LB4 - 缝纫机 JUKI - 免费用户手册
免费查找设备手册 LB4 JUKI PDF格式.
| 产品类型 | 工业缝纫机线链插入装置 |
| 品牌 | JUKI |
| 型号 | LB-4 |
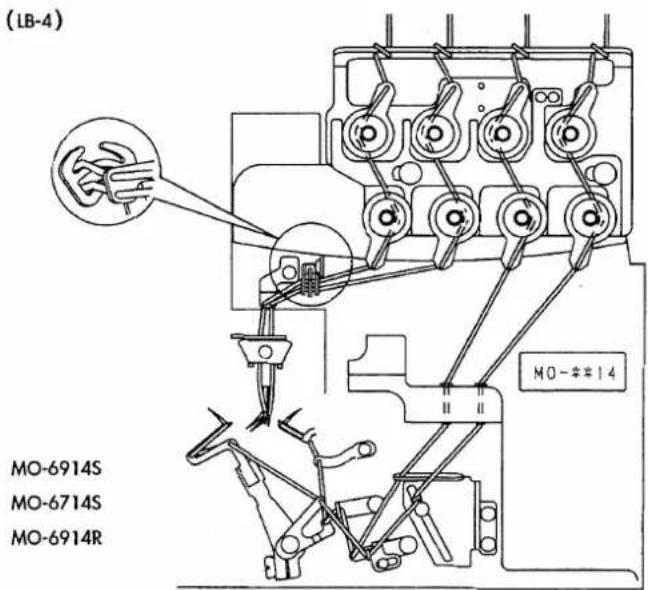
| 兼容性 | MO-6000△ 系列 (MO-6704S, MO-6904S, MO-6914S 等) |
| 最大缝纫速度 | 高达 8000 针/分钟 (取决于机器型号) |
| 所需气压 | 0.5 MPa |
| 电源 | 集成到 SC-380 控制器中 (根据机器电源电压) |
| 主要功能 | 自动线链插入, 缝制开始和结束时释放线张力, 气动抬压脚, 固定刀片切链, 可调节软启动 |
| 参数设置 | 通过 SC-380 控制器, 带有数字显示和编程按键 |
| 传感器 | 带有反射片的发光传感器, 用于检测布料末端 |
| 维护 | 更换反射片, 固定刀片, 调节中间锁扣 |
| 安全 | 自动停止在针的高位或低位, 参数锁定 |
| 气动 | 用于抬压脚, 释放张力, 控制中间锁扣 (LB-4) 的电磁阀 |
| 缝纫设置 | 释放张力针数 (开始/结束), 链针数, 链速度, 软启动 |
| 尺寸 (估计) | 约 300 x 200 x 150 毫米 (仅装置) |
| 重量 (估计) | 约 2 公斤 |
常见问题 - LB4 JUKI
用户关于以下问题的提问 LB4 JUKI
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 缝纫机 免费PDF格式!查找您的手册 LB4 - JUKI 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 LB4 品牌 JUKI.
用户手册 LB4 JUKI
本使用說明書是有關LB-3、LB-4的說明書。
使用本製品時,請事先閱讀MO-6000△系列使用說明書裡「關於安全的注意事項」,充分理解書中的內容之後再使用。
另外,對於裝置的組裝,設定安裝之際,不緊要參考本使用說明書,而且還應該參考零件表、SC-380使用說明書、SY-35使用說明書。
目錄
I.控制器(SC-380)的設定....1
- 縫紉機機種的設定 .... 1
- 空線環卷入有關功能的設定方法 …… 3
- 空線環卷入關係功能設定一覽表 5
- 模式的變換方法(從通常模式變換為各種模式) 7
- SC-380通常模式時的設定和顯示 8
II.空氣機器的安裝 9
- 空氣調節器的安裝 ..... 9
- 電磁閥的安裝....10
Ⅲ.縫紉機的組裝....12
- 線張力總成(鬆線裝置)的組裝 12
- 壓腳提昇裝置的組裝 13
IV. 安装設定 15
- 縫紉機機頭部的設置.... 15
- 同步器的調整....16
- 布端傳感器的安裝 18
- 與SC-380的插頭連接....20
- 空氣配管 21
V. 使用方法 24
- 穿線方法 24
- 踏板操作 25
- 空線環卷入和平縫的變換(傳感器屏蔽) 26
- 空線環卷入縫....26
- 縫製的調整 28
- 空線環卷入裝置的調整....29
VI. 維修....30
- 布端傳感器反射簽的更換 30
- 固定刀的更换 30
- 中爪的調整.... 31
Ⅶ. 空線環卷入縫的故障處理 32
I.控制器(SC-380)的設定
本使用說明書祇就 LB-3、LB-4 有關的機能進行說明。
有關其他功能和調整等內容請參照 SC-380 使用說明書。

對於設置出貨縫紉機,機種和其它項目均已設定。請不要進行機種設定。
1. 縫紉機機種的設定

- 縫紉機購買后第一次使用時,請先設定機種。
因為機種的不同,縫紉機的轉動方向、最高轉速都不相同。
如果設定錯誤就會發生故障,所以請加以注意。
-
機種設定後,再進行開始縫的鬆線針數、低速起動針數等各種設定。
-
如果在上述 2. 的各種設定後再設定機種,用 2. 設定的內容全部消失變為設定前的狀態。此時必須再次重新進行設定,務請注意。
(1) 機種選擇一覽表
選擇設定您使用的縫紉機機種。
| 縫紉機機種名稱 | 選擇 SC-380 | 數字顯示 | 最高轉速 |
| MO-67 △4S/LB- △B | 3700 | 3700 | 7000 |
| MO-6904S/LB-3B | 3904 | 3904 | 8500 |
| MO-6914S/LB-4B | 3914 | 3914 | 8000 |
| MO-69 △4R/LB- △D | 3900 | 3900 | 7000 |
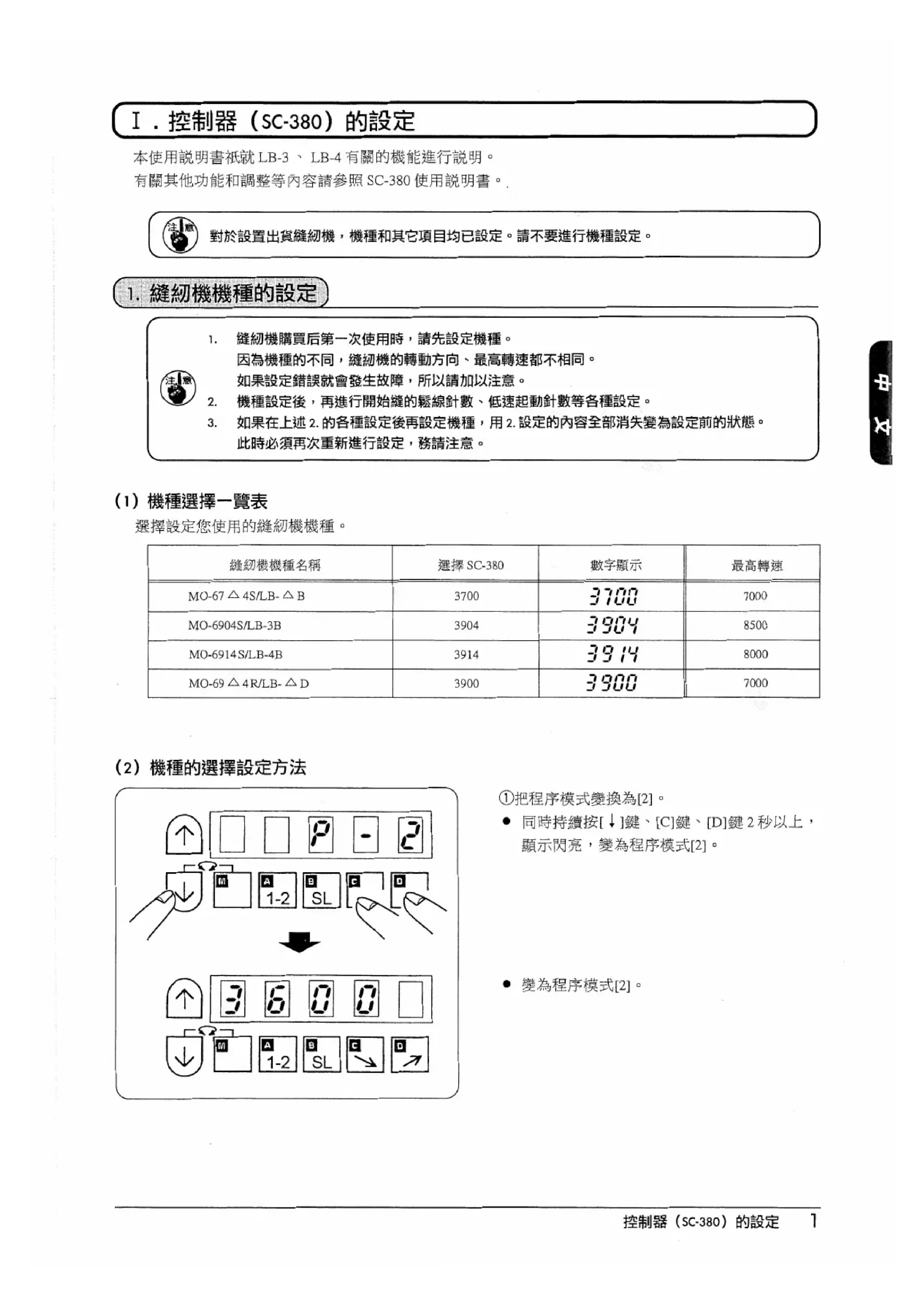
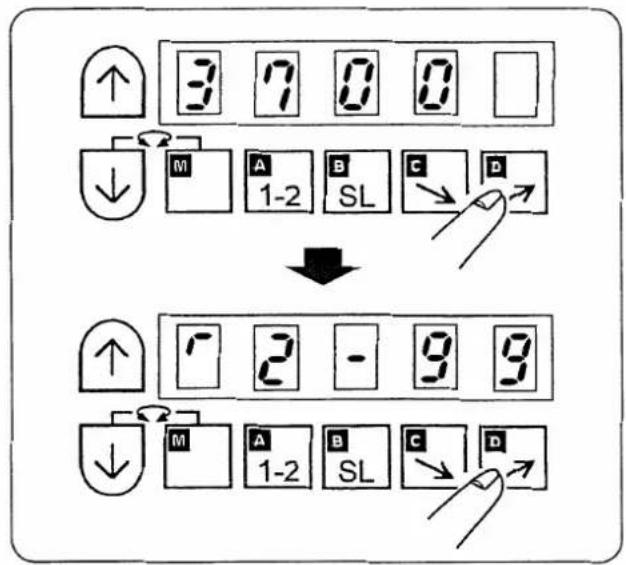
(2) 機種的選擇設定方法
- 同時持續按[↓]鍵、[C]鍵、[D]鍵2秒以上,顯示閃亮,變為程序模式[2]。
- 變為程序模式[2]。
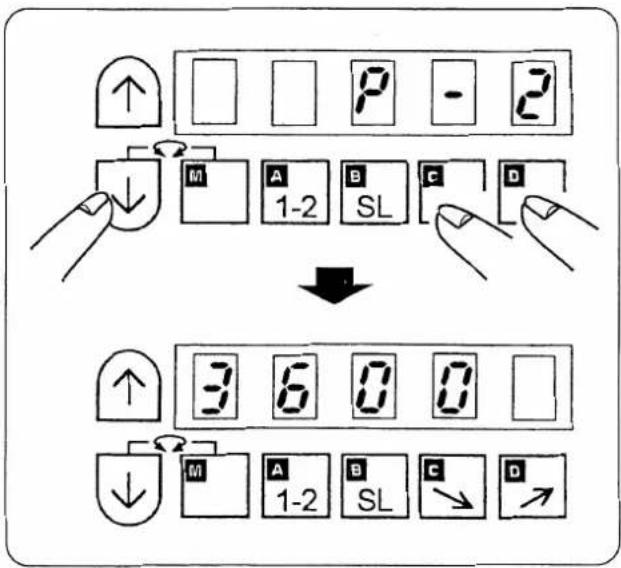
② 用[↑]鍵或[↓]鍵選擇機種。 請從(1)表中選擇機種。
flowchart
graph TD
A["↑"] --> B["3 7 0 0"]
B --> C["↓"]
C --> D["M"]
D --> E["A 1-2 B SL"]
E --> F["C"]
F --> G["D"]
G --> H["↓"]
H --> I["↑"]
I --> J["7 2 - 9 9"]
J --> K["↓"]
K --> L["M"]
L --> M["A 1-2 B SL"]
M --> N["C"]
N --> O["D"]
③ 機種選擇的確定
- 按[D]鍵(2秒以上)之後顯示變為閃亮。
- 再繼續持續按[D]鍵(2秒以上)變返回通常模式。
這樣機種選擇的設定完了。

進行了機種選擇設定之後,請一定接著進行以下的空線環卷入有關功能的設定。
2. 空線環卷入有關功能的設定方法
進行設定時,先查閱空線環卷入關係的功能設定一覽表(P5)。
設定 SC-380 時,請按照(1)變換 模式→(2)叫出 功能→(3)輸入 設定值→(4)返回通常模式的順序進行。下面以“低速起動的轉速變更”為例說明。
(1) 變換 模式
- 從 P5 功能設定一覽表中讀取設定項目 模式。
- 有關 模式 的變換方法,請參照 P7 的表。
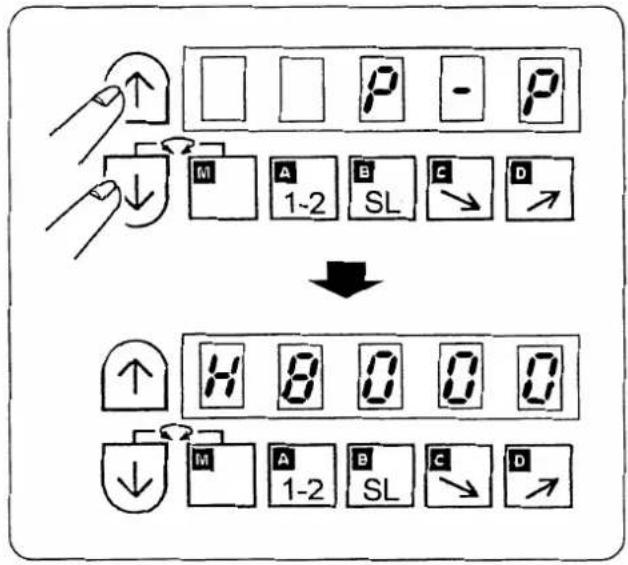
同時按[↑]鍵和[↓]鍵2秒以上顯示閃亮,約2秒鐘以後變為程序模式[P]。
(2) 叫出 功能
- 從 P5 功能設定一覽表中讀取功機名稱。
- 參照一覽表中的7段顯示,按[↑]鍵或[↓]鍵叫出。
按[↑]鍵或[↓]鍵,變為低速起動的轉速功能(S)。
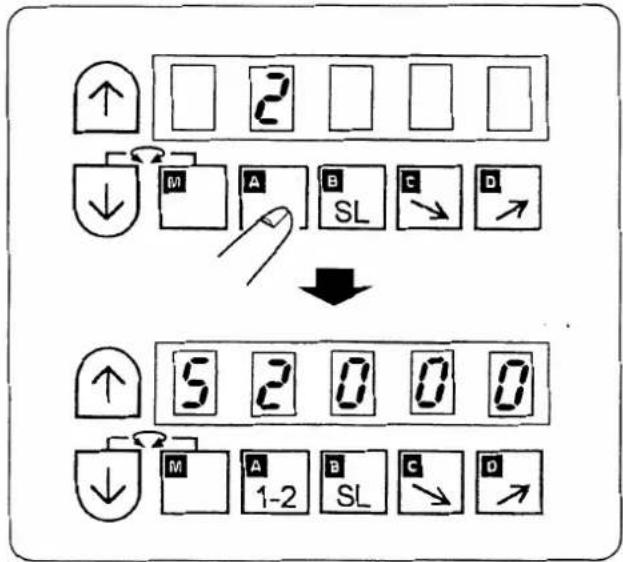
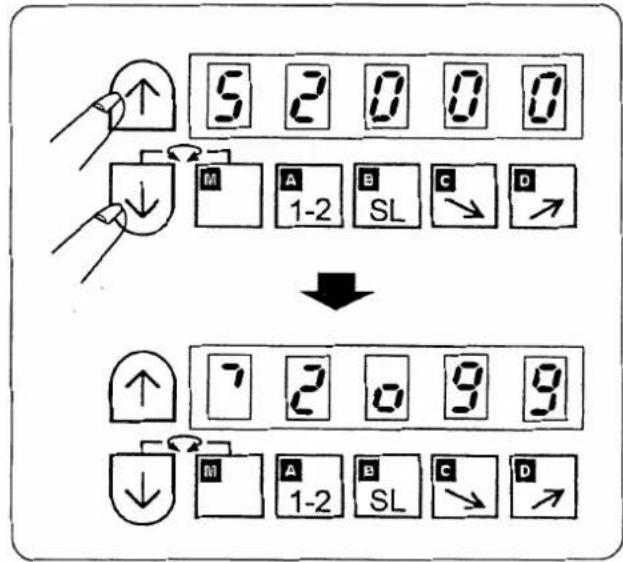
(3) 輸入設定值
flowchart
graph TD
A["↑"] --> B["2"]
B --> C["↓"]
C --> D["M"]
D --> E["A"]
E --> F["B"]
F --> G["C"]
G --> H["D"]
H --> I["↓"]
I --> J["5"]
J --> K["2"]
K --> L["0"]
L --> M["0"]
M --> N["0"]
N --> O["↓"]
O --> P["M"]
P --> Q["A"]
Q --> R["B"]
R --> S["C"]
S --> T["D"]
T --> U["1-2"]
1)對叫出的功能設定值,用[A][B][C][D]鍵輸入變更的數值。
2)輸入低速起動轉速 2000rpm。
- 按[A]鍵在 1000 位輸入 2。
- 再按[B][C][D]键分别在各位输入0。
(4) 返回 通常模式
flowchart
graph TD
A["Start"] --> B["↑"]
B --> C["5 2 0 0 0"]
C --> D["M A B C D"]
D --> E["↓"]
E --> F["1-2 SL"]
F --> G["Downward Arrow"]
G --> H["Down"]
H --> I["7 2 0 9 9"]
I --> J["↑"]
J --> K["M A B C D"]
K --> L["↓ 1-2 SL"]
L --> M["Downward Arrow"]
同時按[↑]鍵和[↓],返回功能的確定及通常模式。低速起動的轉速被設定為2000rpm。
以上,低速起動的轉速設定結束。
1)開始縫的鬆線針數
開始縫的鬆線針數可以變更。
開始縫鬆線1~2針之後可以使空線環卷入變得漂亮。

鬆線針數是縫紉機從起動后開始的針數。
不是實際縫製物上的鬆線針數。
另外,有時不能按照低速起動轉速和針數來進行鬆線起動,比設定針數多鬆線。
2)結束縫鬆線針數
這是布端離開布端傳感器,開始鬆線的針數。

與實際離開縫製物布端的針數不一樣。
3)空線環卷入和平縫的變換
設定為 ON 後,全部停止空線環卷入功能,作為通常的平縫用縫紉機來使用。
另外,還可以使用簡易的布端傳感器的屏蔽來變換。詳細請參照 P26。
4. 模式的變換方法(從通常模式變換為各種模式)
操作時,請打開電源之後進行。
[表] 模式的變換方法
| 模式名稱 | 鍵操作 | 數字顯示 | 返回到通常模式的方法 | |
| P | 用通常模式按住[↓]鍵的同時按[↑]鍵2秒以上。 | 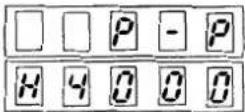 | *表示閃亮。*變為程序模式[P]。 | 同時按[↓]鍵和[↑]鍵。 |
| Q | 用通常模式按住[↓]鍵的同時按[A][C]鍵2秒以上。 | 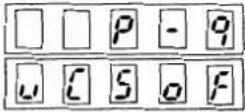 | *表示閃亮。*變為程序模式[Q]。 | |
| 2 | 用通常模式按住[↓]鍵的同時按[C][D]鍵2秒以上。 | 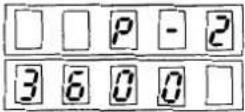 | *表示閃亮。*變為程序模式[2]。 | |
| 通常 | 這是打開電源的狀態。 | — | ||
關於其它模式,請參照 SC-380 使用說明書。
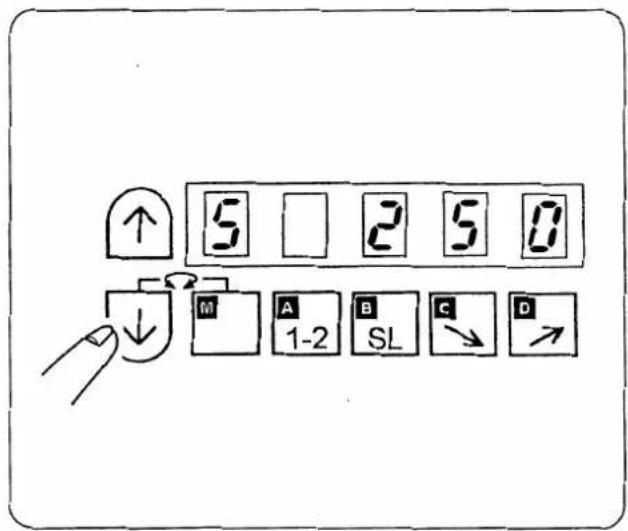
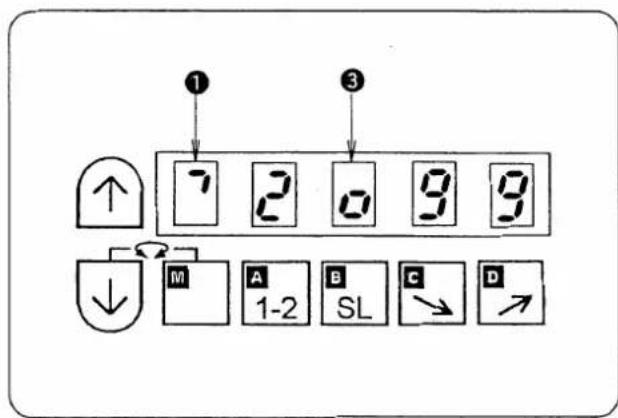
5. SC-380通常模式時的設定和顯示
打開電源開關之後變成以下的狀態。
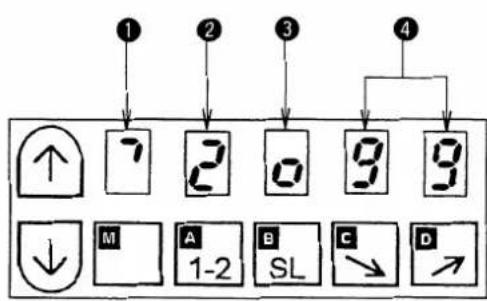
① 表示縫紉機的轉動方向。
請從皮帶輪側觀看,確認是否是向右轉動。
如果向左轉動時,有可能是機種選擇錯誤。
② 表示針停止位置的狀態。
1:針上停止
空信環卷入時,低速起動 ON 為標準設定。
④ 速度顯示
把設定的縫紉機最高盞速定為99,用與其最高轉速顯示的比例可以簡單地進行變更。(轉速的正確設定請參照 I..3)
例)最到轉速設定為8,000rpm時,將④的顯示作為50,可以變更為8,000rpm的50%大約4,000rpm。

縫製結束時的自動空線環縫速度不能變更。
- “99”為標準設定。
- 變更設定時,按[C]鍵、[D]鍵來進行變更。
Ⅱ. 空氣機器的安裝
組裝空氣機器時,在接頭等螺絲部卷上密封帶可以有效地防止漏氣。
1. 空氣調節器的安裝
注意
為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
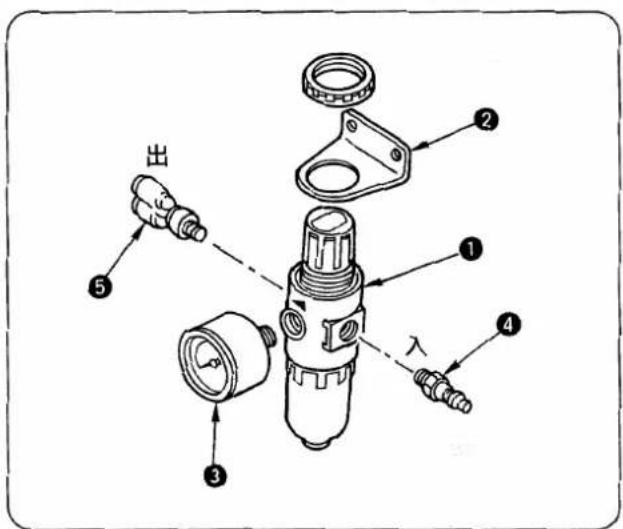
1)把安裝座②、標準附件③、接頭④⑤安裝到空氣調節器①上。
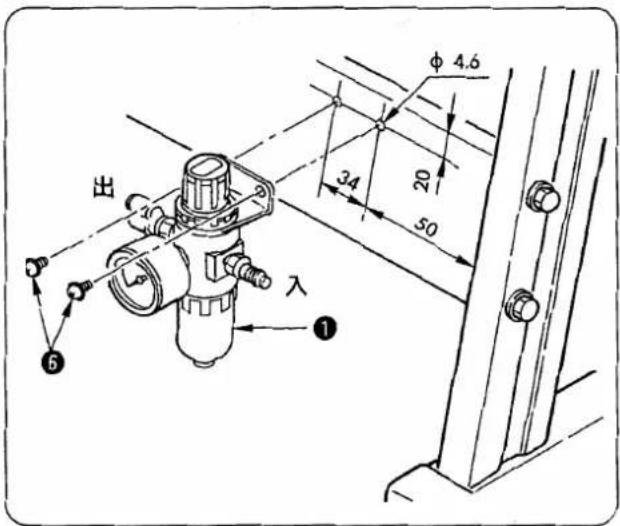
2)在腿的橫支柱上鑽2個φ4.6的孔,用帶緣螺絲⑥安裝空氣調節器①。
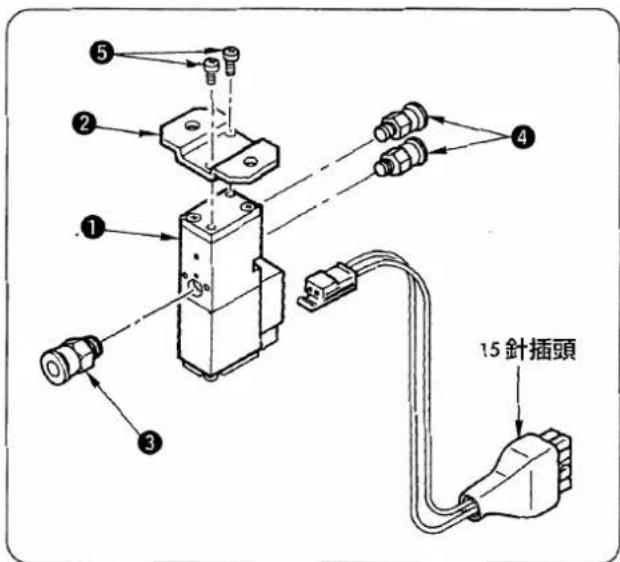
2. 電磁閥的安裝
注意
為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
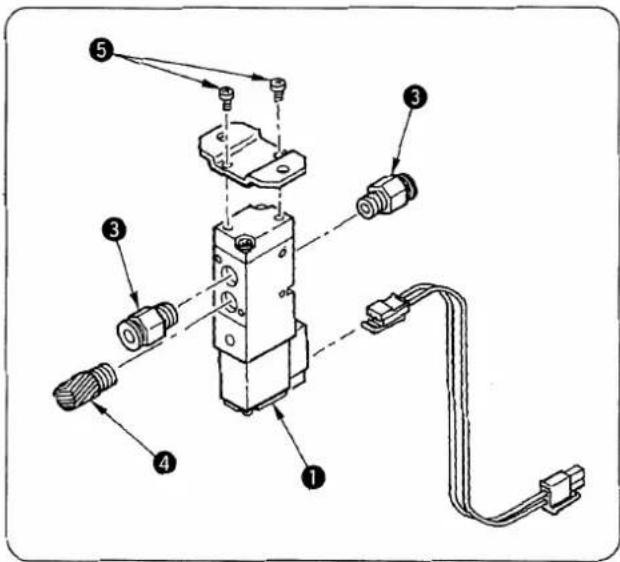
1)把安裝座②用螺絲⑤安裝到電磁閥①上。
2) 6 安装接頭接③,消音器④。
(2) 鬆線電磁閥
[LB-3 用]
1)用螺絲②把安裝座安裝到電磁閥①上。
2)安裝 6 接頭③, 4 接頭④。
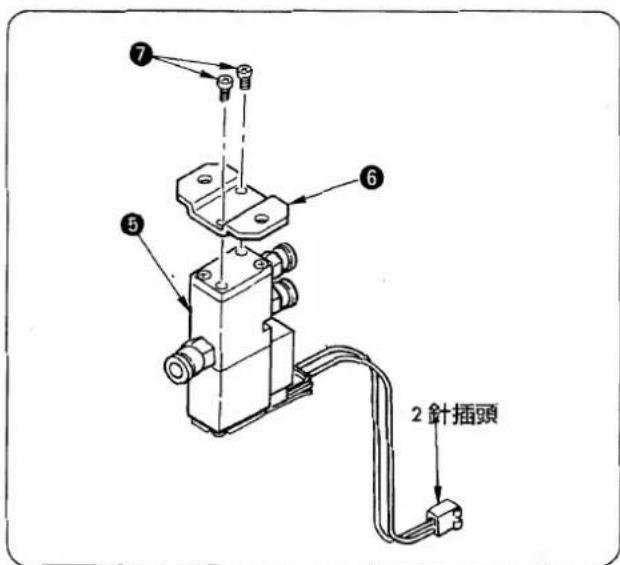
[LB-4 用]
3)用螺絲⑦把安裝座⑥安裝到電磁閥⑤上。
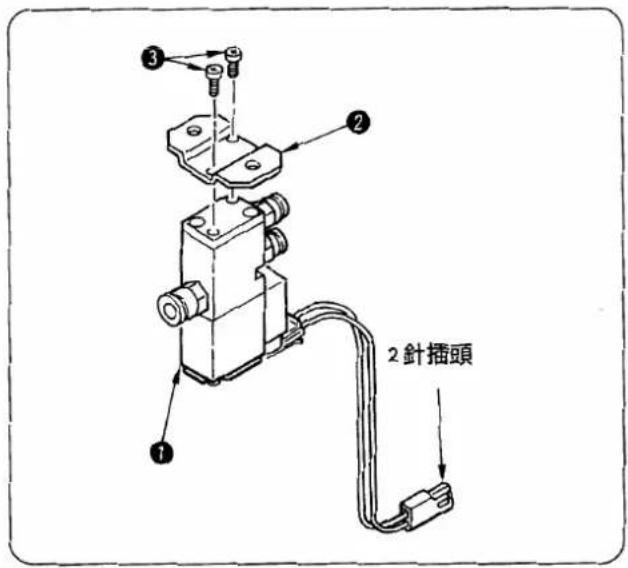
(3) 中爪驅動電磁閥 (LB-4 用)
用螺絲③把安裝座②安裝到電磁閥①上。
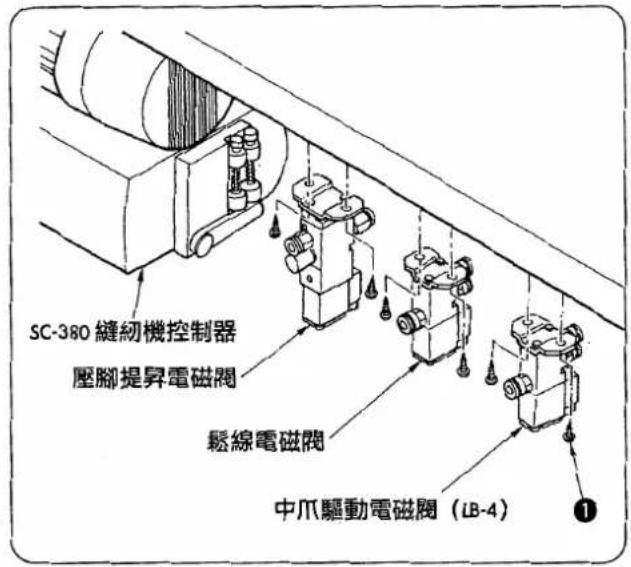
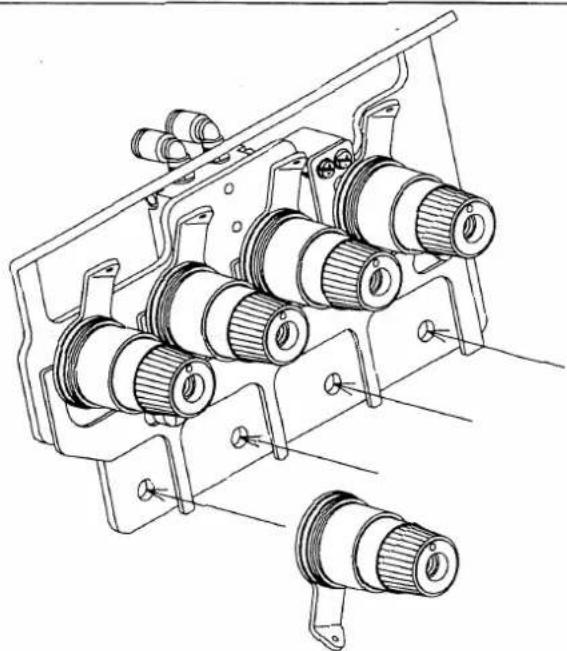
(4) 各種電磁閥往機台上的的安裝
用木螺絲①把電磁閥固定到機台背面面的馬達旁邊。
Ⅲ.縫紉機的組裝
1. 線張力總成(鬆線裝置)的組裝
注意
為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
請先把安裝在縫紉機上的線張力器卸下來,然後再把線張力總成安裝到上護罩上。
2. 壓腳提昇裝置的組裝
注意
為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
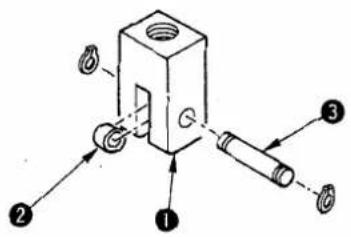
1)把方塊②、銷釘③安裝到缸筒連接部①,並用2個C環固定銷釘③。
2)把缸筒連接部①擰進缸筒桿的前端。
3)缸筒連接部①的位置,在把缸筒安裝到縫紉機機頭部後再進行調節,因此在適當的位置即可。鎖定螺母④這時也不固定。
4)組裝壓腳提昇缸筒接頭⑤。
(2) 往縫紉機機頭部的組裝
1)用螺絲⑦把壓腳提昇缸筒安裝座⑥固定到長孔的中心。
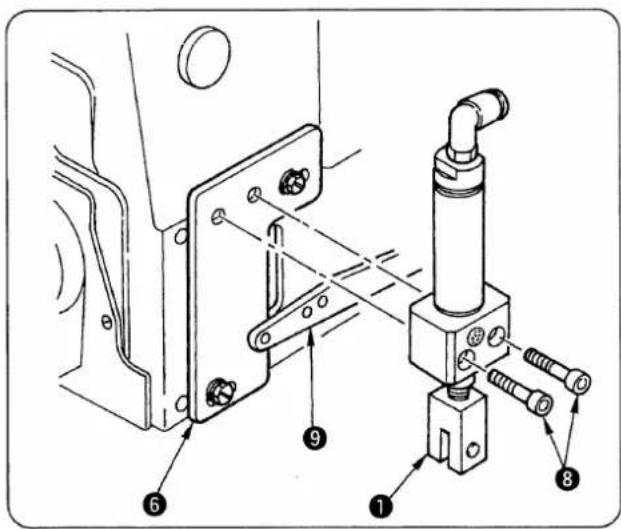
2)用螺絲用⑧把缸筒安裝到缸筒安裝座⑥上。 此時,把壓腳提昇撥桿⑨插入缸筒連接部①的雙叉部。
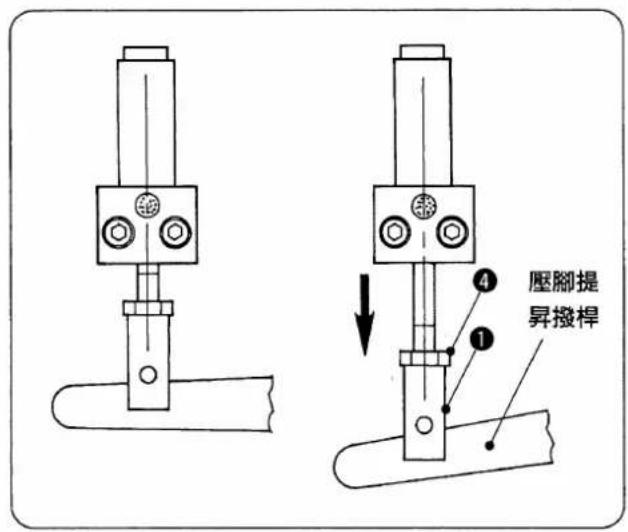
(3) 壓腳提昇裝置的調節
1)調節缸筒連接部①的位置。 空氣汽缸縮進時壓腳提昇撥桿應在下方向有游動,空氣汽缸伸長時壓腳提昇量應確保。
2)位置決定之後,用鎖定螺母④固定汽缸連接部①。
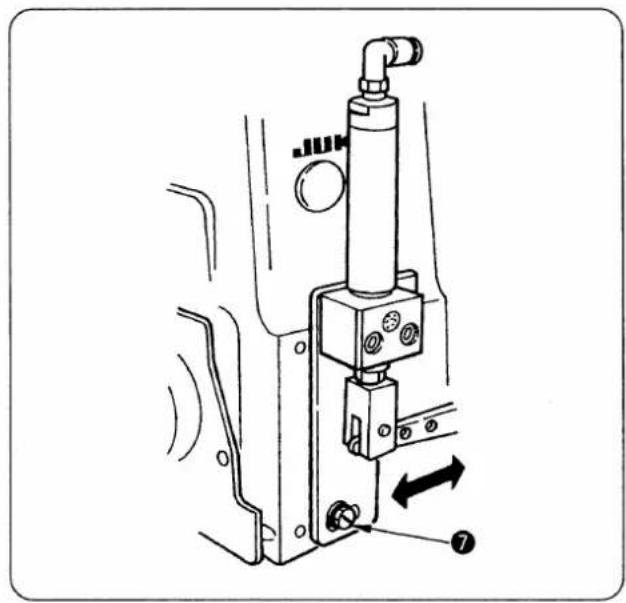
3)汽缸連接部①的位置不能調節時,請擰鬆螺絲⑦在長孔範圍移動壓腳提昇氣缸安裝座⑥進行調節。
IV. 安装設定
1. 縫紉機機頭部的設置
注意
為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
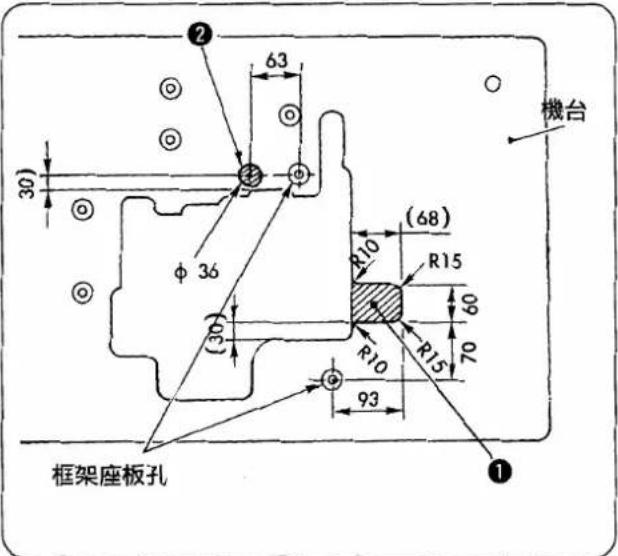
(1) 機台的追加加工
使用JUKI貨號11959707以外的機台時,請鑽同步器用暗孔①和電纜類安裝孔②。
(2) 在框架座板上面設置縫紉機機頭部,掛皮帶。
請參照 SC-380 使用說明書,調整皮帶張力。
(運轉縫紉機如果皮帶的擺動過大時,請重新調整皮帶張力。)
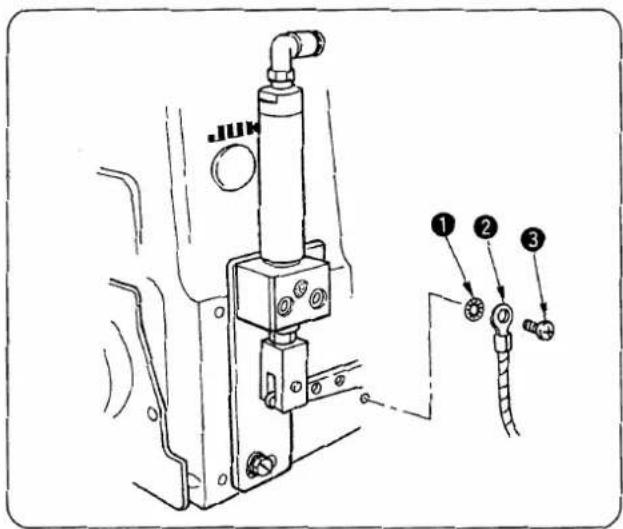
縫紉機背面標有地線記號。請在其螺絲孔上按軋花墊片①,地線②,固定螺絲③的順序安裝。
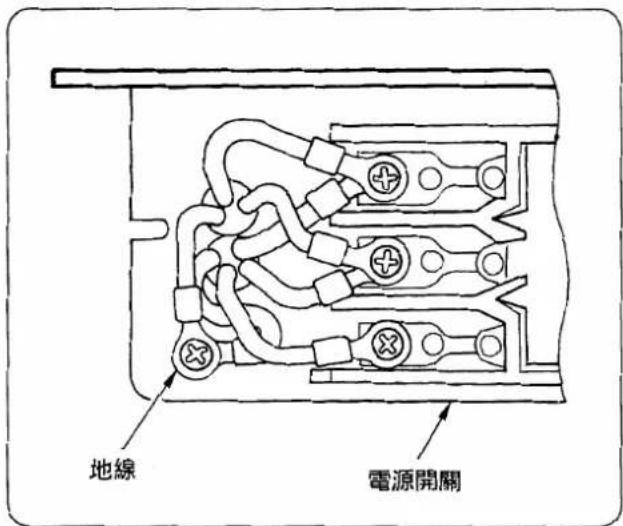
2)電源開關箱側
把縫紉機上安裝的底線對面的端子連接到電源開關箱的地線上。
地線電纜線從和縫紉機的皮帶不接觸的地方穿過。

請在電源插座拔下的狀態進行作業。
打開電源開關的蓋子,把地線連接到二次側的地線上。
2. 同步器的調整
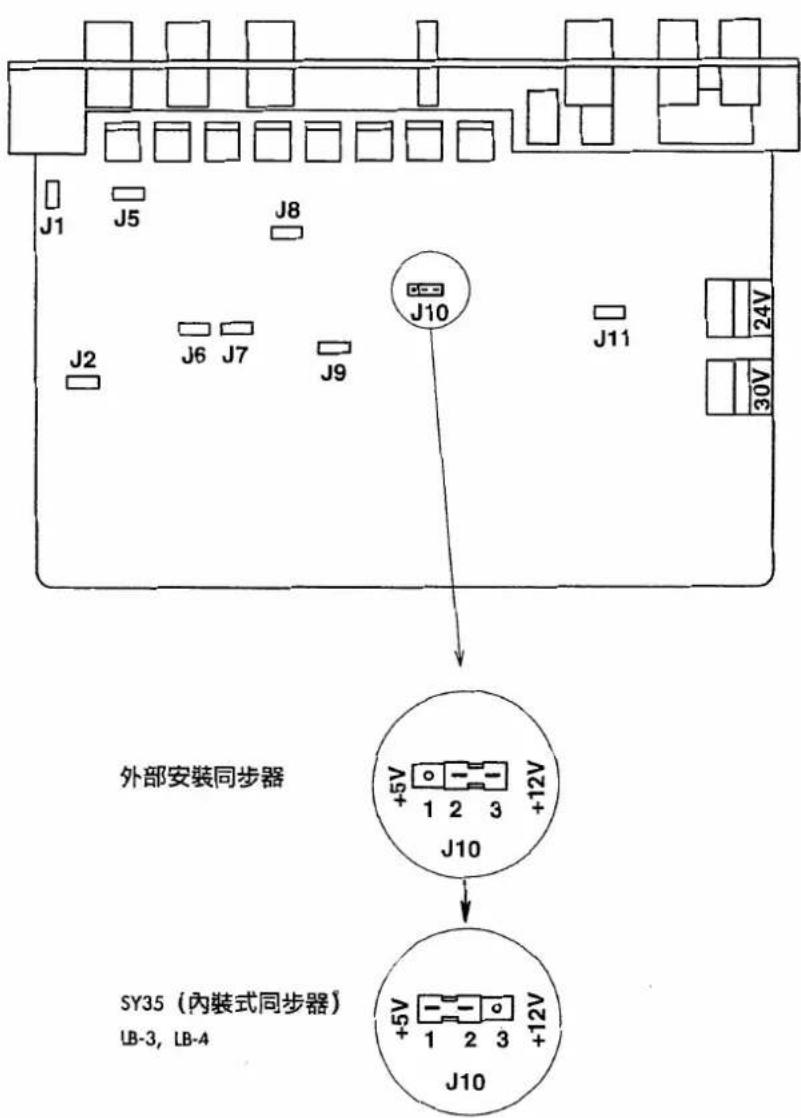
(1) SC-380 棘爪的變換
注意
為了防止觸電和損壞電氣零件造成的事故,請一定關掉電源,待操作盤顯示的[PWR.OF](大約顯示10秒)熄滅后再進行操作。同時,應請具有電氣專業知識的技術人員來進行作業。
請把 SC-380 前罩內的棘爪 J10 變換為 DC12V → DC5V。(LB-3,4 使用 SY35。)
確認停止位置以外時,請在關閉電源的狀態進行作業。
[上停位置]
1)用手轉動手輪,讓針桿呈下死點的狀態。
2)把手離開縫紉機,在縫紉機起動也安全的狀態打開電源。縫紉機大約轉半圈停止。此位置是縫紉機的上停止位置。
3)請按照 SY35 使用說明書把上停止位置調整到上彎針的最左點。
![JUKI LB4 - [上停位置] - 1](/content/2026/04/591828/images/19a5b249ecd03d0e415b7e7899e19e4677a845bd7f433d9c8c19c12ad7303f6d.jpg)
SY35 使用說明書中的上停止標準位置是針桿上死點,務請注意。
[下停位置]
![JUKI LB4 - [下停位置] - 1](/content/2026/04/591828/images/39e1885674970ad4ca6937bbf46d4a8237975b98b527b79abfa24e0d8ddb4db8.jpg)
flowchart
graph TD
A["↑"] --> B["2"]
C["↓"] --> D["M"]
E["A 1-2"] --> F["B SL"]
G["C"] --> H["D"]
I["2"] --> J["2"]
1)SC-380的通常模式顯示LED[A]呈“2”的狀態下進行調整。
2)用踏板起動縫紉機,離開踏板後縫紉機停止的位置是下停止位置。
3)請按照SY35使用說明書把下停止位置調整到針桿下死點。
調整完了之後,安裝上手輪和皮帶護罩。有關皮帶護罩的安裝等請參照SY35使用說明書。
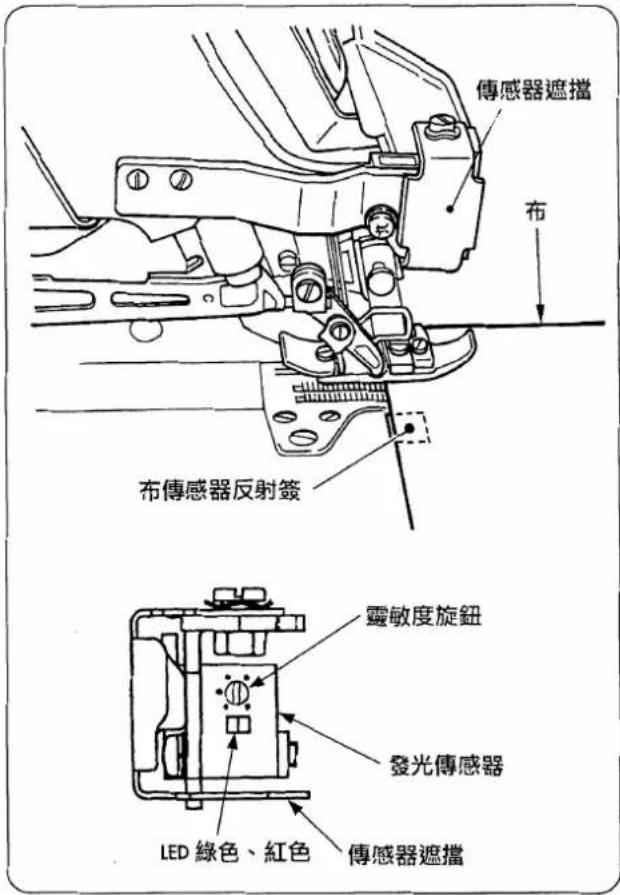
3. 布端傳感器的安裝
注意
為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
(1) 零件的安装
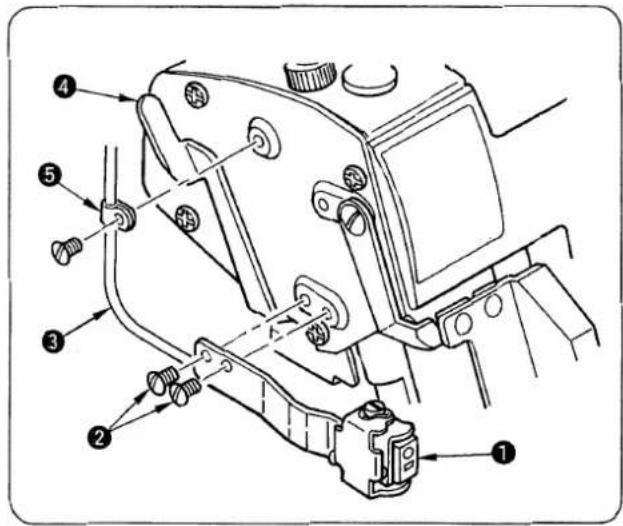
1)請用螺絲②把發光傳感器①安裝成與布台平行的位置。
2)把傳感器電纜③拉到壓腳提昇撥桿④,然後用電纜夾⑤固定。
(2) 與 SC-380 的連接
1)把發光傳感器的電纜從縫紉機背面的機台圓孔穿過。 有關與 SC-380 的連接,請參照 p20 “SC-380 插頭的連接”。
(3) 反射簽的黏貼
注意
因為縫絃機突然轉動很危險,所以請不要踩起動踏板。為了避免錯誤動作,請在不掛V形皮帶的狀態進行作業。
1)反射簽的黏貼
請事先把黏貼部分表面的油污擦去。
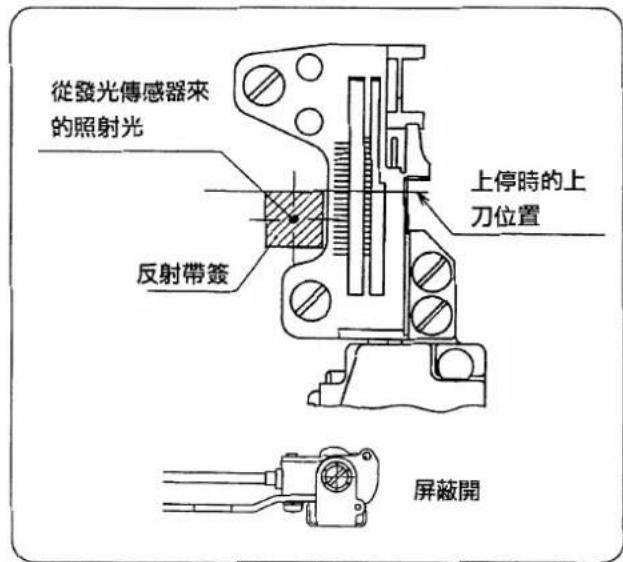
2)反射簽的黏貼位置:
(前後方向)請把上刀作為基準黏貼。
(左右方向)打開縫紉機電源,發光傳感器的紅色光被照射的位置。
3)在前後方向,如果發光傳感器的紅色光照射位置於黏貼反射簽對不齊時,請調整布端傳感器的安裝位置。

請在傳感器屏蔽"開"狀態下進行作業。
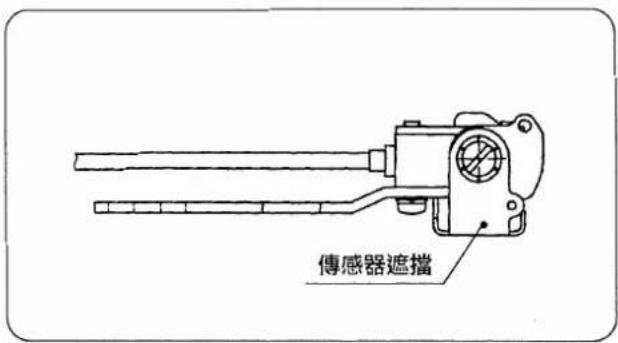
(4) 發光傳感器的靈敏度調整
注意
因為縫紉機突然轉動很危險,所以請不要踩起動踏板。為了避免錯誤動作,請在不掛V形皮帶的狀態進行作業。
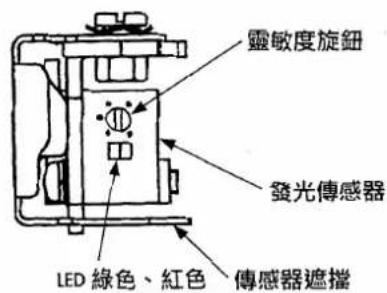
1)請按以下的方法調整發光傳感器靈敏度。
無布:綠色和紅色燈亮
有布:綠色燈亮,紅色燈滅
※傳感器屏蔽如右圖那樣呈開的狀態。
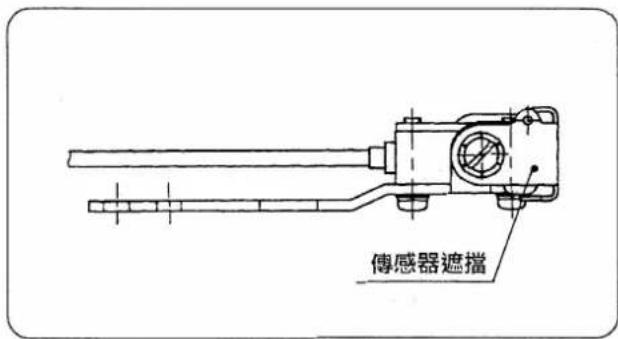
2)請根據縫製的布料情況,調節發光傳感器的靈敏度。
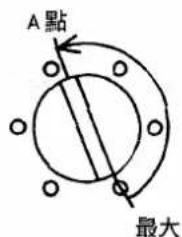
從最大逐漸降低靈敏度,穩定顯示燈(LED 綠色)滅燈的位置作為 A 點。
2)放布後的狀態
把使用布料放到布台的傳感器位置,從 A 點逐漸上昇靈敏度,把穩定顯示燈(LED 綠色)滅燈的位置作為 B 點。
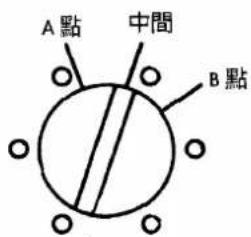
3)把靈敏度旋鈕設定到A點和B點的中間。
4)確認
無布時:綠色和紅色燈亮
有布時:綠色燈亮,紅色燈滅
以上確認之後,布端傳感器的靈敏度調整變完了。
4. 與 SC-380 的插頭連接
注意
為了防止觸電和損壞電氣零件造成的事故,請一定關掉電源,待操作盤顯示的[PWR.OF](大約顯示10秒)熄滅后再進行操作。同時,應請具有電氣專業知識的技術人員來進行作業。
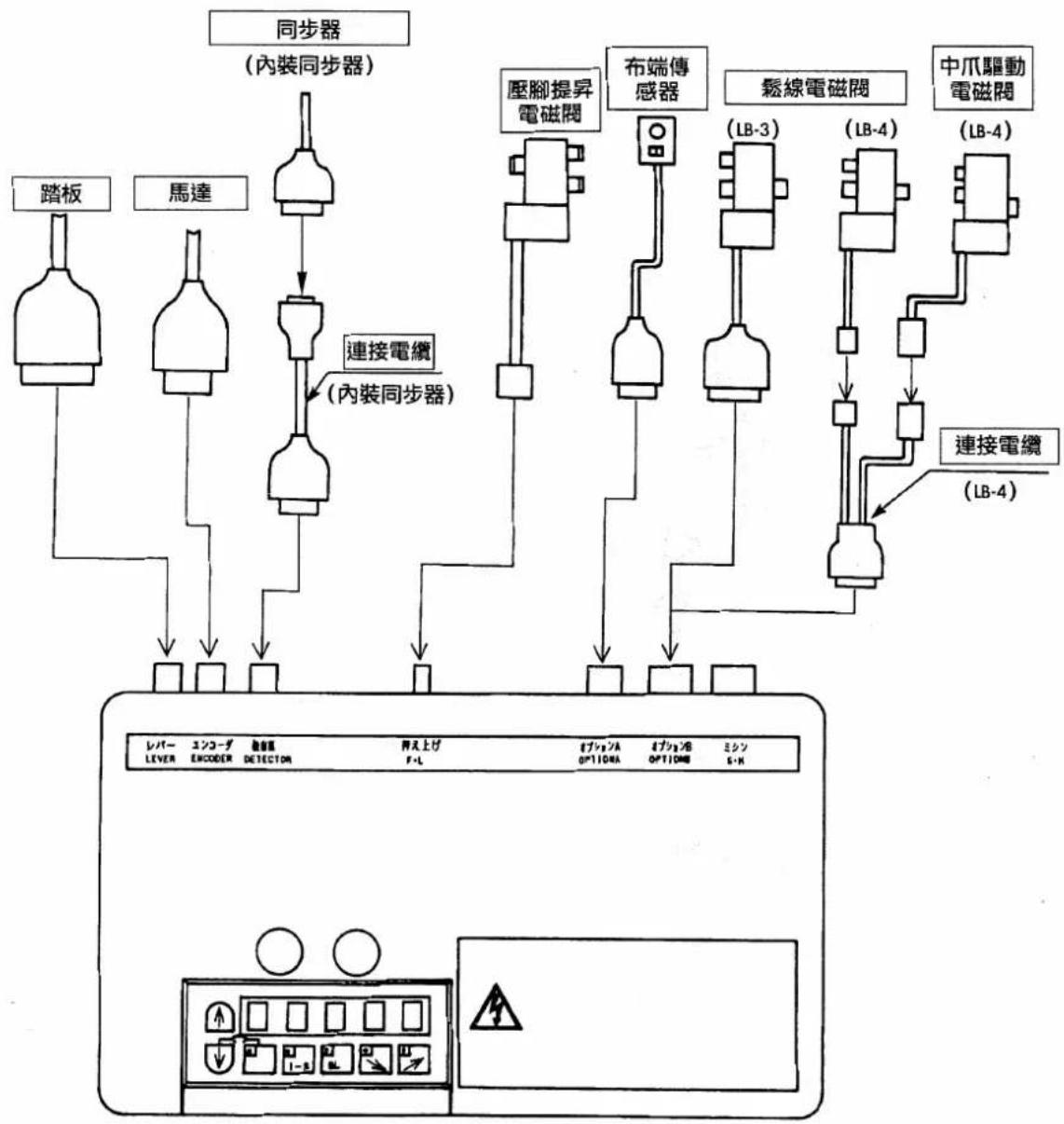
flowchart
graph TD
A["踏板"] --> B["同步器 (内装同步器)"]
C["馬達"] --> D["连接電纜 (内装同步器)"]
E["壓脚提昇電磁閥"] --> F["布端傳感器"]
G["鬆線電磁閥"] --> H["(LB-3)"]
I["中爪驅動電磁閥"] --> J["(LB-4)"]
K["連接電纜 (LB-4)"] --> L["連接電纜"]
M["LEVER"] --> N["レバー"]
M --> O["エンコーダ"]
M --> P["電容器"]
M --> Q["検索器"]
M --> R["开关上げ"]
M --> S["F·L"]
M --> T["オブレンス"]
M --> U["オブレンス母"]
M --> V["ミシン"]
M --> W["0*110mA"]
M --> X["0*110dB"]
M --> Y["G·H"]
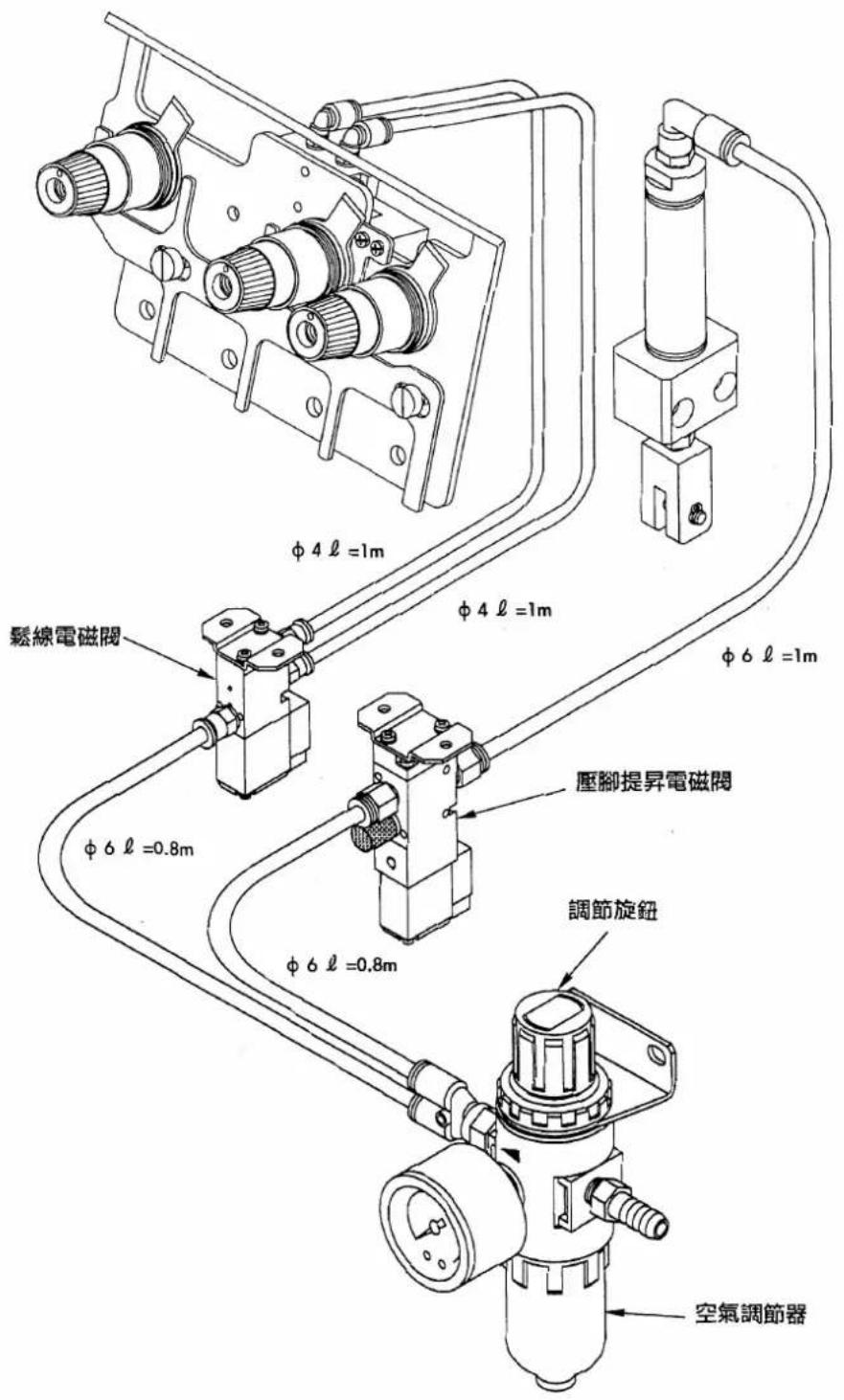
5. 空氣配管
注意
為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
(1) 請按照空氣配管圖進行配管。
1)LB-3時
請用扎線帶和套管把空氣管、電纜線捆扎套好,以免與V形皮帶、馬達、壓腳提昇桿等活動零件相碰。
(3) 空氣源的連接
1)把空氣調節器的調節旋鈕,在擰鬆的狀態下連接到空氣源上。

空氣壓力設定過高會損傷氣缸筒等。
2)空氣調節器的調整
請設定為 0.5Mpa。
擰緊空氣調節器的調節旋鈕進行調整。
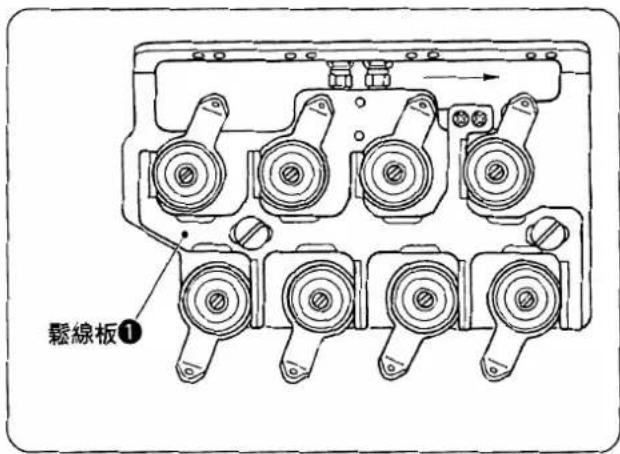
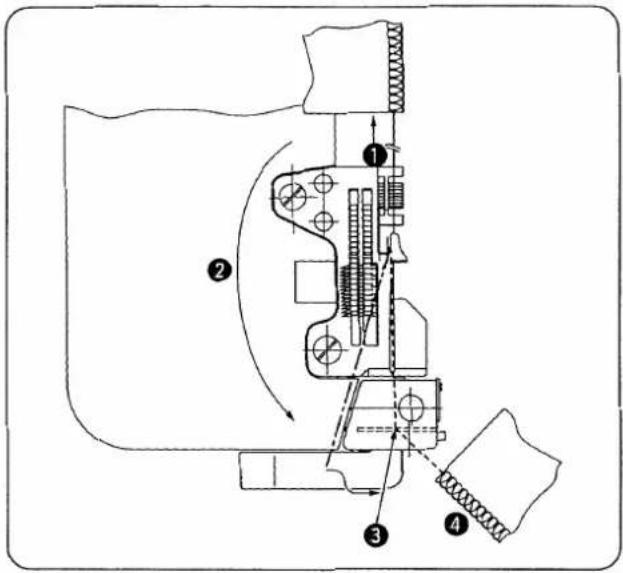
3)空氣配管的確認
① 在關閉電源的狀態下進行確認。
② 請確認鬆線板①是否進入上層的線張力器。
如果是與說明相反時,請把空氣源拔下,變換空氣管的連接。
V. 使用方法
為了防止機器的誤動作和損傷,請確認以下項目內容。
- 最初使用縫紉機之前,請把機器打掃干淨。
- 清除運送途中積存的灰塵,並加油。
- 請確認電壓設定是否正確。
- 請確認電源插頭是否正確連接。
- 電壓規格不同時,請絕對不要使用。
- 加油、機針的安裝方法、壓腳壓力的調節和拆卸方法、縫跡長度的調節、差動送布的調節、切刀和包邊寬度的調節、縫紉機機頭部的清掃、過濾器以及砲網的清掃、更換內容,請參照各有關使用說明書。
1. 穿線方法
注意
為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
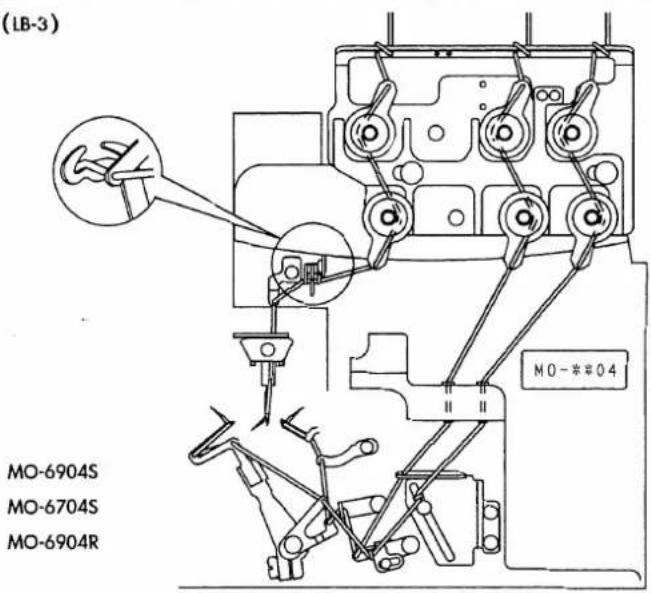
請按圖示進行穿線。
(彎針外罩側貼有穿線圖)
2. 踏板操作
注意
為了防止以外的起動發生人身事故的損傷回轉移,和針遺漏部附近手、頭發、衣服請不要挨近。

電源開關裝入,縫紉機上面死亡檢點知道為了半旋轉1轉啟動。回轉移,和針遺漏部附近如果挨近卷進頭發、衣服刺傷和,受傷。
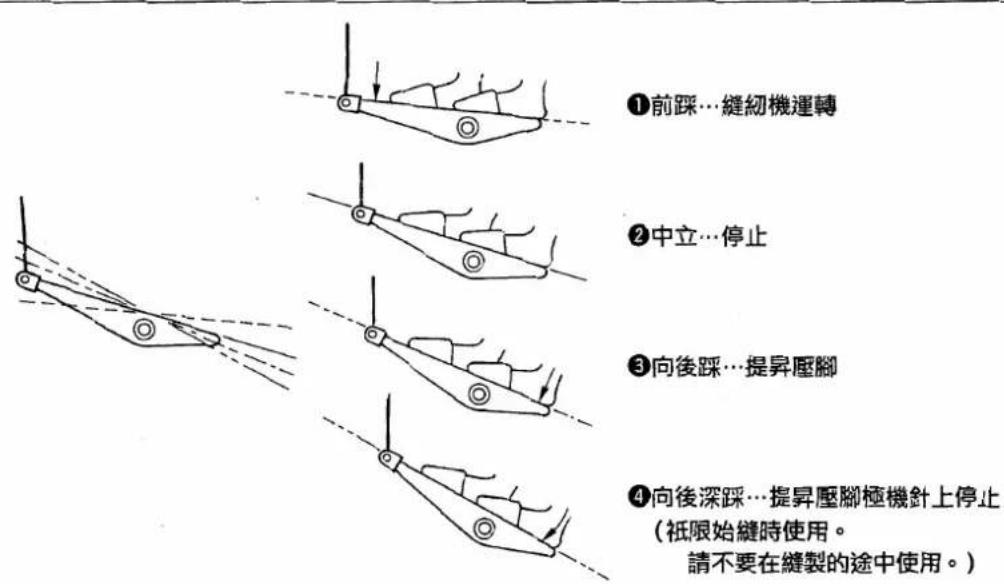
flowchart
graph TD
A["①前踩…縫紉機運轉"] --> B["②中立…停止"]
B --> C["③向後踩…提昇壓腳"]
C --> D["④向後深踩…提昇壓腳極機針上停止(抵限始縫時使用。請不要在縫製的途中使用。)"]

④向後深踩時,初期化空線環卷入動作。
因此,縫製途中如果實行了④的動作,便進入開始縫時“開始縫鬆線”。
請不要在縫製中實行④的動作。
3. 空線環卷入和平縫的變換(傳感器屏蔽)
開關布端傳感器的屏蔽,就可以變換使用空線環卷入用縫紉機和平縫用縫紉機。屏蔽的開關是轉動式。
1)屏蔽開
可以作為空線環卷入用縫紉機使用。
(無布時,前踩起動踏板縫紉機也不起動)
2)屏蔽閉
可以作為平縫用縫紉機使用。
(不管有無布縫紉機均起動)

-
屏蔽閉(平縫)時,打開電源後的第1次縫製和,向後深踩起動踏板後的動作是開始縫鬆線動作。
-
SC-380(電氣裝置)的設定,也可以變換空線環卷入用縫紉機和平縫用縫紉機。請參照 P5。
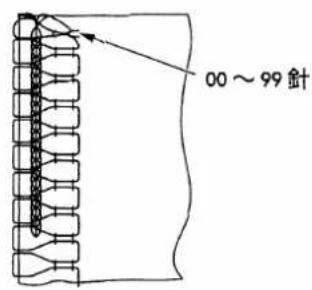
4. 空線環卷入縫
(1) 確認 SC-380 的顯示
打開電源後
①:請確認顯示向右轉動。
(表示縫紉機的轉動方向)
③:縫製。是否是“☐”。
(這表示是低速起動 ON)
請參照P8 “SC-380通常模式時的設定和顯示” 進行設定。
(2) 確認布的放置及布端傳感器
1)向後深踩起動踏板,機針、壓腳上昇。
2)把布放到上切刀裡面。
此時,發光傳感器的顯示:
有布:綠色和紅色燈亮
無布:綠色亮燈、紅色滅燈
請確認是否正確。
*傳感器屏蔽如右圖那樣呈開的狀態。
3)發光傳感器的顯示不正常時,請更換反射簽(P30項或調整發光傳感器的靈敏度(P19)。
(3) 起動
向前踩起動踏板之後縫紉機起動。

- 如果布料沒有放到傳感器,踩起動踏板縫紉機也不起動。
- 縫製途中想提昇壓腳時,請向後踩起動踏板。(請不要向後深踩)
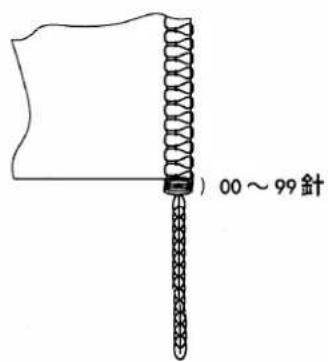
(4) 縫製結束
1)布端離開傳感器後,自動開始縫空線環。
設定針數的空線環縫製結束後縫紉機停止。

自天空線環縫製中,離開起動踏板縫紉機也不停止。
2)有關縫製結束(自動)空線環縫的速度、針數設定請參照P5。
(5) 空線環和布的分離
① 縫結束後向後輕輕拉空線環。
(針板爪和空線環分開的程度)
② 注意不要掛到送布牙上,擺動空線環。
③ 把空線環空轉到空線環壓板下面。
※把空線環拉到跟前拉緊。
④ 空線環進入針板槽之後,再向右邊拉,用固定刀切斷空線環。
- 縫製的調整
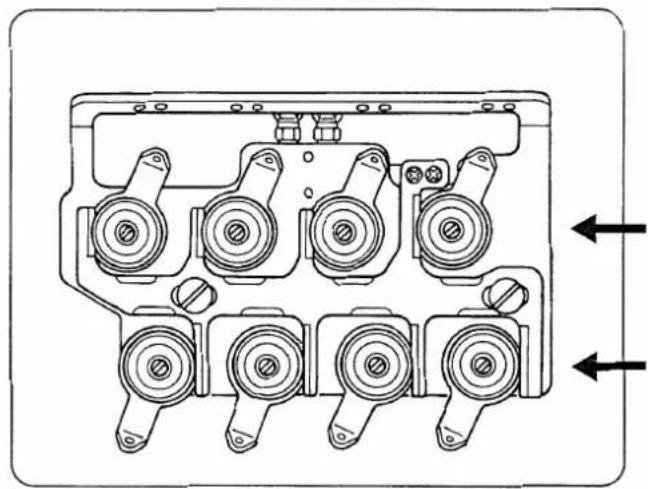
調整縫跡的線張力器是用2層線張力器中的下側的張力器。
上層的線張力器是空線環縫用的線張力器。
- 上層:空線環縫用
- 下段:縫跡用 請調整為適用的縫跡。
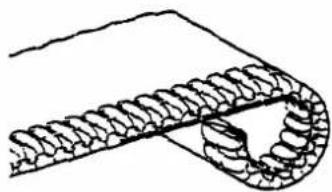
(2) 空線環
空線環狀態呈軟鏈狀態為理想。
請用上層的線張力器進行調整。

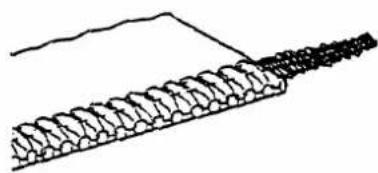
彎針線、針線的長度弄成一樣長。① (線環拉緊鬆開後有若干縮短)

請拉緊飛出的線。 有可能用針線縫空線環,卷入不良。②
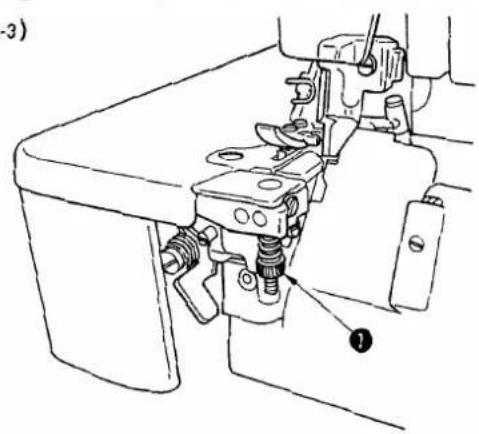
6. 空線環卷入裝置的調整
(1) 空線環壓腳彈簧壓力的調整
調整,請用空線環壓力調節螺絲①來進行。
(1B-3)
① 那樣,開始縫製的布端稍微向下卷為正常。
②
② 開始縫製的布端極端地向下卷時,請減弱彈簧壓力。
③
③ 開始縫製的空線環離開縫跡跑到外邊時,請增強彈簧壓力。
VI. 維修
1. 布端傳感器反射簽的更換

為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
反射簽由於經常於縫製物摩擦表面磨損反射性降低,所以必須更換。反射性能降低,開始縫時沒有布但是縫紉機也起動,縫製不成軟空線環,也不能卷入。調整傳感器之後也不行時請更換新的貼簽。
1)揭下布台上貼的反射簽。
2)把布台的傳感器貼簽面脫脂擦乾淨。

縫換反射簽之後,請重新調整傳感器的靈敏度。
關於傳感器的靈敏度的調整方法請參照 P27。
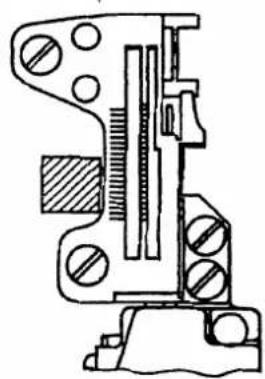
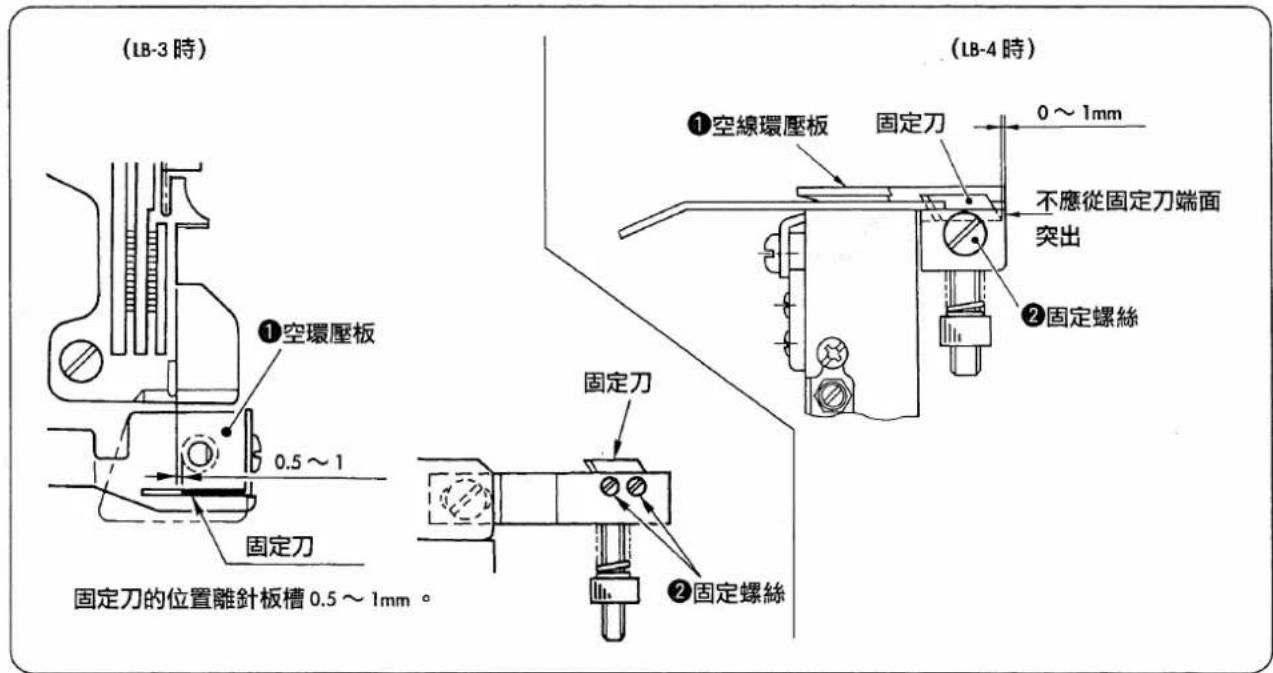
2. 固定刀的更换

為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
空線環切線變鈍後,請更換固定刀。
更換時,請注意不要讓固定刀切到手指等。
1)向上抬起空線環壓板轉動之後,就可以看見固定刀。
2)擰鬆固定螺絲,更換固定刀。

安裝固定刀時,注意安裝時不要碰到底面。空線環壓腳如果浮起空線環便不能保持良好形狀。
3. 中爪的調整
注意
為了防止突然的起動造成損傷,請關掉電源之後再進行作業。
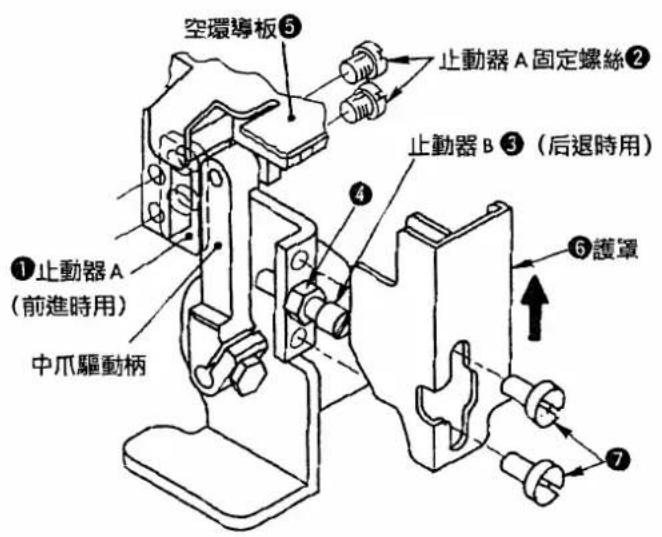
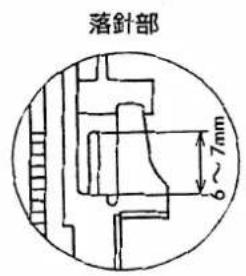
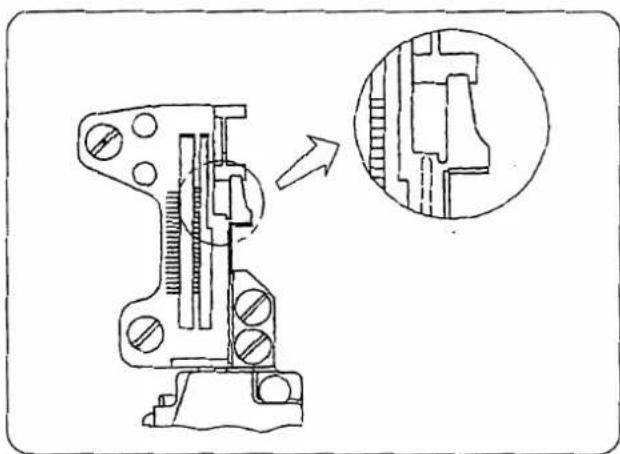
(1) 中爪指突出量的調整
中爪突出針板6~7mm的位置安裝止動器A①。
此時,止動器 A 面接觸,用固定螺絲②組裝固定。
(調整止動器 B ③使突出量為6\~7 mm,然後用止動器 A ①頂住以方便作業。

中爪過度突出後會發生斷針的危險。
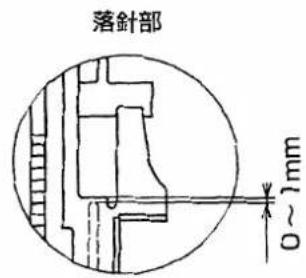
(2) 中爪后退位置的调整
中爪的前端離針板0~1mm的位置安裝止動器B③。調整後用固定螺母④固定止動器B③。
(用止動器塞B③調整為同面之後,把止動器B轉動1/2~3/4圈以方便作業)

如果中爪拉得過度,動作會變壞。
(3) 護罩的安裝
護罩⑥向箭頭方向輕輕推,頂到空線環導板⑤,用固定螺絲⑦固定。
VII. 空線環卷入縫的故障處理
| 故障處理 | 請參照 | |
| 1.空線環卷入不良時 | ||
| 1空線環做成軟鏈狀態。 | P28 | |
| 2增強空線壓力。 | P29 | |
| 3增加開始縫製的的鬆線針數。 | P5 | |
| 4下降低速起動的轉速。 | P5 | |
| 5增加低速起動的針數。 | P5 | |
| 2.開始縫時針線鬆弛時 | ||
| 1減少開始縫的鬆線針數。 | P5 | |
| 2下降低速起動的轉速。 | P5 | |
| 3增加低速起動的針數。 | P5 | |
 鬆弛1~2針空線環卷入會變的漂亮。 鬆弛1~2針空線環卷入會變的漂亮。 | ||
| 其它檢查項目 | ||
| 1是否設定為空線環卷入模式? | P5 | |
| 2低速起動是否為ON? | P5(8、9) | |
| 3空線環壓板能否浮起? | P30 | |
| 4鬆線板是否被拉住,動作是否正常? | P12 | |
| 5布料是否放到上刀裡面? | P27 | |
DEUTSCH
- 版權所有,嚴禁擅自轉載、翻印本書的內容。
對本產品如有不明之處,請向代理店或本公司營業部門詢問。
※ 本使用說明書中的規格因改良而發生變更,請訂貨時確認。