
801D - Spawarka Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia 801D Vevor w formacie PDF.

| Marka | Vevor |
| Model | 801D |
| Typ produktu | Zgrzewarka punktowa kondensatorowa |
| Zasilanie | Zasilacz sieciowy 100-240 V AC |
| Czas ładowania | Około 20 minut |
| Napięcie robocze | 5,2 do 5,8 V |
| Maksymalna moc zgrzewania | 14,5 kW |
| Tryby zgrzewania | MT (pedał) i AT (automatyczny) |
| Wyświetlacz | Wyświetlacz LED (napięcie, prąd, parametry) |
| Pojemność kondensatorów | Superkondensatory długotrwałe |
| Materiały do zgrzewania | Nikiel, stal nierdzewna, żelazo, mosiądz, tytan, molibden itp. |
| Zalecane grubości (czysty nikiel) | 0,1 do 0,3 mm |
| Ciśnienie zgrzewania | Regulowane od 600 do 1200 g |
| Wymiary (ok.) | 220 x 180 x 120 mm |
| Waga (ok.) | 2,0 kg |
| Zawartość opakowania | Zgrzewarka, ramię zgrzewające 73SA, ruchomy długopis 73B, pedał, klucze, zasilacz, instrukcja |
| Bezpieczeństwo | Wbudowane urządzenie rozładowujące bezpieczeństwo |
| Konserwacja | Regularnie czyścić końcówki zgrzewające, unikać utleniania |
| Gwarancja | Elektroniczny certyfikat gwarancyjny (patrz strona Vevor) |
| Zgodność | FCC część 15, dyrektywa WEEE (2012/19/WE) |
Często zadawane pytania - 801D Vevor
Pytania użytkowników dotyczące 801D Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję 801D - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. 801D marki Vevor.
INSTRUKCJA OBSŁUGI 801D Vevor
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
NA MIEJSCU
MODEL:801D
VEVOR®
TOUGH TOOLS, HALF PRICE
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
W dakszym ciągu dokładamy wszelkich starań, aby zapewnić Państwu narzędzia po konkurencyjnej cenie. „Zaoszczędz połowę”, „połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią jęchnie szacunkową oszczędność, jaką możesz zyskać kupując u nas określone narzędzia w porównaniu z głównymi narzędiami op marek i niekoniecznie oznacza objęcie wszystkich kategorii narzędzi oferowanych przez nas. Przypominamy o dokładnej weryflikacji podczas składania zamówienia u nas jeśli faktycznie oszczędzasz połowę w porównaniu z czlowymi markami.
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Śmiało możesz się z nami skontaktować:
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
To jest oryginalna instrukcja. Prosimy uważnie przeczytać wszystkie instrukcje zawarte w instrukcji przed operacją. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi.
Wygląd produktu zależy od produktu, który otrzymałeś.
Proszę wybaczyć nam, że nie będziemy ponownie informować Państwa, jeśli pojawią się jakieś aktualizacje technologii lub oprogramowania naszego produktu.
Informacje FCC:
PRZESTROGA: Zmiany lub modyfikacje, które nie zostały wyraźnie zatwierdzone przez stronę odpowiedzialną za zgodność, mogą unieważnić uprawnienia użytkownika do obsługi sprzętu!
To urządzenie jest zgodne z częścią 15 przepisów FCC. Działanie podlega następującym dwóm warunkom:
1) Ten produkt może powodować szkodliwe zakłócenia.
2) Ten produkt musi akceptować wszelkie odbierane zakłócenia, w tym zakłócenia, które mogą powodować niepożądane działanie.
OSTRZEŻENIE:
Zmiany lub modyfikacje tego produktu, które nie zostały wyraźnie zatwierdzone przez stronę. odpowiedzialny za zgodność, może unieważnić uprawnienia użytkownika do obsługi produktu.
Uwaga:
ten produkt został przetestowany i uznany za zgodny z ograniczeniami klasy B urządzenia cyfrowego zgodnie z częścią 15 przepisów FCC. Ograniczenia te mają na celu zapewnienie rozsądnej ochrony przed szkodliwymi zakłóceniami w instalacjach domowych. Ten produkt generuje, wykorzystuje i może emitować energię o częstotliwości radiowej, jeśli nie jest zainstalowany i używany zgodnie z instrukcją, może powodować szkodliwe zakłócenia w komunikacji radiowej. Nie ma jednak gwarancji, że w konkretnej instalacji nie wystąpią zakłócenia. Jeśli produkt powoduje szkodliwe zakłócenia w odbiorze radia lub telewizji, co można stwierdzić poprzez wyłączenie i włączenie produktu, zachęca się użytkownika do podjęcia próby skorygowania zakłóceń za pomocą jednego lub kilku z poniże
- Zmień orientację lub położenie anteny odbiorczej.
- Zwiększ odległość pomiędzy produktem a odbiornikiem.
Podłącz produkt do gniazdka w obwodzie innym niż ten, do którego podłączony jest produkt odbiornik jest podłączony. - Skonsultuj się ze sprzedawcą lub doświadczonym technikiem radiowo-telewizynym w celu uzyskania pomocy.
Szeroko stosowane w budowie i konserwacji akumulatorów oraz spawaniu metali nieszłachetnych:
-
Szybkie spawanie i konserwacja akumulatorów litowo-żelazowo-fosforanowych lub trójskładnikowych akumulatorów litowych do rowerów elektrycznych, desek latających, samochodów wahadłowych, elektronarzędzi, urządzeń domowych, robotów ltp.
-
Szybkie spawanie akumulatora NI-MH (akumulator niklowo-metalowo-wodorkowy).
-
Szybkie spawanie i konserwacja małych akumulatorów do mobilnego zasilania, latarka itp.
-
Szybkie spawanie baterii polimerowych do modelu samolotu, słuchawek Bluetooth, telefon komórkowy, laptop, rejestrator danych samochodowych, monitor ciśnienia w oponach Bluetooth itp.
-
Szybkie spawanie płytki drukowanej, listwy łączącej akumulator (niklowany/niklowany), elementów elektronicznych, części sprzętowych, przewodów doprowadzających itp.
-
Nadaje się do niklu, stali nierdzewnej, żelaza, mosiądzu, tytanu, molibdenu itp.
Lista rzeczy do spakowania

Główna maszyna
x1 szt

Pedal rainy
x1 szt

Zasiliacz x1 szt

Pioro spawalnicze 738
x1 szt

Ramię spawalnicze (73SA)
x1 szt

Kolki spawalnicze
735A x 2 pary

Kolki spawalnicze
738 x 1 para

Pocstawa x1 szt

Oprawa do 18650
x1 szt

Klucz
szesclokątny
x2 szt

Klucz do
regulacji
cśnienia x1 szt

Śrubokręt krzyżakowy
x1 szt

Wkrętak piaski

Instrukcja
x1 szt

Najkrótszy odstęp pinów wynosi 3 mm. Najdluższy odstęp pinów wynosi 7 mm.

Najdłuższy odstęp pinów wynosi 7 mm.
Zdcjmowana igla spawalnicza/regulowana równowaga igły spawalniczej


Wyregukj poziomy stan
koków spawalniczych
- Obrac klucz sreścickatny w kierunku przeciwnym do ruchu wskarówek zegara, aby poluzować śrubę. Następnie włóż lub odlerzęć kolki spawalnicze.
- Oroc kucz szeicokaty w kierunku zgodnym z rachiem wskazonek zegara, aby poluzowac śrubię i zablokowac koki spewalnicze w celu zamutowanie.
Dwakolorowa kontrolka pracy zgrzewania punktowego w czasie rzedzywistym


Niebieska lampka kontrolna

Czerwona lampka kontrolna pracy
Po podłączeniu zgrzewarki punktowej zaświeci się czerwona/niebieska kontrolka wskarująca, że połączenie jest prawidłowe:
Zaswiecą się obie kontroki włączenia/wykączenia zasilania, co jest zjawiskiem normalnym. Gży carkowita pozycja elektrody ujemnej urządzenia łączego drut miedziany jest inna. lampka kontrolna zaświeci się na czerwono/niebiesko, a lampka kontrolna zgaśnie, gdy na wyjściu pojawi się prąd sprawania.
Środki ostrożności podczas spawania punktowego
- Kolki zgrzewające piora do zgrzewania punktowego należy jednocześnie macno docianąć do spawanego przedmiotu, w przeciwnym razie mogą wystąpić nierówne punkcy zgrzewania.
- W zależności od grubości spawów można zastosować różne cismienia zgrzewania. (Jesli nadisk jest zbyt mary, może to spowodową przedostanie się falszywego spawu do spawów. I odworotnie, zbyt wysokie cismienie może skutkować niesłabilnym zgrzewaniem punktowym.) Na początku spowania zależa się najpieriu wybrać tryb stapy MT. Po opanowanie siły można wybrać tryb automatycznego zgrzewania punktowego indukcyjnego AT, który jest odpowiedni do wydajnej pracy.
- Podczas zgrzewania punktowego należy uważać, aby nie zetknąć ze sobą dwóch igieł zgrzewających. W przeciwnym razie może dojść do zwarcia i uszkodzenia urządzenia
Rozwiązywanie problemów
| Typy błędów | Kwestie | Rozwiązania |
| Wyświetlacz panelowy „E01“ | Cry kolki spawalnicze są włożone kontaktować się ze sobą? | Trzymaj kolki spawalnicze oddzielnie i trzymaj miedziane końcówki spawalnicze przewody oddzielnie |
| Utemianie kolków spawalniczych | Do usunięcia uży sjlificki środnia utlemania | |
| Wyświetlacz panelowy „E02“ | Cry kolki spawalnicze stykają się ze sobą? A więc tak jest zawsze w stanic wyjściowym. | W trybie AT należy trzymać oddzielnie kolki spawalnicze i miedziane druty spawalnicze |
| Przełącznik podałowy jest zawsze w stanic zamkniętym. | Sprawoz ponownie przełącznik pedalu, utrzymując przełącznik włączony. | |
| Śabe punkty | Czy napięcie jest poniżej 5,2 V? | Naładuj maszynę pomiędzy 5,2 ~ 5,8 V lub więcej |
| Brak uwalniania energii. Cry | adapter firmy VEVOR? Uży adaptera VEVOR |
Adres: Baoshanqu Shuangchenglu 803long 11hao 1602A-1609shi Szanghaj
Import do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD Nous Poludriowa Weia 2122 Australia
Import do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, Kalifornia 91730
| REPUBLIKA Wielkiej Brytanii |
Pooledas Group Ltd Jednostka 5 Albert Edward House, pawilony Preston, Wielka Brytania
| REPREZENT CK |
SHUNSHUN GmbH Römeräcker 9 Z2021, 76351 Linkenheim-Hochstetten, Niemcy
Wyprodukowano w Chinach
cechy produktu
- W porównaniu do tradycyjnej zgrzewarki punktowej AC, nowa konstrukcja Zgrzewarka punktowa z kondensatorem 801D do magazynowania energii nie zakłóca obwodu elektrycznego i nie powoduje problemów z wylączaniem
- W modelu 801D zastosowano najnowszą technologię spawania impulsowego gromadzoną energią, która charakteryzuje się dużą mocą spawania, a miejsce spawania jest ładne i eleganckie, co zapewnia niezawodny efekt spawania.
- Maksymalna moc spawania maszyny może wynosić do 14,5 kW, co odpowiada potrzebom spawania z dużymi akumulatorami.
-
Moc spawania można wygodnie regulować za pomocą dwóch przycisków w zależności od grubości spawanych przedmiotów, na ekranie LED wyświetlane są parametry spawania.
-
Maszyna jest wyposażona w dwa superkondensatory o drugim czasie pracy -Żywotność i duża pojemność, zapewniające niskie zużycie energii i wysoką wydajność spawania.
-
„AT” (spawanie automatyczne) i „MT” (sterowanie pedałem nożnym) dwa tryby spawania Pomogą Ci łatwo i skutecznie zakończyć prace spawalnicze.
-
Kompatybilny z mobilnym piorem spawalniczym serii 7.
-
Kompaktowa obudowa ze stopu aluminium może skutecznie rozpraszać ciepło.
-
Na ekranie LED będzie wyświetlana chwilowa wartość prądu podczas spawania praca.
| Ostrzeżenie — aby zmniejszyć ryzyko obrażeń, użytkownik musi uważnie przeczytać instrukcję obsługi. | |
 | PRAWIDŁOWA UTYLIZACJATen produkt podlega przepisom Dyrektywy Europejskiej 2012/19 EC. Symbol przekreślonego kosza na śmieci oznacza, że produkt wymaga selektywnej zbiórki śmieci na terenie Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych jako takie nie można wyrzucać razem ze zwykłymi odpadami domowymi, ale należy je przekazać do punktu zbiórki w celu recyklingu urządzeń elektrycznych i elektronicznych |
MT to tryb wyzwalania sterownika nożnego.
E01 to wskaźnik błędu zgrzewania punktowego.
Adnotacja symboli jednostek na panelu sterowania
KA:1 KA równa się 1000 amperów, 0,8 KA = 800 A
DCV: Napięcie stałe
SW: Lampki sygnalizacyjne spawania: milisekunda
MT: Metoda spawania sterowana pedalem nożnym
AT: Automatyczna metoda spawania
Działanie wbudowanego urządzenia rozładowującego zabezpieczającego

Urządzenie roziadowujące zabezpieczające aktywuje lampkę kontrolną
Odłącz zasilanie i przewód sterownika nożnego
Umieść wyświetlacz zgrzewarki punktowej do góry nogami, jak
pokazano na rysunku), wewnętrzny wyłącznik pozycyjny maszyny
zostanie automatycznie zamknięty. W tym momencie zaswieci si
Czerwita lampka komrurna block portu wejsciowego zasilatzań wychowana urzadzenia, zabazquier tajego zacryna.
aby rozładować zoromadzona moc zgrzewarki pu
Od osiągnięcia pełnej energii kondensatora do rozładowania do zera
zajmuje to około 20 do 24 godzin. Kiedy rozładowywanie jest prawie
zakończone, lampka kontrolna zgaśnie
Notatka:
- Kiedy zgrzewarka punktowa porusza się lub tręsesie, tam Wewnątrz będzie słychać nienormalny dźwięk. jest to dźwięk przełącznika położenia wewnątrz odwróconego wyłącznika rozładowania zgrzewarki punktowej, co jest zjawiskiem normalnym.
- Wbudowane urządzenie rozładowujące ma prąd stały 0,2A
trybie i ciało nie nagrzeje się pod wpływem tego prądu wyładowania, co jest bezpiecznym wyładowaniem, proszę mieć pewność.
Schemat montażu głowicy spawalniczej sterowanej uchwytem
Standardowo z głowicą spawalniczą 73SA skierowaną w dół

Zgrzewanie punktowe jest bardzo solidne
☑ Popraw jakość i wydajność spawania

Odległość pomiędzy igłą spawalniczą a akumulatorem wynosi 4-9 mm.

- Włóż głowicę spawalniczą do odpowiedniego gniazda.

- Dokręć śruby. (Przewody miedziane trzymaj oddzielnie)

Instrukcja obsługi mobilnego zgrzewacza punktowego 73B
Przedstawiamy pióro do zgrzewania punktowego

Instrukcja obsługi regulacji
Pokrętło do regulacji docsku igły zgrzewającej.

Maks. ciśnienie wynosi około 1200g. Min. ciśnienie wynosi około 600g.

Nadaje się do spawania blach nikowych o grabość 0,3 mm.

Nadaje się do spawania blach niklowych o grucone 0,1 mm
Nacsk igły spewelniczej musi być stały, tak aby uniką wpływn na efekt zgrzewania punktawego za pomocą jednego ciężkiago i jednego lojska waga.
Uwaga: Zakres regulacji pokrętła dociskowego mieści się w zakresie 270°. Jeśli przekroczy zakres, będzie ograniczony i nie będzie można go regulować, jeśli przekroczy zakres i zostanie wyregulowany na siłę, tak się stanie spowodować uszkodzenie układu ciśnieniowego. Dostosuj go ostroźnie.
Regulacja rozstawu kołków zgrzewających

Dociśnij główką kolków
zgrzewających do pozytį
cworu ustalonej śrupsą.

Poluzuł dwie Sruby gniazda zaciiskowego sworzni zgrzewanych.

Regulacja śrab rozstawu
śwarmi po lewej i prawej
stranie
kore spawalricze.

Dapasuj odpowiedni
rarstaw savazni i
dokręć dużą śrube.
Schemat produktu

Szkic panelu sterowania mep
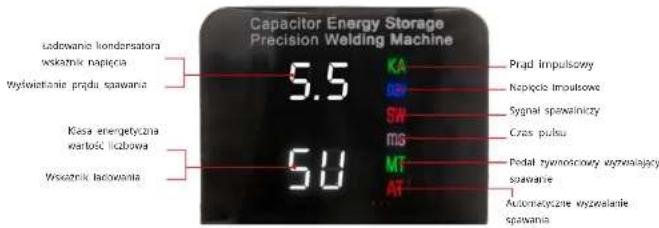

Wyjściowy prąd spawania wynosi 0,8KA. SW zaświeci się natychmiast podczas spawania.

Oznacza to, że uwolniona energia wynosi (25t). Poziom energii uwalniania dla trybu AT można regulować od 00 do 99.
- Ustaw klasę energetyczną — Aby dostosować klasę energetyczną, należy nacznąć przycisk zesilania, gdy urządzenie jest włączone. Bieżący numer zostanie wyswietłony flash. Możesz dostosować ichzbę za pomocą przycisków .

- Nachtnij przycisk zasilania i./* przypiski umożliwiające zmianę miejsca tryb spawania, taki jak AT/MT zersetynek

- Gdy maszyny nie ma
użytkowania, naciśnij i przytrzymaj przydsk zasilania przez 2 sekuncy i odłącz zasilacz 7 gruizdka sciennego.
2. Czas ładowania
| Model | 801D |
| Czas ladowania | 20 minut |
4. Tabela referencyjna grubości zgrzewania punktowego
| Grubość | 0,1 mm 0,12 mm 0,15 mm 0,2 mm | 0,3 mm | |||
| Czysty nikiel | 06-08t | 10-11t | 12-15t | 60-70t20-25t | |
| Stal niklowana | 03-04h | 07-08h | 10-12 godz | 15-18t | 40-50t |
Wybierz odpowiedni stopień energii i prąd impulsowy w zależności od różnych materiałów i grubości obiektu
5. Kroki operacji
Tryb MT — sterowanie za pomocą pedalu nożnego (wygodny do regulacji parametrów i debugowania spawania w celu uzyskania najlepszego efektu zgrzewania punktowego).

1. Wybierz tryb MT 2. Zainstaluj pedal nożny

st nożny

- Przytrzymaj piśro spawalnicze twywieraj odpowiedni nadisk na powierzchnię przedmotu (pasek egnikłowy) jednocześnie.Zwolnij energię pogrzez sterowanie pedałem nożnym.

4.Sprawdy
Niezowodnost miejsc. Zakonez zgrzwanie punktans.
Tryb AT - spawanie automatyczne (bez sterowania pedalem, odpowiednie do spawania dużej liczby akumulatorów przez długi czas) NOTATKA:
1, należy nacisnąć zgrzewanie punktowe.
2. Utlenianie igły spawalniczej należy wypolerować i wykonać dwa spawanie igły powinny być trzymane poziomo.

1. Wynierz tryb AT

- Przytrzymaj pilora spawalicze i nałoż jednocteśnie wywierając odpowiedni nacak na powierzchnią przedmiotu (pasek niklul. Spawanie automatyczne rozpoczyna się po około 20ms.

- Sprawdź niezawodność plam. Zekonca zgrzewanie punktowe.
Główna maszyna i wyświetlacz podstawowy
Tryb instalacji:

Należy włożyć plecy spawacza
w podstawę pionowo.

Spawarka z ramieniem spawalniczym 735A
umieszczonym w podstawie.
Scenariusz użycia:

Przymocuj spawarkę do podstawy, aby zapobiec przesuwaniu się spawarki podczas procesu spawania.

Parametr głowicy spawalniczej (735A)
| Moment ośratawy uchwytu | 950g | Kąt działania uchwytu | D-50° |
| Ramię spawalnicze Odległość robocza | 15 mm | Zakres regulacji ciśnienia | 1~9,5 N |
| Szczytowa energia spawania | 290J | Szerokość ramienia spawalniczego | 44 mm |
UWAGA: Podczas zgrzewania punktowego należy uważać, aby nie zetknąć ze sobą drutów miedzianych.
Ogólne wprowadzenie do zgrzewarki punktowej 801D

Podłącz wyżc ketę wyjscową zasilania do zasilania zgrzewanie punktowej 801D port połączenia.

Podłącz adapter do prądu przemiennego Gniazdko ścienne 100-240 V do naładować maszynę.
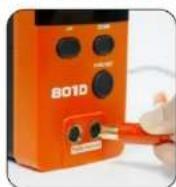
Wóż mobilny długopis spawalniczy i upewnij się, że połączenie jest solidne.
* Zasilanie kondensatora jest uwalniane w celu bezpiecznego transportu przed opuszczeniem fabryki. Po otrzymaniu urządzenia włącz je, ładuj przez 20 - 30 minut i poczekaj, aż napięcie wzrośnie w zakresie 5,2 - 5,8 V przed zgrzewaniem punktowym.
- Wprowadzenie wyświetlacza LED

- Nacisnij na 📍 przycisk Obroc spawarce.
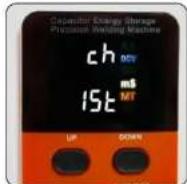
- Po włączeniu urządzenia po raz pierwszy dioda LED będzie sporadycznie pokazywać „CH” oraz wartość napięcia wewnętrznego kondensatora w Zgrzewarka punktowa jest ładowana

- Gdy napięcie wynosi 5,4 - 5,8 V, urządzenie jest gotowe do użycia.




