V426 T - Máquinas de embalagem a vácuo Sammic - Manual de utilização gratuito
Encontre gratuitamente o manual do aparelho V426 T Sammic em formato PDF.
| Marca | Sammic |
| Modelo | V426 T |
| Tipo de aparelho | Máquina de mesa para embalagem a vácuo |
| Alimentação elétrica | 230 V monofásico |
| Potência | Não especificada |
| Tipo de vácuo | Vácuo controlado por tempo (microprocessador) |
| Faixa de tempo de vácuo | 0 a 99 segundos |
| Faixa de tempo de soldagem | 0 a 7 segundos |
| Função VAC-NORM | Sim (para recipientes, kit opcional) |
| Exibição | LED 2 dígitos para tempo e contador de horas |
| Contador de horas | Sim, reset possível após drenagem |
| Tipo de bomba | Bomba de vácuo a óleo |
| Capacidade de óleo | Não especificada |
| Intervalo de drenagem | A cada 500 horas de operação |
| Nível de ruído | 75 dB(A) a 1 m |
| Peso | Não especificado |
| Dimensões | Não especificadas |
| Material da tampa | Plástico (atenção a produtos agressivos) |
| Manutenção diária | Limpar interior, bordas e vedação com pano úmido |
| Peças de reposição disponíveis | Kit VAC-NORM, barra de corte, filtro de óleo, cabo de alimentação (via serviço autorizado) |
| Certificações | CE, NSF |
Perguntas frequentes - V426 T Sammic
Perguntas dos utilizadores sobre V426 T Sammic
0 pergunta sobre este aparelho. Responda às que conhece ou faça a sua.
Faça uma nova pergunta sobre este aparelho
Baixe as instruções para o seu Máquinas de embalagem a vácuo em formato PDF gratuitamente! Encontre o seu manual V426 T - Sammic e retome o controlo do seu dispositivo eletrónico. Nesta página estão publicados todos os documentos necessários para a utilização do seu dispositivo. V426 T da marca Sammic.
MANUAL DE UTILIZADOR V426 T Sammic
NOZIONI BASILARI PER IL CONFEZIONAMENTO SOTTOVUOTO
Indicações para a marca CE.
Cada maquina inclui a segunte identificacao:
- Nome e morada do fabricante: SAMMIC, S.L. Basarte, 1, Azkoitia, Gipuzkoa (SPAIN)
- Marca "CE"
- O modelos da boa, está indicado na alínea segunte.
- O número de série daquina está indicado no certificado de garantia e na declaração de conformidade.
MODELOS
Este manual descreve a instalacao, ofuncao e a manutenao dasembaladoras V-204TI,V-253TA,V-253TI, V-410TA,V-410TI,V-421TA,V-421TI,V- 426TI,V-641TA,V-641TI,V-821TI (versao vacuo controlado por tempo).
A referencia do modelo e as respectivas caractécticas estáo indicadas na placad de identificacao colocada naquina.
Estas embaladoras está desenhadas e fabricadas de acordo com as direcitases europeias 89 / 392 / CEE, 93 / 68 CEE, 73 / 23 / CEE e a normativa NSF de higiene e saude.
Instalacao
Para obter os melhores resultados assim como uma boa conservacao da MQquina deve seguir cuidadosamente as instruções contidas neste manual.
Colocacao
Colocar a这其中 de maneira a que fique devidamente nivelada. Para evitar danos, a这其中 não deve ficar apoiaada sobre um dos lados.
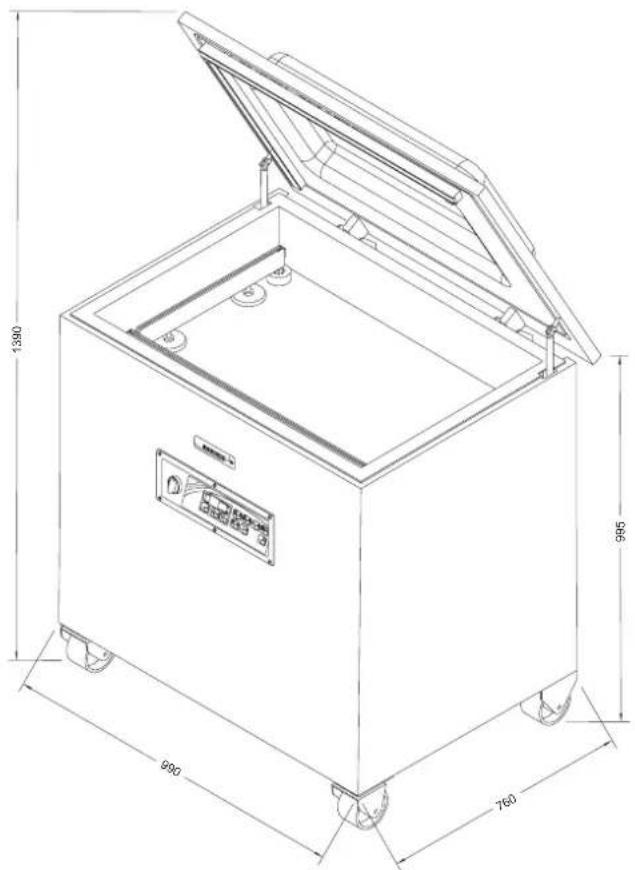
As máquinas V-410/V-421/V-426 devem ser instaladas sobre uma superficie lisa ja que os pés está fabricados com material deslizante para poder deslocar a máquina sem esforc e limpar a superficie sobre a qual se apoia.
Ligação eletrica
-
CHARACTERISTICAS DA MAQUINA
-
As máquinas monofásicas são fornecidas para corrente de 230V.
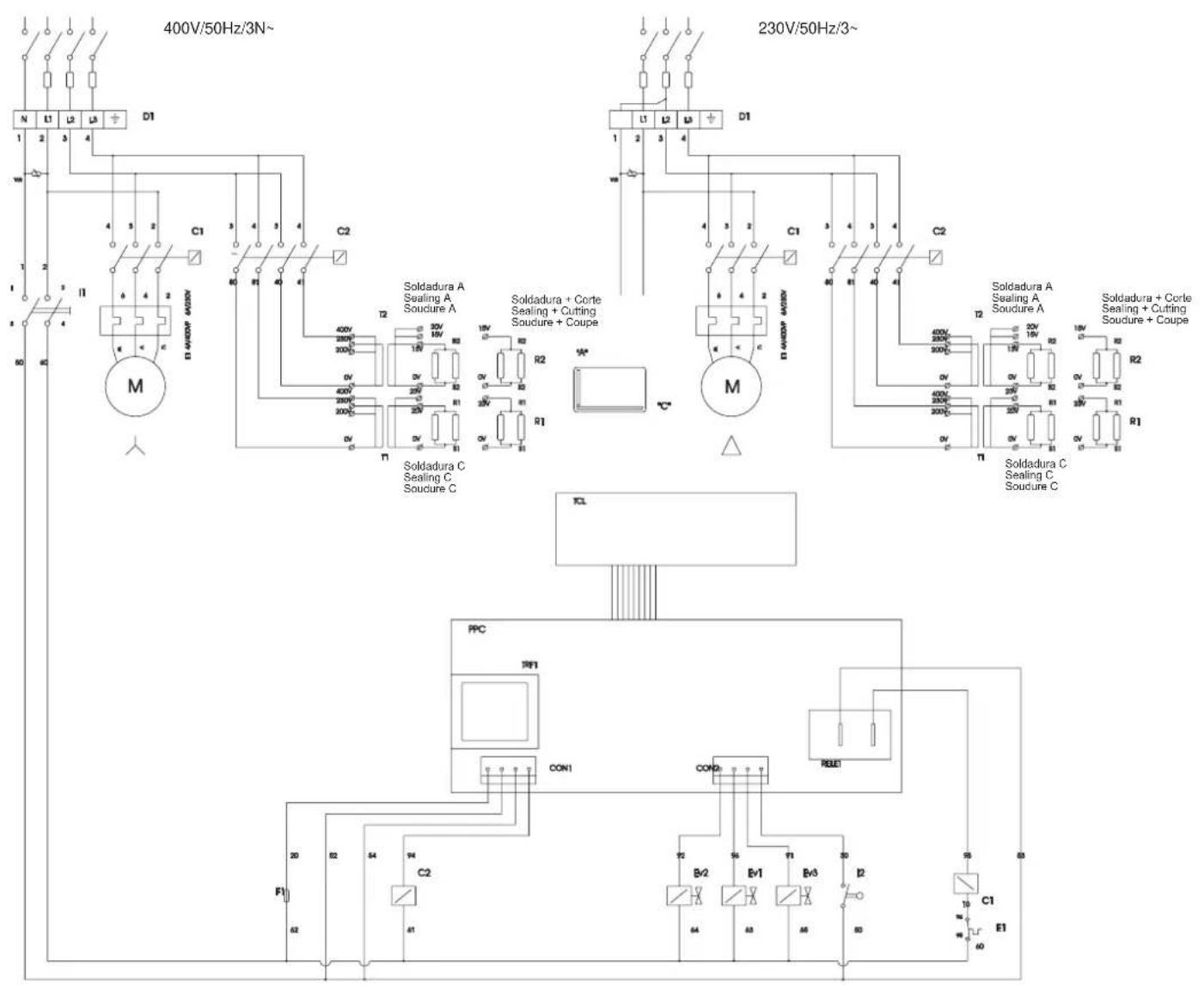
- As às vezes trifasicas são fornecidas para但现在e de 230V ou 400V (ligadas a 400 V).
Antes de ligar a embaladora à corrente,
verificar se a boaina está preparada para a mesma voltagem que a da rede eletrica.
Caso contrario, proceder à troca de voltagem.
Para a mudança de voltagem:
-
Conectar os transformadores à tensão adequada tal como se indica na regua de bornes.
2.Mudar, se necessario, as ligações no motor conforme se indica na caixa de bornes.
3.Ajustar, se necessario, o rele temico conforme se indica no esquema electrico. -
CHARACTERISTICS DO CABO
As embaladoras SAMMIC são fornecidas com um cabo eletrico de 1,5 m de comprimento com revestimento termo plácico.
E OBRIGATORIA A LIGACAO A TERRA. O fio de terra daquina está sinalizzato.
-
Maquinas trifasicas: Preparar uma tomada de parede 3PN + T de 20A e uma ficha para ligar ao cabo de alimentacao da embaladora.
-Maquinas monofasicas:Preparar umatomada de parede 2 + de 20A e a ficha correspondente.
-A ficha que forma parte do cabo de alimentacao deve manter-se acessivel. -
MUDANÇA DO SENTIDO DE ROTACÇÃO DA BOMBA DE VÁC/UO (unicamente em páquinas trifásicas)
Se a boa ao arrancar emitir um ruido anomal no motor da bomba de vacio, isso delve-se ao facto de estar a girar no sentido inverso. Neste caso, parar imeditamente a boa e intercambiari bois cabos na alimentacao.
Enchimento de oleo
Nos modelos V-410, V-421, V-426, V-641 e V-821 a bomba ja contente.
Nos modelos restantes enchcer a bomba de oleo através da tomada até completar 3 / 4 partes do indicator visual. Utilizar apenas oleo sem detergentes:
- Oleo SAE10 (sem detergente) para as bombas até 20 m³/h.
- Oleo SAE30 (sem detergente) para as bombas superiores a 20m^3/h .
Recomenda-se a'utilisation de oleos parafinicos.
ENTRADA EM FUNCIONAMENTO
Após acontear o interruptor geral, e com o objectivo de que o oleo aqueça e permit a fazer um vácuo correto, é necessário realizar various ciclos em vácuo antes de proceder à primeira embalagem.
São os modelos nos quais todas as funções (vácuo, soldadura e atmossera progressiva) são controladas por um microprocessor. O[nével de vácuo atingido dependerá do tempo pré-fixado o seu valor poderá ser lido no vacuometro situado no性和 esquerdo do pail de comandos.
PRINCIPAIS CHARACTERISTICAS:
- Programação de funções rápida e simples.
- Contador automatico das horas de trabajo daquina, com aviso das mudanças de oleo.
- Memorização automática do最後o ciclo executado.
- Visualização mediante LEDs de cada etapa executada no ciclo.
- Tecla de STOP que permit a paragem em qualquer fase do ciclo, passando a segunte.
- Sistema VAC-NORM. Permite realizar o Vacuum exterior em recipientes.
Descrição técnica do painel de comandos

Visor
Ao ligar a这其中 no interruptor geral, visualiza-se durante 2 segundos um número que representa as horas de funciona o quando se tem dezenas. Por example, se num determinado quando visualizar o número 10, significa que tem 100 horas de trabalho acumuladas. A seguir pode ser visualizar os values de vazio, gás, soldadura, etc., premindo a tecla correspondente. quando a bomba acumule 500 horas de trabalho, ao ligar a这其中 o visor marcará 50 e piscará durante 10 seg. para avisar que é necessário mudar o oleo. Durante este tempo a这其中 não entraça em等功能amento mesmo que se desça a tampa.

Tecla + Aumentar
Permite aumento qualquer dos values que se visualizam em ambos os visores. Mantendo constante a pressao, consequence atingir rapidamente o valor desejado.

Tecla - Diminuir
Permite diminuir qualquer um dos valores que se visualizam em eles os visores. Mantendo constante a pressao, consequence atingir rapidamente o valor desejado.

Vácuo
Esta tecla serve para selecionar/visualizar a % devacuo,entre0e99.OLEDdesta tecla acende-se no momento de selecionar a % devacuo e durante a fase de execuao dovacuo.

Soldadura
Selección/visualiza o tempo de soldadura entre 0 e 7segundos. O LED esta tecla acende-se no momento de seleccionar o tempo de soldadura e durante a fase da sua execução.

Entrada de ar progressivo
Activa/Desactiva a opcao ar progressivo. O ar progressivo é fixo e portanto sem possibidade de mudanca. O LED desta tecla acende-se sa opcao estiver activada.

Interruptor de ciclo - VAC-NORM
Esta tecla cumpre dos funções dependendo de a tampa estar aberta ou fechada.
TAMPA FECHADA-INTERRUPTOR DE CICLO
Permite interromper o ciclo e passar à fase segunte do mesmo. Carregando na tecla repetidamente, activa-se a entrada de ar.
TAMPA ABERTA-VAC-NORM
Se premírmos a tecla cuando a tampa está aberta, a máquinacomeda aspirar, permitindo realizar ovacuo exterior em recipientes.Premindo de novo esta tecla, retoma-se o modo de funciona normal.
Paraaabstarsifferentesparametrese CONDIACIONDISPENSAVELteraTAMPA ABERTA.Indica-se de seguda os passos para a programacao tomando como exemple um possivel programa:
- Premir a tecla Vácuo: ilumina-se o seu LED. Seguidamente premir a tecla Aumentar até chegar a 20 o que significão o tempo de vázuo selecciónado.
- Premir a tecla Soldadura: ilumina-se o seu LED. Acionar a tecla Augentar ou tecla Diminuir até que no Visor 2 surja o valor 3.0 que representa, em segundos, a duracao da soldadura da bolsa.
- Premir a tecla Ar progressivo: acende-se o seu LED ficando activada a opcao de ar progressivo.
- Uma vez determinados todos os valore, se em qualquer momento se quiser rectificar um deles, basta premir a tecla correspondente e acontecer a tecla Aumentar ou a tecla Diminuir até obter o novo valor desejado.
- Fechar a tampa imeditamente après ter terminado de fixar todos os价值观 do programa. Os价值观 fixados ficarão gravados automaticamente.
Ao fechar a tampa, o ciclo começa automaticamente. No decorrer do ciclo acende-se successivamente os LED dasteclas assinalando assim a fase do ciclo que está em��. quando a fase de soldadura termina, o ar entra na-camera e a tampa abre-se automaticamente.
FUNCAO VAC-NORM
Estaquina de envasar que acaba de adquirir incorpora a funcao VAC-NORM que permite realizar o vacio em recipiententes. Para poder utilizear esta funcao e necessario adquirir o kit VAC-NORM, que incorpora a mangueira e a adaptação ao deposito daquina de envasar.
1- Antes de activar a funcao VAC-NORM, colocar o adaptor e a mangueira na aspiracao daquina.
2- Para activar a funcão VAC-NORM, é necessário premir a tecla STOP com a tampa da boa de envasar aberta. Nesse momento a boa可以使 a aspirar.
3-Colocar o extremo da mangueira no recipiente. Nesse momento inicia-se a operacao de vacio dentro do recipiente. O sensor de vacio indica o grau de vacio atingido. Ao atingir o vacio pretendido,utar a mangueira do recipiente.
4- Premindo novamente o botão STOP ou apagando a boaquina, volta-se ao modo de funciona normal.
S.
Advertência: É recomendavel apagar a função VAC-NORM quando não estiver a ser realizada ja que, caso contrário, a boa aspiraria ar continuamente,sendo prejudicial para a bomba.
CORTE DA BOLSAA
As barras que incluem o fio para o corte daolta sao fornecidas como kits.
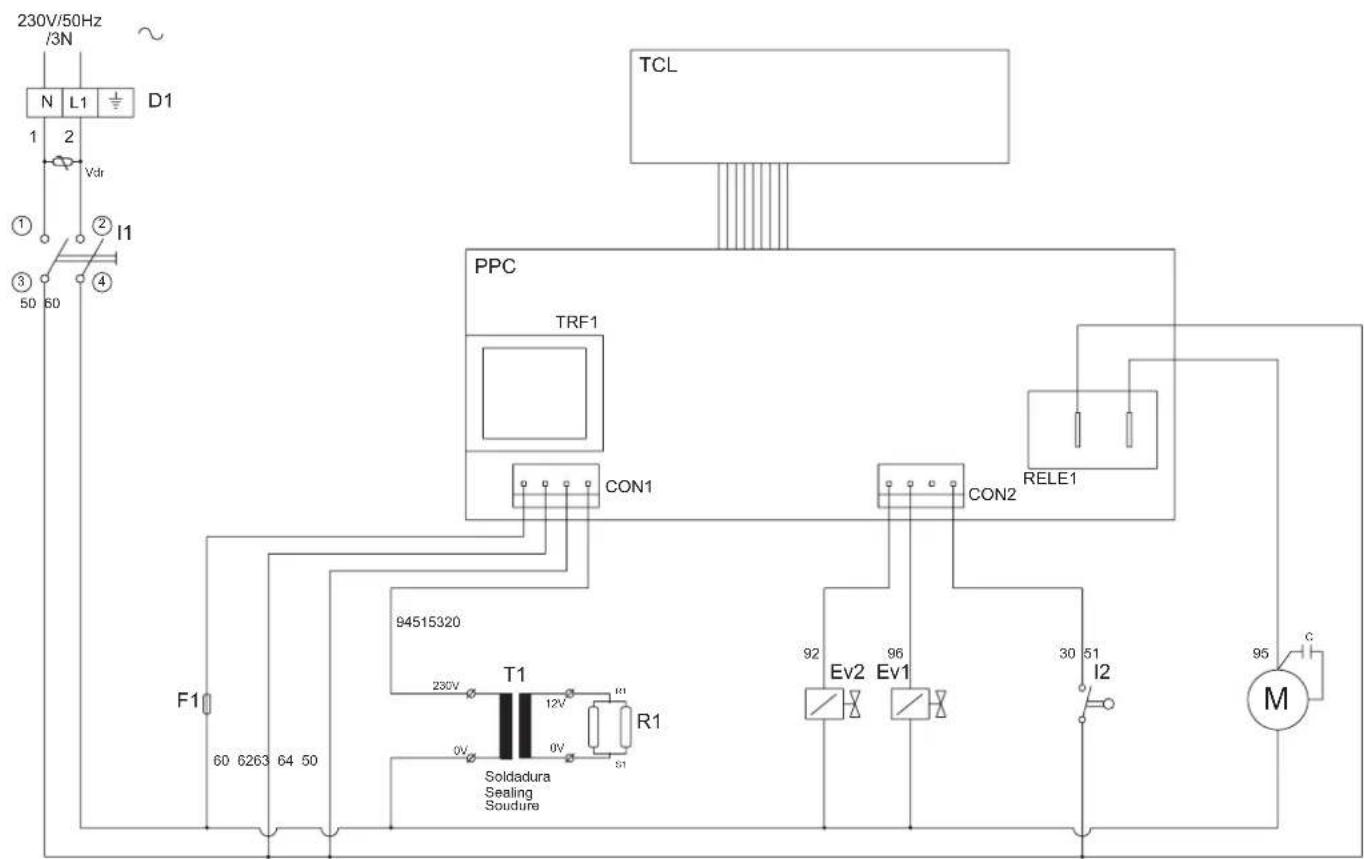
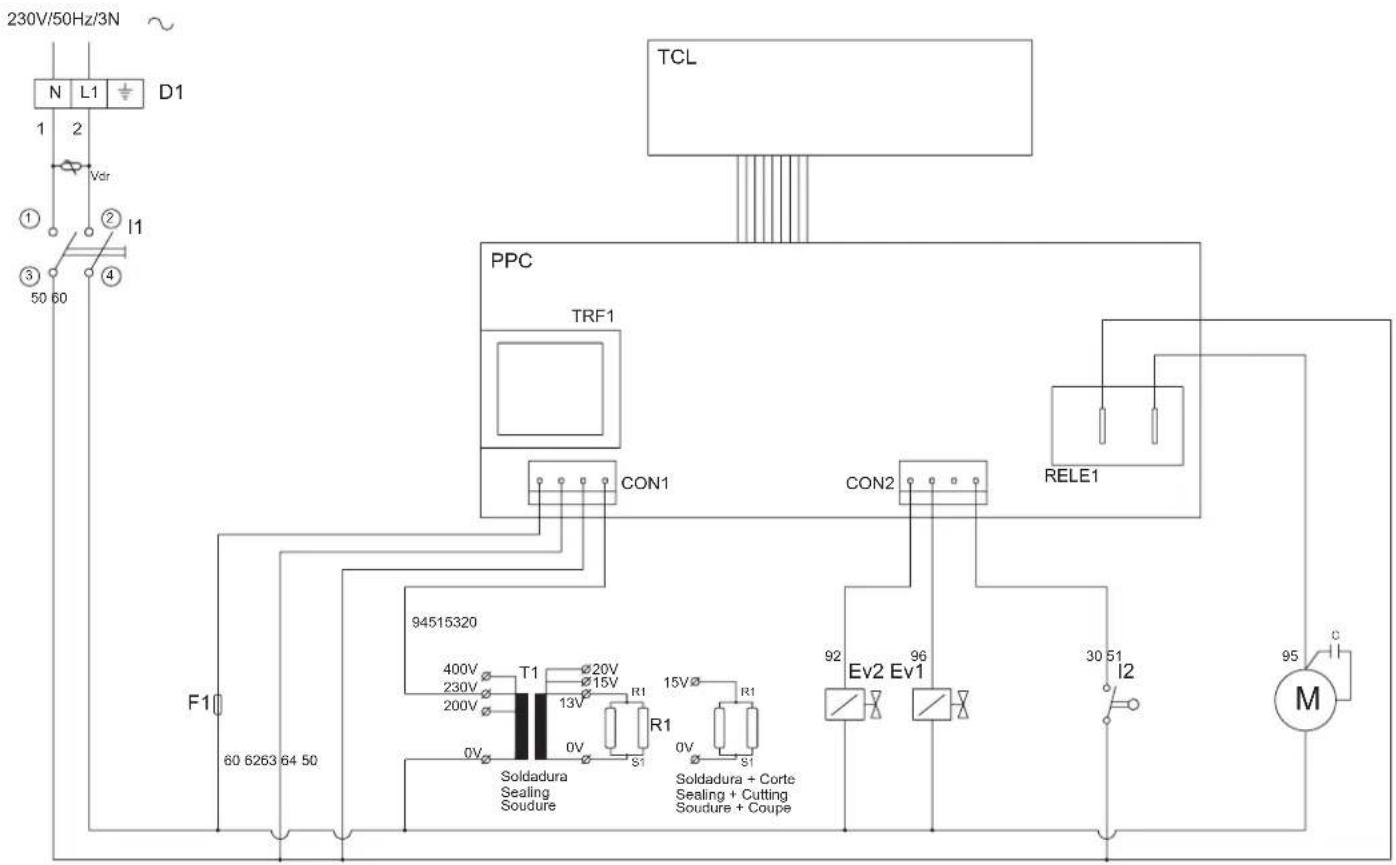
A instalacao efectua-se substituindo a barra de soldadura pela barra que contemo fio de corte e mudando a ligationao de um dos cabos no transformador de soldadura para a corrente que se indica no esquema eletrico:
- V-410 / V-421 / V-426: 15 V (20 V conforme o tipo de bolsa)
V-641: 15V (barra curta), 23V (barra comprida)
V-821:20 V(barra curta),30 V(barra comprida)
Para realizar o corte da bolsa, basta programar o tempo adequado de soldadura na placac de controle. Soldada a Bolsa, rasga-semanualmentepelahinha marcadaelo fio de corte.
- Não embalar produits quentes visto que exalam vapor que danifica a bomba de vacuo.
- É importante limpar diariamente o interior e as beiras da-camera assim como a junta de fecho.
- O exterior da区管委会 não deve ser limpo com jasto directo de agua. Limpar com um pano humido e qualquer detergente habitual. Nunca limpar a tampa com alcool, dissolventes ou produits limpa-vidros porque pode afectar as propriedades mecancas do material e provocar a sua ruptura. Se
detectoralguma fissura na tampa, não continua a trabajo com aquina e征求意见o的专业o autorizzato visto que existe perigo de ruptura da tampa.
- Se o cabo de alimentação se deteriorar, proceedar à sua substituição que são deverá ser feita por um服务于 reconhecido por SAMMIC.
- Antes de efectuar qualquer operacao delimpeza, revisao ou reparacao da maquina, e obligatorio desligar a maquina da corrente eletrica.
- O nível de ruido da boa, em funcimento, colocada a 1.6 m de altitude e a 1 m de distência, é de 75 dB (A). Ruido de fundo: 32 dB (A).
Mudança de oleo
É necessário controlar semanalmente o nível de oleo que deve cobrir 3/4 do indicator visual. Encher se necessário.
O oleo deve ser mudado apsos as primeiras 100 horas de funciona. Posteriormente mudar o oleo por aproximamente cada 500 horas de travailho da maquina ouleo menos de 6 em 6 mees ou ainda se notar que o oleo está emulsionado.Pode-se visualizar a quantidade de horas de travailho acumuladas ao acender a maquina Para proceder a mudanca de oleo, soltar o tampa de escoamento e deleixar sair o oleo uso e finalmente seguir as instruções dadas no capitulo correspondente.
Nas bombas de 40m^3 / h e superiores deve-se mudar simultaneamente o贫困人口 de oleo. Este贫困人口 é do tipo que se usa nos automóveis conforme a referencia: AWS2, rosca 3/4.
O filtró do escape deve ser substituído por cada 4 mudanças de oleo ou quando se detectar perdas de oleo ou vapor de oleo no escape.
Quando a bomba tiver 500 horas deetrabalho acumuladas, ao ligar a这其中 o visor marcará 50 e piculará durante 10 segpara avisar da necessidade de mudar ooleo. Durante este tempo a这其中 nãoentrará em funcaoamento ainda que sedesca a tampa.
Mudado o oleo, delve-se seleccionar as horas de funciona. Para oefeito, proceder da segunte maneira:
-Com a tampa aberta premir o STOP.A
bomba de vácuo entra para em funcimento.
- Descer a tampa. A boa entraré em acontecimiento realizando um ciclo normal.
-Iniciada a fase de vacio, premir o STOP rapidamente.Nesse momento as horas de funciona para serao facado a 0. Deixar que a boaina termine esse ciclo. - Apagar e ligar a boaina para certifications que as horas estao a 0.
MUDANCA DE CONFIGURAÇÃO E TESTE DE FUNÇOES
Ha tres configurações para a placar eletronica dependendo daquina em que está montada.
Configuração "0" Maquinas de pé e funcçãonto continuo. (V-641 e V-821). A bomba entra em funcimento desde omomento em que se acontez o interruptorgeral.Esta configuração está prevista paramaquinas instaladas em lugares frios oucârmaras frigorificas.Como a bomba estácontinuamente em funcimento,a maquina mantém-se quente assegurando o seu bom funcimento.
Configuração "1" Maquinas de pé e acontecimiento intermitente. (V-641 e V-821). A bomba está em acontecimiento durante a fase de vácuo e soldadura.
Configuraçao"2" Maquinas de bancada efunçãoamento intermitente. (V-204, V-253,V-410,V-421eV-426).A bomba so está em funçãoamento na fase de vacuo.
Para mudar a configuraçao daquina, seguir os seguiñes passos:
ATENÇAO
A placaretrónica está alimentada a 230Velo quea manipulación durante asoperações de mudança de configuração evericacao daquina devem serrealizadas com cuidado.
- Desmontar o paine de comandos tirando os 6 parafudos que se encontrar na sua parte frontal e deposir退市 a tampa que cobre o circuito electrico.
2-Acionar o interruptor geral.
3- Localizar na placce electrònica duas palhetas situadas ao lado daPALAVRA TEST e provocar-Ihes um curto-circuito com uma chave de parafusos ou algo
similar. Nesse momentocomedarotestedeplacetrécnicaaccionadurante1seg.cadauma dassaidas(Motor,Electroválvula de soldadura,etc)acendendo-sepor sua vez oLEDcorrespondente na plac.Ao lado decadaLEDsurgeum texto que identifica o componente quecciona emcadamomento.
4- Terminada a sequencia do teste, no visor 1 aparece a configuraçao da这其中 é no 2 o número de horas de acontecimento da bomba. Se nessemomento premírmos a tecla STOP, ocontador de horas de acontecimiento da bomba põe-se a 0.
5. Para Mudar a configuraçao, premir a tecla Aumentar ou a tecla Diminuir ante que surja a configuraçao desejada no visor.
6- Para sair do modo test e memorizar a nova configuraçao deve-se apagar aquina. Se se descer a tampa sem tersaido do modo test, aquina nãoentrara em funcaoamento..Se se voltou a marcar as horas defuncaoamento,comprovar o novo valorno visor ao ligar novamente aquina.
Se a boaina aparecer algoa avaria, a placacrtnica dispoe de um systemapara testar as differentes funcao:
Seguir os passos 1,2 e 3 da enumeracao anterior. Se durante o teste algo um dos componentes não for acontecido, actuar da seguinto maneira:
- Verificar se o componente está bem ligado e com currente. Se o componente continua a falhar, substitui-lo por um novo.
- Se a corrente não chega ao componente, testar a tensão à saída da placá quando o led correspondente se encontrar acesso. Se não houver corrente, substituirência a placá electrónica.
NOÇÖES BÁSICAS SOBRE A EMBALAGEM EM VÁCUO
O vácuo é umsystema de conservação natural que consiste na extracción de ar do interior da Bolsa eliminando o oxigenio, principal responsavel pelo deterioro dos alimentos.
Vantagens da embalagem em vácuo
1- Reduz ao maximum a perda de qualidade dos produits.
2-Rentabilitiza as horas do pessoai ao aproveitar eventuais tempos mortos ao longo da semana, para adiantar o trabalho e aligeirar o fluxo de trabalho das cozinhas.
3-Racionaliza o armazenamento dos produits nas camaras:
- Não há mistura de cheiros.
- Os produits sãopresentados etiquetados o que permit a rotação de materias-primas.
-Melhora o controle dos stocks ja que se pode calcular com precisao as compras necessarias para cada momento.
4-Aproveitamento dosmelhoresdiaspara a compra:
- Permite comprar quando os preços são melhores.
- Reduz-se a número de deslocations.
5- Reduz a lavagem de utensilios.
Embalagem de produits curados (enchidos, presentes, etc)
Tratado-se por si só de produits com una vida prolongada, a embalagem em vázuo duplica, no minimo, a vida destes produits evitando que se resseuem e que percam peso com o prejuicio econômico que tal implica. Estes produits não necessitam ser embalados com gás, excepto algunos produits de textura frágil.
Embalagem de produits cozinhados
Refere-se a produits como os assados, estofados, canelones, etc. Uma vez cozinhados é indispensable arrefecer estas alimentos de +65^ a +10^ em menos de
duas horas no centro do produit para impedir o desenvolvimento de microorganismos.
- Facilitar o trabalho nas preparações sem necessidade de correr riscos de perda de qualidade do produits.
- Alongar a vida do produits.
Consiste em colocar um alimento dentro de uma embalagem estanque e termoresistente. Extrair o ar do seu interior, selar e submeter a acacao de uma fonte de calor para cozinho o alimento. A cozedura realiza-se a baixa temperatura (entre 65^ e 100^ )而导致 um efeito de pasteurização. EsteSYSTEMa tem muitasvantagens:
- Preserva as提供优质as nutricionais.
- Preserva as condições higiénicas ao diminuiar a Manipuição.
- Reduz as perdas de peso na cozedura ao evaporar a evaporacao e a dessecao.
-Racionaliza a planificacao do trabalho: preparacao e cozedura fora do periodo de service, antecipacao da preparacao de banquetes, etc. - Prolonga o tempo de conservação.
Após a cozedura do produits, este deve ser arrefecido rapidamente para deter o processo de cozedura e impeder o desenvolvimento de microorganismos. Esteprocesso é levado a cabo mediante um reductor de temperatura.
Pratos refrigerados: Deve-se reduzir a temperatura de +65^ a +10^ em menos de 2 horas no interior do produits.
Pratos congelados: Deve-se reduzir a temperatura de +65^ a -18^ em menos de 4,5 horas no interior do produto.
O posterior armazenamento deve manterse a uma temperatura entre 0^ a 3^ para os pratos refrigerados e -18^ para os pratos congelados.
Para por os alimentos em condições de serem degustados, o processo de recuperação do produto deve processar-se de forma imediata(before de retirado do refrigerador no qual foi armazenado. Basicamente são tão as ferricas de regeneração: o forno a vapor a baixa pressão, banho- maria e o fornó microondas. Nosinous primeiros casos, a regeneração do produits faz-se com o material dentro da和个人 embalagem quando que no caso do microondas é necessário perfurar a bolsa para que o vapor possa escapar sem que a embalagem rebente ou entãoletalrarotalmente o produits da embalagem.
Se um produit regenerado não chegar a ser consumido, não podevoltar a ser embalado devendo desfazer-se dele.
O tempo de armazenamento dos pratos refrigerados não deve exceeder os 6-21 dias.
Congeração de produits embalados em vacuo
As técnicas de congregação tradicionais conservam o produits mas não aolem. A congregação de produits embalados em vácuo tem muitasvantagens:
- Não se queimam exteriormente
- Não há cristalização superficial
- Não há perda de fazer nem de cheiro.
- Não há dessecação
- Não há oxidação de gorduras
V-204 T
V-253 T
V-410T
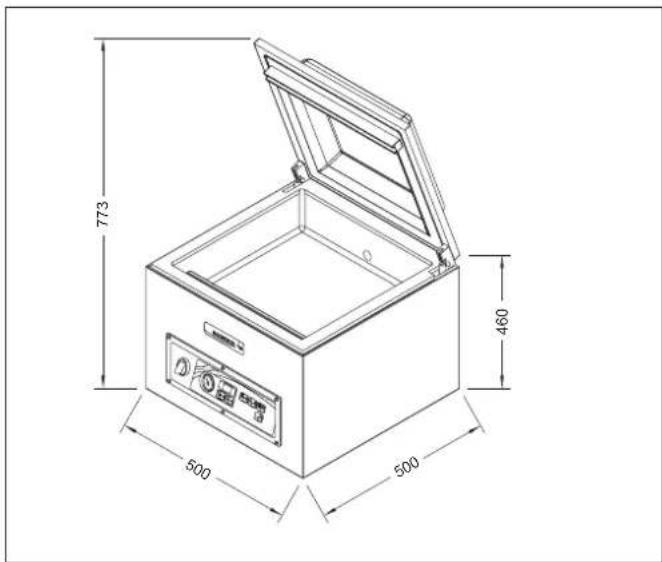
V-421 T
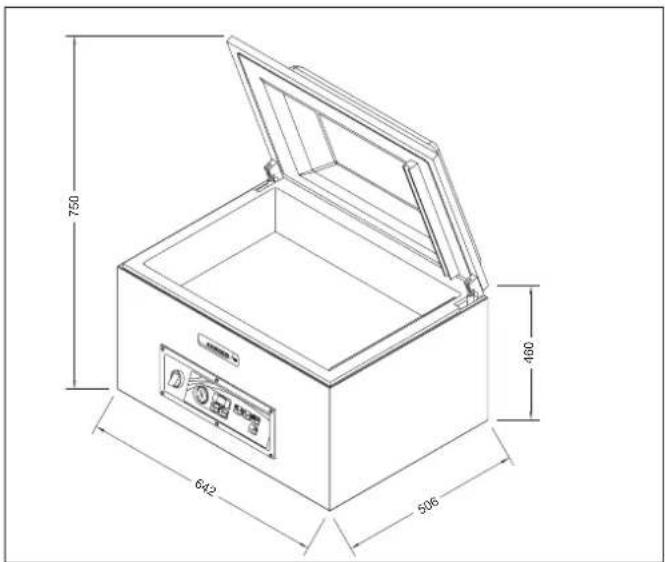
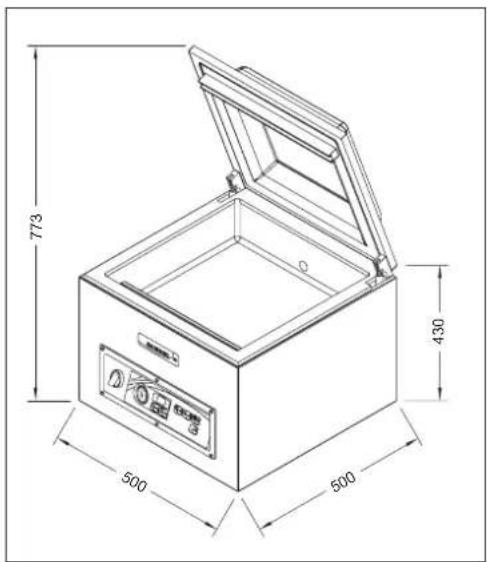
V-426T
| CHARACTERISTICAS | SPECIFICATIONS | EIGENSCHAFTEN | V-204 T | V-253 T | V-410 T | V-421T | V-426 T | V-641 T 40/63 | V-821 T 63/100 |
| Capacidad bomba | Vacuum pump | Vakuumpumpe | 4 m³/h | 6 m³/h | 10 m³/h | 20 m³/h | 20 m³/h | 40 / 63 m³/h | 63 / 100 m³/h |
| Tipo soldadura | Sealing type | Verschweißbung | Simple / Single / Einfach | Doble / Double / Doppel | |||||
| Longitud barra soldadura | Sealing bar length | Schweizstablänge | 249 mm | 249 mm | 416 mm | 416 mm | 416 mm | 640+400 mm | 854+530 mm |
| Longitud barra soldadura usil | Sealing strip usable length | Nutzliche Schweizstablänge | 237 mm | 237 mm | 400 mm | 400 mm | 400 mm | 628+388 mm | 842+518 mm |
| Allimentacion eletrica | Electrical supply | Elektroanschlüß | 230 V / 50-60 Hz / 1~ | 230 V / 400 V / 50 Hz / 3~ | |||||
| Potencia electrica | Electrical loading | Anschlußwert | 100 W | 370 W | 550 W | 900 W | 900 W | 1.100/1.500 W | 1500/2.200 W |
| Presión vacio (máxima) | Vacuum pressure (maximun) | Maximaler Druck | 2 mbar | 2 mbar | 2 mbar | 2 mbar | 2 mbar | 0.5 mbar | 0.5 mbar |
| Dimensiones de la camera | Chamber dimensions | Kammerabmessugen | |||||||
| - Ancho | - Width | - Breite | 270 mm | 270 mm | 420 mm | 420 mm | 560 mm | 672 mm | 864 mm |
| - Fondo | - Depth | - Tiele | 300 mm | 370 mm | 420 mm | 420 mm | 422 mm | 481 mm | 603 mm |
| - Alto | - Height | - Höhe | 80 mm | 125 mm | 142 mm | 165 mm | 180 mm | 186 mm | 210 mm |
| Dimensiones exteriorores | External dimensions | Außenabmessugen | |||||||
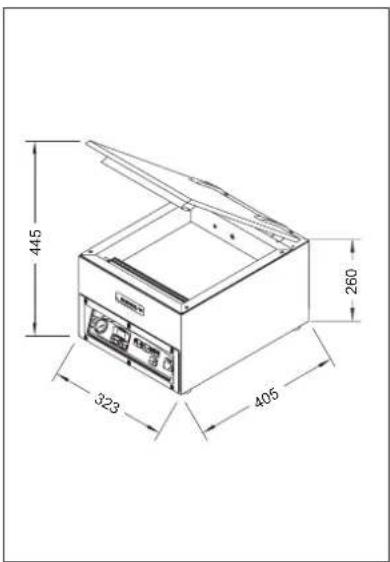
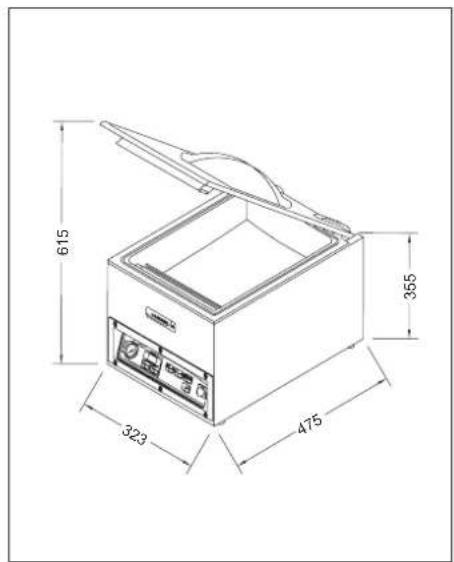
| - Ancho | - Width | - Breite | 323 mm | 323 mm | 500 mm | 500 mm | 642 mm | 740 mm | 990 mm |
| - Fondo | - Depth | - Tiele | 405 mm | 475 mm | 500 mm | 500 mm | 506 mm | 553 mm | 760 mm |
| - Alto | - Height | - Höhe | 260 mm | 355 mm | 430 mm | 460 mm | 460 mm | 1.035 mm | 995 mm |
| Peso neto | Net weight | Nettogewicht | 23 kg | 34 kg | 64 kg | 70 kg | 80 kg | 145/159 kg | 232/250 kg |
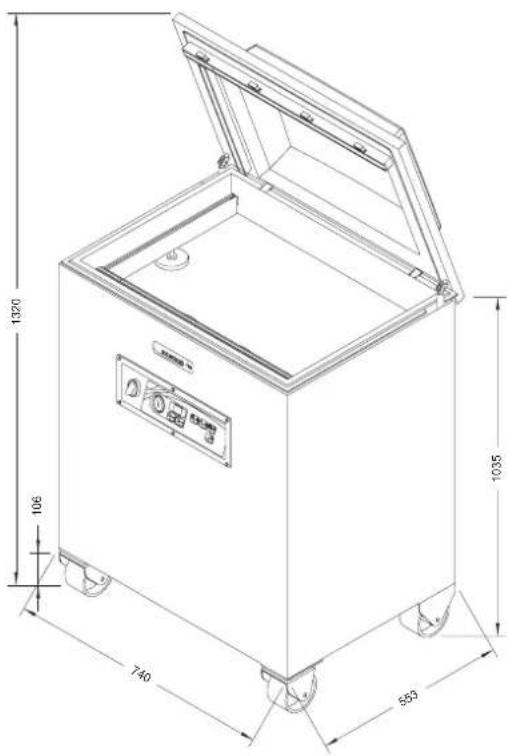
V-641 T
V-821T
| CARACTERISTICUES | CARATTERISTICHE | CHARACTERISTICAS | V-204 T | V-253 T | V-410 T | V-421T | V-426 T | V-641 T 40/63 | V-821 T 63/100 |
| Capacità pompo | Capacità pompa | Capacidade bomba | 4 m³/h | 6 m³/h | 10 m³/h | 20 m³/h | 20 m³/h | 40 / 63 m³/h | 83 / 100 m³/h |
| Soudure | Tipo di saldatura | Tipso sodadura | Simple / Semplice/ Simples | Double / Doppio / Duplo | |||||
| Longueur barre de soudure | Lunghezza barra di saldatura | Comprimento barra soldadura | 249 mm | 249 mm | 416 mm | 416 mm | 416 mm | 640+400 mm | 854+530 mm |
| Longueur de soudure utile | Lunghezza utile barra di saldatura | Comprimento barra soldadura util | 237 mm | 237 mm | 400 mm | 400 mm | 400 mm | 628+388 mm | 842+518 mm |
| Allimentation électriche | Allimentazione elettrica | Alimentação eletrica | 230 V / 50-60 Hz / 1~ | 230 V / 400 V / 50 Hz / 3~ | |||||
| Puisanço eletrique | Potenza elettrica | Potência | 100 W | 370 W | 550 W | 900 W | 900 W | 1.100/1.500 W | 1500/2.200 W |
| Pression vide (max.) | Pressione vuoto | Pressão vázuo (máxima) | 2 mbar | 2 mbar | 2 mbar | 2 mbar | 2 mbar | 0.5 mbar | 0.5 mbar |
| Dimensões de la chambe | Dimensões camera | Dimensões da-camera | |||||||
| - Largeur | - Larghezza | - Largura | 270 mm | 270 mm | 420 mm | 420 mm | 560 mm | 672 mm | 864 mm |
| - Profondeur | - Profondità | - Fundo | 300 mm | 370 mm | 420 mm | 420 mm | 422 mm | 481 mm | 603 mm |
| - Hauteur | - Altozza | - Altura | 80 mm | 125 mm | 142 mm | 165 mm | 180 mm | 186 mm | 210 mm |
| Dimensões extérieures | Dimensões esterne | Dimensões exteriorores | |||||||
| - Largeur | - Larghezza | - Largura | 323 mm | 323 mm | 500 mm | 500 mm | 642 mm | 740 mm | 990 mm |
| - Profondeur | - Profondità | - Fundo | 405 mm | 475 mm | 500 mm | 500 mm | 506 mm | 553 mm | 760 mm |
| - Hauteur | - Altozza | - Altura | 260 mm | 355 mm | 430 mm | 460 mm | 460 mm | 1.035 mm | 995 mm |
| Poids net | Peso netto | Peso liquido | 23 kg | 34 kg | 64 kg | 70 kg | 80 kg | 145/159 kg | 232/250 kg |
V-204T/V-253T
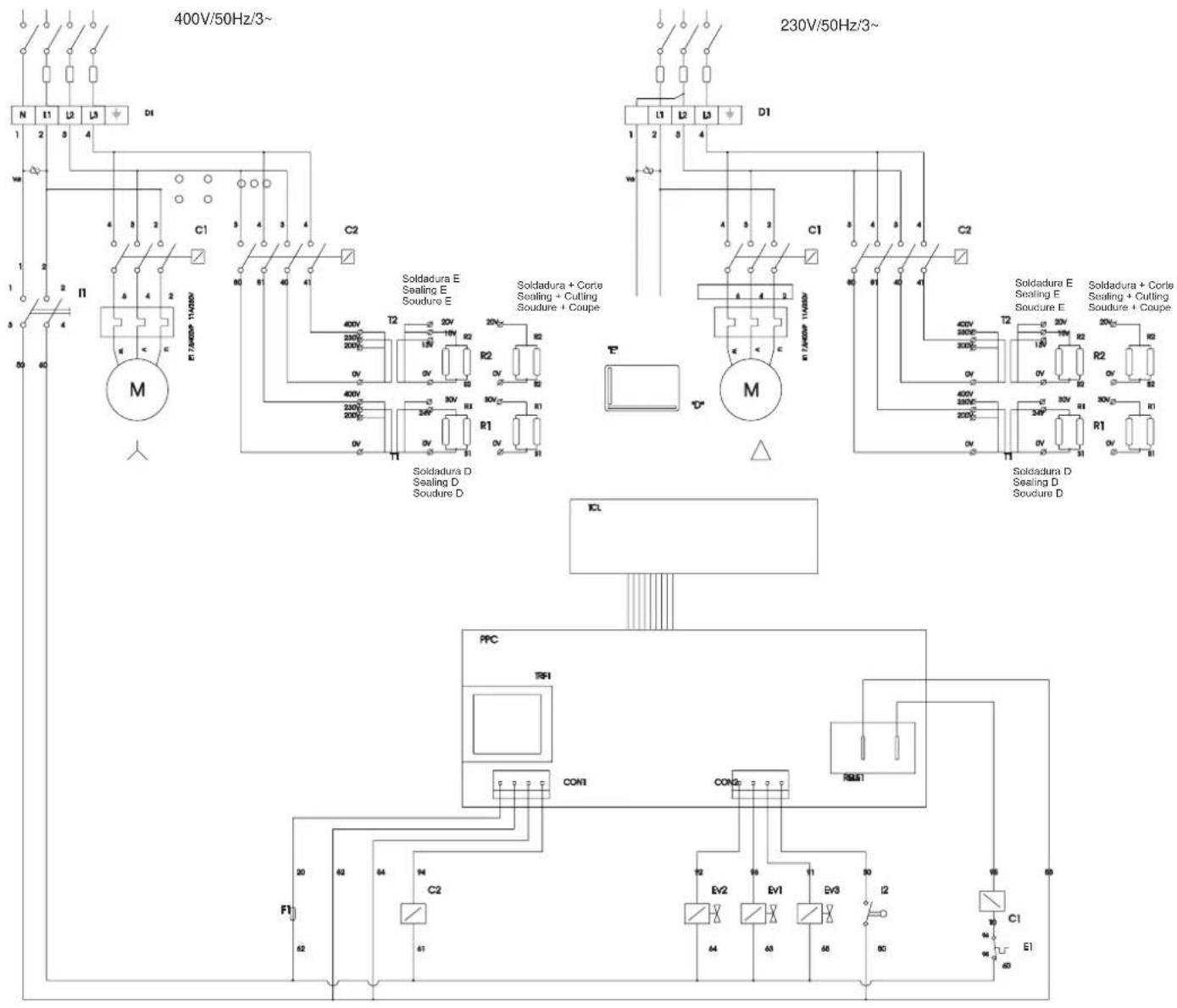
| Denominación Description | Denomination | ||
| C1 | Contactor Bomba de Vacio | Vacuum pump contactor | Contacteur pompe à vide |
| C2 | Contactor Soldadura | Sealing Contactor | Contacteur soudure |
| D1 | Borne de Conexión | Connector | Borne de connection |
| E1 | Relé Térmico Motor | Motor heat relay | Relais thermique moteur |
| Ev1 | Electroválvula de Soldadura | Seal electrovalve | Electrovanne de soudure |
| Ev2 | Electroválvula de Descompresión | Decompression electrovalve | Electrovanne de décompression |
| Ev3 | Electroválvula de Vacio | Vacuum electrovalve | Electrovanne de vide |
| F1 | Fusible 1 A. | 1 A. fuse | Fusible 1A. |
| I1 | Interruptor General | Main switch | Interrupteur général |
| I2 | Microruptor Tapa | Board microswitch | Microrupteur cloche |
| M | Bomba de vacio | Vacuum pump | Pompe à vide |
| PPC | PCB Principal | Main PCB | PCB général |
| R1, R2 | Resistencias de Soldadura | Seal element | Résistances de soudure |
| TCL | Teclado | Keyboard | Clavier |
| T1,T2 | Transformadores de Soldadura | Seal transformer | Transformateurs de soudure |
| M1, M2 | Contactos placá bomba de vacio | Vacuum pump plate contacts | Contacts carte-pompe à vide |
| S1, S2 | Contactos placá soldadura | Sealing plate contacts | Contacts carte-soudure |
| CS | Contacto placá comúnidas | Common exits plate contact | Contact carte commune-sorties |
| ES,EV,EA,ED,EG | Contactos placá salidas electrovávulas | Electrvalves exits plate contacts | Contacts carte - sorties electrovannes |
| CON2 | Conector salidas placá | Exits plate connector | Connecteur sorties plaques |
| NP, LP | Contactos alimentación placá | Feed plate contacts | Contacts alimentation carte |
| CON1 | Conector alimentación placá | Feed plate connector | Connecteur alimentation carte |
| MP | Contacto placá microruptor tapa | Lid microswitch plate contact | Contact carte microrupteur cloche |
| Vdr | Varistor | Varistor | Varistor |
V-821T