASTIKSCHLAUCH SCHWARZ 4 mm AUSSENØ | 220 mm | - | 64 | 07003-00142 | ● VERBUNDDICHTUNG | 1 | 1 |
| 30 | 07530-00500 | ENTLÜFTUNGSSTOPFEN | 1 | - | 65 | 07003-00194 | ● VERBUNDDICHTUNG | 1 | 1 |
| 31 | 07530-02201 | LAUF | 1 | - | 66 | 07001-00442 | ● SCHRAUBE | 1 | - |
| 32 | 07007-00017 | STAUBKAPPE | 1 | - | 67 | 07530-00501 | ● STOPFEN | 1 | - |
| 68 | 07530-00310 | BLINDSTOPFEN | 2 | ||||||
-
Beim Zerlegen des Druckübersetzers zunachst die Druckluft vom Druckübersetzeranschluß 22 trennen.
-
Mit Innensechskantschluss* die vier Schrauben 27 offen. Schutzplatte 24 abbauen.
-
Den Auslöserschlauch (Pos. 22 auf Seite 104 oder Pos. 29 auf Seite 106) vom Druckübersetzerventil 43 oder 48 trennen, indem auf die Außenmanschette gedrückt und der Schlauch abgezogen wird.
Abdeckplatte 4 und Dichtung 35 durch Abschrauben der Schrauben 37 und Scheiben 36 mit Hilfe eines Innensechskantschlüssels* ausbauen.
-
Sicherstellen, daß die Dichtung nicht beschädigt wurde, um beim Wiedereinbau eine gute Dichtung zu erzielen.
-
Druckübersetzer umdrehen und das Öl aus den Behälter in einen geeigneten Aufgangbehälter ablassen.
-
Schnellverschlasskupplung 32 zusammen mit Verschraubung 31 und Dichtungen 33 mit Hilfe eines geeigneten Doppelmaulschlüssels* ausbauen.
Durch Entfernen der Befestigungsschrauben mit Hilfe eines geeigneten Doppelmaulschluss ist das Druckübersetzerventil 43 oder 48 auszubauen. Dabei darauf auf achten, daß der O-Ring 21 im Druckübersetzergehause festgehalten wird.
- Schraube 19 mit geeignetem Innensechskantschlüssel* abschrauben. Filterdeckel 16, Schalldämpfer 15, Distanzhülse 18 und Halteplatte 20 ausbauen.
Den 6 mm Plastikschauch 41 von den Vakuumverschraubungen 42 abziehen.
- Durch die beiden Löcher im Boden des Druckübersetzers einen 3 mm Innensechskantschlüssel* stecken und die Vakuumverschraubungen 42 abschrauben. Hinweis:
Vorsichtig vorgehen, da die Vakuumverschraubungen mit Loctite 574 in Einbauage gesichert und abgedichtet sind.
- Wenn Schwierigkeiten beim Ausbau der Vakuumverschraubungen auftreten, können diese mit einem 4,7 mm Bohrer ausgebohrten werden.
Um die Vakuumverschraubungen 42 wieder einzubauen, ist gemäß folgenden Ablauf zu verfahren:
Die Vakuumverschraubungen mit einem geeigneten Auffuller behandeln, z. B. Perma Bond A905.
- Einen Tropfen Lochtite 574 in die Druckübersetzer-Gewindebohrung geben.
- Durch das Loch im Boden des Druckübersetzers einen Innensechskantschluss* stecken. Sicherstellen, daß der Innensechskantschluss frei von Loctite 574 ist, bevor er in die Vakuumverschraubung eingesteckt wird.
Den Innensechskantschlussdrehen, wahrnd Loctite 574 auf die Unterseite der Vakuumverschraubung aufgetragen wird.
Die Vakuumverschraubung in den Druckübersetzer einschrauben und sicherstellen, daß sich soviel Lochtite 574 an der Unterseite des Fittings befindet, bis das Gewinde nicht mehr sightbar ist.
-
Mit einem Schraubendreher vorsichtig den Innensicherungsring 14 abnehmer. Ringnut reinigen und auf Zeichen von Schaden sichträfen.
-
Mit einem Ausücker* Mundstück mit Außengewinde in Anschlußkappe 12 einschrauben und zusammen mit Druckübersetzungshülle 28 und O-Ringe 10 sowie 13 herausziehen.
- Eine Stange* durch das Verschraubungsloch vorne am Druckübersetzergebnisse stecken und die Kolbenstange 9 mit Kolben komplett herausklopfen.
Mit geeignetem Innensechskantschlüssel* zwei Schrauben 25 abschauben und AnschluBkappe 12 aus der Druckübersetzerhülse 28ziehen. - Kolbenstangenführung 7 mit einem Doppelmaulschluss* entfernen.
- Eine Stange* durch das Verschraubungsloch vorne am Druckübersetzergebnisse einsetzen und Dichtungsaufnahme 5 mit zugehörigen O-Ringen herausdrücken.
- Ventilgehäuse 34 mit geeignetem Doppelmaulschluss* aus dem Hauptgehäuse ausbauen. Mittels Niederdruck-Druckluftpistole reinigen.
- Kolbenstange 9 vom Kolben 11 abnehmer, damit zuerst die vorderen 20mm der Stange in einen Schraubstock mit weichen Backen* einspannen und darauf auf achten, die Arbeitsfläche nicht zu beschädigen oder zu markieren.
- Kontermutter 17 mit geeignetem Maulschlüssel* abschrauben.
- Der Zusammenbau erfolgt in umgekehrter Reihenfolge, damit die nachstehenden Punkte beachten:
Alle Teile reinigen und alle O-Ringe austauschen. - Alle Dichtungen mit Molylithiumfett einschmieren.
Das Ventilgehause 34 muß mit einer Gewindedichtmasse wieder angebaut werden.
Den Kolben mit der neuen Mutter 17 zusammenbauen.
Die Anschlußkappe 12 muß korrekt im Innensicherungsgring 14 eingebaut werden. Das Gerätarf ohne Anschlußkappe nicht betriebenen werden.
WICHTIG
Nach Zerlegendes Gerätes und vor Inbetriebnahme ist IMMER ein Auffüllen erforderlich.
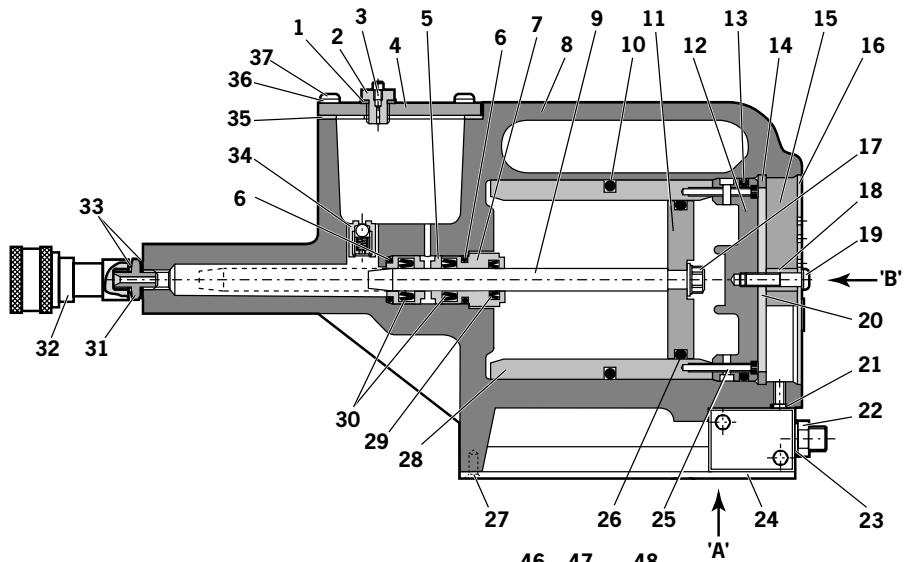
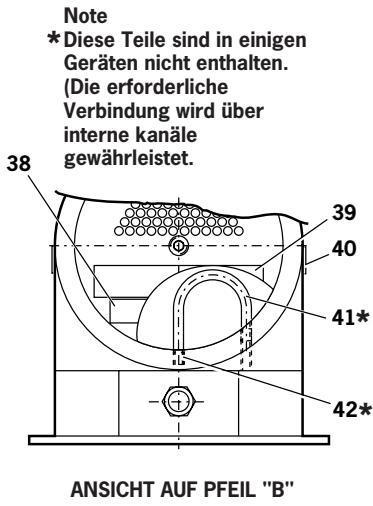
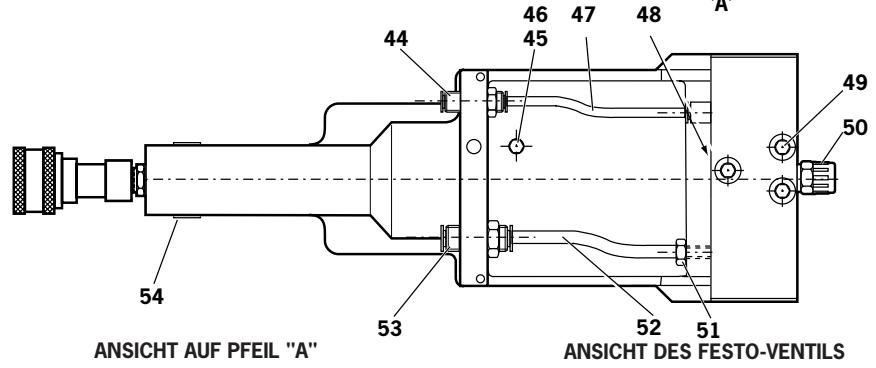
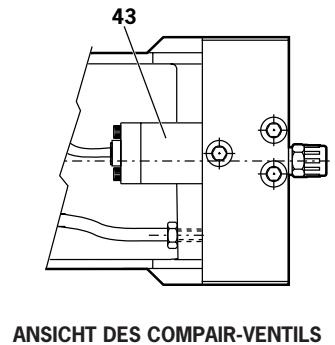
| ERSATZTEILLISTE 07531-02200 | |||||||||
| POS. | ART-NR. | BENENNUNG | ANZ | ERSATZ | POS. | ART-NR. | BENENNUNG | ANZ | ERSATZ |
| 1 | 07003-00037 | DICHTING | 1 | 1 | 28 | 07531-00201 | DRUCKÜBERSETZERHÜLSE | 1 | - |
| 2 | 07240-00211 | VERSCHLUSSCHRAUBE | 1 | - | 29 | 07003-00337 | LIPPENDICHTUNG | 1 | 1 |
| 3 | 07001-00418 | ENTLÜFTUNGSSCHRAUBE | 1 | 1 | 30 | 07003-00336 | LIPPENDICHTUNG | 2 | 2 |
| 4 | 07240-00210 | ABDECKPLATTE | 1 | - | 31 | 07005-00406 | VERSCHRAUBUNG | 1 | - |
| 5 | 71420-02006 | DICHTINGSAUFNAHME | 1 | - | 32 | 07005-00759 | SCHNELLOSEVERSCHRAUBUNG | 1 | - |
| 6 | 07003-00153 | O-RING | 2 | - | 33 | 07003-00142 | DICHTUNG | 2 | 1 |
| 7 | 71420-02007 | DICHTINGSSTOPFEN | 1 | - | 34 | 07240-00400 | VENTILGEHÄUSE | 1 | - |
| 8 | 71420-02300 | GEHÄUSE | 1 | - | 35 | 07240-00209 | DICHTUNG | 1 | 1 |
| 9 | 71420-02008 | KOLBENSTANGE | 1 | - | 36 | 07002-00073 | SCHIEBE | 4 | 1 |
| 10 | 07003-00182 | O-RING | 1 | 1 | 37 | 07001-00554 | SCHRAUBE | 4 | 1 |
| 11 | 07531-00202 | DRUCKLUFTKOLBEN | 1 | - | 38 | 07007-01504 | AUFKLEBER | 1 | - |
| 12 | 07531-00204 | ANSCHLUSSKAPPE | 1 | - | 39 | 07240-00217 | AUFKLEBER | 1 | - |
| 13 | 07003-00183 | O-RING | 1 | 1 | 40 | 07531-00205 | AUFKLEBER | 2 | - |
| 14 | 07004-00069 | SICHERUNGSRING | 1 | 1 | 41 | 07005-00596 | * PLASTIKSCHLAUCH 6 mm | - | - |
| 15 | 07240-00213 | SCHALLDÄMPFER | 1 | 1 | 42 | 07245-00103 | * VAKUUMVERSCHRAUBUNG | 2 | - |
| 16 | 07240-00214 | FILTERDECKEL | 1 | - | 43 | 07005-00590 | COMPAIR-VENTIL | 1 | 1 |
| 17 | 07002-00017 | MUTTER | 1 | 1 | 44 | 07005-01431 | STIRNWANDVERSCHRAUBUNG | 1 | 1 |
| 18 | 07240-00215 | DISTANZHÜLSE | 1 | - | 45 | 07005-00668 | KOLBENSTANGENFührUNG M5 | 1 | - |
| 19 | 07001-00417 | SCHRAUBE | 1 | 1 | 46 | 07005-00670 | DICHTUNGSRING M5 | 1 | - |
| 20 | 07240-00216 | HALTEPLATTE | 1 | - | 47 | 07005-01084 | PLASTIKSCHLAUCH 4 mm (150 mm) | - | - |
| 21 | 07003-00042 | O-RING | 1 | 1 | 48 | 07005-01524 | FESTO-VENTIL | 1 | - |
| 22 | 07005-00041 | VERSCHRAUBUNG | 1 | - | 49 | 07001-00176 | SCHRAUBE | 3 | - |
| 23 | 07003-00065 | SCHIEBE | 1 | - | 50 | 07007-00292 | STAUBKAPPE 1/4" BSP | 1 | - |
| 24 | 07240-00220 | SCHUTZPLATTE | 1 | - | 51 | 07005-00647 | VERSCHRAUBUNG | 1 | - |
| 25 | 07001-00375 | SCHRAUBE | 2 | - | 52 | 07005-01085 | PLASTIKSCHLAUCH 6 mm (150 mm) | - | - |
| 26 | 07003-00238 | O-RING | 1 | 1 | 53 | 07005-00855 | STIRNwand-ANSCHLUSSSTUCK | 1 | - |
| 27 | 07001-00396 | SCHRAUBE | 4 | - | 54 | 07007-01503 | AUFKLEBER | 1 | - |
Bitte darauf auf achten, daß sich diese Wartungsanweisungen auf das Compair-Ventil, wenn montiert, beziehen.
Die Wartung des Ventils ist auf Ausbau/Ersatz der O-Ringe begrenzt.
- Schrauben 24 abschrauben und Vorsteuerventil abnehmer.
- Kolben 11 ausbauen und O-Ringe 3, 10, 4 und 5 fortwerfen.
Schrauben 26 und 21 abschrauben undindhere Kappen 22 und 25 ausbauen. - Kolben 12 und 18 Herausziehen und O-Ringe 7 und 9 von den Kolben abziehen.
- Ventilkolben 16 aus der Bohrungziehen. Dabei darauf aufachten, daß seine Oberfläche nicht beschädigt wird. Aufnahmescheiben 14 und 17, O-Ring 8, Abstandshülse 15 und O-Ring 6 auf jeder Seite des Ventilgehäuses ausbauen.
FünfoRinge4ausbauen.
ALLE ausgebauten O-Ringe fortwerfen.
Samtliche Teile mit Paraffin oder Brennspiritus reinigen. KEINE LösUNGSMITTEL VERWENDEN. Alle Teile trocknen.
Die Bohrungen von Ventilgehause 23, Vorsteuerverntilgehause 19, die beiden hinteren Kappen 22 und 25 sowie alle Ersatz-O-Ringe mit CENTOPLEX 2 Fettleitung einschmieren.
Neue O-Ringe 10, 4 und 5 am Kolben 11 anbringen und den Kolben in das Vorsteuerventilgehause eingten.
Neue O-Ringe 3, 10 und 6 in das Vorsteuerventilgahse einbau, die obere Kappe 20 aufsetzen und das Vorsteuerventil mit den Schrauben 24 am Hauptventilgahse 23 befestigen. Sicherstellen, daß die Dichtungsaufnahme nach oben zeigt mit dem G1/4 unter nach. Sicherstellen, daß die Lage des Kolbens 11 korrekt ist. - Wahlend das Hauptventilgahse 23 in der gleichen Position bleibt, die grüne Aufnahmescheibe 17 auf der linken Seite des Ventils einbauen.
An der rechten Ventilseite beginnend, die O-Ringe 8 und Distanzhulsen 15 (6 Dichtungen und 5 Distanzhulsen) abwechselnd einbauen und zuletzt den Stapel mit der weißen Aufnahmescheibe 14 verwollständigen. - Ventilkolben 16 mit dem im Werkzeugsatz gelieferten CENTOPLEX 2 Fett weniger einschmieren. Ventilkolben durch den Stapel von O-Ringe/Distanzhülsen schieren.
Neue O-Ringe 9 und 7 an die entsprchenden Kolben 18 und 12 montieren, und O-Ringe 6 am Hauptventilgehause 23 anbringen. - Kolben in die hinteren Kappen 25 und 22 einsetzen. Hintere Kappen am Ventil zusammenbauen. Darauf acht den die Kolbenstangen in den Lächern in den Enden des Ventilkolbens 16 aufgenommen werden.
- Hintere Kappen vom Hauptventilgehäuse 23 mit Schrauben 26 und 21 befestigen.
- O-Ringe 4 in ihre Gehäuse im Hauptventil gehäuseenetzen.
- Wenn der Rohranschluß zum Vorsteuerventil beschädigt ist, Kunststoffzwischenstück 2 austauschen und den O-Ring 1 aus der Patrone 27 Herausheben.
- Neuen O-Ring 1 einbauen und Kunststoffzwischenstück 2 in die Patrone einsetzen.
WICHTIG
Nach Zerlegendes Gerätes und vor Inbetriebnahme ist IMMER ein Aufüllen erforderlich.
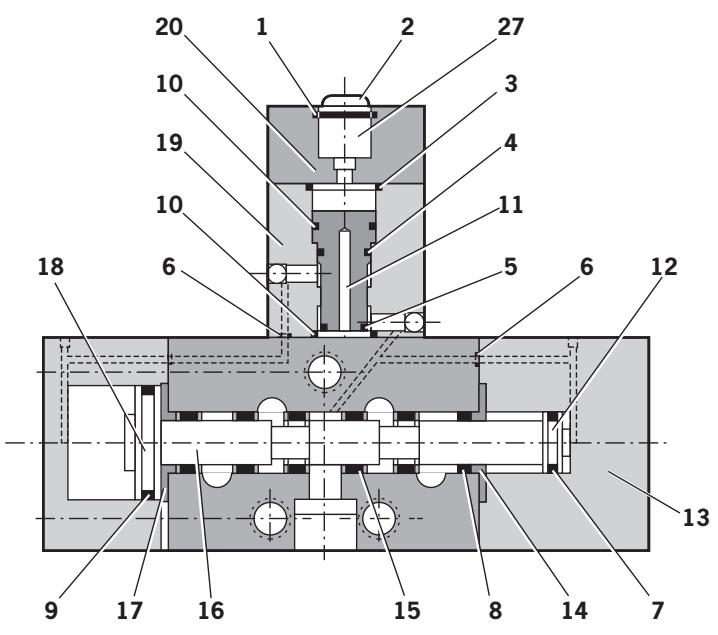
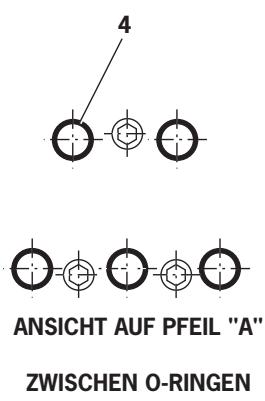
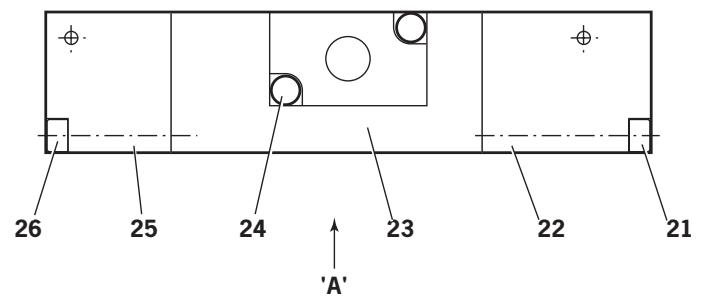
| 07005-00590 VENTIL-ERSATZTEILLISTE | |||||||||
| POS. | ART-NR. | BENENNUNG | ANZ | ERSATZ | POS. | ART-NR. | BENENNUNG | ANZ | ERSATZ |
| 1 | 07005-00599 | * O-RING | - | - | 15 | - | † DISTANZHÜLSE | 5 | - |
| 2 | 07005-00598 | *KUNSTSTOFFZWISCHENSTUCK | - | - | 16 | - | † VENTILKOLBEN | 1 | - |
| 3 | 07003-00204 | * O-RING | 1 | - | 17 | - | † SCHEIBE | 1 | - |
| 4 | 07003-00103 | * O-RING | 6 | - | 18 | - | † KOLBEN | 1 | - |
| 5 | 07003-00042 | * O-RING | 1 | - | 19 | - | † GEHÄUSE | 1 | - |
| 6 | 07003-00121 | * O-RING | 4 | - | 20 | - | † OBERE KAPPE | 1 | - |
| 7 | 08005-00127 | * O-RING | 1 | - | 21 | - | † SCHRAUBE | 2 | - |
| 8 | 07003-00105 | * O-RING | 6 | - | 22 | - | † HINTERE KAPPE | 1 | - |
| 9 | 07003-00178 | * O-RING | 1 | - | 23 | - | † GEHÄUSE | 1 | - |
| 10 | 07003-00017 | * O-RING | 2 | - | 24 | - | † SCHRAUBE | 2 | - |
| 11 | - | † KOLBEN | 1 | - | 25 | - | † HINTERE KAPPE | 1 | - |
| 12 | - | † KOLBEN | 1 | - | 26 | - | † SCHRAUBE | 2 | - |
| 13 | 07005-00590 | VENTIL | - | - | 27 | - | † PATRONE | 1 | - |
| 14 | - | † SCHEIBE | 1 | - | |||||
- These Teile bilden zusammen einen Werkzeugsatz für das Ventil mit einer zusätzlichen Tube CENTOPLEX-2-Fett. Der Satz wird unter Teilnummer 07005-01538 von Avdel gefelt.
† Nicht als Ersatzteil erhältlich
Nach dem Zerlegen des Gerätes und vor Inbetriebnahme ist IMMER ein Aufüllen erforderlich. Es kann auch notwendig werden, den vollen Hub nach längerem Gebrauch wiederherzustellen, wenn der Hub geringer geworden ist und Niete nicht vollständig durch einmaliges Betätigten des Auslosers gesetzt werden.
Öleinzelheiten
Die empfohlenen Olsorten fur das Auffluen sind Hyspin VG32 und AWS 32 die in 0,5 I Behaltern (Artikelnummer 07992-00002) oder 1 Gallonen Behaltern (Artikelnummer 07992-00006) erhältlich sind. Siehe nachstehend angegebene Sicherheitsdaten.
Ölsicherheitsdaten für Hyspin VG 32 und AWS 32
ErsteHilfe
HAUT:
Sobald wie möglich gründlich mit Seite und Wasser waschen. Ein zufälliger Kontakt erfordert keine sofortigen Maßnahmen. Ein kurzzeitiger Kontakt erfordert keine sofortigen Maßnahmen.
EINNEHMEN:
Sofort arztliche Hilfe aufsuchen. KEINEN Brechreiz herbeführen.
AUGEN:
Sofort mehrere Minuten lang mit Wasser aussen. Obgleich KEIN hauptsächliches Reizmittel, können geringe Reizerscheinungen nach einem Kontakt auften.
Brand
Geeignete Löschmittel: CO_2 , Trockenpulver, Schaum oder Wassernebel. KEINEN Wasserstrahl verwenden.
Umgebung
ABFALLENTSORGUNG: Durch autorisierten Unternehmer auf eine zugelassene Mülldeponie. Kann verbrannt werden.
Verbrauchtes Öl kann zur Wiedergewinnung zusückgesandt werden.
VERSCHU TUNGEN: Ein Eindringen in Kanäle, Abflübteitungen und Wasserläufe verhindern. Mit absorbierendem Stoff aufsagen.
Handhabung
Schutzbrille, undurchdringliche Handschuhe (z.B. PVC) und eine Kunststoffschürze trag. In gut belufteten Raum verwenden.
Lagerung
Keine besonderen Vorsichtsmaßnahmen.
Auffüllvorgang
WICHTIG
DEN AUSLOSER NICT HEI ENTFERNTER ENTLUFTUNGSSCHRAUBE BETATIGEN.
Sämtliche Arbeitsvorgänge sind auf einer sauberen Werkbank, mit sauberen Händen und in einer sauberen Bereich durchzuführen.
Sicherstellen, dass das Öl absolut sauber und frei von Luftblasen ist.
Es MUSS stets darauf geachtet werden, dass keine Fremdstoffe in das Gerät eindringen, da es sonst zu schweren Schäden kommt kann.
Die Schraube 2 und Dichtung 1 von der auf dem Druckübersetzerbehalter befindlichen Kunststoffdeckplatte 4 entferen.
- Öl in den Behälter einfüllen, bis der Ölstand etwa 12 mm unter dem oberen Rand liegt.
Die Schraube 2 und Dichtung 1 ersetzen.
- Druckübersetzer mit der Druckluftversorgung verbinden. Schraube vom Behälter abschrauben.
- Wahlend die Pistole am Druckübersetzer angebaut ist und unter die Höhe des Druckübersetzers gehalten wird, die Entlüftungsschraube 58 aus der Entlüftungsstopfenbaugruppe 2 am 07530 Mk II Gerät oder die Entlüftungsschraube 66 aus der Entlüftungstopfenbaugruppe 30 am 07532 Mk II Gerät zwei Umdrehungen herausschrauben und das Öl aus dem Gerät hersausflieben halten.
Sobald das Öl ungehindert und frei von Luftblasen austritt, die Entlüftungsschraube anziehen.
- Druckübersetzerbehälter mit Öl nachfüllen.
- Den Auslöser betätigten, bis alle im Öl vorhandenen Luftblasen in den Ölbehälter ausgestoßen sind.
Die fettgedruckten Positionsummern verweisen auf die Übersichtszeichnungen und Ersatzteillisten auf Seite 104-109.
| STÖRUNG | MÖGLICHE ursache | ABHILFE | SEITENVERWEIS |
| Der Niet wird nicht gesetzt. | Ungenügender Luftdruck. | Luftdruck erhöhen. | |
| Ungenügende Schmierung. | Gerät am Druckluftanschluss schmieren. | ||
| Setzkraft zu hoch. | Klemmbereich und Lochdurchmesserprüfen. | ||
| Auf Nietdorn der korrekten Höhe prüfen. | |||
| Spannbacken verschlissen oder gebrochen. | Spannbacken ersetzen. | ||
| Spannbacken abgeschaltet. | Spannbacken einschalten. | ||
| Luft im Hydrauliksystem. | Siehe 'Auffüllvorgang'. | 112 | |
| "Nietdornschlupf" - Spannbacken klemmen den Nietdorn nicht. | Spannbacken verschlissen oder verschmutzt. | Reinigen oder falls erforderlich ersetzen. | |
| Ungenügender Luftdruck/ungenügende Födermenge. | Luftdruck/Fördermenge erhöhen. | ||
| Spannbackenscalventil funktionsunabhängig. | Schaltventil ersetzen. | ||
| Luftundlichkeit an Spannbacken. | O-Ringe am Kolben 8 erneuern. | ||
| Nietdorn gebrochen und erreicht nicht die Spannbacken. | Nietdorn ersetzen. | ||
| Rückschlagventil defekt. | Rückschlagventil ersetzen. | ||
| Kein Lösen des Nietdorns in den Spannbacken. | Schmutzansammlung in Spannbacken oder Spannbackenpatrone. | Reinigen und fetten. | |
| Fehlerhaftes Spannbackenschaltventil. | O-Ringe ersetzen. | ||
| Keine Zuführung der Niete durch die Mundstücke. | Spannbacken nicht eingeschaltet. | Spannbacken einschalten. | |
| Spannbacken verschlissen. | Spannbacken ersetzen. | ||
| Falsche Lage der Rücklaufspierre. | Wieder einbau und auf korrekte Lage achten. | ||
| Falsche Rücklaufspierre | Richtige Rücklaufspierre montieren | ||
| Falsche Mundstücke. | Korrekte Mundstücke einbau. | ||
| Niedornfeder nicht eingebaut. | Korrekte Nietdornfeder einbau. | ||
| Falscher Abstand zwischen Nietkopf und Mundstücken nach dem Laden. | Abstand auf 1,5 - 3 mm einstellen (siehe "Laden des Gerätes"). | 86 | |
| Rücklaufspierre klemmt. | Rücklaufspierre reinigen und einlön. | ||
| erlahmte Außenfeder an der Rücklaufspierre. | Rücklaufspierre ausauschen. | ||
| Falsche Nietdornfeder eingebaut. | Korrekte Nietdornfeder einbau. | ||
| Übermögiger Spannbackenverschleiß. | Hohe Setzkaft. | Lochdurchmesser und Blechdicke sowie Nietenklemmlänge überprüfen. | |
| Zuführung von mehr als einem Niet. | Nietdornschlupf. | Wie unter "Nietdornschlupf", Stufe 2, prüfen. | |
| Falscher Abstand zwischen Nietkopf und Mundstück nach dem Laden. | Abstand auf 1,5 - 3 mm einstellen (siehe "Gerät laden"). | 86 |
Andere Symptome oder Störungen sind Ihrum zuständigen Avdel-Handler oder -Reparaturcenter mitzuteilen.
Konformitätserklärung
Wir, Avdel UK Limited; Watchmead Industrial Estate, Welwyn Garden City, Hertfordshire, AL7 1LY erklaren unter unserer alleinigen Verantwortung, dass das Produkt:
Typ 0753 Mk II, Modelltypen 07530 - 07532
Handgerät Serien-Nr.
Druckübersetzer Serien-Nr.
auf das sich diese Erklärung bezieht, den nachstehend aufgeführten Normen entspricht:
EN ISO 12100 - Teile 1 & 2
BS EN ISO 8662 - Teil 6
BS EN ISO 11202
BS EN ISO 3744
BS EN 982
ISO EN 792- Teil 13:2000
BS EN 983
gemäß den Maßgaben der Maschinenrichtlinie 98/37/EC

A. Seewraj - Leiter für Produkttechnik - Automatisierungswerkzeuge
Ausgabedatum

These Verpackung enthalt ein Gerät, das der Maschinenrichtlinie 98/37/EC entspricht. Die „Konformitätserklarung" liegt bei.
Avdel Deutschland GmbH
Klusriede 24
30851 Langenhagen
Tel: +49 (0) 511 7288 0
Fax: +49 (0) 511 7288 133
Email: AvdelDeutschland@acument.com
ITALY
Avdel Italia S.r.l.
Viale Lombardia 51/53
20047 Brugherio (MI)
Tel: +39 039 289911
Fax: +39 039 2873079
Email: vendite@acument.com
JAPAN
Acument Japan Kabushiki Kaisha
Center Minami SKY,