
Neopulse 220 C XL - сварочный аппарат GYS - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно Neopulse 220 C XL GYS в формате PDF.

| Марка | GYS |
| Модель | Neopulse 220 C XL |
| Тип продукта | Полуавтоматический многофункциональный сварочный аппарат |
| Способы сварки | MIG/MAG (GMAW/FCAW), TIG DC (GTAW), MMA (SMAW) |
| Электропитание | 230 В однофазное, 50-60 Гц, вилка CEE7/7 16 А |
| Макс. выходной ток | 220 A (в зависимости от ПВ) |
| ПВ (40°C) | Согласно стандарту EN60974-1, цикл 10 мин (не указано) |
| Диаметр проволоки MIG/MAG | Сталь/Нерж. 0,6-1,0 мм; Алюминий 0,8-1,2 мм; Без газа 0,9-1,2 мм; CuSi/CuAl 0,8-1,0 мм |
| Вместимость катушки | До Ø 300 мм (версия XL) |
| Степень защиты | IP23S |
| Рабочая температура | -10°C до +40°C |
| Полярность | Реверсивная (кабель для смены полярности в комплекте) |
| Основные функции | Синергетический, Импульсный, Точечный (Spot/Tack), E-TIG, Arc Force, Anti-Sticking, Hot Start |
| Пользовательский интерфейс | Цифровой дисплей с ручками и кнопками, меню Процессы/Параметры/Система |
| Подключение | Порт USB для обновления и экспорта данных |
| Защитный газ | Аргон, смеси Ar/CO2, чистый CO2 (с подогревом), чистый аргон для алюминия |
| Охлаждение | Вентилятор (опциональный блок охлаждения для водяной горелки) |
| Обслуживание | Регулярная очистка от пыли, проверка соединений, калибровка скорости и кабелей |
| Комплектация | Горелка MIG/MAG, кабель заземления, кабель смены полярности, манометр-редуктор, USB-флешка (в зависимости от версии) |
| Безопасность | Термозащита, защита от перенапряжения/пониженного напряжения, детектор замыкания на землю, блокировка по коду пользователя |
| Гарантия | 2 года на запчасти и работу (кроме нормального износа и неправильного использования) |
Часто задаваемые вопросы - Neopulse 220 C XL GYS
Вопросы пользователей о Neopulse 220 C XL GYS
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего сварочный аппарат в формате PDF бесплатно! Найдите своё руководство Neopulse 220 C XL - GYS и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. Neopulse 220 C XL бренда GYS.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ Neopulse 220 C XL GYS
Эти указания должны быть прочтены и поняты до начала любых работ. Изменения и ремонт, не указанные в этой инструкции, не должны быть осуществлены.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции использованием аппарата.
В случае проблемы или сомнений, обратитесь к квалифицированному профессионалу для правильного подключения.
ОКРУЖАЮЩАЯ СРЕДА
Это оборудование должно быть использовано исключительно для сварочных работ, ограничиваясь указаниями заводской таблички и/или инструкции. Необходимо соблюдать указания по мерам безопасности. В случае ненадлежащего или опасного использования производитель не несет ответственности.
Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурный диапазон
Использование между -10 и +40°Ц (+14 и +104°Ф).
Хранение: от -20 до +55°Ц (от -4 до 131°Ф).
Влажность воздуха:
Меньше или равно 50% при 40°Ц (104°Ф)..
90% или ниже при 20°Ц (68°Ф).
Высота над уровнем моря
До 1000м высоты над уровнем моря (3280 футов).
ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖАЮЩИХ
Дуговая сварка может быть опасной и вызвать тяжелые и даже смертельные ранения.
Сварочные работы подвергают пользователя воздействию опасного источника тепла, светового излучения дуги, электромагнитных полей (особое внимание лицам, имеющим электрокардиостимулятор), сильному шуму, выделениям газа, а также могут стать причиной поражения электрическим током.
Что бы правильно защитить себя и защитить окружающих, соблюдайте следующие правила безопасности:

Чтобы защитить себя от ожогов и облучения при работе с аппаратом, надевайте сухую рабочую защитную одежду (в хорошем состоянии) из огнеупорной ткани, без отворотов, которая покрывает полностью все тело.

Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию.

Используйте средства защиты для сварки и/или шлем для сварки соответствующего уровня защиты (в зависимости от использования). Защищайте глаза при операциях очистки. Ношение контактных линз воспрещается.
В некоторых случаях необходимо окружить зону огнеупорными шторами, чтобы защитить зону сварки от лучей, брызг и накаленного шлака.
Предупредите окружающих не смотреть на дугу и обрабатываемые детали и надевать защитную рабочую одежду.

Носите наушники против шума, если сварочный процесс достигает звукового уровня выше дозволенного (это же относится ко всем лицам, находящимся в зоне сварки).
Держите руки, волосы, одежду подальше от подвижных частей (двигатель, вентилятор...).
Никогда не снимайте защитный корпус с системы охлаждения, когда источник под напряжением. Производитель не несет ответственности в случае несчастного случая.

Только что сваренные детали горячи и могут вызвать ожоги при контакте с ними. Во время техобслуживания горелки или электрододержателя убедитесь, что они достаточно охладились и подождите как минимум 10 минут перед началом работ. При использовании горелки с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься жидкостью.
Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и имущество.
СВАРОЧНЫЕ ДЫМ И ГАЗ

Выделяемые при сварке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может потребоваться дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщика-респиратором.
Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.
Будьте внимательны: сварка в небольших помещениях требует наблюдения на безопасном расстоянии. Кроме того, сварка некоторых металлов, содержащих свинец, кадмий, цинк, ртуть или даже бериллий, может быть чрезвычайно вредной. Следует очистить от жира детали перед сваркой.
Газовые баллоны должны храниться в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном положении и закреплены на стойке или тележке.
Ни в коем случае не варить вблизи жира или краски.
РИСК ПОЖАРА И ВЗРЫВА

Полностью защитите зону сварки. Возгораемые материалы должны быть удалены как минимум на 11 метров. Противопожарное оборудование должно находиться вблизи проведения сварочных работ.
Осторожно с брызгами горячего материала или искр. Они могут повлечь за собой пожар или взрыв даже через щели.
Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние.
Ни в коем случае не варите в контейнерах или закрытых трубах. В случае, если они открыты, то перед сваркой их нужно освободить от всех взрывчатых или возгораемых веществ (масло, топливо, остаточные газы ...).
Во время операции шлифования не направляйте инструмент в сторону источника сварочного тока или возгораемых материалов.
ГАЗОВЫЕ БАЛЛОНЫ

Газом, выходящим из газовых баллонов, можно задохнуться в случае его концентрации в помещении сварки (хорошо проветривайте).
Транспортировка должна быть выполнена безопасно: цилиндры закрыты, а источник сварочного тока выключен. Баллоны должны быть в вертикальном положении и закреплены на подставке, чтобы ограничить риск падения.
Закрывайте баллон в перерыве между двумя использованиями. Будьте внимательны к изменению температуры и пребыванию на солнце. Баллон не должен соприкасаться с пламенем, электрической дугой, горелкой, зажимом массы или с любым другим источником тепла или свечения.
Держите его подальше от электрических и сварочных цепей и, следовательно, никогда не варите баллон под давлением.
Будьте внимательны: при открытии вентиля баллона уберите голову от него и убедитесь, что используемый газ соответствует методу сварки.
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ

Используемая электрическая сеть должна обязательно быть заземленной. Соблюдайте калибр предохранителя указанный на аппарате.
Электрический разряд может вызвать прямые или косвенные ранения, и даже смерть.
Никогда не дотрагивайтесь до частей под напряжением как внутри, так и снаружи источника, когда он под напряжением (горелки, зажимы, кабели, электроды), т.к. они подключены к сварочной цепи.
Перед тем, как открыть источник, его нужно отключить от сети и подождать 2 минуты для того, чтобы все конденсаторы разрядились.
Никогда не дотрагивайтесь одновременно до горелки или электрододержателя и до зажима массы.
Если кабели, горелки повреждены, попросите квалифицированных и уполномоченных специалистов их заменить. Размеры сечения кабелей должны соответствовать применению. Всегда носите сухую одежду в хорошем состоянии для изоляции от сварочной цепи. Носите изолирующую обувь независимо от той среды, где вы работаете.
КЛАССИФИКАЦИЯ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ

Это оборудование класса А не подходит для использования в жилых кварталах, где электрический ток подается общественной системой питания низкого напряжения. В таких кварталах могут возникнуть трудности обеспечения электромагнитную совместимость из-за кондуктивных и индуктивных помех на радиочастоте.

При условии, что импеданс общественной низковольтной сети в точке общего соединения меньше Zmax = 0,349 Ом, данное оборудование соответствует IEC 61000-3-11 и может быть подключено к общественной низковольтной сети. Ответственность за обеспечение соответствия импеданса сети ограничениям импеданса лежит на установщике или пользователе оборудования, при необходимости проконсультировавшись с оператором распределительной сети. Это оборудование соответствует норме CEI 61000-3-12.
МАГНИТНЫЕ ПОЛЯ

Электрический ток, проходящий через любой проводник вызывает локализованные электромагнитные поля (EMF). Сварочный ток вызывает электромагнитное поле вокруг сварочной цепи и сварочного оборудования.
Электромагнитные поля EMF могут создать помехи для некоторых медицинских имплантатов, например электрокардиостимуляторов. Меры безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например: ограничение доступа для прохожих, или оценка индивидуального риска для сварщика.
Все сварщики должны использовать следующие процедуры для минимизации воздействия электромагнитных полей:
- расположите сварочные кабели вместе - по возможности закрепите их с помощью зажима;
• держитесь как можно дальше от сварочной цепи
Ни в коем случае не оборачивайте вокруг себя сварочные кабели. - Не размещайте корпус между сварочными кабелями. Держите оба сварочных кабеля на одной стороне корпуса;
- Подсоедините обратный кабель к заготовке как можно ближе к свариваемому участку;
- Не работайте рядом, не садитесь и не прислоняйтесь к источнику сварочного тока;
- не сваривать при транспортировке источника сварочного тока или устройства подачи проволоки.

Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным оборудованием.
Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия для здоровья.
РЕКОМЕНДАЦИИ ДЛЯ ОЦЕНКИ ЗОНЫ СВАРКИ И СВАРОЧНОЙ УСТАНОВКИ
Общие сведения
Пользователь отвечает за установку и использование установки ручной дуговой сварки, следуя указаниям производителя. При обнаружении электромагнитных излучений пользователь аппарата ручной дуговой сварки должен разрешить проблему с помощью технической поддержки производителя. В некоторых случаях это корректирующее действие может быть достаточно простым, например заземление сварочной цепи. В других случаях возможно потребуется создание электромагнитного экрана вокруг источника сварочного тока и всей свариваемой детали путем монтирования входных фильтров. В любом случае электромагнитные излучения должны быть уменьшены так, чтобы они больше не создавали помех.
Оценка сварочной зоны
Перед установкой оборудования дуговой сварки пользователь должен оценить возможные электромагнитные проблемы, которые могут возникнуть в окружающей среде. Что должно быть учтено:
(a) наличие над, под и рядом с оборудованием для дуговой сварки других силовых, управляющих, сигнальных и телефонных кабелей; б) Приемники и передатчики радио и телевидения.
(в) компьютеры и другое контрольное оборудование;
г) оборудование, имеющее решающее значение для безопасности, например защита промышленного оборудования;
д) здоровье людей, которые находятся поблизости например, при использовании кардиостимуляторов или слуховых аппаратов;
(e) оборудование, используемое для калибровки или измерения;
(ж) невосприимчивость другого оборудования к окружающей среде.
Пользователь должен убедиться в том, что все аппараты в помещении совместимы друг с другом. Это может потребовать дополнительных защитных мер;
(и) время суток, когда должны проводиться сварочные или другие работы.
Размеры рассматриваемой зоны сварки зависят от структуры здания и других работ, которые в нем проводятся. Рассматриваемая зона может простираться за пределы размещения установки.
Оценка сварочной установки
Помимо оценки зоны, оценка аппаратов ручной дуговой сварки может помочь определить и решить случаи электромагнитных помех. Оценка излучений должна учитывать измерения в условиях эксплуатации, как это указано в Статье 10 CISPR 11:2009. Измерения в условиях эксплуатации могут также позволить подтвердить эффективность мер по смягчению воздействия.
РЕКОМЕНДАЦИИ ПО МЕТОДИКЕ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
а. Общественная сеть снабжения: Оборудование для дуговой сварки должно быть подключено к общественному электроснабжению в соответствии с рекомендациями производителя. В случае возникновения помех возможно будет необходимо принять дополнительные предупредительные меры, такие как фильтрация общественной системы питания. Возможно защитить шнур питания аппарата с помощью экранизирующей оплётки, либо похожим приспособлением (в случае если аппарат ручной дуговой сварки постоянно находится на определенном рабочем месте). Необходимо обеспечить электрическую непрерывность экранизирующей оплётки по всей длине. Необходимо подсоединить экранизирующую оплётку к источнику сварочного тока для обеспечения хорошего электрического контакта между шнуром и корпусом источника сварочного тока.
6. Техническое обслуживание оборудования для дуговой сварки: Оборудование для дуговой сварки должно проходить регулярное техническое обслуживание в соответствии с рекомендациями производителя. Необходимо, чтобы все доступы, люки и откидывающиеся части корпуса были закрыты и правильно закреплены, когда аппарат ручной дуговой сварки готов к работе или находится в рабочем состоянии. Необходимо, чтобы аппарат ручной дуговой сварки не был переделан каким бы то ни было образом, за исключением настроек, указанных в руководстве производителя. В частности, следует отрегулировать и обслуживать искровой промежуток дуги устройств поджига и стабилизации дуги в соответствии с рекомендациями производителя.
в. СВАРОЧНЫЕ КАБЕЛИ Силовые кабели : кабели должны быть как можно короче и помещены друг рядом с другом вблизи от пола или на полу.
г. Эквипотенциальное соединение: Эквипотенциальные соединения: необходимо обеспечить соединение всех металлических предметов окружающей зоны. Тем не менее, металлические предметы, соединенные со свариваемой деталью, увеличивают риск для пользователя удара электрическим током, если он одновременно коснется этих металлических предметов и электрода. Оператор должен быть изолирован от таких металлических предметов.
д. Заземление заготовки: Заземление свариваемой детали: В случае, если свариваемая деталь не заземлена по соображениям электрической безопасности или в силу своих размеров и своего расположения, как, например, в случае корпуса судна или металлюконструкции промышленного объекта, то соединение детали с землей, может в некоторых случаях, но не систематически, сократить выбросы. Необходимо избегать заземление деталей, которые могли бы увеличить для пользователей риск ранений или же повредить другие электроустановки. При надобности, следует напрямую подсоединить деталь к земле, но в некоторых странах, которые не разрешают прямое подсоединение, его нужно сделать с помощью подходящего конденсатора, выбранного в зависимости от национального законодательства.
e. Защита и экранирование: Защита и экранизирующая оплётка: выборочная защита и экранизирующая оплётка других кабелей и оборудования, находящихся в близлежащем рабочем участке, поможет ограничить проблемы, связанные с помехами. Защита всей сварочной зоны может рассматриваться в некоторых особых случаях.
ТРАНСПОРТИРОВКА И ТРАНЗИТ ИСТОЧНИКА СВАРОЧНОГО ТОКА

Не пользуйтесь кабелями или горелкой для переноса источника сварочного тока. Его можно переносить только в вертикальном положении.
Не переносить источник тока над людьми или предметами.
Никогда не поднимайте газовый баллон и источник сварочного тока одновременно. Их транспортные нормы различаются. Желательно снять бобину проволоки перед тем, как поднимать или переносить источник сварочного тока.
УСТАНОВКА АППАРАТА
- Поставьте источник сварочного тока на пол, максимальный наклон которого 10^ .
- Предусмотрите достаточно большое пространство для хорошего проветривания источника сварочного тока и доступа к управлению.
- Не использовать в среде содержащей металлическую пыль-проводник.
- Источник сварочного тока должен быть укрыт от проливного дождя и не стоять на солнце.
- Оборудование имеет степень защиты IP23S, что означает :
- защита от доступа к опасным частям твердых тел диаметром >12,5 мм и,
-защита от дождя, направленного под углом 60° от вертикали, когда движущиеся части оборудования еще не работают.
Это оборудование может быть использовано вне помещения соответственно классу защиты IP23S.

Блуждающие сварочные токи могут разрушить заземляющие провода, повредить оборудование и электрические приборы и вызвать нагревание комплектующих, что может привести к пожару.
- Все сварочные соединения должны крепко держаться. Проверяйте их регулярно!
- Убедитесь в том, что крепление детали прочное и без электрических проблем!
- Соедините вместе или подвесьте все элементы сварочного источника, проводящие электричество, такие, как шасси, тележка и подъемные элементы, чтобы изолировать их!
- Не кладите на сварочный источник, на тележку или на подъемные элементы такие приборы, как дрели, точильные машинки и т.д., если они не изолированы!
- Всегда кладите сварочные горелки или электрододержатели на изолированную поверхность, когда вы их не используете!
Шнур питания, удлинитель и сварочный кабель должны полностью размотаны во избежание перегрева.

Производитель не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за неправильного и опасного использования этого оборудования.
ОБСЛУЖИВАНИЕ / РЕКОМЕНДАЦИИ


- Техническое обслуживание должно производиться только квалифицированным специалистом. Советуется проводить ежегодное техобслуживание.
- Отключите питание, выдернув вилку из розетки, и подождите 2 минуты перед тем, как приступить к техобслуживанию. Внутри аппарата высокие и опасные напряжение и ток.
- Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять все электрические соединения с помощью изолированного инструмента. Проверка должна осуществляться квалифицированным специалистом.
- Регулярно проверяйте состояние шнура питания. Если шнур питания поврежден, он должен быть заменен производителем, его сервисной службой или квалифицированным специалистом во избежание опасности.
- Оставляйте отверстия источника сварочного тока свободными для прохождения воздуха.
- Не использовать данный аппарат для разморозки труб, зарядки батарей/аккумуляторов или запуска двигателей.
УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ
Только опытный и уполномоченный производителем специалист может осуществлять установку. Во время установки убедитесь, что источник отключен от сети. Последовательные или параллельные соединения источника запрещены. Рекомендуется использовать сварочные кабели идущие в комплекте с аппаратом для оптимальной настройки машины.
ОПИСАНИЕ
Данное оборудование представляет собой однофазный источник питания для полуавтоматической «синергетической» сварки (MIG или MAG), дуговой сварки в среде защитного металла (MMA) и сварки тугоплавкими электродами (TIG). NEOPULSE 220C работает с катушками проволоки ∅ 200 мм. NEOPULSE 220C работает с катушками проволоки ∅ 200 мм.
ОПИСАНИЕ ОБОРУДОВАНИЯ (I)
1- Коннектор для газа 7- Подающий механизм
2- Кабельный ввод (сетевой кабель) 8- Интерфейс
3- Переключатель ON/OFF 9- Коннектор управления горелки Push Pull
4- Держатель бобины 10- Разъем европейского типа
5- Коннектор USB
6- Переключатель продувки газа и подачи проволоки
11- Гнездо положительной полярности
12- Гнездо отрицательной полярности
13- Кабель инверсии полярности
ИНТЕРФЕЙС ЧЕЛОВЕК-МАШИНА (ІНМ)

Пожалуйста, ознакомьтесь с инструкцией по эксплуатации интерфейса (ІНМ), которая является частью полной документации на оборудование.
ПИТАНИЕ - ВКЛЮЧЕНИЕ
Данное оборудование поставляется с вилкой 16 А типа СЕЕ7/7 и должно быть подключено только к однофазной электрической установке 230 В (50 - 60Гц) с 3 проводами с заземленным нулевым проводом. Эффективное значение потребляемого тока (I1eff) для использования при максимальных условиях указано на аппарате. Проверьте чтобы питание и защита (плавкий предохранитель и/или выключатель) совместимы с током, необходимым для работы аппарата. В некоторых странах возможно понадобится поменять вилку для использования при максимальных условиях. Пользователь должен обеспечить доступ к розетке.
- Источник питания предназначен для работы при электрическом напряжении 230В -20% +15%. В источнике срабатывает защита, если напряжение питания ниже 185Veff или выше 265Veff. (код ошибки появится на экране).
- Запуск производится поворотом переключателя вкл/выкл (I-3) на положение I и, наоборот, остановка производится поворотом на положение О. Внимание! Никогда не отключайте питание, когда аппарат под нагрузкой.
ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОГЕНЕРАТОРУ
Этот аппарат может работать от электрогенераторов при условии, что вспомогательная мощность отвечает следующим требованиям:
- Напряжение должно быть переменным с эффективным значением 230 В -20% +15% и с пиковым напряжением ниже 400В,
- Частота должна быть 50 - 60Гц.
Очень важно соблюдать эти условия, т.к многие электрогенераторы выдают пики напряжения, которые могут повредить оборудование.
ИСПОЛЬЗОВАНИЕ УДЛИНИТЕЛЯ
Удлинители должны иметь длину и сечение в соответствии с напряжением оборудования. Используйте удлинитель, отвечающий нормам вашей страны.
| Напряжение на входе Длина - отрезок удлинительного кабеля (Длина < 45 м) | |
| 230 В 2.5 мм2 | |
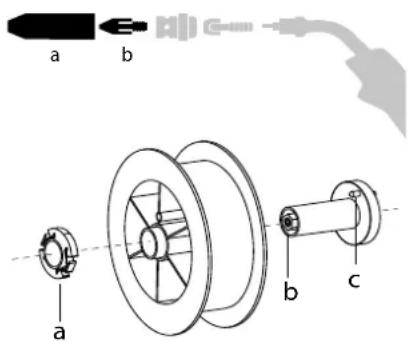
УСТАНОВКА БОБИНЫ
text_image
a b a b c- Снимите сопло (a) и контактную трубку (b) с горелки MIG/MAG.
- Откройте крышку генератора.
- Установите бобину на держатель.
- Обратите внимание на приводной штифт (с) стойки мотовила. Чтобы установить катушку диаметром 200 мм, максимально затяните пластиковый держатель катушки (а). Для установки катушки ∅ 200 мм на версию 220 С XL рекомендуется использовать адаптер (клин), поставляемый вместе с изделием.
- Отрегулируйте тормоз бобины (b) так, чтобы при остановке сварки бобина по инерции не запутала проволоку. Не зажимайте слишком сильно. Это может привести к перегреву двигателя.
УСТАНОВКА ПРИСАДОЧНОЙ ПРОВОЛОКИ
text_image
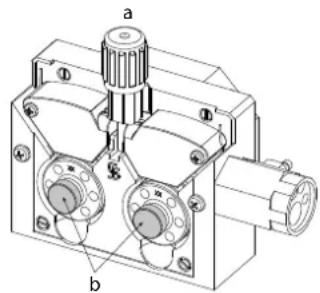
a bЧтобы заменить ролики, выполните следующие действия:
- Ослабьте ручки (а) до максимума и опустите их.
- Открутите винты крепления ролика (b).
- Установите соответствующие ролики двигателя для вашего применения и затяните крепежные винты.
Поставляемые ролики - это стальные ролики с двойной канавкой (0.8 и 1.0).
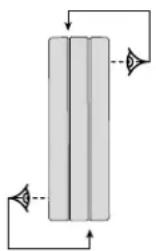
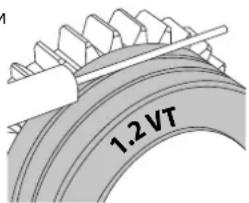
- Проверьте надпись на ролике, чтобы убедиться, что они соответствуют диаметру проволоки и материалу проволоки (для проволоки ∅ 1,2 используйте паз ∅ 1,2).
- Используйте ролики с V-образной канавкой для стальной проволоки и другой жесткой проволоки.
- Используйте ролики с U-образной канавкой для алюминиевых проводов и других легированных проводов, гибких.
: надпись видна на ролике (пример: 1.2 VT)
→: желоб для использования
text_image
1.2 VT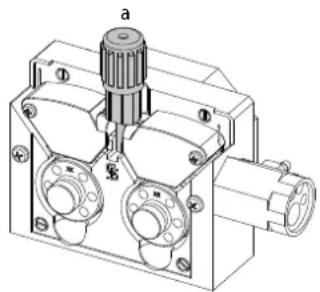
Чтобы установить присадочный провод, выполните следующие действия:
- Ослабьте ручки до максимума и опустите их.
- Вставьте провод, затем закройте подающий механизм двигателя и затяните ручки, как указано.
- Приведите в действие двигатель с помощью кнопки включения резака или кнопки ручной подачи проволоки (I-6).

Примечания
- Слишком узкий шланг может вызвать проблемы с подачей и перегревом двигателя.
- Коннектор горелки должен также быть хорошо затянут во избежание перегрева.
- Проверьте, чтобы ни проволока, ни бобина не касались механических блоков аппарата. В обратном случае существует опасность короткого замыкания.
РИСК ОЖОГОВ, СВЯЗАННЫЙ С ПОДВИЖНЫМИ ЭЛЕМЕНТАМИ

Подающие устройства имеют подвижные элементы, в которые могут попасть руки, волосы, одежда или инструменты и
таким образом привести к ранениям!
- Не приближайте руки к подвижным или поворачивающимся элементам, а также к деталям привода!
• Проследите за тем, чтобы все крышки корпуса или защитные крышки были закрыты во время работы!
- Не носите перчатки, когда продеваете проволоку или заменяете катушку.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТАЛИ / НЕРЖАВЕЮЩЕЙ СТАЛИ (РЕЖИМ МАГ)
Аппарат может сваривать стальную и нержавеющую проволоку диаметром от 0,6 до 1,6 мм (II-A).
Аппарат изначально укомплектован, чтобы сваривать стальной проволокой ∅ 1,0 мм (ролики ∅ 0.8/1.0). Контактная трубка, желоб ролика и шланг горепки предназначены для этого применения. Чтобы варить проволокой диаметром 0,6 мм, используйте горелку длиной не больше 3 м. Рекомендуется заменить контактную трубку, а также ролик катушки двигателя на модель с канавкой 0,6 (арт. 042353). В этом случае, его нужно установить таким образом, чтобы была видна надпись 0,6.
Использование аппарата для сварки стали требует специфический газ (Ar + CO2). Пропорция CO2 может меняться в зависимости от типа используемого газа. Для нержавейки используйте смесь с 2%-содержанием CO2. При сварке чистым CO2 необходимо подключить подогреватель газа к газовому баллону. Для конкретных требований к газу, пожалуйста, свяжитесь с вашим дистрибьютором газа. Расход газа при сварке стали от 8 до 15 л/мин в зависимости от окружающей среды.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА АЛЮМИНИЯ (РЕЖИМ MIG)
Аппарат может сваривать алюминиевую проволоку диаметром от 0,8 до 1,2 мм (II-B).
Использование аппарата для сварки алюминия требует специфический газ - чистый аргон (Аг). Для выбора газа спросите совета специалиста по продаже газа. Расход газа при сварке алюминия от 15 до 25 л/мин в зависимости от окружающей среды и опыта сварщика. Вот различия между применением стали и алюминия:
- Используйте специальные ролики для сварки алюминия.
- Отрегулируйте давление нажимных роликов подающего механизма на минимум, чтобы не раздавать проволоку.
- Капиллярную трубку, предназначенную для направления проволоки от подающего механизма до евроразъема, нужно использовать
только при сварке стали/нержавейки. - Горелка : используйте специальную горелку для алюминия. Эта горелка для алюминия оснащена тефлоновым шлангом, чтобы ограничить трения. НЕ ОБРЕЗАТЬ шланг по краю стыка! Этот шланг используется для направления проволоки от роликов.
- Контактная трубка используйте СПЕЦИАЛЬНУЮ контактную трубку для алюминия, соответствующую диаметру проволоки.

При использовании красной или синей оболочки (сварка алюминия) рекомендуется использовать аксессуар 91151 (II-C). Этот аксессуар из нержавеющей стали направляет трубку, улучшая ее центрирование и облегчая подачу проволоки.

Видео
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА CUSI И CUAL (РЕЖИМ СВАРКИ-ПАЙКИ)
Аппарат может сваривать проволоку CuSi и CuAl диаметром от 0,8 до 1,0 мм.
Таким же образом, как и для стали, пользуйтесь капиллярной трубкой и горелкой со стальным шлангом. Для сварки-пайки используйте чистый аргон (Ar).
Оборудование может сваривать проволоку без газовой защиты (No Gas) от ∅ 0,9 до 1,2 мм. Сварка порошковой проволокой со стандартным соплом может привести к перегреву и повреждению горелки. Снимите оригинальное сопло с вашей горелки MIG-MAG.
ВЫБОР ПОЛЯРНОСТИ
Полярность + Полярность -
Для сварки MIG/MAG в газовой среде обычно требуется положительная полярность.
Для сварки MIG/MAG без газовой защиты (No Gas) обычно требуется отрицательная полярность.
В любом случае, при выборе полярности обратитесь к рекомендациям производителя проводов.
ПОДКЛЮЧЕНИЕ ГАЗА
- Привинтите подходящий сварочный редуктор к газовому баллону. Соедините его со сварочным аппаратом с помощью шланга (поставляется в комплекте). Установите 2 затяжных хомута, чтобы не было утечек.
- Убедитесь, что газовый баллон надежно удерживается, соблюдая крепление цепи к генератору.
- Отрегулируйте расход газа с помощью колесика на редукторе.
Пометки: для упрощения регулировки расхода газа приведите в действие ведущие ролики нажатием на кнопку горелки (ослабьте колесико моторизированного подающего механизма, чтобы проволока не подавалась). Максимальной напор газа. 0,5 МПа (5 бар).
Этот алгоритм не работает для сварки в режиме « No Gas ».
РЕКОМЕНДУЕМЫЕ КОМБИНАЦИИ
| (мм) | Ток (А) ∅ проволоки (мм) Сопло (мм) Скорость потока (л/мин) | ||||
| M/G | 0.8-2 20-100 0 | 8 12 10-12 | |||
| 2-4 100-200 1 | 0 12-15 12-15 | ||||
| 4-8 200-300 1 | 0/1.2 | 15-16 15-18 | |||
| 8-15 | 300-500 1.2/1.6 | 16 18-25 | |||
| MAG | 0.6-1.5 | 15-80 | 0.6 | 12 | 8-10 |
| 1.5-3 80-150 0 | 8 12-15 10-12 | ||||
| 3-8 150-300 1 | 0/1.2 | 15-16 12-15 | |||
| 8-20 | 300-500 1.2/1.6 | 16 15-18 | |||
РЕЖИМ СВАРКИ МІГ / MAG (GMAW / FCAW)
| Методы сварки | ||||||||
| Параметры | Настройки | РУЧНОЙ РЕЖИМ | STD DYNAMIC | STD IMPACT | STD ROOT | COLD PULSE | PULSE | |
| Парное соединением материал/газ | - Fe Ar 25% CO _2 - ... | - | √ | √ | √ | √ | √ | Выбор свариваемого материала Синергетические параметры сварки |
| Диаметр проволоки | ∅ 0,6> ∅ 1,2 мм | √ | √ | √ | √ | √ | √ | Выбор диаметра проволоки |
| ModulArc | OFF - ON (ВЫКЛ - ВКЛ) | - | - | - | - | - | √ | Активирует или нет модуляцию сварочного тока (двойной импульс) |
| Поведение триггера | 2T, 4T | √ | √ | √ | √ | √ | √ | Выбор режима управления сваркой с помощью триггера. |
| Сварка прихваткой | SPOT, DÉLAI | √ | √ | √ | √ | √ | - | Выбор режима прихватки |
| 1st Настройка | Толщина Ток Скорость | - | √ | √ | √ | √ | √ | Выбор основной настройки для отображения (толщина свариваемой детали, средний сварочный ток или скорость подачи проволоки). |
| Питание | Hold Тепловой коэффициент | √ | √ | √ | √ | √ | √ | Смотрите главу «РЕЖИМ ЭНЕРГИИ» на следующих страницах. |
Доступ к некоторым параметрам сварки зависит от выбранного режима отображения: Настройки/режим отображения : Easy, Expert, Advanced Обратиться к инструкции.
МЕТОДЫ СВАРКИ
Для получения дополнительной информации о синергии GYS и сварочных процессах отсканируйте QR-код :

СВАРКА ПРИХВАТКОЙ
- Режим SPOT
Данный сварочный режим позволяет соединение деталей перед сваркой. Прихватка может быть совершена вручную с помощью триггера или с временной задержкой с заранее определенной продолжительностью прихватки. Эта продолжительность точки прихватки позволяет достигнуть лучшей воспроизводимости и получения неокисленных точек (настройка доступна через меню дополнительных параметров).
Время срабатывания
Это режим оценки, аналогичный SPOT, но сочетающий в себе время оценки и остановки, определяемое при нажатии на курок.
ОПРЕДЕЛЕНИЕ НАСТРОЕК
| ЕДИНИЦА ИЗМЕРЕНИЯ | ||
| Скорость подачи проволоки | м/мин Количество присадочного металла и косвенный сварочный ток. | |
| Напряжение В Влияние на ширину шва. | ||
| Дроссель - | Сглаживает сварочный ток более или менее. Настраивается в соответствии с положением сварки. | |
| Предгаз с Время удаления воздуха из горелки и установки газовой защиты перед поджигом. | ||
| Пост-газ s | Поддержание газовой защиты после затухания дуги. Это позволяет защитить свариваемую деталь и электрод против окисления. | |
| Толщина мм | Синергия позволяет полностью автоматическую настройку. Действие по толщине автоматически устанавливает правильное натяжение нити и скорость. | |
| Ток А | Сварочный ток устанавливается в зависимости от типа используемой проволоки и подлежащего сварке материала. | |
| Длина арки - | Позволяет регулировать расстояние между концом проволоки и сварочной ванной (регулировка натяжения). | |
| Скорость приближения | % | Прогрессивная скорость проволоки. Перед розжигом провод плавно входит, чтобы создать первый контакт, не вызывая рывков. |
| Hot Start % & s | Hot Start - это сверхток при поджиге, благодаря которому электрод не прилипает к свариваемой детали. Его можно отрегулировать по мощности (% сварочного тока) и по продолжительности (в секундах). | |
| Заполнение кратера шва | % | Этот ток ступени при остановке - это фаза после кривой снижения тока. Его можно отрегулировать по мощности (% сварочного тока) и по продолжительности (в секундах). |
| Soft Start s | Постепенный рост тока. Чтобы избежать сильных пусков или рывков, ток регулируется между первым контактом и сваркой. | |
| Uplsope | s Постепенный рост текущей кривой | |
| Холодный ток | % | Второй так называемый «холодный» сварочный ток. |
| Частота импульса | Гц | Частота импульсов |
| Рабочий Цикл | % | В импульсном режиме задает время горячего тока относительно времени холодного тока. |
| Затухание | s Кривая снижения тока. | |
| Точка | s | Определенная продолжительность. |
| Продолжительность между двумя сварными точками | s | Продолжительность между окончанием точки (исключая Post Gas) и возобновлением новой точки (включая Pre-Gas). |
| Burnback | s | Функция, предотвращающая риск залипания провода в конце шва. Это время соответствует подъему проволоки из ванны расплава. |
Доступ к определенным параметрам сварки зависит от процесса сварки (ручной, стандартный и т. д.) И выбранного режима отображения (Easy, Expert или Advanced). Обратиться к инструкции.
ЦИКЛЫ СВАРКИ МІГ/МАГ
Стандартный процесс 2T:
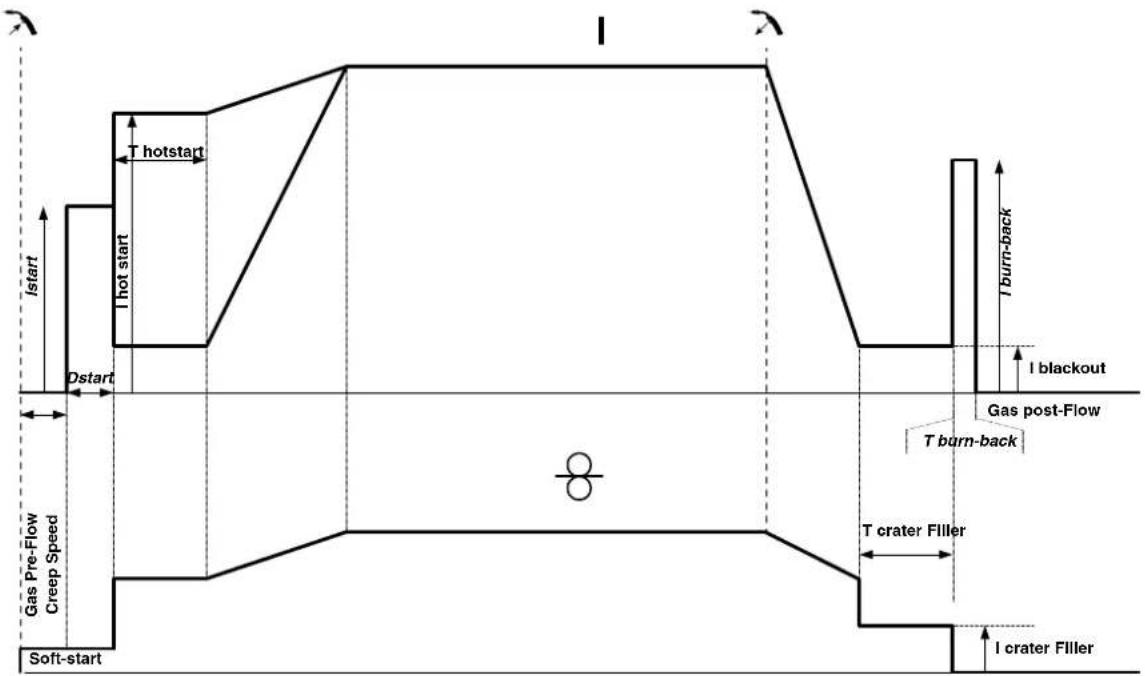
При нажатии на триггер начинается продувка газа в начале сварки (пред-газ). Когда проволока касается детали, импульс возбуждает дугу, затем начинается сварочный цикл. Когда триггер отпускается, останавливается подача проволоки и импульс тока позволяет чисто отрезать проволоку и произвести продувка газа в конце сварки (пост-газ). До тех пор, пока Post gaz не закончен, нажатие на триггер позволяет быстро возобновить сварку (ручной цепной шов) не проходя фазу HotStart. В цикл можно добавить HotStart и/или Crater filler
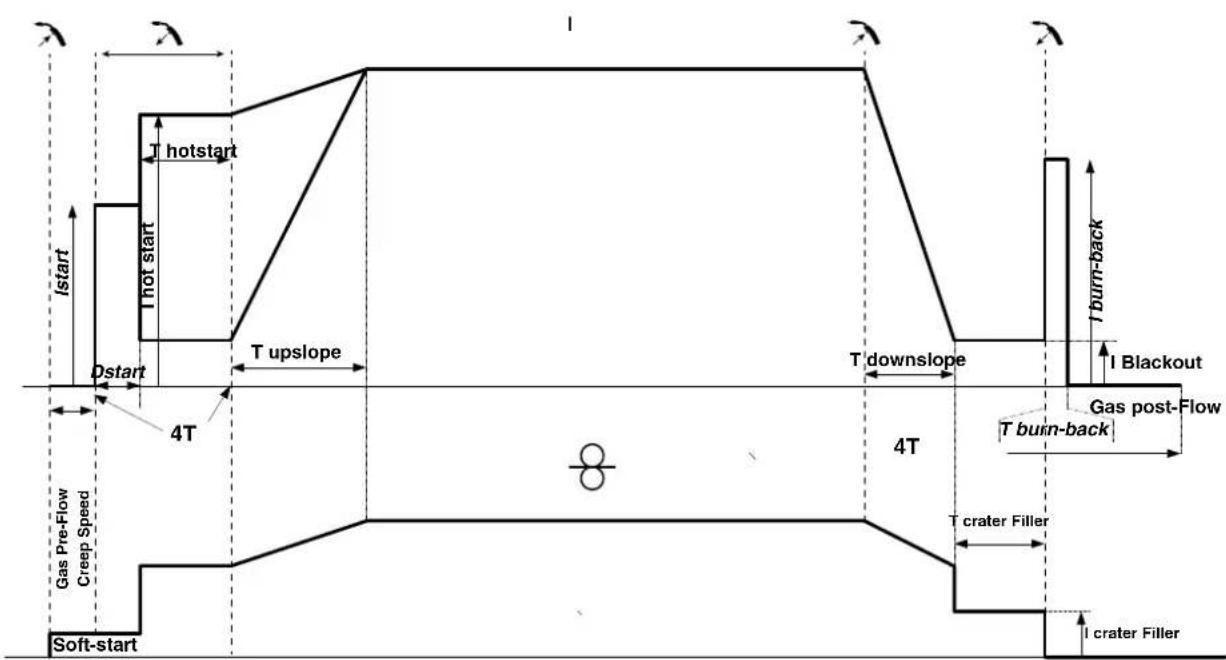
Стандартный процесс 4T:
В режиме 4Т продолжительность Pré-gaz и Post-gaz регулируется по времени. Заполнение HotStart et le Crater filler триггерм.
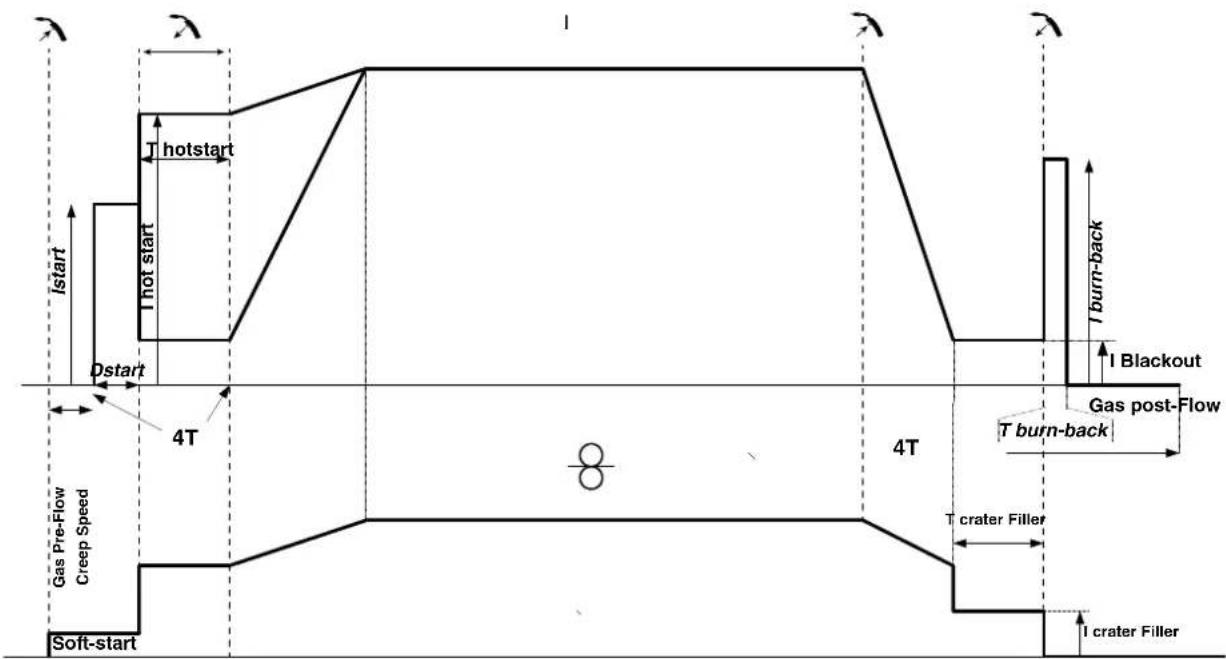
2Т Импульсный процесс:
При нажатии на триггер начинается продувка газа в начале сварки (пред-газ). Когда провод касается детали, импульс инициирует дугу. Затем аппарат начинает Hot-start, upslope и, наконец, начинается сварочный цикл. Когда триггер отпущен, спуск начнется, пока не достигнет заполнителя ICrater. Затем пик останова перерезает провод, за которым следует пост-газ. Как и в «Стандартном», пользователь имеет возможность быстро возобновить сварку во время подачи газа, не проходя этап HotStart.
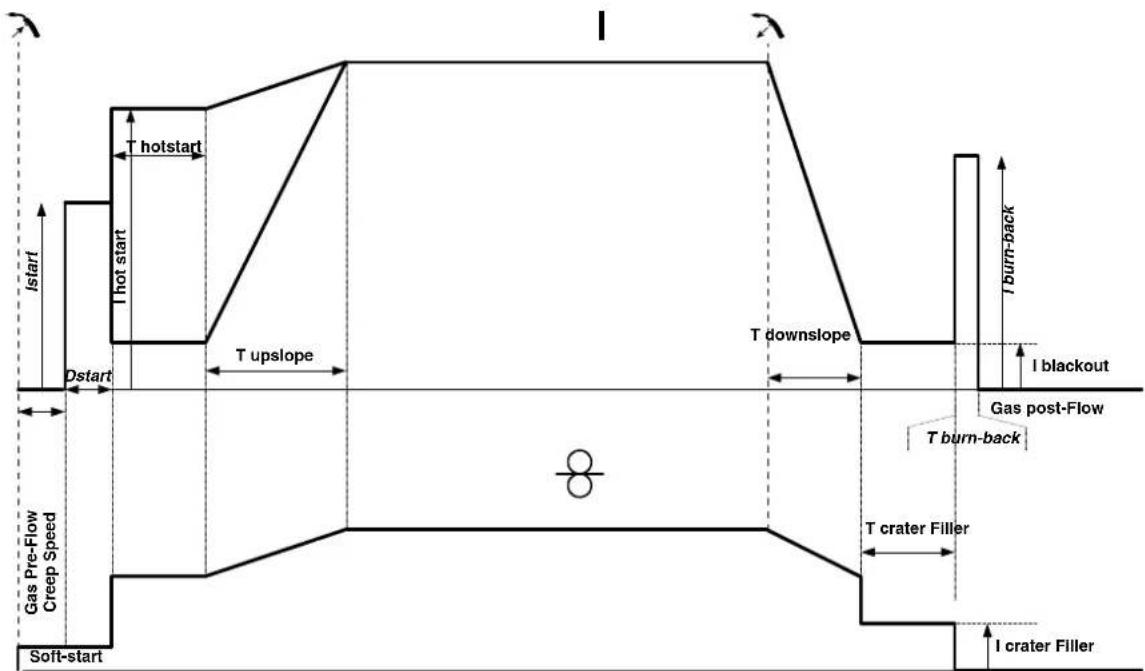
4Т Импульсный процесс:
В режиме 4Т продолжительность Pré-gaz и Post-gaz регулируется по времени. Заполнение HotStart et le Crater filler триггером.
РЕЖИМ СВАРКИ ТІГ (ГТАШ)
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
- Сварка TIG DC должна осуществляться в среде защитного газа (Аргона).
- Подключите зажим массы к положительному коннектору подсоединения (+). Подсоедините горелку TIG (арт. 046108) в разъем EURO генератора, а кабель реверса в отрицательный разъем (-).
• Убедитесь в том, что горелка правильно оснащена и что расходные комплектующие (ручные тиски, держатель цанги, диффузор и сопло) не изношены. - Выбор электрода зависит от тока процесса TIG DC.
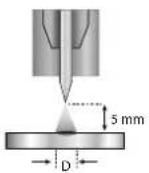
ЗАТАЧИВАНИЕ ЭЛЕКТРОДА
Для оптимального функционирования рекомендуется использование электрода, заточенного следующим образом :
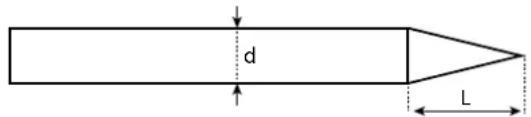
text_image
d LL = 3 x d для слабого тока.
L = d для высокого тока.
ТЕХНОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Методы сварки | ||||
| Параметры Настройки | Синергетический режим | DC | ||
| - | Стандартный режим | - Сглаженный ток | ||
| Импульсный режим | - Импульсный ток | |||
| Режим Spot - Прихватка сглаженным током | √ | |||
| Режим Tack - Прихватка импульсным током | √ | |||
| Типы материала Fe, | Al и т.д. - Выбор свариваемого материала | |||
| Диаметр вольфрамового электрода | 1 - 4 мм | √ | √ | Выбор диаметра электрода Позволяет оптимизировать токи поджига HF и синергии. |
| Режим триггера 2T - | 4T - 4T LOG Выбор режима управления сваркой с помощью триггера. | |||
| E.TIG ON - OFF | √ | √ | Сварка при постоянной энергии с корректировкой колебаний длины дуги. | |
| Питание | Hold Тепловой коэффициент | - Смотрите главу «РЕЖИМ ЭНЕРГИИ» на следующих страницах. | ||
Доступ к некоторым параметрам сварки зависит от выбранного режима отображения: Настройки/режим отображения : Easy, Expert, Advanced
МЕТОДЫ СВАРКИ
• ТИГ DC
Предназначено для черных металлов, таким как сталь, нержавеющая сталь, а также для меди и ее сплавам, и для титана.
• TIG Синергия
Больше не работает над выбором типа постоянного тока и настройкой параметров сварочного цикла, а включает в себя правила/синергии сварки, основанные на опыте. Таким образом, этот режим ограничивает количество параметрирований тремя основными настройками: Тип материала, свариваемая толщина и положение сварки.
НАСТРОЙКИ
- Стандартный
Способ сварки TIG DC Standard позволяет производить высококачественную сварку большинства железосодержащих сплавов, например стали, нержавейки, а также меди и ее сплавов, титана...Многочисленные возможности регулировки тока и расхода газа позволяют полностью контролировать всю операцию сварки от поджига до охлаждения сварочного шва.
- Импульсный режим
Данный режим импульсно-дуговой сварки чередует импульсы сильного тока (I, сварочный импульс) и импульсы слабого тока (I_Froid, импульс охлаждения детали). Этот импульсный режим позволяет соединять детали, ограничивая температуру. Иедально подходит разных положениях сварки (наклон)
Например:
Сварочный ток I настроен на 100A и %(I_Froid) = 50%, то есть холодный ток = 50% x 100A = 50A.
F(_) настроен на 10 Гц, период сигнала будет равен 1/10Hz = 100 мсек -> каждые 100 мсек чередуются импульсы 100A с импульсами 50A.
• Режим SPOT
Данный сварочный режим позволяет соединение деталей перед сваркой. Прихватка может быть совершена вручную с помощью триггера или с временной задержкой с заранее определенной продолжительностью прихватки. Регулировка времени прицеливания обеспечивает лучшую воспроизводимость и получение не окисленных точек.
• Режим Таск
Этот метод сварки также позволяет осуществлять предварительное соединение деталей перед сваркой, но на этот раз в два этапа: первый этап импульсного постоянного тока, концентрирующая дугу для лучшего проникновения, за которым следует второй этап стандартного постоянного тока, расширяющая дугу и, таким образом ванну, для обеспечения сварки точки.
Время сварки двух этапов прихватки регулируется для лучшей воспроизводимости и сварки неокисленных точек.
• E-TIG
Этот режим позволяет варить с постоянной мощностью, измеряя в режиме реального время колебания длины дуги, с тем, чтобы обеспечить одинаковую ширину и провер шва. В случае, когда соединение требует контроля сварочной энергии, благодаря режиму Е.ТІГ сварщик уверен в соблюдении сварочной мощности, независимо от наклона горелки к детали.
| Standard (постоянный ток) | E-TIG (постоянная энергия) | ||||
 |  | 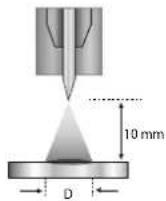 |  |  | 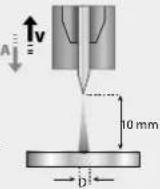 |
ВЫБОР ДИАМЕТРА ЭЛЕКТРОДА
| ∅ Электрода (мм) | ТИГ DC | |
| Чистый вольфрам Вольфрам с окисью | ||
| 1 10 > 75 10 > 75 | ||
| 1.6 60 > 150 60 > 150 | ||
| 2 75 > 180 100 > 200 | ||
| 2.5 130 > 230 170 > 250 | ||
| 3.2 160 > 310 225 > 330 | ||
| 4 275 > 450 350 > 480 | ||
| Приблизительно = 80 А на мм ∅ | ||
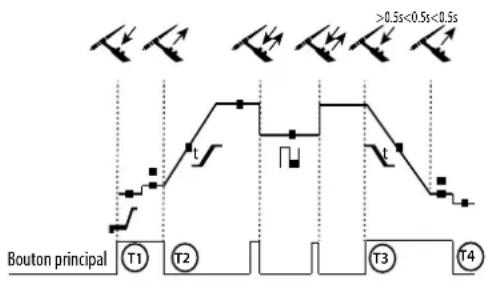
ПОВЕДЕНИЕ ТРИГГЕРА
• 2T
T1 - Главная кнопка нажата, начинается сварочный цикл (ПредГаз, I_Start, UpSlope и сварка).
T2 - Главная кнопка отпущена, сварочный цикл прекращается (DownSlope, I_Stop, PostGaz).
В случае горелки с 2 кнопками и только в режиме 2T второстепенная кнопка управляется, как главная.
T1 - Нажата главная кнопка, цикл начинается с PreGas и останавливается в фазе I_Start.
T2 - Главная кнопка отпущена, цикл продолжается в UpSlope и сварке.
T3 - Главная кнопка нажата, цикл переходит в DownSlope и прекращается на этапе I_Stop.
T4 - Главная кнопка отпущена, цикл заканчивается ПостГазом. Пометки: для горелок, двойных кнопок и двойной кнопки + потенциометр
=> кнопка «вверх/ток сварки» и потенциометр активны, кнопка «вниз» неактивна.
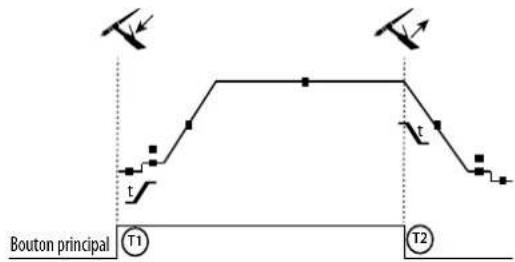
• 4T LOG
flowchart
graph TD
A["Start"] --> B["T1"]
B --> C["T2"]
C --> D["T3"]
D --> E["T4"]
style A fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
note right of A: >0.5s<0.5s<0.5s
note bottom of B: Bouton principal
note bottom of C: T1
note bottom of D: T2
note bottom of E: T3
note top of A: Outward arrows
note bottom of E: Downward arrows
T1 - Нажата главная кнопка, цикл начинается с PreGas и останавливается в фазе I_Start.
T2 - Главная кнопка отпущена, цикл продолжается в UpSlope и сварке.
LOG этот режим работы используется на этапе сварки:
- короткое нажатие на главную кнопку (<0,5 с) переключает ток от I сварки к I холодной и наоборот.
- вторичная кнопка удерживается нажатой,ток переключается от I свраки на холод I.
- вторичная кнопка остается отпущенной, ток переключает с холода I на сварку I.
T3: Длительное нажатие на основную кнопку (> 0,5 сек.), цикл переходит в режим DownSlope и останавливается в фазе I_Stop.
T4 - Главная кнопка отпущена, цикл заканчивается ПостГазом.
Для горелок с двумя кнопками или с двумя триггерами + потенциометр, « верхний » триггер сохраняет те же функции, что и на горелке с одним триггером или с пластинкой. Триггер «нижний» неактивный
Присутствие кислорода в горелке может привести к снижению механических свойств и может привести к снижению коррозионной стойкости. Чтобы удалить газ из горелки, нажмите и удерживайте кнопку n°1 и следуйте инструкциям на экране.
ОПРЕДЕЛЕНИЕ НАСТРОЕК
ЕДИНИЦА 13МЕРЕНИЯ
| Предгаз с Время удаления воздуха из горелки и установки газовой защиты перед поджигом. | ||
| Ток запуска | % Этот ток | ступени при запуске - это фаза перед кривой нарастания тока. |
| Время запуска | s Время выдержки при запуске до увеличения тока. | |
| Нарашивания тока s Позволяет постепенно увеличивать сварочный ток. | ||
| Сварочный ток А Сварочный ток. | ||
| Затухание s | Предотвращает образование кратера в конце сварки и риск появления трещин, особенно в легких сплавах. | |
| Ток остановки % Этот ток ступени при остановке - это фаза после кривой снижения тока. | ||
| Продолжительность остановки | s Время выдержки остановки - это фаза после замедления тока. | |
| Толщина | мм | Толщина свариваемой детали |
| Положение | - | Положение сварки |
| Пост-газ | s | Поддержание газовой защиты после затухания дуги. Он защищает деталь и электрод от окисления при охлаждении. |
| Форма волны | - | Форма волны импульсного промежутка. |
| Холодный ток | % Второй так называемый «холодный» сварочный ток. | |
| Время Холодного тока | % Баланс продолжительности горячей сварки (I) импульса. | |
| Частота пульсации | Гц | Частота импульсовСОВЕТЫ ПО НАСТРОЙКЕПри сварке ручным присадочным металлом F(Гц) синхронизируется с жестом.Тонкий без наполнителя (< 0,8 мм), F(Гц) >> 10 ГцСварка в позиции, тогда Ф (Гц) < 100Гц |
| Режим Spot | s Ручное или определенная продолжительность. | |
| Продолжительность Импульса | s Фаза ручного импульса или импульс определенной продолжительности. | |
| Продолжительность вне Импульса | s | Фаза ручного сглаженного тока или тока определенной продолжительности. |
Доступ к определенным параметрам сварки зависит от процесса сварки (ручной, стандартный и т. д.) И выбранного режима отображения (Easy, Expert ou Advanced).
РЕЖИМ СВРКИ MMA (SMAW)
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
- Подключите кабели электрододержателя и зажима массы к коннекторам подсоединения.
- Соблюдайте полярность и сварочный ток, указанные на коробке электродов.
- Снимайте электрод с покрытием с электрододержателя, когда источник сварочного тока не используется.
- Оборудование оснащено 3 функциями, характерными для инверторов:
- Hot Start (Горячий Старт) - автоматическое увеличение сварочного тока в начале сварки.
- Arc Force (Форсаж Дуги) - функция, препятствующая залипанию электрода путем увеличения сварочного тока в момент касания электродом сварочной ванны.
- Anti-Sticking служит для предупреждения прокаливания электрода при его залипании и легкого отрыва залипшего электрода.
ТЕХНОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Методы сварки | ||||
| Параметры Настройки | Стандартный режим | Импульсный режим | ||
| Тип электрода | РутиловыйС основной обмазкойЦеллюлозный | √ | √ | Тип электрода определяет специфические параметры в зависимости от обмазки для оптимизации его свариваемости. |
| Anti-Sticking(противозалипание) | OFF - ON (ВЫКЛ - ВКЛ) | √ | √ | Функция противозалипания (anti-stiking) рекомендуется для легкого отсоединения электрода в случае его прилипания к свариваемой детали (ток отключается автоматически). |
| Питание | HoldТепловой коэффициент | √ | √ | Смотрите главу «РЕЖИМ ЭНЕРГИИ» на следующих страницах. |
Доступ к некоторым параметрам сварки зависит от выбранного режима отображения: Настройки/режим отображения : Easy, Expert, Advanced Обратиться к инструкции.
МЕТОДЫ СВАРКИ
• Стандартный
Этот стандартный режим сварки MMA подходит для большинства применений. Позволяет выполнять сварку всеми типами электродов с покрытием, рутиловым, основным и на всех материалах: сталь, нержавеющая сталь и чугун.
- Импульсный режим
Этот режим импульсной сварки подходит для вертикального применения (PF). Импульсная сварка позволяет сохранять сварную ванну холодной, способствуя при этом переносу материала. Для реализации вертикальной восходящей сварки без импульса требуется продельывать шов типа « ёлочка ». Другими словами, очень сложное передвижение треугольником. Благодаря импульсному режиму больше нет необходимости проделывать это движение. В зависимости от толщины детали прямое перемещение электрода снизу вверх может быть достаточным. Тем не менее, если вы хотите расширить сварочную ванну, то достаточно будет простого бокового движения, подобного тому, которое продельывается при горизонтальной сварке. В этом случае вы можете отрегулировать на экране частоту импульсного тока. Этот метод сварки обеспечивает больший контроль при вертикальной сварке.
ВЫБОР ЭЛЕКТРОДОВ С ПОКРЫТИЕМ
Рутиловые электроды: легок в использовании в любой позиции.
Базовые элетроды: может использоваться во всех положениях и благодаря своим повышенным механическим свойствам подходит для выполнения работ по технике безопасности..
- Целлюлозный электрод: очень хорошая динамика дуги с большой скоростью плавления. Их можно использовать в любом положении сварки и они особенно хороши для сварки трубопроводов.
ОПРЕДЕЛЕНИЕ НАСТРОЕК
| ЕДИНИЦА ИЗМЕРЕНИЯ | ||
| Процентная доля Hot Start | % | Hot Start - это сверхток при поджиге, благодаря которому электрод не прилипает к свариваемой детали. Его можно отрегулировать по мощности (% сварочного тока) и по продолжительности (в секундах). |
| Продолжительность Hot Start | s | |
| Сварочный ток А | Сварочный ток регулируется в зависимости от выбранного типа электрода (см. указания на упаковке электродов). | |
| Arc Force % | Arc Force - это максимальный ток, который предотвращает слипание при контакте электрода или капли со сварочной ванной. | |
| Процентная доля холодного тока | % | |
| Время Холодного тока | s | |
| Частота пульсации | Гц Частота ИМПУЛЬСОВ режима PULSE (Гц) | |
vanced Обратиться к инструкции.
НАСТРОЙКА СВАРОЧНОГО ТОКА
Нижеописанные настройки соответствуют диапазону сварочного тока в зависимости от типа и диаметра электрода. Эти диапазоны достаточно широки, так как они зависят от применения и положения сварки.
| ∅ электрода (мм) Рутиловый E6013 (А) С основной обмазкой E7018 (А) Целлюлозный E6010 (А) | |||
| 1.6 30-60 30-55 - | |||
| 2.0 50-70 50-80 - | |||
| 2.5 60-100 80-110 60-75 | |||
| 3.15 80-150 90-140 85-90 | |||
| 4.0 100-200 125-210 120-160 | |||
| 5 150-290 200-260 110-170 | |||
НАСТРОЙКА ARC FORCE
Для начала сварки рекомендуется установить параметр Arc Force в среднее положение (0) и регулировать его в зависимости от результатов и предпочтений сварщика. ПРИМЕЧАНИЯ : диапазон регулировки дуги зависит от выбранного типа электрода.
ПИТАНИЕ
Режим, разработанный для сварки с регулировкой энергии в рамках DMOS. Этот режим позволяет, помимо отображения энергии сварочной ванны после сварки, установить термический коэффициент в соответствии с используемым стандартом: 1 для стандартов ASME и 0,6 (TIG) или 0,8 (MMA/MIG-MAG) для европейских стандартов. Афишируемая энергия рассчитывается с учетом этого коэффициента.
| Артикул | Диаметр проволоки Длина | Тип охлаждения | |
| 046283 | 0.6 - 1.2 мм | 4 м | воздух |
Горелка Push-Pull может быть подключен к блоку питания через разъем (I-9). Этот тип горелки позволяет использовать проволоку AISi даже диаметром 0,8 мм. Эта горелка может использоваться во всех режимах сварки MIG-MAG.
Обнаружение горелки Push-Pull происходит простым нажатием на триггер.
В случае использования горелки Push-Pull с потенциометром регулировка через интерфейс позволяет установить максимальную величину диапазона регулировки.
В этом случае потенциометр позволяет изменять от 50% до 100% от этой величины.
РОЛИКИ (В) ДОПОЛНИТЕЛЬНО
| Диаметр | Ссылка (x2) | |
| Сталь | Алюминий | |
| 0.6/0.8 | 042353 | - |
| 0.8/1.0 | 042360 | 042377 |
| 1.0/1.2 | 046849 | 040915 |
| Диаметр | Ссылка (x2) |
| Порошковая проволока | |
| 0.9/1.2 | 042407 |
НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ
| НЕПОЛАДКИ | ВОЗМОЖНЫЕ ПРИЧИНЫ | УСТРАНЕНИЕ |
| Подача сварочной проволоки неравномерна. | Наплавы металла забивают отверстие. | Очистите контактную трубку или поменяйте ее и смажьте составом против прилипания. |
| Проволока прокручивается в роликах. Смажьте составом против прилипания. | ||
| Один из роликов прокручивается. | Проверьте, что винт ролика затянут. | |
| Кабель горелки закручен. | Кабель горелки должен быть как можно более прямее. | |
| Двигатель подачи не работает. | Тормозное устройство бобины или ролик слишком туго затянуты. | Ослабьте тормоз и ролики. |
| Плохая подача проволоки. | Нитенаправляющая трубка загрязнена или повреждена. | Очистите или замените ее. |
| Шпонка оси роликов отсутствует | Поместите шпонку в ее отделение. | |
| Тормозное устройство бобины слишком туго затянуто. | Разожмите тормоз. | |
| Сварочный ток либо отсутствует, либо он неправильный. | Аппарат неправильно подключен к сети. | Посмотрите штекерное соединение и посмотрите, правильно ли поставляется штекер. |
| Неправильное подключение массы. | Проверьте состояние кабеля массы (подсоединение и зажим). | |
| Нет мощности. Проверьте кнопку горелки. | ||
| Проволока застревает после прохода через ролики. | Нитенаправляющая трубка расплющена. | Проверьте нитенаправляющую трубку и корпус горелки. |
| Проволока застревает в горелке. Очистите или замените ее. | ||
| Нет капиллярной трубки. Проверьте наличие капиллярной трубки. | ||
| Скорость подачи проволоки слишком высокая. | Снизить скорость проволоки. | |
| Пористый сварочный шов. | Недостаточный расход газа. | Диапазон регулировки от 15 до 20 л/мин. Зачистите основной металл. |
| В баллоне закончился газ. Замените ее. | ||
| Неудовлетворительное качество газа. Смените его. | ||
| Циркуляция воздуха или воздействие ветра. | Предотвратите сквозняки, защитите сварочную зону. | |
| Газовое сопло слишком загрязнено. Очистите сопло или замените его. | ||
| Проволока плохого качества. | Используйте подходящую для сварки МИГ/ МАГ проволоку. | |
| Свариваемая поверхность в плохом состоянии (ржавчина и т.п.) | Зачистить свариваемую деталь перед сваркой. | |
| Газ не подведен. | Проверьте, что к входу источника подведен газ. | |
| Многочисленные частички искрения. | Напряжение дуги слишком низкое или слишком высокое. | См. сварочные параметры. |
| Неправильное закрепление массы. | Проверьте и поместите зажим массы как можно ближе к зоне сварки | |
| Защитного газа недостаточно. Отрегулируйте расход газа. | ||
| Нет газа на выходе из горелки. Плохое подключение газа. | Проверьте подсоединение подачи газа. | |
| Проверьте, что электроклапан работает. | ||
| Ошибка во время загрузки | Данные на флэш-накопителе USB неверны или повреждены. | Проверьте данные. |
| Проблема при сохранении данных | Вы превысили максимальное количество сохраненных файлов. | Вам нужно удалить лишние программы. Максимальное количество ячеек памяти 500. |
| Автоматическое удаление файлов JOB. | Некоторые ваши «job» были удалены, т.к. они недействительны с новыми синергиями. | - |
| Ошибка обнаружения горелки Push Pull - | Проверьте все соединения горелки Push Pull | |
| Проблема USB накопителя | Не обнаружен ни один JOB на флеш-карте USB | - |
| В карте больше нет свободных ячеек памяти | Освободите место на USB-накопителе. | |
| Проблема с файлами | Файл «...» не соответствует загруженным синергиям | Файл был создан с синергиями, не имеющимися в аппарате. |
УСЛОВИЯ ГАРАНТИИ
Гарантия распространяется на любой заводской дефект или брак в течение 2 лет с даты покупки изделия (запчасти и рабочая сила).
Гарантия не распространяется на:
- Любые повреждения при транспортировке.
- Нормальный износ деталей (Например :: кабели, зажимы и т.д.).
- Случаи неправильного использования (ошибка питания, падение, разборка).
- Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, коррозия, пыль).
В случае поломки, верните устройство своему дистрибьютору, предоставив:
- доказательство покупки с указанной датой (квитанция, счет-фактура...)
- описание поломки.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла.
При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор
Оставьте аппарат подключенным к питанию, чтобы он остыл до полной отмены защиты.
Аппарат описывает падающую характеристику на выходе.
Источник тока имеет выходную характеристику типа «плоская характеристика»
Данное руководство по эксплуатации интерфейса (НМІ) является частью полной документации. К изделию прилагается общее руководство. Прочитайте и следуйте инструкциям в общем руководстве, поставляемом с продуктом, в частности, инструкциям по безопасности!
Использование и работа исключительно со следующими продуктами
| NEOPULSE 220 C | √ |
| NEOPULSE 220 C XL | √ |
| NEOPULSE 320 C | √ |
| NEOFEED 4W | √ |
| NEOPULSE 400 CW | √ |
Версия ПО
В данном руководстве описаны следующие версии программного обеспечения:
1.86
Версия программного обеспечения интерфейса отображается в общем меню: Информация / ММІ
Управление источником
Главный экран содержит всю информацию, необходимую для процесса сварки до, во время и после сварки (интерфейс может немного измениться в зависимости от выбранного процесса).
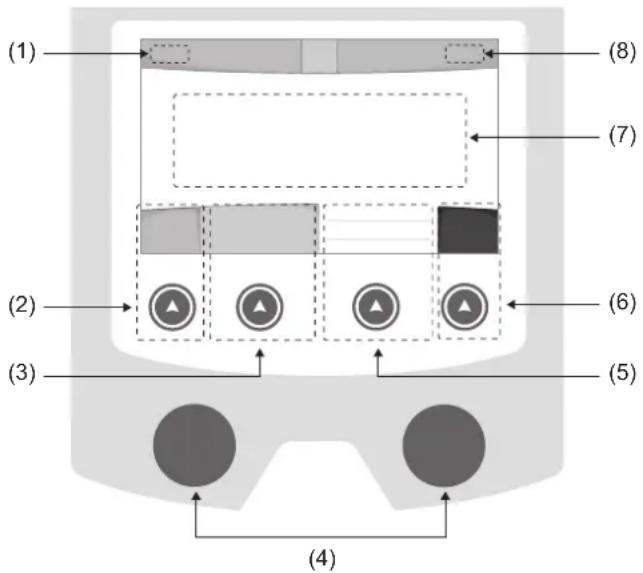
(1) Имя пользователя / отслеживаемость
(2) Кнопка n°1 : Главное меню или Возврат в предыдущее меню
(3) Кнопка n°2 : Параметры текущего режима
(4) Колесико навигации
(5) Кнопка n°3 : Настройки
(6) Кнопка n°4 : Job или Подтверждение
(7) Текущаие настройки
(8) Измерение Напряжения, Тока и Энергии
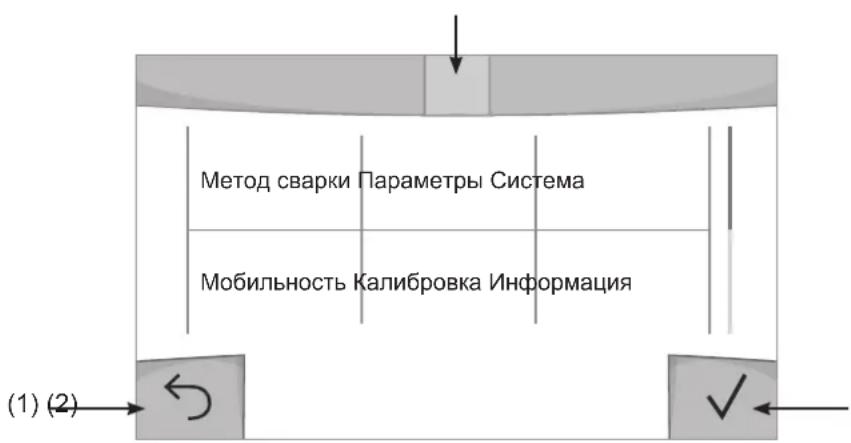
Осноное меню
При первом запуске устройства отображается экран «Общее меню».
Навигация между различными блоками осуществляется с помощью колесиков и кнопок

(3)
text_image
Метод сварки Параметры Система Мобильность Калибровка Информация (1) (2)(1) Возврат
(2) Подтверждение
(3) Значок текущего блока
Метод сварки
Доступ к определенным методам сварки зависит от конкретного продукта
MIG-MAG (GMAW/FCAW)
Полуавтоматическая сварка в защитной атмосфере
TIG (GTAW)
Дуговая сварка негорючим электродом в защитной атмосфере
MMA (SMAW)
Дуговая арка с электродом с покрытием
Строжка
Воздушно-дуговая строжка для вырезания канавки в металле
Настройки (пользователь)
Режим отображения
- Easy: упращенный дисплей, минимум информации (нет доступа к циклу сварки).
- Expert : полный дисплей, позволяет настроить длительность и время различных фаз цикла сварки.
- Advanced : полное отображение, позволяет настраивать все параметры сварочного цикла
Язык
Выбор языка интерервэйса (qранцузский, английский, немецкий, и т.д.).
Единицы измерения
Выбор единиц измерения: Международный (SI) или Дюймовый (USA).
Наименование материалов
Европейские нормы(EN) или Американские (AWS).
Яркость
Регулирует яркость экрана интерфейса (настройка от 1 (темный цвет) до 10 (очень яркий)).
Код пользователя
Настройте код доступа пользователя для блокировки его сеанса (по умолчанию 0000).
Отклонение I (ток)
Отклонение по установке тока:
ВЫКЛ: свободная настройка, текущая настройка не ограничена.
± 0A : отклонение не допустимо, фиксация тока
± 1A> ± 50A : интервал настроек по которому пользователь может изменять ток.
Отклонение U (напряжение)
Отклонение по настройке напряжения:
ВЫКЛ: свободная настройка, текущая настройка не ограничена.
± 0.0V : отклонение не допустимо, фиксация напряжения
± 0.1V> ± 5.0V : интервал настроек по которому пользователь может изменять напряжение
Отклонение 8(скорость проволоки)
Отклонение по настройке скорости проволоки (м/мин):
ВЫКЛ: свободная настройка, текущая настройка не ограничена.
± 0.0 м/мин : отклонение не допустимо, фиксация скорости.
± 0.1м/мин> ± 5.0м/мин : интервал настроек по которому пользователь может изменять скорость подачи проволки
Система
Название аппарата
Информация о названии устройства и возможность его персонализации путем использования интерфейса
Часы
Установка времени, даты и формата (АМ / РМ).
Система охлаждения
- ВЫКЛ:: блок охлаждения отключен.
- ВКЛ : блок охлаждения активен беспрерывно.
- AUTO : автоматическое управление (активация во время сварки и отключение через 10 минут после окончания сварки)
ОЧИСТКА функция, предназначенная для продувки блока охлаждения или соединительных шлангов, во время использования защита блокируется (см. руководство по эксплуатации блока охлаждения для безопасной продувки вашего продукта).
Сброс
Установите рабочие настройки:
- Частично: значение по умолчанию для текущего процесса сварки.
- Полностью: все данные и конфигурации аппарата будут сброшены до заводских настроек.
Блокировка
Возможность блокировки интерфейса аппарата для обеспечения безопасности в процессе работы и предотвращения непреднамеренных или случайных изменений. Окно текущих настроек остается изменяемыми с допустимыми отклонениями, выбранных в меню «Параметры» (см. предыдущую страницу). Все другие функции не доступны Чтобы разблокировать интерфейс, нажмите кнопку №1 и введите 4-значный код пользователя (по умолчанию 0000).
Пользователи
Режим пользователя позволяет делить аппарат между несколькими пользователями. При первом запуске аппарат в режиме «Админ» Администратор может создавать пользователей Каждый пользователь имеет свои собственные настройки (режим, конфигурации jobs, метод сварки) и пользователи не могут изменять настройки других пользователей Каждый пользователь должен иметь четырехзначный код чтобы подключиться к генератору.
- Администратор имеет доступ ко всему общему меню.
- Пользователь имеет доступ к упрощенному интерфейсу. У него нет прав на удаление ( отслеживание, рабочих мест, профилей пользователей и т.д.)
Пользовательский интерефейс (предназначен для администратора).
Левая часть экрана список пользователей. Администратор может отсортировать этих пользователей по имени или по дате, коротко нажав 2-ю кнопку X на клавиатуре. Длительное нажатие на эту кнопку удаляет активных пользователей (учетная запись администратора не может быть удалена).
В правой части экрана можно просмотреть сведения обо всех ранее созданных пользователях со следующей информацией: Аватар, Фамилия, Номер команды и Отклонение (%)
Создание профиля пользователя
Нажмите кнопку n°3 для создания пользователя.
- Пользователь: Настройте имя пользователя, нажав кнопку n°3.
- Аавтар: Выбор цвета аватара пользователя
- Команда: Присвоение номера команды (10 мах)
- Код пользователя: код личного доступа (По умолчанию 0000)
- Отклонение по установке тока I :
ВЫКЛ: свободная настройка, текущая настройка не ограничена.
± 0.0A : отклонение не допустимо, фиксированное значение тока (не рекомендуется).
± 0.A> ± 50A : интервал настроек по которому пользователь может изменять ток.
Допускаемое отклонение по настройке напряжения U :
ВЫКЛ: свободная настройка, текущая настройка не ограничена.
± 0.0V : отклонение не допустимо, фиксированное значение напряжения (не рекомендуется).
± 0.1V> ± 5.0V : интервал настроек по которому пользователь может изменять напряжение
- Отклонение по настройке скорости проволоки (м/мин):
ВЫКЛ: свободная настройка, текущая настройка не ограничена.
± 0.0 м/мин : отклонение не допустимо, фиксированная скорость подачи (не рекомендуется).
± 0.1м/мин> ± 5.0м/мин : интервал настроек по которому пользователь может изменять скорость подачи проволки
Для пользователя «Admin» изменение имени и аватара администратора невозможно.
Изменения профиля пользователя
Выберите пользователя в левой части экрана и нажмите кнопку n°4.
Выбор пользователя
Если создан один (или несколько) пользователей, в блоке пользователей отображаются все пользователя аппарата.
Выберите нужного пользователя и нажмите на чтобы подтвердить. Потребуется ввод кода блокировки Функция «Закрыть» позволяет закрепить машину под определенных пользователей, никакие другие параметры не будут доступны Данная индикация идентичная когда машина включена (переключатель OFF -> ON)
Отображение пользователя
Сверху в левой части экрана отображается аватар и имя активного пользователя.
Код блокировки
Каждый профиль пользователя защищен персональным кодом из 4х цифр. Без персонализации, по умолчанию этот код 0000 После 3 ошибочных попыток ваш персональный код интерфейса заблокируется и потребует код разблокировки Данный код состоит из 6 цифр и не модифицриуемый. Код : 314159.
Отслеживаемость
Этот интерфейс управления сваркой позволяет отслеживать/записывать все этапы сварки шов за швом во время изготовления промышленного изделия. Эта методика управления качеством обеспечивает качество сварки после производства, что позволяет провести анализ, оценку, отчетность и документацию сохраненных сварочных параметров. Эта функциональность обеспечивает точный и быстрый сбор, а также сохранение данных, запрашиваемых в рамках стандарта EN ISO 3834. Восстановление этих данных возможно через экспорт на USB-ключ.
1- Start - Создание отслеживаемости
- Настройте имя пользователя, нажав кнопку n°3.
- Интервал выборки:
- Hold : Отсутствие записи значений тока/напряжения (среднее значение по проводу) во время сварки.
- 250 мс, 500 мс и т. д.: Запись значений Ток/Напряжение (среднее значение по проводу) каждую «Х» милисекунду или секунду во время сварки.
- Опции - OFF : простая отслеживаемость
- Опции - ON : полноценная отслеживаемость
Счетчтик проходов (ON/OFF)
Счетчик сварки (ON/OFF)
Температура (ON/OFF) : Температура свариваемой детали в начале сварочного шва.
Длина (ON/OFF) : Длина шнура (единицы измерения отображаются в соответствии с выбором, сделанным в Настройки/Единицы измерения).
Переменная(ые): позволяет добавлять дополнительную пользовательскую информацию (вес, аннотации, скорость проволоки и т.д.)
Нажмите √ чтобы начать отслеживание.
Отображение прослеживаемости
В верхнем левом углу экрана отображаются название цеха и номер провода (номер провода вводится автоматически и не может быть изменен).
Индикация - Опции ON
В конце каждого шва появляется окно идентификации: Номер прохода, номер сварного шва, температура заготовки и/или длина провода.
Подтверждение
Подтверждение может быть выполнена на IHM или нажатием на триггер горелки.
Стоп - Остановка отслеживания
Чтобы остановить отслеживаемость на этапе сварки, пользователь должен вернуться в блок «Отслеживаемость» и выбрать «Остановить».
Экспортировать
Получение этой информации производится путем экспорта данных на ключ USB.
Данные .CSV можно использовать с помощью программного обеспечения для работы с электронными таблицами (Microsoft Excel®, Calc OpenOffice® и т. Д.).
Название документа соответствует названию машины и ее серийному номеру.
2- Start - Создание отслеживаемости
В левой части экрана перечислены ранее созданные строительные площадки.
Пользователь имеет возможность сортировать по названию или по дате коротко нажав на кнопку клавиатуры n°2. Долгое нажатие на эту кнопку позволяет удалить активный рабочее место или все рабочие места.
В правой части экрана можно просмотреть детали каждого из ранее созданных рабочих мест со следующей информацией: частота выборки, количество сохраненных швов, общая продолжительность сварки, конфигурация параметров каждого шва (метод сварки, автоматическое проставление даты и времени, продолжительность сварки и U-I сварки).

Запись
Создание отслеживаемость (см предыдущий параграф)
Запуск отслеживаемости активного цеха
Мобильность
Загрузить Конфигурацию
Загрузка конфигурации машины с USB-носителя (каталог : Съемный диск \ Мобильность \ Настройки) на машину. Длительное нажатие на клавишу 📣удаляет настройки с USB карты.
Экспортировать Конфигурацию
Экспорт конфигурации машины на USB карту (каталог: Съемный диск\ Мобильность\ Настройки)
Загрузить Job
Импорт Jobs в соответствии с процедурами, находящимися в каталоге Removable disk \ Portability с USB-ключа на компьютер.
Экспортировать Job
Экспорт заданий из аппарата на USB накопитель в соответствии с процедурами (каталог: Съемный диск\Мобильность\Job) Внимание, старые задания на USB карте, могут быть удалены.
Чтобы избежать потери данных при импорте или экспорте данных, не извлекайте USB-накопитель и не выключайте аппарат. Название документа соответствует названию машины и ее серийному номеру.
Калибровка
Калибровка Скорость
Функция, предназначенная для калибровки скорости механизма подачи проволоки. Целью калибровки является компенсация изменений длины сварочных кабелей с тем, чтобы откорректировать замер афишируемого напряжения и улучшить расчет энергии. После запуска процесса, он отображается на экране с анимацией. Для обеспечения оптимальной сварки необходимо периодически проводить калибровку скорости вращения барабана двигателя.
Калибровка Кабеля
Этот режим предназначен для калибровки таких сварочных аксессуаров, как горелка, кабель + электрододержатель и кабель + зажим массы. Целью калибровки является компенсация изменений длины сварочных кабелей с тем, чтобы откорректировать замер афишируемого напряжения и улучшить расчет энергии. После запуска процесса, он отображается на экране с анимацией.
ВНИМАНИЕ: Калибровка кабеля должна проводиться каждый раз при замене горелки, жгута или кабеля заземления для обеспечения оптимальной сварки.
Информация
Данные настройки системных компонентов продукта:
- Модель
- Серийный номер
- Название аппарата
- Версия ПО
- Работа и используемые синергии
Нажатие любой кнопки приведет к выходу из информационного блока.
Сохранение и вызов из памяти конфигураций JOBs Доступен через иконку «JOB» на основном экране.
Во время использования параметры автоматически сохраняются и восстанавливаются при следующем включении.
Помимо текущих параметров, можно сохранять и вызывать конфигурации «JOB».
Есть 500 Конфигурации JOBS для методов МИГ/МАГ и ТИГ и 200 для MMA Хранение основано на параметрах текущего процесса, текущих настроек и профиля пользователя.
JOB
Режим JOB позволяет создавать, сохранять, удалять и вызывать конфигураций JOB.
QUICK LOAD - Вызов конфигураций JOB с помощью триггера вне сварки.
Quick Load - это режим вызова конфигураций JOB (макс. 20) вне сварочного процесса и который возможен только в режиме MIG-MAG и TIG.
Вызов конфигураций JOB из предварительно созданного списка конфигурациями JOB, производится коротким нажатием на триггер. Все триггерные режимы и режимы сварки поддерживаются.
Код ошибки
В следующей таблице приведен неполный список сообщений и кодов ошибок, которые могут появиться. Выполните эти проверки и контроль перед тем, как вызвать авторизованного сервисного специалиста GYS.

Если пользователю необходимо вскрыть изделие, обязательно необходимо отключить аппарат от розетки, и подождать 2 минуты для безопасности.
| КОДЫ ошибка | Сообщение РЕШЕНИЕ | |
| 001 | Перенапряжение в сетиПроверьте электрическое подключение | Проверьте вашу электрическую установку квалифицированным специалистом. |
| 002 | ПОНИЖЕННОЕ НАПРЯЖЕНИЕ В СЕТИПроверьте электрическое подключение | |
| 005 Ошибка тока заземления | Наличие блуждающего тока. Проверьте проводку сварочного аппарата (горелка, зажим заземления, держатель электрода и т.д.). | |
| 006 | ОШИБКА БЛОКА ОХЛАЖДЕНИЯ.Блок охлаждения не обнаружен | Блок охлаждения не обнаружен. Проверьте соединение между блоком охлаждения и генератором. |
| 007 | ДЕФЕКТ РАСХОДАПробка в цепи охлаждения | Проверьте непрерывность циркуляции охлаждающей жидкости горелки. |
| 008 | ОШИБКА УРОВНЯ ВОДЫПроверьте уровень воды | Заполните резервуар блока охлаждения до максимального уровня (охлаждающая жидкость реком: арт. 062511) |
| 009 | СИСТЕМА ОХЛАЖДЕНИЯТепловая защита | Подождите несколько минут охлаждения кулера.Не превышайте рекомендуемый рабочий цикл для используемого сварочного тока.Убедитесь, что входные и выходные вентиляционные отверстия не забиты. |
| 010 | ИСТОЧНИКТепловая защита | Подождите несколько минут пока источник остынет.Не превышайте рекомендуемый рабочий цикл для используемого сварочного тока.Убедитесь, что входные и выходные вентиляционные отверстия не забиты.Установите пылевой фильтр (арт 063143) Внимание, пылевой фильтр сокращает рабочий цикл. |
| 011 | ВентиляторНеисправность вентилятора | Выключите питание, отсоединив розетку, и убедитесь, что вентилятор не заблокирован. |
| 012 | ТРИГГЕРНажат триггер | Снимите горелку и проверьте, что сообщение все еще актуально.Убедитесь, что переключатель «Purge gaz / Avance fil» не заблокирован.Убедитесь, что курок горелки MIG/ MAG не заблокирована. |
| 015 | МоторНевозможно достичь требуемой скорости | Проверьте настройки давления на роликах подающего механизма.Убедитесь, что присадочная проволока не забилась в рукаве подачи горелки.Сделайте коллибровку скорости подающего механизма. (Меню « Калибровка») |
| 019 | Перегрузка, Проверьте настройкиНажмите и отпустите триггер чтобы удалить. | Проверьте настройки и установку генератора (присадочная проволока, ролики, газ, резак и т.д.)Если проблема не устраняется, обновитесь (через Planet GYS) |
| 020 | Проблема начала сваркиПроверьте настройки сваркиНажмите и отпустите триггер чтобы удалить. | Проверьте настройки и установку генератора (присадочная проволока, ролики, газ, резак и т.д.)Если проблема не устраняется, обновитесь (через Planet GYS) |
| 024 | Перегрузка USBОтсоедините ваш USB | Поменяйте USB. |
| - | Произошла внутренняя системная ошибка.Перезапустите ваш аппарат. | Выключите и включите аппарат.Если проблема не устраняется, обновитесь (через Planet GYS) |
| - Ошибка во время калибровки двигателя | Сделайте калибровку скорости подающего механизма. (Меню « Калибровка») | |
| - Ошибка калибровки | Сделайте еще раз калибровку сварочных кабелей (меню «Калибровка»). | |
| - | В аппарате больше нет свободных ячеек памяти | Удалить Jobs, чтобы освободить внутреннее пространство для хранения. |
| - | Файл не поддерживаетсяErr %dВсе равно продолжить? | Данные на флэш-накопителе USB неверны или повреждены.Проверьте данные. |
| - Невозможно записать на ключ USB | Освободите место на USB-накопителе.Если проблема не удаляется, поменяйте USB. | |
| - | Число попыток превышено.Требуется код разблокировки | Введите код разблокировки : 314159 |
| - Неправильный код пользователя | Личный код неверный, введите правильный код.По умолчанию, код 0000. | |
Если появляется незарегистрированный код ошибки или ваши проблемы не исчезают, свяжитесь с SAV GYS
Иконки предупреждение (Warning)
Значки предупреждений в верхней правой части экрана дают информацию о вашем продукте.
| Значки предупреждений | Значение |
 | Режим Демонстрация. Сварка неактивна.Проверьте электроустановку (сетевое напряжение). |
 | Забита система охлаждения.Проверьте непрерывность циркуляции охлаждающей жидкости горелки. |
| instal | Батарейка интерфейса разряжена. Замените батарею (CR2032) и обновите дату и время изделия (Система/Часы). |
 | Вентилятор не вращается с нужной скоростью. Проверьте состояние вентилятора. |

text_image
GYSL




