EASYMIG 110-130-140-150 - Svářecí stroj GYS - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma EASYMIG 110-130-140-150 GYS ve formátu PDF.
| Typ výrobku | Poloautomatická svářečka MIG/MAG, plněná drátem a MMA |
| Modely | EASYMIG 110, EASYMIG 130, EASYMIG 140, EASYMIG 150 |
| Elektrické napájení | Jednofázové 230 V ~ 50/60 Hz, zásuvka 16 A typu CEE7/7 |
| Maximální svařovací proud | Až 150 A podle modelu |
| Průměry drátu | Ocel/Nerez: 0,6 a 0,8 mm; Hliník: 0,8 a 1,0 mm (modely 140/150); Plněný drát: 0,9 mm |
| Ochranný plyn | Argon + CO2 pro ocel, čistý argon pro hliník, bez plynu možné s plněným drátem |
| Maximální tlak plynu | 0,5 MPa (5 bar) |
| Stupeň krytí | IP21 |
| Provozní teplota | -10 °C až +40 °C |
| Skladovací teplota | -20 °C až +55 °C |
| Maximální nadmořská výška | 1000 m |
| Relativní vlhkost | ≤ 50 % při 40 °C, ≤ 90 % při 20 °C |
| Délka napájecího kabelu | 2,20 m |
| Držák cívky | 100 mm (modely 110/130/140); 100/200 mm (model 150) |
| Hlavní funkce | Svařování MIG/MAG, plněný drát, MMA; nastavení rychlosti drátu a napětí; funkce Anti-Sticking; tepelná ochrana s oranžovou kontrolkou |
| Údržba a čištění | Pravidelné ofukování vzduchem, kontrola elektrických spojů, kontrola stavu napájecího kabelu |
| Bezpečnost | Tepelná ochrana, automatické vypnutí při přehřátí, odpojení od sítě před zásahem, čekání 2 minuty po odpojení |
| Náhradní díly a opravitelnost | Hořák, kontaktní trubky, kladky, plášť, tryska, redukční ventil k dispozici; výměna kvalifikovanou osobou |
| Obecné informace | Použití na svahu max 10°, větrané místo, chráněno před deštěm a sluncem, svařovací kabely zcela odvinuté |
Často kladené otázky - EASYMIG 110-130-140-150 GYS
Dotazy uživatelů ohledně EASYMIG 110-130-140-150 GYS
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Svářecí stroj ve formátu PDF zdarma! Najděte svůj návod EASYMIG 110-130-140-150 - GYS a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. EASYMIG 110-130-140-150 značky GYS.
NÁVOD K OBSLUZE EASYMIG 110-130-140-150 GYS
Před použítí tohoto zařizení si pozorně prěctěte námod k obsluze. Neprovádejte na prístroji zhádné udřžbové práce, ani změny,Pokud nejsou vyslovné uvedeny v tomto námodu.
Vyrobce neruci za zraněni nebo škody vzníkle neodbornou manipulaci s tímo pristrojem. V pripadě problémů nebo dotazů ohledné správného používání tohoto pristroje se obracejte na prislusným zpúsobem kvalifikovány a vyškolený personal.
PRACOVNI PROSTREDI
Přistroj je určen výlucné pro svářéci postupy uvedene na výkonovém štitku nebo v toto námodu. Bezpodminéchné dodržujte bezpečnostní pokyny. Vyrobce neruci za nedostatečné ānebezpečné použivány.
Při provozu, ale i pri skladováni dbejte na to, aby prístroj byl umistěn v prostředí, které neobsahuje kyseliny, plyny a další Žiravé látky. Dbejte na dobrou ventilaci pri použítí.
Rozsah provozovni teploty:
Použití prī teplotách od -10 do +40 °C (+14 až +104 °F).
Při prepravě a skladováni -25 až +55°C (-13 až 131°F).
Vlhkost vzduchu :
≥ 50% do teploty 40^ (104^)
≥ 90% do teploty 20^ (68^)
Nadmoří výška:
Nadmorska vyska do 1000 m (3280 stop).
OSOBNÍ OCHRANNÉ VYBAVENÍ
Použiváni svařovacího zařizení můžě být nebezpečné a může způsobit vázna zraněné, za určitích okolnosti i smrtehná.
Při obloukovém svařováni je uživatel vystaven Žadě možních rizik, např.: zářeni vycházejíc z obloku, elektr magnetické rušení (osoby s kardiostimulátorem nebo se sluchátekem by se prežd začátkem prací v blízkosti svařovacího agregátu měly poradit s lékařem), uraz elektrickým proudem, hluk a výpary generované při svařováni.
Bezpodmínečné dodržujte následujíci bezpečnostníPokyny:

Osoby musi nosit ochranné oblečeni, které zakrávyá celé tělo, dobre izoluje, je suché, nehořlavé, v dobrém stavu a nemá záložky.

Ochrana rukou vhdnymi rukavicemi (elektricky izolujicimi a chrancicimi prd horkem).

Chrante své oci specialni kuklou s dostatechnou ochranou (promenná dl pouziti). Chrante své oci pri operaci ci stěné.
Pri těchto pracích nenoste kontaktní Čočky.
Je priadne nutno postavit kolem ochranné závesy pro ochranu dalích osob proti oslnéni oblouku a odletujícím jiskram.
Upozorněte dalí osoby na to, aby se nedívaly do oblouku ani do obrobku, a nosily vchodné ochranné oblečeni.

Použivejte vchodnou sluchu v pripadě hluk prekračuje maximálné hodnotu (platí i pro osoby na pracovištji).
Dbejte na to, aby se do blizkosti pohybujicich se cástí nedostaly vaše ruce, vlasy, cásti oděvu a náradí.
V Žádném prípadě nedemontujte skřín pristroje v dobre, kdy je pristroj pripojen na elektrickou napajecí sít. Vyrobce neruci za zraněni ani materiální skody vzniklé neodbornou manipulací s tímto pristrojem.

Svařenec je po skončeni práce velmi horký, proto pri manipulaci s nim bud'te opatrni a zabraťe popálení. Horák je třeba pred každou opravou nebo Čištěním, prip. po každém použítí nechat dostatečné zchládnout (po dobu min. 10 minut). Chladíci Jednotka má být zapnuta pri použítí vodochlazený horák, aby kapalina nemohla způsobit popálení. Je duležité zabezpečit pracovišti prežtečnosti pro bezpečnosti osob a majetek.
VYPARYAPLYNY

Kour vznikajici pri svaovani obsahuje skodlivé plny a vypary. Zajist dostatek cerstveho vduchu, mzebyt nutné pouzivat zpusobily dychaci pristroj. Pokud nedostacuje vetrání, použijte ochrannou dychaci kuklu s privodem vduchu. V pripadé nejasnosti, zda dostacuje vykon odsavaciho zaizení, porovnejte naměrené emisí hodnoty skodlivin s povolenymi limity.
Pozor: pri svarovani v mal'ych prostorach je nutno monitorovat przy v bezpechné vzdalenosti Svaovani kovu obsahujici olovo, kadmium, zinek, rtut' a berylium muze byt skodlivé.
Odstraţe mastnoty, kteréPokryvji obroky prešvařovám.
Lahve Ize uskladnit pouze v otevrenych nebo dobre vetranych prostorech. Megt na pameti, ze plynové láhve smí byt pouze ve svislé poloze. Zajistěte je proti prěvrhnutí rádném upevněm kpojezdovému voziku.
Neprovádejte svařeci práce v blízkosti oleje nebo barvy.
NEBEZPEČI POžÁRU A VÍBUCHU

Chrahte dostatecné celý prostor svařováni. Bezpečnostní vzdálenost k hořlavým materiálum Činí minimálne 11 m. Mějtě vždy v pohotovosti vhodné, prězkoušený hasići prístroj.
Jiskry a horke castecky mohou proniknout do okoli i malymi sterbinami a otvory. Prijmte proto odpovidajici opatreni, aby nevzniklo nebezpeci zraneni nebo pozaru.
Udrzujte osoby, horlavé látky a zasobniky pod tlakem do dostatečné bezpečnostní vzdálenosti.
Neprovádejte svářecské práce na uzavřenych zásobnících nebo potrubních rozvodech, ve kterych by mohly být zbytky hořlavého obsahu (olej, palivo, plyn...). Tyto je nutno napře vyprázdnit a dúkladné vycistit.
Při broušeni pracujte vždy na odvracné straně od tohoto pristroje a od hořlavych materiaíů.
LAHVE SOCHRANNYM PLYNEM

Plyn unikajíz tlakové láhve muzé ve yvsoké koncentraci zpósit smrt uduşením (prostor rádné větrejte).
Bezpečnostní transport : uzavrte plynové lahve a vypněte svařováci zdroj. Plynové lahve musí stav vždy svisle a musí být zajišěny proti prěvrženi.
Pokud se nesvařuje, uzavřete ventil na lahvi. Dejte pozor na kolisání teploty a slunečné zářeni.
Chrahte tlakové lahve préd yvsokymi teplotami, struskou, otevřeným plamenem, jiskrami a elektrickým obloukem.
Udrzujte tlakové lahve v dostatečné vzdálenosti od svařovacích vedení ājíních elektrických obvodů, a nikdy nesvažujte na lahve pod tlakem.
Při oteviráni ventilu na tlakové lahvi odvrat'te oblicej od vývodu plynu a zajistit,Že použivaný plyn je vchodné pro svařovací proces.
URAZ ELEKTRICKYM PRODEM

Svařovaci agregát smí být pripojen pouze k uzemné elektrické napájići siti. Jako jistić privky používejte pouze doporučeny typ pojistek. Použivány svařovacího zařizení může být nebezpečné a může způsobit vázná zraněné, za určitych okolnosti i smrtelné.
Nedotykejte se zadnych dlu v pristroji nebo na nem (hořaky, klesti, obvody, elektrody), ktere jsou pod napětím.
Prid demontazi krytou odpojte zaireny od site. Po odpojen site vyckejte asi 2 minuty, ay se mohly vybit kondenzatory.
Nikdy se nedotykejte soucasne hoacuteu a zemnic svorky.
Zajistěte, aby kabely a svítilny byly v pripadě poškození vyměnény kvalifikovanými a oprávněnými osobami. Dimenzovat prúrez kabelů podle aplikace. Nosté vždy suchý ochranný oděv. Vždýckyasto izolačnéboty.
KLASIFIKACE PRISTROJE PODLE ELEKTROMAGNETICKÉ KOMPATIBILITY

Přistroje patri tridě A a nejsou určeny k použití v oybytnych oblastech, ve kterych je elektrická energia odebírána z veřejmě sítě, dodávajíci nizké napěti. Při zajišťováni elektr magnetické kompatibility u pristrojů tridy A můze v těchto oblastech dojit k problémům, jak z důvodu spojeních s vodiči, tak i k problémům z důvodu vzniku rušivych signálú.
Toto zařizení není v souladu s IEC 61000-3-12 a je určeno pro prípojení k nízkonapět'ové soukromé sítě, napojená naoustavu vysokteho a středního napěti. Když je prípojenó k veřejnému nízkonapět'ovému systému je odpovednostné instalujícho nebo uživatele zařizení zajistit konzultác s operátorem distribučné sítě, je-li to nutné, ze může byt zařizení prípojeno.

Zařízení opodvédá směrnici CEI 61000-3-11.
ELEKTROMAGNETICKÁ POLE

Prüchod elektrického proudu v některych vodivych Částech zpúsobuje vznik lokizovaných elektr magnetických polí (EMF). Svařovací proud zpúsobuje elektr magnetickou polí v okolí svařovacího obvodu.
Elektromagneticka pole mohou ovlivnovat Činnost některych zdravotnich zařizení (napr. pacemakerů, respirátorů, kovovych protéz apod.) Proto je třeba prijmout náležita ochranná opatřeni vúči nositelům těchto zařizení. Například zakázat jejich pristup do prostoru použítí rezacíchno pristroje.
Všichni svářće bi měli používat následujíci postupy, aby minimalizovali expoziće elektr magnetickým polí ze svařovacné obvodu:
- umistete svařovaci kabely k sobě -Pokud možno je upevněte svorkou;
- umistete se (trup a hlava) co nejdále od svařovacího obvodu
- Dbejte na to, aby se Vám kabel induktoru nezamotal kolem těla
- Nikdy se nestavte mezi kostru a kabel hořáku Oba svařovací kabely držte na stejně straně těla
Klestovou svorku spoje s obrobkem co mozná nejblize k prostoru svařováni - nepracujte vedle zdroje svařovacího proudu, nesedejte si na něj ani se o něj neopírejte
- nesvaújte, když prenášite zdroj svařovacího proudu nebo podavač drátu.

Osoby s kardiostimulatorem by nemely pracovat se zafrzenim bez souhlasu lekare.
Elektromagneticka pole mohou zpusobit škody na zdraví, které nejsou dosud známé.
DOPORUÇENİ TÜKAJICİ SE POSOUZENİ SVAÖRVACHO PROSTORU A SVAÖRVACHO PRACOVIST
OBECNÁ OPATRENI
Uživatel odpovída za správné používání svařovacího aggregátu a správný vybrer materialú, v souladu s udaji vyrobce. Pokud se objeví elektromagnetické rušeni, pak uživatel, s pomoci vyrobce, odpovída za nalezení správného ryěsení. V mnoha pripadech postačí svařovaci pracovište rădné uzemnit. V některych pripadech bude nutné elektromagneticky odstinit svařovác zdroj. Každopádně je nutné snizit uroven elektromagnetického rušeni na co nejnižsí hodnotu.
Zvaženi svařovací zony
Před instalaci svářěcky musi uživatel zohlednit potenciálné elektromagnetické problémy okoli Je třeba vžít v úvahu následujíci skutečnosti:
a) priTomnost jin'ych napejcich, ovladacich, signalnich a telefonnich kabelu nad, pod a v blizkosti obloukového svaovacho zaifeni
b) rozhlasové a televizní príjímače a vysiláče
c) počitače a jinja rídici zařizení
d)kritické bezpečnostní vybavení jako např. bezpečnostní kontroly průmyslovyho vybavení
e) Zdraví osob v okolí, prědevším pak osob s kardiostimulatory nebo naslouchadly, atd...
f) zárízení používané pro kalibraci nebo měření
g) odolnost ostatnich material'u vŽivotním prostředí
Uživotel musí zajistit, aby ostatné prístroje použivané v místicanosti byly kompatibilné. To si mùze vyžádat dalí s ochranná opatěrní
h) Denní doba, ve které musejí byt provádevny svářečské práce.
Velikost prostoru, ktery je v těchto připadech zapotrebie brát v uvhau, závisí na konstrukci budovy a ostatních Činnostech, které zde budou provozovány. Hranice tohoto prostoru mohou zaahovat i mimo uzemí podniku.
Posouzení svařovaci instalace
Krome posouzeni prostoru lze k identifikaci a reseni poruch pouzit posouzeni zaizen pro obloukové svaovani. Posouzeni emisi by melo zahrnovat meren in situ, jak je uvedeno v clanku 10 normy CISPR 11. Ucinnost opatrén na snieni rizika lze také potvrdit mearenim na miste.
DOPORUÇENİ OHLEDNÉ METOD KE SNIZENİ EMITOVANΥCH RUSIVYCH ELEKTROMAGNETICKΥCH POLI
a. Veřejné elektrická napajeci sít: Svařováci agregát pro svařováni elektrickým obloukem musí byt prípojen na věřejnou elektrickou napajeci sít podlePokvný výrobce. V prípadě, ze se vyskytne rušeni rozhlasového príjmu, je nutné provost dalí odrušováci opatřné, jaký může byt filtrace hlavního napajeciho prívodu Prívodníkabel je zapotreť kúli odstíněnú uložit do kovového kanálu, nebo podobného zakrytvány. Toto elektrické odstínění se musí provest po celé delce kabelu. je třeba zapojit odstínění do zdroje svařovacího proudu pro zajišěné dobráho elektrického kontaktu mezi kovovou trubkou a krytem zdroje.
b. Udrzbza zarizeni pro obloukové svaování: Obloukové svaovaci zarizení by melo podlehat bezné udrzbe podle dopučení výrobce. Pokud je zarizení v provozu, musí byt vsechna pristupová dvifka uzavrena a krytky naležite upevněny na svych mistech. Na zarizení se nesmi provadětŽadnézměny s vyjimkouzměn a serizeni uvedených vPokynech vyrobce. Udržba a serizovány podle dopučení výrobce se týká zejméná dráhy oblouku a prvkú pro jeho stabilizaci.
c. Svařovací kabely: Použit co nejkratsí svařovací kabely a věst kabely pohromadě u podlaho.
d. Ekvipotenciánlí vazba : věchny kovové díly svařovacího pracoviště by měly být pospojovány. Přesto i v takovém prípadě existujé nebezpeciú urazu elektrickým proudem,Pokud se dotkneme současné elektródy a kovového dlce. Uživotel musí být izolován od kovovych predmětů.
e. Uzemněni obroku: V prípadech, kdy néni obrobek z dūvodů elektrické bezpečnosti prípojený na uzemnéni, nebo kdy néni uzemnéý z dūvodů svych rozmérůci polohy, což je prípad lodnich trupů, anebo ocelovych konstrukcí budov, muzě prípojení obrobku na uzemnéý v některych, avsak ne ve všech prípadech, snizit hladinu vyzařovaného rušeni. Zde je však zapotreblink postupovat opatrné,
aby se uzemněním obrobku nezvyšilo riziko urazu obsluhy, anebo riziko poskození jin'ych elektrickych zařizení. Pokud je uzemné zapotřébi, lze uzemnit obrobek prímý prípojením na zemnicí vodic. Spojení se zemi lze ve statech, kde není príme prípojení na zemnicí vodic dovoleno, docilit pomocivhodného kondenzátoru, jehož kapacitaodpováda príslusnám národmín predpisum.
f. Ochrana a stiněni : Selektivné ochrana a stiněné ostatních kabelů a zařazení v okolí může omezit problémy s rušením. V pripadech specifikých aplikaci lze odstínit celé svařováci sestavy.
TRANSPORT

Svačovaci zdroj je vybaven horním popruhem pro ručné prěnášéní. Nesmíte však podcenit jheho vlastné hmotnost. Popruh se nepovažuje za prostředek pro zavěšení.
Pri presunu nikdy nevlechte pristroj uchopenim za ho rak nebo kabely. Pristroj smi byt transportovan pouze ve svisle poloze. Netransportujte zaizeni nad osobami nebo vecmi. Prid presunem pristroje je vhodné odmontovat svarovac drát.
INSTALACE PRISTROJE
- Přistroj stavte na podklad s nákonem do maximálniho uhlu 10^ .
Dbejte na dosatecny prostor kolem svaovacico zdroje pro dobrane vetrana a pristrup k ovladacim prvkum. - Nepouživejte zarizení v prostorach, ve kterych se nacházi kovové prachové castečky, které by mohly být vodivé.
- Chaante pristroj préd destém a primysm slunechnim zarenim.
- Zaǐzení má stupeǐ krytí IP21, což znaměna, Že :
- je chränen préd prunikem cizich têles prüméru > 12,5mm
- je chränen proti svisle střkajćí vodě
Vedeni napajeni, svaovacico proudu, svazky hadic svaovacich horaku a svazky propojovacich hadic uplne odviinte.

Vyrobce neruci za zraneni nebo věcné škody zpúsobene neodbornou manipulací s tímto pristrojem.

Bludné svařovaci proudy mohou poškodit ochranné vodiče, prístroje a elektrická zařizení, způsobit prěhřívání současti a následné vyvolat požár.
- Vždy pamatujte na pevné upevněni všech vodiču svařovacího proudu a jejich pravidelnou kontrlu!
- Pamatujte na elektricky správné a pevné prípojení obrobku!
- Vsechny elektricky vodivé současti proudového zdroje, jak jsou kryty, vozíky, jeřábové rám my apod. instalujte,upevněte nebo zavěste tak, aby byly elektricky izolované!
- Nepokladeje na proudové zdroje, vozíky, jeřábové ramy apod. elektrické provozní prostředky, jako jsouvrtačky, uhlové brusky apod., bez elektrické izolace!
- Odkladejte svařovaci hořáky a držáké elektrodPokud je nepoužíváte vždy tak, aby byly elektricky izolované!
UDRZBA / POKNY

- Udržbu a opravy smí provadět pouze kvalifikovaný personal. Doporučujeme provadět ročné údržbu.
Vypnete zaireny, odpojte je od napajeci site a vychejtce 2 minuty prd zahajenim prace na zdroji. V zaireny je velmi vysoke napeti, ktere je nebezpecné. - Je nutné provádet pravidelnou udržbu vyčistějí uvnitř zaření tlakovým vzduchem. Nechejtte provádet kvalifikovaným personálem pravidné kontroly elektrických spojení s izolovaným nastrojem.
- Pravidelné kontrolujte stav sítového pripojovacího vedení. Je-li poskozeno, musí byt vyměné no vyrobcem, jeho servisem nebo kualifikovanou osobou, aby se zamezilo vzniku ohrožné.
- Neuzavírejte ventiláčné otvory zařizení, musí být zajistěna cirkulace vzduchu.
- Nepoužívejte prístroj pro Čišěné trubek, nabíjení akumulátorů nebo rozběh motorů.
MONTAZ -POUZITI VYROBKU
Instalaci smi provadet pouze zkueny personal poueReny vrobcem. Behem instalace se ujistete, ze je generator odpojen od site. Pro dosazeni optimalinho nastaveni produktu se doporučuje použivat svaovací kabel dodavané se zaizenim.
POPIS
Dekujeme za Vaši dūvěru! Abyste byli maximálne spokojeni se svou pozici, prečtěte si prosím pozorně následujíci informace: Rada strojů EASYMIG jsou poloautomaticé stroje MIG/MAG, FCW a MMA. Nastavení je manuálné a nastavení je zjednodušeno pomoci tabulkou uvedená na produkt. JSou vchodné pro svářeni ocele, nerezové ocele a hliníku.
PRIPOJENI SITOVÉHO NAPETI
Toto zařízení je dodáváno se zástrčkou CEE7/7 16 A a musí byt pripojeno k Jednofázové trivodičové elektrické instalaci 230 V (50-60 Hz) s nulovým vodičem spojeným se zemi. Absorbovaný efektivné proud (I1eff) je zobrazen na stroji pro maximálné podminky použít. Zkontrolujte, zda je napajéní a jeho ochrana (pojistka a/nebo jistič) kompatibilné proudem potřebnám k použít. V nekterych zemích je třeba použit jiný typ zástrčky, pri kterych je zajišťeno, ze prístroi bude fungovat i pri maximálné zatiženi. Agregát je chráněn zabudovanou tepelnou ochranou a pri intenzivné provozu (vyšsí hodnota Činitel vyuziti) dojde k vypnutí oblokùa rozsvićné kontrolky.
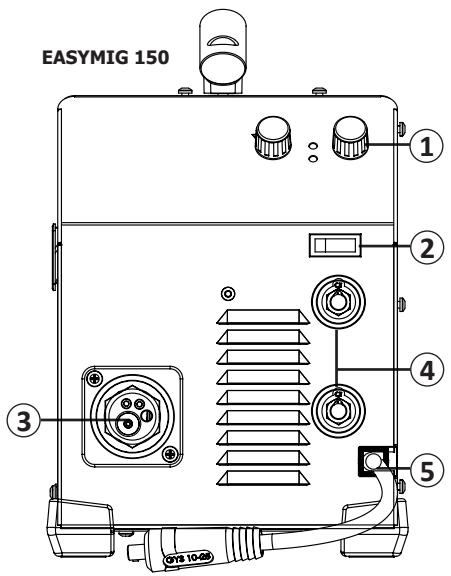
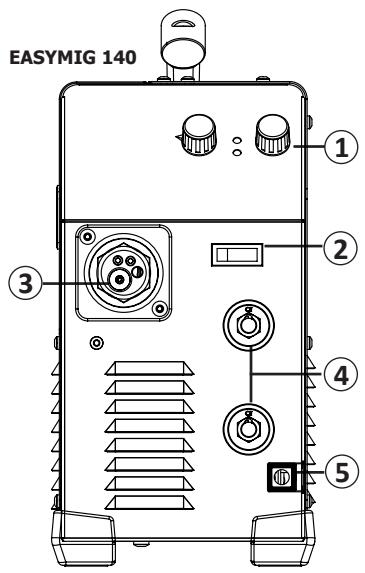
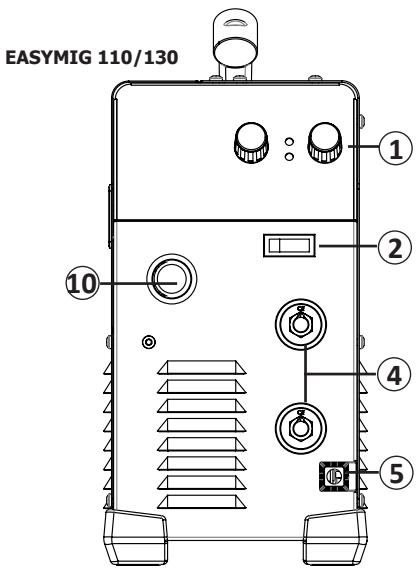
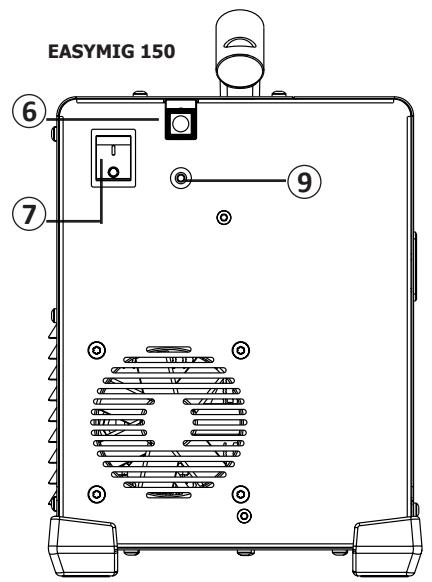
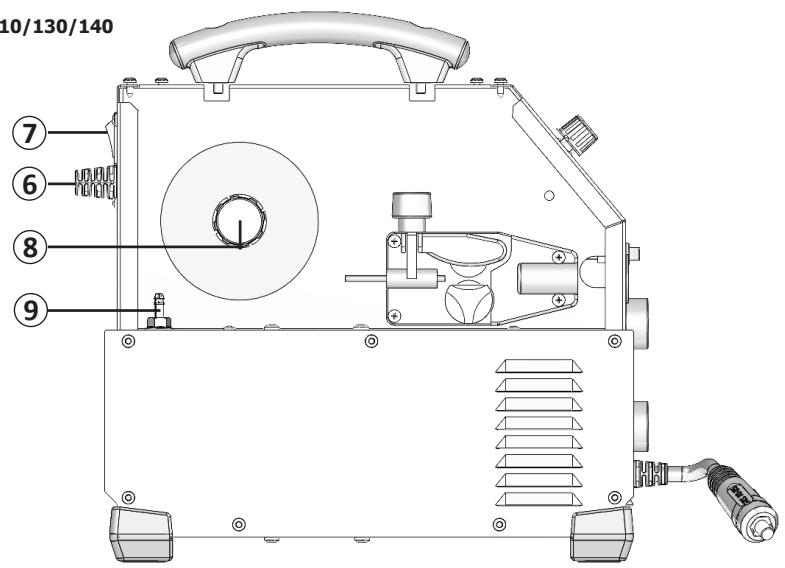
POPIS ZARÍZENÍ (OBR. I)
1- Rozhrani pro nastaveni parametrù svařovány (rychlost drátu / cílové napěti).
2- Prépinač : MIG / MMA
3- Evropské standardní prípojka hořáku
4- Pripojky
5- Systeme prépólováni
6- Napajecí kabel (2,20 m)
7-Vypinač ON/OFF
8- Držák cívky 100 mm (EASYMIG 110/130/140) nebo 100/200 mm (EASYMIG 150)
9-Vstup plynu
10-Pevny ho'ak
POUZITI PROLUZOVACHO KABELU
Prodluzováč kabel musí mít velikost a průrez v souladu s napětím zařizení.
Použit prodlužovaci kabel v souladu s pokyny národnich norem.
| Napětí napájení | Dělka a průrez prodlužovacího kabelu (<45m) |
| 230 V - 1~ | 1.5 mm² |
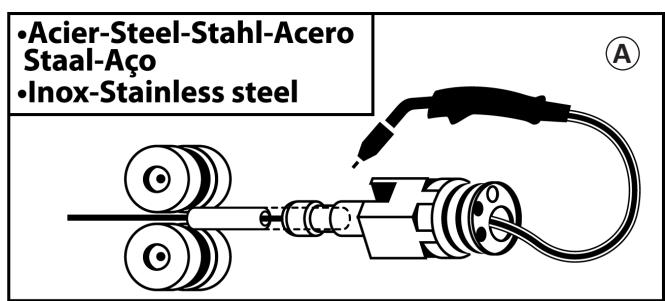
POLOAUTOMATICKÉ SVAROVÁNÍ OCELE/NEREZOVÉ OCELE (REŽIM MAG)
Zvolte vystupn i napeti a nastavte rychlst dratu podle doporučeni v tabulce na prístroji v závislosti na tlouš'te svařovaných dlü. EASYMIG mûze svárovat ocelový drát 0,6/0,8 nebo nerezový drát 0,8.
Zařízení jsou preydostavena ve vyrobním závodě pro provoz s dratem z oceli nebo ušlechtile oceli 0,8 mm. Kontaktní trubicka, vedení hnaci kladky a vodici pouzdro horák jsou nestaveny pro tento provoz. Pro svářeni dratem 0.6 použijte horák ne delsí než 3 m. Kontaktní trabku (obr. IV-D) a kladku podávače dratu je třeba nahradit trabkou s drázkou 0,6 (viz. 042339 / 039483 - nedodáva se). V toto pripadě umistěte kladky tak, aby bylo viditelné 0,6.
Použití v oceli vyžaduje specifiký svařovaci plyn (Ar+CO2). PodilCO2 se může lišit v závislosti na typu použitého plynu. Pro nerezovou ocel použijte 2% směsCO2. Zeptejte se svého prodejce plynu na doporučeni správného plynu. Prútok plynu v oceli se pohybuje mezi 8 a 1/min v závislosti na prostřédí. Maximálné tlak plynu: 0.5 MPa (5 barů).
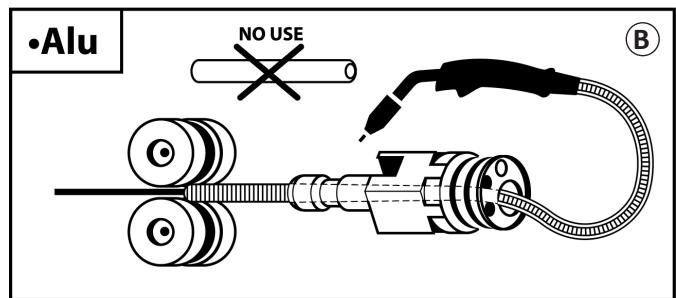
POLOAUTOMATICKÉ SVAROVÁNÍ HLINÍKU (REŽIM MIG)
Zvolte vystupn i napeti a nastavte rychlst dratu podle doporučeni v tabulce na pristroji v závislosti na tlouš'ce svařovaných dlú. Prístroje EASYMIG 140 a 150 lze vybavit pro svařovány hliníkovým dratem Ø 0,8 nebo 1,0 (obr. II-B).
Přistroje EASYMIG 110 a 130 lze príležitostné použít ke svařovány hliníku Ø 0,8 mm. V tom przypadě pouze použivat tvrdý drát (typ AlMg5) pro usnadnéni posuvu.
Použitá na hliník vyžaduje SPECIALÍ ČISTÍ argonový plyn (Ar). Pri výberu plynu požádejte o radu distributora plynu. Prútok plynu v hliníku se pohybuje mezi 20 a 30 l/min v závislosti na prostřédí a zkušenostech svářěce. Maximální tlak plynu: 0.5 MPa (5 barů).
Rozdǐly mezi ocelovými a hliníkovými aplikacemi jsou následujíci:
- Používejte spezialní kladky pro svařováni hliníku.
- Na pritlačné válečky navijáku vyvíjeje minimálné tlak, aby nedoslo k Rozdrcné drátu.
- Používejte kapíru pouze pro ocelový/ušlechtíly drát (ocelové vodíci pouzdro).
- Pri pripraveni ho raku pro hlinik venujte zvlastni pozornost. Tento ho rak ma teflonovou vnitri n vlozku, ktera snizije treni v ho raku. Vodicic vlozku na okrai pripojky NEODREZAVEJTE, ale ved'te ji až ke kladkam posuvu dratu.
- Kontaktné trubka : použijte speziálné hliníkovou kontaktné trubičku 0,8 (viz. 041059 - nedodáno).
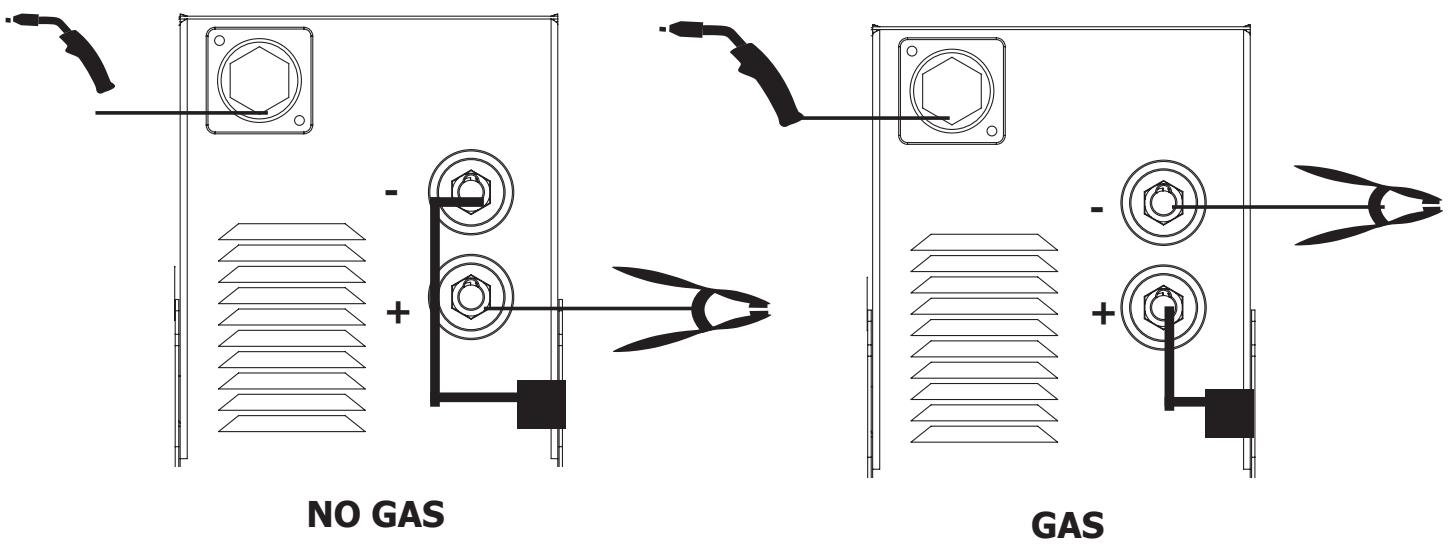
SVAROVÁNÍ BEZ PLYNU
Zvolte vystupní napětiá nastavte rychlost drátu podle doporučeni v tabulce na pristroji v závislosti na tloust'ce svařovaných dílú.
Prístroj EASYMIG může svařovat drát «bez plynu»,Pokud je polarita obracné (maximálné kroutić moment 5 Nm).Nastavení tohoto použití naleznete vPokynech na strané 75.
Svařováni trubičkovým drátem se standardní tryskou může zpúsobit prehřátá poškození horák. Použijte nejlépe specialní trysku «No Gas» (viz. 041868) nebo vyjměte původní trysku (obl. III).
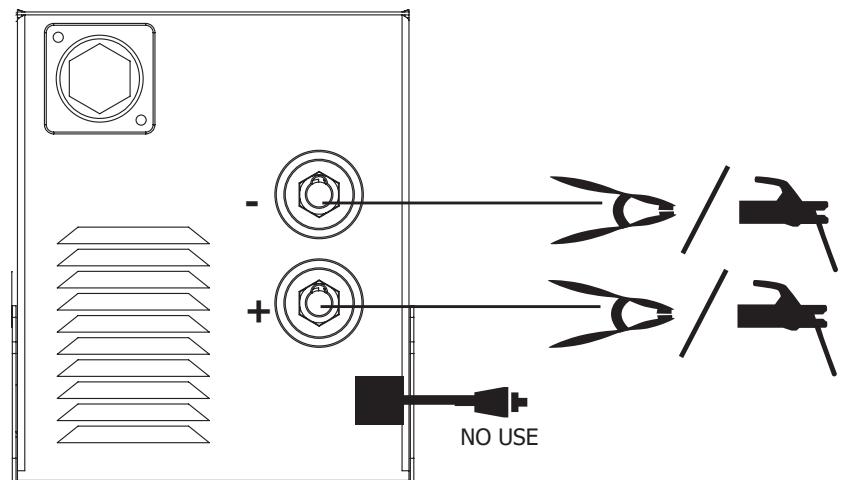
SVAROVÁNÍ OBALENOU ELEKTRODOU
- Pro pripojeni drzaku elektrod a kabelu zemnicich svorek ke konektorum je tbreva v MMA odpojit kabel pro prapolovani. Dbejte na spravnou polaritu podle udaju na baleni elektrod.
Dodržujte všeobecně platné základní pravidla pri svářné. - Vase zařizení je vybaveno specifikkou funkéri pro inventory:
- Anti Sticking (Ochrana préd prilepením): Umožnjue snadné oddálení elektródy od kovu.
Po spusteni funkce anti-sticking, lze počkat 3 sek. preš vracinem do standardního proveděné svařováné.
OVLÁDACÍ ROZHRANÍ (OBR. V)
| 1 | • Zelená kontrolka «ON»: Po zapnutí prístroje se Rozsvítí indicátör. • V prípadě elektrické poruchy zelená kontrolka zhasne, ale"Justnotka zústane napájena, dokud neodpojítne napájecí kabel. | ON |
| 2 | Svitý oranžová kontrolka: • Nadměrná teplota: v takovém prípadě počkejte několik minut, kontrolka zhasne a stroi se restartuje. • Príliš velký proud v primárním obvodu: v takovém prípadě stroi vypněte (hlavním vypínačem) a znovu zapnéte. | |
| 3 | • Levé tlačítko: Svařoványí metodou MIG/MAG: Umožnjuje nestavit rychlost podávní nitě až na maximálné rychlost. Svařoványí MMA: Služí k nastavení hodnoty svařovacího proudu. | 6 7 5 9 8 4 10 m/min |
| 4 | • Pravé tlačítko: Služí k nastavení požadovaného napětí na maximálné hodnotu | B C D A E F U |
| Rady Nastavení rychlosti drátu se ľasto provádi «sumem»: oblouk by měl být stabilní a měl by mí velmi malé praskání. Pokud je rychlost príliš malá, nehoří oblouk kontinuálné. Pokud je rychlost príliš vysoká, vytváří elektrický oblouk Rozstřk a odtračuje hořák. | ||
MONTÁZ KLADEK POSUVU DRÁTU A SVAÑOVACÍHO HORÁKU (OBR. IV)
- Vyjměte trysku z hořáku (obr. E) a kontaktnítrubice (obr. D). Odstraťe bočné kryt zařízení.
- Nastavte brzdu (1) tak, aby nedoslo k zamotani dratu setrvačností civky pri zastavení svařovány. Vseobecně ji prilis neutahujte! Poté našroubujte držák civky (2).
EASYMIG 150 : Chcete-li namontovat civku 200 mm, dotáhněte držák civky na maximum. Adaptér (4) se používa pouze k montáži 200mm navijáku.
Obr. B: Namontujte správnou(é) motorizovanou(é) kladku(y) pro vaši aplikaci. Dodávané kladky jsou kladky s dvojitou dražkou (0,8 a 0,9). Prüměr uvedeny na kladce odpovída použitému drátu: Pro ocelový drát 0,8 mm použijte V dražku 0,8 . U drátu s trubičkovým dratem 0,9 mm otočte kladku tak, abyste použili dražku 0,9 mm. Pro hliníkový drát 0,8 mm vyměnte kladku za kladku s dražkou 0,8 mm ve tvaru U (není současti dodávky).
Obr. C: Chcete-li nastavit pritlak podavače drátu, postupujte následovné:
- Uvolněte knofík (3), co nejvice to jde, a spust'te jej, vložte drát a volné zavřete podávače.
- Motor aktivujte stisknutím spoustě hořáku
- Nastavte nestavovaci šroub pri stisknutém tlacitku hoáku. Nastavení je spravné kdy se drát začne plynule pohybovat.
Pozn : u hliníkového drátu použijte minimálné tlak, aby nedoslo k jeho Rozdrcení.
- Nechte drát vyčnívat cca 5 cm z hořáku a namontujte kontaktní trubičku vchodnou pro použitý drát (Obr. D), a odpovídají trysku (Obr. E).
PRIPOJENI PLYNU
- Správný redukcní ventil namontujte na plynové lahve. Připojtě jej ke svářěčce (obr. F) pomoci dodané hadice. Nasad'te 2 upevnací svorky, aby nedocházelo kunikum.
- Upravte prutok plynu pomoci nastavovacico kolecka umisteneho na redukcnim ventilu.
POZN: pro usnadnei nastaveni prutoku plynu aktivujte kladky motoru stisknutim spousthe horaku (uvolnete knoflik motoru podavace, aby nedoslo k pretazeni dratu).
Tento postup platí pouze pro režim s plnénym drátem.
DOPORUCENE KOMBINACE
| (mm) | Proud (A) | Ø drátu (mm) | Ø trysky (mm) | Prútok (l/min) | |
| MIG | 0.8-2 | 20-100 | 0.8 | 12 | 10-12 |
| 2-4 | 100-200 | 1.0 | 12-15 | 12-15 | |
| MAG | 0.6-1.5 | 15-80 | 0.6 | 12 | 8-10 |
| 1.5-3 | 80-150 | 0.8 | 12-15 | 10-12 |
NEBEZPEČÍ PORANÉNÍ O POHYBLIVÉ SOUČÁSTI

Zařízení pro posu vdrátu jsou vybavena pohyblivými díly, které mohou zachytit ruce, vlasy, Časti oděvu nebo nastroje a zranit tak osoby!
- Nesahejte na rotujíne bopehybléve současti nebo Časti pohonu!
- Během provozu nechte zavřné věsechny kryty skříne!
- Nenoste rukavice pri nakladani dratu cí yvměne civku dratu.
TEPELNÁ OCHRANA A RADY
Zdroj je vybaven ventilatorem s automatickym frizenim teplotou zafrizeni. V rezimu tepelné ochrany se prístroj zastavá. Oranžová kontrolka LED (obr. V-2) bude svítit, dokud se teplota stanice nevrát do normalu.
- Nezakrývejte větraci otvory.
- Po svářeni nechejte zařizení prípojené, aby se mohlo vychladit.
Dodržujte všeobecně platné základní pravidla pri svářné.
Zajistete dostatečné vetrání. - Nepracujte v mokré oblasti.
| ZÁVADA | PRÍČINY | ODSTRANěNÍ |
| Rychlost podávání drátu není konstantné. | Kontakné trubička je ucpaná. | Vyčistěte kontakné trubičku nebo ji vyměnte a použijte sprej pro zajistěné nepřilnavosti. |
| Drát prokluzuje v posuvu. | - Zkontrolujte prětlak kladky pohonu nebo změnte je. - Prüměr drátu není v souladu s kladkou. - Nevyhovujćí vedení drátu v hořáku. | |
| Motor neběží. | Brzda cívky nebo válec jsou prěliš utažené. | Uvolněte brzdu a vácie |
| Problémy s napájením | Překontrolujte, zda je spínač nastaven do polohy «ZAP». | |
| Špatné posuv drátu. | Hadička vedení drátu je znečistěna nebo poškožena. | Vyčistěte nebo vyměnte. |
| Kladky nedostatečné utažené | Více utáhněte cladku | |
| Brzda cívky je prěliš utažená. | Uvolněte brzdu. | |
| Žádný svárecí proudly. | Špatné prěpojné sítove zástrčky. | Podívejte se na zapojné zásuvky a zkontrolujte, zda je zásuvka vybavena fází a nulovým vodičem. |
| Špatné uzemnéni. | Zkontrolujte uzemnovacekabel (prípojení a stav svorky). | |
| Stykač výkonu nefunkné. | Zkontrolujte spoust' hořáku. | |
| Zablokoványí drátu v pohonu. | Hadička vedení dráktu je znečistěna nebo poškožena. | Zkontrolujte trysku a tělo hořáku. |
| Drát zablokoványí v hořáku. | Vyměnte nebo vycistěte. | |
| Žádná kapilární špička. | Zkontrolujte prětomnost kapilární špičky. | |
| Rychlost podávání drátu prěliš vysoká. | Snižte rychlost podávání drátu. | |
| ZÁVADA | PRÍCINY | ODSTRANÉNÍ |
| Housenka je porézní. | Průtok plynu je nedostatečný. | Upravi průtok plynu. |
| Vyčistěte základníkov. | ||
| Plynová láhev je prázdné. | Vyměěnte. | |
| Neuspokojižvá kvalita plynu. | Vyměěnte ho. | |
| Cirkulace vzduchu nebo vliv větru. | Zabrařte průvanu, chraťe oblast svařoványí. | |
| Plynová tryska je prěliš zanesená. | Vyčistěte trysku nebo ji vyměěnte. | |
| Špatné kvalita drátu. | Použijte drát vchodné pro svařoványí MIG-MAG. | |
| Svařoványí materiál nízké kvality (rez, atd...) | Vyčistěte obrobek prěd svařoványím | |
| Silné Rozstřik okují | Napěti obloku je prěliš nízké nebo prěliš vysocké. | Viz parametry svařoványí. |
| Špatné uzemnéni. | Umístěte ukostřeni do blízkosti mista svářeni | |
| Nedostatečná plynová ochrana. | Upravte průtok plynu. | |
| Na vystupu hořáku není Žádný plyn | Špatné prípojení plynu | Překontrolujte hadici vedení plynu a spoje u motoru. Zkontrolujte elektroventíl. |
ZÁRUKA
Služby vyrobce poskytnute v záručni době se týkaji vyhradně vyrobních vad a závad materiálu, které se objeví během 24 měsídů po zakoupení zařizení (doklad o koupi).
- Poškození pri transportu.
- Opotbrebitelné díly (napr. kabely, svorky, distancné podložky atd.), : kabely, svorky, atd...).
- Poškoženi vzniklých neodborným použitím (pad, tvrdý náraz, neautorizovaná oprava...).
- Poruchy v závislosti prostředím (znečistěné, rez, prach...).
V prapde poruchy zalete prosim jednotku zpét do Vašeho dodavatele a prilozte:
-kupní doklad (faktura, atd....)
- podrobný popis poruchy
I
EASYMIG 110/130/140
II
MIG-MAG
MMA
FR - Vérifier la polarité de l'électrode sur l'emballage.
EN - Check the electrode polarity on the packaging.
DE - Beachen Sie die auf der Elektrodenverpackung beschrieben Angaben zur Polarität.
ES - Compruebe la polaridad del electrodo sobre el embalaje.
RU - Поверпь поярноctь щектода на улakовke.
NL - Controller de polariteit van de elektrode aangegeven op de verpakking.
IT - Verificare la polarità dell'elettrodo sulla confezione.
PL -Sprawdzić polaryzacije elektródy na opakowaniu.
CZ-Zkontrolujte polaritu elektrody uvedena na obalu.