
Neopulse 220 C XL - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Neopulse 220 C XL GYS als PDF.

| Marke | GYS |
| Modell | Neopulse 220 C XL |
| Produkttyp | Multifunktions-Halbautomat-Schweißgerät |
| Schweißverfahren | MIG/MAG (GMAW/FCAW), WIG DC (GTAW), MMA (SMAW) |
| Stromversorgung | 230 V einphasig, 50-60 Hz, Stecker CEE7/7 16 A |
| Maximaler Ausgangsstrom | 220 A (je nach Einschaltdauer) |
| Einschaltdauer (40°C) | Gemäß Norm EN60974-1, Zyklus 10 Min. (nicht angegeben) |
| Drahtdurchmesser MIG/MAG | Stahl/Edelstahl 0,6-1,0 mm; Aluminium 0,8-1,2 mm; Fülldraht 0,9-1,2 mm; CuSi/CuAl 0,8-1,0 mm |
| Spulenkapazität | Bis Ø 300 mm (XL-Version) |
| Schutzart | IP23S |
| Betriebstemperatur | -10°C bis +40°C |
| Polarität | Umkehrbar (Umpolungskabel im Lieferumfang) |
| Hauptfunktionen | Synergie, Puls, Punktschweißen (Spot/Tack), E-WIG, Lichtbogenkraft, Anti-Sticking, Heißstart |
| Benutzeroberfläche | Digitales Display mit Drehreglern und Drucktasten, Menü Verfahren/Parameter/System |
| Konnektivität | USB-Anschluss für Update und Datencxport |
| Schutzgas | Argon, Ar/CO2-Gemische, reines CO2 (mit Vorwärmung), reines Argon für Aluminium |
| Kühlung | Lüfter (optionaler Kühler für Wasserbrenner) |
| Wartung | Regelmäßige Entstaubung, Überprüfung der Anschlüsse, Kalibrierung von Geschwindigkeit und Kabeln |
| Mitgeliefertes Zubehör | MIG/MAG-Brenner, Massekabel, Umpolungskabel, Druckmindergerät, USB-Stick (je nach Version) |
| Sicherheit | Thermoschutz, Über-/Unterspannung, Erdschlusserkennung, Benutzercode-Sperre |
| Garantie | 2 Jahre Teile und Arbeit (ausgenommen normale Abnutzung und unsachgemäße Verwendung) |
Häufig gestellte Fragen - Neopulse 220 C XL GYS
Benutzerfragen zu Neopulse 220 C XL GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Neopulse 220 C XL - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Neopulse 220 C XL von der Marke GYS.
BEDIENUNGSANLEITUNG Neopulse 220 C XL GYS
WARNUNGEN - SICHERHEITSREGELN
ALLGEMEIN

Die Missachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannt werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw.) verwendet werden. Beachten Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schäden bei falscher oder gefährlicher Verwendung verantwortlich.
Verwendung zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Höhe:
Das Gerät ist bis in einer Höhe von 1000 m (über NN) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogenschweißen ist der Anwender einer Vielzahl potenzieller Risiken ausgesetzt: gefährlicher Hitze, Lichtbogenstrahlung, elektromagnetische Störungen (Personen mit Herzschrittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und -rauch.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweißhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie elektrisch- und wärmeisolierende Handschuhe.

Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und -strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Schweißbereich bei entsprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor Lichtbogenstrahlung, Schweißspritzen, usw. zu schützen.
In der Nähe des Lichtbogens befindliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit der nötigen Schutzausrüstung ausgerüstet werden.

Bei Gebrauch des Schweißgerätes entsteht sehr großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Halten Sie mit den ungeschützten Händen, Haaren und Iosen Kleidungstücken ausreichenden Abstand zu sich bewegenden Teilen (Lüfter, Elektroden).
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung eines wassergekühlten Brenners darauf, dass Kühlaggregat nach Schweißende ca. 10min weiterlaufen zu lassen, damit die Kühflüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS

Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie daher immer für ausreichend Frischluft, technische Belüftung (oder ein zugelassenes Atmungsgerät).
Verwenden Sie die Schweißanlagen nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit einer den aktuellen Sicherheitsstandards entsprechender Absaugung.
Achtung: Das Schweißen in kleinen Räumen erfordert eine Überwachung des Sicherheitsabstands. Beim Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle entstehen giftige Dämpfe. Entfetten Sie die Werkstücke vor dem Schweißen.
Die zum Schweißen benötigten Gasflaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich stehend und sichern Sie sie z. B. mithilfe eines entsprechenden Fahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasflaschen erhalten Sie von Ihrem Gaslieferanten.
Schweißarbeiten in unmittelbarer Nähe von Fetten und Farben sind grundsätzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweißbereich vorhanden sein.
Beachten Sie, dass die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken eine potentielle Quelle für Feuer oder Explosionen darstellen.
Halten Sie einen Sicherheitsabstand zu Personen, entflammbaren Gegenständen und Druckbehältern ein.
Schweißen Sie keine Behälter mit brennbare Materialien (auch keine Reste davon) -> Gefahr entflammbarer Gase. Falls sie geöffnet sind, müssen entflammbares oder explosive Material entfernt werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzter Richtung zu diesem Gerät und entflammbaren Materialen.
GASDRUCKAUSRÜSTUNG

Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits- und Lagerumgebung.
Achten Sie darauf, dass die Gasflaschen beim Transport verschlossen sind und das Schweißgerät ausgeschaltet ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang. Schützen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperaturen).
Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle. Halten Sie mit den Gasflaschen Abstand zu Hochspannung und Schweißarbeiten. Das Schweißen einer Druckglasflasche ist untersagt.
Bei Erstöffnung des Gasventils muss der Plastikverschluss/Garantiesiegel von der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Schweißgerät darf nur an einer geerdeten Netzversorgung betrieben werden. Verwenden Sie nur die empfohlenen Sicherungen.
Das Berühren stromführender Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät mit dem Stromnetz verbunden ist.
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann.
Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Sorgen Sie dafür, dass beschädigte Kabel oder Brenner von qualifiziertem und autorisiertem Personal ausgetauscht werden. Achten Sie beim Austausch stets darauf, das entsprechende Äquivalent zu verwenden. Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
CEM-KLASSE DES GERÄTES

Der Norm IEC 60974-10 entsprechend, wird dieses Gerät als Klasse A Gerät eingestuft und ist somit für den industriellen und/oder professionellen Gebrauch geeignet. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Energieversorgung über das öffentliche Niederspannungsnetz erfolgt. In diesem Umfeld ist es aufgrund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.
Unter der Voraussetzung, dass die Impedanz des öffentlichen Niederspannungsversorgungsnetzes an der Übergabestelle unter Zmax = 0.349 Ohm liegt, ist dieses Gerät konform der Norm CEI 61000-3-11 und kann an einem öffentlichen Niederspannungsversorgungsnetz angeschlossen werden. Es in der Verantwortung des Betreibers oder des Anwenders des Gerätes, gegebenenfalls nach Konsultation mit dem Betreiber des Versorgungsnetzes sicherzustellen, dass das Gerät angeschlossen werden kann. Das Gerät entspricht der Norm IEC 61000-3-12.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN

Der durch einen Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMV). Beim Betrieb von Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können medizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen. Zum Beispiel Zugangseinschränkungen für Passanten oder individuelle Risikobewertung für Schweißer.
Alle Schweißer sollten das folgende Verfahren befolgen, um die Exposition zu elektromagnetischen Feldern aus der Schaltung zum Lichtbogenschweißen zu minimieren:
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass ihren Oberkörper und Kopf sich so weit wie möglich von der Schweißarbeit befinden;
- Achten Sie darauf, dass sich die Kabel, den Brenner oder die Masseklemme nicht um Ihren Körper wickeln;
- Stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollten stets auf einer Seite liegen;
- Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
- Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle;
- Während des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweißen.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Durch den Betrieb dieses Gerätes können medizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist für den korrekten Einsatz des Schweißgerätes und des Materials gemäß den Herstellerangaben verantwortlich. Treten elektromagnetischer Störungen auf, liegt es in der Verantwortung des Anwenders mit Hilfe des Herstellers eine Lösung zu finden. Die korrekte Erdung des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms erforderlich sein. Eine Reduzierung der elektromagnetischen Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender sollte den Arbeitsplatz vor dem Einsatz des Schweißgerätes auf mögliche elektromagnetische Probleme der Umgebung prüfen. Zur Bewertung potenzieller elektromagnetischer Probleme in der Umgebung sollte der Anwender folgendes berücksichtigen:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) sicherheitskritische Einrichtungen wie Industrieanlagen;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss die Verfügbarkeit anderer Alternativen prüfen. Weitere Schutzmaßnahmen können erforderlich sein;
h) durch die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von den örtlichen Strukturen und anderen dort stattfindenden Aktivitäten abhängig. Die Umgebung kann sich über die Grenzen des Schweißplatzes hinaus erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der IEC/CISPR 11 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Maßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Das Lichtbogenschweißgerät sollte gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z. B. Netzfilter). Eine Abschirmung der Versorgungskabel durch ein Metallrohr kann erforderlich sein. Kabeltrommeln sollten vollständig abgerollt werden. Abschirmung anderer Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Das Lichtbogenschweißgerät muss gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Alle Klappen und Deckel am Gerät müssen im Betrieb geschlossen sein. Das Schweißgerät und das Zubehör dürfen nur den Anweisungen des Geräteherstellers gemäß verändert werden. Für die Einstellung und Wartung der Lichtbogenzünd- und Stabilisierungseinrichtungen sind die Anweisungen des Geräteherstellers besonders zu beachten.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich sein und zusammengelegt am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes müssen in den Potenzialausgleich einbezogen werden. Bei gleichzeitiger Berührung der Brennerspitze und metallischer Teile besteht die Gefahr eines elektrischen Schlags. Berühren Sie beim Schweißen keine nicht geerdeten Metallteile.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmten Fällen die Störung reduzieren. Erden Sie keine Werkstücke, wenn dadurch ein Verletzungsrisiko für den Benutzer oder die Gefahr der Beschädigung anderer elektrischer Geräte entsteht. Die Erdung kann direkt oder über einen Kondensator erfolgen. Wählen Sie den Kondensator gemäß der nationalen Normen.
f. Schutz und Trennung: Der Schutz und die selektive Abschirmung andere Leitungen und Geräte in der Umgebung können Interferenzprobleme reduzieren. Die Abschirmung der gesamten Schweißzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT DER SCHWEISSSTROMQUELLE

Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerät darf ausschließlich in vertikaler Position transportiert werden.
Führen Sie die Stromquelle nicht über Personen oder Gegenstände.
Halten Sie sich unbedingt an die unterschiedlichen Transportrichtlinien für Schweißgeräte und Gasflaschen. Für beide gibt es unterschiedliche Beförderungsvorschriften.
Vorzugsweise ist die Drahtspule zu entfernen, bevor die Schweißstromquelle angehoben oder transportiert wird.
AUFBAU
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht größer als 10^ ist.
- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten.
- Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
- Der Netzstecker muss zu jeder Zeit frei zugänglich sein. Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
• Das Material hat die Schutzart IP23S, d.h.: - Schutz gegen den Zugang zu gefährlichen Teilen von Feststoffen mit Durchmessern >12,5 mm und,
- Schutz gegen Regen, der 60° aus der Vertikalen gerichtet ist, wenn die beweglichen Teile des Gerätes noch nicht in Betrieb sind. Damit kann dieses Gerät im Freien in der Schutzart IP23S gelagert werden.

Schweißkriechströme können Erdungsleiter zerstören, die Schweißanlage und elektrische Geräte beschädigen und die Erwärmung der Bauteile verursachen, die zum Brand führen können.
- Alle Schweißkabel müssen fest verbunden werden. Überprüfen Sie diese regelmäßig!
- Überprüfen Sie die Befestigung des Werkstücks! Diese muss fest und gut elektrisch leitend sein.
- Befestigen Sie alle elektrisch leitfähige Elemente (Rahmen, Wagen und Hebesysteme) der Schweißquelle, sodass sie isoliert sind!
- Legen Sie keine andere nicht isolierten Geräte (Bohrmaschine, Schleifgeräte usw.) auf die Schweißquelle, den Wagen oder die Hebesysteme!
- Legen Sie die Schweißbrenner oder die Elektrodenhalter auf eine isolierte Oberfläche, wenn sie nicht benutzt werden!
Die Versorgungs-, Verlängerungs- und Schweißkabel müssen komplett abgerollt werden, um ein Überhitzen zu verhindern.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
WARTUNG / HINWEISE


- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung wird empfohlen.
-
Trennen Sie das Gerät von der Stromversorgung und warten Sie bis der Lüfter nicht mehr läuft. Erst dann dürfen Sie das Gerät warten. Die Spannungen und Ströme im Gerät sind hoch und gefährlich.
-
Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie das Gerät regelmäßig von einem qualifizierten Techniker auf die elektrische Betriebssicherheit prüfen.
- Prüfen Sie regelmäßig den Zustand der Netzleitung. Bei Beschädigung muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden.
- Lüftungsschlitze nicht bedecken.
- Diese Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieladung und zum Starten von Motoren benutzt werden.
AUFBAU - PRODUKTFUNKTION
Das Gerät darf nur von qualifizierten und befugten Personen montiert und in Betrieb genommen werden. Der Aufbau darf nur im ausgeschalteten, nicht angeschlossenen Zustand vorgenommen werden. Reihen- oder Parallelschaltungen von Generatoren sind nicht zulässig. Für optimale Schweißergebnisse sollten Sie das dem Gerät beiliegende Zubehör benutzen.
BESCHREIBUNG
Das Gerät ist ein einphasiges, synergetisch geregeltes Schweißgerät für MIG/MAG-, Elektrodenschweißungen (MMA) und Schweißen mit umhüllten Stabelektroden (WIG). In der NEOPULSE 220 C können Spulen mit einem Durchmesser von 200mm eingesetzt werden. In der NEOPULSE 220 C XL können Spulen mit einem Durchmesser von 200 und 300mm eingesetzt werden.
BESCHREIBUNG (I)
1- Gasanschluss 7- Drahtvorschubmotor
2- Zugentlastung (Netzleitung) 8- Bedienfeld
3- ON/OFF Schalter 9- Push-Pull Brenneranschluss
4- Drahtspule-Aufnahme 10- Euro-Anschluss
5- USB-Anschluss
6- Schalter Drahtvorschub mit/ohne Gas
11- Schweißkabelbuchse (+)
12- Schweißkabelbuchse (-)
13- Umpolungskabel
BEDIENFELD

HMI
Bitte lesen Sie die Betriebsanleitung für die Schnittstelle (HMI), die Bestandteil der kompletten Hardware-Dokumentation ist.
VERSORGUNG - INBETRIEBNAHME
- Das Gerät ist mit einen Schutzkontaktsstecker (Schukostecker) (EEC7/7) ausgestattet und muss an einer einphasige 230V/16A (50-60Hz) Schutzkontaktsteckdose mit vorschriftsmäßig angeschlossen Schutzleiter betrieben werden. Die Stromaufnahme (I1eff) bei maximaler Leistung ist auf dem Typenschild der Maschine angegeben. Überprüfen Sie, ob ihre Stromversorgung und Schutzeinrichtungen (Sicherungen und/oder Fehlers-tromschutzschalter) mit den für den Betrieb des Gerätes nötigen Werten übereinstimmen. In Ländern mit abweichender Netzversorgungswerten kann ein Tausch des Netzsteckers erforderlich sein, um die maximale Leistung abrufen zu können. Der Netzstecker muss immer frei zugänglich sein.
- Das Schweißgerät arbeitet mit einer elektrische Spannung von 230V -20% +15%. Unter 185Veff und über 265Veff wird der Spannungschutz des Gerätes aktiviert. (auf der Bildschirmanzeige erscheint ein Standard-Code).
- Eingeschaltet wird das Gerät mit Drehung des Hauptschalter, (I-3) auf Position I, mit Drehung auf Position 0 wird das Gerät ausgeschaltet. Achtung! Ziehen Sie niemals den Netzstecker, wenn das Gerät eingeschaltet ist.
GENERATORBETRIEB
Das Gerät kann an einem Stromaggregat betrieben werden, wenn:
- Die Wechselspannung 230V -20%/+15% beträgt und die Spitzenspannung kleiner als 400V ist.
- Die Frequenz muss zwischen 50 und 60 Hz liegen.
Überprüfen Sie diese Angaben vor dem Betrieb. Höhere Spannungsspitzen können das Gerät beschädigen.
EINSATZ VON VERLÄNGERUNGSLEITUNGEN
Eingesetzte Verlängerungsleitungen müssen für die auftretenden Spannungen und Ströme geeignet sein. Verlängerungsleitungen müssen den nationalen Regeln entsprechen.
| Versorgungsspannung Länge - Querschnitt des Verlängerungskabels(Länge < 45m) | |
| 230 V 2.5 mm ^2 | |
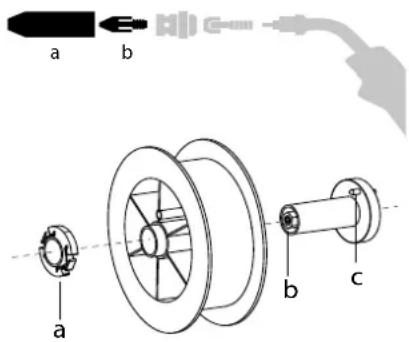
EINBAU DER SPULE
text_image
a b a b c- Entfernen Sie die Düse (a) und das Kontaktrohr (b) von Ihrem MIG/MAG-Brenner.
- Öffnen Sie die Generatorklappe.
- Positionieren Sie die Spule auf ihrer Halterung.
- Achten Sie auf den Mitnehmerzapfen (c) der Spulenhalterung. Um eine 200-mm-Spule zu montieren, ziehen Sie den Kunststoff-Spulenhalter (a) bis zum Maximum an. Um eine Spule mit ∅ 200 mm auf die 220 C XL-Version zu montieren, verwenden Sie den mit dem Produkt gelieferten Adapter (Keil).
- Stellen Sie das Bremsrad (b) so ein, dass sich der Draht beim Stoppen des Schweißvorgangs nicht durch die Trägheit der Spule verheddert. Ziegen Sie die Bremse nicht zu stark an, um ein Überhitzen des Motors zu vermeiden.
EINSETZEN DES SCHWEISSDRAHTES
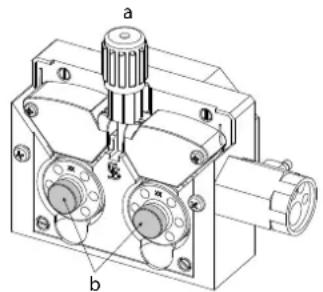
Um die Rollen zu wechseln, gehen Sie wie folgt vor:
- Knauf (a) bis zum Anschlag lösen und absenken.
- Lösen Sie die Rändelschraube (b) der Vorschubollen.
- Montieren Sie die für Ihre Anwendung geeigneten Vorschubrollen und ziehen Sie die Rändelschrauben fest.
Bei den mitgelieferten Rollen handelt es sich um Doppelnut-Stahlrollen (0.8 und 1.0).
- Die sichtbare Angabe auf der Drahtführungsrolle muss dem gewählten Drahtdurchmesser entsprechen. (für einen ∅ 1,2 mm Draht benutzen Sie die ∅1,2 mm mm Rille).
- Zum Schweißen von Stahl und anderer Drähte benötigen Sie Drahtführungsrollen mit V-Form Nut.
- Zum Aluminiumschweißen benötigen Sie Drahtführungsrollen mit U-Form Nut.
: sichtbare Beschriftung auf der Drahtführungsrolle (z. B.: 1.2 VT)
→: Rille zur Verwendung
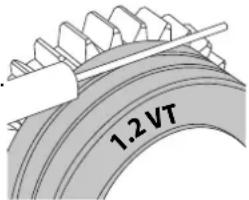
text_image
1.2 VT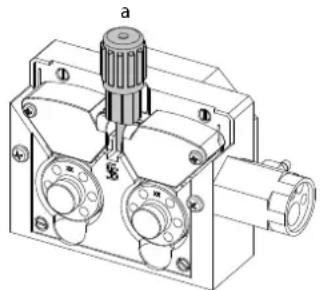
Gehen Sie wie folgt vor, um den Zusatzdraht zu installieren:
- Knauf bis zum Anschlag lösen und absenken.
- Den Draht einführen, dann die Vorschubeinheit schließen und den Knopf wie angegeben festziehen.
- Betätigen Sie den Motor am Brennertaster oder an der manuellen Drahtvorschubtaste (I-6).
Hinweis:

- Eine falsche Drahtseele kann Drahtvorschubprobleme und Überhitzung des Motors verursachen.
- Der Brenner muss fest im Eurozentralanschluss montiert sein, um ein Überhitzung zu vermeiden.
- Weder Draht noch Spule dürfen mit der Mechanik des Gerätes in Berührung kommen, da sonst die Gefahr eines Kurzschluss besteht.
MIT BEWEGLICHEN KOMPONENTEN ZUSAMMENHÄNGENDEN VERLETZUNGSGEFAHR

Drahtvorschubkoffer verfügen über bewegliche Komponenten, die die Hände, Haare, Kleidungsstücke oder Werkzeuge erfassen und von daher Verletzungen verursachen können!
- Nicht in rotierende oder bewegliche Bauteile oder Antriebsteile greifen!
- Achten Sie darauf, dass Gehäuse- und Schutzdeckel während des Betriebs geschlossen bleiben!
- Tragen Sie weder beim Einlegen des Drahts noch beim Wechseln der Drahtspule Handschuhe.
HALBAUTOMATISCHES SCHWEISSEN STAHL / EDELSTAHL (MAG-MODUS)
Das Gerät kann Stahldraht von ∅ 0,6 bis 1,0 mm schweißen (II-A).
Geliefert mit Drahtführungsrollen ∅ 0,8/1,0 für Stahl ∅ 1,0 mm. Das Kontaktrohr, die V-Nut der Drahtvorschubrolle, die Drahtseele des Brenners sind für diese Verwendung geeignet. Für das Schweißen von Draht mit einem Durchmesser von 0,6 mm verwenden Sie einen Brenner mit einer Länge von nicht mehr als 3 m. Sie sollen das Kontaktrohr und die Drahtführungsrolle des Drahtvorschubmotors mit einer Rolle mit Rille von ∅ 0,6 (Art.-Nr. 042353) austauschen. Positionieren Sie die V-Nut so, dass die Beschriftung 0,6 gezeigt wird.
Das Schweißen vom Stahl erfordert die Verwendung eines bestimmten Schutzgas, d.h. Argon+CO2. Der Anteil von CO2 kann je nach der benutzten Gasart variieren. Für Edelstahl, nutzen Sie eine Mischung von Argon und CO2 mit 2 % CO2. Beim Schweißen mit reinem CO2 sollen Sie eine Gasvorwärmeinrichtung an die Gasflasche anschließen. Für spezielle Gasanforderungen fragen Sie Ihren Schweißfachhändler oder Schweißgasehändler. Der Gasdurchfluss für Stahl liegt zwischen 8 und 15 l/Min je nach Umgebung.
HALBAUTOMATISCHES SCHWEISSEN ALUMINIUM (MIG-MODUS)
Das Gerät ist zum Schweißen von ∅ 0,8 bis 1,2 mm Aluminiumdraht geeignet (II-B).
Der Einsatz bei Aluminium erfordert ein spezielles Gas, nämlich reines Argon (Ar). Lassen Sie sich bei der Wahl des Gases von einem Gaslieferanten beraten. Der Gasdurchfluss für Aluminium liegt zwischen 15 und 25 l/Min je nach Umgebung und Schweißererfahrung.
Unterschiede zwischen der Stahl- und Alu-Anwendung:
- Nutzen Sie spezielle Drahtführungsrollen beim Alu-Schweißen (U-Rille).
- Bei Aluminium-Draht muss der Anpressdruck gering sein, da der Draht sonst zerdrückt wird.
- Das Kapillarrohr zwischen dem Drahtvorschubmotor und dem Euroanschluss darf nur beim Schweißen von Stahl und Edelstahl montiert sein.
- Nutzen Sie einen für Aluminium geeigneten Brenner. Dieser Aluminiumbrenner ist mit einer reibungsarmen Teflonseele ausgerüstet. Schneiden Sie die Drahtseele am Anschluss nicht ab! Diese Drahtseele wird verwendet, um den Draht von den Rollen zu führen.
- Kontaktrohr: Nutzen Sie ein speziell zum Schweißen vom Aluminium geeignetes Kontaktrohr, das an den Drahtdurchmesser angepasst ist.

Bei Verwendung von roter oder blauer Drahtseele (Alu-Schweißen) wird empfohlen, das Zubehör 90950 zu verwenden (II-C). Diese Mantelführung aus Edelstahl verbessert die Zentrierung des Mantels und erleichtert das Ablaufern des Drahtes.

Video
HALBAUTOMATISCHES SCHWEISSEN BEI CUSI UND CUAL (LÖTEN)
Das Gerät ist zum Schweißen von ∅ 0,8 bis 1.0 mm CuSi und CuAl-Draht geeignet.
Wie beim Schweißen vo Stahl, muss ein Kapillarrohr eingesetzt werden. Der Brenner sollte mit einer Stahldrahtseele ausgerüstet werden. Beim Löten muss reines Argon (Ar) als Schutzgas eingesetzt werden.
HALBAUTOMATISCHES SCHWEISSEN DRAHT „NO GAS“
Das Gerät kann Draht ohne Gasschutz (No Gas) von ∅ 0,9 bis 1,2 mm schweißen. Das Verschweißen vom Fühldraht mit einer Standarddüse kann zu Überhitzung und Beschädigung des Brenners führen. Entfernen Sie die Originaldüse von Ihrem MIG-MAG-Brenner.
WAHL DER POLARITÄT
+ Polarität - Polarität
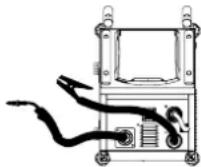
Das MIG/MAG-Schweißen unter Gasschutz erfordert in der Regel eine positive Polarität..
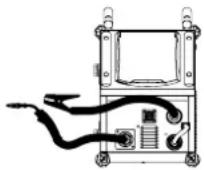
MIG/MAG-Schweißen ohne Schutzgas (No Gas) erfordert generell negative Polarität.
Beachten Sie in jedem Fall die Empfehlungen des Fühldrahtherstellers zur Wahl der Polarität.
GAS-ANSCHLUSS
- Installieren Sie einen geeigneten Druckminderer an der Gasflasche. Schließen Sie ihn mit dem mitgelieferten Schlauch an das Schweißgerät an. Benutzen Sie die beiden mitgelieferten Ohrschellen, um Undichtigkeiten zu vermeiden.
- Stellen Sie sicher, dass die Gasflasche ordnungsgemäß befestigt ist und die Kette am Generator befestigt ist.
- Stellen Sie die Gasdurchflussmenge am Druckminderer ein.
Anmerkung: Um die Einstellung des Gasdurchfluss zu erleichtern, betätigen Sie die motorisierten Drahtführungsrollen durch Drücken des Brenner-tasters (lösen Sie den Knopf an dem Drahtvorschubmotor, um keinen Draht anzutreiben). Maximaler Gasdruck: 0.5 MPa (5 bar).
Diese Verfahren ist beim «No Gas» (Fülldraht) Schweißen unnötig.
EMPFOHLENE KOMBINATIONEN
| (mm) | Strom (A) ∅ Draht (mm) ∅ Düse (mm) Durchflussmenge (L/min) | |||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | ||
| 2-4 100-200 1 | .0 12-15 12-15 | |||
| 4-8 200-300 1 | .0/1.2 15-16 15-18 | |||
| 8-15 300-500 1 | .2/1.6 | 16 18-25 | ||
| MAG | 0.6-1.5 15-80 0 | 6 12 | 8-10 | |
| 1.5-3 80-150 0 | 8 12-15 10-12 | |||
| 3-8 150-300 1 | .0/1.2 15-16 12-15 | |||
| 8-20 300-500 1 | .2/1.6 | 16 15-18 | ||
SCHWEISSMODUS MIG / MAG (GMAW/FCAW)
| Schweissverfahren | ||||||||
| Parameter | Einstellungen | MANUEL | STD DYNAMIC | STD IMPACT | STD ROOT | COLD PULSE | PULSE | |
| Material-GasKopplung | - Fe Ar 25% CO2- ... | - | √ | √ | √ | √ | √ | Auswahl des zu verschweißenden Materials.Synergische Schweißparameter |
| Drahtdurchmesser | ∅ 0,6 > ∅ 1,2 mm | √ | √ | √ | √ | √ | √ | Auswahl des Drahtdurchmessers |
| ModulArc(Lichtbogen-Modul) | OFF - ON | - | - | - | - | - | √ | Aktiviert oder deaktiviert die Modulation des Schweißstroms(Doppelimpuls) |
| Betrieb Brenner-taster | 2T, 4T | √ | √ | √ | √ | √ | √ | Auswahl der Zündart |
| Heftschweißen-Modus | SPOT, DELAY | √ | √ | √ | √ | √ | - | Auswahl des Heftschweißen-Modus |
| 1. Einstellung | MaterialstärkeStromGeschwindigkeit | - | √ | √ | √ | √ | √ | Auswahl der anzuzeigenden Haupteinstellung (Dicke des zu schweißenden Werkstücks, durchschnittlicher Schweißstrom oder Drahtgeschwindigkeit). |
| Energie | HoldWärmekoeffizient | √ | √ | √ | √ | √ | √ | Siehe Kapitel «ENERGIE» auf den Seiten folgend. |
SCHWEISSVERFAHREN
Für weitere Informationen zu GYS-Synergien und Schweißverfahren, scannen Sie den QR-Code :

HEFTSCHWEISSEN-MODUS
• HEFTEN - SPOT
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess. Das Heften kann manuell mit der Brennertaste erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Die einstellbare Schweißdauer ermöglicht die kontrollierte Reduzierung der Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen (über das erweiterte Menü zugänglich).
- SPOT DELAY
Dieser Heft-Modus ist dem SPOT ähnlich, aber Heftpunkte und Stillstandzeiten folgen aufeinander, solange die Brennertaste gedrückt gehalten wird.
FESTLEGUNG DER EINSTELLUNGEN
| Maßein-heit | ||
| Drahtgeschwindigkeit | m/min | Menge des aufgetragenen Schweißzusatzwerkstoffs und indirekt Schweißintensität und Eindringtiefe |
| Spannung V Einfluss auf die Breite der Schweißnaht. | ||
| Drossel | - | Dämpft den Schweißstrom mehr oder weniger. Wird entsprechend der Schweißposition eingestellt. |
| Gasvorströmung s Dauer der Gasvorströmung vor der Zündung. | ||
| Gasnachströmung | s | Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxidation. |
| Materialstärke mm | Die Synergie ermöglicht eine vollautomatische Einstellung. Das Einwirken auf die Schichtdicke parame-triert automatisch die passende Drahtspannung und Geschwindigkeit. | |
| Strom A | Der Schweißstrom wird in Abhängigkeit vom verwendeten Drahttyp und dem zu schweißenden Material eingestellt geschweißt werden. | |
| Lichtbogenlänge - | Dient zur Einstellung des Abstands zwischen dem Drahtende und dem Schmelzbad (Spannungseinstel-lung). | |
| Anschleichgeschwin-digkeit | % | Stufenlose Drahtgeschwindigkeit Vor der Zündung kommt der Draht langsam an, um der ersten Kontakt herzustellen ohne Ruck. |
| Hot Start | % & s | Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass der Draht am Werkstück klebt. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). |
| Crater Filler | % | Der Endstrom beschreibt die Phase nach der Stromabsenkung. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). |
| Soft Start | s | Vor der Zündung kommt der Draht langsam an, um den ersten Kontakt mit dem Werkstück herzustellen. Zur Vermeidung starker Anhaftungen oder ruckartiger Aktionen wird der Strom zwischen erstem Kontakt und Schweißvorgang in Grenzen gehalten. |
| Stromanstieg | s Stromanstieg. | |
| Zweitstrom | % | Zweitstrom (Kaltstrom) |
| Puls-Frequenz Hz | Puls-Frequenz | |
| Zyklisches Verhältnis | % | Beim Puls-Modus steht die Heißstromzeit in Bezug zur Kaltstromzeit. |
| Stromabsenkung | s Absenkzeit des Schweißstroms (Endkraterfüllstrom) | |
| Punkt | s Definierte Dauer. | |
| Dauer zwischen 2 Heftpunkten | s | Dauer zwischen Punktschweißende (außer Nachgasströmung) und nächstem Punktschweißvorgang (inkl. Vorgasströmung). |
| Burnback | s | Funktion, um das Risiko des Anhaftens des Drahtes am Ende der Naht zu verhindern. Diese Zeit ents-pricht der Zeit, in der der Draht wieder aus dem Schmelzbad auftaucht. |
Der Zugang zu bestimmten Schweißparametern ist abhängig vom Schweißverfahren (Manuell, Standard, usw.) und dem gewählten Anzeigemodus (Easy, Experte oder Fortgeschritten). Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
MIG/ MAG-SCHWEISSZYKLEN
2T Standard:
Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen und der Schweißzyklus startet. Beim Loslassen des Brennerstaster stoppt der Drahtvorschub und ein Puls ermöglicht den sauberen Schnitt des Drahtes, danach startet die Gasnachströmung. Ist die Gasnachströmung noch nicht beendet, ermöglicht ein Druck auf den Brennertaster den schnellen Neustart des Schweißvorgangs (manueller «Kettenpunkt»), ohne die Hotstartphase. Eine Hostart- und/oder eine Crater-Filler-Phase kann dem Schweißzyklus hinzugefügt werden.
4T Standard:
Beim 4T Standardverfahren wird die Dauer von Gasvorströmung und Gasnachströmung über Zeiten gesteuert. Der Hot Start und Kraterfüller mittels Brennertaster.
2T Puls:
Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen. Dann folgen Hot-Start und Stromanstieg, der Schweißzyklus beginnt. Beim Loslassen des Brennertasters beginnt der Stromabsenkung bis der Crater Filler-Strom erreicht wird. Danach schneidet die Stopp-Phase den Draht ab und es folgt die Gasnachströmung. Wie im Standardmodus kann der Schweißvorgang während der Gasnachströmung ohne Hotstartphase neugestartet werden.
4T Puls:
Beim 4T Pulsverfahren wird die Dauer der Gasvorströmung und Gasnachströmung zeitgesteuert. Hot Start und Kraterfüller mittels Brennertaster
SCHWEISSMODUS WIG (GTAW)
ANSCHLUSS UND HINWEISE
- Beim WIG-Schweißen ist Schutzgas (Argon) erforderlich.
- Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+). Schließen Sie den WIG-Brenner (Art.-Nr. 046108) an den EURO-Stecker des Netzteils und das Umschaltkabel an den Minusanschluss (-) an.
- Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse, Spannhülse, Brennerkappe und Wolfram-Elektrode).
• Die Wahl der Elektrode ist abhängig von der Stromstärke des WIG-Verfahrens mit Gleichstrom.
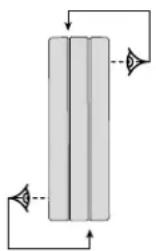
ELEKTRODE-SCHLEIFEN
Für optimale Funktion wird empfohlen, eine wie folgt geschliffene Elektrode zu verwenden:
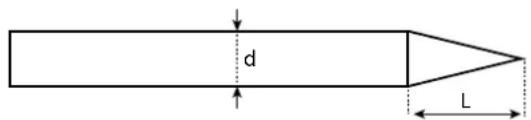
text_image
d LL = 3 x d bei niedrigem Schweißs-
trom.
L = d bei hohem Schweißstrom.
PROZESSPARAMETER
| Schweissverfahren | ||||
| Parameter Einstellungen | Synergetisches Schweißen | DC | ||
| - | Standard - Stetiger Strom | √ | ||
| Pulse - Impulsstrom | √ | |||
| Heften - Spot - Durchgehendes Punktschweißen | ||||
| Tack-Heften - Gepulstes Punktschweißen | √ | |||
| Materialtyp Fe, Al, usw.. - Auswahl des zu verschweißenden Materials | ||||
| Durchmesser der Wolframelektrode | 1 - 4 mm | √ | √ | Wahl des Elektrodendurchmessers. Ermöglicht die Feinabstimmung von HF-Ansaugstrom und Synergien |
| Zündungsart 2T - 4T | - 4T LOG Auswahl der Zündungsart | √ | ||
| E.WIG | ON - OFF | √ | √ | Schweißmodus mit Konstant-Energie und Korrektur der Lichtbogenlängenabweichungen |
| Energie | Hold Wärmekoeffizient | - Siehe Kapitel «ENERGIE» auf den Seiten folgend. | ||
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
SCHWEISSVERFAHREN
• WIG DC
WIG DC ist für das Schweißen von eisenhaltigen Metallen wie Stahl und Edelstahl, aber auch Kupfer, dessen Legierungen und Titan geeignet.
• WIG Synergie
Der WIG Synergic-Modus funktioniert nicht mit der Auswahl DC und Schweißzykluseinstellungen sondern integriert auf Erfahrung basierte Schweißeinstellungen und -synergien. Dieser Modus beschränkt also die Anzahl an Parameter auf drei grundsätzlichen Einstellungen. Art des Materials, zu schweißende Dicke und Schweißposition.
EINSTELLUNGEN
- Standardverfahren
Das WIG-Standard-Schweißverfahren mit Gleichstrom (TIG DC Standard) ermöglicht qualitativ hochwertiges Schweißen auf den meisten Eisenwerkstoffen wie Stahl, Edelstahl, aber auch Kupfer und seinen Legierungen, Titan... Die zahlreichen Möglichkeiten des Strom- und Gasmanagements erlauben es Ihnen, Ihren Schweißvorgang perfekt zu steuern, vom Start bis zur endgültigen Abkühlung Ihrer Schweißraupe.
- Pulse
Dieser Modus lässt den Schweißstrom zwischen Puls- (I, Schweißimpuls) und Grundstrom (I-Kalt, Abkühlphase) wechseln. Der Pulsmodus ermöglicht die Bearbeitung von Werkstücken bei begrenztem Temperaturanstieg und geringer Verformung. Hält auch ideal die Position bei.
Beispiel:
Der Schweißstrom I ist eingestellt auf 100A und % (I-Kalt) = 50, d.h. Grundstrom = 50 % x 100A = 50A.
F(Hz) ist auf 10Hz eingestellt, die Signalperiode wird 1/10Hz betragen = 100ms -> Alle 100ms folgt auf einen 100A-Impuls einer mit 50A.
• HEFTEN - SPOT
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess. Das Heften kann manuell mit der Brennertaste erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Die einstellbare Schweißdauer ermöglicht die kontrollierte Reduzierung der Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen.
• TACK-HEFTEN
Dieser Schweißmodus ermöglicht ebenfalls das Heften der Werkstücke vor dem Schweißen, allerdings in zwei Phasen: bei der ersten Phase mit gepulstem Gleichstrom wird der Lichtbogen für einen besseren Einbrand gebündelt. Die darauf folgende zweite Phase mit Standard-Gleichstrom verbreitert den Lichtbogen und somit die Schmelze, um den Schweißpunkt zu setzen.
Mit den einstellbaren Zeiten der zwei Phasen lässt sich eine höhere Wiederholgenauigkeit und das Setzen von nicht oxidierten Schweißpunkten mit geringem Durchmesser (Zugang im erweiterten Menü) erzielen.
• E-WIG
Dieser Modus sorgt für konstant stabile Energieeinbringung während der gesamten Schweißzeit. Änderungen der Lichtbogenlänge werden in Echtzeit registriert und ausgeglichen. Bei Schweißaufgaben bei denen es auf besonders gleichmäßiges Einbrandverhalten ankommt, kann dieser Modus genutzt werden um die Energie unabhängig von der Brennerposition konstant zu halten.
Standard (Konstantstrom)



E-WIG (konstante Energie)



WAHL DES DURCHMESSERS DER ELEKTRODE
| ∅ Elektrode (mm) | WIG DC | |
| Wolfram pur Wolfram mit Oxiden | ||
| 1 10 > 75 10 > 75 | ||
| 1,6 60 > 150 60 > 150 | ||
| 2 75 > 180 100 > 200 | ||
| 2,5 130 > 230 170 > 250 | ||
| 3,2 160 > 310 225 > 330 | ||
| 4 275 > 450 350 > 480 | ||
| Ca. = 80 A pro mm ∅ | ||
BETRIEB BRENNERTASTER
• 2T
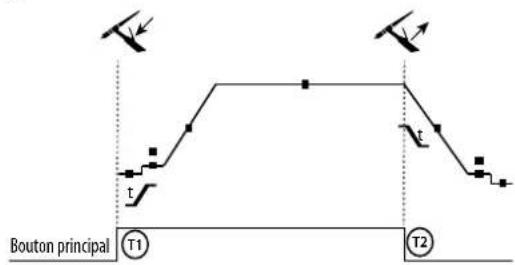
T1 - Brennertaste ist gedrückt, der Schweißzyklus startet
(Gasvorströmung, Startstrom, Stromanstieg und Schweißstrom).
T2 - Haupttaste ist gelöst, der Schweißzyklus stoppt (Stromabsenkung, Endstrom, Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekundär-Taste als Haupttaste verwendet.
• 4T
flowchart
graph TD
A["Start"] --> B["T1"]
B --> C["T2"]
C --> D["T3"]
D --> E["T4"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#ffc,stroke:#333
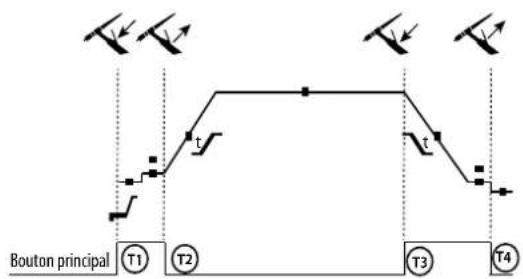
T1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gasvorströmung und stoppt bei der Phase Startstrom.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in Stromanstieg und Schweißstrom.
T3 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gasvorströmung und stoppt bei der Phase Startstrom.
T4 - Haupttaste ist gelöst, der Schweißzyklus stoppt (Stromabsenkung, Startstrom)
Nb : pour les torches, double boutons et double bouton + potentio-mètre
=> bouton « haut/courant de soudage » et potentiomètre actifs, bouton « bas » inactif.
• 4T LOG
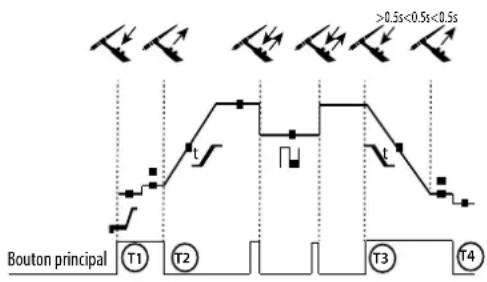
T1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gasvorströmung und stoppt bei der Phase Startstrom.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in Stromanstieg und Schweißstrom.
LOG : dieser Betriebsmodus wird in der Schweißphase angewandt:
- durch kurzen Druck auf die Haupttaste (< 0,5s) schaltet der Strom zwischen I Schweißstrom und I Kaltstrom und umgekehrt.
- bei gedrückt gehaltener Sekundär-Taste schaltet der Strom von I Schweißstrom zu I Kaltstrom
- bei lösen der Sekundär-Taste schaltet der Strom von I Kaltstrom zurück zu I Schweißstrom
T3 - durch langen Druck auf die Haupttaste (> 0,5s) geht der Zyklus in Stromabsenkung über und stoppt bei der Phase -Endstrom.
T4 - bei gelöster Haupttaste endet der Zyklus durch die Gasnachströmung.
Bei WIG-Brenner mit Doppelttaste oder Poti- Doppelttaste hat die obere Taste die gleiche Funktion wie bei Lamellen/ Einzeltaste- Brennern. Der Trigger «low» ist inaktiv.
MANUELLE GASSPÜLUNG
Das Vorhandensein von Sauerstoff im Brenner kann zu einer Verschlechterung der mechanischen Eigenschaften führen und eine Verringerung der Korrosionsbeständigkeit zur Folge haben. Um das Gas aus dem Brenner zu spülen, halten Sie die Drucktaste 1 gedrückt und befolgen Sie die Anweisungen auf dem Display.
FESTLEGUNG DER EINSTELLUNGEN
Maßein- heit
| Gasvorströmung s Dauer der Gasvorströmung vor der Zündung. | ||
| Startstrom % Der Startstrom beschreibt die Phase vor Beginn des Stromanstiegs. | ||
| Startzeit s Start-Stromstufe vor der Stromanstiegsrampe. | ||
| Stromanstieg s Ermöglicht einen progressiven Anstieg des Schweißstroms. | ||
| Schweißstrom A Schweißstrom | ||
| Stromabsenkung | s | Vermeidet Kraterbildung am Ende des Schweißvorgangs und die Gefahr von Rissbildung, insbesondere bei Leichtmetalllegierungen. |
| Abschaltstrom | % | Der Schlussstrom beschreibt die Phase nach der Stromabsenkung. |
| Pausenzeit | s | Die Stopp-Stromstufe ist eine Phase nach der Stromabstiegsrampe. |
| Materialstärke | mm | Dicke des zu verschweißenden Materials |
| Position - Schweißposition | ||
| Gasnachströmung | s | Dauer der Schutzgasnachströmung Er schützt das Werkstück und die Elektrode vor Oxidation beim Abkühlen. |
| Wellenform | - | Wellenform des gepulsten Anteils. |
| Zweitstrom | % Zeitstrom (Kaltstrom) | |
| Kaltanteil | % Zeitanteil des Impuls-Heißstroms (I) | |
| Puls-frequenz | Hz | PulsfrequenzEINSTELLTIPPS:Beim Schweißen mit manueller Zusatzdraht-Zuführung, F(Hz) mit der Zufuhr synchronisierenBei dünnen Materialien (< 0,8mm) und ohne Zusatzdraht F(Hz) > 10Hz wählenBeim Schweißen spezieller Materialien die ein oszillierendes Schweißbad benötigen, F(Hz) < 100Hz wählen |
| Heften - Spot s Manuell oder definierte Dauer. | ||
| Impulsdauer | s Manuelle oder zeitabhängige Impulsphase | |
| Dauer ohne Impulse | s Manuelle Phase mit stetigem Strom oder mit festgelegter Dauer | |
Der Zugang zu einigen Schweißparametern ist abhängig vom Schweißverfahren (Standard-, Puls-, usw.) und dem gewählten Anzeigemodus (Easy, Experte oder Fortgeschritten)
SCHWEISSMODUS MMA (SMAW)
ANSCHLUSS UND HINWEISE
- Schließen Sie Elektrodenhalter und Masseklemme an die entsprechenden Anschlüsse an.
- Beachten Sie die auf den Elektrodenpackungen angegebene Schweißpolarität und Schweißstrom.
- Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Gerät nicht benutzt wird.
- Das Gerät ist mit 3 umrichterspezifischen Funktionen ausgestattet:
- Hot Start: erhöht den Schweißstrom beim Zünden der Elektrode.
- Arc Force: erhöht kurzzeitig den Schweißstrom. Ein mögliches Festbrennen der Elektrode am Werkstück während des Eintauchens ins Schweißbad wird verhindert.
- Anti Sticking: schaltet den Schweißstrom ab. Ein mögliches Ausglühen der Elektrode während des oben genannten, möglichen Festbrennens wird vermieden.
PROZESSPARAMETER
| Schweissverfahren | ||||
| Parameter Einstellungen Standard Pulse | ||||
| Elektrodentyp | RutilBasischZellulose | √ | √ | Der Elektrodentyp bestimmt je nach verwendetem Elektrodentyp spezi-fische Parameter, um die Schweißprozess zu optimieren. |
| Anti-Sticking OFF - ON | √ | √ | Anti-Sticking im Fall des Festbrennens auf dem Werkstück (der Schweißstrom wird automatisch ausgeschaltet). | |
| Energie | HoldWärmekoeffizient | √ | √ | Siehe Kapitel «ENERGIE» auf den Seiten folgend. |
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
- Standard
Der Schweißmodus MMA Standard ist für die meisten Anwendungen geeignet. Dieses Verfahren erlaubt ein Verschweißen mit aller gängigen umhülten, Rutil-, Zellulose- und basischen Elektroden und auf allen Materialen: Stahl, Edelstahl
- Pulse
Das MMA-Puls Schweißverfahren ist besonders für Steignähte geeignet. Der Pulsstrom ermöglicht eine Materialverschmelzung bei geringerer Energieeinbringung. Ohne Pulsen erfordert das Steignahtschweißen eine Elektrodenführung nach dem «Tannenbaumprinzip», d. h. schwierige Dreiecksbewegungen. Dank dem MMA-Puls-Modus sind solche Bewegungsabläufe nicht mehr zwingend notwendig. Je nach Werkstückstärke kann eine geradlinige Aufwärtsbewegung genügen. Wenn Sie Ihr Schmelzbad verbreitern möchten, ist eine einfache Seitwärtsbewegung ausreichend, ähnlich wie beim Schweißen in flacher Position. Über das Display lässt sich die Frequenz des Pulsstroms einstellen. Mit diesem Verfahren ist das Schweißen von Steignähten besser beherrschbar.
AUSWAHL DER UMHÜLLTEN ELEKTRODEN
- Rutile Elektroden: einfache Bedienung in allen Positionen.
- Basische Elektroden: Bedienung in allen Positionen, und dank ihrer mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
• Zellulose-Elektroden: schnelle Verschmelzgeschwindigkeit und Bedienung in allen Positionen, deswegen für Schweißarbeiten in Pipelines geeignet.
FESTLEGUNG DER EINSTELLUNGEN
| Maßein-heit | ||
| Prozentsatz Hot Start | % | Der Hot Start verbessert die Zundeigenschaften durch eine kurzzeitige Erhöhung des Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). |
| Dauer Hot Start s | ||
| Schweißstrom | A | Der Schweißstrom muss je nach Elektrodentyp ausgewählt werden (siehe Elektrodenverpackung). |
| Arc Force % | Arc Force ist ein erzeugter Überstrom zur Verhinderung von Anhaftungen, wenn die Elektrode oder der Tropfen das Schweißbad berührt. | |
| Prozentsatz I Kaltanteil % | ||
| Kaltanteil s | ||
| Impuls-frequenz | Hz | Verhältnis zwischen Pulsstromzeit u. Grundstromzeit |
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
EINSTELLUNG DER SCHWEISSINTENSITÄT
Stellen Sie die Arc Force erst in einem mittleren Bereich (0) ein und passen sie je nach Ergebnis an. Hinweis: Der Einstellbereich des Arc Force ist abhängig vom ausgewählten Elektrodentyp.
| ∅ Elektrode (mm) Rutil-Elektrode E6013 (A) Basische Elektrode E7018 (A) Zellulose-Elektrode E6010 (A) | |||
| 1,6 30-60 30-55 - | |||
| 2,0 50-70 50-80 - | |||
| 2,5 60-100 80-110 60-75 | |||
| 3.15 80-150 90-140 85-90 | |||
| 4,0 100-200 125-210 120-160 | |||
| 5 150-290 200-260 | 110-170 | ||
EINSTELLUNG DER ARC FORCE
Es wird empfohlen, die Arc Force auf die mittlere Position (0) einzustellen, um mit dem Schweißen zu beginnen, und sie entsprechend den Ergebnissen und Schweißpräferenzen anzupassen. Hinweis: Der Einstellbereich der Arc Force ist spezifisch für den gewählten Elektrodentyp.
ENERGIE
Modus, der zum Schweißen mit Energieregelung entwickelt wurde, und für den eine Schweißbeschreibung (WPS) beiliegt. Dieser Modus ermöglicht, zusätzlich zur Energieanzeige der Naht nach dem Schweißen die Einstellung des Wärmekoeffizienten entsprechend der verwendeten Norm: 1 für ASME-Normen und 0,6 (WIG) oder 0,8 (MMA/MIG-MAG) für europäische Normen. Die angezeigte Energie wird berechnet unter Berücksichtigung dieses Koeffizienten.
PUSH-PULL-BRENNER (OPTIONAL)
| Referenz | Drahtdurchmesser | Mindest | Art der Kühlung |
| 046283 | 0,6 > 1,2 mm | 4 m | Luft |
Ein Push-Pull-Brenner kann über den Anschluss (I-9) an den Generator angeschlossen werden. Dieser Brennertyp ermöglicht die Verwendung von AlSi-Draht auch in ∅ 0,8 mm. Der Brenner kann in allen MIG-MAG-Schweißmodi verwendet werden.
Die Erkennung des Push-Pull-Brenners erfolgt durch einfaches Drücken der Brennertaste.
Bei Verwendung eines Potentiometer-Push-Pull-Brenner wird über die Einstellung an der Schnittstelle der Maximalwert des Einstellbereichs eingestellt.
Das Potenziometer ermöglicht es dann, zwischen 50 % und 100 % dieses Wertes zu variieren.
DRAHTFÜHRUNGSROLLEN (B) OPTIONAL
| Durchmesser | Referenz (x2) | |
| Stahl | Aluminium | |
| 0.6/0.8 | 042353 | - |
| 0.8/1.0 042360 | 042377 | |
| 1.0/1.2 046849 | 040915 | |
| Durchmesser | Referenz (x2) |
| Fülldraht | |
| 0.9/1.2 | 042407 |
FEHLER, URSACHEN, LÖSUNGEN
| SYMPTOME MÖGLICHE URSACHEN | ABHILFEN | |
| Der Schweißdrahtvorschub ist nicht konstant. | Partikel verstopfen die Gasdüse | Reinigen Sie das Kontaktrohr oder ersetzen Sie es. |
| Der Draht rutscht in den Drahtführungsrollen. | Fügen Sie Antihaftmittel hinzu. | |
| Eine Drahtführungsrolle rutscht. | Prüfen Sie den Sitz der Drahtführungs- rollenschraube. | |
| Das Brennerkabel ist verdreht. | Das Brennerkabel muss möglichst gerade sein. | |
| Der Drahtvorschubmotor funktioniert nicht. | Spulenbremse oder Drahtführungsrollen zu fest. | Lösen Sie die Bremse und die Drahtführungs- rollen. |
| Falscher Drahtvorschub. | Schmutzige oder beschädigtes Drahtfüh- rungsseele. | Reinigen oder ersetzen Sie es. |
| Fehlende Passfeder bei den Drahtführungs- rollen | Ergänzen Sie die fehlende Passfeder im Gehäuse. | |
| Spulenbremse zu fest angezogen. | Lösen Sie die Bremse. | |
| Kein Strom oder falscher Schweißstrom. | Falscher Netzanschluss. | Kontrollieren Sie den Anschluss der Steckdose und überprüfen Sie, ob die Steckdose richtig versorgt ist. |
| Falscher Masseanschluss. | Prüfen Sie das Massekabel (Anschluss und Zustand der Masseklemme). | |
| Keine Leistung. Prüfen Sie den Brennertaster. | ||
| Der Draht reibt sich auf den Drahtführungs- rollen ab. | Zerdrückter Drahtführungsmantel. | Prüfen Sie die Drahtseele und den Bren- nerkörper. |
| Draht stockt im Brenner. Ersetzen Sie oder reinigen Sie den Brenner. | ||
| Kein Kapillarrohr. Prüfen Sie, ob das Kapillarrohr vorhanden ist. | ||
| Drahtgeschwindigkeit zu hoch. Drahtgeschwindigkeit reduzieren | ||
| Poröse Schweißnaht. | Gasdurchfluss zu niedrig. | Einstellbereich von 15 bis 20 l/min.Reinigen Sie das Basismetall. |
| Gasflasche leer. Das Gas ersetzen. | ||
| Schlechte Gasqualität. Das Gas ersetzen. | ||
| Belüftung oder Einfluss des Windes. | Vermeiden Sie Luftzug und schützen Sie den Schweißbereich. | |
| Verstopfte Gasdüse. Reinigen oder ersetzen Sie die Gasdüse. | ||
| Schlechte Drahtqualität. | Nutzen Sie nur zum MIG/MAG-Schweißen geeigneten Draht. | |
| Werkstück nicht ausreichend vorbereitet (Rost usw.) | Reinigen Sie das Werkstück vor dem Schweißen. | |
| Das Gas ist nicht angeschlossen | Prüfen Sie, ob das Gas an das Gerät angeschlossen ist. | |
| Starke Funkenbildung. | Lichtbogen-Spannung zu niedrig oder zu hoch. Siehe Schweiß-Parameter. | |
| Falscher Masseanschluss. Die Masseklemme am Werkstück anschließen. | ||
| Schutzgasmenge zu niedrig. Stellen Sie den Gas durchfluss ein. | ||
| Kein Gas am Ausgang des Brenners Falscher Gasanschluss | Prüfen Sie die Gasanschlüsse | |
| Prüfen Sie, ob das Gasventil richtig funktioniert. | ||
| Fehler beim Download | Die Daten auf die SD-Karte sind falsch oder beschädigt. | Prüfen Sie Ihre Daten. |
| Backup-Problem Alle Speicherplätze sind belegt. | Sie müssen Programme löschen.Die Anzahl an Speicherplätzen ist auf 500 beschränkt. | |
| Automatische Löschung der JOBs. | Manche JOBs wurden gelöscht, weil sie mit den neuen Synergien nicht mehr kompatibel waren. | - |
| Fehler bei der Erkennung des Push Pull Brenner. | - | Prüfen Sie den Anschluss Ihres Push Pull Brenners. |
| Fehler beim USB-Stick | Kein JOB auf dem USB-Stick entdeckt - | |
| Kein Speicher mehr frei Geben Sie Speicher auf dem USB-Stick frei. | ||
| Datei-Problem | Die Datei «...» entspricht nicht den herunterge- ladenen Synergien des Produktes. | Die Datei wurde mit Synergien erstellt, die nicht in der Maschine sind. |
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Die Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Die Garantieleistung erfolgt nicht bei Defekten, die durch:
- Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind.
- unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie durch nicht autorisierte Reparaturen hervorgerufen worden sind.
- umweltbedingte Einwirkungen (Schmutz, Staub, Rost) entstanden sind.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel einschicken.
- Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor Kostenvoranschlags durch den Besteller.
- Im Fall einer Garantieleistung trägt der Hersteller ausschließlich die Kosten für den Rückversand an den Fachhändler.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOEREN
HANDMATIG ZUIVEREN GAS
INSTELLEN VAN DE LAS-INTENSITEIT
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung ürscheint auf der Anzeige.
Das Gerät zum Abkuhlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.
Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender Kennlinie.
Die Stromquelle hat eine flache Kennliniencharakteristik.
Diese Anleitung zur Bedienung des Bedienfelds (HMI) ist Teil der kompletten Dokumentation. Eine allgemeine Anleitung liegt dem Gerät bei. Lesen und beachten Sie die allgemeine Anleitung, vor allem die Sicherheitshinweise!
Nutzung und Betrieb ausschließlich mit den folgenden Produkten
| NEOPULSE 220 C | √ |
| NEOPULSE 220 C XL | √ |
| NEOPULSE 320 C | √ |
| NEOFEED 4W | √ |
| NEOPULSE 400 CW | √ |
Software-Version
In dieser Anleitung werden die folgenden Software-Versionen beschrieben:
1.86
Die Software-Version des Bedienfelds wird im Menü „Allgemein“ angezeigt: Informationen / MMI (Mensch-Maschine-Schnittstelle)
Steuerung der Stromquelle
Der Hauptbildschirm enthält alle notwendigen Informationen für das Schweißverfahren vor, während und nach dem Schweißen (das Bedienfeld kann sich je nach gewähltem Prozess leicht ändern).
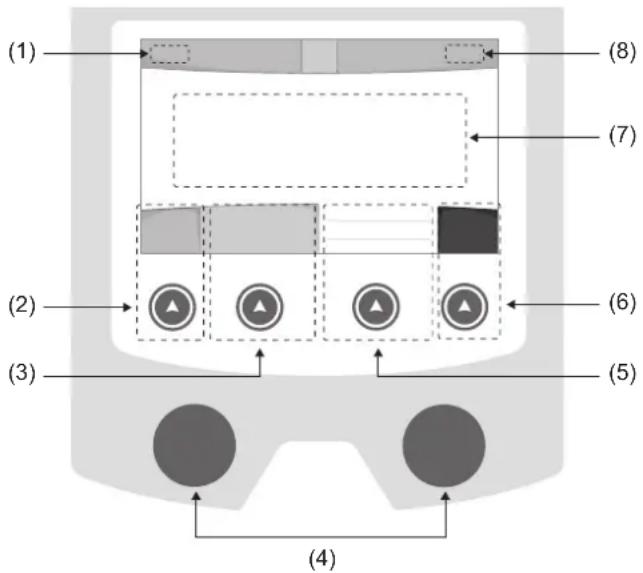
(1) Name des Bedieners / Rückverfolgbarkeit
(2) Drucktaste Nr. 1: Menü „Allgemein“ oder Rückkehr zumvorigen Menü
(3) Drucktaste Nr. 2: Parameter des aktuellen Verfahrens
(4) Navigationsrädchen
(5) Drucktaste Nr. 3: Einstellungen
(6) Drucktaste Nr. 4: Job oder Validierung
(7) Aktuelle Einstellungen
(8) Messung von Spannung, Stromstärke und Energie
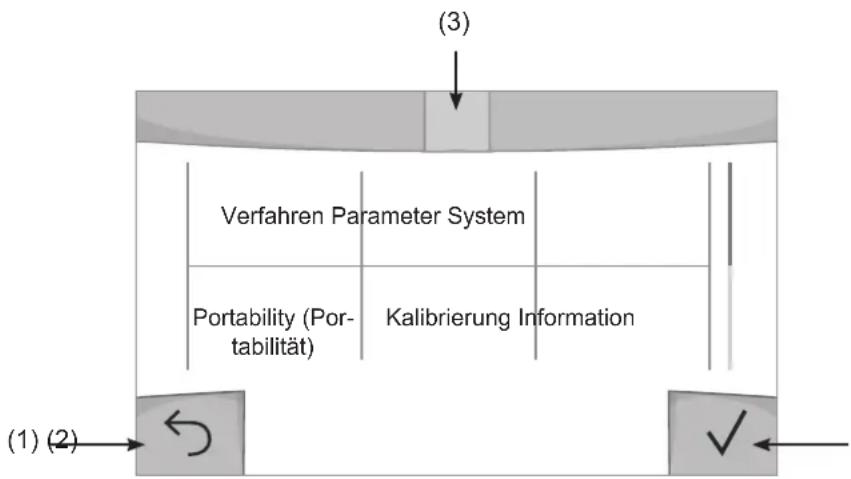
Menü „ Allgemein“
Der Bildschirm Menü „Allgemein“ wird angezeigt, wenn das Gerät zum ersten Mal gestartet wird.
Die Navigation zwischen den verschiedenen Blöcken erfolgt mit den Drehimpulsgeber und den Drucktasten

flowchart
graph TD
A["Verfahren Parameter System"] --> B["Portability (Portabilität)"]
A --> C["Kalibrierung Information"]
D["✓"] --> E["(1) (2)"] --> F["Arrow to bottom"]
G["(3)"] --> H["Arrow to top"]
(1) Zurück
(2) Validierung
(3) Symbol des aktuellen Menüs
Verfahren
Der Zugriff zu bestimmten Verfahren hängt vom Gerät ab:
MIG-MAG (GMAW/FCAW)
Halbautomatisches Schweißen, mit Schutzgas
TIG (GTAW)
Schweißen mit nicht abschmelzender Elektrode, mit Schutzgas.
MMA (SMAW)
Schweißen mit umhüllter Elektrode
Fugenhobeln
Druckluft-Lichtbogenart, um Metall oder Schweißgut abzutragen.
Parameter (Bediener)
Anzeigemodus
- Einfach: Einfache Anzeige mit eingeschränkten Funktionen (kein Zugang zum Schweißzyklus).
- Expert: Vollständige Anzeige, ermöglicht die Einstellung der Dauer und Zeiten der verschiedenen Phasen des Schweißzyklus.
- Erweitert: Vollständige Anzeige, erlaubt die Einstellung aller Parameter des Schweißzyklus.
Sprache
Wahl der Sprache des Bedienfeldes (Französisch, Englisch, Deutsch, usw.).
Messeinheiten
Auswahl der Anzeige des Einheitensystems: International (SI) oder Imperial (USA).
Benennung von Materialien
Europäische Norm (EN) oder amerikanische Norm (AWS).
Helligkeit
Anpassung der Helligkeit des Bildschirms des Bedienfeldes (Einstellung von 1 (sehr dunkel) bis 10 (sehr hell)).
Bedienercode
Persönlicher Zugangscode des Bedieners, um seine Sitzung zu sperren (Voreinstellung: 0000).
Toleranz I (Stromstärke)
Toleranz in der Einstellung der Stromstärke:
OFF (AUS): Freie Einstellung, die Einstellung der Stromstärke ist nicht begrenzt.
± 0 A: Keine Toleranz, die Stromstärke ist fest definiert.
± 1 A> ± 50 A: Einstellungsbereich, in dem der Bediener die Stromstärke variieren kann.
Toleranz U (Spannung)
Toleranz in der Einstellung der Spannung:
OFF (AUS): Freie Einstellung, die Spannungseinstellung ist nicht begrenzt.
± 0,0 V: Keine Toleranz, die Schweißspannung ist fest definiert.
± 0,1 V> ± 5,0 V: Einstellungsbereich, in dem der Bediener die Spannung variieren kann.
Toleranz 8(Drahtgeschwindigkeit)
Toleranz in der Einstellung der Drahtgeschwindigkeit (m/min):
OFF (AUS): Freie Einstellung, die Geschwindigkeitseinstellung ist nicht begrenzt.
± 0,0 m/min: Keine Toleranz. Die Drahtgeschwindigkeit ist fest definiert.
± 0,1 m/min > ± 5,0 m/min: Einstellungsbereich, in dem der Bediener die Drahtgeschwindigkeit variieren kann.
System
Name des Geräts
Information zum Namen des Geräts, und zur Möglichkeit der Personalisierung durch Drücken auf lauf dem Bedienfeld.
Uhrzeit
Einstellung der Uhrzeit und des Datums im Format (AM / PM).
Kühlaggregat
- OFF (AUS): Das Kühlaggregat ist deaktiviert.
- ON (EIN): Das Kühlaggregat ist dauernd in Betrieb.
- AUTO: Automatische Steuerung (Aktivierung beim Schweißen und Abschaltung 10 Minuten nach Ende desSchweißens)
PURGE (ENTLEERUNG) ■ Funktion zur Entleerung des Kühlaggregats oder zum Füllen der Schläuche. Die Schutzfunktionen sind daher deaktiviert (siehe Handbuch des Kühlaggregates bezüglich einer sicheren Entleerung Ihres Geräts).
Reset (Rücksetzung)
Neue Initialisierung der Parameter des Geräts:
- Partiell: Standardwert des aktuellen Schweißverfahrens.
- Gesamt: Die gesamte Konfiguration des Geräts wird auf die Werkseinstellungen zurückgesetzt.
Sperrung
Möglichkeit zur Sperrung des Bedienfeldes des Schweißgeräts, um den aktuellen Arbeitsvorgang zu sichern undversehentliches Verstellen der Parameter zu vermeiden. Das aktuelle Einstellungsfenster bleibt mit den im Menü „Parameter“ gewählten Toleranzen veränderbar (siehe vorherige Seite). Alle anderen Funktionen sind nicht zugänglich. Um das Bedienfeld zu entsperren, drücken Sie auf die Drucktaste Nr. 1 und geben Sie Ihren vierstelligen Bedienercode ein (Voreinstellung 0000).
Bediener
Über den Bediener-Modus kann das Gerät mit anderen Bedienern geteilt werden. Beim ersten Start befindet sich das Gerät im Admin-Modus. Der Administrator kann Bediener anlegen. Jeder Bediener hat seine persönliche Konfiguration (Modus, Einstellung, Schweißverfahren, JOBs ...). Sie kann von anderen Bedienern nicht geändert werden. Jeder Bediener benötigt seinen vierstelligen Bediener-Code, um sich an der Stromquelle anmelden zu können.
- Der Administrator hat Zugang zum Menü „Allgemein“.
- Der Bediener hat Zugang zu einem vereinfachten Bedienfeld. Er hat keine Rechte zum Löschen (Rückverfolgbarkeit, Jobs, Profil des Bedieners, usw.)
Bedienfeld zur Konfiguration der Bediener (Zugriff nur durch Administrator).
Auf der linken Seite des Bildschirms befinden sich die Bediener. Der Administrator kann diese Bediener nach Namen oder nach Datum sortieren, indem er kurz die Drucktaste Nr. 2 drückt. Ein langer Druck auf diese Taste löscht den/die aktiven Bediener (das Admin-Konto kann nicht gelöscht werden).
Auf der rechten Seite des Bildschirms werden alle zuvor erstellten Bediener mit den folgenden Informationen aufgelistet: Avatar, Name, Nummer des Teams, Toleranz (%).
Erstellung eines Bediener-Profils
Drücken Sie auf die Drucktaste Nr. 3, um einen Bediener anzulegen.
- User (Bediener): Personalisieren Sie den Bediener-Namen, indem Sie auf die Drucktaste Nr. 3 drücken:
- Avatar: Wahl der Farbe des Avatars des Bedieners
- Team: Zuordnung der Nummer des Teams (maximal 10)
- Bedienercode: persönlicher Zugangscode (Voreinstellung: 0000)
- Toleranz in der Einstellung der Stromstärke I:
OFF (AUS): Freie Einstellung. Die Einstellung der Stromstärke ist nicht begrenzt.
± 0,0 A: Keine Toleranz. Die Stromstärke ist fest definiert. (nicht empfohlen).
± 0,0 A> ± 50 A: Einstellungsbereich, in dem der Bediener die Stromstärke variieren kann.
- Toleranz in der Einstellung der Spannung U:
OFF (AUS): Freie Einstellung. Die Spannungseinstellung ist nicht begrenzt.
± 0,0 V: Keine Toleranz. Die Schweißspannung ist fest definiert. (nicht empfohlen).
± 0,1 V> ± 5,0 V: Einstellungsbereich, in dem der Bediener die Spannung variieren kann.
- Toleranz in der Einstellung der Drahtgeschwindigkeit (m/min):
OFF (AUS): Freie Einstellung. Die Geschwindigkeitseinstellung ist nicht begrenzt.
± 0,0 m/min: Keine Toleranz. Die Drahtgeschwindigkeit ist fest definiert. (nicht empfohlen).
± 0,1 m/min > ± 5,0 m/min: Einstellungsbereich, in dem der Bediener die Drahtgeschwindigkeit variieren kann.
Der Bediener „Admin“ kann den Namen und den Avatar des Administrators nicht ändern.
Modifizierung eines Bediener-Profils
Wählen Sie den Bediener links auf dem Bildschirm aus und drücken Sie auf die Drucktaste Nr. 4.
Auswahl der Bediener
Wenn ein (oder mehrere) Bediener angelegt wird, zeigt der Bediener-Block alle Bediener des Geräts an.
Wählen Sie einen Bediener aus und drücken Sie zur Bestätigung auf √Ein Entsperrcode wird verlangt.
Die Funktion „Schließen“ sperrt das Gerät nach Wahl des Bedieners. Kein anderer Parameter ist zugänglich. Diese Anzeige ist identisch, wenn die Maschine eingeschaltet ist (Schalter OFF -> ON).
Anzeige des Bedieners
Oben links auf dem Bildschirm werden der Avatar und der Name des aktiven Bedieners angezeigt.
Entsperrcode
Jedes Bediener-Profil ist durch einen persönlichen vierstelligen Code geschützt. Fehlt die Personalisierung, ist die Voreinstellung 0000. Nach 3 falschen Eingaben Ihres persönlichen Codes wird die Schnittstelle gesperrt und fordert einen Entsperrcode an. Dieser sechsstellige und nicht modifizierbare Code lautet: 314159.
Rückverfolgbarkeit
Diese Schweißmanagement-Funktion ermöglicht es, alle Phasen des Schweißvorgangs während der industriellen Fertigung Naht für Naht aufzuzeichnen. Dieser qualitativ orientierte Ansatz gewährleistet die Schweißqualität der Produktion und ermöglicht die Analyse, Bewertung, Protokollierung und Dokumentation der aufgezeichneten Schweißparameter. Mit dieser Funktion können die von der Norm EN ISO 3834 geforderten Daten genau und schnell erfasst und gespeichert werden. Die Verwertung dieser Daten erfolgt über einen Export auf einem USB-Stick möglich.
1- Start - Erstellen der Rückverfolgbarkeit
- Personalisieren Sie den Namen des Projekts, indem Sie auf die Drucktaste Nr. 3 drücken.
- Abtastintervall:
- Hold (Halt): Keine Speicherung der Werte Stromstärke/Spannung (Mittelwert auf der Naht) beim Schweißen.
- 250 ms, 500 ms, usw. : Speicherung der Werte Stromstärke/Spannung (Mittelwert auf der Naht) alle „X“ Millisekunden oder Sekunden beim Schweißen.
- Options (Optionen) - OFF (AUS): einfache Rückverfolgbarkeit
- Options (Optionen) - ON (EIN): vollständige Rückverfolgbarkeit
Schweißnaht-Zähler (ON/OFF)
Zähler der Schweißvorgänge (ON/OFF)
Temperatur (ON/OFF): Temperatur des Werkstücks bei Beginn der Schweißung.
Länge (ON/OFF): Länge der Schweißnaht (die Messeinheiten werden angezeigt und richten sich nach der Wahl in Parameter/Messeinheiten).
Variable(n): Darüber können zusätzliche personalisierte Informationen (Gewicht, Kommentare, Drahtgeschwindigkeit, usw.) hinzugefügt werden.
Drücken Sie √um die Rückverfolgbarkeit auszulösen.
Anzeige der Rückverfolgbarkeit
Oben links auf dem Bildschirm werden der Name des Projekts und die Nummer der Schweißnaht angezeigt. (DieNummer der Schweißnaht erhöht sich automatisch und kann nicht abgeändert werden).
Identifizierung - Optionen ON
Am Ende jeder Schweißnaht öffnet sich ein Fenster zur Identifizierung: Nummer der Schweißnaht, Nummer der Schweißung, Temperatur des Werkstücks und/oder die Länge der Schweißnaht.
Validierung
Die Validierung kann auf der MMI erfolgen oder durch Drücken auf den Brennertaster des Brenners.
Stop - Rückverfolgbarkeit beenden
Um die Rückverfolgbarkeit bei einem Schweißschritt zu beenden, muss der Bediener in das Menü „Rückverfolgbarkeit“-zurückkehren und „Stop“ auswählen.
Export
Die Verwertung dieser Daten erfolgt über einen Export auf einem USB-Stick möglich.
Die Daten im Format .CSV können in einem Tabellenkalkulationsprogramm (Microsoft Excel®, Calc OpenOffice®, usw.) ausgewertet werden.
Im Dateinamen finden sich der Name des Geräts und die Seriennummer.
2- Start - Verwaltung der Rückverfolgbarkeit
Links auf dem Bildschirm werden alle zuvor angelegten Projekte aufgelistet.
Der Bediener kann diese Projekte nach Namen oder Datum durch ein kurzes Drücken auf die Drucktaste Nr. 2 ordnen. Durch langes Drücken dieser Taste können das aktive Projekt oder alle Projekte gelöscht werden.
Auf der rechten Seite des Bildschirms werden alle Einzelheiten jedes zuvor erstellten Projekts mit den folgenden Informationen aufgelistet: Abtastfrequenz, Anzahl der gespeicherten Schweißraupen, gesamte Schweißzeit, gelieferte Schweißenergie, Konfiguration jeder Schweißraupe (Verfahren, Uhrzeit, Schweißzeit, Schweißspannung und Schweißstrom).

Rec
Erstellen einer Rückverfolgbarkeit (Siehe vorhergehenden Abschnitt)
Beginn der Rückverfolgbarkeit desaktiven Projekts
Portability (Portabilität)
Import Config. (Import von Konfigurationen)
Laden der Konfiguration des Schweißgeräts von einem USB-Stick (Verzeichnis: Wechseldatenträger\PORTABILITY\CONFIG) in das Schweißgerät. Ein langes Drücken auf erlaubt, alle Konfigurationen von dem USB-Stick zu löschen.
Export Config. (Export von Konfigurationen)
Export der Konfiguration des Schweißgeräts auf einen USB-Stick (Verzeichnis: Wechseldatenträger\PORTABILITY\CONFIG).
Import Job (Import von Jobs)
Import von Jobs je nach Schweißverfahren aus dem Verzeichnis Wechseldatenträger\PORTABILITY des USB-Sticks in das Schweißgerät.
Export von Jobs des Schweißgeräts auf einen USB-Stick je nach Schweißverfahren (Verzeichnis: Wechseldatenträger\PORTABILITY\JOB)
Bitte beachten Sie, die alten Jobs auf dem USB-Stick könnten gelöscht werden.
Um Datenverlust bei Import oder Export von Daten zu vermeiden, ziehen Sie den USB-Stick nicht ab und schalten Sie das Schweißgerät nicht aus. Im Dateinamen finden sich der Name des Geräts und die Seriennummer.
Kalibrierung
Kalib. Geschwindigkeit (Kalibrierung der Drahtgeschwindigkeit)
Funktion zur Kalibrierung der Drahtgeschwindigkeit des Drahtvorschubkoffers. Das Ziel der Kalibrierung ist eine Kompensation der Geschwindigkeitsschwankungen des Drahtvorschubgeräts, um die angezeigte Spannungsmessung anzupassen und die Energieberechnung zu verfeinern. Der Vorgang wird beim Start durch eine Animation auf dem Bildschirm erklärt.
Die Kalibrierung der Drahtgeschwindigkeit des Drahtvorschubkoffers muss regelmäßig durchgeführt werden, um ein optimales Schweißen zu gewähren.
Kalib. Kabel
Funktion, vorgesehen zur Kalibrierung des Schweißzubehörs wie Brenner + Massekabel; Elektrodenhalter und Kabel + Masseklemme. Das Ziel der Kalibrierung ist eine Kompensation der Längenänderungen des Zubehörs, um die angezeigte Spannungsmessung anzupassen und die Energieberechnung zu verfeinern. Der Vorgang wird beim Start durch eine Animation auf dem Bildschirm erklärt.
Wichtig: Die Kalibrierung des Kabels muss bei jedem Wechsel des Brenners, des Schlauchs oder des Massekabels wiederholt werden, um eine optimale Schweißung zu erreichen.
Daten
Konfigurationsdaten der Systemkomponenten des Geräts:
- Modell
- Seriennummer
- Name des Geräts
- Software-Version
- Verwendeter Job und verwendete Synergie
Durch Drücken auf eine beliebige Drucktaste wird das Menü „Daten“ verlassen.
Speicherung und Aufrufe von Jobs
Zugriff über das Symbol „JOB“ auf dem Hauptbildschirm.
Die verwendeten Einstellungen werden automatisch gespeichert und beim nächsten Einschalten des Geräts wieder aufgerufen.
Zusätzlich zu den aktuellen Einstellungen ist es möglich, sogenannte „JOB“-Konfigurationen zu speichern und abzurufen. Für das MIG/MAG- und WIG-Verfahren stehen 500 Speicherplätze zur Verfügung, für das MMA-Verfahren 200. Die Speicherung erfolgt auf der Grundlage der aktuellen Prozessparameter, der aktuellen Einstellungen und des Bediener-Profils.
Job
Der Job-Modus erlaubt die Erstellung, das Speichern, den Aufruf und das Löschen von „JOBs“.
Quick-Load – Aufruf von JOBs am Brennertaster während der Schweißpause.</217>
Quick Load ist ein Modus zum Aufrufen von JOBs (maximal 20) während der Schweißpause und ist nur für MIG-MAG und WIG-Verfahren verfügbar.
Aus einer Liste zuvor erstellter JOBs können JOBs durch kurzes Drücken des Brennertasters abgerufen werden. Es werden alle Brennertaster-Modi und alle Schweißmodi unterstützt.
Fehlercodes
Die folgende Tabelle enthält eine nicht vollständige Liste von Meldungen und Fehlercodes, die möglicherweise erscheinen können.
Führen Sie diese Prüfungen und Kontrollen durch, bevor Sie einen autorisierten Servicetechniker von GYS heranziehen.

Wenn der Bediener sein Gerät öffnen muss, ist es zwingend vorgeschrieben, die Stromzufuhr durch Ziehen des Netzsteckers zu unterbrechen und zur Sicherheit 2 Minuten zu warten.
| Fehler codes | Mitteilungen Lösungen | |
| 001 | FEHLER ÜBERSPANNUNG Elektroinstallation überprüfen | Lassen Sie Ihre Elektroinstallation von einer autorisierten Person überprüfen. |
| 002 | FEHLER UNTERSPANNUNG Elektroinstallation überprüfen | |
| 005 Schutzleiter- Stromfehler | Streustrom vorhanden. Prüfen Sie die Verkabelung des Schweißzubehörteils (Brenner, Masseklemme, Elektrodenhalter, usw.) | |
| 006 | FEHLER KÜHLAGGREGAT Kühleinheit nicht erkannt | Das Kühlaggregat wird nicht erfasst. Überprüfen Sie die Verbindung zwischen dem Kühlaggregat und der Stromquelle. |
| 007 | FEHLER DURCHSATZ Kühlkreislauf verstopft | Prüfen Sie die Kontinuität der Zirkulation der Kühflüssigkeit des Brenners. |
| 008 | FEHLER WASSERSTANDWasserstand überprüfen | Füllen Sie den Behälter des Kühlaggregats bis zum oberen Rand(empfohlene Kühflüssigkeit: Art.-Nr. 062511) |
| 009 | KÜHLAGGREGATÜberhitzungsschutz | Warten Sie ein paar Minuten, bis das Kühlaggregat abgekühlt ist.Achten Sie darauf, den empfohlenen Arbeitszyklus für den verwendeten Schweißstrom nicht zu überschreiten.Sorgen Sie dafür, dass die Luftein- und -auslässe nicht verstopft sind. |
| 010 | STROMQUELLEÜberhitzungsschutz | Warten Sie ein paar Minuten, bis die Stromquelle abgekühlt ist.Achten Sie darauf, den empfohlenen Arbeitszyklus für den verwendeten Schweißstrom nicht zu überschreiten.Sorgen Sie dafür, dass die Luftein- und -auslässe nicht verstopft sind.Den Staubschutzfilter installieren (Art.-Nr. 063143). Achtung, der Staubschutzfilter reduziert die Einschaltdauer. |
| 011 | LüfterFehler Lüfter | Unterbrechen Sie die Stromzufuhr durch Ziehen des Netzsteckers und prüfen Sie, ob der Lüfter nicht blockiert ist. |
| 012 | BRENNERTASTEREin Brennertaster wird gedrückt. | Entfernen Sie den Brenner und prüfen Sie, ob die Meldung noch aktuell ist.Prüfen Sie, ob der Schalter „Gasspülung / Drahtvorschub“ nicht blockiert ist.Prüfen Sie, ob der Brennertaster des MIG/MAG-Brenners nicht blockiert ist. |
| 015 | MOTORGeforderte Drahtgeschwindigkeit kann nicht erreicht werden. | Prüfen Sie die Druckeinstellungen der Rollen des Drahtvorschubkoffers.Stellen Sie sicher, dass der Vorschubdraht nicht im Brennermantel blockiert ist.Führen Sie eine Kalibrierung der Geschwindigkeit des Drahtvorschubkoffers durch (Menü „Kalibrierung“) |
| 019 | Überspannung, überprüfen Sie Ihre EinstellungenDrücken Sie auf den Brennertaster und lassenSie ihn los, um zu löschen | Überprüfen Sie die Einstellungen der Stromquelle und der Installation (Schweißdraht, Rollen, Gas, Brenner usw.)Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch(über Planet GYS). |
| 020 | Probleme beim Starten des SchweißvorgangsÜberprüfen Sie Ihre SchweißparameterDrücken Sie auf den Brennertaster und lassenSie ihn los, um zu löschen | Überprüfen Sie die Einstellungen der Stromquelle und der Installation (Schweißdraht, Rollen, Gas, Brenner usw.)Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch(über Planet GYS). |
| 024 | Überbelastung USBZiehen Sie den USB-Stick ab | Wechseln Sie den USB-Stick. |
| - | Es ist ein interner Systemfehler aufgetreten.Starten Sie das Gerät neu | Schalten Sie das Gerät aus und wieder ein.Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch(über Planet GYS) |
| - Fehler | bei der Kalibrierung des Motors | Führen Sie erneut eine Kalibrierung der Geschwindigkeit des Drahtvorschubkoffers durch (Menü „Kalibrierung“) |
| - | Fehler bei der Kalibrierung | Führen Sie erneut eine Kalibrierung der Schweißkabel durch (Menü „Kalibrierung“) |
| - Kein Speicherplatz mehr auf dem Gerät Löschen Sie Jobs, um internen Speicherplatz freizugeben. | ||
| - | Datei %s nicht unterstütztErr %dTrotzdem fortfahren? | Die Daten von dem USB-Stick sind beschädigt. Prüfen Sie Ihre Daten. |
| - Nicht möglich, auf den USB-Stick zu schreiben | Geben Sie Speicherplatz auf dem USB-Stick frei.Bleibt das Problem bestehen, wechseln Sie den USB-Stick. | |
| - | Anzahl der Startversuche überschritten.Entsperrcode erforderlich | Den Entsperrcode: 314159 eingeben |
| - Falscher Bedienercode | Der persönliche Code ist falsch, geben Sie den richtigen ein.Die Voreinstellung dieses Codes ist 0000. | |
Wenn ein nicht aufgelisteter Fehlercode erscheint oder Ihre Probleme weiterhin bestehen, wenden Sie sich an den GYS-KUNDENDIENST.
Warnsymbole (Warnung)
Die Warnsymbole oben rechts auf dem Bildschirm geben Ihnen Auskunft über Ihr Gerät.
| Alarmsymbol Bedeutung | |
 | Demo-Modus Schweißen ist inaktiv.Überprüfen Sie Ihre Elektroinstallation (Abschnitt Spannung) |
 | Kühlkreislauf verstopft.Prüfen Sie die Kontinuität der Zirkulation der Kühflüssigkeit des Brenners. |
| [00001] | Batterie des Bedienfelds leer. Wechseln Sie die Batterie (CR2032) und aktualisieren Sie das Datum und die Uhrzeit des Geräts (System / Uhrzeit). |
| [00002] | Der Lüfter dreht sich nicht mit der richtigen Geschwindigkeit. Überprüfen Sie den Zustand des Lüfters. |





